1. Introduction
In the last decade, the global transportation sector has experienced a growing trend of vehicle electrification; this is mainly due to the urgent need to reduce CO
emissions in the atmosphere [
1]. Today, it is well known that hybrid and battery electric vehicles for different applications can be found on the market. Refuse-collecting vehicles (RCVs) are one such application that has caught the attention of trucking companies like MACK, Lion Electric, Peterbilt, BYD, and MOTIV. One example is the All-Electric refuse truck designed by Lion Electric, the Lion8 [
2], with typical specifications listed in
Table 1. It is worth mentioning that standard RCVs tend to idle for long periods and make frequent stops. Hence, they typically consume up to 53 L of fuel per 100 km [
3]. This makes them both expensive to operate and a considerable source of pollution.
Past research projects on hybrid and battery electric RCVs [
4,
5,
6,
7,
8,
9] have considered and studied different ways to improve the fuel economy, but all of them converge on the optimization of the powertrain (e.g., component size and configuration), rather than the specific component selection. Hence, one of the components that could have a significant effect on the cost and performance of battery electric RCVs (ERCVs) is the traction motor. Additionally, ERCVs have lower energy consumption during idle periods and are generally more efficient. They also produce little to no noise, no pollutants, are capable of overnight recharging, and require simpler maintenance with oil-free operation [
10]. The sizeable energy consumption of these vehicles requires large, heavy batteries that increase vehicle cost and reduce overall range due to the relatively low battery power density, not to mention issues surrounding their traction motors.
Traditionally, traction motors that use rare earth metals are used in this application. These electrical machines, known as permanent magnet synchronous motors (PMSMs), have many well-known drawbacks, such as high cost, price volatility, supply chain issues, environmental concerns (due to the rare earth metals), and sensitivity to demagnetization at high temperatures [
11,
12,
13,
14].
A feasible solution for this problem is the use of a Switched Reluctance Motor (SRM). The internal structure of an SRM is simpler due to the lack of permanent magnets or rotor windings, which significantly reduces the manufacturing costs [
15]. In addition, SRMs offer robust performance at high temperatures/speeds and in harsh environments, and fault-tolerant operation. At the same time, SRMs involve some challenges, such as high torque ripple, acoustic noise and vibration [
11,
15], and lower power density compared with PMSMs.
This paper presents the design of an SRM as a possible replacement for a commercial high-power motor for an ERCV application. In
Section 2, a brief motor industry analysis is presented, and from it, an electric motor is selected highlighting its electrical and mechanical characteristics. Some of these characteristics are considered as design constraints for the machine.
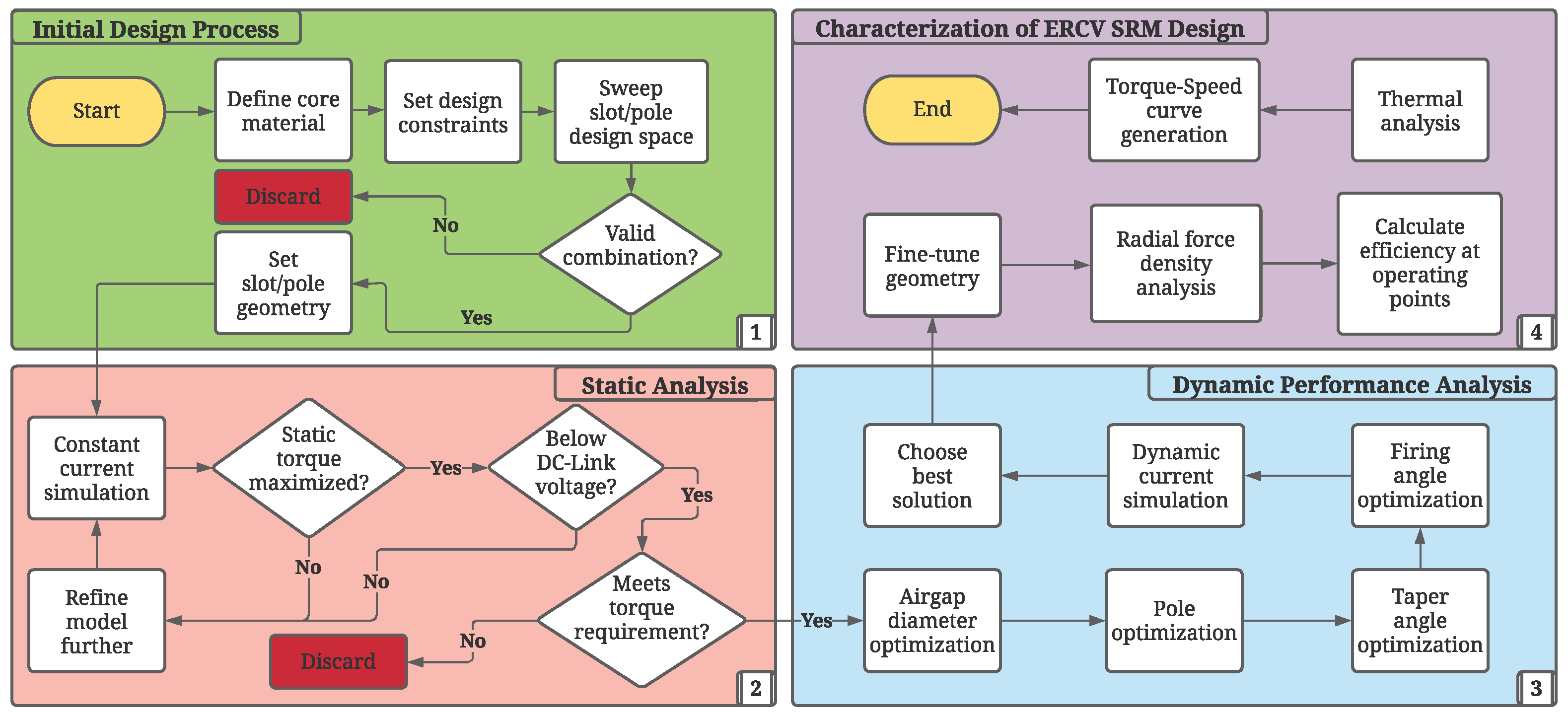
Section 3 details the proposed four-stage design process. In the first stage (
Section 4), core material selection, design constraints, and possible slot/pole configurations are studied. The second and third design stages are presented in
Section 5. The second stage consists of an iterative analysis of the static characteristics of all possible configurations to determine which one meets the desired requirements, while in the third stage, different optimizations are carried out to further improve the performance of the SRM. Dynamic profiles and performance results of the machine in two operating points are also shown in this section. Finally, in the last stage (
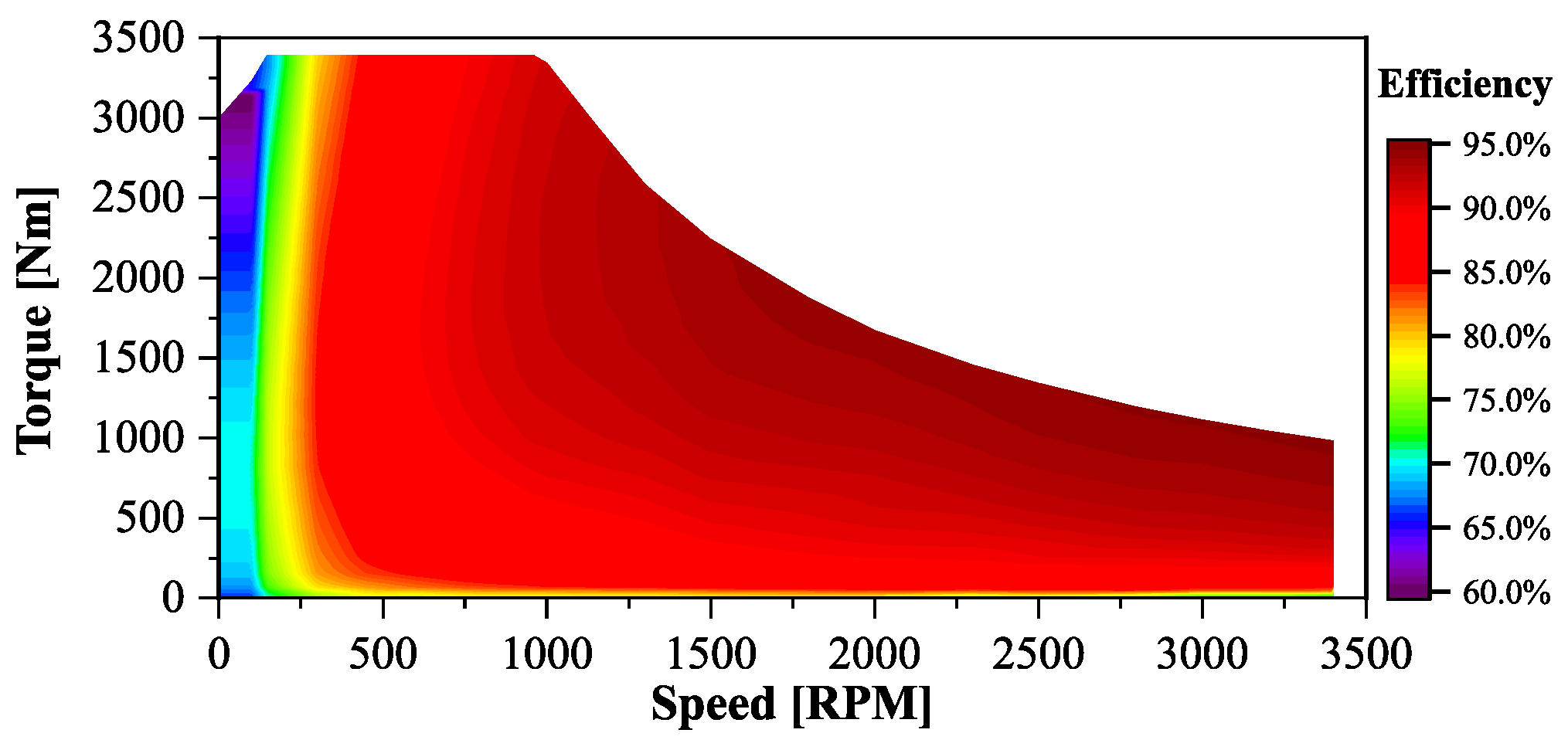
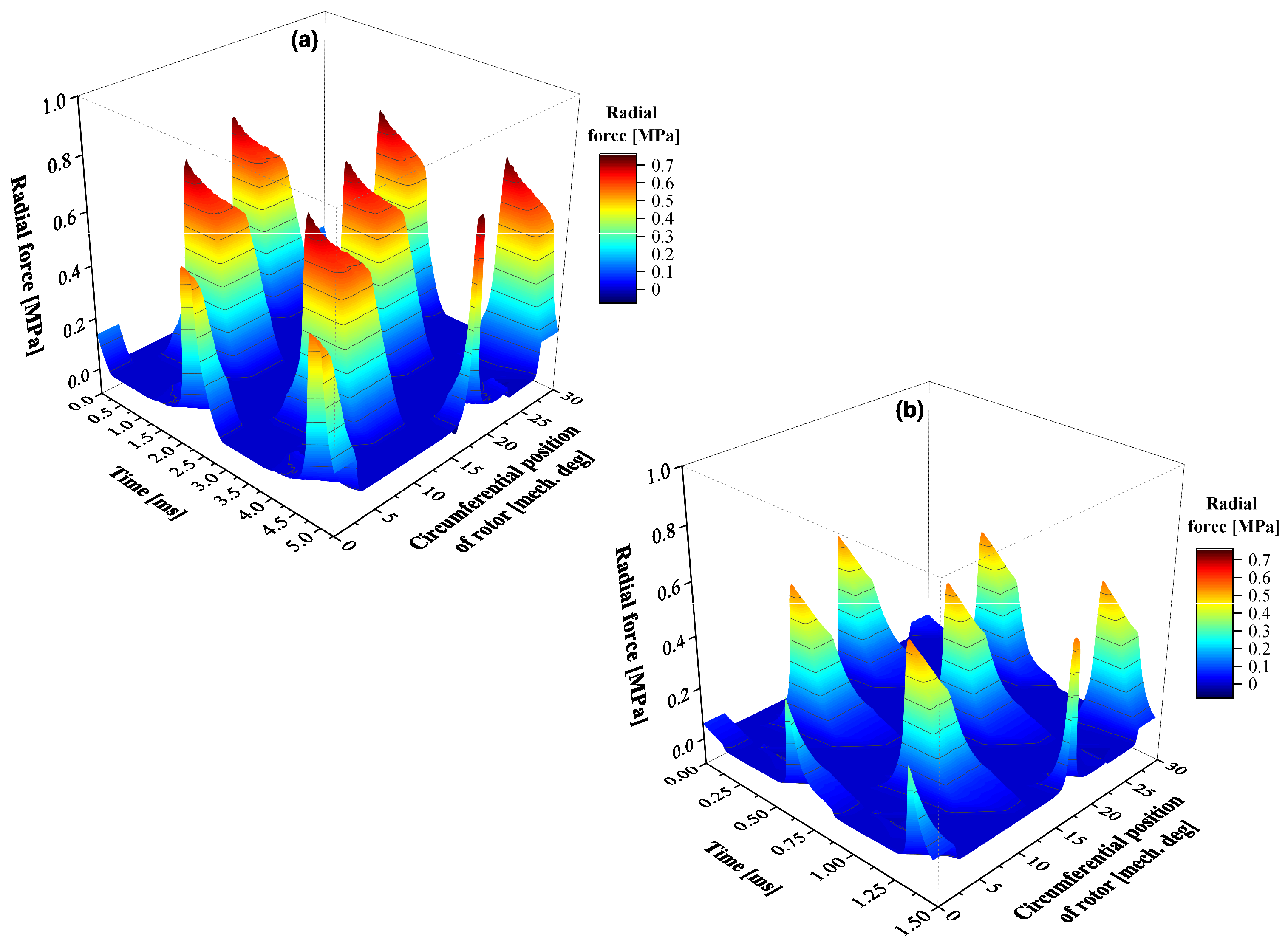
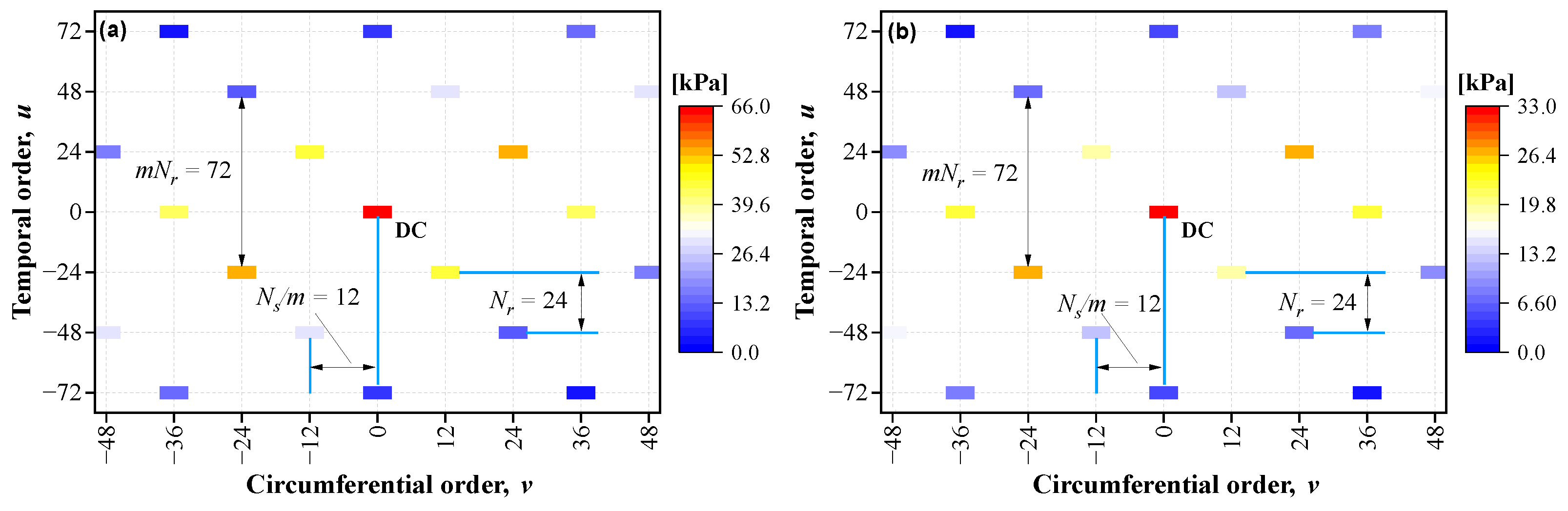
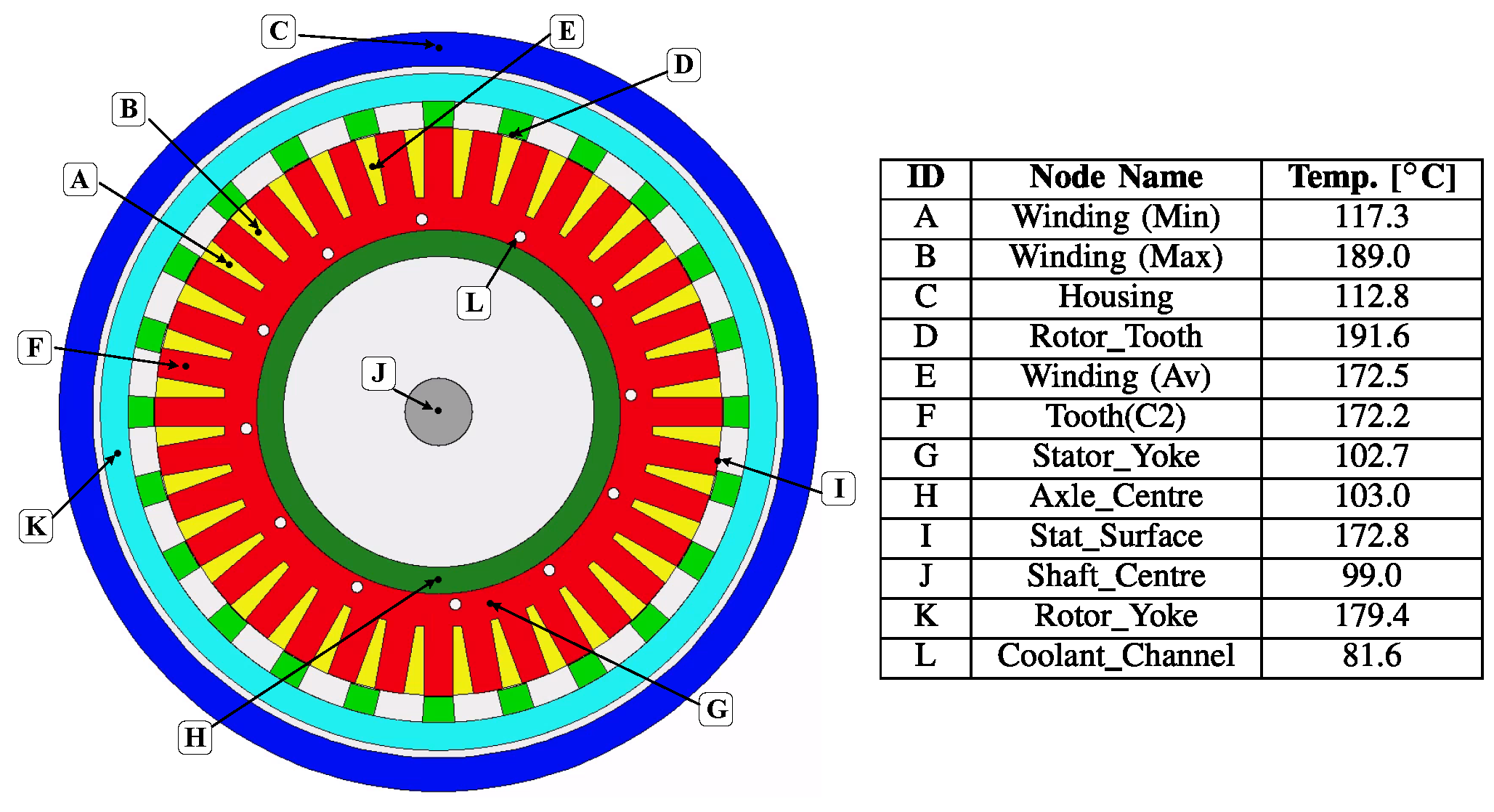
Section 6), the torque–speed efficiency map, radial forces, and thermal model are shown. The conclusions of this work are presented in
Section 7.
2. Electric Refuse-Collecting Vehicles and the Benchmark Motor
Due to the limitations in terms of cost, weight, and energy density associated with battery technology in heavy-duty electric vehicles, motors with high efficiency and good specific power are desired to make the best use of limited energy. Permanent magnet motors are typically employed to this end. Today, there are a number of companies, such as Parker-Hannifin, ABB, and Dana TM4, manufacturing permanent magnet electric motors for ERCVs and trucks for different applications, such as mining, agriculture, construction, and the military.
In the case of Parker-Hannifin, its series of GVM310 motors are particularly well suited for class 8 ERCVs. These machines are in the range of 331 to 408 kW peak power, 1240 to 1430 Nm peak torque, with maximum speeds between 5010 and 6400 RPM, and would typically be employed in a dual motor configuration with a two-speed gearbox [
16]. Similarly, ABB, an active company in the industrial and vehicle component manufacturing market, provides permanent magnet assisted synchronous reluctance machines for heavy-duty electric vehicles [
17]. Some examples of these machines belong to the AMXE series (AMXE132/160/200/250) with peak mechanical power ranging from 250 to 680 kW and peak torque production capability from 600 to 3300 Nm [
17].
Finally, Dana TM4, a joint venture between Dana Incorporated and Hydro-Québec, has the TM4 SUMO HD series for heavy-duty commercial vehicle applications [
18]. The characteristics of these motors are 250 to 350 kW peak power, 2700 to 3400 Nm peak torque, and maximum speeds ranging from 2450 to 3400 RPM. These motors have nine phases with an outer rotor topology to improve the torque density and direct drive configuration without a gearbox [
19]. In particular, the TM4 SUMO HD HV3500-9P [
19] is selected as the benchmark for development of a heavy-duty truck traction SRM. Lion Electric has been using this motor in their ERCV line [
2,
20]. The electrical and mechanical specifications of the HV3500-9P are listed in
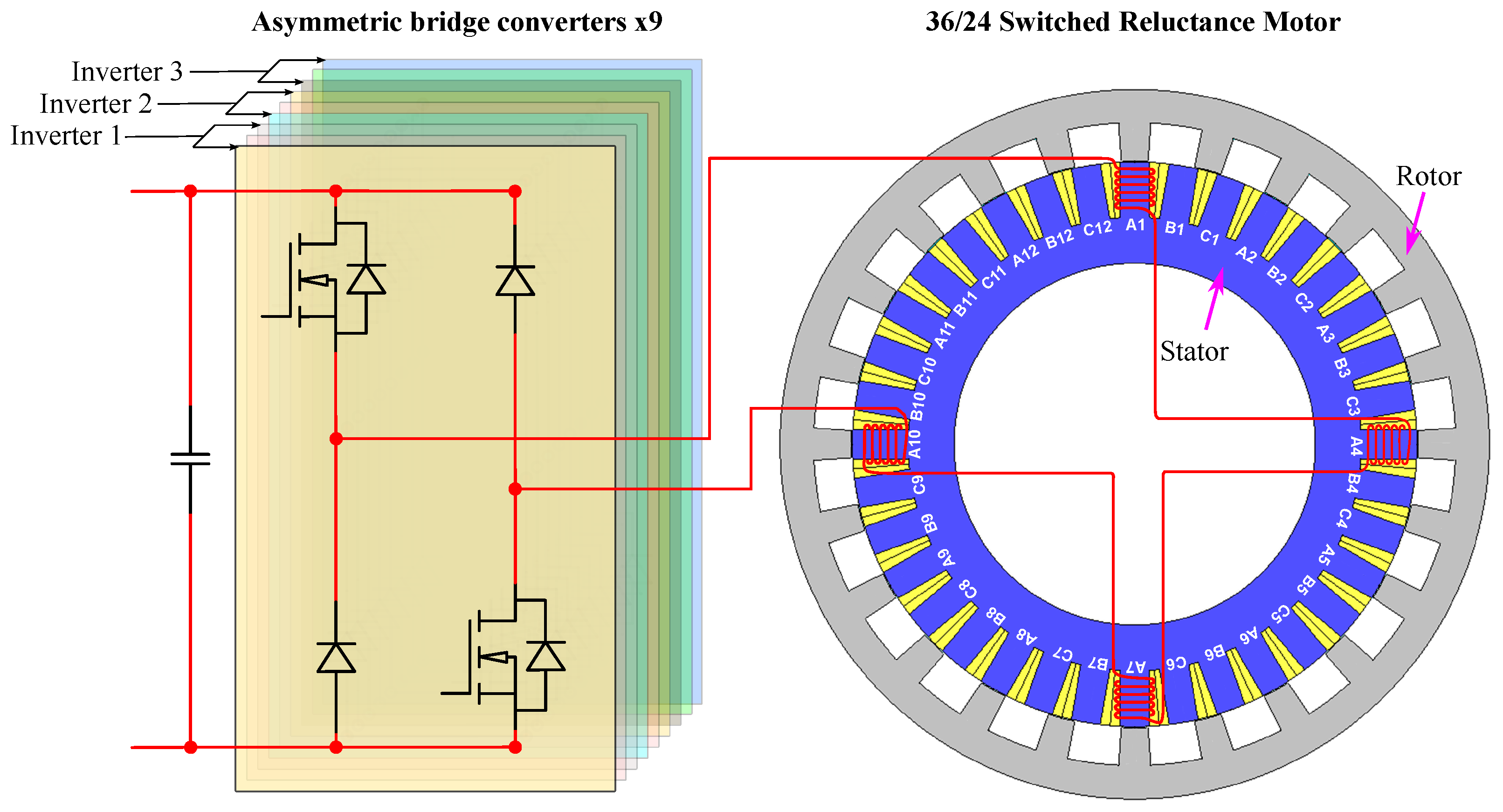
Table 2. It has been designed to interface directly with standard rear differentials or e-axles. It has a total of nine phases, split evenly into three independent inverter modules. This has the benefit of each module only requiring
of the total current, which reduces capacitor and wire gauge size at the expense of requiring more winding turns per coil [
21].
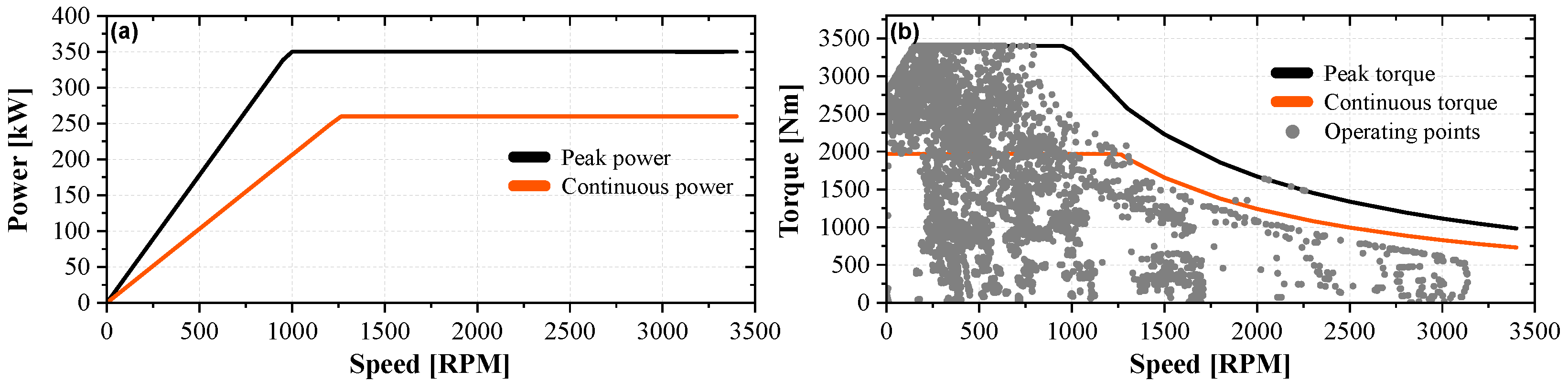
Figure 1a,b show the motor’s power–speed and torque–speed curves, respectively.
Notably, from 1000 RPM onward, the peak power is 350 kW, while from 1260 RPM onward, the continuous power is 260 kW. Regarding the dimensional specifications of the HV3500-9P shown in
Table 2, the datasheet lists a length of 505 mm and a diameter of 572 mm. These dimensions include both the end caps and the cylindrical housing which add volume to the overall machine. Therefore, the values of active parts of the machine are estimated based on allowances for materials and gaps. The thermal specifications are also estimated based on typical maximum magnet temperature. In
Figure 1b, operating points obtained in [
1] from an ERCV simulation for the HV3500-9P are also depicted; please refer to [
1] for further information.
Statistical analysis of the vehicle’s torque–speed demand suggests that 87% of the operating points fall below the base speed of 950 RPM. This can be considered a particularly important region of operation for the motor. The analysis also reveals that 20% of the operating points are above the continuous torque, 2% are at the maximum torque, and ≪0.1% are above the continuous power rating of the machine.
4. Initial Design Process; Motor Sizing
The initial design process started with the selection of suitable materials. Electrical steel 35JN210 from JFE Steel was selected as the lamination material of choice due to its good permeability, high saturation flux density, and suitability for electric vehicle traction motors, as well as manufacturing capability for medium to large rotating machine sizes [
25]. It also has low core loss that is suitable for the design requirements of an ERCV SRM. Further design constraints were then implemented in a MATLAB script which sorted through a 100 × 100 slot/pole matrix to identify suitable slot/pole options. These constraints included:
balanced three-phase winding,
stator pole multiples of nine for the capability to operate the motor with three inverters, where each inverter is a three-phase asymmetric bridge converter,
even number of stator poles per phase,
self-starting and unaligned condition capability,
relative difference between stator and rotor poles less than 2
to avoid significant dead zone in torque profile,
slot and pole pitches greater than 10 mm,
where
is the number of rotor poles,
and
are the stator and rotor pole arc angles, and
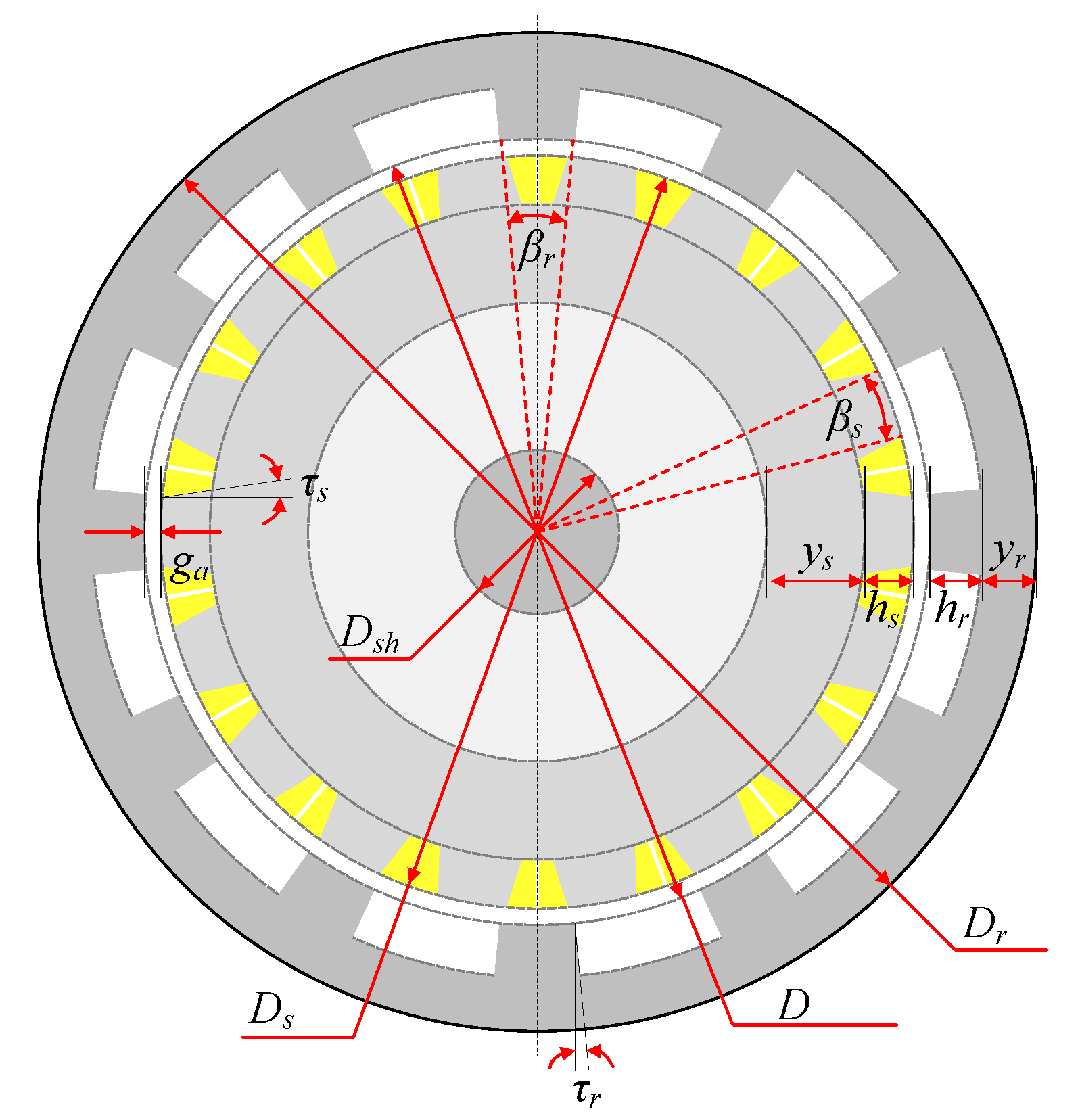
m is the number of phases. The mechanical dimensions of an example outer rotor SRM are shown in
Figure 3. Six possible configurations that met the constraints were identified: 18/12, 18/24, 18/30, 18/42, 36/24, and 54/36. Initial mechanical dimensions for these configurations can be proposed based on the SRM design constraints shown in
Table 3 while meeting the aforementioned constraints.
5. Static and Dynamic Performance Analyses
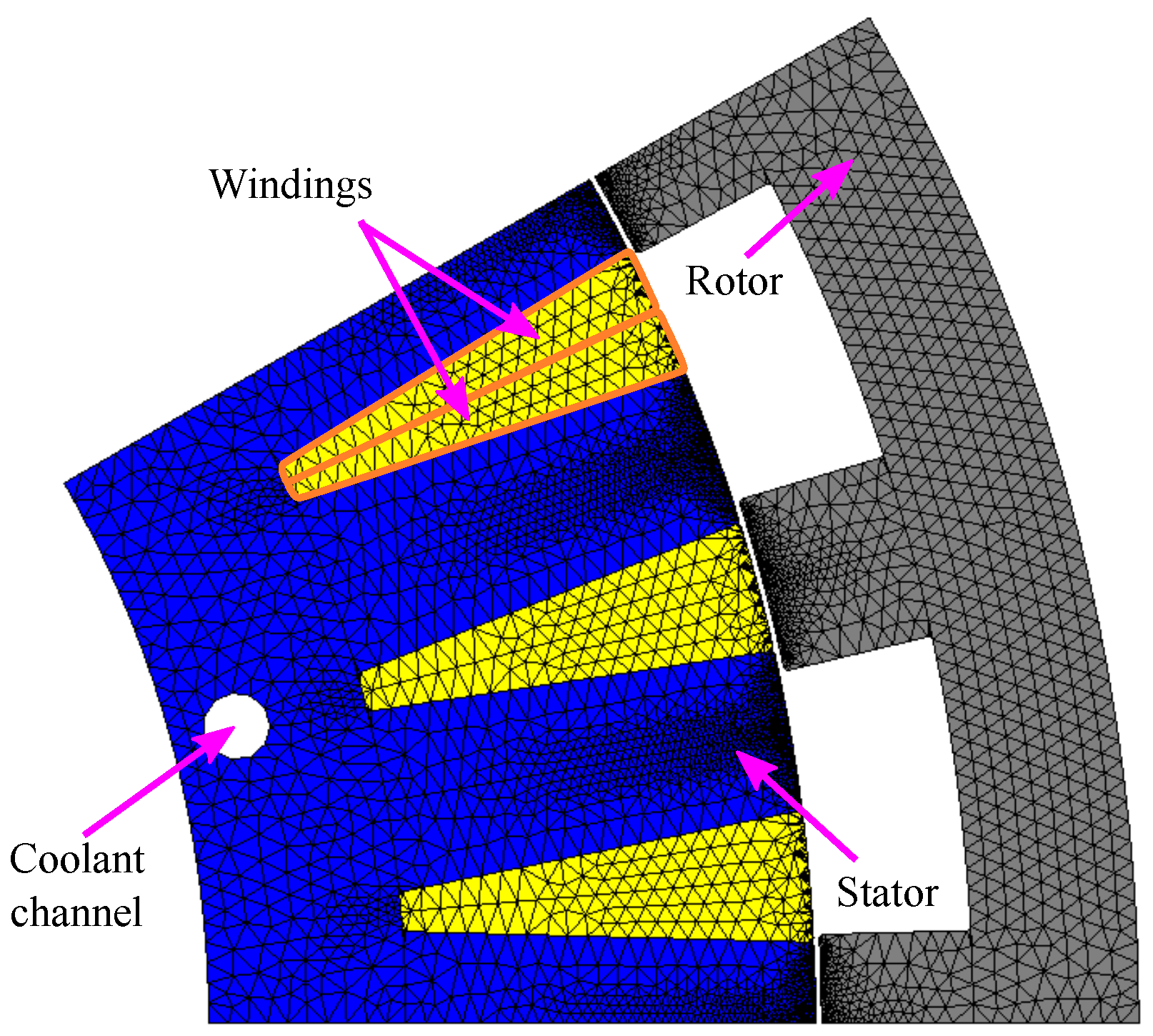
For the static and dynamic analyses, fractional motor models were developed and analyzed in JMAG, as shown in
Figure 4. First, the static characteristics of suitable configurations were obtained and compared with the goal of maximizing torque while minimizing copper loss and induced voltage. To obtain such characteristics, sweeps of constant current in steps of 25 A were used, and mesh size was adjusted for the corresponding pole configuration as presented in [
26].
Table 5 shows a normalized comparison of the static characteristics of the analyzed SRM configurations. Configurations 18/12, 18/24, and 54/36 show similar performance in terms of torque, while the 36/24 configuration has the highest static torque. As also shown in
Table 5, the 36/24 configuration achieves the required torque in the static analysis, but it has slightly higher copper loss due to its phase resistance and also has high induced voltage. Further refinement was conducted on this configuration. Variations to the 36/24 geometry listed in
Table 6 were systematically studied over numerous iterations.
Many trends that improved torque performance at the base speed also generally increased back EMF to the point where, at the maximum speed, the torque requirements could not be met due to insufficient current. For the selection of the final geometry, a balanced performance both at the base speed and maximum speed was essential to ensure that the full torque–speed curve of the benchmark motor could be achieved.
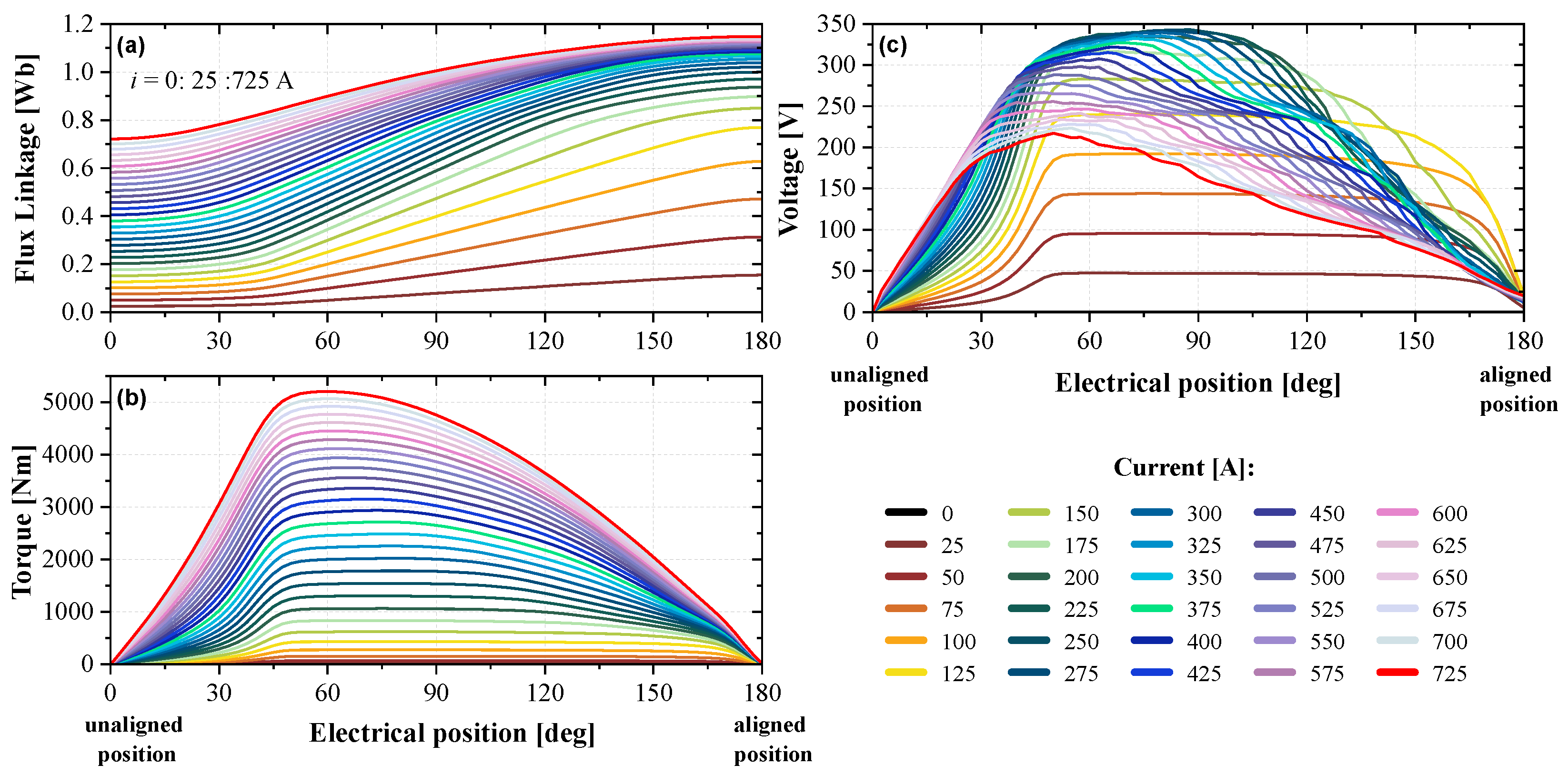
Figure 5 shows the static flux linkage, torque, and induced voltage profiles for the final design of the 36/24 SRM configuration. The effects of saturation on the flux linkage and voltage can be observed at higher currents.
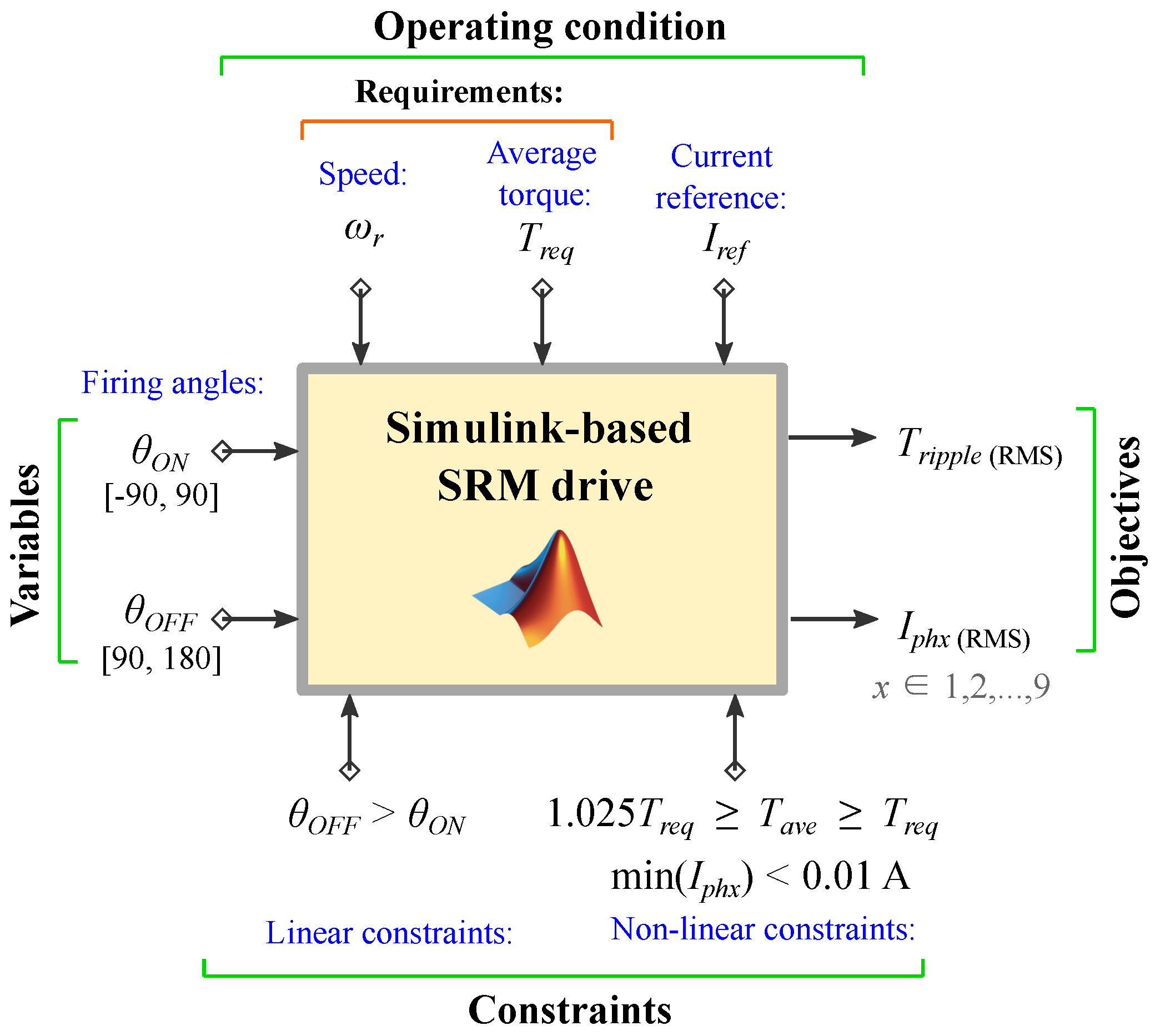
For the dynamic analysis, reference current and firing angle optimizations were carried out at different operating points. A genetic-algorithm (GA) multiobjective optimization was developed in MATLAB/Simulink as shown in
Figure 6. This iterative optimization requires the designer to specify the mechanical speed (
) and the required average torque (
) under different values of current reference (
).
Turn-on and turn-off angles are restricted to be in the ranges of [−90, 90] and [90, 180] electrical degrees, respectively. Optimization objectives are defined as the RMS torque ripple and RMS current (fitness functions). Furthermore, linear and nonlinear constraints can also be added to the multiobjective optimization algorithm:
minimum value of phase current A to avoid continuous conduction mode (CCM) at high-speed operation,
average torque ≥ torque requirement,
average torque ≤ 102.5% of desired torque.
Equations (
3) and (
4) are required to calculate the dynamic average torque and RMS torque ripple, respectively [
11]. In these expressions,
is the instantaneous torque, and
is equal to a complete electrical cycle of the SRM.
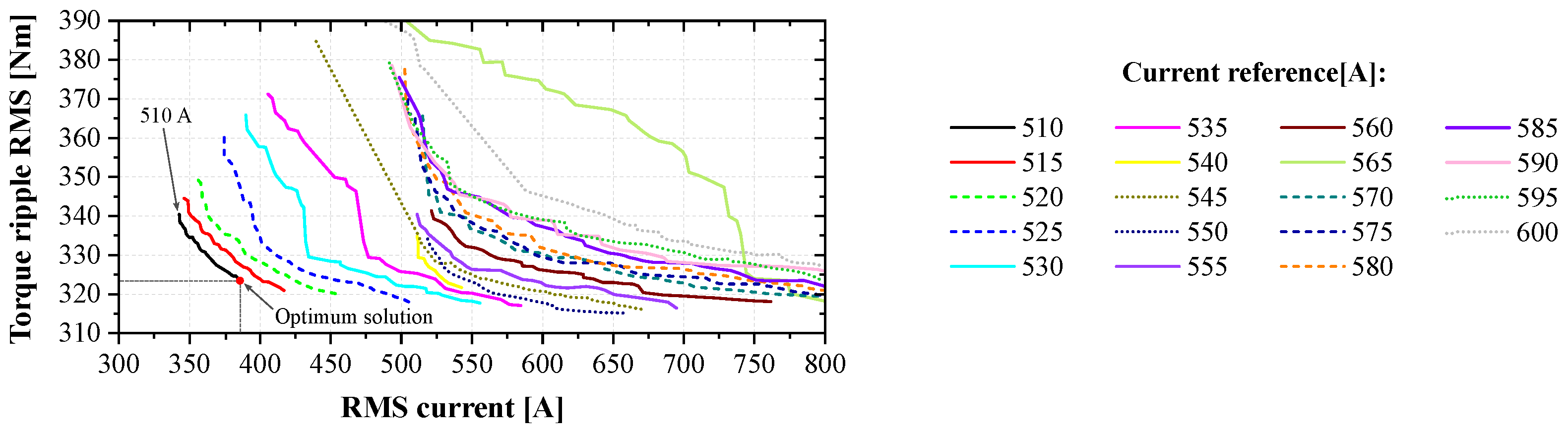
Figure 7 shows the results for the RMS torque ripple calculated in the GA multiobjective optimization as a function of RMS phase current at different current reference values at the base speed. Each point on each curve achieves the required torque
and has a specific value for both,
and
. Then, the selection of the optimum conduction angles is done by choosing the point with the lowest reference current, the lowest RMS current, and the lowest torque ripple RMS. Optimized values for
,
, and
for 950 RPM are 510 A, −22.85
, and 144.35
, respectively. In the case of the maximum speed, these values are 305 A, −66.42
, and 113.18
, respectively.
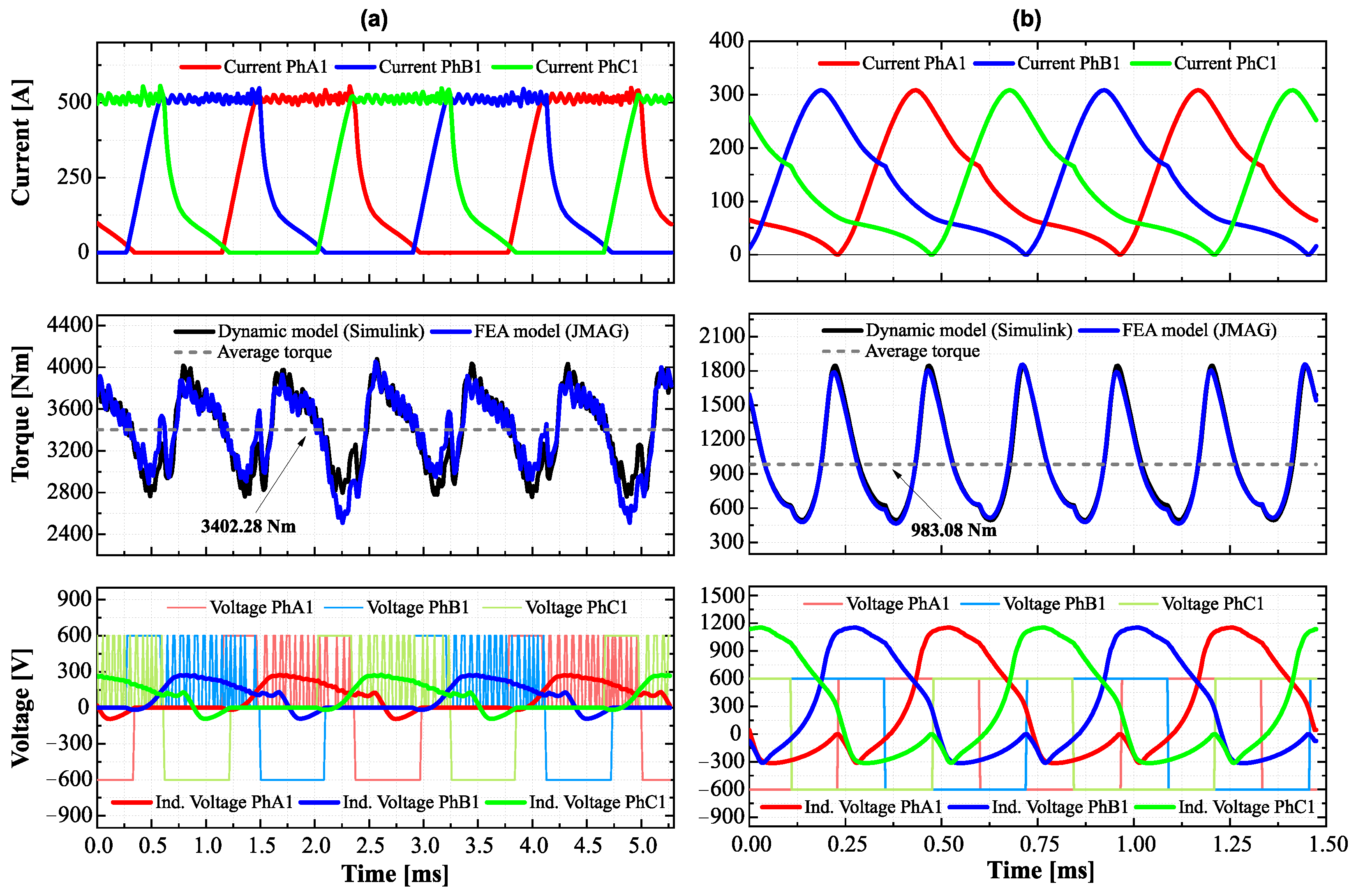
Figure 8a,b show the dynamic results for the 36/24 SRM at the base and maximum speeds, respectively. Please note that for the phase currents and phase voltages, one out of three three-phase sets is shown. The torque waveform is calculated for all three-phase sets combined. For both operating points, phase currents reach zero at the end of the conduction period. This enables lower current, especially at high-speed operation, to limit the copper losses. At 950 RPM, the hysteresis controller regulates the phase current at the reference value,
A, as the induced voltage is lower than the DC-link voltage.
At the maximum speed, the controller operates in single pulse mode due to the high induced voltages. The torque results from the dynamic model of the motor in MATLAB/Simulink are compared with the waveforms calculated from JMAG finite element analysis (FEA) for the same phase currents. It can be observed that the torque waveforms match closely (less than 0.25% of difference). This suggests that the mutual coupling between phases is reasonably low, as the MATLAB model is faster to use, but does not take mutual coupling into account.
Table 7 shows the performance results for these two operating points.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}