
Construction of a Surface Roughness and Burr Size Prediction Model Through the Ensemble Learning Regression Method



Abstract
1. Introduction
2. An Overview of Surface and Edge Quality
- Burr formation.
- Surface roughness.
3. Modeling Approach
4. Experimental Studies
Assumption
- Chatter was assumed to be absent during slot milling tasks.
- Vibrational effects and tool dynamics were not considered.
- Initial evaluations confirmed the stability of cutting operations.
- It was presumed that deflections in both the tool and workpiece were negligible, maintained through sturdy fixtures.
- After each test, a new cutting tool was employed to avoid discrepancies due to tool wear.
5. Results and Discussion
Distinction from the Existing Research and Contributions of This Research
- Dual-Response Prediction Model: Unlike most prior work that focused solely on Ra or a single burr feature, this study introduces a comprehensive model that simultaneously predicts multiple burr types (B1, B2, B4, B5, B8) and surface roughness (Ra). This dual-output framework enhances its applicability in practical machining environments with critical surface and edge quality.
- Use of Optimized Ensemble Learning: This study employs an optimized ensemble learning regression approach, integrating multiple learners to improve model stability, prediction accuracy, and robustness—especially in nonlinear, noisy, and limited data.
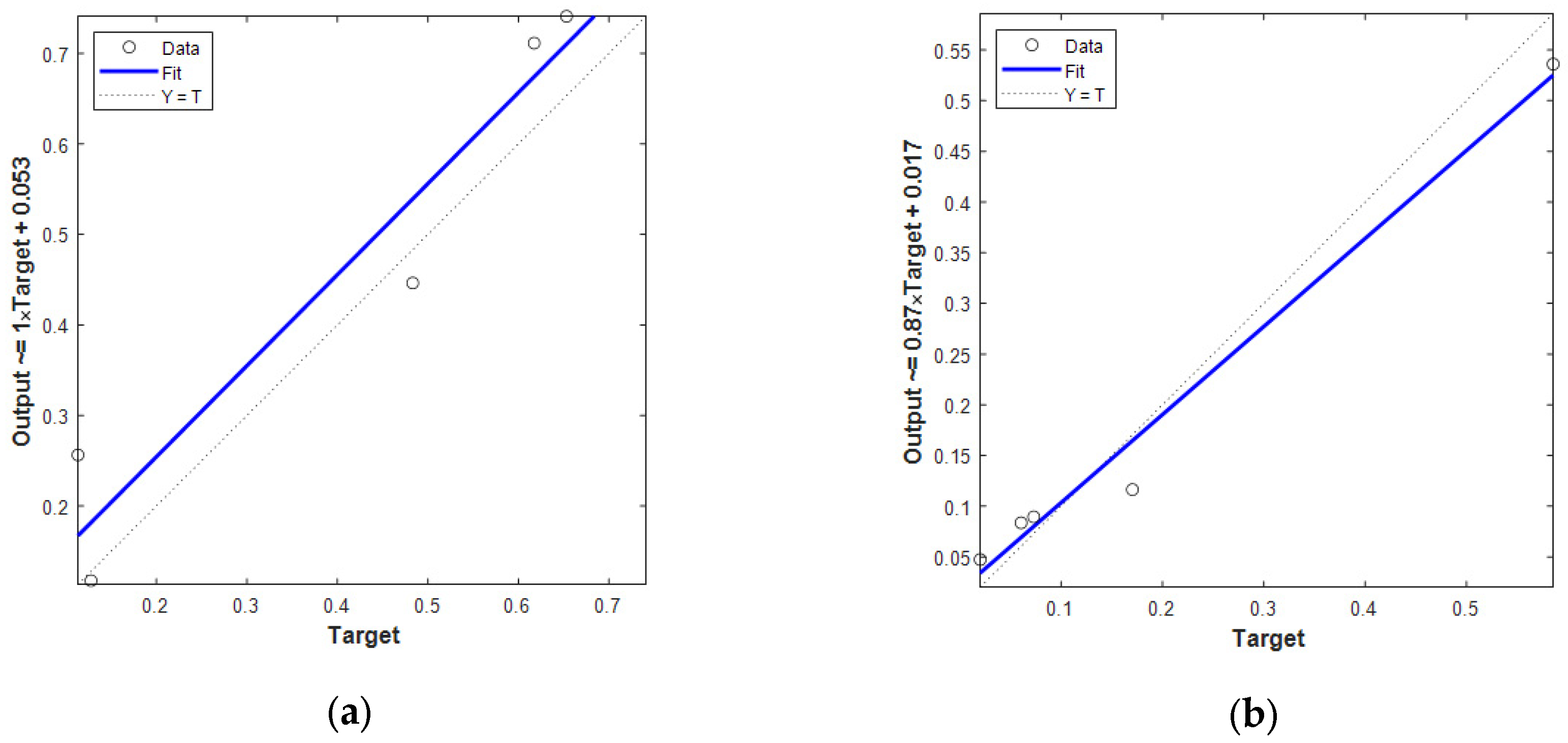
- Robust Performance on Unseen Data: The model demonstrates exceptionally high prediction accuracy on previously unseen data (e.g., R2 = 0.97 for Ra, 0.93 for B5 and B8), addressing a major limitation of earlier single-model or ANN-based approaches that typically suffer from overfitting and poor generalization.
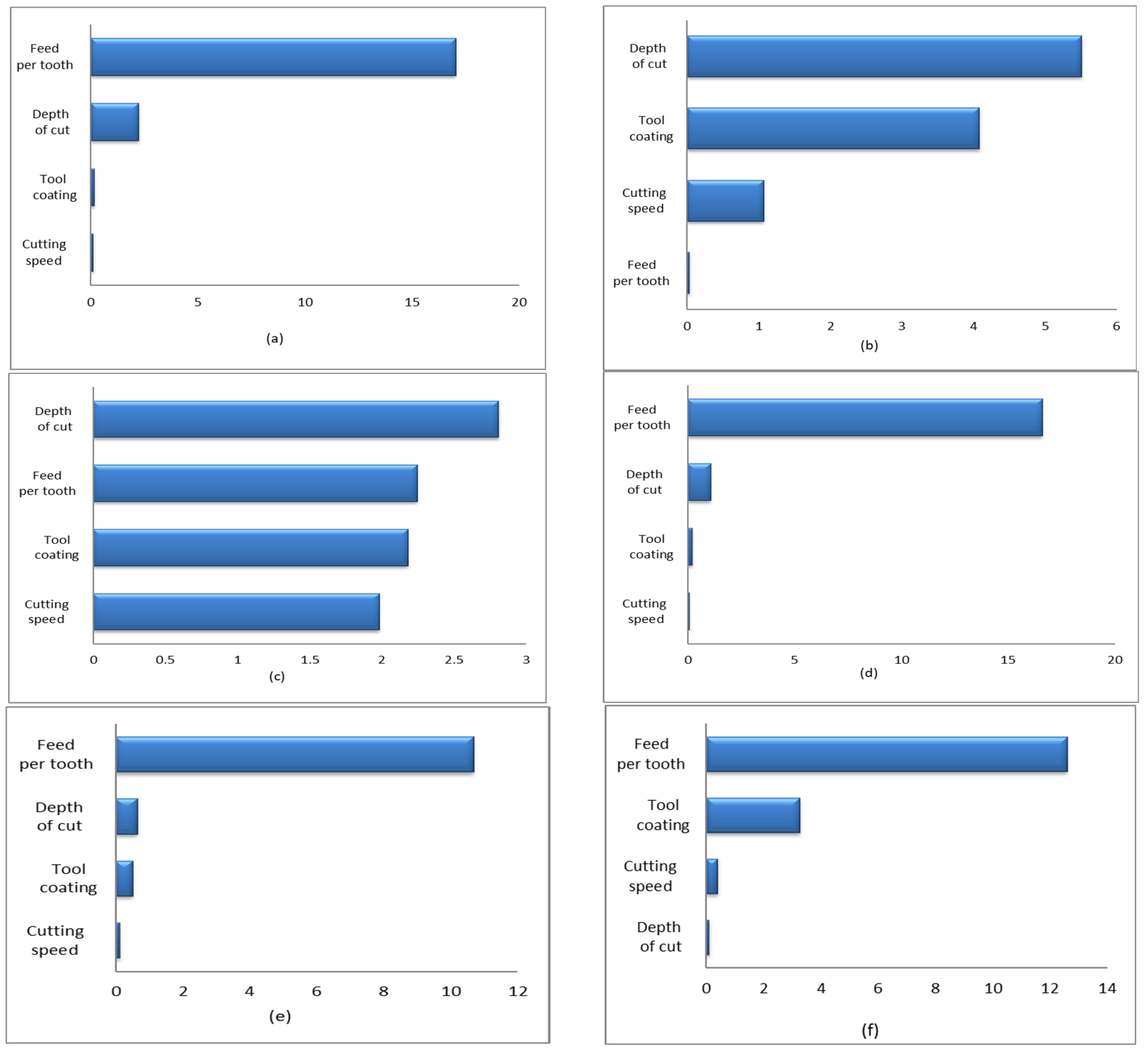
- Feature Importance Insights via the F-test: Through statistical analysis (F-test), this study identifies and ranks each output’s most influential process parameters, offering process-level insights that can guide optimization and decision-making in industrial settings.
- Experimental Validation with AA 6061: The model is trained and validated using experimentally obtained data from slot milling operations on aluminum alloy AA 6061, under a full-factorial design with controlled variables, further reinforcing the work’s practical applicability and scientific rigor.
6. Conclusions
- Surface roughness predictions achieved higher accuracy compared to burr-related predictions when tested on unseen data. This disparity suggests that burr formation is more sensitive to complex and nonlinear interactions among process parameters, making it inherently more challenging to model.
- Sensitivity analysis using the F-test revealed that the influence of input parameters varies significantly across different output responses. This finding highlights the need for customized models that focus on the most critical variables for each output, thereby improving prediction precision.
- Hyperparameter optimization was shown to significantly enhance model performance. Careful tuning of the ensemble learning model’s internal settings is essential for achieving high accuracy and generalization capability.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Niknam, S.A.; Songmene, V. Milling burr formation, modeling and control: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 893–909. [Google Scholar]
- Gillespie, L.K. Deburring and Edge Finishing Handbook; Society of Manufacturing Engineers: Southfield, MI, USA, 1999. [Google Scholar]
- Gillespie, L. The Battle of the Burr: New Strategies and New Tricks; Deburring Technology International, Incorporated: Mount Vernon, OH, USA, 1996; Volume 116, pp. 69–70. [Google Scholar]
- Niknam, S.A.; Davoodi, B.; Davim, J.P. Songmene Mechanical deburring and edge-finishing processes for aluminum parts—A review. Int. J. Adv. Manuf. Technol. 2018, 95, 1101–1125. [Google Scholar]
- Nakayama, K.; Arai, M. Burr formation in metal cutting. CIRP Ann. 1987, 36, 33–36. [Google Scholar] [CrossRef]
- Olvera, O.; Barrow, G. An experimental study of burr formation in square shoulder face milling. Int. J. Mach. Tools Manuf. 1996, 36, 1005–1020. [Google Scholar]
- Olvera, O.; Barrow, G. Influence of exit angle and tool nose geometry on burr formation in face milling operations. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1998, 212, 59–72. [Google Scholar]
- Lin, T.-R. Experimental study of burr formation and tool chipping in the face milling of stainless steel. J. Mater. Process. Technol. 2000, 108, 12–20. [Google Scholar]
- Avila, M.C.; Dornfeld, D.A. On the Face Milling Burr Formation Mechanisms and Minimization Strategies at High Tool Engagement; Laboratory for Manufacturing and Sustainability: Berkeley, CA, USA, 2004. [Google Scholar]
- Korkut, I.; Donertas, M. The influence of feed rate and cutting speed on the cutting forces, surface roughness and tool–chip contact length during face milling. Mater. Des. 2007, 28, 308–312. [Google Scholar]
- Kitajima, K. Study on mechanism and similarity of burr formation in face milling and drilling. Technol. Rep. Kansai Univ. 1990, 32, 1. [Google Scholar]
- Hashimura, M.; Hassamontr, J.; Dornfeld, D. Effect of in-plane exit angle and rake angles on burr height and thickness in face milling operation. J. Manuf. Sci. Eng. 1999, 121, 13–19. [Google Scholar]
- Kishimoto, W.; Miyake, T.; Yamamoto, A.; Yamanaka, K.; Takano, K. Study of burr formation in face milling. Conditions for the secondary burr formation. Bull. Jpn. Soc. Precis. Eng. 1980, 15, 51–52. [Google Scholar]
- Chern, G.-L. Analysis of Burr Formation and Breakout in Metal Cutting. Ph.D. Thesis, University of California, Berkeley, CA, USA, 1993. [Google Scholar]
- Aurich, J.C.; Dornfeld, D.; Arrazola, P.J.; Franke, V.; Leitz, L.; Min, S. Burrs—Analysis, control and removal. CIRP Ann. 2009, 58, 519–542. [Google Scholar] [CrossRef]
- Lekkala, R.; Bajpai, V.; Singh, R.K.; Joshi, S.S. Characterization and modeling of burr formation in micro-end milling. Precis. Eng. 2011, 35, 625–637. [Google Scholar] [CrossRef]
- Mian, A.; Driver, N.; Mativenga, P. Estimation of minimum chip thickness in micro-milling using acoustic emission. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1535–1551. [Google Scholar] [CrossRef]
- Tang, Y.; He, Z.; Lu, L.; Wang, H.; Pan, M. Burr formation in milling cross-connected microchannels with a thin slotting cutter. Precis. Eng. 2011, 35, 108–115. [Google Scholar] [CrossRef]
- Chen, M.; Liu, G.; Shen, Z. Study on active process control of burr formation in Al-alloy milling process. In Proceedings of the 2006 IEEE International Conference on Automation Science and Engineering, Shanghai, China, 8–10 October 2006. [Google Scholar]
- Karayel, D. Prediction and control of surface roughness in CNC lathe using artificial neural network. J. Mater. Process. Technol. 2009, 209, 3125–3137. [Google Scholar] [CrossRef]
- Kumpati, S.N.; Kannan, P. Identification and control of dynamical systems using neural networks. IEEE Trans. Neural Netw. 1990, 1, 4–27. [Google Scholar]
- Gupta, M.; Jin, L.; Homma, N. Static and Dynamic Neural Networks: From Fundamentals to Advanced Theory; John Wiley and Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Cheng, C.-T.; Wang, W.-C.; Xu, D.-M. Optimizing hydropower reservoir operation using hybrid genetic algorithm and chaos. Water Resour. Manag. 2008, 22, 895–909. [Google Scholar] [CrossRef]
- Al Hazza, M.H.; Adesta, E.Y. Investigation of the effect of cutting speed on the Surface Roughness parameters in CNC End Milling using Artificial Neural Network. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2013. [Google Scholar]
- Barua, M.K.; Rao, J.S.; Anbuudayasankar, S.P.; Page, T. Measurement of surface roughness through RSM: Effect of coated carbide tool on 6061-t4 aluminium. Int. J. Enterp. Netw. Manag. 2010, 4, 136–153. [Google Scholar] [CrossRef]
- Datta, S.; Davim, J.P. (Eds.) Machine Learning in Industry; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar] [CrossRef]
- Niknam, S.A.; Songmene, V. Factors governing burr formation during high-speed slot milling of wrought aluminum alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1165–1179. [Google Scholar] [CrossRef]
- Toropov, A.; Ko, S.-L.; Lee, J. A new burr formation model for orthogonal cutting of ductile materials. CIRP Ann. 2006, 55, 55–58. [Google Scholar] [CrossRef]
- Niknam, S.A.; Songmene, V. Modeling of burr thickness in milling of ductile materials. Int. J. Adv. Manuf. Technol. 2013, 66, 2029–2039. [Google Scholar] [CrossRef]
- Chern, G.-L. Experimental observation and analysis of burr formation mechanisms in face milling of aluminum alloys. Int. J. Mach. Tools Manuf. 2006, 46, 1517–1525. [Google Scholar] [CrossRef]
- Benardos, P.; Vosniakos, G.-C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Kadirgama, K.; Noor, M.; Rahman, M. Optimization of surface roughness in end milling using potential support vector machine. Arab. J. Sci. Eng. 2012, 37, 2269–2275. [Google Scholar] [CrossRef]
- Nasr, G.; Davoodi, B. Prediction of profile error in aspheric grinding of spherical fused silica by ensemble learning regression methods. Precis. Eng. 2024, 88, 65–80. [Google Scholar] [CrossRef]
- Liu, Y.; Yao, X. Ensemble learning via negative correlation. Neural Netw. 1999, 12, 1399–1404. [Google Scholar] [CrossRef]
- Liu, Y.; Yao, X.; Higuchi, T. Evolutionary ensembles with negative correlation learning. IEEE Trans. Evol. Comput. 2000, 4, 380–387. [Google Scholar]
- Breiman, L. Random forests. Mach. Learn. 2001, 45, 5–32. [Google Scholar] [CrossRef]
- Rodriguez, J.J.; Kuncheva, L.I.; Alonso, C.J. Rotation forest: A new classifier ensemble method. IEEE Trans. Pattern Anal. Mach. Intell. 2006, 28, 1619–1630. [Google Scholar] [CrossRef]
- Lukoševičius, M.; Jaeger, H. Reservoir computing approaches to recurrent neural network training. Comput. Sci. Rev. 2009, 3, 127–149. [Google Scholar] [CrossRef]
- Al-Anazi, A.; Gates, I. A support vector machine algorithm to classify lithofacies and model permeability in heterogeneous reservoirs. Eng. Geol. 2010, 114, 267–277. [Google Scholar] [CrossRef]
- Ahmadi, M.A.; Soleimani, R.; Bahadori, A. A computational intelligence scheme for prediction equilibrium water dew point of natural gas in TEG dehydration systems. Fuel 2014, 137, 145–154. [Google Scholar] [CrossRef]
- Yu, H.; Rezaee, R.; Wang, Z.; Han, T.; Zhang, Y.; Arif, M.; Johnson, L. A new method for TOC estimation in tight shale gas reservoirs. Int. J. Coal Geol. 2017, 179, 269–277. [Google Scholar] [CrossRef]
- Yu, H.; Wang, Z.; Rezaee, R.; Liu, X.; Zhang, Y.; Imokhe, O. Fluid type identification in carbonate reservoir using advanced statistical analysis. In Proceedings of the SPE Oil and Gas India Conference and Exhibition, Mumbai, India, 4–6 April 2017. [Google Scholar]
- Lee, C.; Lee, G.G. Information gain and divergence-based feature selection for machine learning-based text categorization. Inf. Process. Manag. 2006, 42, 155–165. [Google Scholar] [CrossRef]
- Dai, J.; Xu, Q. Attribute selection based on information gain ratio in fuzzy rough set theory with application to tumor classification. Appl. Soft Comput. 2013, 13, 211–221. [Google Scholar] [CrossRef]
- Yitzhaki, S. Relative deprivation and the Gini coefficient. Q. J. Econ. 1979, 93, 321–324. [Google Scholar] [CrossRef]
- Tahraoui, H.; Amrane, A.; Belhadj, A.-E.; Zhang, J. Modeling the organic matter of water using the decision tree coupled with bootstrap aggregated and least-squares boosting. Environ. Technol. Innov. 2022, 27, 102419. [Google Scholar] [CrossRef]
- Zheng, Z. Boosting and Bagging of Neural Networks with Applications to Financial Time Series; The University of Chicago: Chicago, IL, USA, 2006. [Google Scholar]
- Galar, M.; Fernández, A.; Barrenechea, E.; Sola, H.B. Dynamic classifier selection for one-vs-one strategy: Avoiding non-competent classifiers. Pattern Recognit. 2013, 46, 3412–3424. [Google Scholar] [CrossRef]
- Bauer, E.; Kohavi, R. An empirical comparison of voting classification algorithms: Bagging, boosting, and variants. Mach. Learn. 1999, 36, 105–139. [Google Scholar] [CrossRef]
- Mendes-Moreira, J.; Soares, C.; Jorge, A.M.; De Sousa, J.F. Ensemble approaches for regression: A survey. ACM Comput. Surv. 2012, 45, 1–40. [Google Scholar] [CrossRef]
- Unger, D.A.; van den Dool, H.; O’Lenic, E.; Collins, D. Ensemble Regression. Mon. Weather. Rev. 2009, 137, 2365–2379. [Google Scholar] [CrossRef]
- Breiman, L. Bagging predictors. Mach. Learn. 1996, 24, 123–140. [Google Scholar] [CrossRef]
- Hastie, T.; Tibshirani, R.; Friedman, J. The Elements of Statistical Learning: Data Mining, Inference, and Prediction; Springer: Berlin/Heidelberg, Germany, 2009; Volume 2. [Google Scholar]
- Inoue, A.; Kilian, L. How useful is bagging in forecasting economic time series? A case study of US consumer price inflation. J. Am. Stat. Assoc. 2008, 103, 511–522. [Google Scholar] [CrossRef]
- Zhang, J. Developing robust non-linear models through bootstrap aggregated neural networks. Neurocomputing 1999, 25, 93–113. [Google Scholar] [CrossRef]
- Friedman, J.H. Greedy function approximation: A gradient boosting machine. Ann. Stat. 2001, 29, 1189–1232. [Google Scholar] [CrossRef]
- Ashqar, H.I.; Elhenawy, M.; Rakha, H.A.; Almannaa, M.; House, L. Network and station-level bike-sharing system prediction: A San Francisco bay area case study. J. Intell. Transp. Syst. 2022, 26, 602–612. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, X. Predictions of the total crack length in solidification cracking through LSBoost. Metall. Mater. Trans. A 2021, 52, 985–1005. [Google Scholar] [CrossRef]
- Barutçuoğlu, Z.; Alpaydın, E. A comparison of model aggregation methods for regression. In International Conference on Artificial Neural Networks; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Belsley, D.A.; Kuh, E.; Welsch, R.E. Regression Diagnostics: Identifying Influential Data and Sources of Collinearity; John Wiley and Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Hong, S.H.; Lee, M.W.; Lee, D.S.; Park, J.M. Monitoring of sequencing batch reactor for nitrogen and phosphorus removal using neural networks. Biochem. Eng. J. 2007, 35, 365–370. [Google Scholar] [CrossRef]
- Bousselma, A.; Abdessemed, D.; Tahraoui, H.; Amrane, A. Artificial intelligence and mathematical modelling of the drying kinetics of pre-treated whole apricots. Kem. U Ind. 2021, 70, 651–667. [Google Scholar] [CrossRef]
- Dolling, O.R.; Varas, E.A. Artificial neural networks for streamflow prediction. J. Hydraul. Res. 2002, 40, 547–554. [Google Scholar] [CrossRef]
- Manssouri, I.; Manssouri, M.; El Kihel, B. Fault detection by K-NN algorithm and MLP neural networks in a distillation column: Comparative study. J. Inf. Intell. Knowl. 2011, 3, 201. [Google Scholar]
- Manssouri, I.; El Hmaidi, A.; Manssouri, T.E.; El Moumni, B. Prediction levels of heavy metals (Zn, Cu and Mn) in current Holocene deposits of the eastern part of the Mediterranean Moroccan margin (Alboran Sea). IOSR J. Comput. Eng. 2014, 16, 117–123. [Google Scholar] [CrossRef]
- ASM International. ASM Handbook: Metallography and Microstructures; ASM International: Almere, The Netherlands, 2004. [Google Scholar]
- Davim, J.P. Machining: A bibliometric analysis. Int. J. Mach. Mach. Mater. 2024, 26, 293–295. [Google Scholar]
- Fang, N.; Pai, P.S.; Edwards, N. Neural network modeling and prediction of surface roughness in machining aluminum alloys. J. Comput. Commun. 2016, 4, 1–9. [Google Scholar] [CrossRef]
- Lauderbaugh, L.K. Analysis of the effects of process parameters on exit burrs in drilling using a combined simulation and experimental approach. J. Mater. Process. Technol. 2009, 209, 1909–1919. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Parameters | Level | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| A: Cutting speed (m/min) | 300 | 750 | 1200 |
| B: Feed per tooth (mm/z) | 0.01 | 0.055 | 0.1 |
| C: Depth of cut (mm) | 1 | - | 2 |
| D: Tool coating | TiCN | TiAlN | TiCN + Al2O3 + TiN |
| E: Material | Al 6061-T6 | - | Al 2024-T321 |
| Response | Performance Metrics and Units | |||
|---|---|---|---|---|
| MAE | MSE | Units | R2 | |
| B1 | 0.0744 | 0.0077 | mm | 0.86 |
| B2 | 0.0315 | 0.0012 | mm | 0.92 |
| B4 | 0.1242 | 0.0236 | mm | 0.65 |
| B5 | 0.0601 | 0.0054 | mm | 0.93 |
| B8 | 0.0289 | 0.0013 | mm | 0.93 |
| Ra | 0.0341 | 0.0014 | µm | 0.97 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khosrozadeh, A.; Niknam, S.A.; Hajizadeh, F. Construction of a Surface Roughness and Burr Size Prediction Model Through the Ensemble Learning Regression Method. Machines 2025, 13, 494. https://doi.org/10.3390/machines13060494
Khosrozadeh A, Niknam SA, Hajizadeh F. Construction of a Surface Roughness and Burr Size Prediction Model Through the Ensemble Learning Regression Method. Machines. 2025; 13(6):494. https://doi.org/10.3390/machines13060494
Chicago/Turabian StyleKhosrozadeh, Ali, Seyed Ali Niknam, and Fatemeh Hajizadeh. 2025. "Construction of a Surface Roughness and Burr Size Prediction Model Through the Ensemble Learning Regression Method" Machines 13, no. 6: 494. https://doi.org/10.3390/machines13060494
APA StyleKhosrozadeh, A., Niknam, S. A., & Hajizadeh, F. (2025). Construction of a Surface Roughness and Burr Size Prediction Model Through the Ensemble Learning Regression Method. Machines, 13(6), 494. https://doi.org/10.3390/machines13060494