Abstract
The combined process of additive manufacturing (AM) and subsequent hot forming technology enables the low-cost and rapid manufacturing of complicated structures with local features that cannot be manufactured monolithically by traditional forming technologies. The thermal deformation properties of as-deposited materials from AM require investigation. In this paper, laser melting deposition (LMD) was used to prepare as-deposited Ti-6Al-4V samples; high-temperature tensile tests for as-deposited titanium alloy were performed at different strain rates (0.001 s−1, 0.005 s−1, 0.01 s−1) and temperatures (650 °C, 700 °C, 750 °C) using the electrically assisted high-temperature tensile test system. The results show that the material’s flow stress level was negatively correlated with temperature and positively correlated with strain rate. EBSD and TEM were used to characterize the microstructure of the samples. The acicular martensite in the original material began to disintegrate under the influence of high-temperature tension, coarsening the lamella and splitting the boundary. The proportion of high-angle grain boundaries after deformation increased significantly from 81.4% to 87.5–90.7%. The results of the micromorphology observations indicate that the micro-deformation mechanism for deposited Ti-6Al-4V samples at high temperatures is mostly discontinuous dynamic recrystallization and dynamic spheroidization.
1. Introduction
Titanium alloys are widely used in structural parts of advanced aircraft because of their good overall performance, including high strength, low density, high fatigue resistance, and excellent electrochemical properties [1,2]. Due to the low plasticity of titanium alloys at room temperature, various hot forming technologies for manufacturing these aircraft curvature structural parts have been developed, including hot stretch-bending forming [3], forging [4], hot sheet metal forming [5], etc. Traditional hot forming technology enables low-cost, rapid near-net-shape fabrication for components with nearly uniform sections. Laser melting deposition(LMD) is a method of additive manufacturing that utilizes synchronous powder feeding. The material undergoes rapid melting and solidification due to the movement of the laser heat source. This procedure is repeated until the ultimate part size is achieved. Unlike powder bed fusion(PBF), it is capable of fabricating complicated forms on uneven surfaces [6,7,8]. LMD has been widely employed in a variety of situations due to its manufacturing flexibility. To combine the manufacturing flexibility of additive manufacturing with the low-cost and rapid mass production advantages of traditional manufacturing, a process route combining the prototype preparation by LMD and subsequent accuracy manufacturing by traditional hot forming technologies have attracted increasing interest recently [9].
For instance, LMD is used to deposit materials locally on the die forging blank in order to bring the geometry of the preform closer to that of the final forging [10], hence shortening the die forging process and increasing material utilization. Additionally, the combination of hot stretch-bending forming and LMD can shorten the process cycle: local ribs are deposited on constant section profiles by LMD, and subsequently curved structural elements are formed using hot stretch-bending forming. In comparison to any single method, this approach is intended to reduce heat treatment while increasing material usage. Along with combining the advantages of the two methods, the new hybrid additive manufacturing approach is also used to improve material properties [11].
Abdollah et al. [12] investigated the flow behavior of the EBMed ELI Ti-6Al-4V alloy in a high-temperature single-phase region (1000–1200 °C). The hot compression flow curve demonstrates that EBMed Ti-6Al-4V alloy samples have a lower flow stress and activation energy than forged Ti-6Al-4V alloy samples. This means that the deposited material can help to lighten the load on the die during forging. The activation energy level and microstructure characteristics of the material indicate that dynamic recrystallization and dynamic recovery occurred primarily during single-phase thermal deformation.
Bambach et al. [13] also discovered that the Ti-6Al-4V sample created by the SLM technique had a decreased flow stress when compressed at high temperatures (850–950 °C). This is because the initial lamellar thickness (1.6 μm) of SLM samples is thinner than that of forging samples (2.6 μm). During hot compression, the finer initial microstructure accelerates the spheroidization kinetics of SLM samples.
Hiroaki et al. [14] found that the microstructural evolution of Ti-6Al-4V alloy with metastable martensite starting microstructure is distinct; the needle-like α’ martensite promotes dynamic spheroidization of the microstructure, whereas the recovery dynamic is primarily in (α + β) lamellar.
Tao et al. [15] investigated the thermal compressive mechanical characteristics and microstructure of Ti-6Al-4V produced by SLM at various temperatures and strain rates. In comparison to the cast and forged Ti-6Al-4V samples, the SLM samples had a microstructure composed of columnar grains and fine acicular martensite. The stress–strain behavior during thermal compression was predicted using a variety of constitutive models, and the changes in mechanical properties between as deposited, as cast, and as forged were further investigated.
Sizova et al. [16] investigated the thermal deformation behavior of Ti-6Al-4V samples made by WAMM (Wire-Arc Additive Manufacturing) at 850 °C and 950 °C and discovered that its stress level was 20% lower than the average. The metallographic microscope revealed that practically all WAMM materials had completed the spheroidization kinetics of the α phase. Turbine blades with a dense microstructure and no pores were manufactured using this material as a preform.
Roush et al. [17] performed thermal compression tests (815 °C and 955 °C) on Ti-6Al-4V samples prepared by LMD, and the results indicate that the α-lamellar thickness, rather than the prior β grain size, affects dynamic spheroidization.
As can be seen from the previous studies, the deposited titanium alloy exhibits characteristics that distinguish it from conventional materials in terms of flow stress and the micro-deformation mechanism. Current research is mostly focused on process parameters, room-temperature mechanical properties, and high-temperature compressibility properties. However, when LMD is combined with subsequent traditional forming processes, such as hot stretch-bending, the deposited material is mainly subjected to tensile loads at elevated temperatures, making it necessary to further investigate the detailed hot tensile macro and micro properties of the LMDed titanium alloy under tensile conditions.
Hence, this article investigated the high-temperature tensile mechanical behavior and microstructure evolution of deposited Ti-6Al-4V materials in the α + β phase using a series of hot tensile tests and microstructural observations, so as to explore the forming potential of deposited materials in hybrid manufacturing. Based on the observed flow stress and microstructure behavior, the impacts of deformation temperature and strain rate are discussed. This study can provide process parameters for the hot forming of additive materials as well as insight into the microstructural evolution of additive materials during hot deformation. The rest of the paper is organized as follows: Section 2 describes the preparation of the LMDed samples, the procedure of hot tensile test and the microstructure observation. The stress–strain curve and the characteristics of the microstructure are analyzed in Section 3. Concluding remarks are offered in Section 4.
2. Materials and Methods
2.1. Sample Preparation
The material studied in this article was an α + β titanium alloy Ti-6Al-4V. The LDM 8060 (Raycham, Nanjing, China) machine was used to manufacture all LMDed samples. Ti-6Al-4V powder with a particle size of 100–200 μm was used as the raw material. The processing was carried out in an argon atmosphere with an oxygen level of less than 100 ppm. Table 1 shows the process parameters that were used to produce an as-deposited Ti-6Al-4V block with a size of approximately 60 mm × 40 mm × 30 mm.

Table 1.
The processing parameters.
Tensile test specimens were cut from the block parallel to the deposition direction, and their dimensions are indicated in Figure 1.

Figure 1.
Schematic showing the specimen size for tensile tests.
2.2. Hot Tensile Tests
To evaluate the flow behavior of deposited Ti-6Al-4V at elevated temperatures, all tests were conducted using an electrically assisted high-temperature tensile test platform. As illustrated in Figure 2, the test platform was separated into four major parts: (1) DC heating power supply, (2) infrared temperature measurement system Fotric 227s (Beijing, China); (3) 3D DIC system (ARAMIS, GOM, Beijing, China); and (4) electronic universal testing machine DDL-100 (Beijing, China). The clamp block and the test bar conducted the current, whereas the clamp block and the tensile testing equipment were insulated.
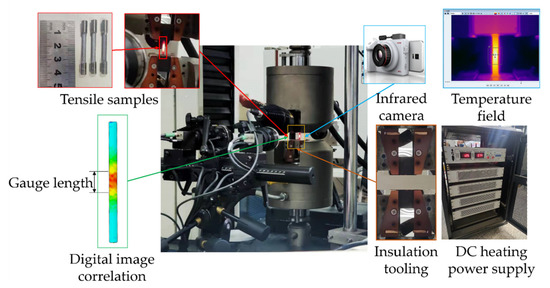
Figure 2.
Electrically assisted high-temperature tensile test platform.
To improve strain measurement accuracy, the infrared camera was employed to continuously monitor the temperature field distribution of the tensile test bar. The central 4 mm length with a temperature change range of less than 10 °C was chosen as the gauge length, and the strain change was recorded using the DIC (digital image correlation) method. In the actual hot stretch-bending process, the strain rate was usually controlled at 0.001 s−1–0.01 s−1 to reduce the forming load; the temperature was usually controlled below the β-transus temperature (995 °C) to avoid significantly changing the microstructure during the deformation process. In order to investigate the temperature and strain rate effect on the mechanical properties of the LMDed titanium alloy, three temperatures (650 °C, 700 °C, 750 °C) and three strain rates (0.001 s−1, 0.005 s−1, 0.01 s−1) were chosen in this study.
Table 2 lists the detailed plan for tensile tests.
Table 2.
Uniaxial tensile test parameters.
2.3. Microstructure Characterization
Electron Backscatter Diffraction (EBSD) and transmission electron microscopy (TEM) were used to examine the microstructures of deformed specimens. Prior to EBSD analysis, the deformed specimens were sliced parallel to the tensile direction into 3 mm × 10 mm dimensions. The specimens were then ground with progressively finer grades of abrasive paper (180, 1000, 2000, 4000 grit). Finally, the specimens were electrophoresed for 45 s at 25 V in −20 °C using an electrolyte composed of 6% perchloric acid, 34% n-butyl alcohol, and 60% methyl alcohol.
Using the JSF-7900F SEM equipped with fully automated HKL technology, the EBSD data were gathered under the standard EBSD working conditions, i.e., 20 kV acceleration voltage with 15 mm working distance. EBSD images such as BC (band contrast) maps, IPF (inverse pole figure) maps, GB (grain boundary) maps, and GND (geometrically necessary dislocation) maps were post-processed by Oxford® software AZtecCrystal (Beijing, China) to characterize the microstructure under different thermomechanical conditions.
The TEM samples were mechanically ground to 60 μm in thickness and then punched into 3 mm diameter disks. The disks were electropolished in the same mixed solution used for the EBSD samples using a twin-jet polisher (Struers, TenuPol-5).
3. Results and Discussion
3.1. Tensile Deformation Behavior at Elevated Temperatures
The true stress–strain curves of the deposited Ti-6Al-4V titanium alloy under high-temperature tension are shown in Figure 3. Unlike the stress–strain curve of the titanium alloy, which exhibits continuous strain hardening at room temperature, the stress–strain curve of the titanium alloy exhibits a general tendency of dynamic softening at elevated temperatures. Temperature and strain rate had an apparent effect on the flow stress level. Peak stresses (as indicated in Figure 3) dropped as strain rate and temperature increased. According to Figure 3, the stress–-strain curves can be divided into three distinct stages [18,19].
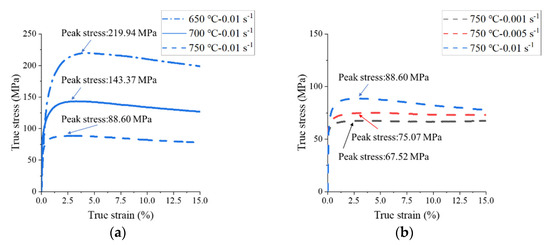
Figure 3.
True stress-strain curves from uniaxial tensile tests under different conditions conducted on Ti-6Al-4V (a) 650 °C, 700 °C, 750 °C at a strain rate of 0.01 s−1; (b) 0.001 s−1, 0.005 s−1, 0.01 s−1 at 750 °C.
Stage I: work hardening. This was the shortest stage, and it was characterized by a rapid increase in flow stress. The reason for this work hardening phenomenon could be linked to the creation and propagation of dislocations as a result of deformation.
Stage II: softening, which indicates that the rate of work hardening became lower gradually. Liu et al. [20] believes that as the deformation develops, the cumulative dislocation density increases, and more dynamic softening mechanisms are activated. When the rate of softening equals the rate of hardening, the flow stress achieves a maximum.
Stage III: near-steady state condition. Dynamic softening dominated, the flow stress continued to decrease gradually, and the curve exhibited a stable flow trend. Dynamic softening and work hardening attained equilibrium at this point.
In general, the flow stress decreased as the temperature rose. The peak stress of the curve reduced from 219.94 MPa at 650 °C to 88.60 MPa at 750 °C when the strain rate was 0.001 s−1. Simultaneously, the peak stress of the curve grew as the strain rate increased. The flow curve’s peak stress increased from 67.52 MPa of 0.001 s−1 to 88.60 MPa of 0.01 s−1 at 750 °C. The higher the strain rate, the shorter the time required for the sample to reach the same strain, and the number and generation speed of dislocations rose, resulting in an increase in flow stress during the near-steady-state stage [21].
To further characterize the flow behavior of the deposited titanium alloy at various temperatures, the flow stress of the sample was processed using Sellars and Tegart’s constitutive equation [22]. The following formula expresses the relationship between the alloy’s flow stress, deformation temperature, and strain rate:
From Equation (1), the thermal deformation activation energy Q (kJ·mol−1K−1) can be derived as follows:
where is the material constant, is the deformation temperature (K), and is the stress index, σ is the flow stress (MPa), is the strain rate (s−1), and R is the gas constant (8.3145 J·mol−1K−1). According to Equation (2), the value of Q can be calculated by multiplying the slope of the curve and the slope of the - curve. The activation energy can be used to determine the amount of energy required by titanium alloys during the plastic deformation process and can also be used to determine the alloy’s machinability, which are related to the microstructure in the particular deformation conditions. The statistics of Q values under different conditions were calculated according to data in Figure 3, and the results are shown in Table 3.
Table 3.
The values of activation energy (unit: kJ/mol) for deformation under different deformation conditions.
As the temperature decreased, the activation energy of deformation increased, increasing from 303.12 kJ/mol to 373.85 kJ/mol, which is significantly greater than the self-diffusion activation energy of β-Ti (161 kJ/mol) and α-Ti (204 kJ/mol) and close to the dislocation activation energy of α-Ti (200–360 kJ/mol) [23]. At 650–750 °C, the Ti-6Al-4V alloy was in the (α + β) two-phase region; however, the β-phase content did not change significantly due to short-term thermal deformation. The results of the calculations of activation energy show that the dislocation motion was the main cause of the deformation.
The flow stress properties are related to the internal deformation mechanisms that occur during thermal deformation, such as work hardening, dynamic recovery, dynamic recrystallization, and lamellar spheroidization [24,25,26], which will be further discussed in the following sections.
3.2. Microscopic Deformation Mechanisms of High-Temperature Flow Behavior
3.2.1. Initial Microstructure Characterization
EBSD analysis was performed on the undeformed initial deposited samples, as shown in Figure 4. When a new layer is deposited, the high-power laser under the LMD process will remelt the previous layer to a certain depth, which inhibits the heterogeneous nucleation on the surface of the molten pool and makes the β grains nucleate and directionally grow on themselves [27]. A 1200 × 500 μm region of the as-deposited material was scanned with a large step size (1.5 μm) to enable the observation of prior β grains, as illustrated in Figure 4. As can be observed, the grains were columnar and grew epitaxially along the direction of deposition, i.e., the direction of the maximum temperature gradient.
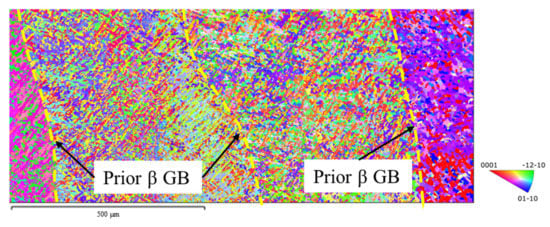
Figure 4.
EBSD characterization: inverse pole figure (IPF) maps of the LMDed specimen without deformation.
With the rapidly changing temperature history after the LMD process, the samples possessed a unique microstructure. During the LMD process, the molten pool rapidly solidified to form prior β grains and continued to cool at a rate of up to 1000 °C/s [28], transforming the prior β grains into α’ martensite [29]. The EBSD pattern of the undeformed as-deposited Ti-6Al-4V alloy sample is shown in Figure 5a. The microscopic details contained within the prior β grains were obtained using a smaller step size when scanning. According to the BC map, the acicular α’ martensite and basket weave structure were precipitated within grains following phase transformation, which agrees with the observation by Lin et al. [30].
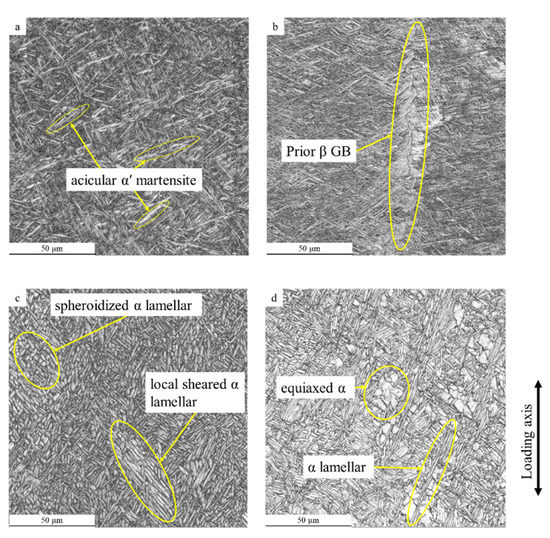
Figure 5.
Band contrast maps (pattern quality) of samples under different conditions: (a) LMDed without deformation; (b) 650 °C-0.01 s−1; (c) 700 °C-0.01 s−1; (d) 750 °C-0.01 s−1.
The initial lamellar size is one of the factors affecting the flow stress at high temperatures in titanium alloys. The basket weave structure was staggered by fine alpha lamellae; the lamellar phase’s average width was around 1.08 μm. The variations in lamellae thickness and morphology before and after deformation showed the microscopic deformation mechanism, which will be examined in depth below.
3.2.2. Effect of Deformation Conditions on Microstructure
Changes in microstructure and deformation-induced heating may both be important factors in the flow softening of titanium alloy at high temperatures. The strain rate in this test was 0.001 s−1~0.01 s−1, which is comparatively low and can provide sufficient time for the heat generated by deformation to dissipate into the air; hence, the effect of deformation induced heating was not considered in this study.
The BC maps of the central region of the tensile test bar at various temperatures (650 °C, 700 °C, 750 °C) are shown in Figure 5, illustrating the phase’s morphological changes. BC quantifies the sharpness of the Kikuchi pattern at each point, which is depicted in black on the map due to the low band contrast of electron backscattered diffraction patterns (EBSPs) at grain boundaries [31]. The IPF profiles of the samples under various circumstances are depicted in Figure 6.
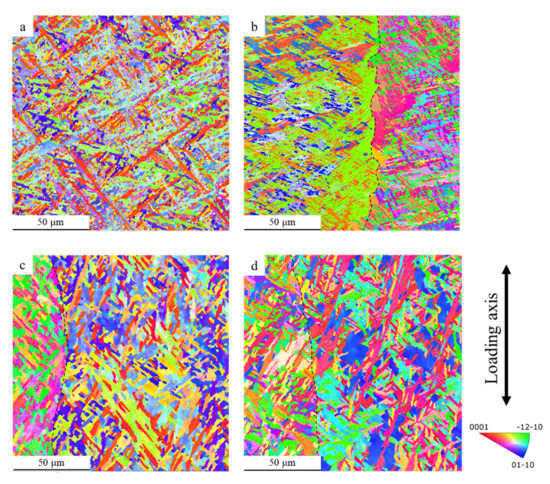
Figure 6.
IPF maps of LMDed samples under different conditions: (a) LMDed without deformation; (b) 650 °C-0.01 s−1; (c) 700 °C-0.01 s−1; (d) 750 °C-0.01 s−1, prior β-grain boundaries are outlined with black dashed lines.
As illustrated in Figure 5 and Figure 6, the key characteristics of the microstructure evolution of deposited samples at various temperatures included fragmentation, rotation, and spheroidization of the α laths. At 650 °C, a portion of acicular α’ martensite decomposed, but the deformed material retained a relatively thin α-lamella structure and complete prior β-grain boundaries. The lamellar had an average thickness of 1.26 μm, which is close to that of the original microstructure (1.08 μm). At 650 °C, as illustrated in Figure 5b and Figure 6b, the prior β-grain boundary retained continuity.
The average lamella thickness (1.78 μm) grew by 64.8% when the deformation temperature was increased to 700 °C. Except for isolated lamellae, which retained a large aspect ratio, the majority of the microstructure was converted into short-rod morphology.
This shows that the lamellar experienced local shear deformation as a result of thermal deformation, resulting in dynamic spheroidization. Weiss et al. [32] noticed, using TEM technology, that local shear bands formed inside the lath during the early stage of strain, the subgrains rotated, and the β phase infiltrated at the α/α contact interface, resulting in the lamellar separation. As illustrated in Figure 6c, the prior β-grain boundary appeared to be largely discontinuous at 700 °C, with grains on both sides intersecting.
At 750 °C, the average lamella width (1.83 μm) of the samples was comparable to the condition at 700 °C, representing a 69.5% increase compared to the initial state, but the average length of the α lamellar was shortened further. The reason is that at higher temperatures, α lamellar is more prone to shearing. The rise in temperature favored the fragmentation of the lamellar, which is consistent with the findings of Lin et al. [33] Simultaneously, the increased temperature stimulated the expansion of the lamellar after spheroidization, causing the larger equiaxed grains to appear locally. However, there were still some lamellae that did not spheroidize. Because of strain hardening, a few grains were reoriented/rotated during stretching, resulting in high-Taylor-factor (a geometric factor used to describe the tendency of a crystal to slide based on the orientation relationship of the crystal and the applied macroscopic stress state) grains being predominant locally, resulting in uneven deformation [34]. Figure 6d demonstrates that the bigger α equiaxed grains had the same internal orientation, indicating that the grains were generated during the last step of a tensile test and that there was no apparent deformation within the grains. Initial grain boundaries were no longer continuous since the α lamella passed through them.
The misorientation distributions of samples after thermal deformation at different temperatures and strain rates are illustrated in Figure 7. The original microstructure was characterized by a large fraction of high-angle grain boundaries (HABs), and the histogram displayed two major peaks at about 60°.
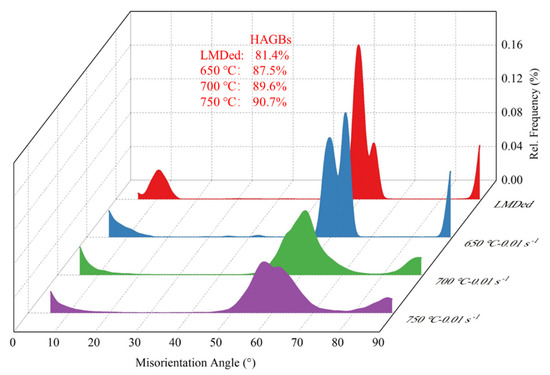
Figure 7.
Misorientation angle distribution under different conditions.
In line with Burgers orientation relationship [35,36], during the transformation from β to α’ martensite, 12 equivalent crystallographic variations are possible in the prior β grains. The probability that these variants will form a high-angle grain boundary of 60°~63° at the boundary is 72.8% on a theoretical basis [37]. The development of martensite corresponds to the non-diffusion phase transformation caused by the rapid cooling rate, as indicated by the occurrence of this typical phenomenon in the as-deposited samples created by LMD [38], which is consistent with the results in Figure 5.
As shown in Figure 7, compared with initial microstructure, the peak at the misorientation angle of ~60° of the deformed sample became lower gradually as the deformation temperature increased, showing that the temperature promotes the decomposition of α’ martensite [39]. According to Figure 5, the material’s lamellar spheroidization ratio increased as the temperature rose, indicating that the temperature promoted α’-martensite decomposition, which in turn promoted the lamellar spheroidization process. Matsumoto et al. [14] believe that a high temperature enhances more grain precipitate from α’ martensite, which is advantageous for activating α/β-grain boundary sliding and promoting lamellar spheroidization.
To further investigate the deformation mechanism, Figure 8 depicts the grain boundary distribution of the samples following hot deformation. It is common knowledge that dynamic recrystallization can be categorized into three subtypes: discontinuous dynamic recrystallization (DDRX), continuous dynamic recrystallization (CDRX), and geometric dynamic recrystallization (GDRX). Under excessive strain, GDRX is characterized by the decomposition of the original grains into fine grains [40]. Since the strain in this test was relatively low, GDRX was unlikely to occur. Continuous dynamic recrystallization (CDRX) is primarily characterized by the accumulation of a significant number of orientation angles of 10°~15°, and the high-angle grain boundary ratio of Figure 7 demonstrates that the deformed material’s high-angle grain boundaries were concentrated at 50°~70°, which does not accord with the characteristics of continuous dynamic recrystallization. Figure 8 shows that after thermal deformation, equiaxed fine grains with high-angle grain boundaries were formed and preferentially distributed around the laths, which is a common feature of discontinuous dynamic recrystallization [41].
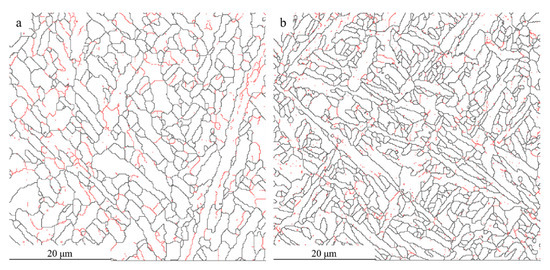
Figure 8.
Grain boundary maps after hot deformation: (a) 700 °C-0.01 s−1; (b) 750 °C-0.01 s−1, red line: low-angle grain boundary (≤15°), black line: high-angle grain boundary (>15°).
Hence, in conjunction with the observation of the sample’s equiaxed fine grain distribution, it can be concluded that the micro-deformation mechanism of the as-deposited titanium alloy with an α’ martensite initial structure during the high-temperature tensile deformation performed in this study was dominated by discontinuous dynamic recrystallization and dynamic spheroidization.
3.2.3. Effect of Deformation Conditions on the Evolution of Dislocation Density
To analyze the relationship between dislocation density and high-temperature flow behavior, the geometrically necessary dislocation density (GND) can be derived using Euler angles measured by EBSD. The distribution of GND under various conditions is depicted in Figure 9.
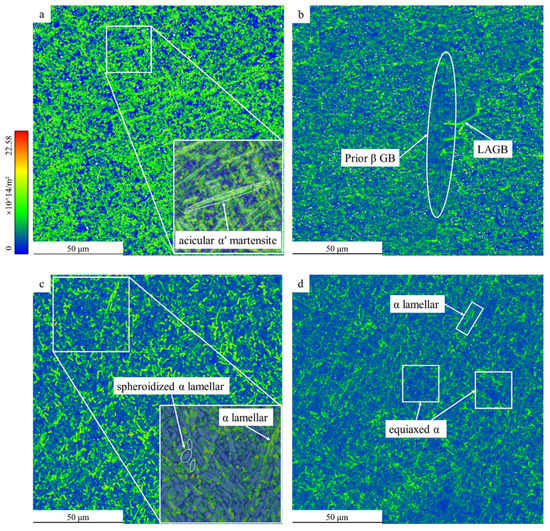
Figure 9.
GND maps of samples: (a) LMDed; (b) 650 °C; (c) 700 °C; (d) 750 °C. (The strain rates of (b–d) were 0.01 s−1).
Due to the process features of LMD, the cooling rate of molten pool solidification can reach 1000 °C/s [28], causing the β-phase to α’-phase transformation. As shown in Figure 9a, high dislocation energy was accumulated in the initial microstructure, and martensite contained the maximum dislocation density, which can reach 2.56 × 1015 m−2. The martensite in the sample decomposed progressively during thermal deformation, and the average GND fell from 4.45 × 1014 m−2 at 650 °C to 3.67 × 1014 m−2 at 750 °C as the temperature increased.
Local features in Figure 9b,c reveal that the GND distribution was unequal. The higher GND was preferentially distributed along the small-angle boundaries, whereas it was lower in the recrystallized grains and spheroidized grains. This indicates that an increase in temperature promotes dislocation annihilation and rearrangement via slipping and climbing, and that the fraction of dynamic spheroidization and dynamic recrystallization increases [42].
As illustrated in Figure 10, GND increased as the strain rate increased at 750 °C. The average GND increased from 2.8 × 1014 m−2 to 3.27 × 1014 m−2 when the strain rate increased from 0.001 s−1 to 0.005 s−1. This demonstrates that an increase in the strain rate facilitates the formation of additional dislocation substructures during the early stage of the tensile test, and that a sufficient accumulation of dislocations promotes the DRX nucleation. At a slower strain rate, the sample had more time to absorb dislocations, which might have counteracted work hardening and resulted in a lower flow stress.
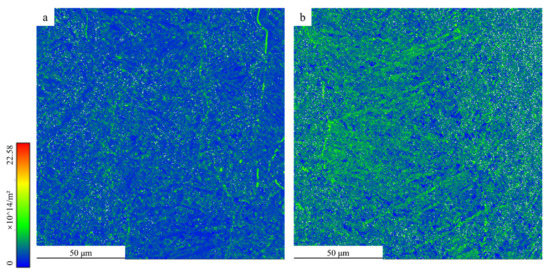
Figure 10.
GND maps of samples with different strain rates at 750 °C; (a) 750 °C-0.001 s−1; (b) 750 °C-0.005 s−1.
The evolution of the microstructure of α lamellae following high-temperature deformation was further characterized by transmission electron microscopy (TEM). As seen in Figure 11, it is demonstrated that dislocation was entangled in α lamellae, which explains the rise in flow stress. Along a lower temperature, the dislocation density was greater, and dislocations accumulated at the α-lamella and grain boundaries, as shown in Figure 11a. As the temperature rose, the dislocation density began to diminish, possibly due to the occurrence of climb of dislocations at high temperatures. Meanwhile, partial spheroidization of α lath is noted in Figure 11b. Due to the short tensile period, the spheroidization of lamellar was incomplete, and dislocation accumulated during lath shearing to generate dislocation walls at 700 °C. While at 750 °C, the dislocation density decreased further, and a large number of completely globalized laths were observed in Figure 11c. Hence, it can be indicated that the concurrent increasing proportion of lamellar spheroidization and decrease in dislocations, which is similar to the findings for GND in Figure 10, both contribute to the dynamic softening behavior observed in Figure 3.

Figure 11.
TEM bright-field images of microstructure of LMDed Ti-6Al-4V sample after thermal deformation (strain rate: 0.01 s−1): (a) 650 °C; (b) 700 °C; (c) 750 °C.
4. Conclusions
This research investigated the high-temperature tensile flow behavior and corresponding microstructural mechanisms of an as-deposited Ti-6Al-4V alloy at 650–750 °C and strain rates of 0.001 s−1–0.01 s−1. The following conclusions can be drawn:
- (1)
- The high-temperature flow curves of as-deposited Ti-6Al-4V samples exhibited the same trend: a short work hardening step until reaching the peak stress, followed by the flow softening. The peak flow stress increased from 88.60 MPa at 750 °C to 219.94 MPa at 650 °C under the strain rate of 0.001 s−1, and decreased to 67.52 MPa when the strain rate was reduced from 0.001 s−1 to 0.01 s−1 at 750 °C.
- (2)
- The initial microstructure in the as-deposited sample consisted of needle-shaped α’ martensite and interlaced fine lamellae with an average thickness of 1.08 μm, exhibiting a basket-weave type. Under high-temperature deformation, α’ martensite decomposed and fine α lamellae became coarser. At temperatures between 650 °C and 750 °C, the average thickness of lamellae increased by 20%~69.5% relative to the original microstructure. The percentage of high-angle grain boundaries following deformation was between 87.5% and 90.7%. As the temperature decreased, the activation energy of deformation increased, increasing from 303.12 kJ/mol to 373.85 kJ/mol, which is significantly greater than the self-diffusion activation energy of β-Ti (161 kJ/mol) and α-Ti (204 kJ/mol) and close to the dislocation activation energy of α-Ti (200–360 kJ/mol) [23]. Higher activation energy (303.12 to 373.85 kJ/mol) was obtained compared with the self-diffusion activation energy of titanium alloy (161 to 204 kJ/mol), which is attributed to the accumulation of dislocations required to commence dynamic recrystallization. The dominant deformation mechanisms of as-deposited titanium alloy are discontinuous dynamic recrystallization (DDRX) and dynamic spheroidization.
- (3)
- High dislocation density was predominantly distributed in α’ martensite in the as-deposited sample due to the extremely high cooling rates and gradients. Under conditions of thermal deformation, internal dislocations were annihilated and regenerated. The decrease in strain rate at elevated temperatures assisted the material in absorbing dislocations, counteracting work hardening, and reducing material flow stress; higher strain rates accumulated more dislocations, which promoted the nucleation of dynamic recrystallization. The dislocations were dispersed unevenly across the distorted material. More dislocations accumulated near the low-angle grain boundary, but the density of dislocations in grains undergoing dynamic recrystallization or spheroidization was minimal.
- (4)
- This research focused on the mechanical characteristics and microscopic evolution of as-deposited materials during thermal deformation. However, in the hybrid additive manufacturing process, the substrate part and laser additive part participate in thermal deformation at the same time, and faults may emerge at the interface due to the varied initial microstructure, affecting the part’s performance. As a result, additional research on the interface is being planned.
Author Contributions
Conceptualization, D.L. and Y.L.; formal analysis, H.L. and X.L.; methodology, H.L. and Y.L.; resources, D.L. and X.L.; writing—original draft, H.L.; writing—review and editing, Y.L.; literature search, H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (51975032).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
This article does not contain any studies with human participants or animals performed by any of the authors. Therefore, ethics approval is not applicable. The authors declare no competing interests.
References
- Zhang, X.; Chen, Y.; Hu, J. Recent Advances in the Development of Aerospace Materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Deng, T.; Li, D.; Li, X.; Ding, P.; Zhao, K. Hot Stretch Bending and Creep Forming of Titanium Alloy Profile. Procedia Eng. 2014, 81, 1792–1798. [Google Scholar] [CrossRef] [Green Version]
- Weiss, I.; Semiatin, S.L. Thermomechanical Processing of Alpha Titanium Alloys—An Overview. Mater. Sci. Eng. A 1999, 263, 243–256. [Google Scholar] [CrossRef]
- Odenberger, E.-L.; Oldenburg, M.; Thilderkvist, P.; Stoehr, T.; Lechler, J.; Merklein, M. Tool Development Based on Modelling and Simulation of Hot Sheet Metal Forming of Ti–6Al–4V Titanium Alloy. J. Mater. Process. Technol. 2011, 211, 1324–1335. [Google Scholar] [CrossRef]
- Alya, S.; Vundru, C.; Ankamreddy, B.; Singh, R. Characterization and Modeling of Deposition Geometry in Directed Energy Deposition over Inclined Surfaces. Procedia Manuf. 2019, 34, 695–703. [Google Scholar] [CrossRef]
- Ahn, D.-G. Applications of Laser Assisted Metal Rapid Tooling Process to Manufacture of Molding & Forming Tools—State of the Art. Int. J. Precis. Eng. Manuf. 2011, 12, 925–938. [Google Scholar] [CrossRef]
- Ahn, D.-G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Green Tech. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Motallebi, R.; Savaedi, Z.; Mirzadeh, H. Additive Manufacturing–A Review of Hot Deformation Behavior and Constitutive Modeling of Flow Stress. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100992. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Silze, F.; Schnick, M. Hot Workability and Microstructure Evolution of the Nickel-Based Superalloy Inconel 718 Produced by Laser Metal Deposition. J. Alloys Compd. 2018, 740, 278–287. [Google Scholar] [CrossRef]
- Mostafa, A.; Shahriari, D.; Rubio, I.P.; Brailovski, V.; Jahazi, M.; Medraj, M. Hot Compression Behavior and Microstructure of Selectively Laser-Melted IN718 Alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 371–385. [Google Scholar] [CrossRef]
- Saboori, A.; Abdi, A.; Fatemi, S.A.; Marchese, G.; Biamino, S.; Mirzadeh, H. Hot Deformation Behavior and Flow Stress Modeling of Ti–6Al–4V Alloy Produced via Electron Beam Melting Additive Manufacturing Technology in Single β-Phase Field. Mater. Sci. Eng. A 2020, 792, 139822. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Emdadi, A. Development of a Processing Route for Ti-6Al-4V Forgings Based on Preforms Made by Selective Laser Melting. J. Manuf. Process. 2019, 37, 150–158. [Google Scholar] [CrossRef]
- Matsumoto, H.; Nishihara, T.; Iwagaki, Y.; Shiraishi, T.; Ono, Y.; Chiba, A. Microstructural Evolution and Deformation Mode under High-Temperature-Tensile-Deformation of the Ti-6Al-4V Alloy with the Metastable A′ Martensite Starting Microstructure. Mater. Sci. Eng. A 2016, 661, 68–78. [Google Scholar] [CrossRef]
- Tao, P.; Zhong, J.; Li, H.; Hu, Q.; Gong, S.; Xu, Q. Microstructure, Mechanical Properties, and Constitutive Models for Ti–6Al–4V Alloy Fabricated by Selective Laser Melting (SLM). Metals 2019, 9, 447. [Google Scholar] [CrossRef] [Green Version]
- Sizova, I.; Hirtler, M.; Günther, M.; Bambach, M. Wire-Arc Additive Manufacturing of Pre-Forms for Forging of a Ti–6Al–4V Turbine Blade. In Proceedings of the 22nd International Esaform Conference on Material Forming, Vitoria-Gasteiz, Spain, 8–10 May 2019; p. 150017. [Google Scholar]
- Roush, E.D.; Kobryn, P.A.; Semiatin, S.L. Anisotropy of Plastic Flow and Microstructure Evolution during Hot Working of Laser-Deposited Ti–6Al–4V. Scr. Mater. 2001, 45, 717–724. [Google Scholar] [CrossRef]
- Lin, Y.C.; Deng, J.; Jiang, Y.-Q.; Wen, D.-X.; Liu, G. Hot Tensile Deformation Behaviors and Fracture Characteristics of a Typical Ni-Based Superalloy. Mater. Des. 2014, 55, 949–957. [Google Scholar] [CrossRef]
- Li, C.-M.; Huang, L.; Li, C.-L.; Hui, S.-X.; Yu, Y.; Zhao, M.-J.; Guo, S.-Q.; Li, J.-J. Research Progress on Hot Deformation Behavior of High-Strength β Titanium Alloy: Flow Behavior and Constitutive Model. Rare Met. 2022, 41, 1434–1455. [Google Scholar] [CrossRef]
- Liu, Y.; Ning, Y.; Yang, X.; Yao, Z.; Guo, H. Effect of Temperature and Strain Rate on the Workability of FGH4096 Superalloy in Hot Deformation. Mater. Des. 2016, 95, 669–676. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.-Y.; Chen, X.-M.; Chen, J.; Wen, D.-X.; Zhang, J.-L.; Li, L.-T. EBSD Study of a Hot Deformed Nickel-Based Superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Zong, Y.Y.; Shan, D.B.; Xu, M.; Lv, Y. Flow Softening and Microstructural Evolution of TC11 Titanium Alloy during Hot Deformation. J. Mater. Process. Technol. 2009, 209, 1988–1994. [Google Scholar] [CrossRef]
- Yasmeen, T.; Zhao, B.; Zheng, J.-H.; Tian, F.; Lin, J.; Jiang, J. The Study of Flow Behavior and Governing Mechanisms of a Titanium Alloy during Superplastic Forming. Mater. Sci. Eng. A 2020, 788, 139482. [Google Scholar] [CrossRef]
- Hajari, A.; Morakabati, M.; Abbasi, S.M.; Badri, H. Constitutive Modeling for High-Temperature Flow Behavior of Ti-6242S Alloy. Mater. Sci. Eng. A 2017, 681, 103–113. [Google Scholar] [CrossRef]
- Ghasemi, E.; Zarei-Hanzaki, A.; Farabi, E.; Tesař, K.; Jäger, A.; Rezaee, M. Flow Softening and Dynamic Recrystallization Behavior of BT9 Titanium Alloy: A Study Using Process Map Development. J. Alloys Compd. 2017, 695, 1706–1718. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Morgan, J.T.; Malas, J.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot Deformation and Microstructural Damage Mechanisms in Extra-Low Interstitial (ELI) Grade Ti–6Al–4V. Mater. Sci. Eng. A 2000, 279, 289–299. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain Morphology Evolution Behavior of Titanium Alloy Components during Laser Melting Deposition Additive Manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Yin, H.; Felicelli, S.D. Dendrite Growth Simulation during Solidification in the LENS Process. Acta Mater. 2010, 58, 1455–1465. [Google Scholar] [CrossRef]
- Gushchina, M.O.; Kuzminova, Y.O.; Kudryavtsev, E.A.; Babkin, K.D.; Andreeva, V.D.; Evlashin, S.A.; Zemlyakov, E.V. Effect of Scanning Strategy on Mechanical Properties of Ti-6Al-4V Alloy Manufactured by Laser Direct Energy Deposition. J. Mater. Eng. Perform. 2022, 31, 2783–2791. [Google Scholar] [CrossRef]
- Lin, J.J.; Lv, Y.H.; Liu, Y.X.; Xu, B.S.; Sun, Z.; Li, Z.G.; Wu, Y.X. Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Wall Deposited by Pulsed Plasma Arc Additive Manufacturing. Mater. Des. 2016, 102, 30–40. [Google Scholar] [CrossRef]
- Mironov, S.; Murzinova, M.; Zherebtsov, S.; Salishchev, G.A.; Semiatin, S.L. Microstructure Evolution during Warm Working of Ti–6Al–4V with a Colony-α Microstructure. Acta Mater. 2009, 57, 2470–2481. [Google Scholar] [CrossRef]
- Weiss, I.; Froes, F.H.; Eylon, D.; Welsch, G.E. Modification of Alpha Morphology in Ti-6Al-4V by Thermomechanical Processing. Met. Mater. Trans. A 1986, 17, 1935–1947. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; Pang, G.-D.; Jiang, X.-Y.; He, D.-G. Hot Tensile Deformation Mechanism and Dynamic Softening Behavior of Ti–6Al–4V Alloy with Thick Lamellar Microstructures. Adv. Eng. Mater. 2020, 22, 1901193. [Google Scholar] [CrossRef]
- Callegari, B.; Oliveira, J.P.; Coelho, R.S.; Brito, P.P.; Schell, N.; Soldera, F.; Mücklich, F.; Pinto, H.C. New Aspects of Globularization Crystallography and Dynamic Phase Evolution during Thermomechanical Processing of Ti–6Al–4V Alloy. Mater. Chem. Phys. 2022, 276, 125388. [Google Scholar] [CrossRef]
- Cayron, C. Importance of the A→β Transformation in the Variant Selection Mechanisms of Thermomechanically Processed Titanium Alloys. Scr. Mater. 2008, 59, 570–573. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Wang, S.C.; Aindow, M.; Starink, M.J. Effect of Self-Accommodation on α/α Boundary Populations in Pure Titanium. Acta Mater. 2003, 51, 2485–2503. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Park, S.-H.; Kim, Y.-J.; Almangour, B.; Lee, K.-A. Effect of Stress Relieving Heat Treatment on the Microstructure and High-Temperature Compressive Deformation Behavior of Ti-6Al-4V Alloy Manufactured by Selective Laser Melting. Met. Mater. Trans. A 2018, 49, 5763–5774. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Toh, W.Q.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Revealing Martensitic Transformation and α/β Interface Evolution in Electron Beam Melting Three-Dimensional-Printed Ti-6Al-4V. Sci. Rep. 2016, 6, 26039. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.-C.; Seok, H.-K.; Suh, J.-Y. Microstructural Evolutions of the Al Strip Prepared by Cold Rolling and Continuous Equal Channel Angular Pressing. Acta Mater. 2002, 50, 4005–4019. [Google Scholar] [CrossRef]
- Ponge, D.; Gottstein, G. Necklace Formation during Dynamic Recrystallization: Mechanisms and Impact on Flow Behavior. Acta Mater. 1998, 46, 69–80. [Google Scholar] [CrossRef]
- Li, J.; Wu, X.; Liao, B.; Cao, L. Simulation of Dynamic Recrystallization in an Al-Mg-Si Alloy during Inhomogeneous Hot Deformation. Mater. Today Commun. 2021, 29, 102810. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).