
Remaining Useful Life Estimation of Spindle Bearing Based on Bearing Load Calculation and Off-Line Condition Monitoring

Abstract
1. Introduction
2. Method Description
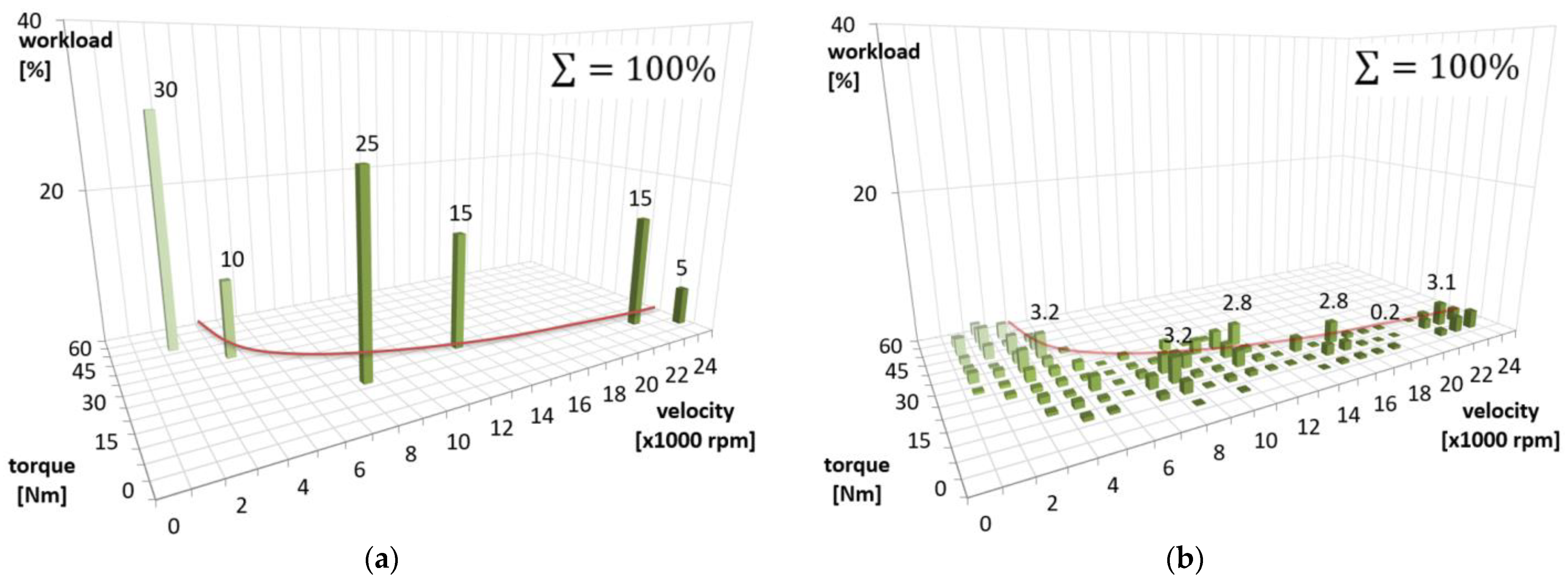
2.1. Acquisition of the Real Load Distribution
2.2. Off-Line Monitoring of the Bearing Wear State
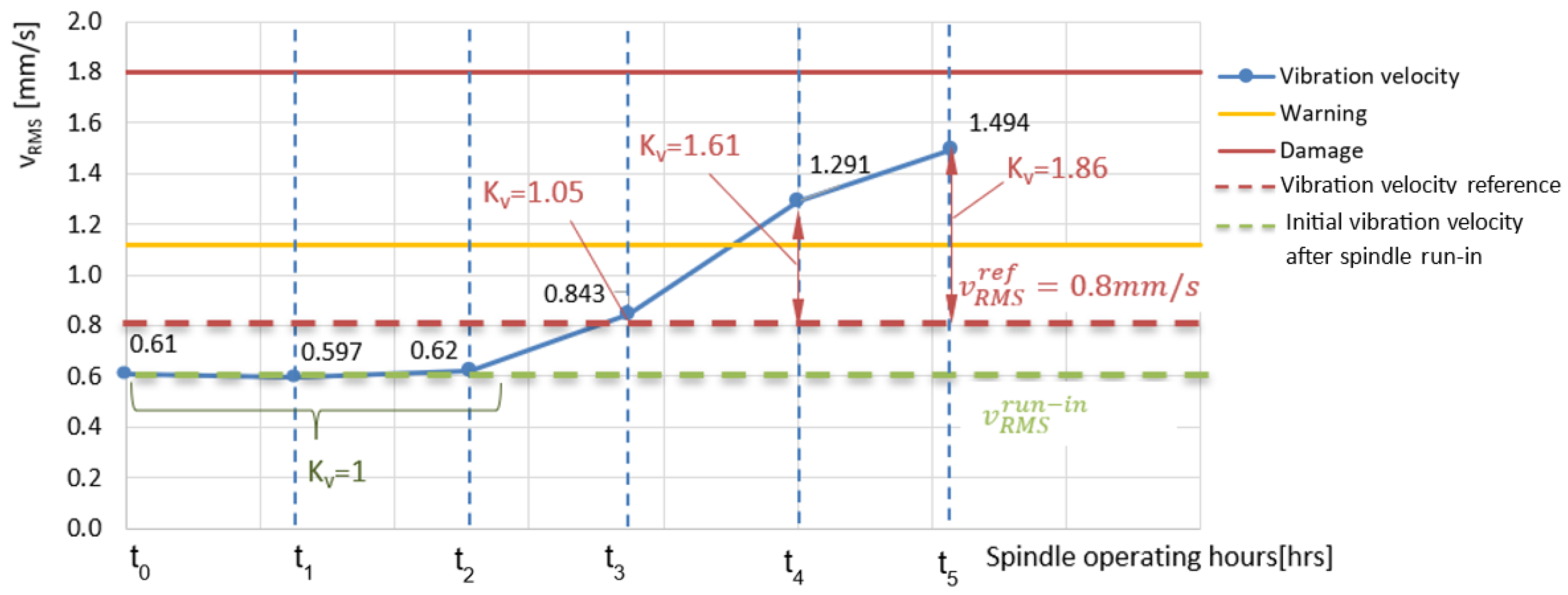
- Check of the vibration velocity vRMS trend (ISO 20816-1 [28]):
- ○
- Warning limit 1.12 mm/s;
- ○
- Damage limit 1.8 mm/s;
- ○
- Frequency range from 0 to 1000 Hz.
- Check of the vibration acceleration envelope spectra:
- ○
- Frequency range according to maximum spindle speed;
- ○
- The peak to peak value is typically evaluated.
- Tool interface runout ISO 10791-2 [30]:
- ○
- measured value < 0.002 mm.
- Runout on the test arbor ISO 10791-2 [30]:
- ○
- L = 50 mm; measured value < 0.010 mm;
- ○
- L = 300 mm; measured value < 0.020 mm.
- Size of clamping force:
- ○
- According to the spindle manufacturer specification.
- Check of the spindle operating hours.
- Defining the appropriate measuring points (vibration sensors);
- Definition of the position of the spindle unit in the workspace coordinate (x; y; z);
- Use balanced instruments (etalon) in the highest balance level G for vibration measurements;
- Use of calibrated measuring instruments and sensors;
- Measuring vibrations at the same operating parameters, i.e., speed, tool (etalon).
2.3. Calculation of the Remaining Useful Life
2.4. Remaining Useful Life Correction Based on the Vibration Velocity
- For a new spindle, it can be set as 1.25× the vibration velocity during the spindle run-in at the manufacturer premises and overall quality control. The spindle manufacturer provides a detailed quality check of the spindle. The measured value of the vibration velocity means the OK state for the specific spindle. The increasing of the value by +25% follows the standard ISO 13373-1 [33], which enables the increase in the vibration limits. Setting the limit according to the run-in spindle conditions enables taking into account the specific assembly quality of the spindle.
- For short operation spindles (up to 2000 h), the reference value can be set as the measured vibration velocity increased by about 25%. These spindles are after the initial run-in and generally are in good condition. This situation is similar to new spindle state, but the spindle already has adjusted the vibration level. Concurrently, other quality parameters (see Section 2.2) also should be checked to confirm the spindle’s good condition (see “spindle A” in Section 3.2 for an example).
- If the spindle is operated longer than one-half of the planned lifetime (approx. more than 6000 h), the reference value should be set on the warning limit defined by the above-mentioned ISO standards. The reason is that the spindle might already have some initial damage, and the current measured vibration velocity cannot be used as the reference value (see “spindle B” in Section 3.2 for an example).
3. Validation Use Cases
3.1. Description of Spindle Units and Used Measuring Equipment
- Measurements using calibrated devices and calibrated sensors.
- The same position of the spindle unit in the workspace (x, y, z coordinates).
- Positioning of the sensors in identical positions (marks on spindle units 1 and 2).
- Measurements made under the same conditions and with the same running-in cycle of the spindle unit.
- The vibration measurement with the balanced reference tool at the same speed (maximum spindle speed).
3.2. Experiment Results and Validation Method
3.2.1. Comments on Measurement Results of the Spindle Unit Type A
3.2.2. Comments on Measurement Results of the Spindle Unit Type B
3.3. Summary of the Experiment Data
4. Discussion
- The results of the RUL calculation after correction are sensitive to the reference value setting. The rules for the reference setting are defined in Section 2.4. The key limit for spindles with an unknown history is the warning limit according to ISO 20816-1 [28]. If the spindle has a low vibration level in the initial life stage, the reference should be increased by about 25% to allow vibrations rising without the immediate shortening of the RUL value. The value of 25% is based on ISO 13373-1 [29], which enables the increase in the vibration limits.
- The correction is based on one scalar value of the effective vibration velocity vRMS. This is a significant simplification, but practical results show that this parameter is appropriate for the simplified characterization of the spindle or bearing condition. As future work, the correction criterion could also be enhanced with other parameters sensitive to the state of the vibration spectra.
- The results show that the spindle lifetime cannot be estimated using real loading inputs only, but it needs some correction with respect to the possible damage of the bearing caused by non-loading reasons, e.g., bearing contamination.
- The method is based on the continuous monitoring of the loading cases. It is currently possible using the continuous reading of the machine tool control system data and subsequent calculation of the process forces. Nevertheless, these data are always available on the machine tool. The additional accelerometers can be used for off-line vibration measurements only. Thus, the method is low-cost and also useful for older machine tools.
- The vibration level of the spindle has to be measured every time during the same boundary conditions.
- The thermo-mechanical effects (e.g., increasing the axial preload force due to the increased working temperature of the bearing) are not directly considered in the method. If the thermo-mechanical situation is not stable, the spindle can be jammed, which is out of the prediction possibilities of this method. If the realistic thermal situation results in the overloading of the bearing, it can be detected due to the progress of the measured vibration signal.
- The estimation accuracy of the method is approx. ±20%, which is acceptable. This value is based on the simplification used in the process force estimation and inaccuracies in the vibration velocity measurement.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Super Precision Bearings. Technical Documentation of SCHAEFFLER. 2019. Available online: https://www.schaeffler.com/remotemedien/media/_shared_media/08_media_library/01_publications/schaeffler_2/catalogue_1/downloads_6/sp1_de_en.pdf (accessed on 2 November 2019).
- Super Precision Bearings. Technical Documentation of SKF. 2016. Available online: https://www.skf.com/binaries/pub12/Images/0901d19680495562-Super-precision-bearings-catalogue---13383_2-EN_tcm_12-129877.pdf (accessed on 2 March 2016).
- Liu, C.; Vengayil, H.; Zhong, R.Y.; Xu, X. A systematic development method for cyber-physical machine tools. J. Manuf. Syst. 2018, 48, 13–24. [Google Scholar] [CrossRef]
- Qu, Y.J.; Ming, X.G.; Liu, Z.W.; Zhang, X.Y.; Hou, Z.T. Smart manufacturing systems: State of the art and future trends. Int. J. Adv. Manuf. Technol. 2019, 103, 3751–3768. [Google Scholar] [CrossRef]
- Helu, M.; Sobel, W.; Nelaturi, S.; Waddell, R.; Hibbard, S. Industry Review of Distributed Production in Discrete Manufacturing. J. Manuf. Sci. Eng. 2020, 142, 110802. [Google Scholar] [CrossRef]
- Kurfess, T.R.; Saldana, C.; Saleeby, K.; Dezfouli, M.P. A Review of Modern Communication Technologies for Digital Manufacturing Processes in Industry 4.0. J. Manuf. Sci. Eng. 2020, 142, 110815. [Google Scholar] [CrossRef]
- Altintas, Y.; Park, S.S. Dynamic Compensation of Spindle-Integrated Force Sensors. CIRP Ann. 2004, 53, 305–308. [Google Scholar] [CrossRef]
- Möhring, H.-C.; Litwinski, K.M.; Gümmer, O. Process monitoring with sensory machine tool components. CIRP Ann. 2010, 59, 383–386. [Google Scholar] [CrossRef]
- Brecher, C.; Eckel, H.-M.; Motschke, T.; Fey, M.; Epple, A. Estimation of the virtual workpiece quality by the use of a spindle-integrated process force measurement. CIRP Ann. 2019, 68, 381–384. [Google Scholar] [CrossRef]
- Siemens Industrial Edge for Machine Tools. Available online: https://new.siemens.com/global/en/products/automation/topic-areas/industrial-edge/machine-tools.html (accessed on 31 December 2022).
- FANUC FOCAS Library. Available online: https://www.fanuc.eu/de/en/cnc/development-software/focas-development-libraries (accessed on 31 December 2022).
- HEIDENHAIN DNC. Available online: https://www.heidenhain.at/de_AT/produkte/cnc-steuerungen/connected-machining/heidenhain-dnc/ (accessed on 31 December 2022).
- Dunwoody, K. Automated Identification of Cutting Force Coefficients and Tool Dynamics on CNC Machines. Master’s Thesis, The University of British Columbia, Vancouver, BC, Canada, March 2010. [Google Scholar]
- Aggarwal, S.; Nešić, N.; Xirouchakis, P. Cutting torque and tangential cutting force coefficient identification from spindle motor current. Int. J. Adv. Manuf. Technol. 2013, 65, 81–95. [Google Scholar] [CrossRef]
- Altintas, Y.; Aslan, D. Integration of virtual and on-line machining process control and monitoring. CIRP Ann. 2017, 66, 349–352. [Google Scholar] [CrossRef]
- Janota, M.; Kolář, P.; Falta, J.; Kozlok, T. Calibration Method for In-Process Identification of Tangential Specific Cutting Force in Milling. Machines 2022, 10, 1095. [Google Scholar] [CrossRef]
- Gupta, P.; Pradhan, M.K. Fault detection analysis in rolling element bearing: A review. Mater. Today Proc. 2017, 4, 2085. [Google Scholar] [CrossRef]
- Wu, G.; Yan, T.; Yang, G.; Chai, H.; Cao, C. A Review on Rolling Bearing Fault Signal Detection Methods Based on Different Sensors. Sensors 2022, 22, 8330. [Google Scholar] [CrossRef] [PubMed]
- El-Thalji, I.; Jantunen, E. A descriptive model of wear evolution in rolling bearings. Eng. Fail. Anal. 2014, 45, 204–224. [Google Scholar] [CrossRef]
- Wu, B.; Li, W.; Qiu, M.-Q. Remaining Useful Life Prediction of Bearing with Vibration Signals Based on a Novel Indicator. Shock Vib. 2017, 2017, 8927937. [Google Scholar] [CrossRef]
- An, D.; Choi, J.-H.; Kim, N.H. Remaining useful life prediction of rolling element bearings using degradation feature based on amplitude decrease at specific frequencies. Struct. Health Monit. 2018, 17, 1095–1109. [Google Scholar] [CrossRef]
- Nectoux, P.; Gouriveau, R.; Medjaher, K.; Ramasso, E.; Chebel-Morello, B.; Zerhouni, N.; Varnier, C. PRONOSTIA: An experimental platform for bearing accelerated degradation test. In Proceedings of the IEEE International Conference on Prognostics and Health Management, Denver, CO, USA, 18–21 June 2012; pp. 1–8. [Google Scholar]
- Hui, J.; Huang, J.; Zhang, F.; Zhang, Y.; Tian, Y. Research on remaining life prediction of machine tool spindle bearing combining neural network and weighted average de-noising method. In Proceedings of the SPIE 2022 International Symposium on Robotics, Artificial Intelligence, and Information Engineering (RAIIE 2022), Hohhot, China, 23 November 2022; Volume 124542. [Google Scholar] [CrossRef]
- Hänel, A.; Wenkler, E.; Schnellhardt, T.; Corinth, C.; Brosius, A.; Fay, A.; Nestler, A. Development of a method to determine cutting forces based on planning and process data as contribution for the creation of digital process twins. MM Sci. J. 2019, 2019, 3148–3155. [Google Scholar] [CrossRef]
- Sulitka, M.; Kolar, P.; Sveda, J.; Smolik, J. Strategy for implementing predictive process-oriented machine tool digital twins. MM Sci. J. 2022, 2022, 5954–5961. [Google Scholar] [CrossRef]
- ISO 281:2007; Rolling Bearings—Dynamic Load Ratings and Lifetime. ISO: Geneva, Switzerland, 2007.
- ISO 5593:2019; Rolling bearings—Vocabulary. ISO: Geneva, Switzerland, 2019.
- ISO 20816-1:2016; Mechanical Vibration—Measurement and Evaluation of Machine Vibration. ISO: Geneva, Switzerland, 2016.
- SKF. Bearing Damage and Failure Analysis, PUB BU/I3 14219/2 EN. 2018. Available online: https://www.skf.com/binaries/pub12/Images/0901d1968064c148-Bearing-failures---14219_2-EN_tcm_12-297619.pdf (accessed on 1 June 2017).
- ISO 10791-2: 2001; Test Conditions for Machining Centers—Part 2: Geometric Tests for Machines with Vertical Spindle or Universal Heads with Vertical Primary Rotary Axis (Vertical Z-axis). ISO: Geneva, Switzerland, 2001.
- Broch, J.T. Mechanical Vibration and Shock Measurements; Brüel & Kjær: Nærum, Denmark, 1984; ISBN 87 87355 35 5. [Google Scholar]
- SKF. Condition Monitoring, CM 5003; SKF: San Diego, CA, USA, 1995. [Google Scholar]
- ISO 13373-1:2002; Condition Monitoring and Diagnostics of Machines—Vibration Condition Monitoring. ISO: Geneva, Switzerland, 2002.
- ISO 230-8:2015; Test Code for Machine Tools—Part 8: Vibrations. ISO: Geneva, Switzerland, 2010.
- Brüel & Kjær. Machine condition monitoring, BR 0267-13; Brüel & Kjær: Nærum, Denmark, 1989. [Google Scholar]
- Angelo, M. Vibration Monitoring of Machines, BV 0029-11; Brüel & Kjær: Nærum, Denmark, 1987; ISSN 007-2621. [Google Scholar]
- Brüel & Kjær. Measuring Vibration, BR 0094-12; Brüel & Kjær: Nærum, Denmark, 1982; p. 39. [Google Scholar]
- Sanjay, T. The Effect of Unbalance on Bearing Life. IOSR J. Mech. Civ. Eng. 2012, 1, 47–54. [Google Scholar] [CrossRef]
- Berry, L.D. Vibration versus Bearing Life. Reliab. Mag. 1995, 11. Available online: https://cswea.org/wp-content/uploads/2017/09/Vibration-versus-Bearing-Life-Handout.pdf (accessed on 22 February 2023).
- Sohoel, E. Method and Instrument for Determining the Condition of an Operating Bearing. U.S. Patent USP4528852, 16 July 1983. Available online: https://patents.google.com/patent/US4528852A/en (accessed on 20 February 2023).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification: Type A | ||
|---|---|---|
 | Type of machine tool: | 5-axis machine center |
| Type of spindle: | Electrospindle | |
| Orientation: | Horizontal | |
| Max. power (S6/S1): | 27/20 kW | |
| Max. speed: | 10,000 rpm | |
| Tool interface: | HSK-A 100 | |
| Front bearing arrangement: | // \ | |
| Front bearings: | HC7020-E-T-P4S | |
| Rear bearing arrangement: | / \ | |
| Rear bearings: | HC7016-E-T-P4S | |
| Distance between bearings: | L = 480 mm | |
| Distance to the face: | a = 120 mm | |
| Specification: Type B | ||
|---|---|---|
 | Type of machine tool: | 3-axis machine center |
| Type of spindle: | Electro spindle | |
| Orientation: | Horizontal | |
| Max. power (S6/S1): | 18.5/11 kW | |
| Max. speed: | 14,000 rpm | |
| Tool interface: | MAS BT40 | |
| Front bearing arrangement: | / \ | |
| Front bearings: | HC7016-EDLR-T-P4S-UL | |
| Rear bearing arrangement: | / \ | |
| Rear bearings: | HC7011-C-T-P4S | |
| Distance between bearings: | L = 320 mm | |
| Distance to the face: | a = 90 mm | |
 | Vibration analyzer: |
| Type: SKF Microlog CMXA 48 | |
| Vibration sensors: | |
| Type: ICP 608A11 | |
| S.n.: LW229726(1); LW229727(2) | |
| Sensitivity (±15%): 100 mV/g | |
| Measuring range: ±50 g | |
| Frequency range (±3 dB): 0.5 to 10,000 Hz | |
| Clamping force sensor: | |
| Type: OTT POWER CHECK-2 75 kN | |
| S.n.: 574,582 | |
| Measuring range: 10 to 75 kN | |
| Uncertainty≤ 0.2% (+/−) | |
| Test bars for spindle runout calibration: | |
| HSK-A100 DIN 69893 | |
| MAS BT40 (JIS B 6339) |
| Spindle Unit A1 |
 |
| Spindle unit A2 |
 |
| Spindle unit A3 |
 |
| Spindle Unit B1 |
 |
| Spindle unit B2 |
 |
| Spindle unit B3 |
 |
| Spindle Type | Spindle Operation Hours (hrs) | L10h (hrs) | LRUL,10h (hrs) | LRUL,10% (%) | LcRUL,10h (hrs) | LcRUL,10% (%) | |
|---|---|---|---|---|---|---|---|
| A1 | 4256 | 0.8 | 33,990 | 29,734 | 87.5 | 11,627 | 34% |
| A2 | 4358 | 1.1 | 34,010 | 29,652 | 87.1 | 14,538 | 43% |
| A3 | 4368 | 1.12 | 32,780 | 28,412 | 86.7 | 4371 | 0% |
| Type | Spindle Operation Hours (hrs) | VRMS (mm/s) | Clamping Force (kN) | Runout (mm) | RUL Estimated by Expert | ||||
|---|---|---|---|---|---|---|---|---|---|
| Hollow | L = 50 mm | L = 300 mm | |||||||
| A1 | 4256 | 1.094 | 38.1 | 0.003 | 0.006 | 0.012 | 40% | ||
| A2 | 4358 | 1.395 | 38.1 | 0.006 | 0.012 | 0.020 | 40% | ||
| A3 | 4368 | 2.091 | 40.5 | 0.003 | 0.006 | 0.006 | 30% | ||
| Status: | OK | Warning | Damage | ||||||
| Spindle Type | Spindle Operation Hours (hrs) | L10h (hrs) | LRUL,10h (hrs) | LRUL,10% (%) | LcRUL,10h (hrs) | LcRUL,10% (%) | |
|---|---|---|---|---|---|---|---|
| B1 | 23,667 | 1.12 | 32,521 | 11,854 | 33.4 | 495 | 1.4 |
| B2 | 17,705 | 1.12 | 21,102 | 3397 | 16.1 | 11 | 0.05 |
| B3 | 3458 | 0.4 | 34,721 | 31,263 | 90.0 | 31,263 | 90.0 |
| Type | Spindle Operation Hours (hrs) | VRMS (mm/s) | Clamping Force (kN) | Runout (mm) | RUL Estimated by Expert | ||||
|---|---|---|---|---|---|---|---|---|---|
| Hollow | L = 50 mm | L = 300 mm | |||||||
| B1 | 23,667 | 3.805 | 9.2 | 0.008 | 0.040 | 0.174 | 0% | ||
| B2 | 17,705 | 8.863 | 13.1 | 0.008 | 0.020 | 0.130 | 0% | ||
| B3 | 3458 | 0.273 | 9.2 | 0.002 | 0.002 | 0.002 | 80% | ||
| Status: | OK | Warning | Damage | ||||||
| Type of Spindle | Diagnostic Evaluation (%) | ||||
|---|---|---|---|---|---|
| Front (%) | Difference to Evaluation (%) | Front (%) | Difference to Evaluation (%) | ||
| A1 | 40 | 88 | −48 | 34 | 6 |
| A2 | 40 | 87 | −47 | 43 | −3 |
| A3 | 30 | 87 | −37 | 0 | 30 |
| B1 | 0 | 33 | 33 | 1.4 | 1.4 |
| B2 | 0 | 16 | 16 | 0.05 | 0.05 |
| B3 | 80 | 90 | −10 | 90.0 | −10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sova, J.; Kolar, P.; Burian, D.; Vozabal, P. Remaining Useful Life Estimation of Spindle Bearing Based on Bearing Load Calculation and Off-Line Condition Monitoring. Machines 2023, 11, 586. https://doi.org/10.3390/machines11060586
Sova J, Kolar P, Burian D, Vozabal P. Remaining Useful Life Estimation of Spindle Bearing Based on Bearing Load Calculation and Off-Line Condition Monitoring. Machines. 2023; 11(6):586. https://doi.org/10.3390/machines11060586
Chicago/Turabian StyleSova, Jiri, Petr Kolar, David Burian, and Petr Vozabal. 2023. "Remaining Useful Life Estimation of Spindle Bearing Based on Bearing Load Calculation and Off-Line Condition Monitoring" Machines 11, no. 6: 586. https://doi.org/10.3390/machines11060586
APA StyleSova, J., Kolar, P., Burian, D., & Vozabal, P. (2023). Remaining Useful Life Estimation of Spindle Bearing Based on Bearing Load Calculation and Off-Line Condition Monitoring. Machines, 11(6), 586. https://doi.org/10.3390/machines11060586