
Machining of Wood Plastic Composite Using AWJ Technology with Controlled Output Quality

 , ,
, ,
Abstract
:1. Introduction
- Reduced input costs, shorter production cycles of composite materials, and lower weight of materials;
- Identical/similar mechanical properties compared to components reinforced with glass fiber, good dimensional stability and soundproofing;
2. Materials and Methods
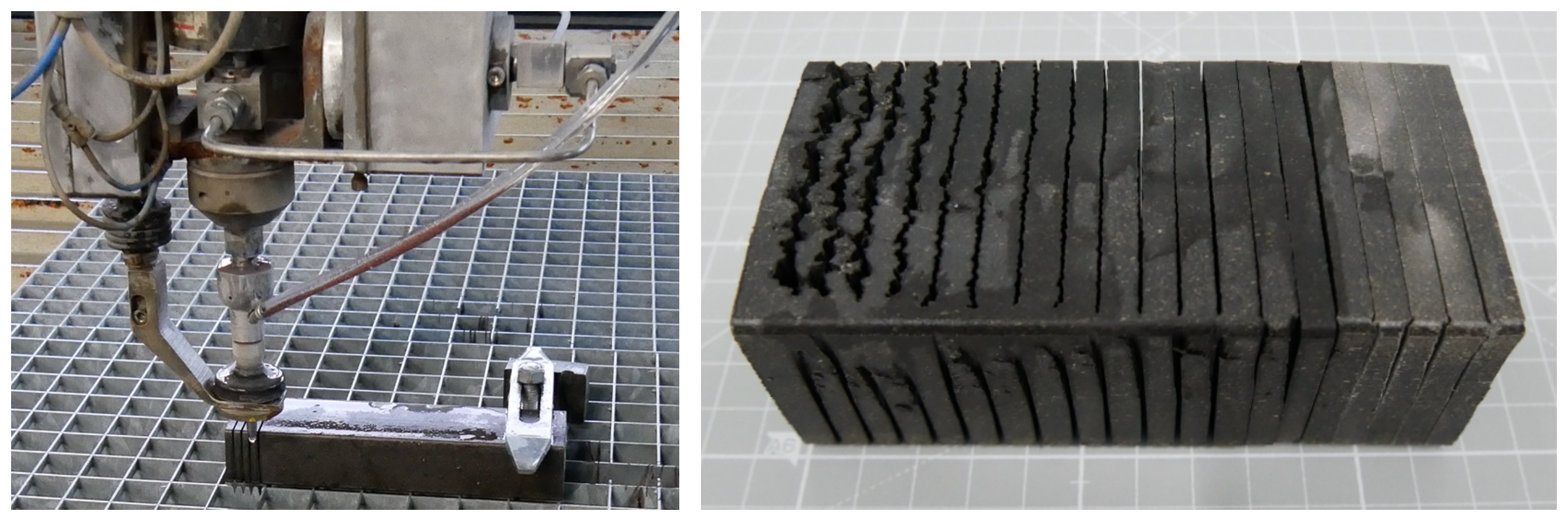
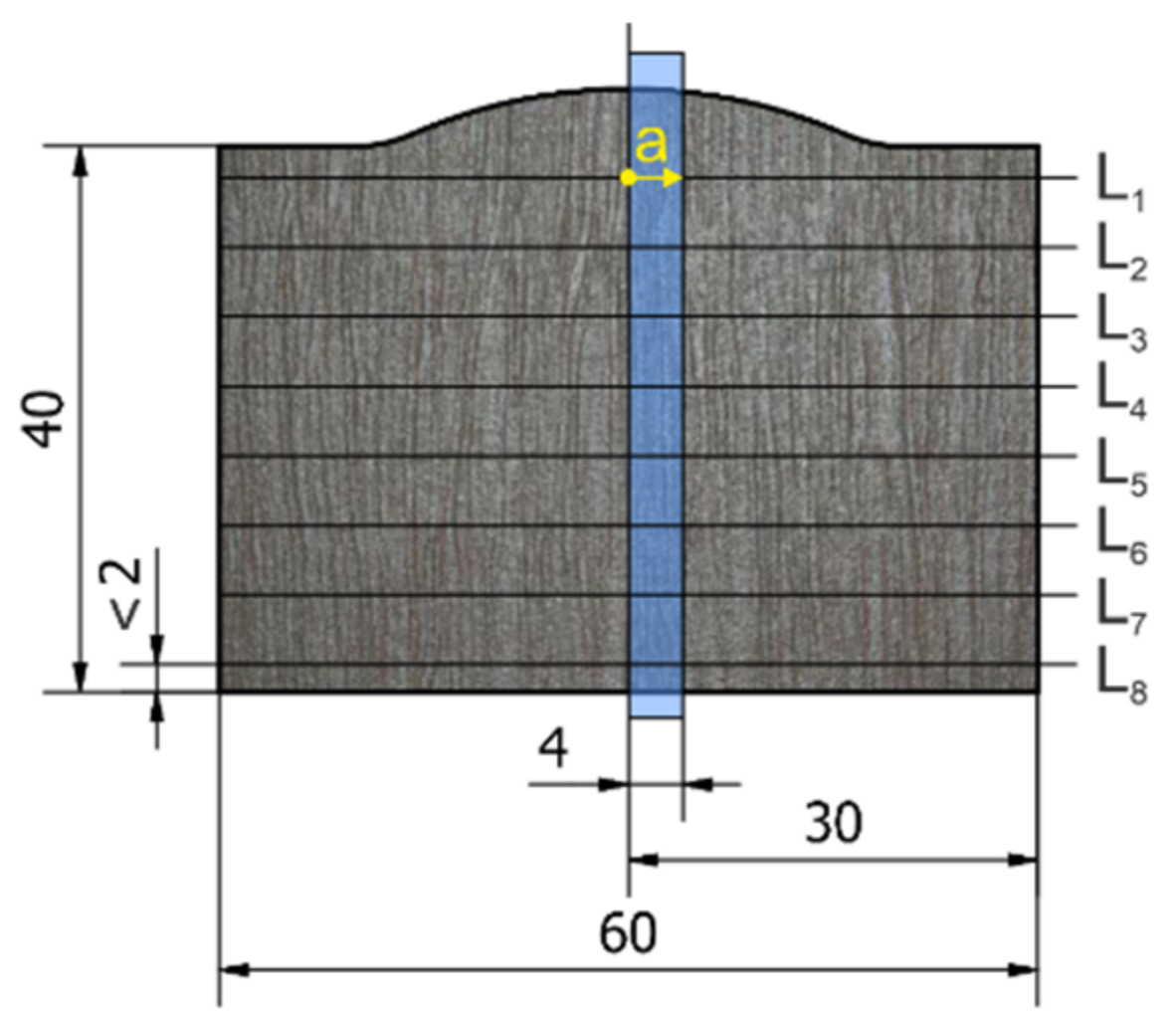
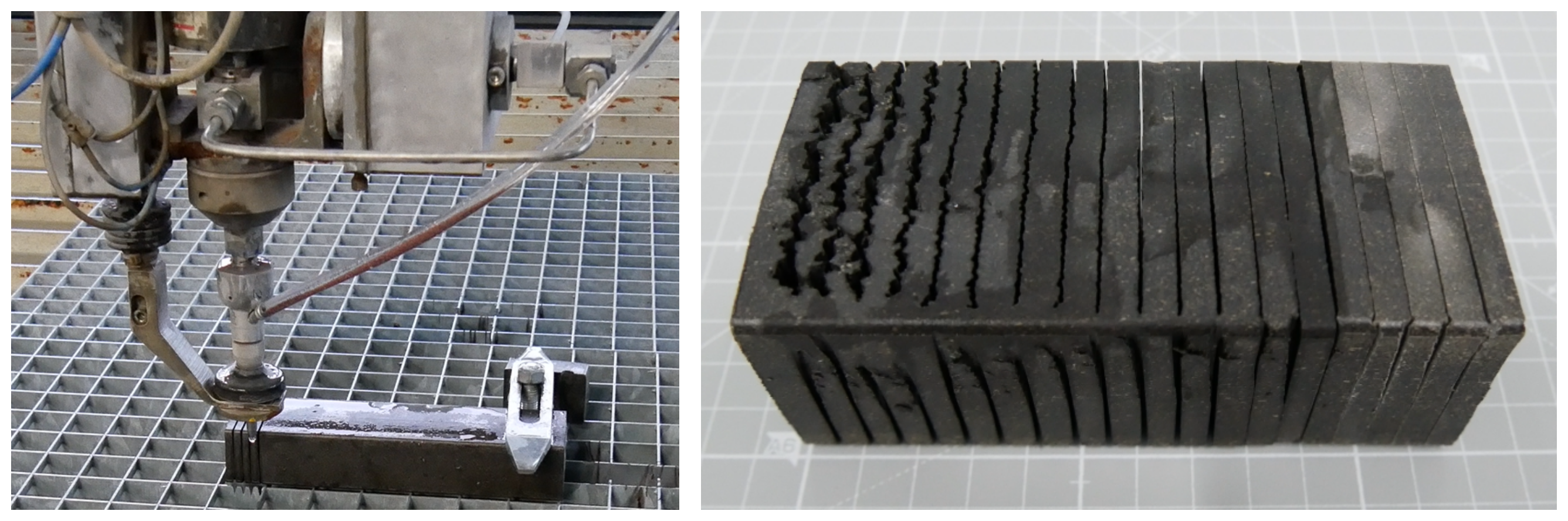
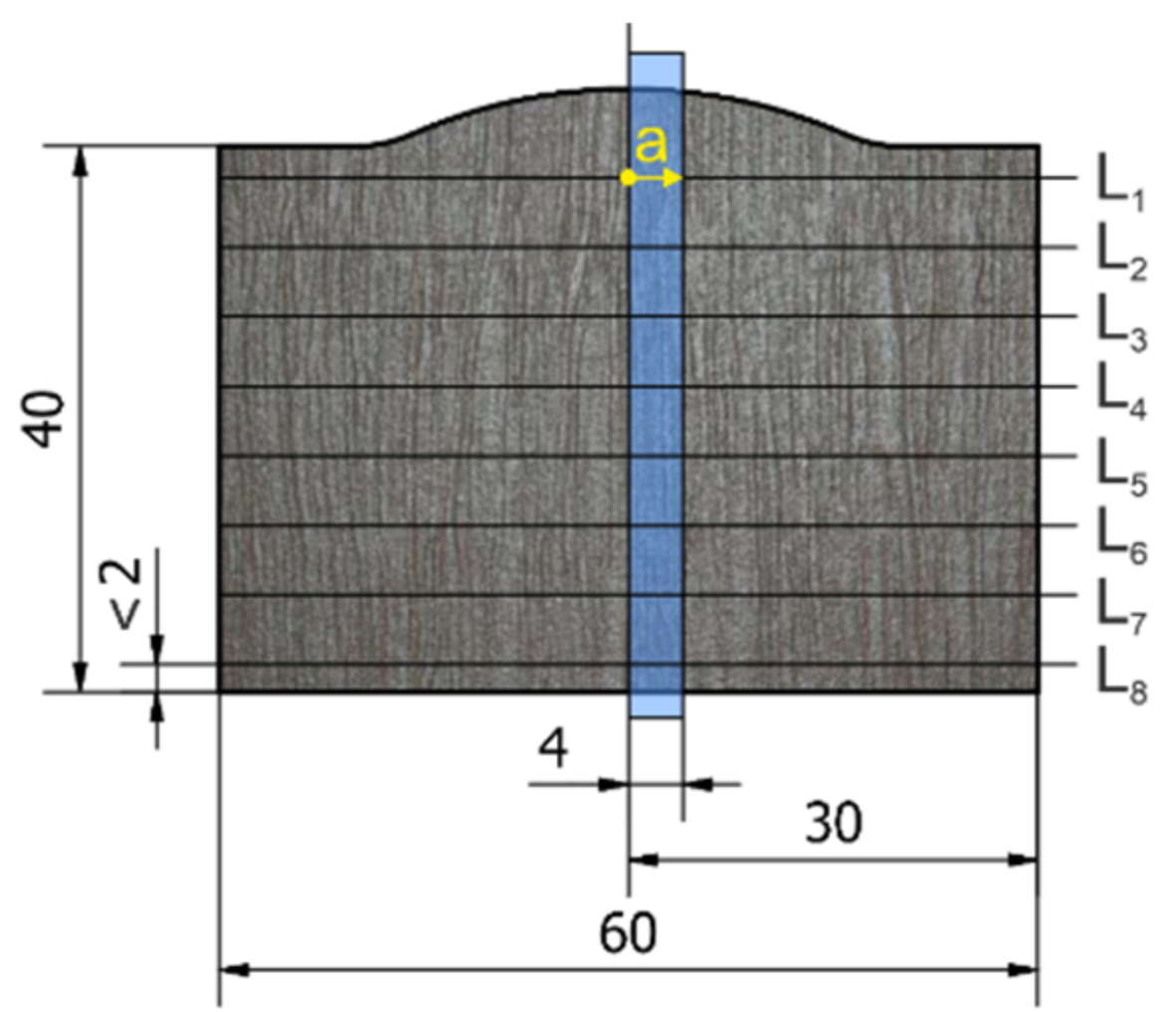
2.1. Sample Preparation and Analysis of Experimental Surface Topography Measurement
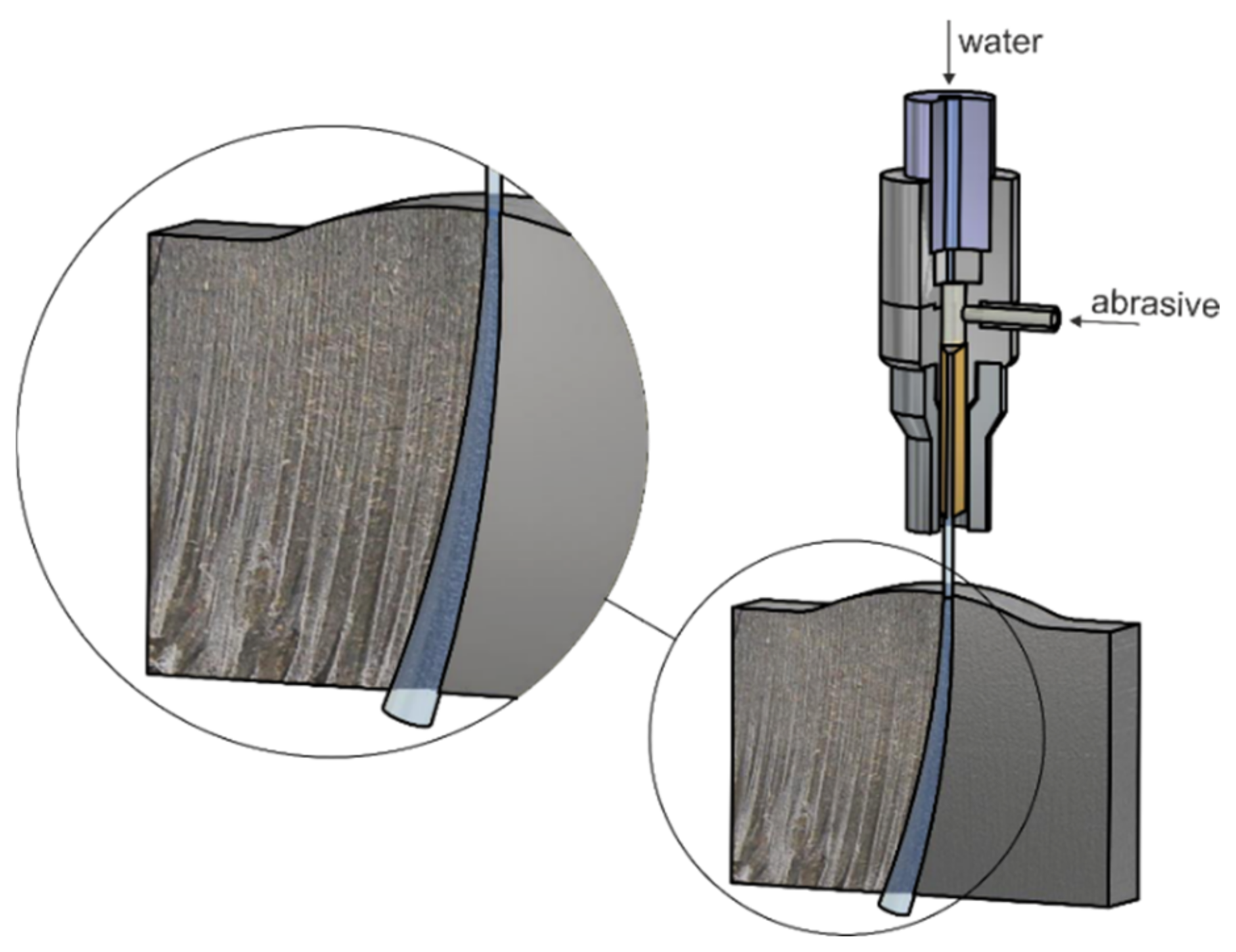
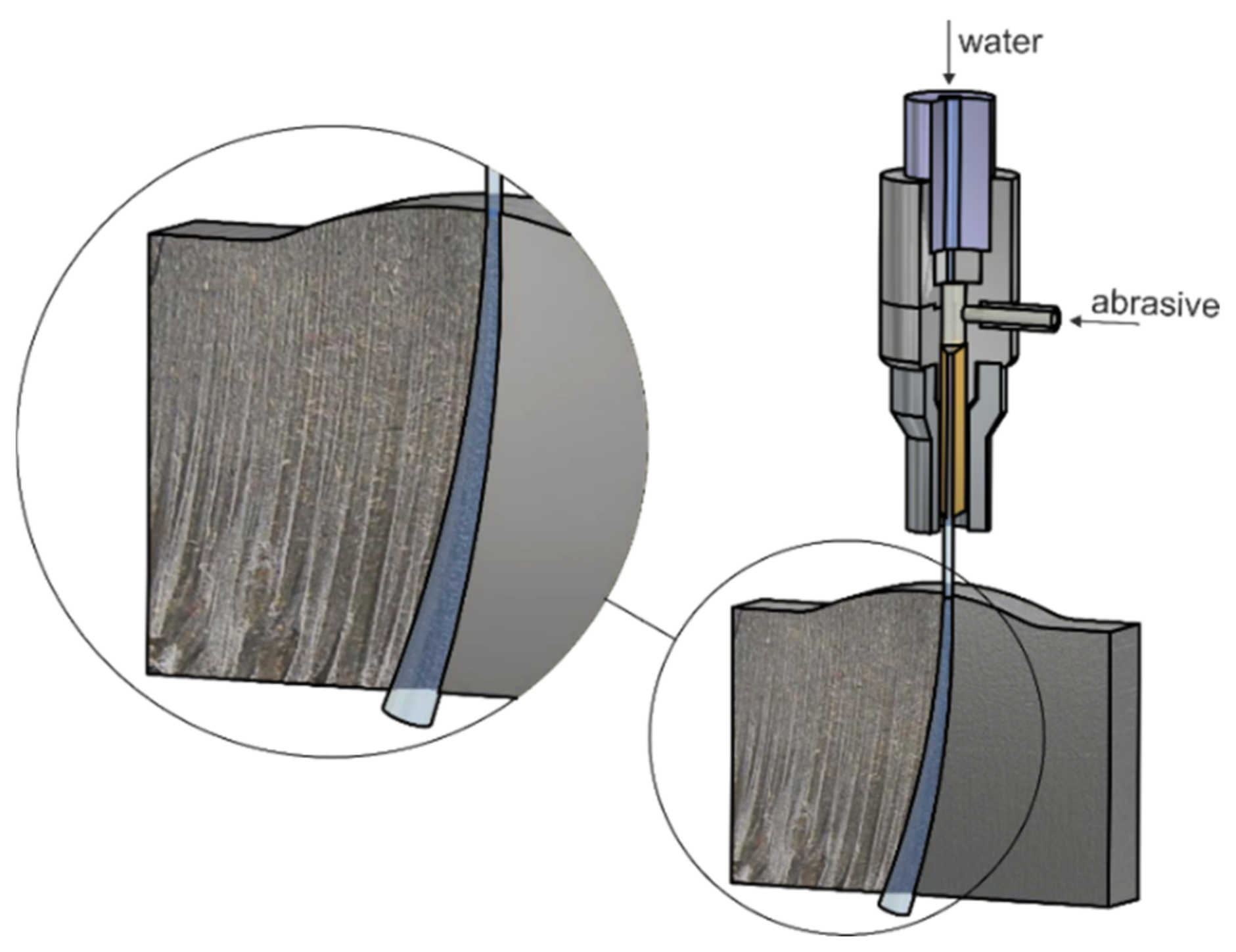
2.2. Topography of Horizontal Areas of the Material Surface Created by Abrasive Cutting (Experimental Setup)
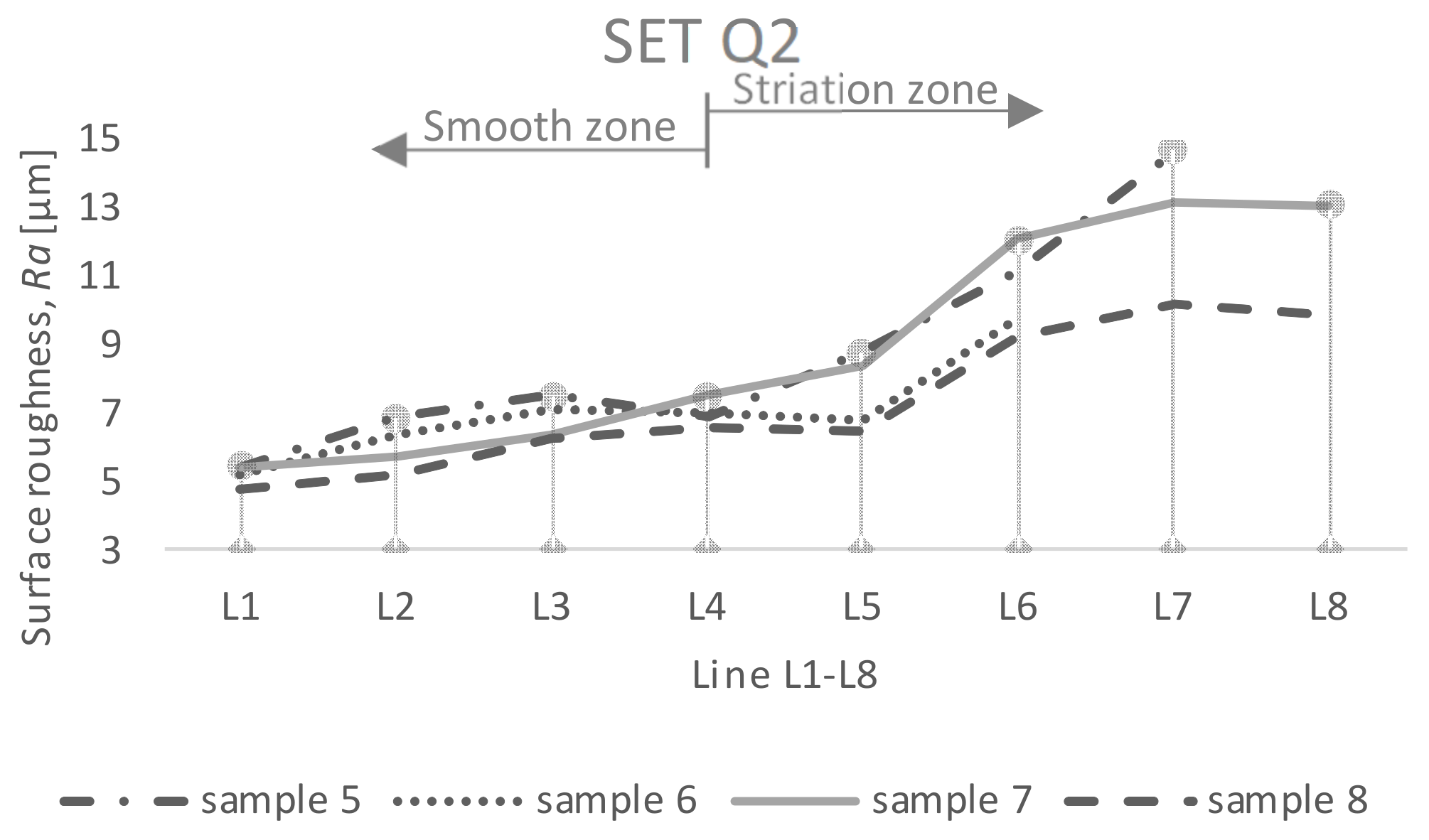
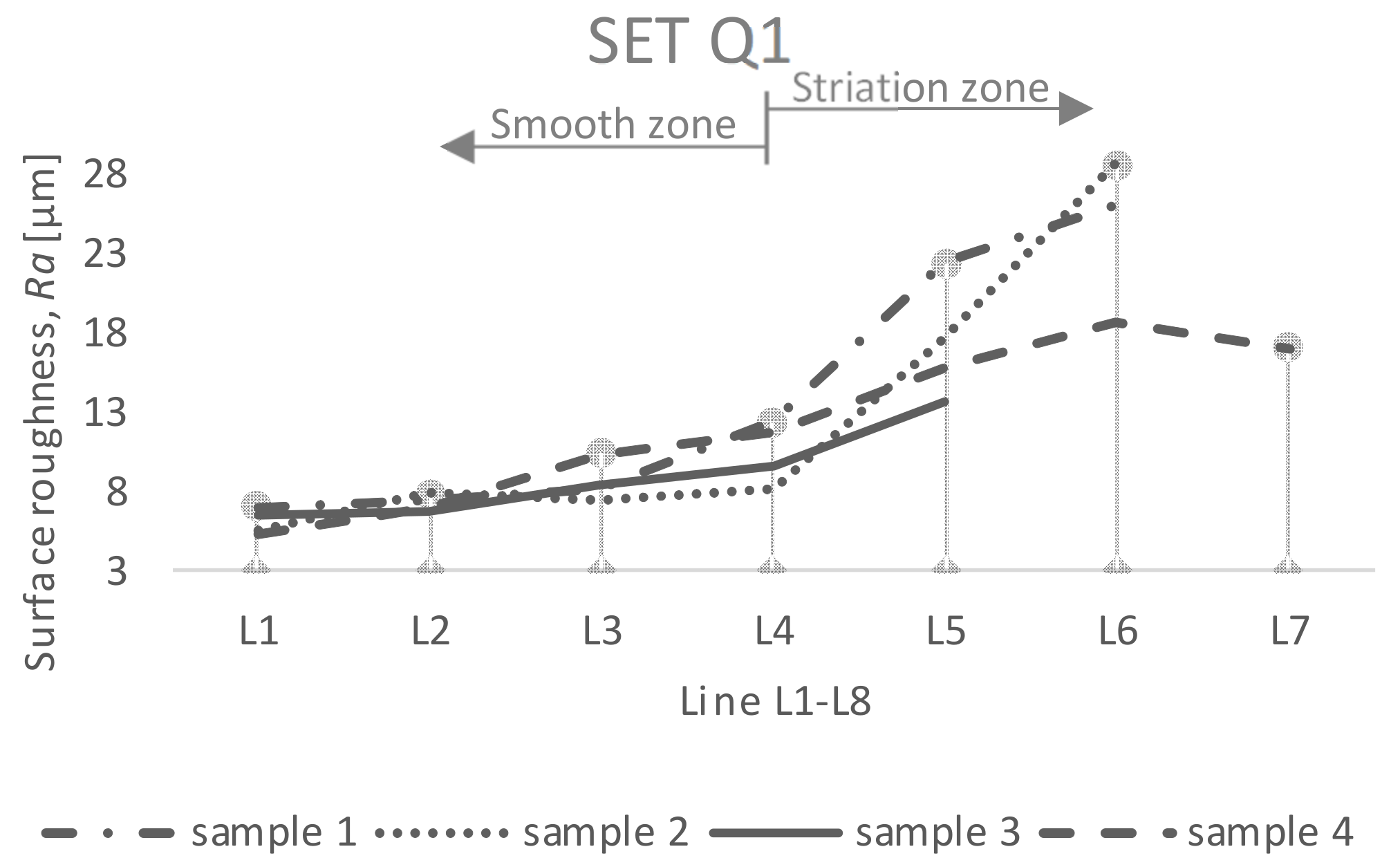
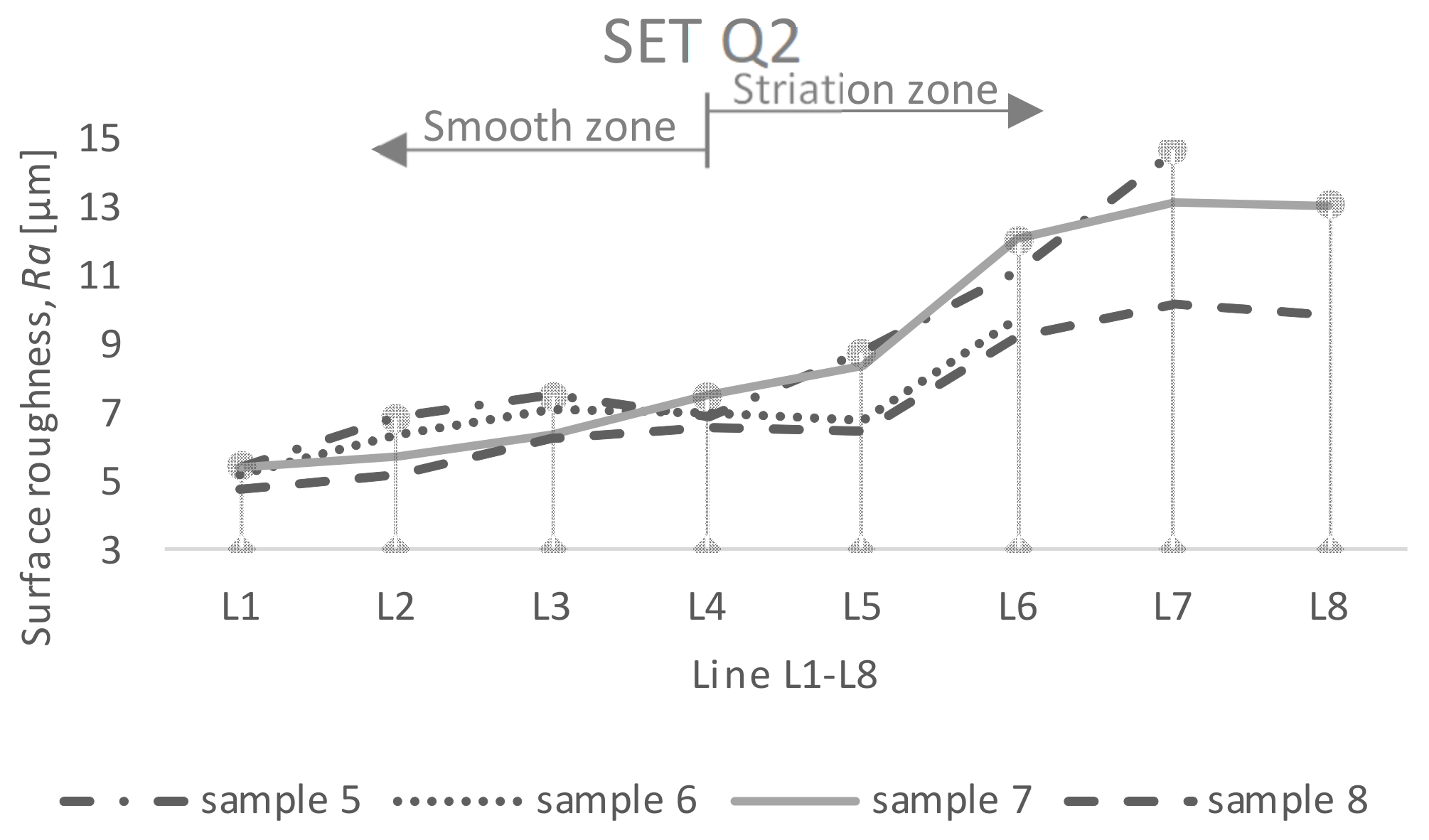
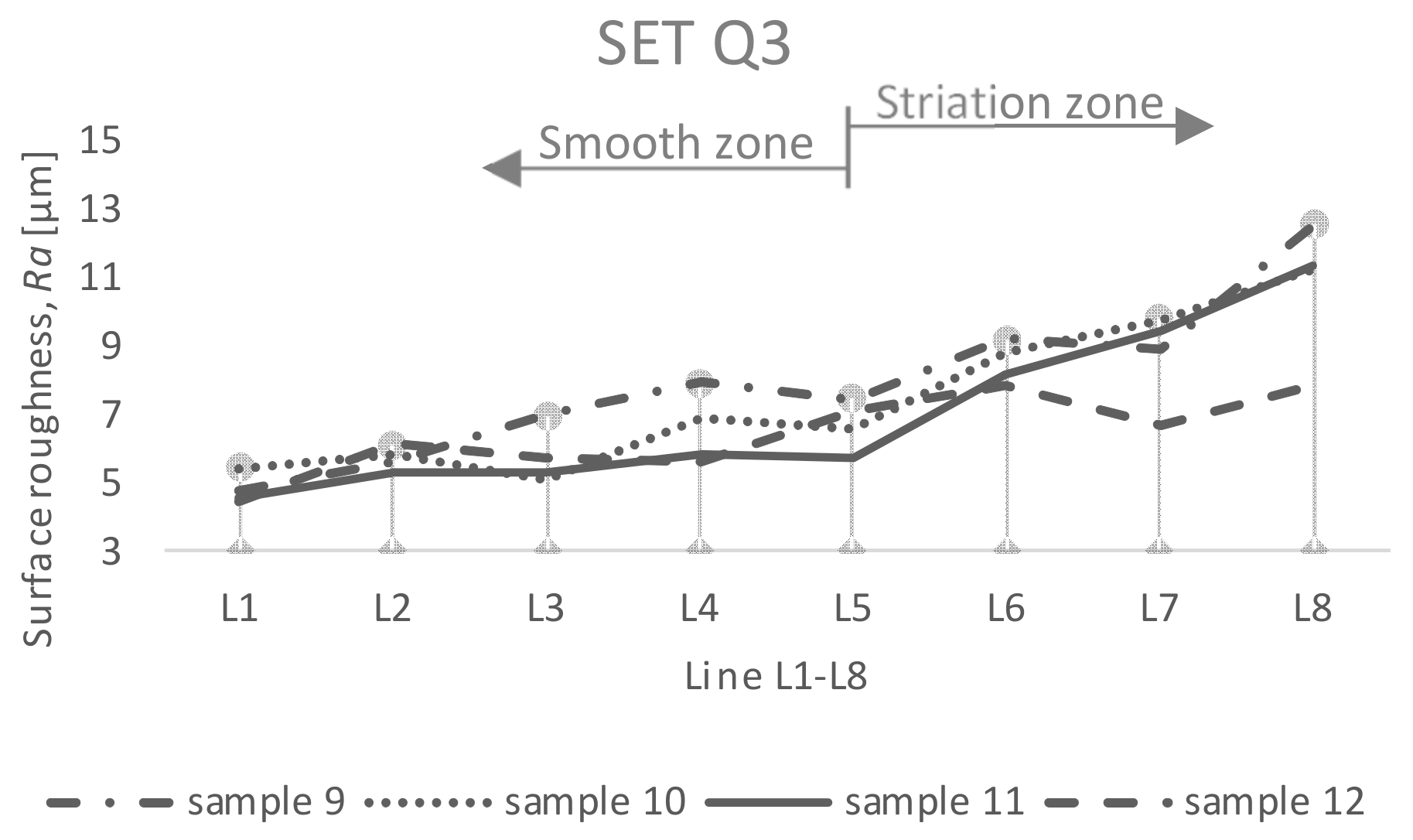
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sanjay, M.R.; Suchart, S.; Parameswaranpillai, J.; Jawaid, M.; Ozbakkaloglu, T. Lignocellulosic fiber reinforced composites: Progress, performance, properties, applications, and future perspectives. Polym. Compos. 2021, 43, 645–691. [Google Scholar]
- Puglia, D.; Biagiotti, J.; Kenny, J.M. Applications of Natural Reinforcements in Composite Materials for Automotive Industry. J. Nat. Fibers 2005, 1, 23–65. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Pinheiro, I.F.; de Souza, S.F.; Mei, L.H.I.; Lona, L.M.F. Polymer Composites Reinforced with Natural Fibers and Nanocellulose in the Automotive Industry: A short Review. J. Compos. Sci. 2019, 3, 51. [Google Scholar] [CrossRef] [Green Version]
- Khalid, M.Y.; Rashid, A.A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi A., A. Natural fiber reinforced composites: Sustainable materials for emerging applications. RINENG 2021, 13, 100263. [Google Scholar] [CrossRef]
- Dilpreet, S.B.; Bhattacharjee, S. Current Progress, trends and Challenges in the Application of Biofiber Composites by Automotive Industry. J. Nat. Fibers 2016, 13, 660–669. [Google Scholar]
- Azman, A.; Asyraf, M.; Khalina, A.; Petru, M.; Ruzaidi, C.M.; Sapuan, S.M.; Nik, W.B.W.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Lotfi, A.; Huaizhong, L.; Dao, D.V.; Prusty, G. Natural fiber-reinforced composites: A review on material, manufacturing and machinability. J. Thermoplast. Compos. Mater. 2019, 34, 238–284. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G. Natural Fiber Composites; Taylor & Francis Group: Boca Raton, FL, USA, 2016; pp. 16–22. [Google Scholar]
- Fabiyi, J.S.; McDonald, A.G. Effect of wood species on property and weathering performance of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1434–1440. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A. Wood plastic composite from agro-waste materials: Analysis of mechanical properties. Bioresour. Technol. 2010, 101, 2525–2528. [Google Scholar] [CrossRef]
- Abba, H.A.; Nur, I.Z.; Salit, S.M. Review of agro waste plastic composites production. J. Met. Mater. Miner. 2013, 1, 271–279. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Teng, Z.; Wu, J. Recycling of waste FRP and corn straw in wood plastic composite. Polym. Compos. 2017, 38, 2140–2145. [Google Scholar] [CrossRef]
- Chun, K.S.; Fahamy, N.M.Y.; Yeng, H.Y.; Choo, H.L.; Ming, P.M.; Tshai, K.Y. Wood plastic composites made from corn husk fiber and recycled polystyrene foam. J. Eng. Sci. Technol. Rev. 2018, 13, 3445–3456. [Google Scholar]
- Rahman, M.R.; Bakri, M.K.B. Recycled Plastic Composites, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 21–24. [Google Scholar]
- Binhussain, M.A.; El-Tomsy, M.M. Palm leave and plastic waste wood composite for out-door structures. Constr. Build. Mater. 2013, 47, 1431–1435. [Google Scholar] [CrossRef] [Green Version]
- Klyosov, A.A. Wood-Plastic Composites, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 50–51. [Google Scholar]
- Gardner, D.J.; Han, Y.; Wang, L. Wood-Plastic composite technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef] [Green Version]
- Vovk, M.; Sernek, M. Aluminium Trihydrate-filled Poly(methyl methacrylate) (PMMA/ATH) Waste Powder Utilization in Wood-plastic Composite Boards Bonded by MUF Resin. Bioresources 2020, 15, 3252–3269. [Google Scholar] [CrossRef]
- Laming, P.B. Some anatomical and physical aspects of wood-plastic (pMMA) combination of spruce. Leiden Bot. Ser. 1976, 3, 266–280. [Google Scholar]
- Rowell, R.M. Wood Chemistry and Wood Composites, 1st ed.; Taylor & Francis: Boca Raton, FL, USA, 2005; pp. 366–377. [Google Scholar]
- Liu, H.Z.; Yao, F.; Xu, Y.J.; Wu, Q.L. A novel wood flour-filled composite based on microfibrillar high-density polyethylene (HDPE)/Nylo-6 blends. Bioresource Technol. 2010, 101, 3295–3297. [Google Scholar] [CrossRef]
- Niska, K.O.; Sain, M. Wood-Polymer Composites, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; pp. 23–40. [Google Scholar]
- Najafi, S.K. Use of recycled plastics in wood plastic composites—A review. J. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef]
- Harper, D.; Wolcot, M. Interaction between coupling agents and lubricants in wood-polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 101, 3295–3297. [Google Scholar] [CrossRef]
- Bhaskar, K.; Jayabalakrishnan, D.; Kumar, M.V.; Sendilvelan, S.; Prabhahar, M. Analysis on mechanical properties of wood plastic composite. Mater. Today Proc. 2022, 61, 5886–5891. [Google Scholar] [CrossRef]
- Markarin, J. Additive developments aid growth in wood-plastic composites. Plast. Addit. Compd. 2017, 25, 361–367. [Google Scholar] [CrossRef]
- Schirp, A.; Ibach, R.E.; Pendleton, D.E.; Wolcott, M.P. Biological degradation of wood-plastic composites (WPC) and strategies for improving the resistance of WPC against biological decay. In Proceedings of the 229th National Meeting of the American-Chemical Society, San Diego, CA, USA, 13–17 March 2005. [Google Scholar]
- Khamedi, R.; Hajikhani, M.; Ahmaditabar, K. Investigation of maleic anhydride effect on wood plastic composites behavior. J. Compos. Mater. 2018, 53, 1955–1962. [Google Scholar] [CrossRef]
- Huuhilo, T.; Martikka, O.; Butylina, S.; Kärki, T. Impact of Mineral Fillers to the Moisture Resistance of Wood-Plastic Composites. Balt. For. 2010, 16, 126–131. [Google Scholar]
- Dai, L.; Wang, X.; Zhang, J.; Wang, F.; Ou, R.; Song, Y. Effect of lubricants on the rheological and mechanical properties of wood flour/polypropylene composites. J. Appl. Polym. Sci. 2019, 136, 47667. [Google Scholar] [CrossRef]
- Available online: https://www.pawanplastics.com/orange-dana-3850200.html (accessed on 15 June 2022).
- Available online: https://www.dreamstime.com/royalty-free-stock-photos-wood-shavings-image38097888 (accessed on 15 June 2022).
- Available online: https://balticday.com (accessed on 15 June 2022).
- Benoit, N.; Rodrigue, D. Extrusion-calendering of foamed and unfoamed wood/plastic composites. In Proceedings of the Annual Technical Conference—ANTEC, Orlando, FL, USA, 2–4 April 2012. [Google Scholar]
- Gacitua, W.; Bahr, D.; Wolcott, M. Damage of the cell wall during extrusion and injection molding of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1454–1460. [Google Scholar] [CrossRef] [Green Version]
- Wlsheik, A.H.; Palchal, H.; Shanmugan, S.; Muthuramalingam, T.; El-Kassas, A.M.; Ramesh, B. Recent progresses in wood-plastic composites: Pre-processing treatments, manufacturing, techniques, recyclability and eco-friendly assessment. Clean. Eng. Technol. 2022, 8, 100450. [Google Scholar]
- Imken, A.A.P.; Brischke, C.; Kögel, S.; Krause, K.C.; Mai, C. Resistance of different wood-based materials against mould fungi: Comparison of methods. Eur. J. Wood Wood Prod. 2020, 78, 661–671. [Google Scholar] [CrossRef]
- Jones, J.; Brischke, K. Performance of Bio-Based Building Materials; Woodhead Publishing Limited: Cambridge, UK, 2017; pp. 21–96. [Google Scholar]
- Ansel, M.P. Wood Composites; Woodhead Publishing Limited: Cambridge, UK, 2015. [Google Scholar]
- Clemons, C.M. Woodfiber-plastic composites in the United States—History and current and future markets. In Proceedings of the 3rd International Wood and Natural Fibre Composites Symposium, Kassel, Germany, 19–20 September 2000. [Google Scholar]
- Zefang, X.; Linbo, Z.; Yanjun, X.; Qingwen, W. Review for development of wood Plastic Composites. J. Northeast For. Univ. 2003, 31, 39–41. [Google Scholar]
- Wilkowski, J.; Borysiuk, P.; Górski, J.; Czarniak, P. Analysis of relative machinability indexes of wood particle boards bonded with waste thermoplastic. Drewno 2013, 56, 139–144. [Google Scholar]
- Hutyrová, Z.; Harničárová, M.; Zajac, J.; Valíček, J.; Mihok, J. Experimental study of surface roughness of wood plastic composite after turning. Adv. Mater. Res. 2013, 856, 108–112. [Google Scholar] [CrossRef]
- Wei, W.; Yingli, L.; Li, Y.; Xu, Y. Tool wear during high-speed milling of Wood-plastic composites. Bioresources 2019, 14, 8678–8688. [Google Scholar]
- Zhu, Z.; Buck, D.; Wang, J.; Wu, Z.; Xu, W.; Guo, X. Machinability of different Wood-plastic composites during peripheral milling. Materials 2022, 15, 1303. [Google Scholar] [CrossRef]
- Guo, X.; Ekevad, M.; Marklund, B.; Li, R.; Cao, P.; Grönlund, A. Cutting forces and chip morphology during wood plastic composite orthogonal cutting. Bioresources 2014, 9, 2090–2106. [Google Scholar] [CrossRef] [Green Version]
- Buehlmann, U.; Saloni, D.; Lemaster, R.L. Wood fiber-plastic composites: Machining and surface quality. In Proceedings of the 15th International Wood Machining Seminar, Aaheim, CA, USA, 30 July–1 August 2001. [Google Scholar]
- Pritchard, G. Two technologies merge: Wood plastic composites. Plast. Addit. Compd. 2004, 6, 18–21. [Google Scholar] [CrossRef]
- Rajmohan, T.; Vinayagamoorthy, R.; Mohan, K. Review on effect machining parameters on performance of natural-fibre reinforced composites (NFRCs). J. Thermoplast. Compos. Mater. 2018, 32, 1282–1302. [Google Scholar] [CrossRef]
- Vinayagamoorthy, R.; Rajmohan, T. Machining and its challenges on bio-fibre reinforced plastics: A review. J. Reinf. Plast. Compos. 2018, 37, 1037–1050. [Google Scholar] [CrossRef]
- Svetlik, J.; Baron, P.; Dobránsky, J.; Kočiško, M. Implementation of computer system for support of technological preparation of production for technologies of surface processing. In Proceedings of the 13th International Conference on Industrial, Service and Humanoid Robotics, Strbské Pleso, Slovakia, 15–17 May 2014. [Google Scholar]
- Pelit, H.; Yaman, O. Influence of processing parameters on the surface roughness of solid wood cut by abrasive water jet. Bioresources 2020, 15, 6135–6148. [Google Scholar] [CrossRef]
- Haskish, M. Characteristics of surfaces machined with abrasive-waterjets. J. Eng. Mater. Technol. 1991, 113, 354–362. [Google Scholar] [CrossRef]
- Hoogstrate, A.; Karpuchewski, B.; van Luttervelt, C.A.; Kals, H.J.J. Modellig of high velocity, loose abrasive machining processes. CIRP Ann. 2002, 1, 263–266. [Google Scholar] [CrossRef]
- Hutyrová, Z.; Sčučka, J.; Hloch, S.; Hlaváček, P.; Zeleňák, M. Turning of wood plastic composites by water jet and abrasive water jet. J. Adv. Manuf. Technol. 2016, 84, 1615–1623. [Google Scholar] [CrossRef]
- Boopahi, S.; Thillaivanan, A.; Azeem, M.A.; Shanmugam, P.; Pramod, V.R. Experimental investigation on abrasive water jet machining of neem wood plastic composite. Funct. Compos. Struct. 2022, 4, 25001. [Google Scholar] [CrossRef]
- SN 214001:2010; Contact-Free Cutting—Water Jet Cutting-Geometrical Specification and Quality. Swiss Standards-Vereiningung: Zurich, Switzerland, 2013.
- ISO 4287:1997; Geometrical Product Specification (GPS)—Surface Texture: Profile Method-Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1998.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Applied Technologies | Construction Industry | Automotive Industry | Furniture Industry | Consumer Goods |
|---|---|---|---|---|
| Extrusion | ++ | 0 | ++ | 0 |
| Injection Molding | 0 | ++ | + | ++ |
| Compression Molding and Press Flow | 0 | ++ | + | 0 |
| Q-Level | Sample No. | Abrasive Mass Flow ma (kg·min−1) | Traverse Speed vp (mm·min−1) |
|---|---|---|---|
| Q1 (set 1) | 1 | 150 | 346 |
| 2 | 200 | 387 | |
| 3 | 250 | 423 | |
| 4 | 300 | 455 | |
| Q2 (set 2) | 5 | 150 | 229 |
| 6 | 200 | 257 | |
| 7 | 250 | 281 | |
| 8 | 300 | 302 | |
| Q3 (set 3) | 9 | 150 | 144 |
| 10 | 200 | 161 | |
| 11 | 250 | 176 | |
| 12 | 300 | 190 | |
| Q4 (set 4) | 13 | 150 | 103 |
| 14 | 200 | 116 | |
| 15 | 250 | 126 | |
| 16 | 300 | 136 | |
| Q5 (set 5) | 17 | 150 | 80 |
| 18 | 200 | 90 | |
| 19 | 250 | 100 | |
| 20 | 300 | 105 |
| Q-Level | Real Value of Ra (µm) Measured in Line L8 |
|---|---|
Q1 (set 1) | 1 (N/A) |
| 2 (N/A) | |
| 3 (N/A) | |
| 4 (N/A) | |
| (standard value for level Q1) Ra = 50 µm | |
Q2 (set 2) | 5 (N/A) |
| 6 (N/A) | |
| 7 (Ra = 13.09 µm) | |
| 8 (Ra = 9.842 µm) | |
| (standard value for level Q2) Ra = 25 µm | |
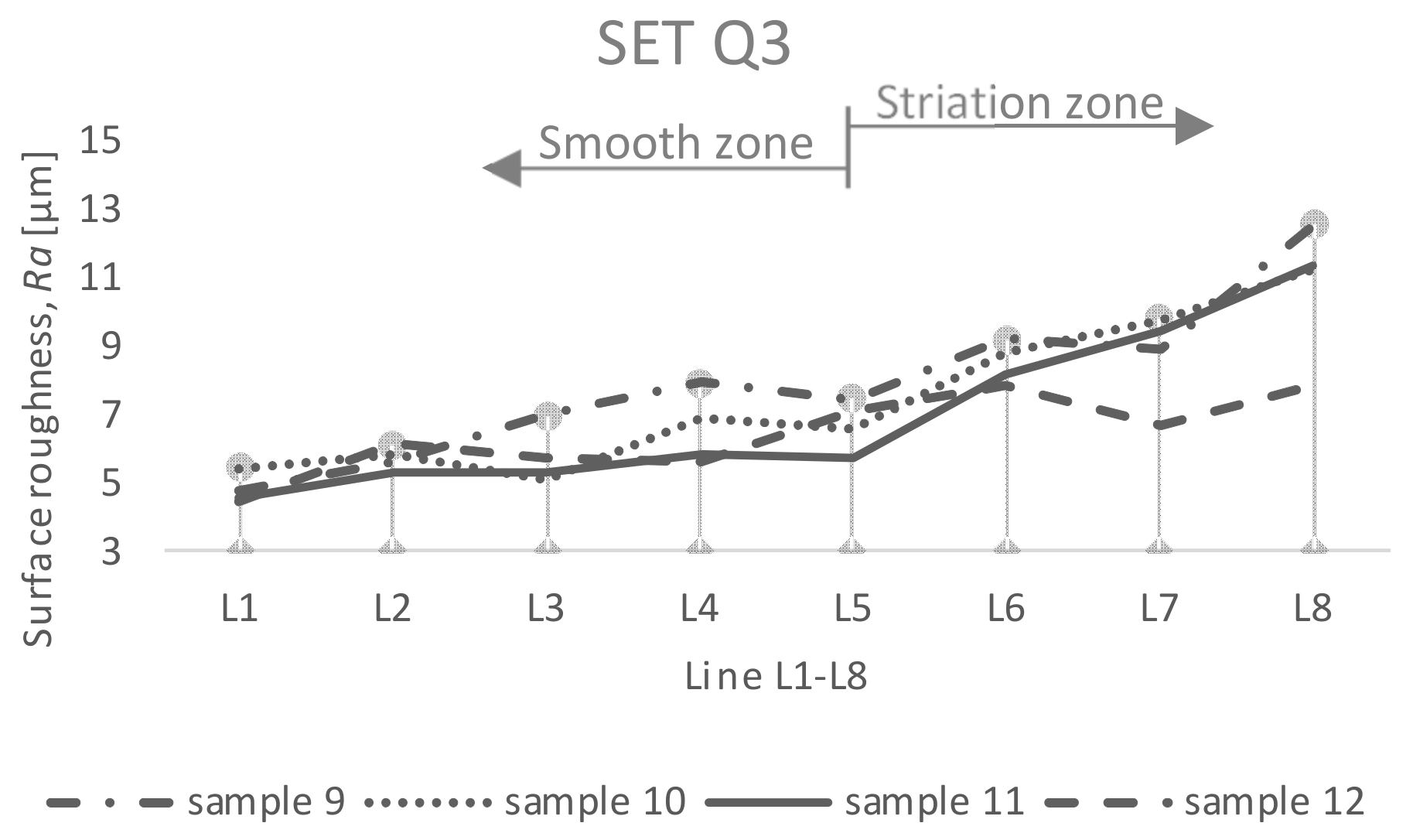
Q3 (set 3) | 9 (Ra = 12.54 µm) |
| 10 (Ra = 11.28 µm) | |
| 11(Ra = 11.32 µm) | |
| 12 (Ra = 7.83 µm) | |
| (standard value for level Q3) Ra = 12.5 µm | |
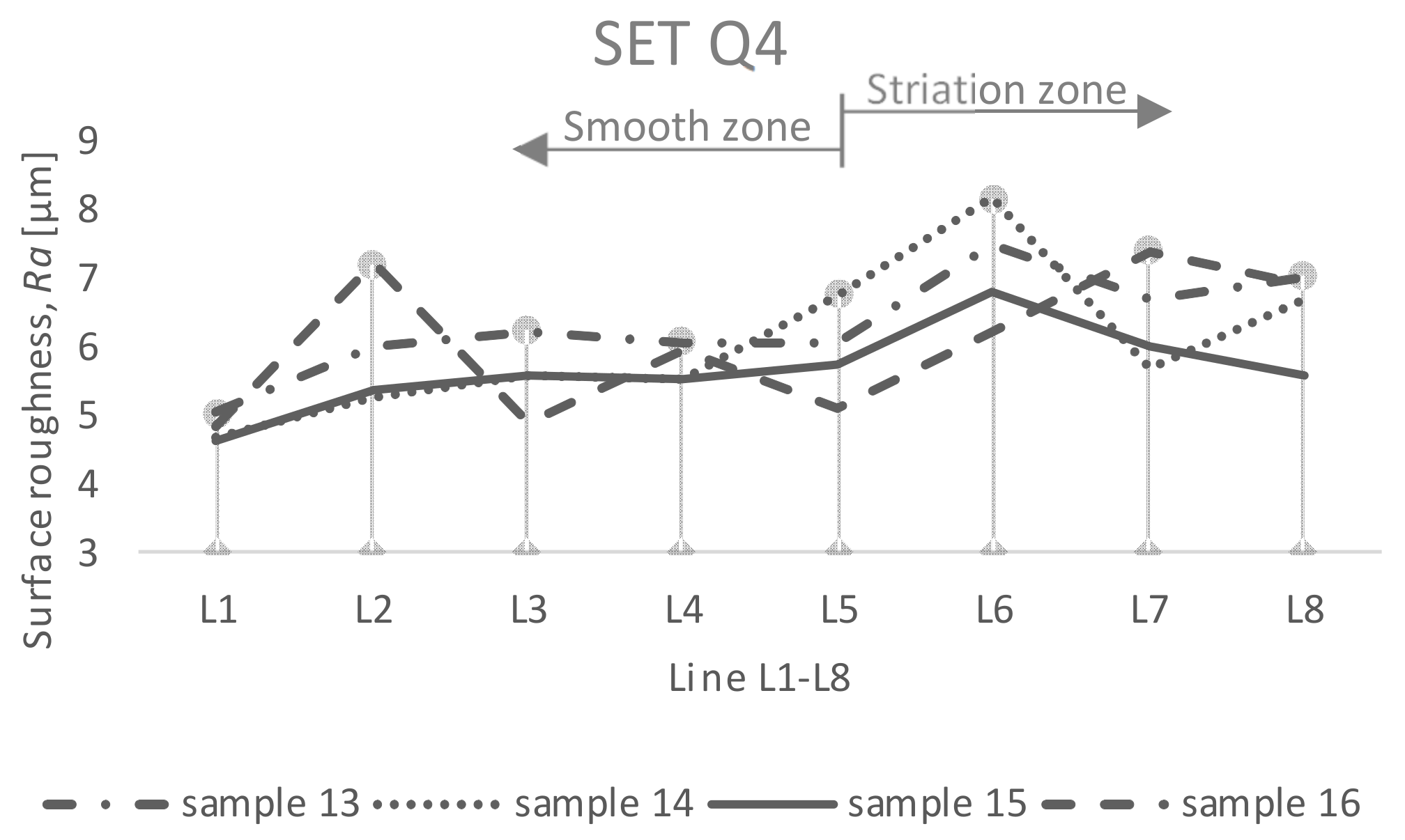
Q4 (set 4) | 13 (Ra = 7.04 µm) |
| 14 (Ra = 6.71 µm) | |
| 15 (Ra = 5.6 µm) | |
| 16 (Ra = 6.9 µm) | |
| (standard value for level Q4) Ra = 6.3 µm | |
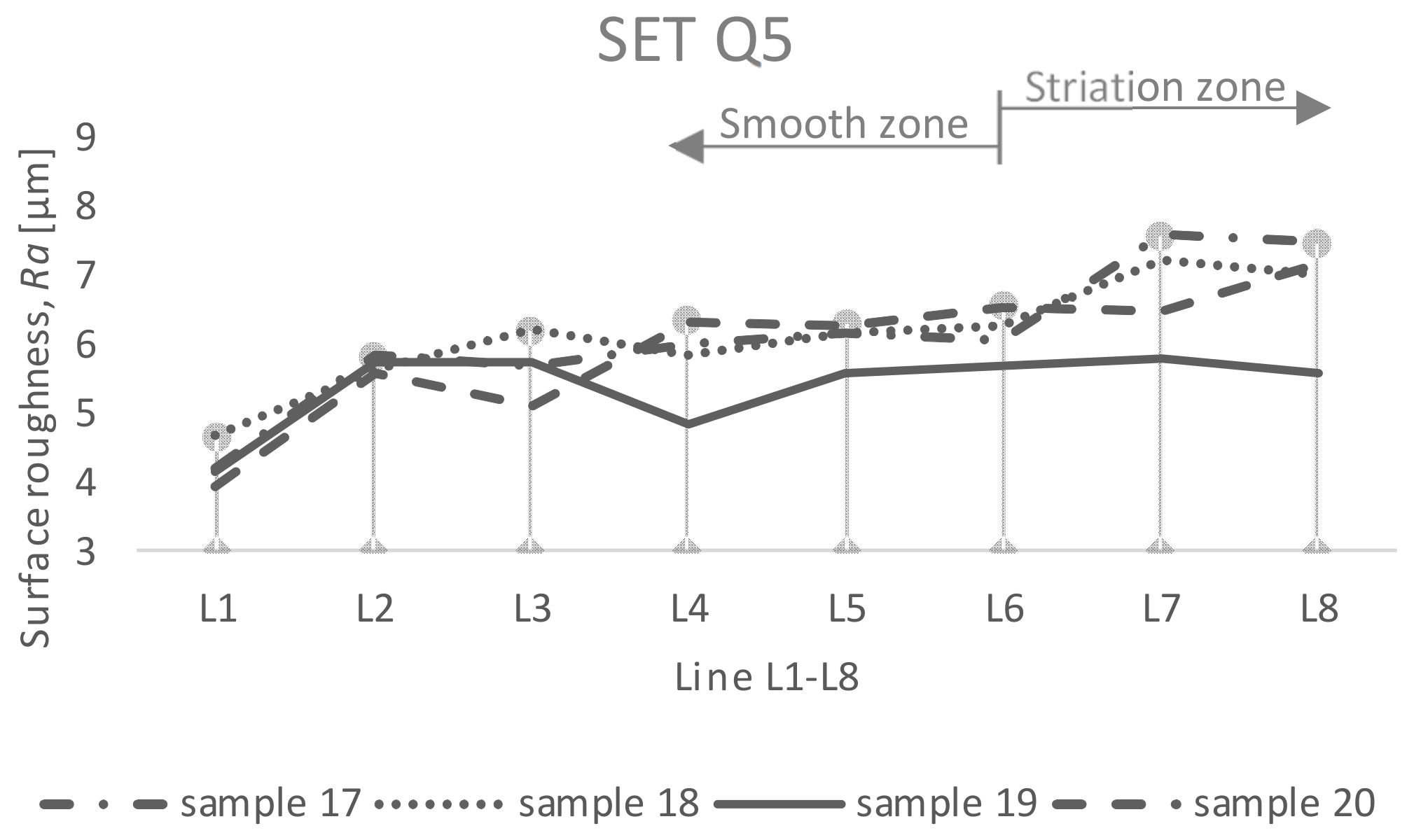
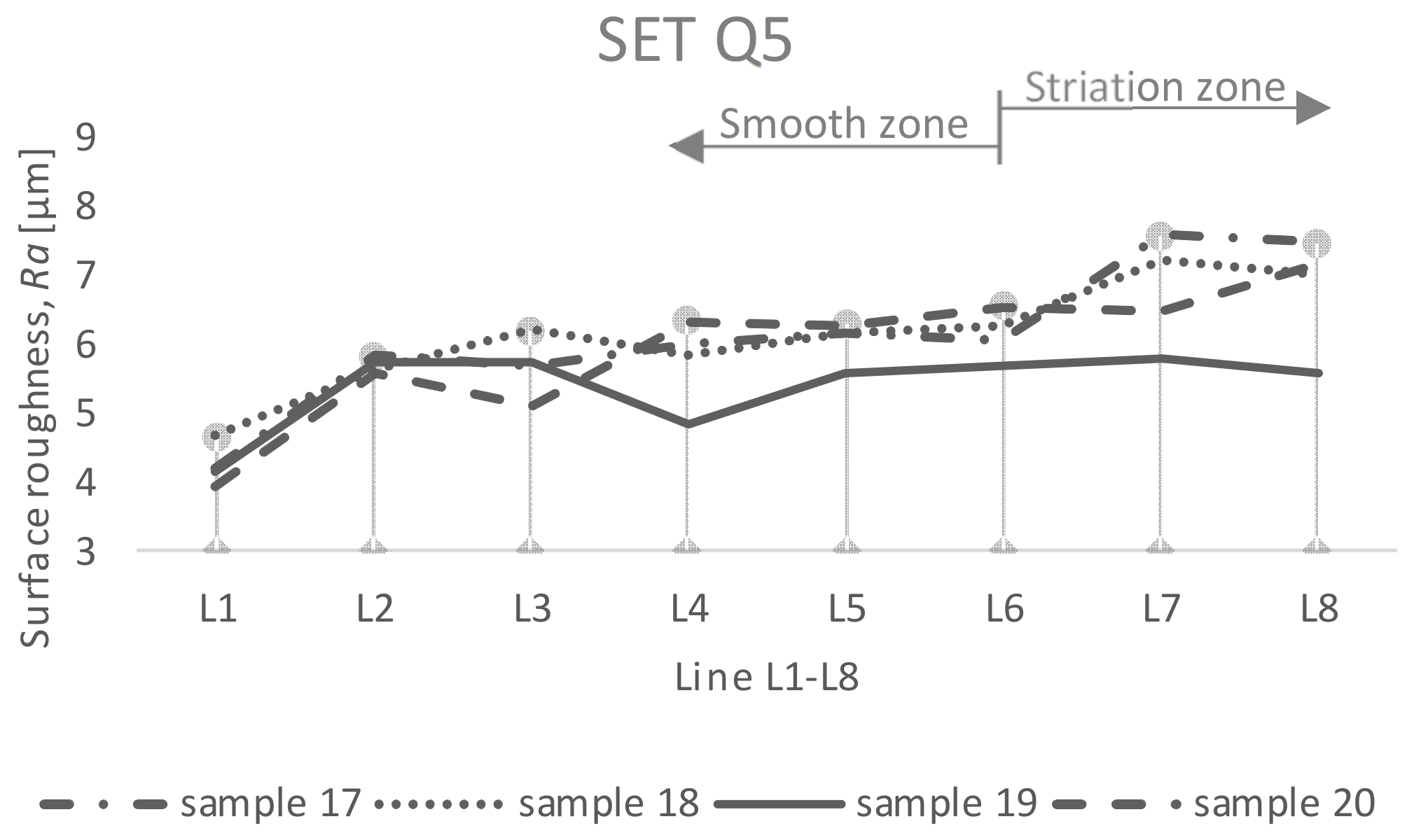
Q5 (set 5) | 17 (Ra = 7.48 µm) |
| 18 (Ra = 7.04 µm) | |
| 19 (Ra = 5.57 µm) | |
| 20 (Ra = 7.18 µm) | |
| (standard value for level Q5) Ra = 3.2 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitaľová, Z.; Botko, F.; Vandžura, R.; Litecká, J.; Mitaľ, D.; Simkulet, V. Machining of Wood Plastic Composite Using AWJ Technology with Controlled Output Quality. Machines 2022, 10, 566. https://doi.org/10.3390/machines10070566
Mitaľová Z, Botko F, Vandžura R, Litecká J, Mitaľ D, Simkulet V. Machining of Wood Plastic Composite Using AWJ Technology with Controlled Output Quality. Machines. 2022; 10(7):566. https://doi.org/10.3390/machines10070566
Chicago/Turabian StyleMitaľová, Zuzana, František Botko, Radoslav Vandžura, Juliána Litecká, Dušan Mitaľ, and Vladimír Simkulet. 2022. "Machining of Wood Plastic Composite Using AWJ Technology with Controlled Output Quality" Machines 10, no. 7: 566. https://doi.org/10.3390/machines10070566
APA StyleMitaľová, Z., Botko, F., Vandžura, R., Litecká, J., Mitaľ, D., & Simkulet, V. (2022). Machining of Wood Plastic Composite Using AWJ Technology with Controlled Output Quality. Machines, 10(7), 566. https://doi.org/10.3390/machines10070566