
Research on the Controllable Interface Response Enhancement of the Textured Pilot Valve


Abstract
:1. Introduction
2. Experiment Details
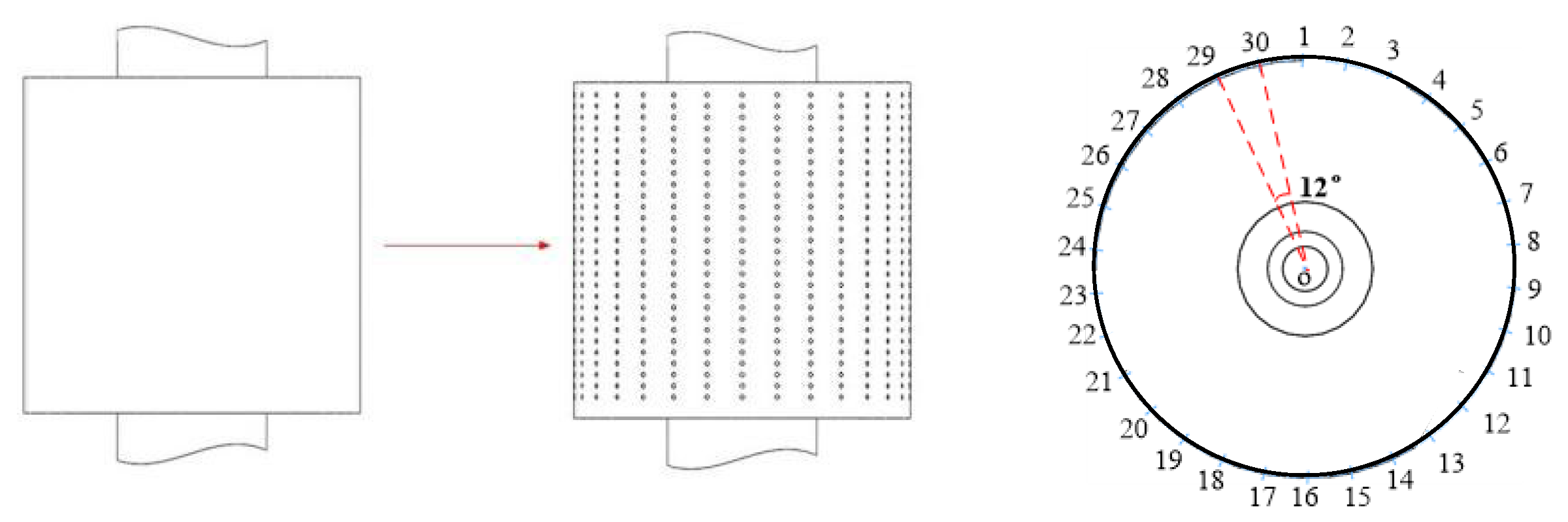
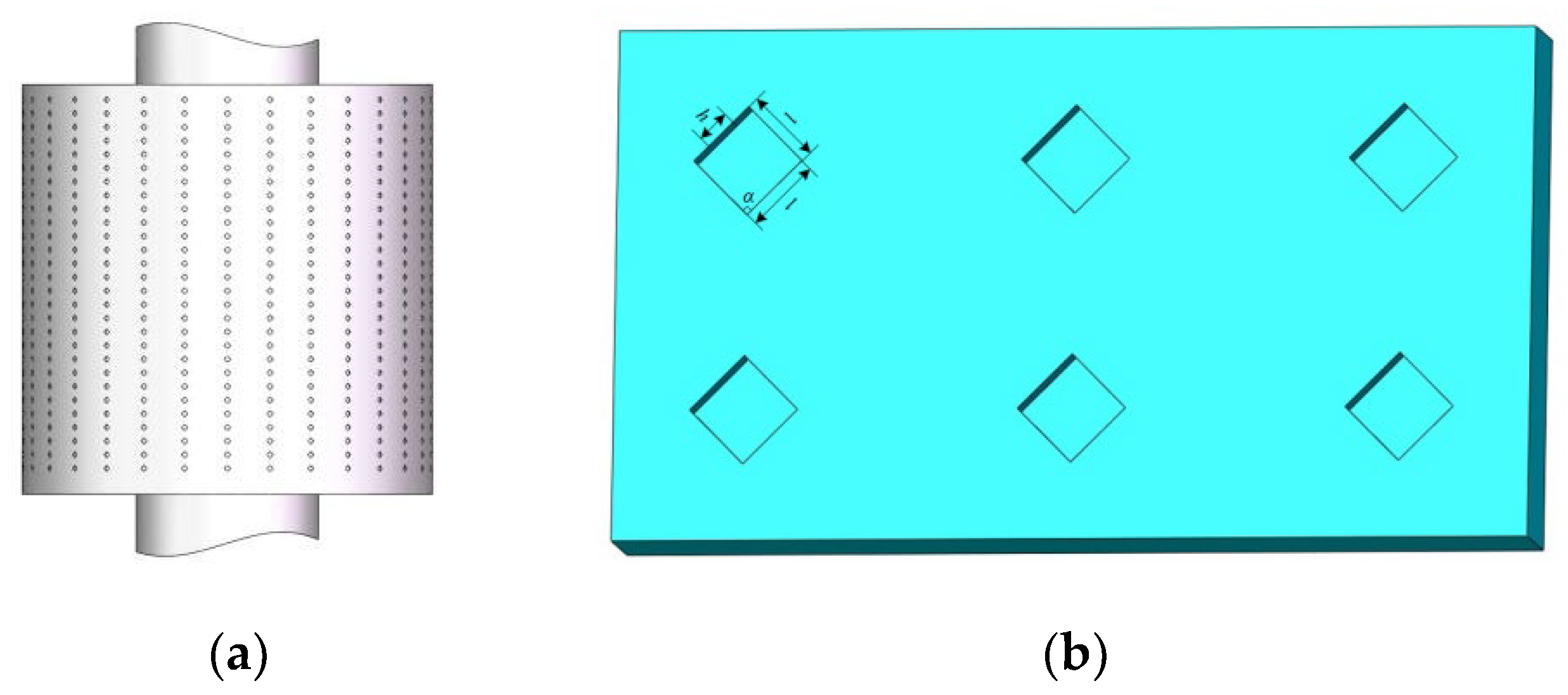
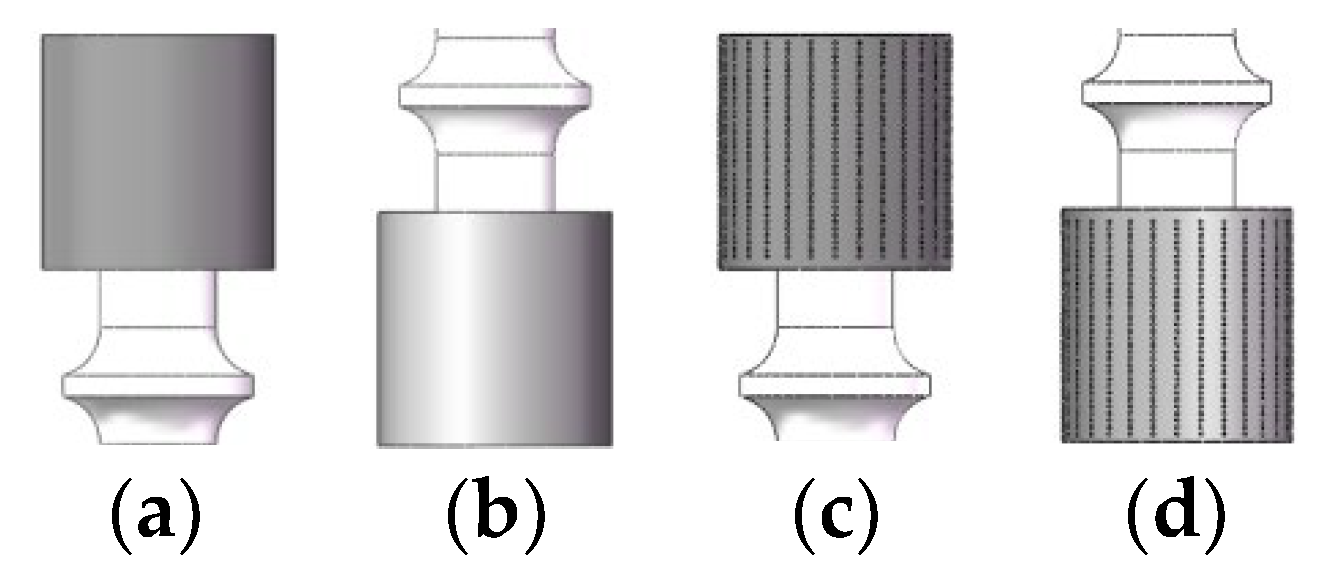
2.1. Pilot Valve Core Treatment
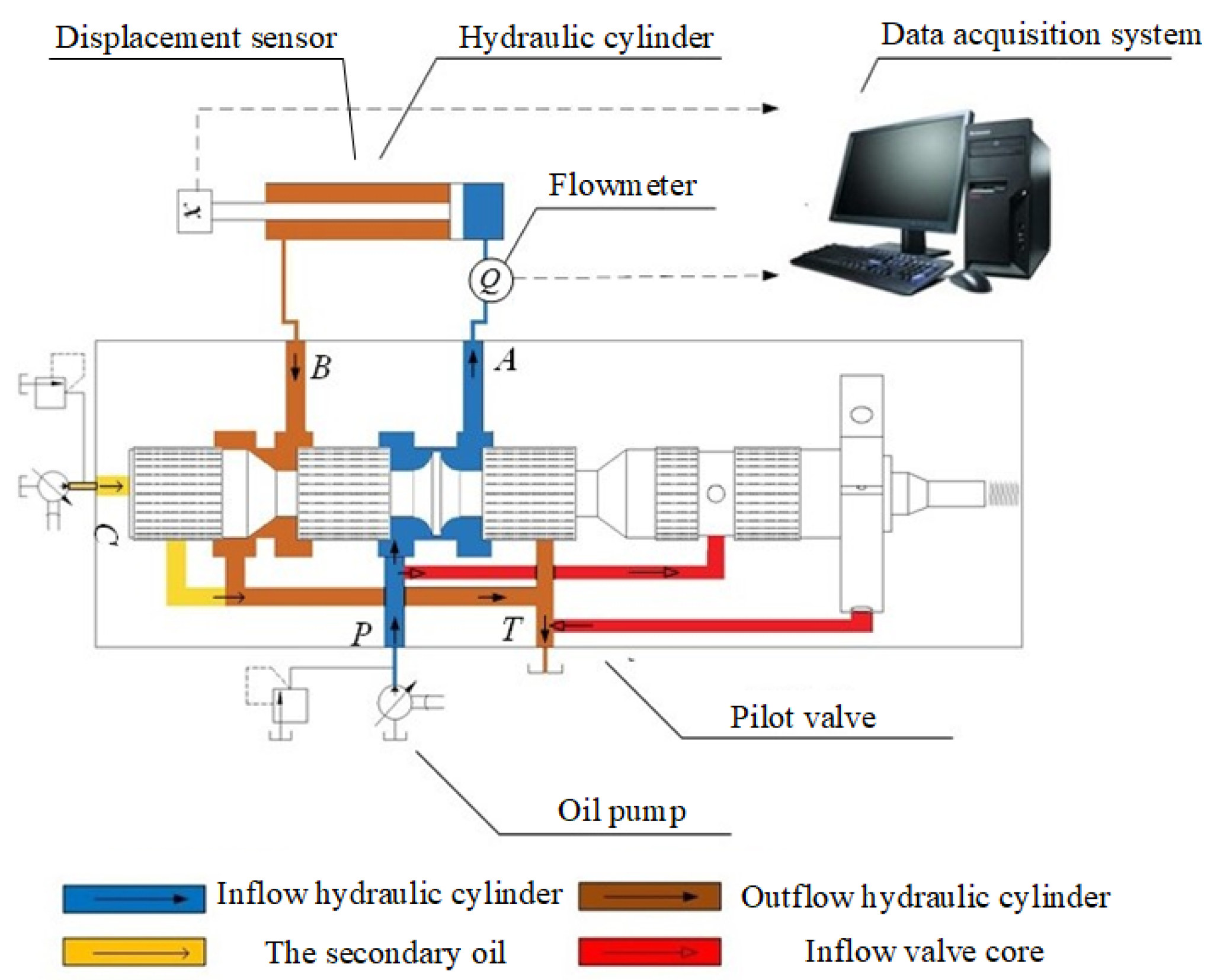
2.2. Pilot Valve Experiment Design
2.3. Results and Discussion
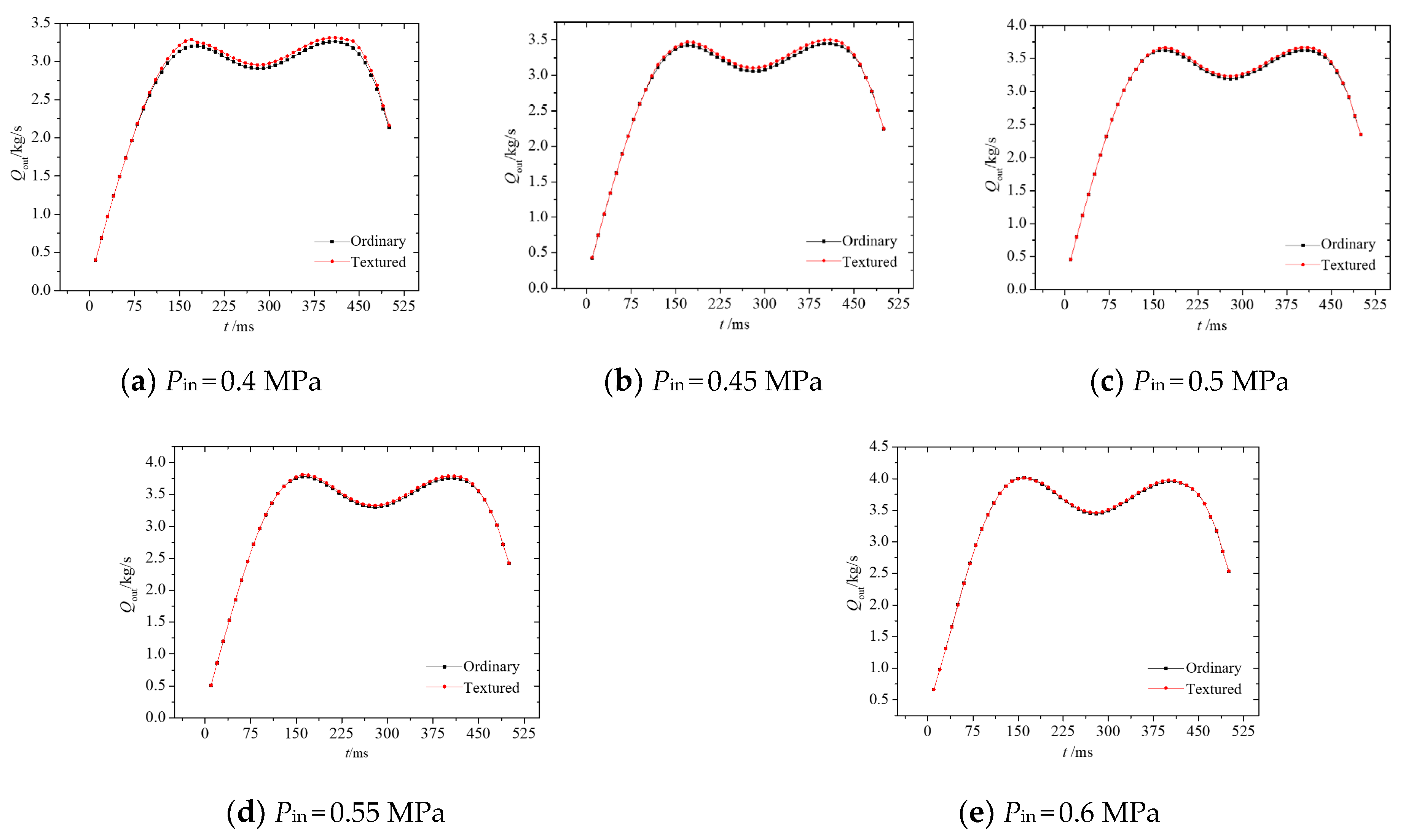
2.3.1. Influence of Response on Outlet Flow
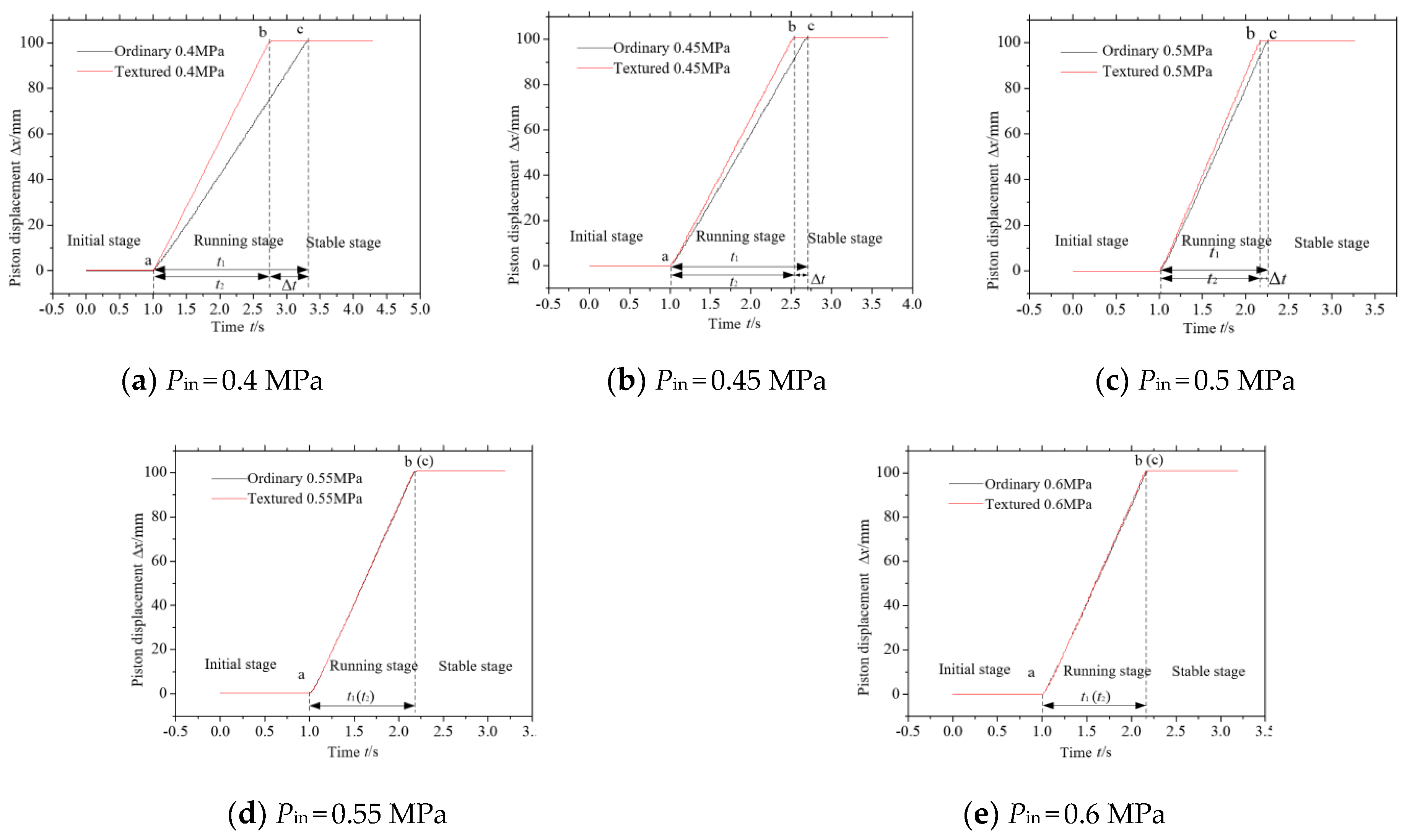
2.3.2. Influence of Response on Piston Displacement
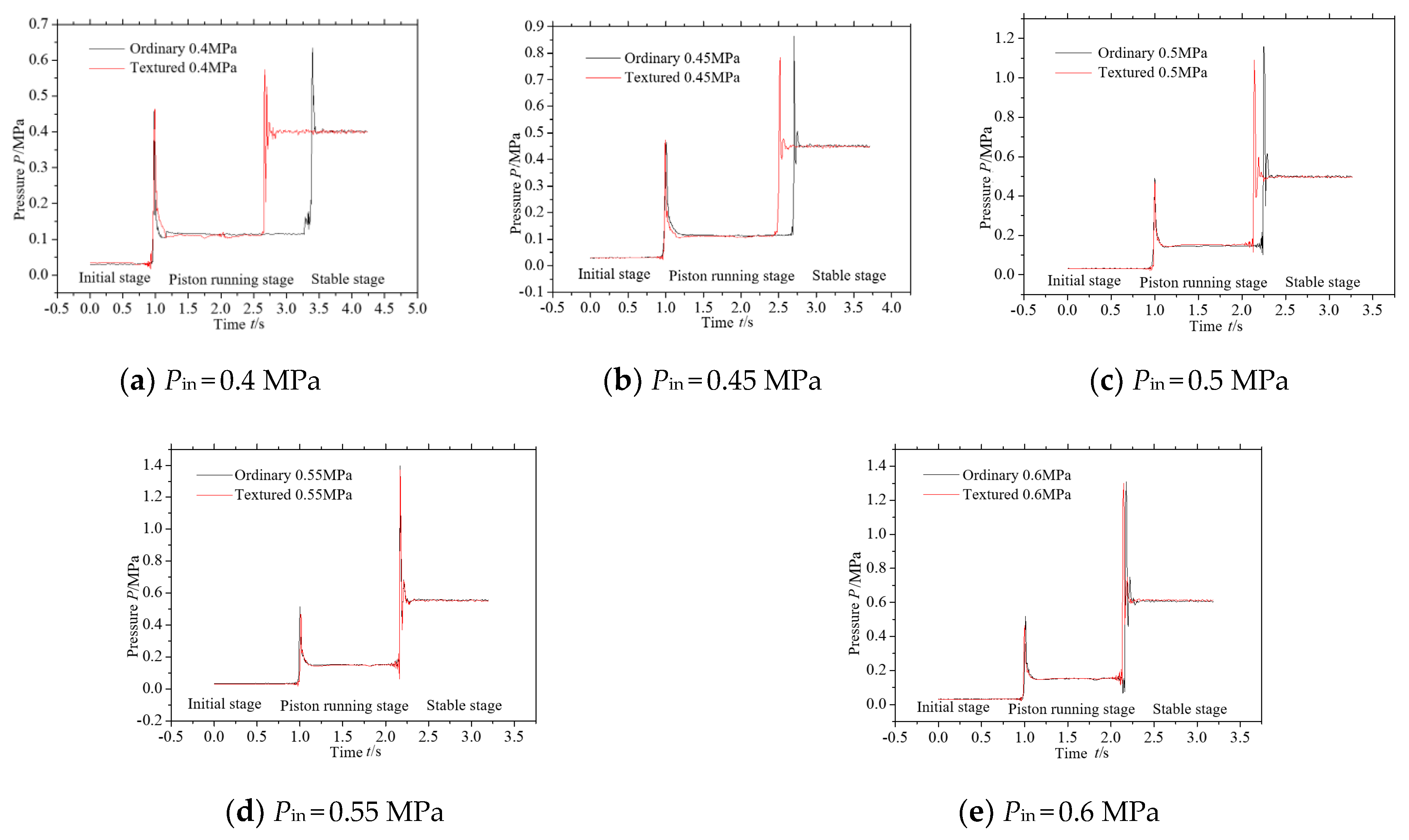
2.3.3. Influence of Response on Outlet Pressure
3. Research on Operation Mechanism
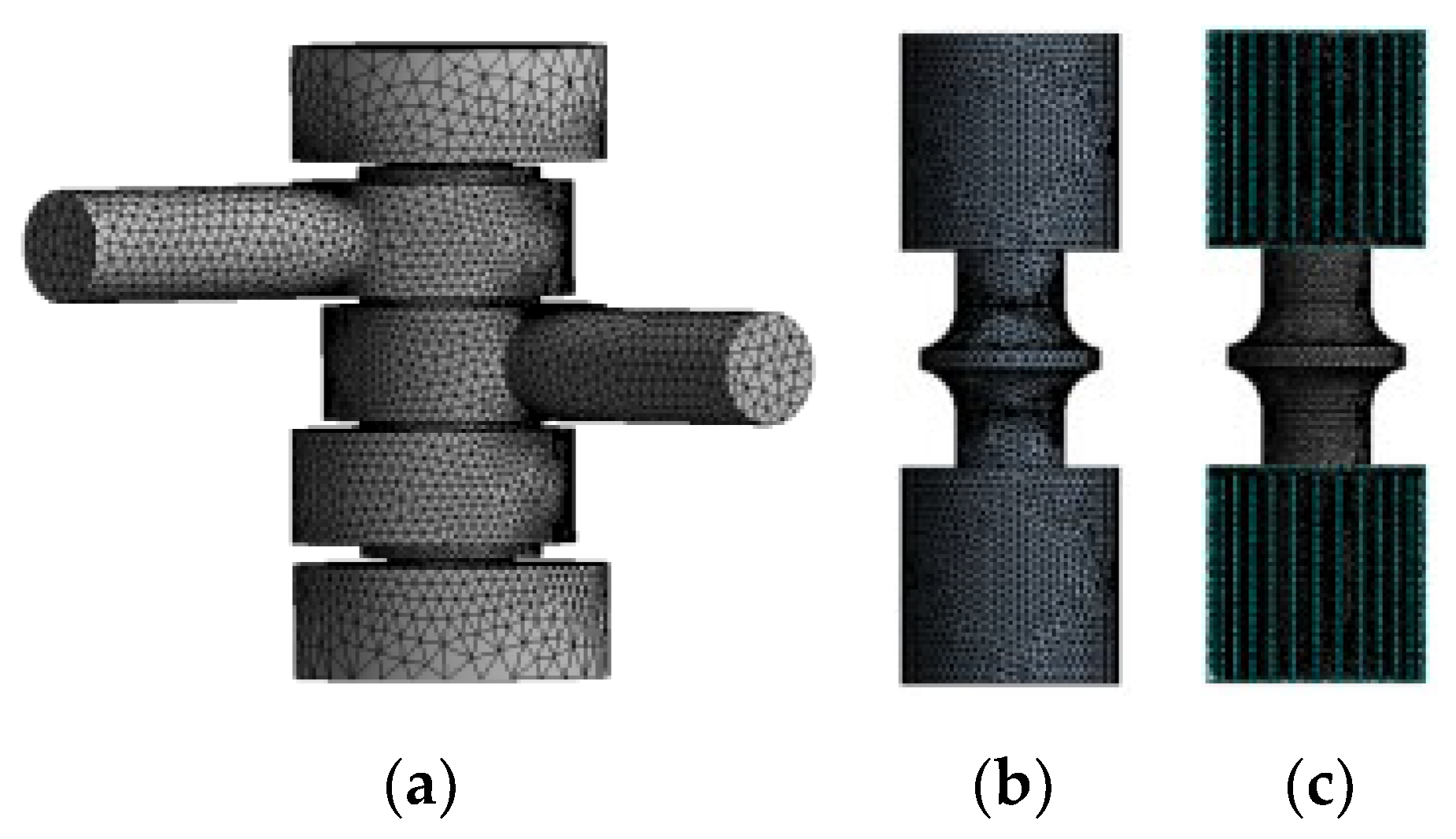
3.1. Modeling and Meshing
3.2. Calculation Results and Discussion
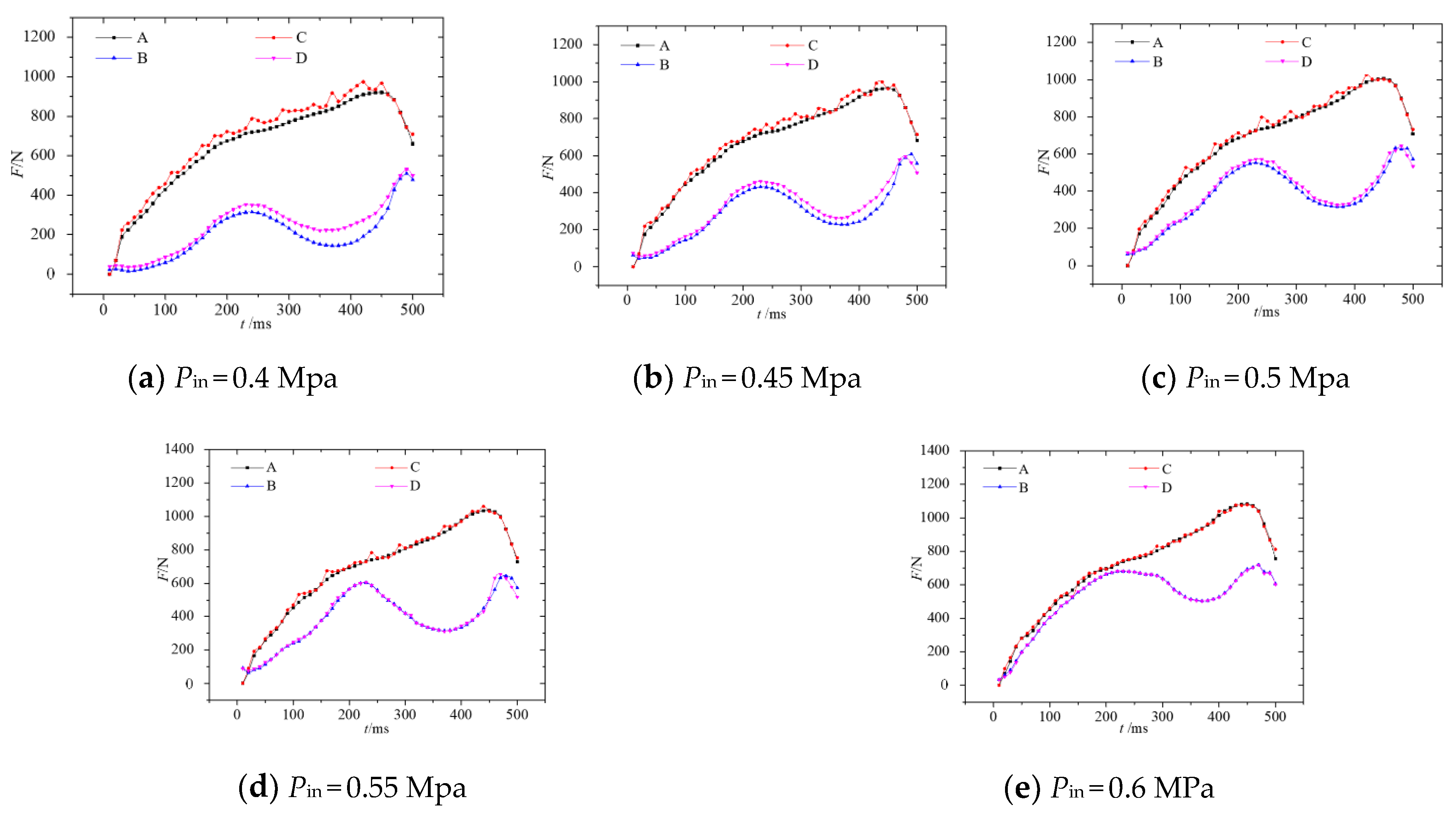
3.2.1. Stress Analysis
3.2.2. Flow Rate Analysis
4. Conclusions
- (1)
- The flow rate Q, pressure P and displacement of cylinder piston Δx at port A of pilot valve are experimental studied. Results show when Pin < 0.55 MPa, the textured surface shortens the reciprocating time of valve core, increasing the flow rate of port A, and speeds up the piston stroke of oil cylinder, the textured valve actions much more stable and sensitivity. This indicates that the textured surface increases the oil film gap, reduce the friction between components, and effectively improve the dynamic lubrication performance of components. Texture valve core effectively improves the responsiveness of pilot valve. When Pin ≥ 0.55 MPa, the effect of the textured surface is gradually weakened;
- (2)
- The stress variation law of the upper and lower sealing surfaces of the two kinds of valve cores are computational analysis. Results show when Pin < 0.55 MPa, the stress of textured valve core sealing surface is greater than that of ordinary one, and the stress difference gradually decreases with the increase in inlet pressure Pin. The textured surface can effectively reduce the stress of the friction pairs. When Pin ≥ 0.55 MPa, the stress of textured valve core is basically the same, and the flow difference is basically the same as the force on the sealing surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
- Hydrodynamic control equation
- (1)
- Momentum conservation equation
- (2)
- Mass conservation equation
- Theoretical model
References
- Shi, Y.; Ding, X.; Gai, Y. Steam Turbine Equipment and Operation; China Electric Power Press: Beijing, China, 2008; pp. 15–16. [Google Scholar]
- Qi, J. Cause analysis and treatment of oil leakage of steam turbine oil seal. Equip. Maint. Technol. 2020, 1, 87–96. [Google Scholar] [CrossRef]
- Wang, R. Digital Twin-Driven Mating Performance Analysis for Precision Spool Valve. Machines 2021, 9, 157. [Google Scholar]
- Zhang, J.; Lu, Z.; Xu, B.; Su, Q. Investigation on the dynamic characteristics and control accuracy of a novel proportional directional valve with independently controlled pilot stage. ISA Trans. 2019, 93, 218–230. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z. A Performance Prediction Method for a High-Precision Servo Valve Supported by Digital Twin Assembly-Commissioning. Machines 2021, 10, 11. [Google Scholar]
- Fan, S.; Xu, R.; Ji, H.; Yang, S.; Yuan, Q. Experimental Investigation on Contaminated Friction of Hydraulic Spool Valve. Appl. Sci. 2019, 9, 5230. [Google Scholar] [CrossRef] [Green Version]
- Frosina, E.; Senatore, A.; Buono, D.; Pavanetto, M.; Olivetti, M. 3D CFD transient analysis of the forces acting on the spool of a directional valve. Energy Proc. 2015, 81, 1090–1101. [Google Scholar] [CrossRef] [Green Version]
- Ping, S. Discussion on several problems in dynamic characteristic calculation of steam turbine speed governing system. Therm. Power Gener. 1993, 1, 29–35. [Google Scholar]
- Sweeny, D.C. Preliminary investigation of hydraulic lock. Engineering 1951, 172, 513–516. [Google Scholar]
- Ye, Y.; Yin, C.B.; Li, X.D.; Zhou, W.; Yuan, F. Effects of groove shape of notch on the flow characteristics of spool valve. Energy Convers. Manag. 2014, 86, 1091–1101. [Google Scholar] [CrossRef]
- Zheng, F.; Zhu, D.; Lu, C.; Zhang, Y.; Li, T. Design and experimental research of solenoid directional valve based on 2D Technology. Hydraul. Pneum. Seals 2019, 7, 6–8. [Google Scholar]
- Lisowski, E.; Filo, G. CFD analysis of the characteristics of a proportional flow control valve with an innovative opening shape. Energy Convers. Manag. 2016, 123, 15–28. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, S.; Li, Y. Treatment of Cylinder Wall Wear of Steam Turbine Governor Valve Engine. Northeast. Electr. Power Technol. 2012, 32–34. [Google Scholar] [CrossRef]
- Nieminen, P.; Esque, S.; Muhammad, A.; Mattila, J.; Vayrynen, J.; Siuko, M.; Vilenius, M. Water hydraulic manipulator for fail safe and fault tolerant remote handling operations at ITER. Fusion Eng. Des. 2009, 84, 1420–1424. [Google Scholar] [CrossRef]
- Watanabe, T.; Inayama, T.; Oomichi, T. Development of the Small Flow Rate Water Hydraulic Servo Valve. J. Robot. Mechatron. 2010, 22, 333–340. [Google Scholar] [CrossRef]
- Etsion, I.; Kligerman, Y.; Halperin, G. Analytical and Experimental Investigation of Laser-Textured Mechanical Seal Faces. ASLE Transa 1999, 42, 511–516. [Google Scholar] [CrossRef]
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Pan, C.; Li, Q.; Hu, K.; Song, Y. Study on Surface Roughness of Gcr15 Machined by Micro-Texture PCBN Tools. Machines 2018, 6, 42. [Google Scholar] [CrossRef] [Green Version]
- Hao, X.; Sun, H.; Wang, L.; Ali, Q.; Li, L.; He, N. Fabrication of micro-texture on cylindrical inner surface and its effect on the stability of hybrid bearing. Int. J. Adv. Manuf. Technol. 2020, 109, 1671–1680. [Google Scholar] [CrossRef]
- Gherca, A.; Fatu, A.; Hajjam, M.; Maspeyrot, P. Influence of surface texturing on the hydrodynamic performance of a thrust bearing operating in steady-state and transient lubrication regime. Tribol. Int. 2016, 102, 305–318. [Google Scholar] [CrossRef]
- Liu, H.; Wang, W.; Zhao, Z.; Kong, L. Experimental study on effect of surface texture on friction properties of point contact lubrication. Lubr. Eng. 2014, 39, 9–16. [Google Scholar] [CrossRef]
- Yu, H.; Wang, X.; Zhou, F. Geometric shape effects of surface texture on the generation of hydrodynamic pressure between conformal contacting surfaces. Tribol. Lett. 2010, 37, 123–130. [Google Scholar] [CrossRef]
- Yang, L.; Ding, Y.; Cheng, B.; He, J.; Wang, G.; Wang, Y. Investigations on femtosecond laser modified micro-textured surface with anti-friction property on bearing steel GCr15. Appl. Surf. Sci. 2018, 434, 831–842. [Google Scholar] [CrossRef]
- Reddy, A.R.; Ismail, S. Tribological performance of textured parallel sliding contact under mixed lubrication condition by considering mass conservation condition and couple-stress parameter. Proc. Inst. Mech. Eng. 2021, 235, 410–422. [Google Scholar] [CrossRef]
- Han, Z.; Wang, L.; Zhang, X.; Zheng, H.; Li, Y.; Wang, Z. Effect of pit texture on water lubrication properties of graphite materials. Lubr. Eng. 2020, 45, 6. [Google Scholar]
- Meng, F.D.; Liu, B.S.; Zeng, Y.S.; Wu, W. Geometric characterization of placoid scales of fast-swimming sharks. J. Plast. Eng. 2016, 23, 143–147. [Google Scholar]
- He, T.; Wang, C.L.; Deng, H.S.; Huang, Y.L.; Yu, C.F. Hydrodynamic Lubrication and Load Carrying Capacity Analysis of Laser Surface Texturing Valve Core. In Key Engineering Materials; Trans Tech Publications Ltd.: Bach, Switzerland, 2016; Volume 693, pp. 348–355. [Google Scholar]
- Tamburrano, P.; Amirante, R.; Distaso, E.; Plummer, A.R. Full simulation of a piezoelectric double nozzle flapper pilot valve coupled with a main stage spool valve. Energy Proc. 2018, 148, 487–494. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Meaning |
|---|---|
| Pin | Inlet pressure |
| P | Out pressure |
| Δx | Cylinder piston displacement |
| Q | Outlet flow |
| F | Sealing surface stress |
| Name | Model | Measurement Parameters | Accuracy Class |
|---|---|---|---|
| Flowmeter | ECLWGY10ALC2SSN | 0.2~1.2 m3/h | 1% |
| Displacement sensor | RH-M0500-S1-DN02-A01 | 0~100 mm | 0.1% |
| Pressure sensor | PTh503 | 0~60 MPa | ±0.5% |
| Pressure gauge | YTN-60 | 0~5 MPa | ±1.6% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Zhang, G.; Fan, S.; Ni, J.; Lian, J. Research on the Controllable Interface Response Enhancement of the Textured Pilot Valve. Machines 2022, 10, 357. https://doi.org/10.3390/machines10050357
Xu J, Zhang G, Fan S, Ni J, Lian J. Research on the Controllable Interface Response Enhancement of the Textured Pilot Valve. Machines. 2022; 10(5):357. https://doi.org/10.3390/machines10050357
Chicago/Turabian StyleXu, Jing, Guiming Zhang, Shaochao Fan, Jing Ni, and Jiadi Lian. 2022. "Research on the Controllable Interface Response Enhancement of the Textured Pilot Valve" Machines 10, no. 5: 357. https://doi.org/10.3390/machines10050357
APA StyleXu, J., Zhang, G., Fan, S., Ni, J., & Lian, J. (2022). Research on the Controllable Interface Response Enhancement of the Textured Pilot Valve. Machines, 10(5), 357. https://doi.org/10.3390/machines10050357