Surface Texture after Turning for Various Workpiece Rigidities


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Flisiak, J.; Józwik, J.; Włodarczyk, M. Analyzing the machining technology of the bolt for improvement dimensional accuracy of the finished product. Maint. Reliab. 2005, 2, 48–52. [Google Scholar]
- Dobrocký, D.; Studený, Z.; Pokorný, Z.; Joska, Z.; Faltejsek, P. Assessment of Surface Structure of Machined Surfaces. Manuf. Technol. 2019, 19, 563–572. [Google Scholar] [CrossRef]
- Duplák, J.; Zajac, J.; Hatala, M.; Mitaľ, D.; Kormoš, M. Study of Surface Quality after Turning of Steel AISI 304. Manuf. Technol. 2014, 14, 527–532. [Google Scholar] [CrossRef]
- Dirviyam, P.S.; Palanisamy, C. Optimization of surface roughness of AISI 304 austenitic stainless steel in dry turning operation using Taguchi design method. J. Eng. Sci. Technol. 2010, 5, 293–301. [Google Scholar]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Kaladhar, M.; Subbaiah, K.V.; Rao, C.H.S. Optimization of surface roughness and tool flank wear in turning of AISI 304 austenitic stainless steel with CVD coated tool. J. Eng. Sci. Technol. 2013, 8, 165–176. [Google Scholar]
- Wagh, S.S.; Kulkarni, A.P.; Sargade, V.G. Machinability Studies of Austenitic Stainless Steel (AISI 304) Using PVD Cathodic Arc Evaporation (CAE) System Deposited AlCrN/TiAlN Coated Carbide Inserts. Procedia Eng. 2013, 64, 907–914. [Google Scholar] [CrossRef]
- Grzesik, W. Prediction of the Functional Performance of Machined Components Based on Surface Topography: State of the Art. J. Mater. Eng. Perform. 2016, 25, 4460–4468. [Google Scholar] [CrossRef]
- Benardos, P.; Vosniakos, G.-C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Liu, Z.Q. Finite difference calculations of the deformations of multi-diameter workpieces during turning. J. Mater. Process. Technol. 2000, 98, 310–316. [Google Scholar]
- Świć, A.; Gola, A.; Wołos, D. Analysis of typical structures of dynamic systems of machining of elastic-deformable shafts with low rigidity. Adv. Sci. Technol. Res. J. 2018, 12, 1–9. [Google Scholar] [CrossRef]
- Benardos, P.G.; Mosialos, S.; Vosniakos, G.-C. Prediction of workpiece elastic deflections under cutting forces in turning. Robot. Comput. Manuf. 2006, 22, 505–514. [Google Scholar] [CrossRef]
- Świć, A.; Taranenko, V.; Gola, A. Analysis of the Process of Turning of Low-Rigidity Shafts. Appl. Mech. Mater. 2015, 791, 238–245. [Google Scholar] [CrossRef]
- Świć, A.; Wołos, D.; Litak, G. Method of control of machining accuracy of low-rigidity elastic-deformable shafts. Lat. Am. J. Solids Struct. 2014, 11, 260–278. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | AISI 304 | S355JR |
|---|---|---|
| L/D = 12 | S#1 | S#3 |
| S#2 | S#4 | |
| L/D = 6 | S#5 | S#7 |
| S#6 | S#8 |
| Section | Mean | Median | Q1 | Q3 | Max | Min | ||
|---|---|---|---|---|---|---|---|---|
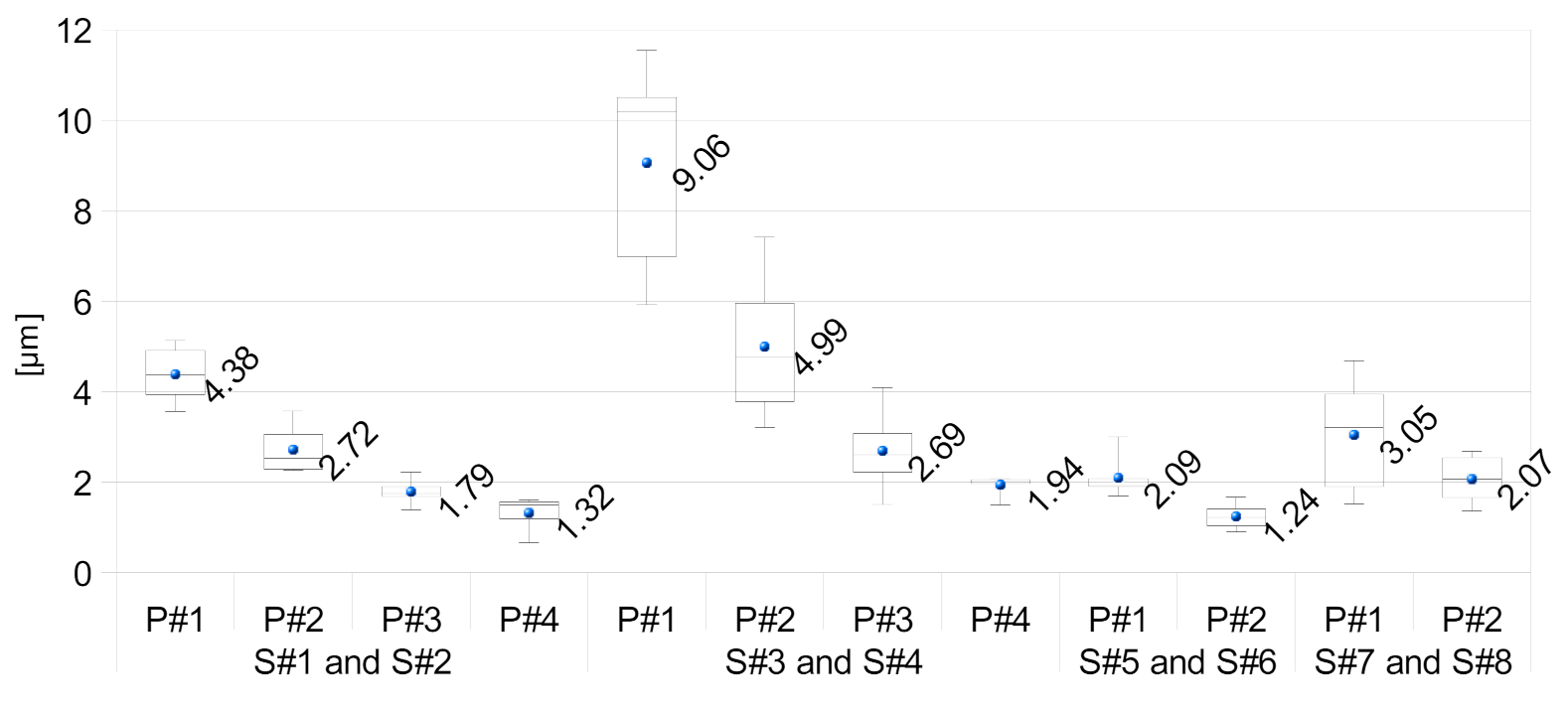
| L/D = 12 | AISI 304 | P#1 | 4.38 | 4.37 | 3.93 | 4.91 | 5.13 | 3.56 |
| P#2 | 2.72 | 2.53 | 2.29 | 3.06 | 3.57 | 2.26 | ||
| P#3 | 1.79 | 1.75 | 1.69 | 1.90 | 2.22 | 1.38 | ||
| P#4 | 1.32 | 1.50 | 1.19 | 1.56 | 1.60 | 0.66 | ||
| S255JR | P#1 | 9.06 | 10.20 | 6.99 | 10.50 | 11.54 | 5.92 | |
| P#2 | 4.99 | 4.76 | 3.78 | 5.96 | 7.41 | 3.21 | ||
| P#3 | 2.69 | 2.60 | 2.22 | 3.08 | 4.09 | 1.51 | ||
| P#4 | 1.94 | 2.02 | 1.97 | 2.06 | 2.08 | 1.49 | ||
| L/D = 6 | AISI 304 | P#1 | 2.09 | 1.93 | 1.91 | 2.07 | 3.00 | 1.69 |
| P#2 | 1.24 | 1.22 | 1.03 | 1.41 | 1.67 | 0.90 | ||
| S255JR | P#1 | 3.05 | 3.22 | 1.90 | 3.94 | 4.68 | 1.52 | |
| P#2 | 2.07 | 2.07 | 1.66 | 2.54 | 2.68 | 1.36 | ||
| Section | Mean | Median | Q1 | Q3 | Max | Min | ||
|---|---|---|---|---|---|---|---|---|
| L/D = 12 | AISI 304 | P#1 | 4.42 | 4.40 | 4.14 | 4.68 | 4.83 | 4.03 |
| P#2 | 3.74 | 3.74 | 3.72 | 3.77 | 3.78 | 3.67 | ||
| P#3 | 3.58 | 3.59 | 3.55 | 3.61 | 3.63 | 3.53 | ||
| P#4 | 3.67 | 3.67 | 3.63 | 3.69 | 3.72 | 3.62 | ||
| S255JR | P#1 | 5.49 | 5.79 | 4.44 | 6.27 | 7.03 | 3.91 | |
| P#2 | 4.56 | 4.55 | 3.97 | 5.13 | 5.31 | 3.86 | ||
| P#3 | 3.78 | 3.80 | 3.66 | 3.92 | 3.93 | 3.60 | ||
| P#4 | 3.72 | 3.71 | 3.69 | 3.76 | 3.94 | 3.52 | ||
| L/D = 6 | AISI 304 | P#1 | 3.09 | 3.07 | 3.04 | 3.10 | 3.31 | 2.93 |
| P#2 | 3.32 | 3.32 | 3.31 | 3.34 | 3.46 | 3.17 | ||
| S255JR | P#1 | 3.30 | 3.35 | 3.18 | 3.52 | 3.59 | 2.81 | |
| P#2 | 3.22 | 3.19 | 3.01 | 3.38 | 3.62 | 2.93 | ||
| Section | Mean | Median | Q1 | Q3 | Max | Min | ||
|---|---|---|---|---|---|---|---|---|
| L/D = 12 | AISI 304 | P#1 | 3.65 | 3.65 | 3.45 | 3.85 | 3.95 | 3.38 |
| P#2 | 3.18 | 3.18 | 3.16 | 3.21 | 3.22 | 3.14 | ||
| P#3 | 3.09 | 3.10 | 3.06 | 3.11 | 3.12 | 3.04 | ||
| P#4 | 3.16 | 3.16 | 3.14 | 3.18 | 3.20 | 3.13 | ||
| S255JR | P#1 | 4.38 | 4.68 | 3.56 | 4.95 | 5.59 | 3.13 | |
| P#2 | 3.63 | 3.58 | 3.20 | 4.09 | 4.18 | 3.13 | ||
| P#3 | 3.11 | 3.12 | 2.99 | 3.22 | 3.28 | 2.94 | ||
| P#4 | 3.10 | 3.11 | 3.05 | 3.16 | 3.27 | 2.91 | ||
| L/D = 6 | AISI 304 | P#1 | 2.61 | 2.60 | 2.57 | 2.64 | 2.80 | 2.45 |
| P#2 | 2.85 | 2.86 | 2.84 | 2.87 | 2.93 | 2.73 | ||
| S255JR | P#1 | 2.65 | 2.70 | 2.59 | 2.83 | 2.85 | 2.23 | |
| P#2 | 2.63 | 2.59 | 2.43 | 2.78 | 2.99 | 2.37 | ||
| Section | Mean | Median | Q1 | Q3 | Max | Min | ||
|---|---|---|---|---|---|---|---|---|
| L/D = 12 | AISI 304 | P#1 | 0.089 | 0.090 | 0.088 | 0.091 | 0.092 | 0.085 |
| P#2 | 0.086 | 0.088 | 0.084 | 0.088 | 0.088 | 0.082 | ||
| P#3 | 0.086 | 0.086 | 0.084 | 0.088 | 0.088 | 0.083 | ||
| P#4 | 0.091 | 0.091 | 0.090 | 0.092 | 0.092 | 0.090 | ||
| S255JR | P#1 | 0.105 | 0.105 | 0.100 | 0.110 | 0.117 | 0.095 | |
| P#2 | 0.130 | 0.134 | 0.124 | 0.137 | 0.142 | 0.111 | ||
| P#3 | 0.147 | 0.147 | 0.138 | 0.154 | 0.160 | 0.135 | ||
| P#4 | 0.149 | 0.150 | 0.141 | 0.152 | 0.168 | 0.136 | ||
| L/D = 6 | AISI 304 | P#1 | 0.077 | 0.078 | 0.076 | 0.079 | 0.079 | 0.075 |
| P#2 | 0.083 | 0.083 | 0.083 | 0.083 | 0.084 | 0.079 | ||
| S255JR | P#1 | 0.117 | 0.118 | 0.111 | 0.124 | 0.129 | 0.105 | |
| P#2 | 0.129 | 0.127 | 0.125 | 0.132 | 0.142 | 0.123 | ||
| Total Height of the Profile—Rt | Maximum Height of the Profile—Rz | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Section | Mean | Median | Max | Min | Mean | Median | Max | Min | ||
| L/D = 12 | AISI 304 | P#1 | 21.69 | 22.20 | 24.43 | 18.43 | 18.99 | 19.00 | 21.25 | 16.83 |
| P#2 | 16.93 | 16.71 | 18.12 | 16.24 | 15.21 | 15.23 | 15.60 | 14.70 | ||
| P#3 | 15.28 | 15.23 | 16.47 | 14.45 | 14.03 | 14.01 | 14.76 | 13.42 | ||
| P#4 | 14.77 | 14.76 | 15.21 | 14.31 | 13.92 | 13.89 | 14.20 | 13.66 | ||
| S255JR | P#1 | 30.22 | 29.22 | 39.62 | 23.81 | 23.84 | 25.16 | 27.95 | 17.88 | |
| P#2 | 28.46 | 28.67 | 34.09 | 23.54 | 21.21 | 21.67 | 23.67 | 17.98 | ||
| P#3 | 21.73 | 21.81 | 23.94 | 19.02 | 17.82 | 17.70 | 18.85 | 17.08 | ||
| P#4 | 19.26 | 18.97 | 21.59 | 17.72 | 16.83 | 16.78 | 18.58 | 15.58 | ||
| L/D = 6 | AISI 304 | P#1 | 13.70 | 13.64 | 15.27 | 12.52 | 12.28 | 12.19 | 13.38 | 11.67 |
| P#2 | 13.81 | 13.44 | 15.37 | 13.01 | 12.52 | 12.33 | 13.90 | 12.00 | ||
| S255JR | P#1 | 19.37 | 20.28 | 22.16 | 15.09 | 16.53 | 16.79 | 19.01 | 14.02 | |
| P#2 | 17.22 | 16.95 | 19.14 | 16.11 | 15.28 | 15.15 | 17.09 | 14.05 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobrzynski, M.; Mietka, K. Surface Texture after Turning for Various Workpiece Rigidities. Machines 2021, 9, 9. https://doi.org/10.3390/machines9010009
Dobrzynski M, Mietka K. Surface Texture after Turning for Various Workpiece Rigidities. Machines. 2021; 9(1):9. https://doi.org/10.3390/machines9010009
Chicago/Turabian StyleDobrzynski, Michal, and Karolina Mietka. 2021. "Surface Texture after Turning for Various Workpiece Rigidities" Machines 9, no. 1: 9. https://doi.org/10.3390/machines9010009
APA StyleDobrzynski, M., & Mietka, K. (2021). Surface Texture after Turning for Various Workpiece Rigidities. Machines, 9(1), 9. https://doi.org/10.3390/machines9010009