
Virtual Prototyping of a Novel Manipulator for Efficient Laser Processing of Complex Large Parts



Abstract
1. Introduction
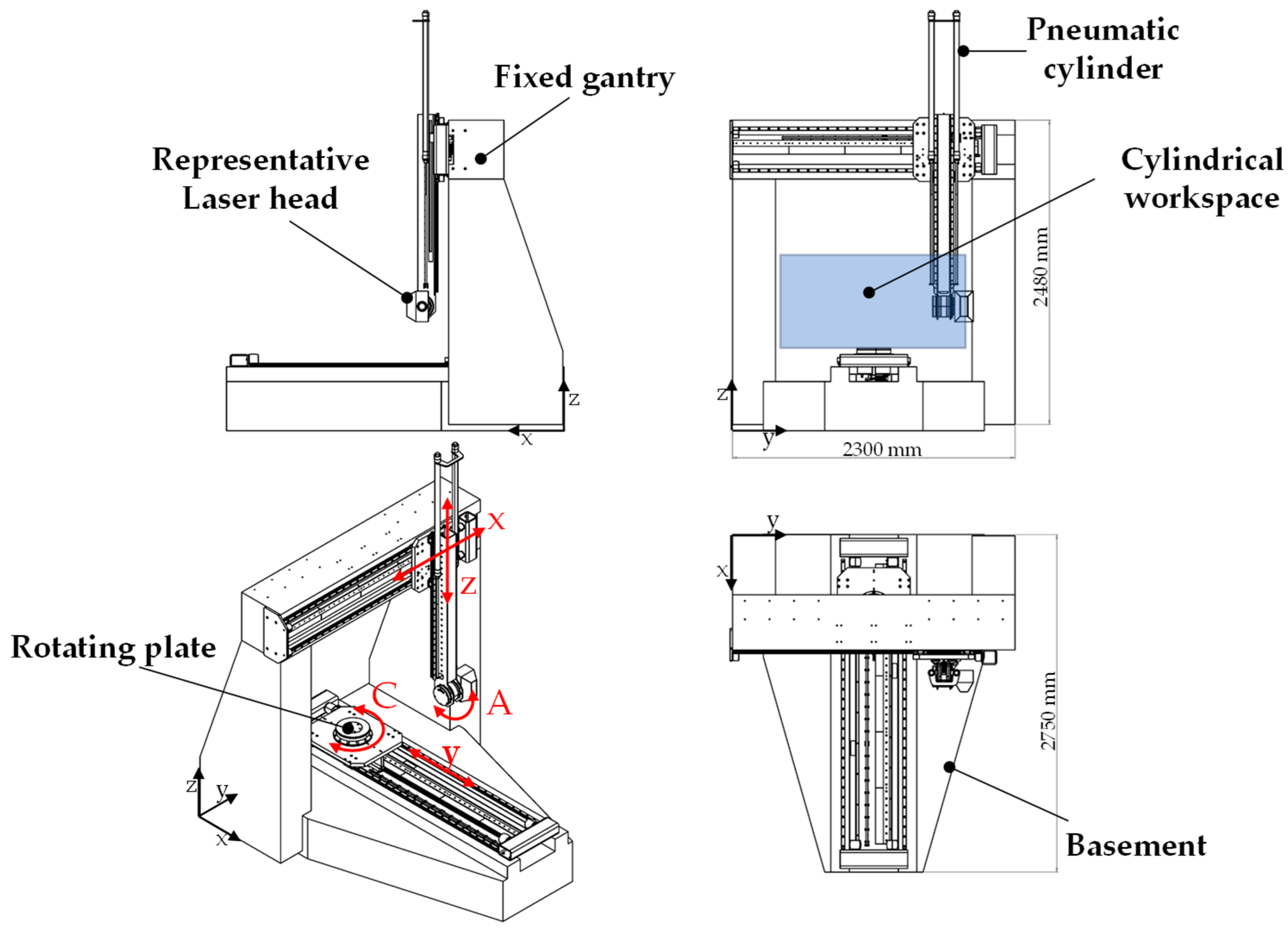
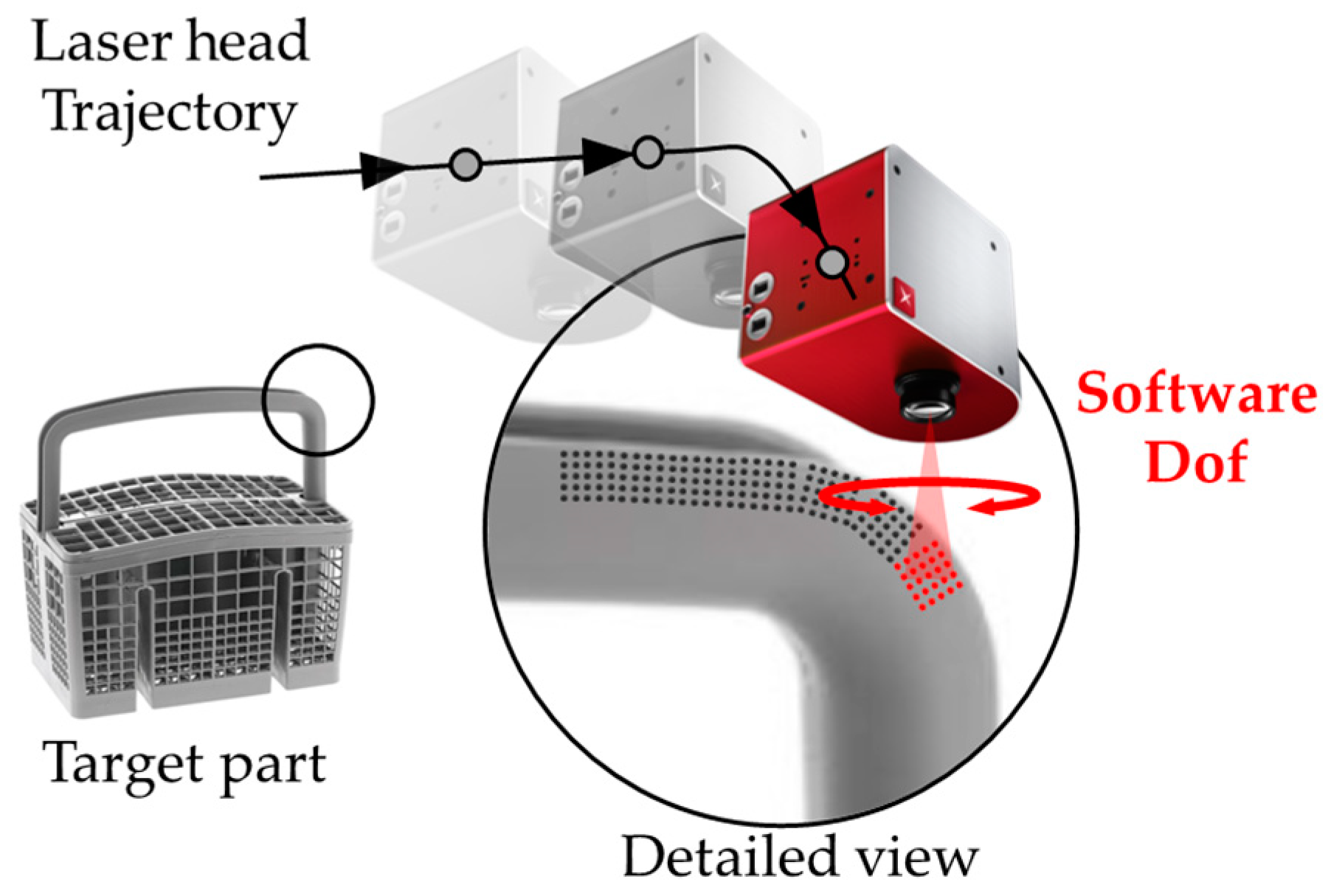
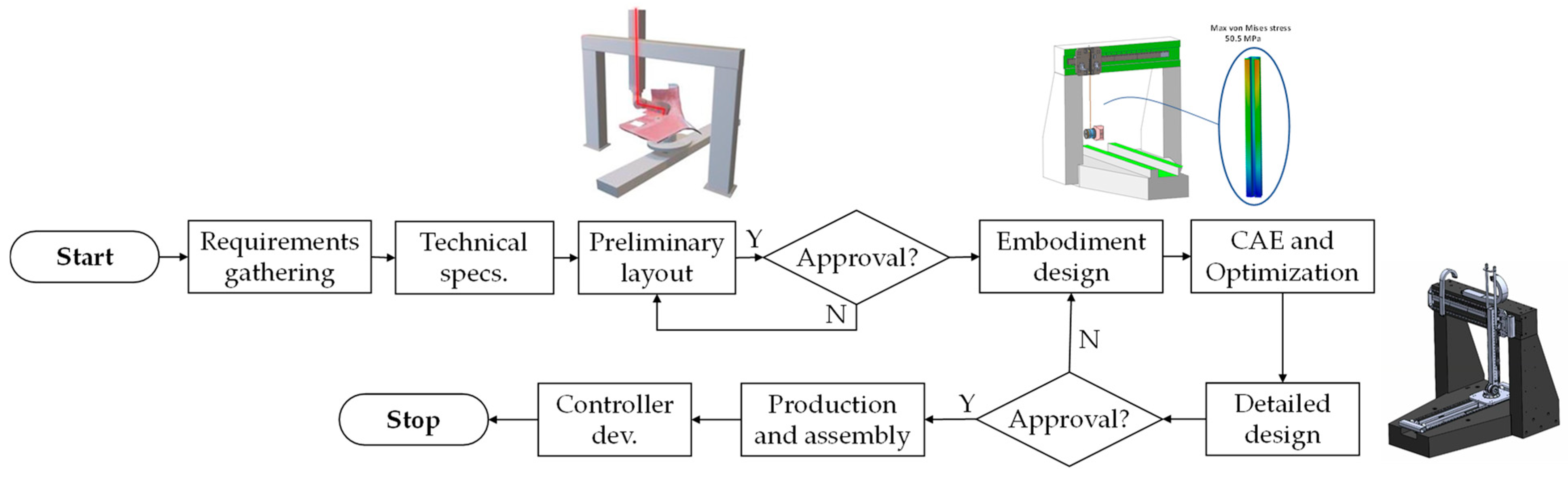
2. Overview of the OPeraTIC Manipulator
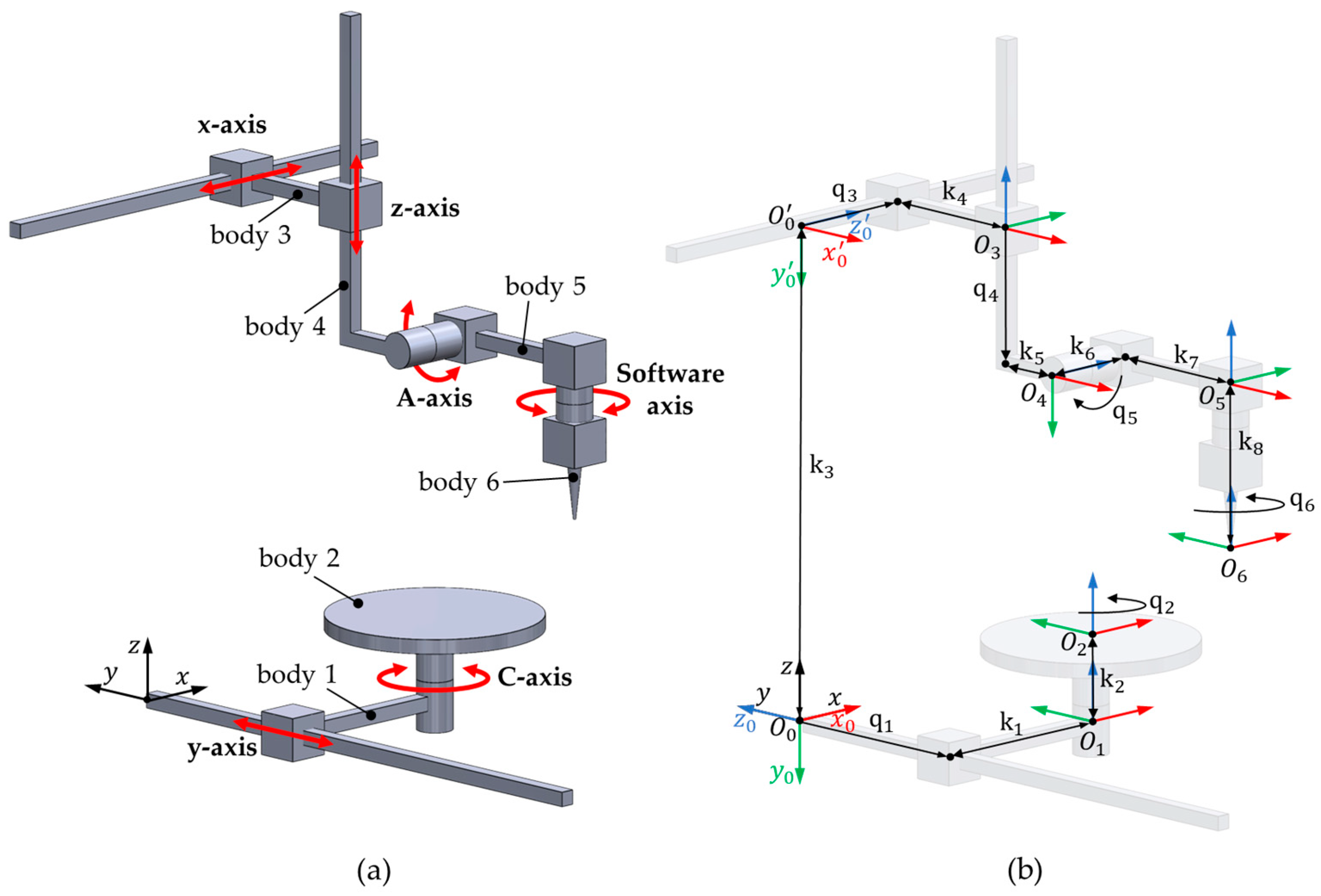
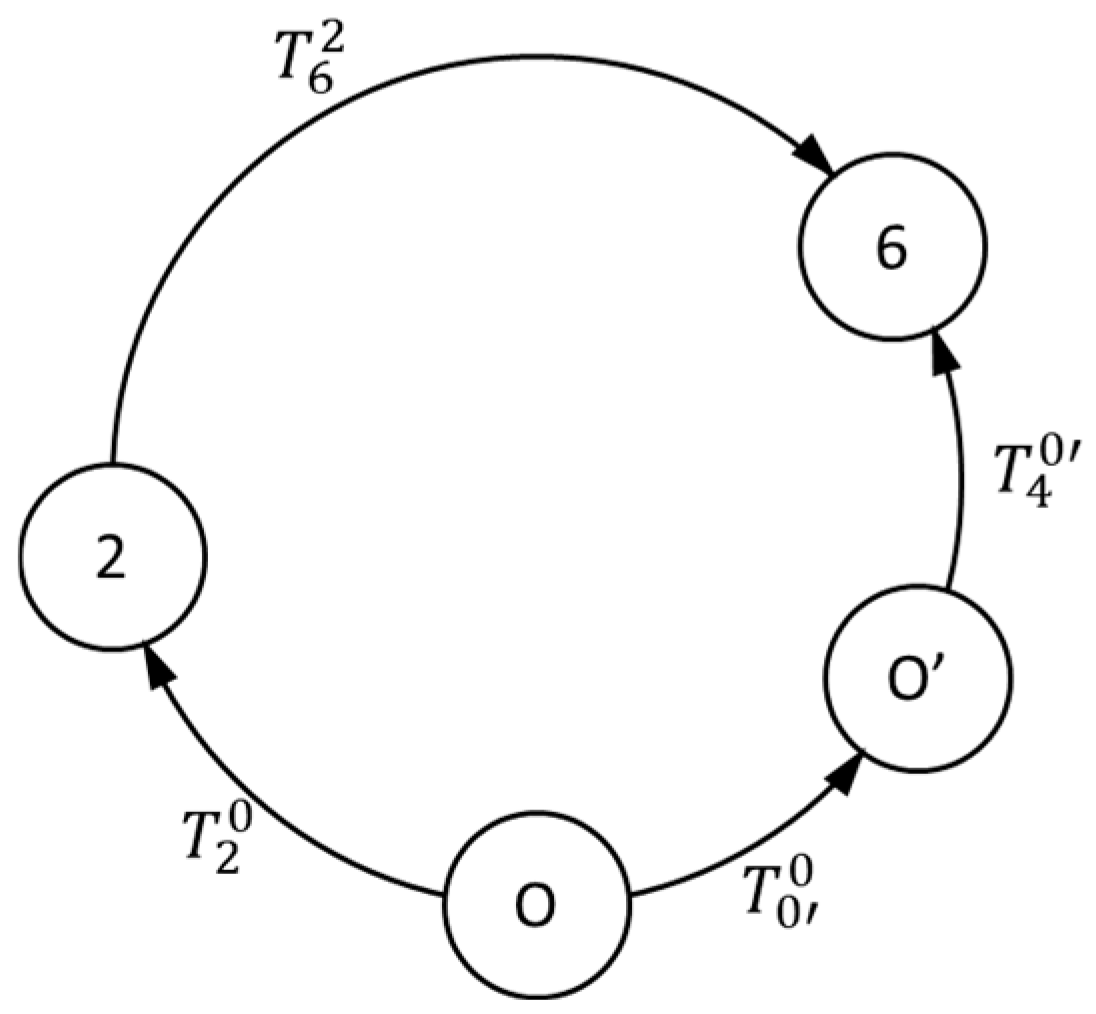
3. Kinematic Modeling
- Compactness: quaternions require only four parameters compared to the nine elements of a rotation matrix, reducing the computational overhead.
- Avoidance of Gimbal Lock: unlike Euler angles, quaternions do not suffer from gimbal lock, allowing for smooth interpolations and rotations.
- Efficient Computation: rotations represented by quaternions are more computationally efficient, especially when combining multiple rotations.
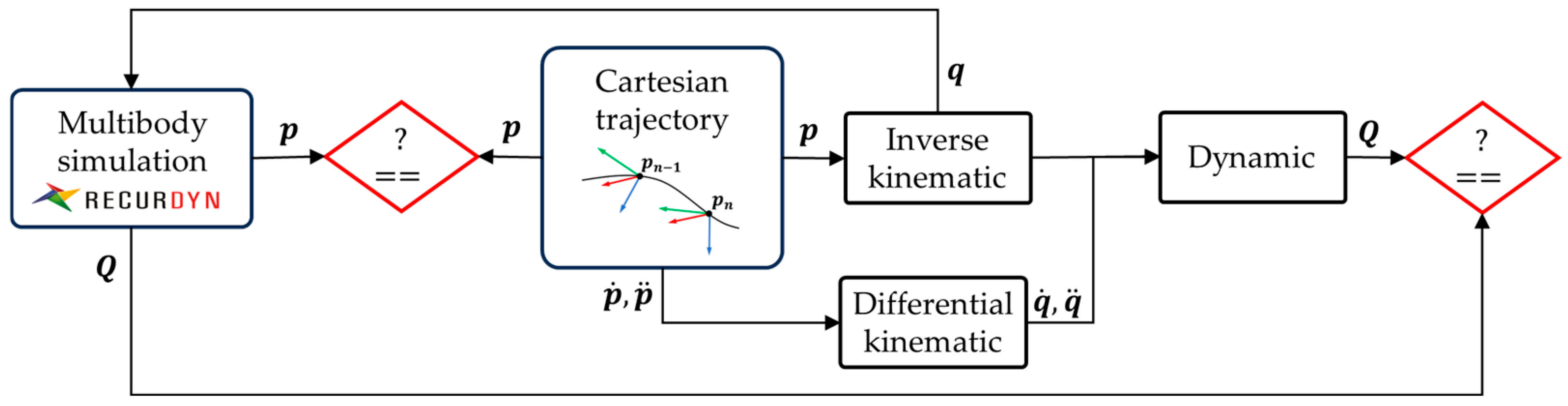
4. Dynamic Modeling
- All components are modeled as rigid bodies.
- The force in the pneumatic cylinders is assumed to be constant (i.e., no fluctuations).
- External process forces acting on the system are neglected.
- Viscous friction is ignored, and only Coulomb friction is considered.
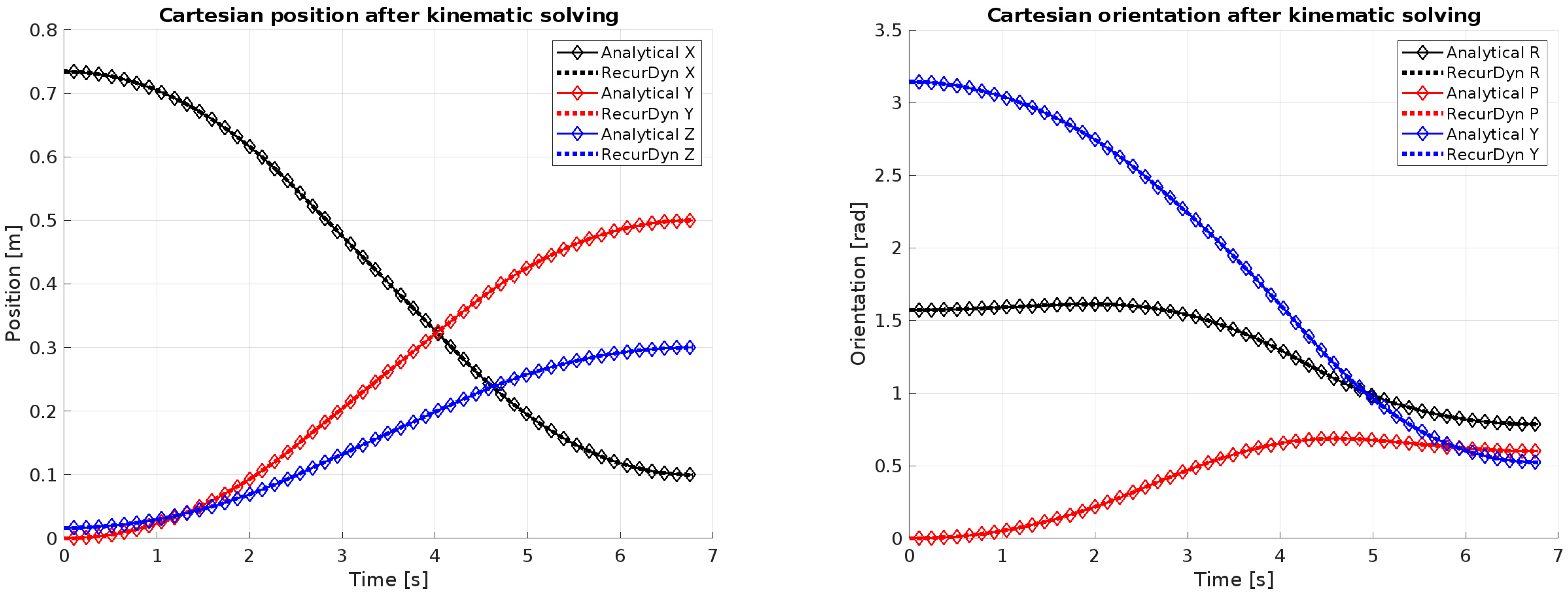
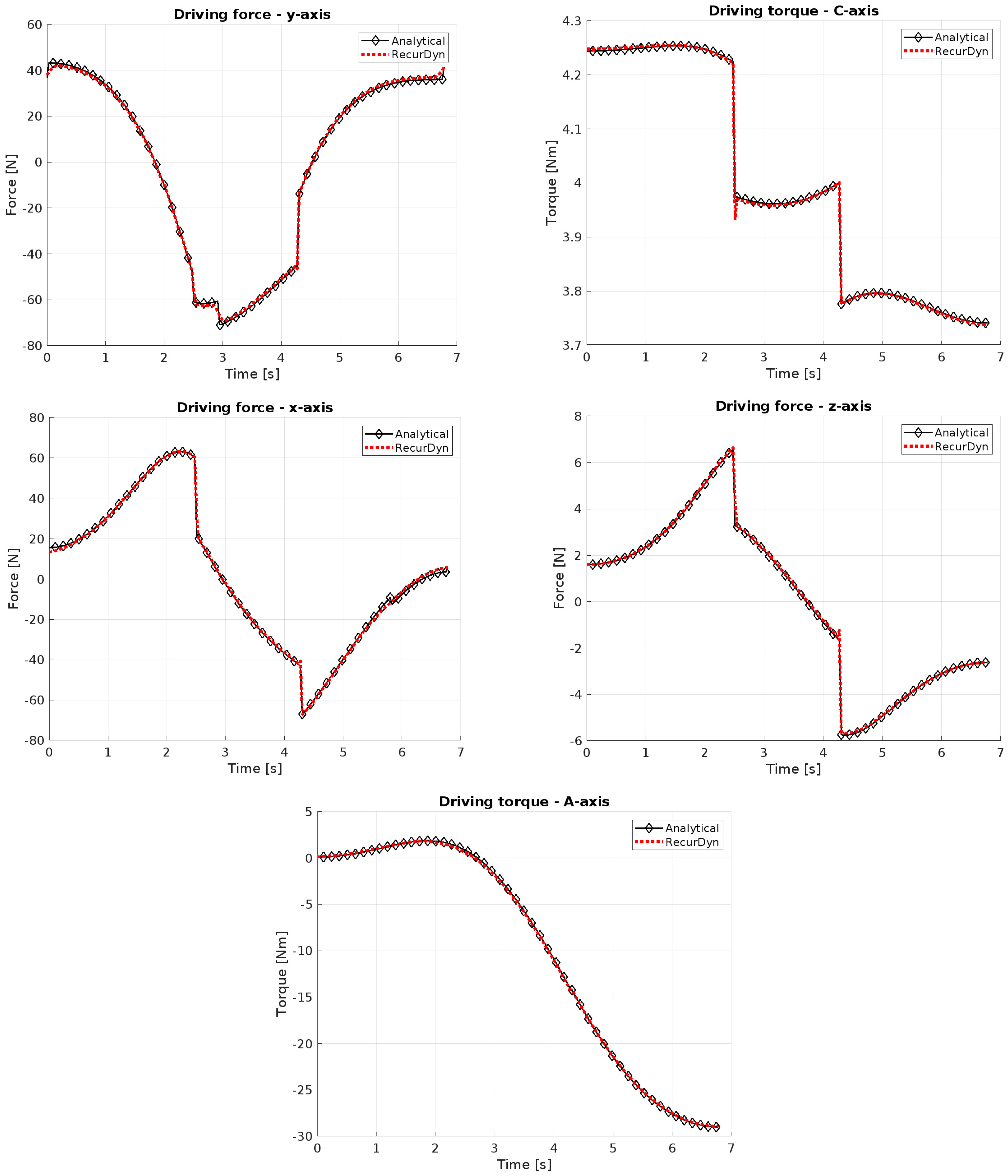
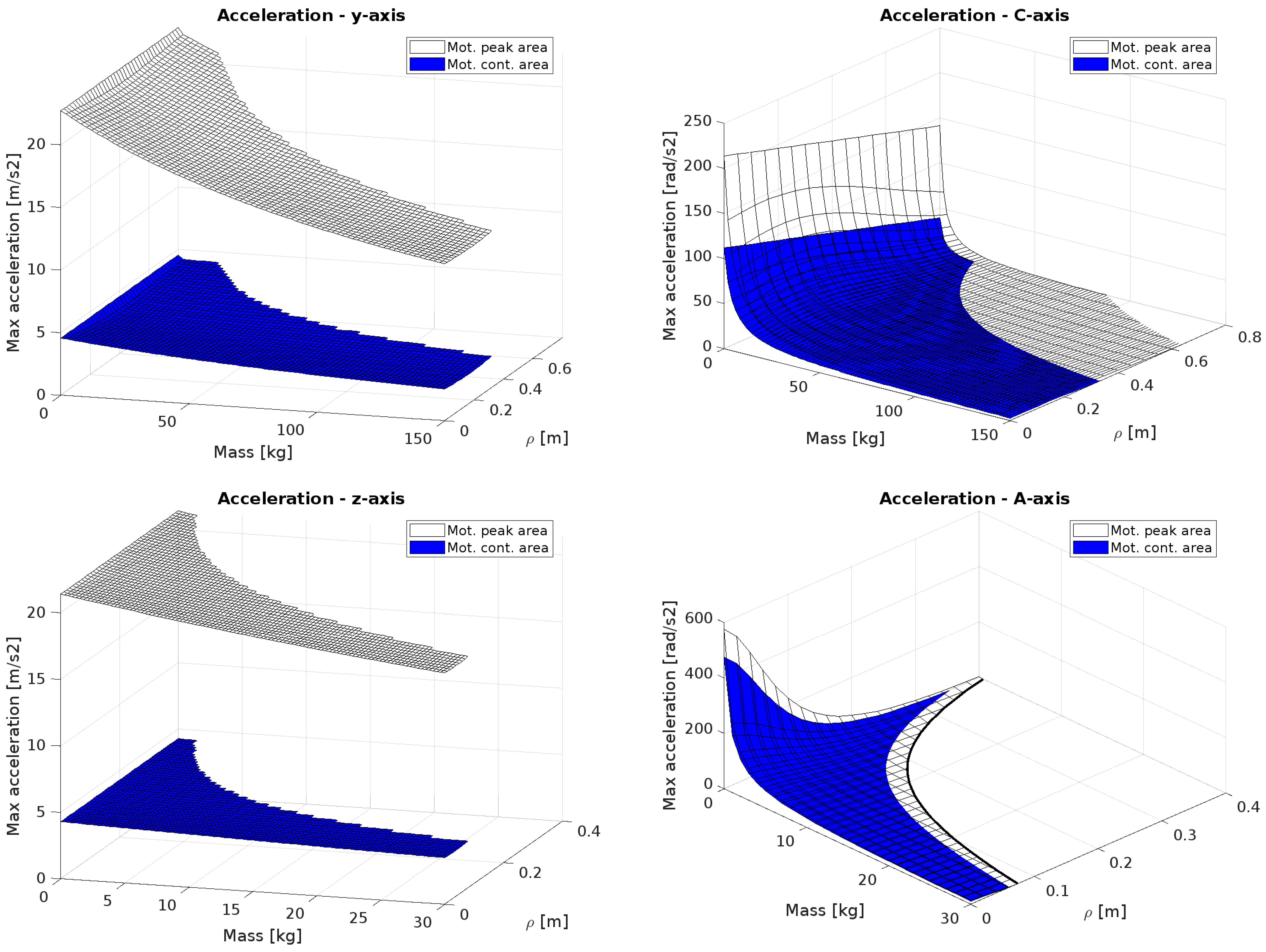
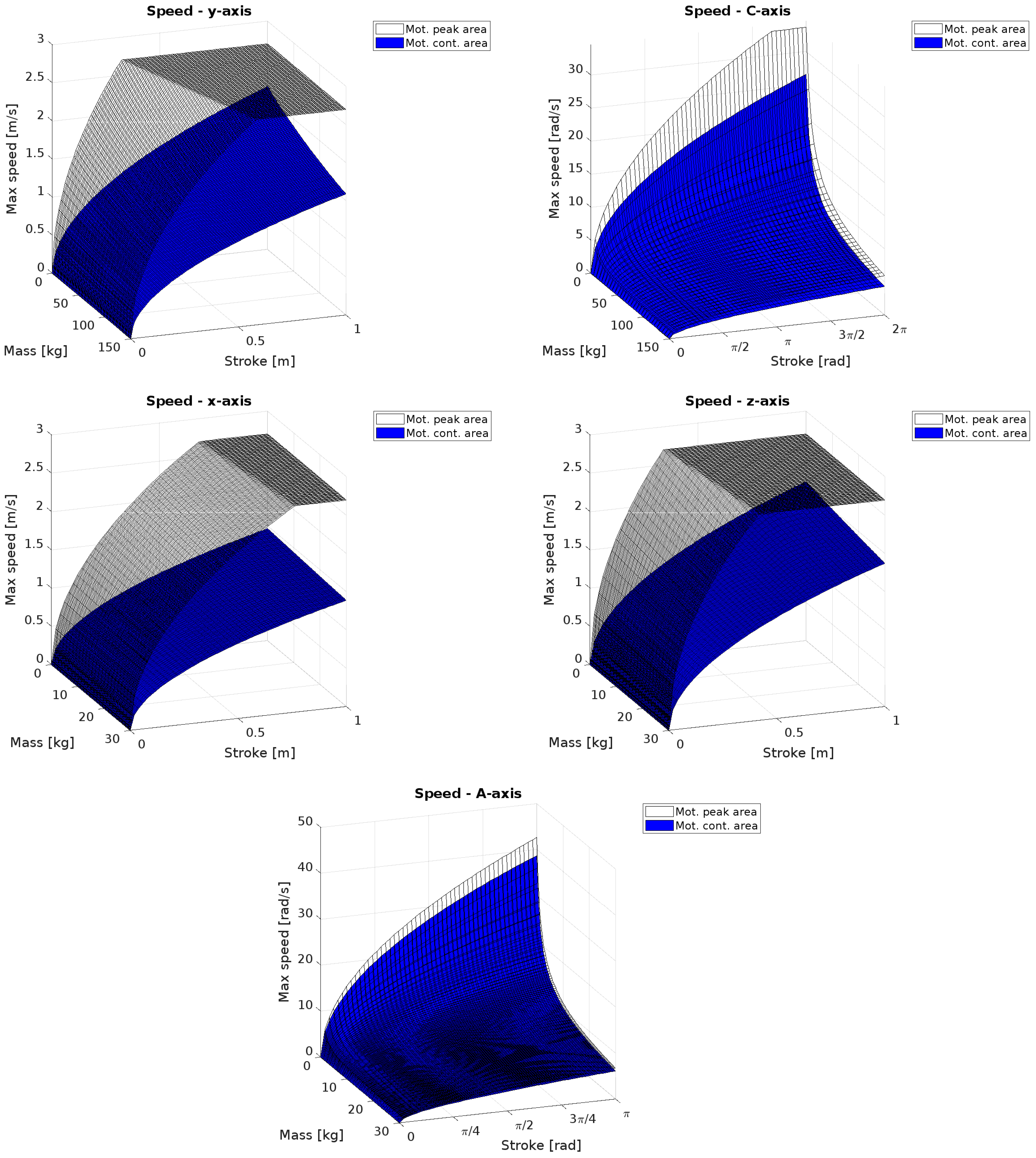
5. Model Validation and Performance Maps
5.1. Test on Linear Path
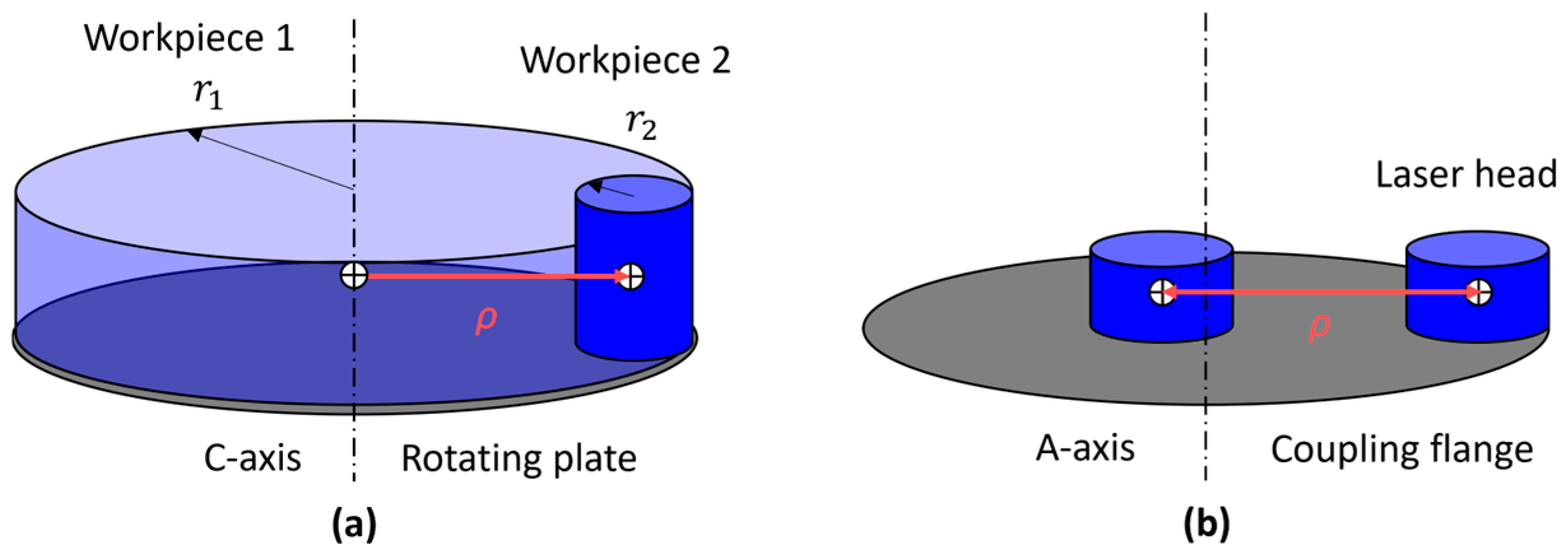
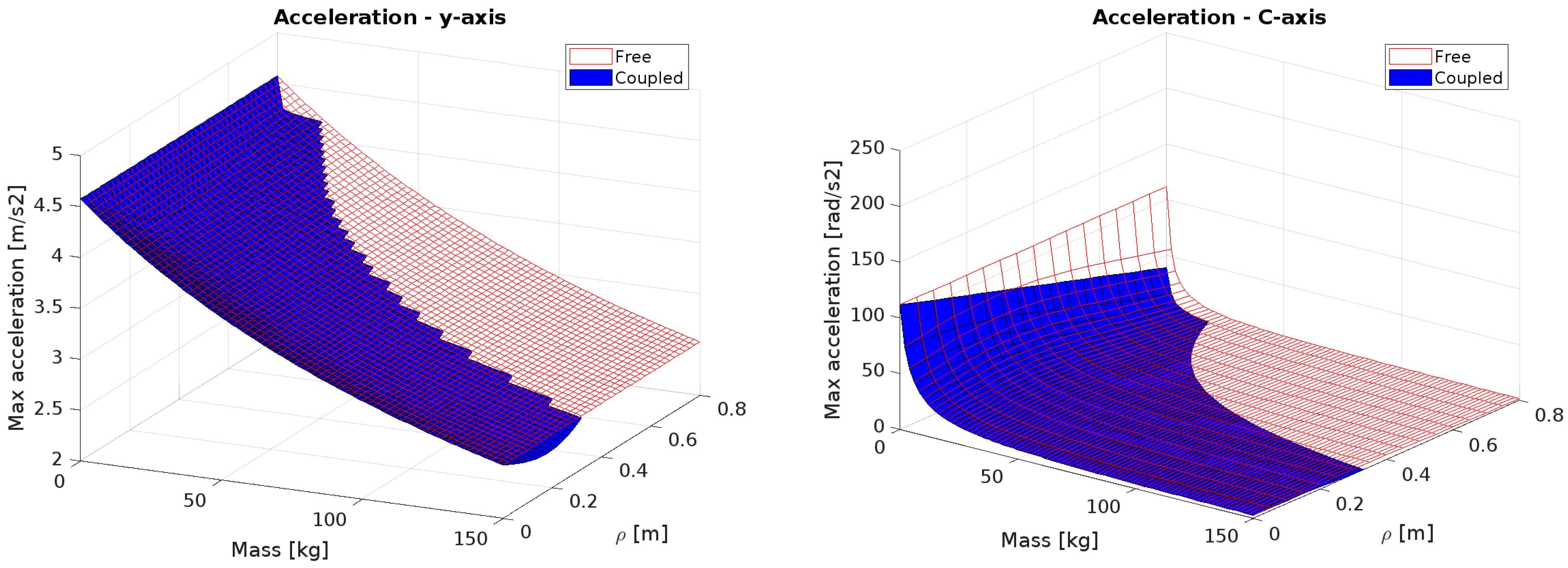
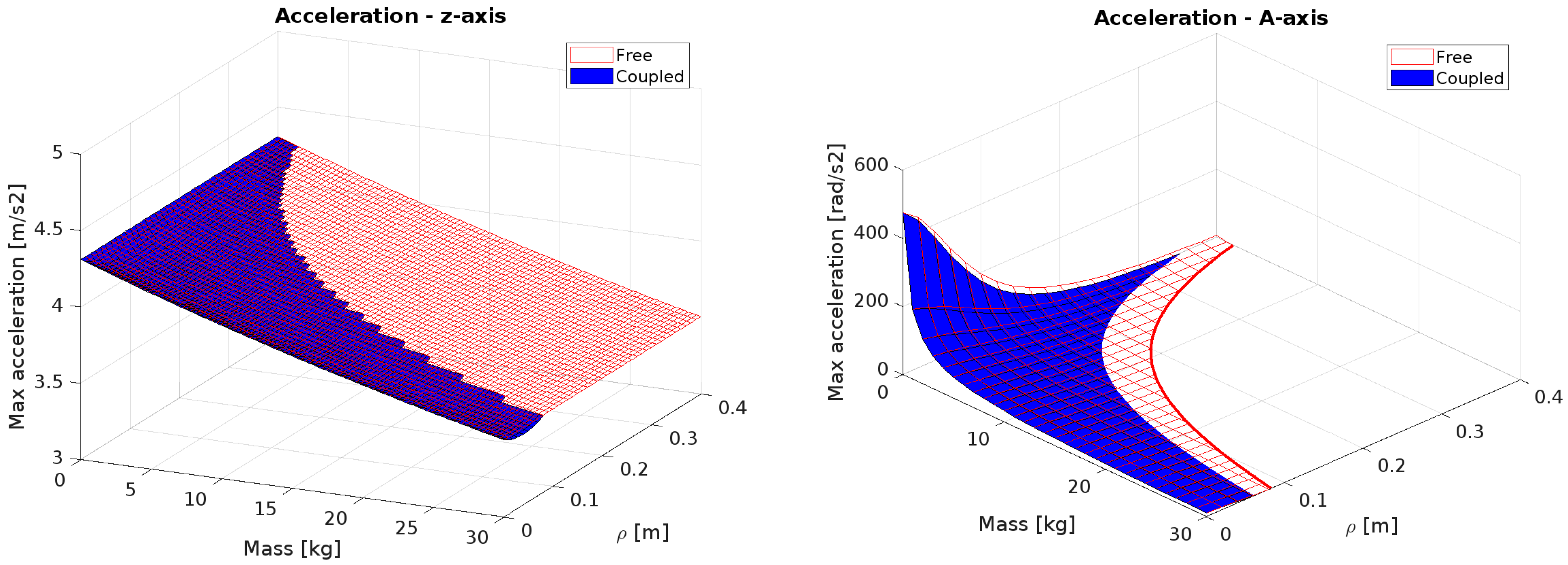
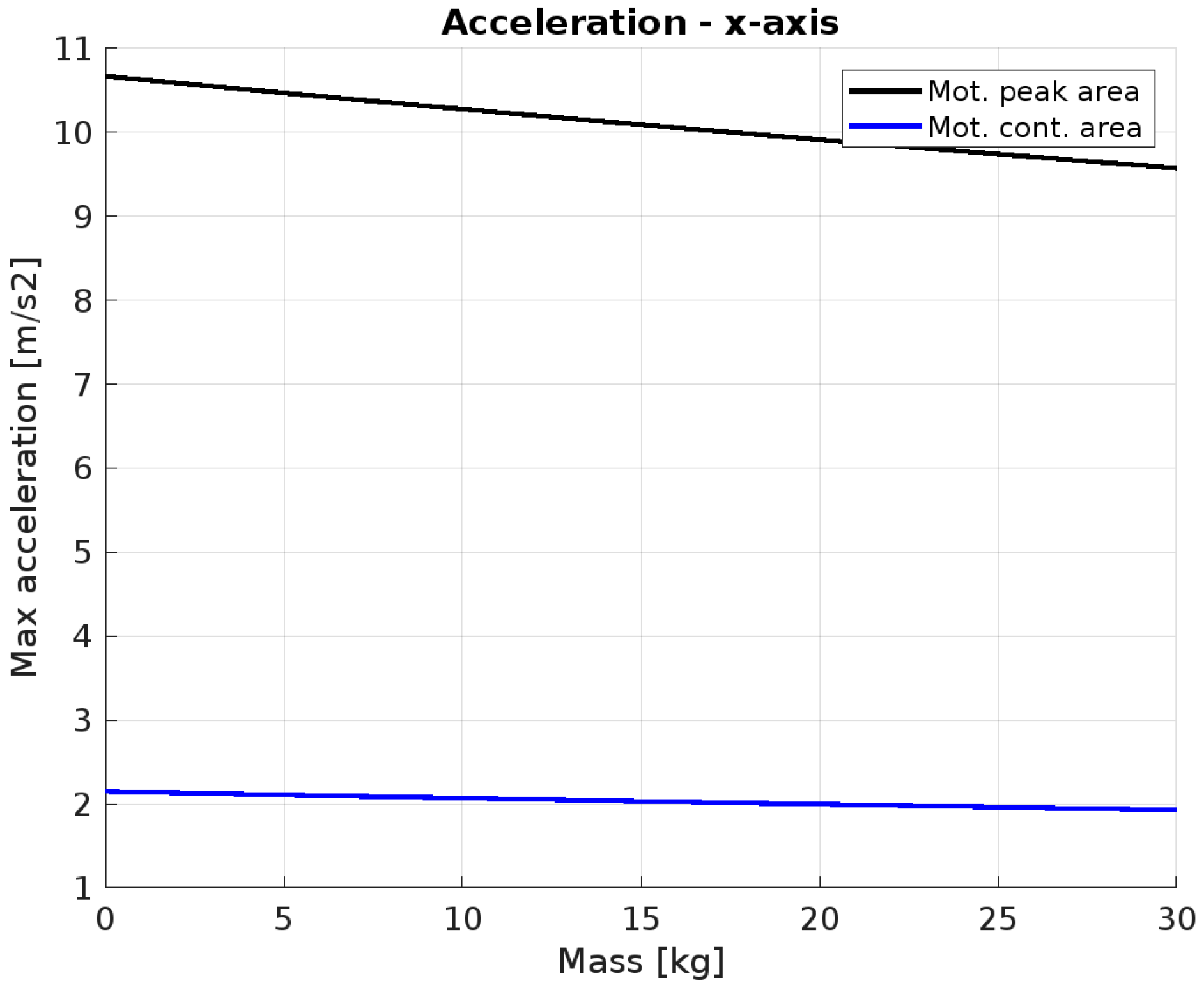
5.2. Effect of Payload Distribution
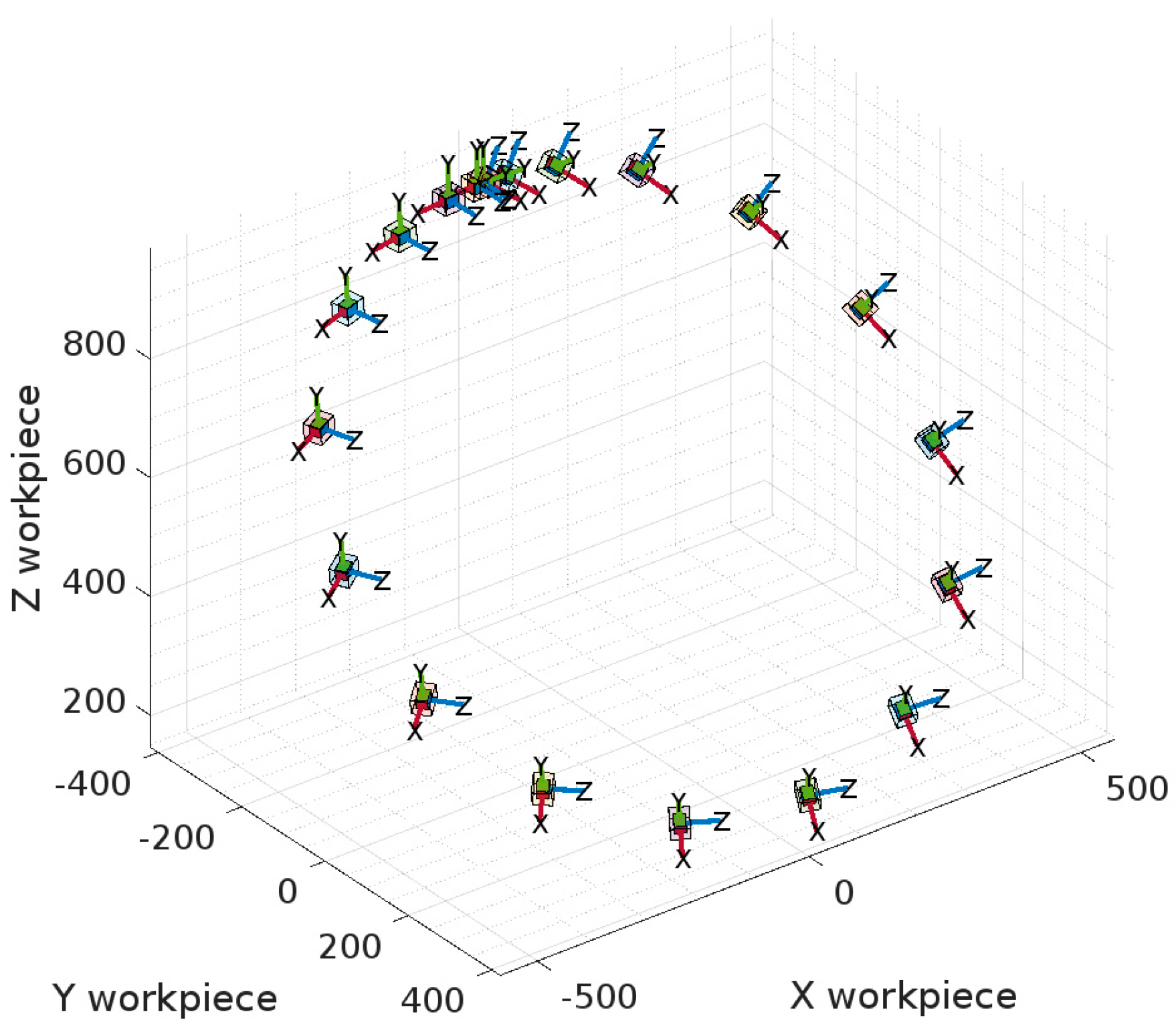
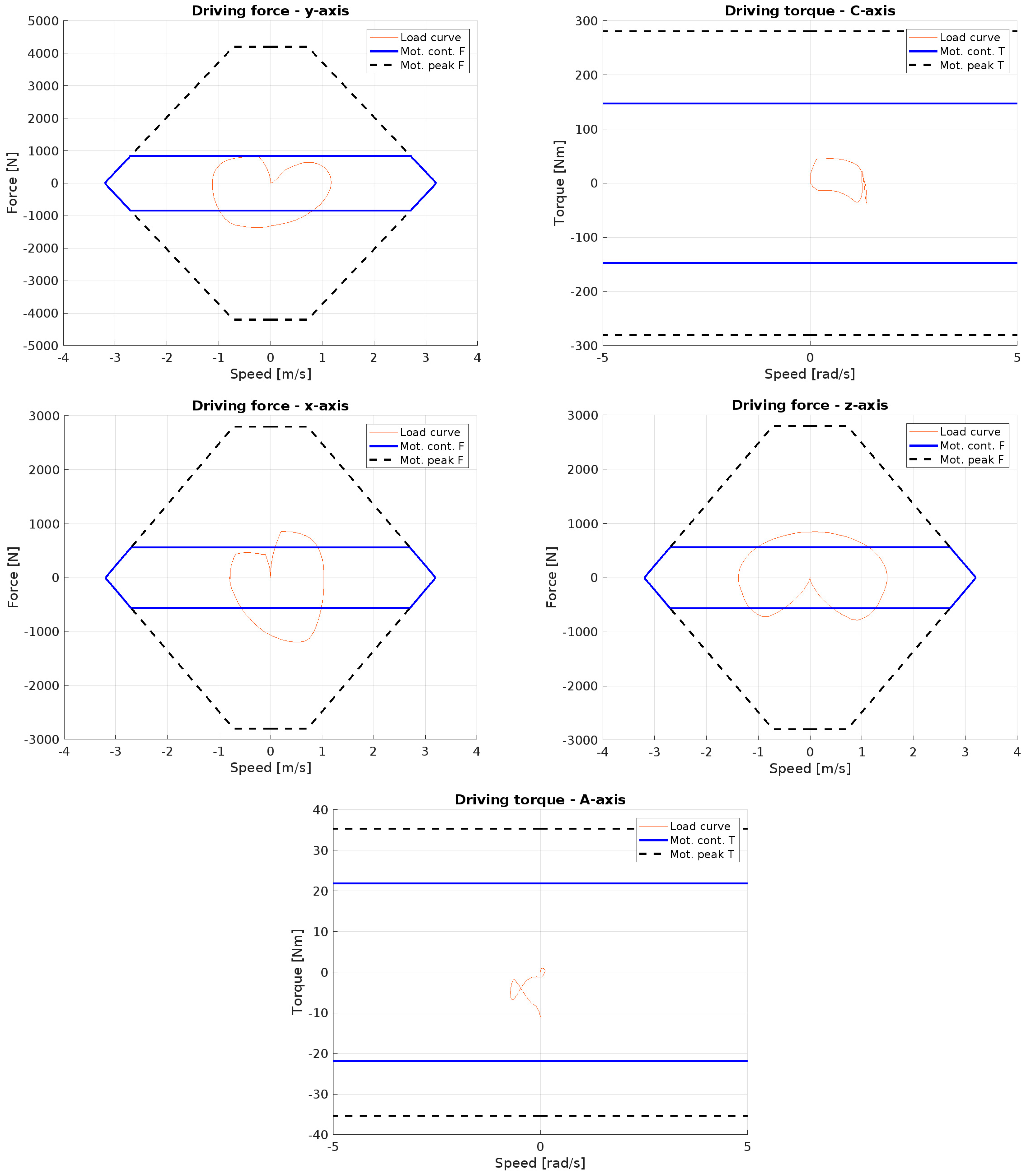
5.3. Test on Circular Path
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- El Maraghy, H.A. Flexible and reconfigurable manufacturing systems paradigms. Int. J. Flex. Manuf. Syst. 2005, 17, 261–276. [Google Scholar] [CrossRef]
- Sawyer, D.; Tinkler, L.; Roberts, N.; Diver, R. Improving Robotic Accuracy Through Iterative Teaching. In SAE Technical Papers; SAE International: Troy, MI, USA, 2020. [Google Scholar]
- Yao, K.-C.; Chen, D.-C.; Pan, C.-H.; Lin, C.-L. The Development Trends of Computer Numerical Control (CNC) Machine Tool Technology. Mathematics 2024, 12, 1923. [Google Scholar] [CrossRef]
- Wu, Z.-G.; Lin, C.-Y.; Chang, H.-W.; Lin, P.T. Inline Inspection with an Industrial Robot (IIIR) for Mass-Customization Production Line. Sensors 2020, 20, 3008. [Google Scholar] [CrossRef] [PubMed]
- Estévez, E.; Sánchez-García, A.; Gámez-García, J.; Gómez-Ortega, J.; Satorres-Martínez, S. A novel model-driven approach to support development cycle of robotic systems. Int. J. Adv. Manuf. Technol. 2015, 82, 737–751. [Google Scholar] [CrossRef]
- Fischer, H.; Vulliez, M.; Laguillaumie, P.; Vulliez, P.; Gazeau, J.P. RTRobMultiAxisControl: A Framework for Real-Time Multiaxis and Multirobot Control. IEEE Trans. Autom. Sci. Eng. 2019, 16, 1205–1217. [Google Scholar] [CrossRef]
- Woodside, M.R.; Fischer, J.; Bazzoli, P.; Bristow, D.A.; Landers, R.G. A Kinematic Error Controller for Real-Time Kinematic Error Correction of Industrial Robots. Procedia Manuf. 2021, 53, 705–715. [Google Scholar] [CrossRef]
- Bilancia, P.; Schmidt, J.; Raffaeli, R.; Peruzzini, M.; Pellicciari, M. An Overview of Industrial Robots Control and Programming Approaches. Appl. Sci. 2023, 13, 2582. [Google Scholar] [CrossRef]
- Breaz, R.-E.; Racz, G.-S.; Bologa, O.C.; Oleksik, V.S. Motion Control of Medium size CNC Machine-Tools-A Hands-on Approach. In Proceedings of the 2012 7th IEEE Conference on Industrial Electronics and Applications (ICIEA), Singapore, 18–20 July 2012; pp. 2112–2117. [Google Scholar]
- Liu, L.; Xu, Z.; Qu, X. A Reconfigurable Architecture for Industrial Control Systems: Overview and Challenges. Machines 2024, 12, 793. [Google Scholar] [CrossRef]
- Du, W.; Xue, F. Research on Virtual Assembly and Simulation of CNC Grinder. In Proceedings of the 2010 International Conference on Electrical and Control Engineering (ICECE), Wuhan, China, 25–27 June 2010; pp. 1811–1814. [Google Scholar]
- Ben Yahya, A.; Van Oosterwyck, N.; Knaepkens, F.; Houwen, S.; Herregodts, S.; Herregodts, J.; Vanwalleghem, B.; Cuyt, A.; Derammelaere, S. CAD-Based Design Optimization of Four-Bar Mechanisms: An Emergency Ventilator Case Study. Designs 2023, 7, 38. [Google Scholar] [CrossRef]
- Laryushkin, P.; Antonov, A.; Fomin, A.; Fomina, O. Inverse and Forward Kinematics and CAD-Based Simulation of a 5-DOF Delta-Type Parallel Robot with Actuation Redundancy. Robotics 2024, 14, 1. [Google Scholar] [CrossRef]
- Huynh, H.; Altintas, Y. Multibody dynamic modeling of five-axis machine tool vibrations and controller. CIRP Ann. 2022, 71, 325–328. [Google Scholar] [CrossRef]
- Wu, K.; Kuhlenkoetter, B. Dynamic behavior and path accuracy of an industrial robot with a CNC controller. Adv. Mech. Eng. 2022, 14, 2869. [Google Scholar] [CrossRef]
- Chen, Z.; Yang, J.; Liu, H.; Zhao, Y.; Pan, R. A short review on functionalized metallic surfaces by ultrafast laser micromachining. Int. J. Adv. Manuf. Technol. 2022, 119, 6919–6948. [Google Scholar] [CrossRef]
- Holder, D.; Weber, R.; Graf, T. Analytical Model for the Depth Progress during Laser Micromachining of V-Shaped Grooves. Micromachines 2022, 13, 870. [Google Scholar] [CrossRef]
- Karkantonis, T.; Penchev, P.; Nasrollahi, V.; Le, H.; See, T.L.; Bruneel, D.; Ramos-De-Campos, J.A.; Dimov, S. Laser micro-machining of freeform surfaces: Accuracy, repeatability and reproducibility achievable with multi-axis processing strategies. Precis. Eng. 2022, 78, 233–247. [Google Scholar] [CrossRef]
- Yuksel, E.; Özlü, E.; Oral, A.; Tosun, F.; Iğrek, O.F.; Budak, E. Design and Analysis of a 5-Axis Gantry CNC Machine Tool. MATEC Web Conf. 2020, 318, 01019. [Google Scholar] [CrossRef]
- Jalaludin, A.H.; Shukor, M.H.A.; Mardi, N.A.; Sarhan, A.A.D.M.; Ab Karim, M.S.; Besharati, S.R.; Badiuzaman, W.N.I.W.; Dambatta, Y.S. Development and evaluation of the machining performance of a CNC gantry double motion machine tool in different modes. Int. J. Adv. Manuf. Technol. 2017, 93, 1347–1356. [Google Scholar] [CrossRef]
- Karupusamy, S.; Maruthachalam, S.; Veerasamy, B. Kinematic Modeling and Performance Analysis of a 5-DoF Robot for Welding Applications. Machines 2024, 12, 378. [Google Scholar] [CrossRef]
- Pham, A.-D.; Ahn, H.-J. Rigid Precision Reducers for Machining Industrial Robots. Int. J. Precis. Eng. Manuf. 2021, 22, 1469–1486. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, G.; Ran, Y.; Yu, H. Kinematic modeling and machining precision analysis of multi-axis CNC machine tools based on screw theory. Mech. Mach. Theory 2019, 140, 538–552. [Google Scholar] [CrossRef]
- Andolfatto, L.; Lavernhe, S.; Mayer, J. Evaluation of servo, geometric and dynamic error sources on five-axis high-speed machine tool. Int. J. Mach. Tools Manuf. 2011, 51, 787–796. [Google Scholar] [CrossRef]
- Zhao, Z.; Mao, J.; Wei, X. Geometric Error-Based Multi-Source Error Identification and Compensation Strategy for Five-Axis Side Milling. Machines 2024, 12, 340. [Google Scholar] [CrossRef]
- Bilancia, P.; Berselli, G. Conceptual design and virtual prototyping of a wearable upper limb exoskeleton for assisted operations. Int. J. Interact. Des. Manuf. 2021, 15, 525–539. [Google Scholar] [CrossRef]
- Behera, R.; Chan, T.-C.; Yang, J.-S. Innovative Structural Optimization and Dynamic Performance Enhancement of High-Precision Five-Axis Machine Tools. J. Manuf. Mater. Process. 2024, 8, 181. [Google Scholar] [CrossRef]
- Chen, S.; Chen, Z.; Cui, C.; Si, C.; Ye, H. Hierarchical design, dimensional synthesis, and prototype validation of a novel multi-spindle 5-axis machine tool for blisk machining. Int. J. Adv. Manuf. Technol. 2023, 126, 4213–4224. [Google Scholar] [CrossRef]
- Vazzoler, G.; Bilancia, P.; Berselli, G.; Fontana, M.; Frisoli, A. Analysis and Preliminary Design of a Passive Upper Limb Exoskeleton. IEEE Trans. Med Robot. Bionics 2022, 4, 558–569. [Google Scholar] [CrossRef]
- Bruzzone, L.; Baggetta, M.; Nodehi, S.E.; Bilancia, P.; Fanghella, P. Functional Design of a Hybrid Leg-Wheel-Track Ground Mobile Robot. Machines 2021, 9, 10. [Google Scholar] [CrossRef]
- Bilancia, P.; Baggetta, M.; Berselli, G.; Bruzzone, L.; Fanghella, P. Design of a bio-inspired contact-aided compliant wrist. Robot. Comput. Manuf. 2020, 67, 102028. [Google Scholar] [CrossRef]
- Siciliano, B.; Sciavicco, L.; Villani, L.; Oriolo, G. Robotics Modelling, Planning and Control; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Ping, B.; Jiangang, L.; Liang, H. A General Motion Simulation Description of Multi-axis CNC Machine Tools. In Proceedings of the 31st Chinese Control Conference, Hefei, China, 25–27 July 2012. [Google Scholar]
- Chen, X.; Liang, X.; Deng, Y.; Wang, Q. Rigid Dynamic Model and Analysis of 5-DOF Parallel Mechanism. Int. J. Adv. Robot. Syst. 2015, 12, 61040. [Google Scholar] [CrossRef]
- Osei, S.; Wang, W.; Yu, J.; Ding, Q. Dynamic performance test for five-axis machine tools based on Scone trajectory using R-test device. Int. J. Adv. Manuf. Technol. 2023, 129, 3549–3562. [Google Scholar] [CrossRef]
- Wang, X.S.; Li, Y.; Yu, Y.C. Study of Laser Non-contact Measuring Method of Circle Path Applied to Precision Analysis of Three-Axes CNC Machine Tools. In Proceedings of the 2009 International Conference on Measuring Technology and Mechatronics Automation, Zhangjiajie, China, 11–12 April 2009; pp. 356–359. [Google Scholar]
- Krcheva, V.; Nusev, S.; Janevska, G. Simulation of Linear Interpolation Motion in CNC Machining. In Proceedings of the 2024 59th International Scientific Conference on Information, Communication and Energy Systems and Technologies (ICEST), Sozopol, Bulgaria, 1–3 July 2024; pp. 1–4. [Google Scholar]
- Chan, T.C.; Lin, H.H. Performance of Five-Axis Machine Tool and Intelligent Machining Process. Preprint 2021. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Wu, J.; Wu, J.; Zhou, Y.; Zhou, Y. Dynamic Modeling and Performance Evaluation of a 5-DOF Hybrid Robot for Composite Material Machining. Machines 2023, 11, 652. [Google Scholar] [CrossRef]
- Vázquez, E.; Gomar, J.; Ciurana, J.; Rodríguez, C.A. Evaluation of machine-tool motion accuracy using a CNC machining center in micro-milling processes. Int. J. Adv. Manuf. Technol. 2014, 76, 219–228. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axis | Component | Description | Max Speed | Rated/Max Torque/Force |
|---|---|---|---|---|
| x | Servomotor | Tecnotion: UXX12 | 2.7 m/s | 564/2800 N |
| Encoder | Heidenhain: LIC 4113 (±3 µm) | 10 m/s | - | |
| Guide | Bosch: 4 × R1651 7 | 5 m/s | - | |
| y | Servomotor | Tecnotion: UXX18 | 2.7 m/s | 846/4200 N |
| Encoder | Heidenhain: LIC 4113 (±3 µm) | 10 m/s | - | |
| Guide | Bosch: 4 × R1651 7 | 5 m/s | - | |
| z | Servomotor | Tecnotion: UXX12 | 2.7 m/s | 564/2800 N |
| Encoder | Heidenhain: LIC 4113 (±3 µm) | 10 m/s | - | |
| Guide | Bosch: 4 × R1651 2 | 5 m/s | - | |
| Pneumatic cylinder | SMC: 2 × RHCB50 | 3 m/s | 1960 N | |
| A | Servomotor | Tecnotion: QTR—A 133-60 | 724 rpm | 21.9/35.3 Nm |
| Encoder | Heidenhain ECA 4412 (±1.5″) | 700 rpm | - | |
| Bearing | NSK: 2 × Super Precision 7013C | 21,300 rpm | - | |
| NSK: 1 × 6908 | 13,000 rpm | - | ||
| C | Servomotor | Tecnotion: QTL—A 230-105 | 321 rpm | 147/281 Nm |
| Encoder | Heidenhain ECA 4412 (±1.5″) | 5750 rpm | - | |
| Fifth wheel | Schaeffler: YRTC120-XL | 900 rpm | - |
| 0 | 550.5 | 2170 | 75 | 160 | 200 | 400 | 250 |
| (y-axis) | ||||
| (C-axis) |
| (x-axis) | ||||
| (z-axis) | ||||
| (A-axis) | ||||
| (Software axis) |
| Link | [kg] | [mm] | [mm] | [mm] | [kgmm2] |
|---|---|---|---|---|---|
| 1 | 158.8 | - | - | - | - |
| 2 | 26.2 | 0 | 0 | 0 | 164,287.2 |
| 3 | 131.6 | - | - | - | - |
| 4 | 125.0 | - | - | - | - |
| 5 | 5.8 | 0 | 0 | −325 | 6796.4 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Circle radius [mm] | 509.12 | Workpiece [kg] | 75 |
| Velocity [mm/s] | 2000 | Laser head [kg] | 20 |
| Acceleration [mm/s2] | 3200 | Workpiece ρ [mm] | 20 |
| Jerk [mm/s3] | 20000 | Laser ρ [mm] | 75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pandolfi, A.; Ferrarini, S.; Bilancia, P.; Pellicciari, M. Virtual Prototyping of a Novel Manipulator for Efficient Laser Processing of Complex Large Parts. Machines 2025, 13, 176. https://doi.org/10.3390/machines13030176
Pandolfi A, Ferrarini S, Bilancia P, Pellicciari M. Virtual Prototyping of a Novel Manipulator for Efficient Laser Processing of Complex Large Parts. Machines. 2025; 13(3):176. https://doi.org/10.3390/machines13030176
Chicago/Turabian StylePandolfi, Antonio, Sergio Ferrarini, Pietro Bilancia, and Marcello Pellicciari. 2025. "Virtual Prototyping of a Novel Manipulator for Efficient Laser Processing of Complex Large Parts" Machines 13, no. 3: 176. https://doi.org/10.3390/machines13030176
APA StylePandolfi, A., Ferrarini, S., Bilancia, P., & Pellicciari, M. (2025). Virtual Prototyping of a Novel Manipulator for Efficient Laser Processing of Complex Large Parts. Machines, 13(3), 176. https://doi.org/10.3390/machines13030176