

Enhancing Machinability and Sustainability: The Effects of Hybrid MQL+CO2 Cooling on the Drilling of AA7075T6 with TiO2 and C-Reinforced Composites


Abstract
1. Introduction
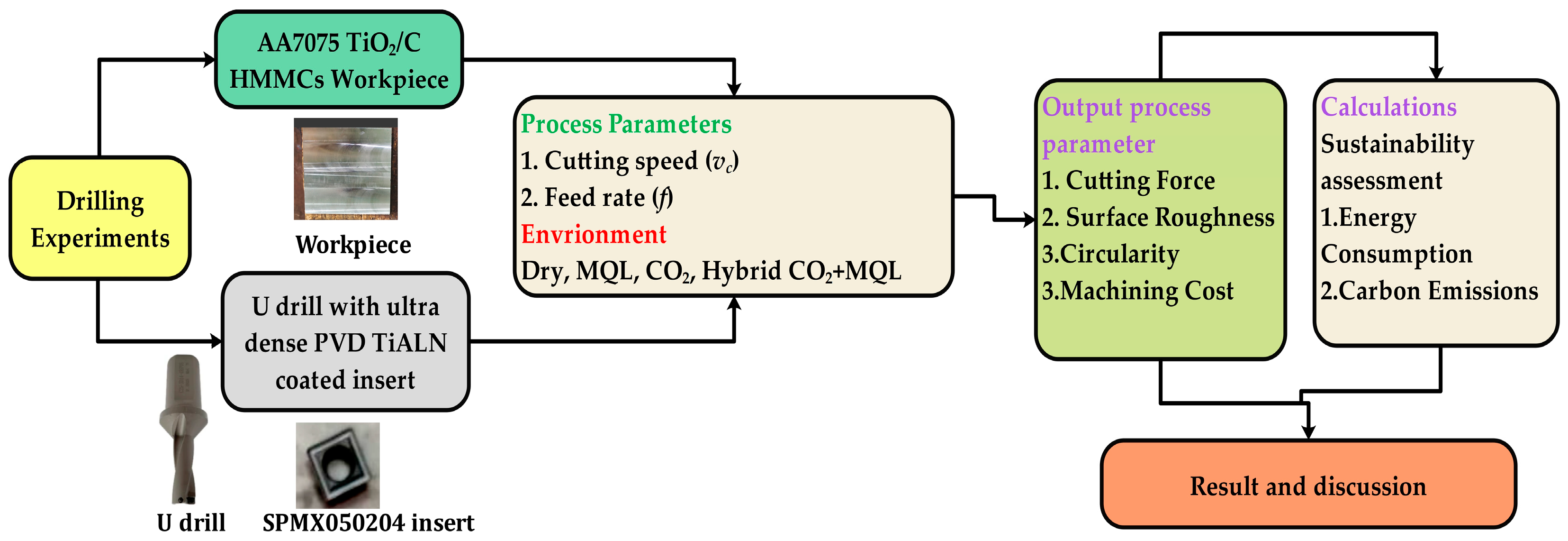
2. Materials and Methods
2.1. Preparation of Drilling Workpieces
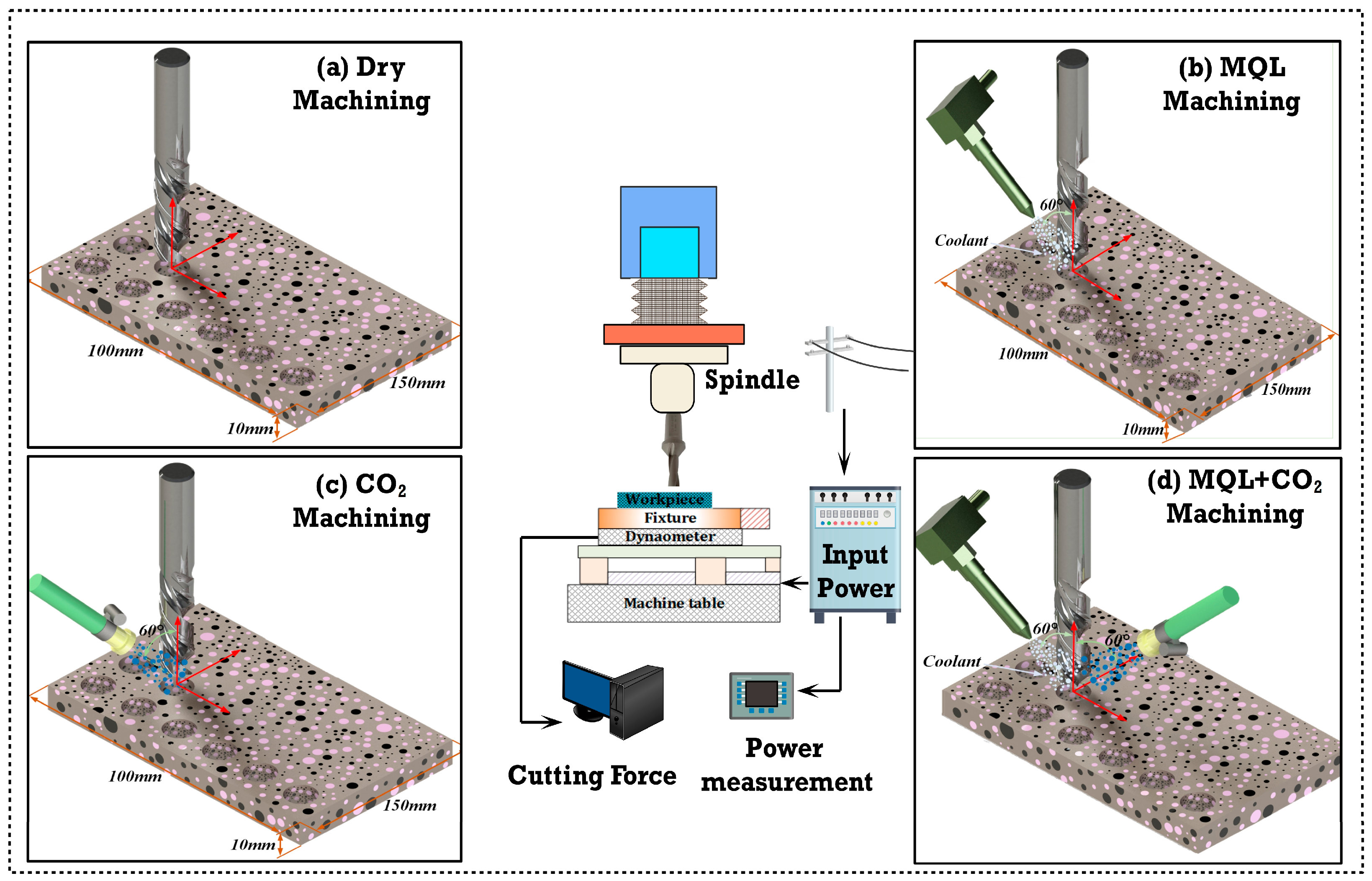
2.2. Experimental Condition
3. Results and Discussion
3.1. Machinability Analysis
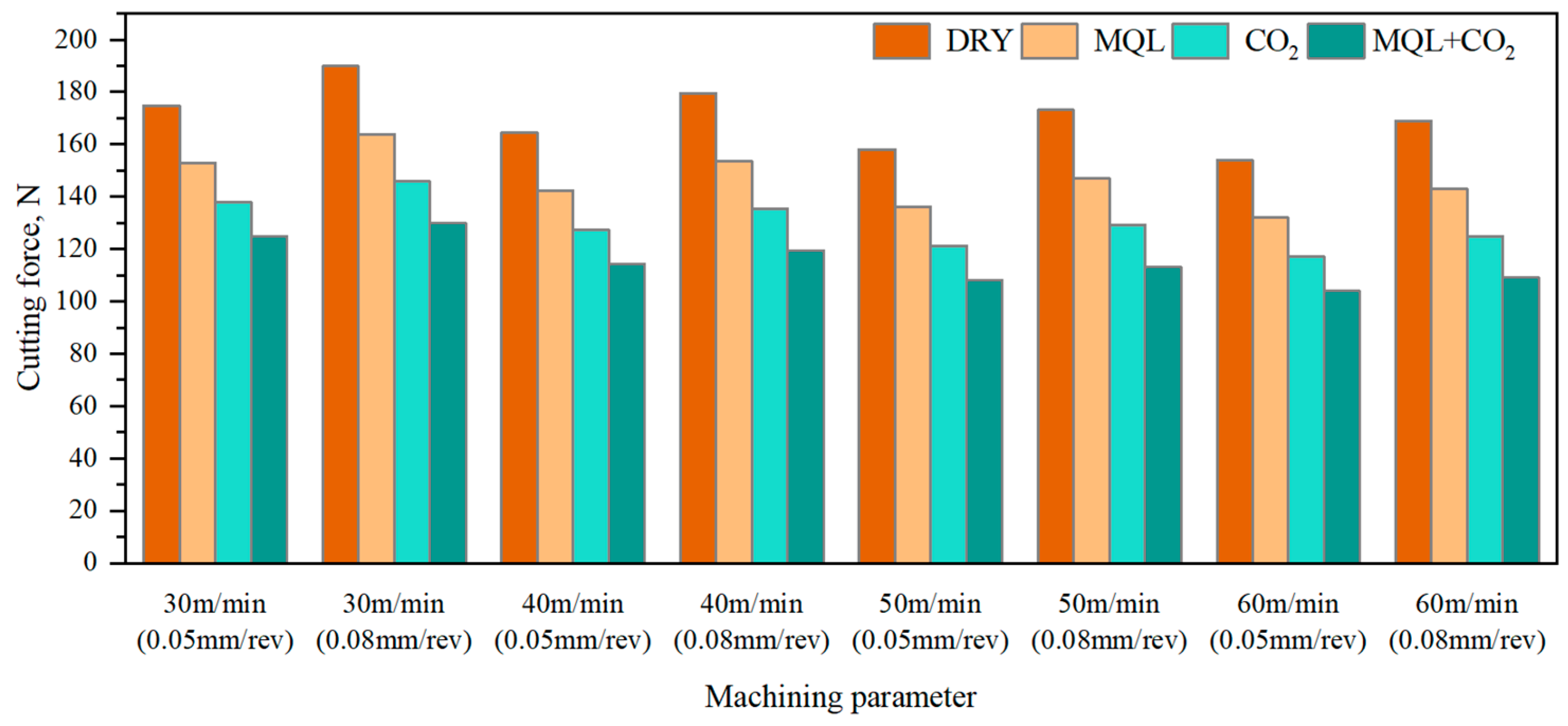
3.1.1. Cutting Force
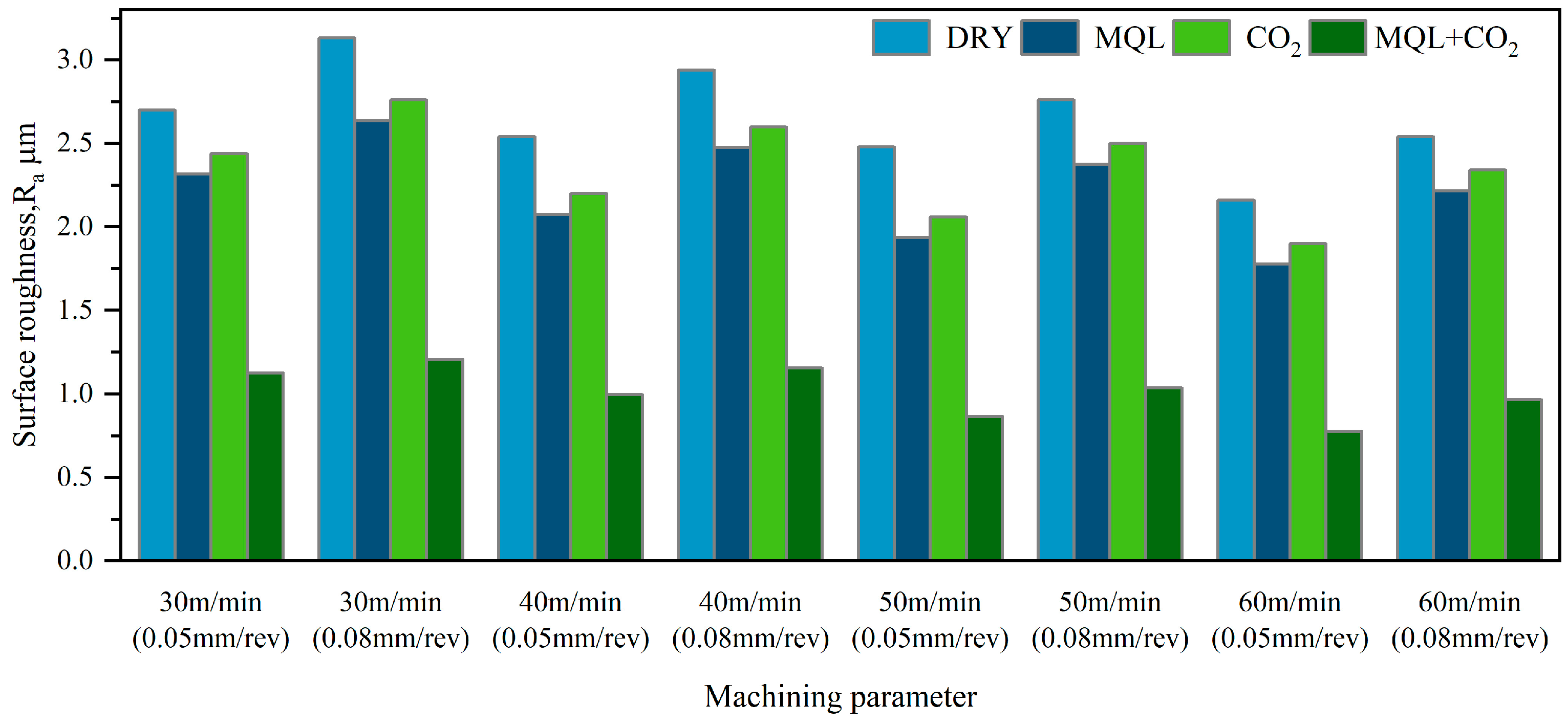
3.1.2. Surface Roughness
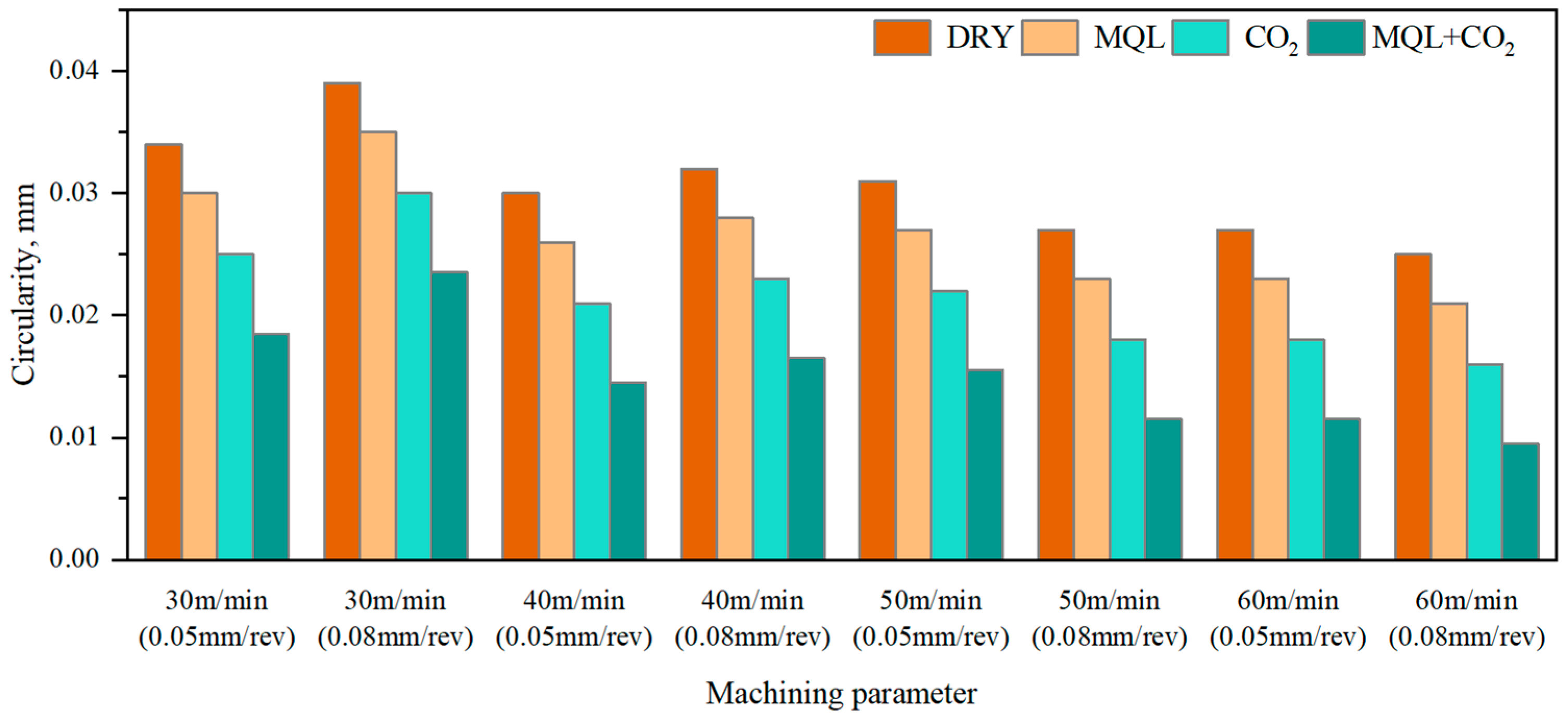
3.1.3. Circularity
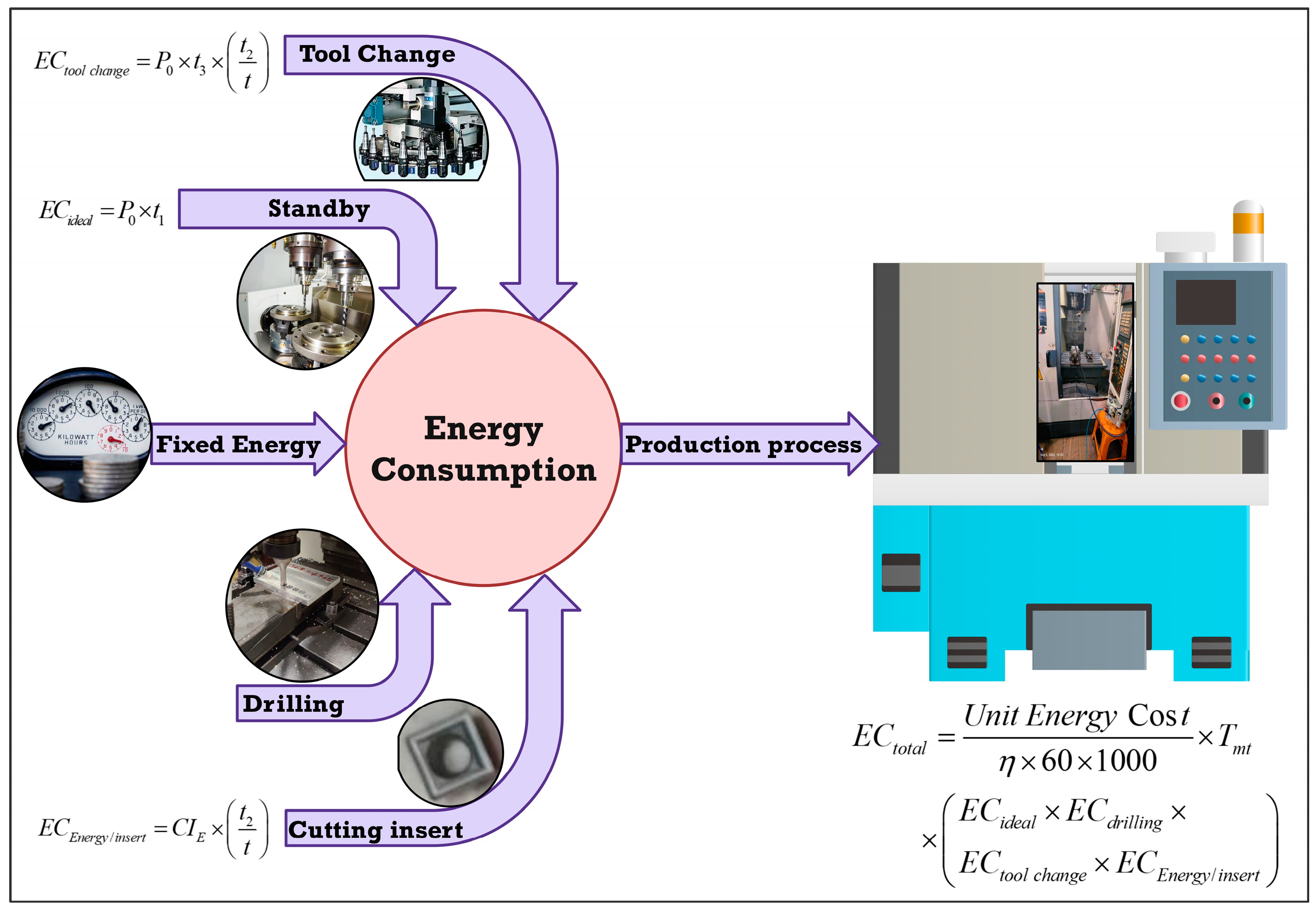
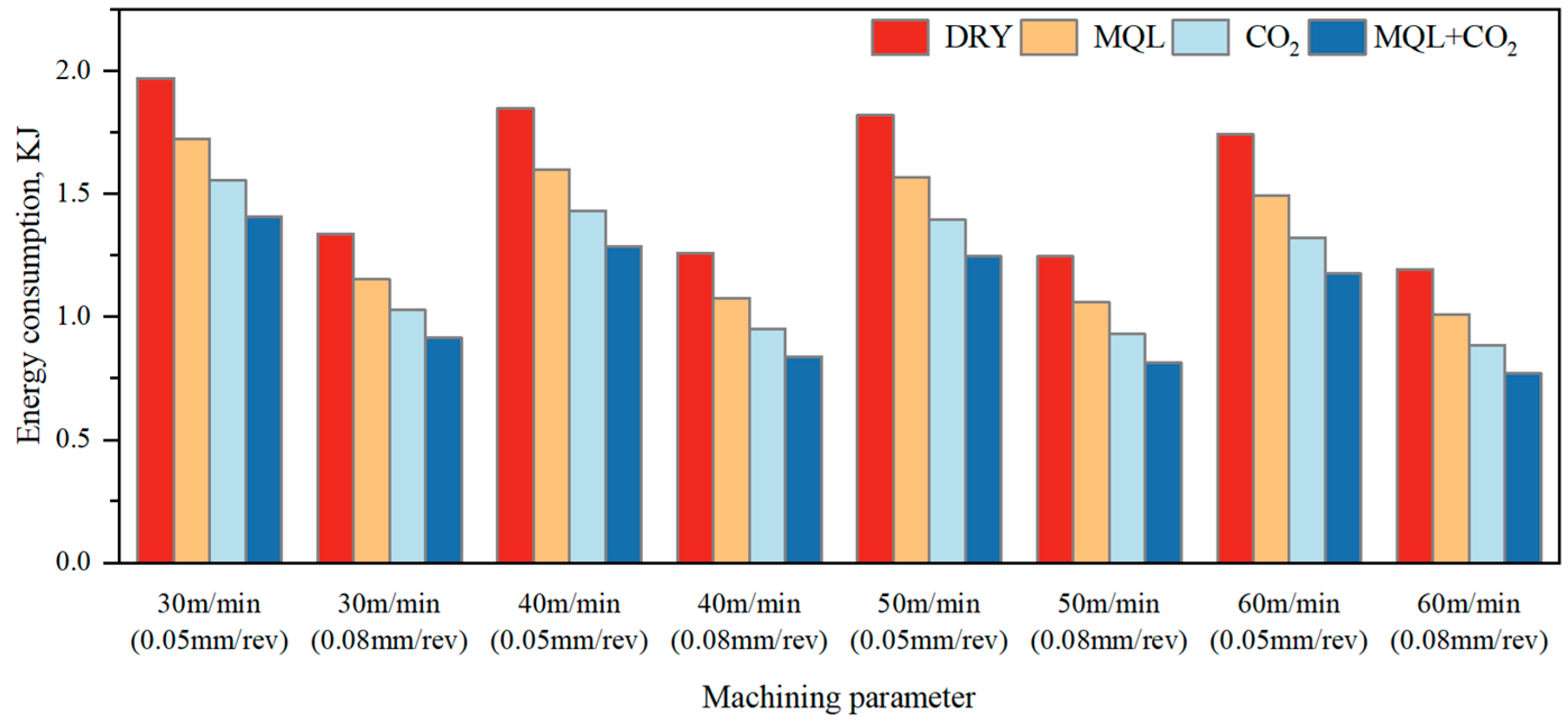
3.2. Energy Consumption Analysis
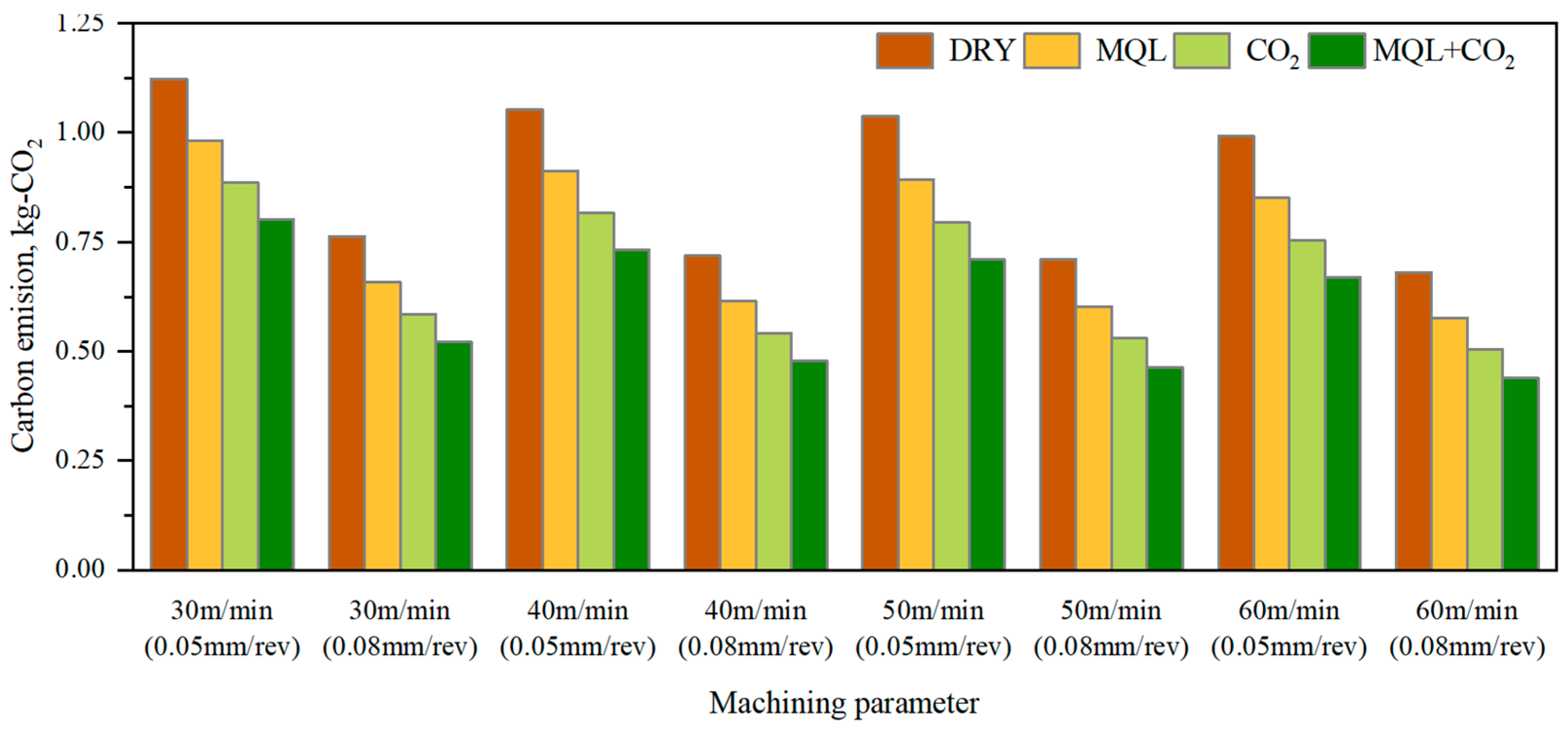
3.3. Carbon Emission Analysis
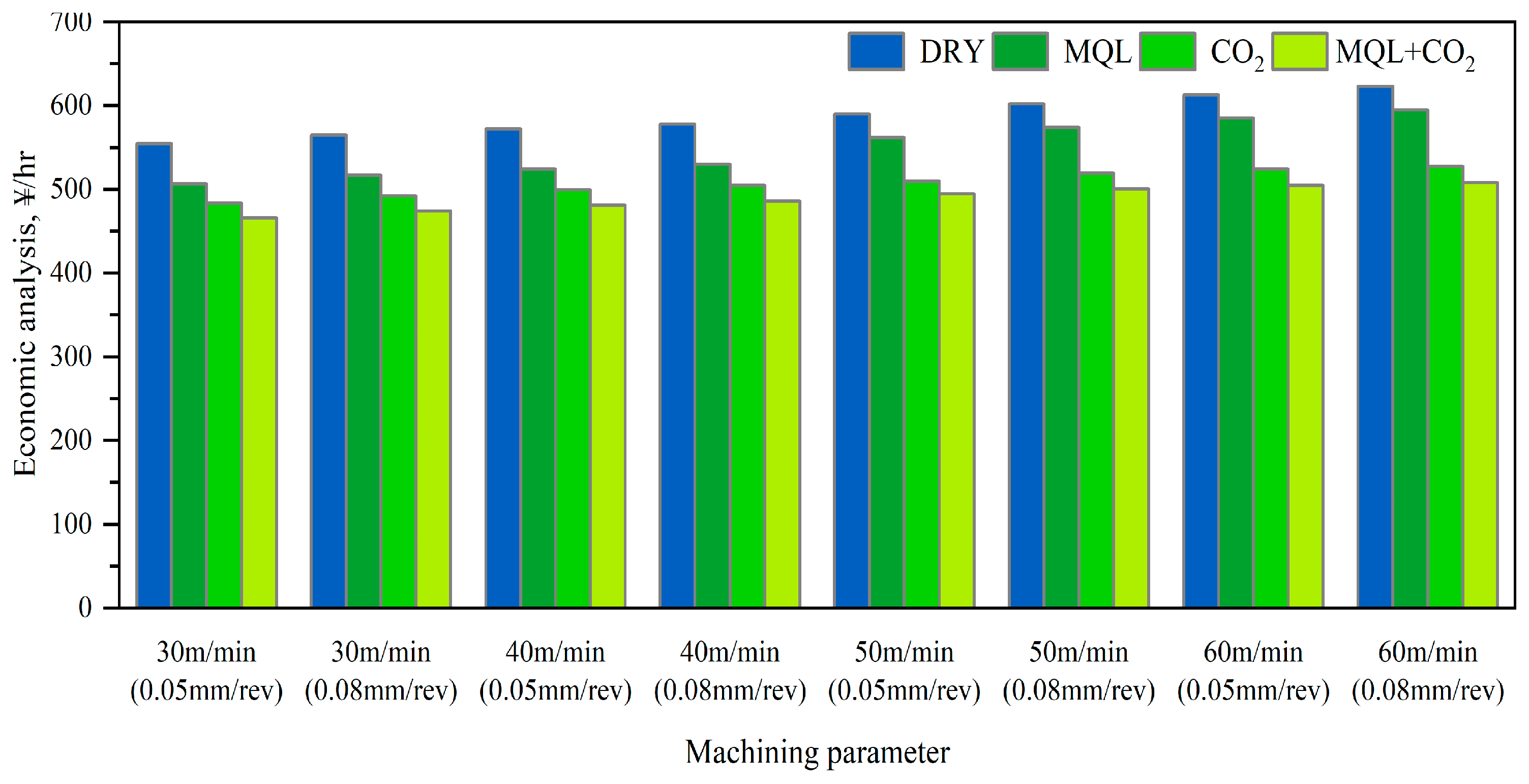
3.4. Economic Analysis
4. Conclusions
- (1)
- The use of combined MQL and CO2 cooling significantly reduces cutting forces by up to 32% and improves surface roughness by 65% compared to dry cutting. This suggests that the synergy between lubrication and cooling effects in the MQL+CO2 method greatly enhances the overall machinability, contributing to higher-quality machining outputs with smoother surfaces and more precise circularity.
- (2)
- The implementation of auxiliary cooling methods, particularly the MQL+CO2 combination, demonstrates a significant reduction in energy consumption during drilling. Energy consumption for this method is only 64% of that observed in dry conditions, indicating improved energy efficiency due to reduced friction and more effective heat dissipation.
- (3)
- Auxiliary cooling methods, especially MQL+CO2, improve machining performance and contribute to environmental sustainability by reducing carbon emissions. This method achieved the lowest carbon emission readings, making it an environmentally preferable option in compliance with green manufacturing principles.
- (4)
- Although the initial costs associated with implementing cooling systems might increase, the overall economic analysis reveals that the costs associated with tool wear and damage are significantly reduced. This results in a lower total cost of operation compared to dry cutting, demonstrating the economic viability of integrating advanced cooling technologies in drilling processes.
- (5)
- The analysis of circularity errors shows substantial improvements under the auxiliary cooling conditions compared to dry cutting. The minimum circularity error observed with MQL+CO2 cooling represents a 60% improvement, underscoring the benefits of auxiliary cooling in achieving higher precision and quality in machined parts.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jeswiet, J.; Kara, S. Carbon emissions and CES™ in manufacturing. CIRP Ann. 2008, 57, 17–20. [Google Scholar] [CrossRef]
- You, J.; Xu, X.; Wang, Y.; Xiang, X.; Luo, Y. Life cycle carbon emission assessment of large-span steel structures: A case study. Structures 2023, 52, 842–853. [Google Scholar] [CrossRef]
- Khan, A.M.; Zhao, W.; Li, L.; Alkahtani, M.; Hasnain, S.; Jamil, M.; He, N. Assessment of cumulative energy demand, production cost, and CO2 emission from hybrid CryoMQL assisted machining. J. Clean. Prod. 2021, 292, 125952. [Google Scholar] [CrossRef]
- Shokrani, A.; Huibin, S.; Dhokia, V.; Newman, S.T. High speed cryogenic drilling of grade 5 ELI titanium alloy. In Proceedings of the 26th International Conference on Flexible Automation and Intelligent Manufacturing, Seoul, Republic of Korea, 27–30 June 2016. [Google Scholar]
- Singh, N.; Belokar, R.; Walia, R. Fabrication and mechanical characterization of Al7075-T6/SiC/Gr/S-glass fiber particulate reinforced hybrid metal matrix composite using vacuum sealed stir casting technique. Trans. Indian Inst. Met. 2022, 75, 1741–1750. [Google Scholar] [CrossRef]
- Pasha, S.K.; Sharma, A.; Tambe, P. Mechanical properties and tribological behavior of Al7075 metal matrix composites: A review. Mater. Today Proc. 2022, 56, 1513–1521. [Google Scholar] [CrossRef]
- Danappa, G.; Raghavendra, C.; Swamy, R.; Naik, K. Dry sliding wear behaviour of Al7075/Gr/nano TiO2 MMC using RSM. Mater. Today Proc. 2021, 38, 2797–2802. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; He, N.; Li, L.; Iqbal, A.; Mia, M. Evaluation of machinability and economic performance in cryogenic-assisted hard turning of α-β titanium: A step towards sustainable manufacturing. Mach. Sci. Technol. 2019, 23, 1022–1046. [Google Scholar] [CrossRef]
- Katna, R.; Suhaib, M.; Agrawal, N. Nonedible vegetable oil-based cutting fluids for machining processes—A review. Mater. Manuf. Process. 2020, 35, 1–32. [Google Scholar] [CrossRef]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Cryogenic machining of titanium Ti-5553 alloy. J. Manuf. Sci. Eng. 2019, 141, 041012. [Google Scholar] [CrossRef]
- Shokrani, A.; Al-Samarrai, I.; Newman, S.T. Hybrid cryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy. J. Manuf. Process. 2019, 43, 229–243. [Google Scholar] [CrossRef]
- Rahim, E.; Sasahara, H. A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol. Int. 2011, 44, 309–317. [Google Scholar] [CrossRef]
- Govindaraju, N.; Shakeel Ahmed, L.; Pradeep Kumar, M. Experimental investigations on cryogenic cooling in the drilling of AISI 1045 steel. Mater. Manuf. Process. 2014, 29, 1417–1421. [Google Scholar] [CrossRef]
- Rosnan, R.; Murad, M.N.; Azmi, A.I.; Shyha, I. Effects of minimal quantity lubricants reinforced with nano-particles on the performance of carbide drills for drilling nickel-titanium alloys. Tribol int. 2019, 136, 58–66. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Deiab, I.; Eltaggaz, A. Sustainability assessment during machining Ti-6Al-4V with Nano-additives-based minimum quantity lubrication. J. Manuf. Mater. Process. 2019, 3, 61. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon Jr, O.W.; Jawahir, I. Sustainable machining of high temperature Nickel alloy–Inconel 718: Part 1–predictive performance models. J. Clean. Prod. 2014, 81, 255–269. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.; Barreiro, J.; de Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Energy conscious cryogenic machining of Ti-6Al-4V titanium alloy. Proc. Inst. Mech. Eng. Part B 2018, 232, 1690–1706. [Google Scholar] [CrossRef]
- Zhao, W.; Ren, F.; Iqbal, A.; Gong, L.; He, N.; Xu, Q. Effect of liquid nitrogen cooling on surface integrity in cryogenic milling of Ti-6Al-4 V titanium alloy. Int. J. Adv. Manuf. Tech. 2020, 106, 1497–1508. [Google Scholar] [CrossRef]
- Jayaganth, A.; Jayakumar, K.; Deepak, A.; Pazhanivel, K. Experimental studies on drilling of 410 stainless steel. Mater. Today Proc. 2018, 5, 7168–7173. [Google Scholar] [CrossRef]
- Prakash, J.U.; Rubi, C.S.; Palani, S.; Juliyana, S.J.; Sadhana, A.D. Optimization of machining parameters in drilling of LM6/B4C/Fly ash hybrid composites. Manuf. Rev. 2022, 9, 28. [Google Scholar] [CrossRef]
- Daniel, S.A.A.; Pugazhenthi, R.; Kumar, R.; Vijayananth, S. Multi objective prediction and optimization of control parameters in the milling of aluminium hybrid metal matrix composites using ANN and Taguchi-grey relational analysis. Def. Technol. 2019, 15, 545–556. [Google Scholar] [CrossRef]
- Gowtham, N.; Senthilkumar, N. Surface integrity in drilling AA5052+ 3% MoS2+ 9% Si3N4 HAMMC and comparing the results with AA5052+ 9% Si3N4 AMMC-experimental studies and optimization. Mater. Today Proc. 2022, 69, 1173–1178. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; de Lacalle, L.N.L.; Rodríguez, A.; Pereira, O. In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain. Mater. Technol. 2021, 29, e00301. [Google Scholar] [CrossRef]
- Rodríguez, A.; Calleja, A.; de Lacalle, L.L.; Pereira, O.; Rubio-Mateos, A.; Rodríguez, G. Drilling of CFRP-Ti6Al4V stacks using CO2-cryogenic cooling. J. Manuf. Prpcess. 2021, 64, 58–66. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Youssef, H.; El-Hofy, H.; Ahmed, M. Prediction and optimization of drilling parameters in drilling of AISI 304 and AISI 2205 steels with PVD monolayer and multilayer coated drills. J. Manuf. Mater. Process. 2018, 2, 16. [Google Scholar] [CrossRef]
- Bermingham, M.; Kirsch, J.; Sun, S.; Palanisamy, S.; Dargusch, M. New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4V. Int. J. Mach. Tool. Manuf. 2011, 51, 500–511. [Google Scholar] [CrossRef]
- Liu, K.; Li, J.; Sun, J.; Zhu, Z.; Meng, H. Investigation on chip morphology and properties in drilling aluminum and titanium stack with double cone drill. Int. J. Adv. Manuf. Tech. 2018, 94, 1947–1956. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Erzincanlı, F. Tool wear and surface roughness analysis in milling with ceramic tools of Waspaloy: A comparison of machining performance with different cooling methods. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 83. [Google Scholar] [CrossRef]
- Maiorova, K.; Vorobiov, I.; Andrieiev, O.; Lupkin, B.; Sikulskiy, V. Forming the geometric accuracy and roughness of holes when drilling aircraft structures made from polymeric composite materials. East.-Eur. J. Enterp. Technol. 2022, 116, 71. [Google Scholar]
- Pramanik, A.; Basak, A.; Prakash, C.; Shankar, S.; Chattopadhyaya, S. Sustainability in drilling of aluminum alloy. Clean. Mater. 2022, 3, 100048. [Google Scholar] [CrossRef]
- Kaushal, S.; Singh, I.; Singh, S.; Gupta, A. Sustainable Advanced Manufacturing and Materials Processing: Methods and Technologies; CRC Press: Boca Raton, FL, USA, 2022. [Google Scholar]
- Sivalingam, V.; Liu, H.; Selvam, B.; Kai, G.; Kumar, P.G.; Gupta, M.K.; Korkmaz, M.E.; Sun, J. Towards sustainability assessment, energy consumption, and carbon emissions in cryogenic drilling of Alloy 20: A new approach towards sustainable future and challenges. Int. J. Adv. Manuf. Tech. 2024, 131, 1151–1165. [Google Scholar] [CrossRef]
- Lu, T.; Rotella, G.; Feng, S.; Badurdeen, F.; Dillon, O.; Rouch, K.; Jawahir, I. Metrics-based sustainability assessment of a drilling process. In Sustainable Manufacturing: Shaping Global Value Creation; Springer: Berlin/Heidelberg, Germany, 2012; pp. 59–64. [Google Scholar]
- Hoghoughi, M.; Farahnakian, M.; Elhami, S. Environmental, economical, and machinability based sustainability assessment in hybrid machining process employing tool textures and solid lubricant. Sustain. Mater. Technol. 2022, 34, e00511. [Google Scholar] [CrossRef]
- Kshitij, G.; Khanna, N.; Yıldırım, Ç.V.; Dağlı, S.; Sarıkaya, M. Resource conservation and sustainable development in the metal cutting industry within the framework of the green economy concept: An overview and case study. Sustain. Mater. Technol. 2022, 34, e00507. [Google Scholar] [CrossRef]
- Sivalingam, V.; Zhou, Q.; Selvam, B.; Sun, J.; Pandiyan, K.; Gupta, M.; Korkmaz, M.E. A mathematical approach of evaluating sustainability indicators in milling of aluminium hybrid composite by different eco-friendly cooling strategies. Sustain. Mater. Technol. 2023, 36, e00605. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Yilmaz, H.; Ross, N.S.; Boy, M.; Sivalingam, V.K.; Chan, C.K.; Raman, J. Towards specific cutting energy analysis in the machining of Inconel 601 alloy under sustainable cooling conditions. J. Mater. Res. Technol. 2023, 27, 4074–4087. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.; Ross, N.S.; Sivalingam, V. Implementation of green cooling/lubrication strategies in metal cutting industries: A state of the art towards sustainable future and challenges. Sustain. Mater. Technol. 2023, 36, e00641. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Ti | Si | Mn | Cr | Cu | Mg |
|---|---|---|---|---|---|---|---|
| Composition (wt%) | 96 | 0.2 | 0.3 | 0.015 | 0.4 | 1.185 | 1.9 |
| Index | Values |
|---|---|
| Cutting speed | 30 m/min, 40 m/min, 50 m/min, 60 m/min |
| Feed rate | 0.05 mm/rev and 0.08 mm/rev |
| Depth of cut | Blind hole 10 mm |
| Cutting Environment | Dry, MQL, CO2, Hybrid CO2+MQL |
| Cutting tool inserts | Ultra-dense PVD TiAlN Coating |
| Nose radius | 0.4 mm |
| Clearance angle | 11° |
| Tool holder | U-Drill (C25-3D13-42SP05) |
| Coolant | Vegetable oil (sunflower oil) |
| MQL | Kenco manufacture |
| CO2 | 2.5 bar |
| Nozzle distance | 50 mm |
| Nozzle angle | 60° |
| Index | Cutting Speed | Feed Rate |
|---|---|---|
| vc (m/min) | f (mm/rev) | |
| 1 | 30 | 0.05 |
| 2 | 40 | 0.05 |
| 3 | 50 | 0.05 |
| 4 | 60 | 0.05 |
| 5 | 30 | 0.08 |
| 6 | 40 | 0.08 |
| 7 | 50 | 0.08 |
| 8 | 60 | 0.08 |
| Fixed overhead cost (Fo) | Employee salary (Es) | |
| CNC programmer | 30 CNY/hr | |
| Supervisor | 45 CNY/hr | |
| CNC operator | 27 CNY/hr | |
| Helper | 18 CNY/hr | |
| Maintenance staff | 10 CNY/hr | |
| Utility staff | 5 CNY/hr | |
| Total | 135 CNY/hr | |
| Fo = 135 CNY/hr | ||
| Variable overhead cost (Vo) | Machine hour rate 60 CNY/hr | |
| Building rent (Br) 40 CNY/hr | ||
| Indirect labour cost 48 CNY/hr | ||
| Lighting cost (Lc) | Lighting cost hour rate 10/hr | |
| Machine depreciation (Md) | Cost of machine = CNY 250,000 | |
| Scrap value = CNY 50.00 | ||
| Life = 10 years | ||
| Annual working days = 300 days | ||
| Machine depreciation = 3.44 CNY/hr | ||
| Machine Maintenance cost (Mmc) | Annual maintenance | 1.2 CNY/hr |
| Overhaul charge | 1.4 /hr | |
| Total | 2.6 CNY/hr | |
| Cutting tool cost (Ct) | Cutting insert cost/100 hole = CNY 100 | |
| Consumable cost (Cc) | MQL lubricant cost/L = 2 CNY/L | |
| CO2 coolant cost/kg = 2.5 CNY/kg | ||
| CO2 flow rate = 0.2 kg/min | ||
| Consumable cost = CNY 12 | ||
| Total individual cost | 315.5 CNY/hr | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; He, S.; Zhao, G.; Chen, G.; Xu, Y. Enhancing Machinability and Sustainability: The Effects of Hybrid MQL+CO2 Cooling on the Drilling of AA7075T6 with TiO2 and C-Reinforced Composites. Machines 2024, 12, 449. https://doi.org/10.3390/machines12070449
Chen S, He S, Zhao G, Chen G, Xu Y. Enhancing Machinability and Sustainability: The Effects of Hybrid MQL+CO2 Cooling on the Drilling of AA7075T6 with TiO2 and C-Reinforced Composites. Machines. 2024; 12(7):449. https://doi.org/10.3390/machines12070449
Chicago/Turabian StyleChen, Shaonan, Shao He, Guisheng Zhao, Guodong Chen, and Yapeng Xu. 2024. "Enhancing Machinability and Sustainability: The Effects of Hybrid MQL+CO2 Cooling on the Drilling of AA7075T6 with TiO2 and C-Reinforced Composites" Machines 12, no. 7: 449. https://doi.org/10.3390/machines12070449
APA StyleChen, S., He, S., Zhao, G., Chen, G., & Xu, Y. (2024). Enhancing Machinability and Sustainability: The Effects of Hybrid MQL+CO2 Cooling on the Drilling of AA7075T6 with TiO2 and C-Reinforced Composites. Machines, 12(7), 449. https://doi.org/10.3390/machines12070449