Stability of Chromium in Stainless Steel Slag during Cooling



Abstract
1. Introduction
2. Experiments
2.1. Experimental Sample and Preparation
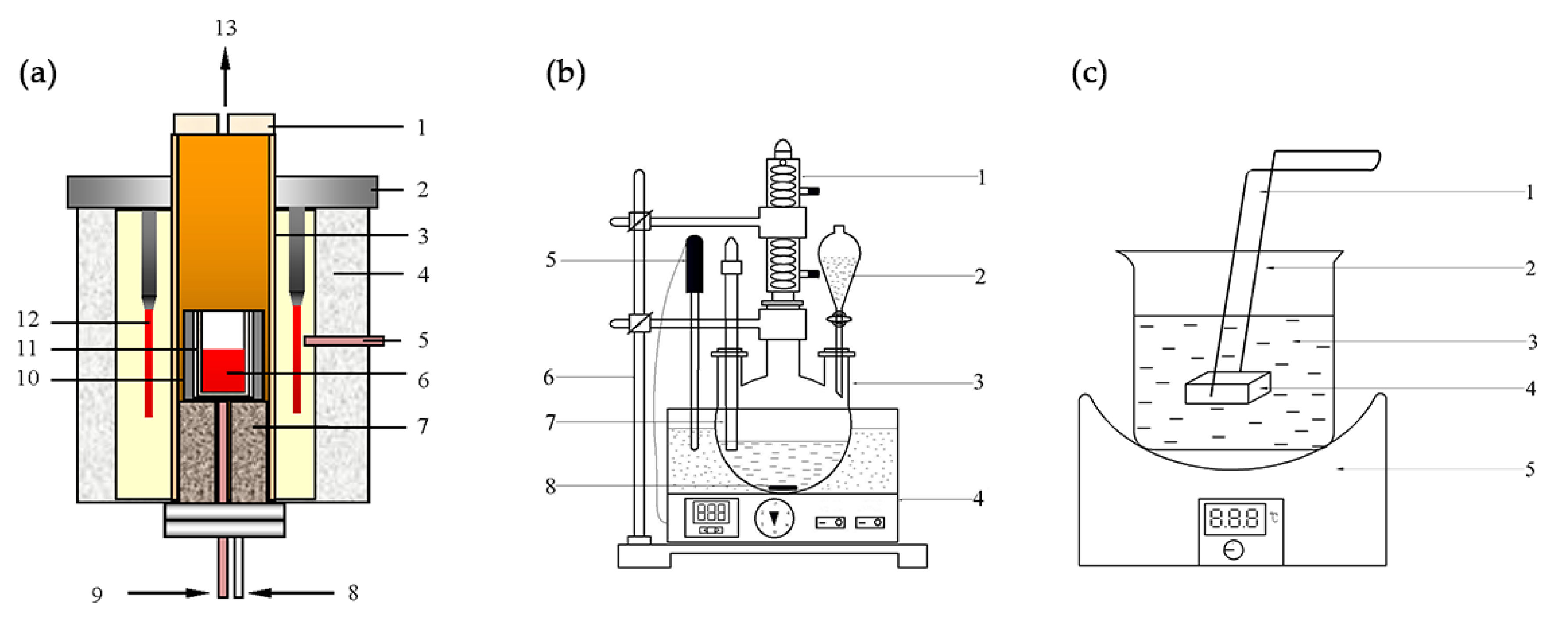
2.2. Experiment Procedure
3. Results and Discussion
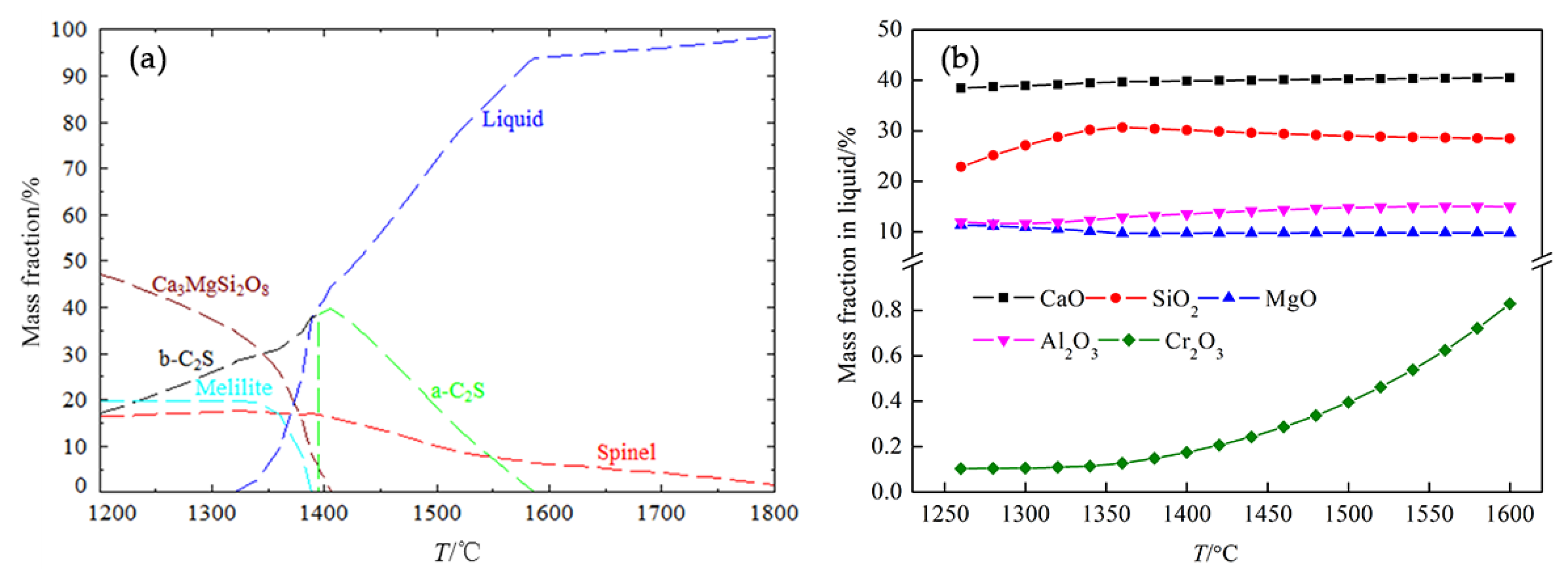
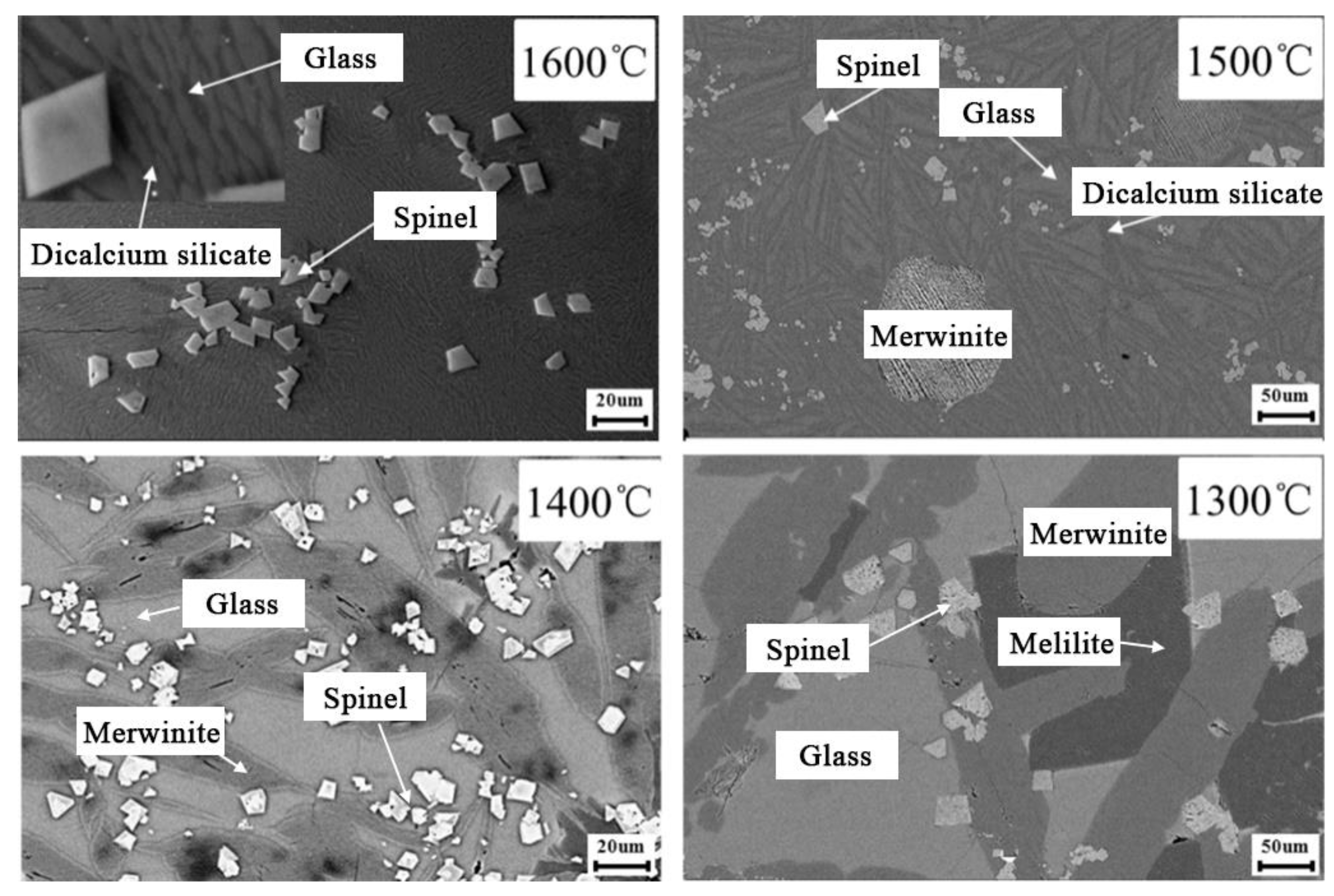
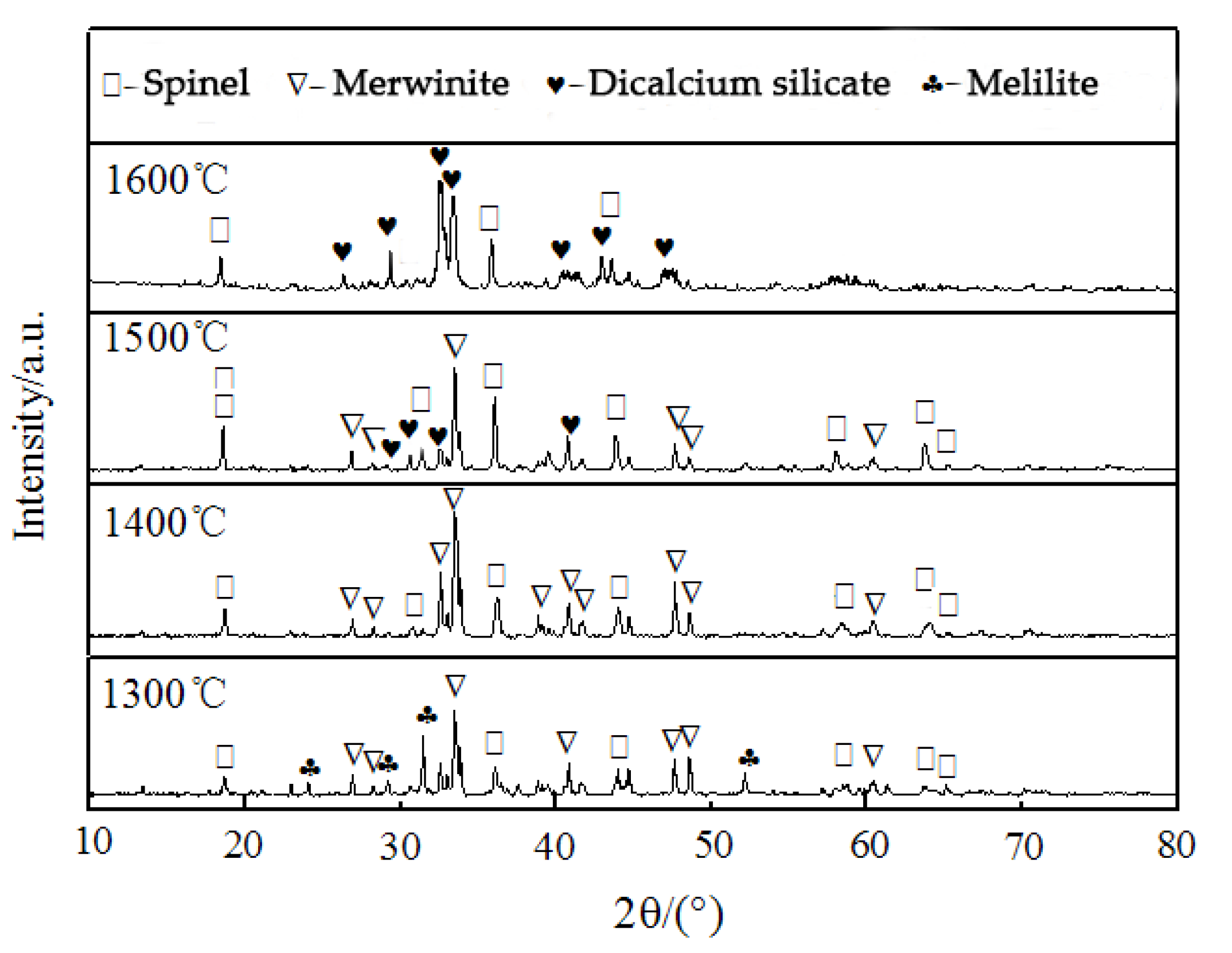
3.1. Phase Transformations
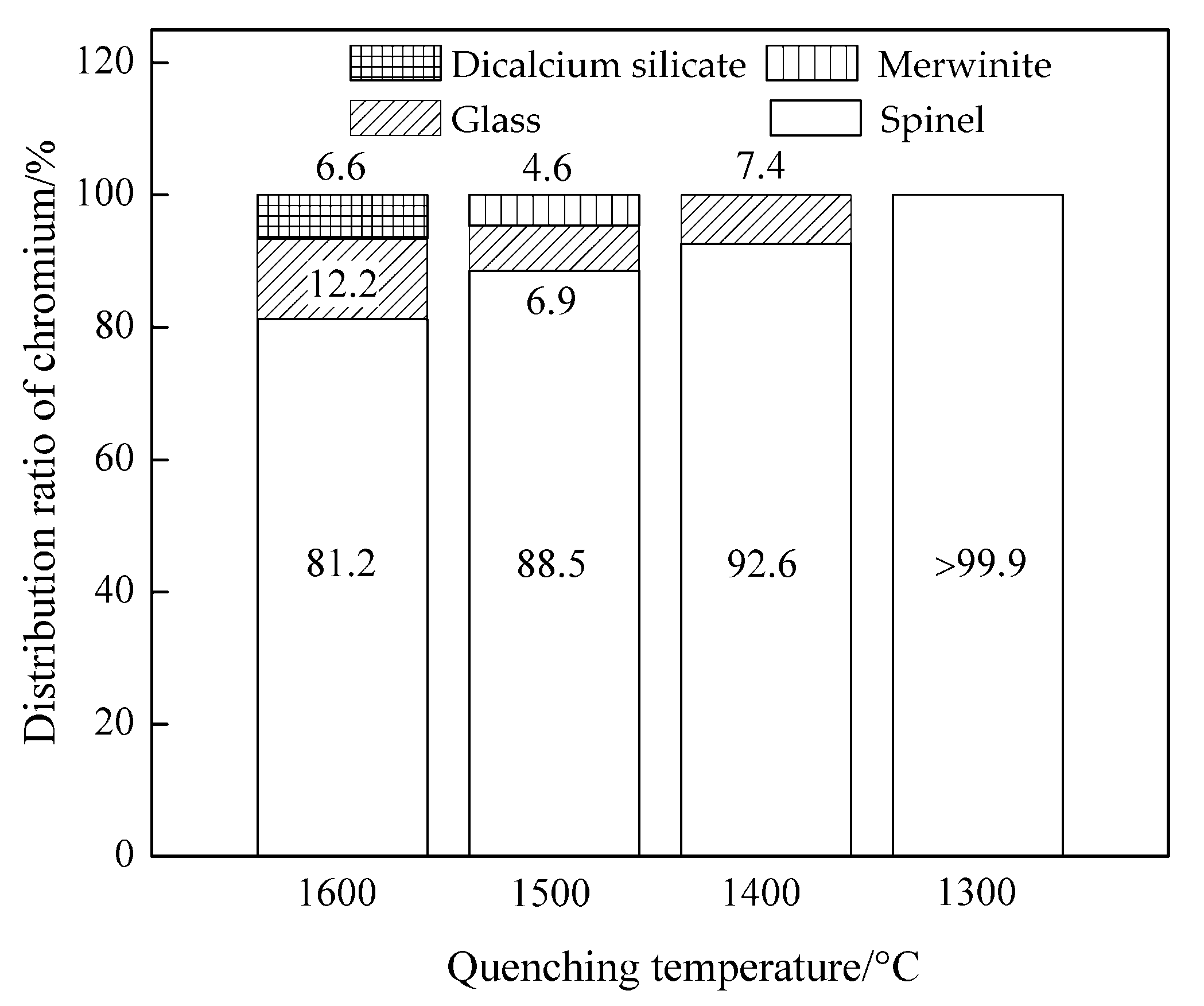
3.2. Chromium Distribution
3.3. Chromium Stability Evaluation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Loncnar, M.; Zupancic, M.; Bukovec, P. The effect of water cooling on the leaching behaviour of EAF slag from stainless steel production. Mater. Tehnol. 2009, 43, 315–322. [Google Scholar]
- Mombelli, D.; Mapelli, C.; Barella, S.; Di Cecca, C.; Le Saout, G.; Garcia-Diaz, E. The effect of microstructure on the leaching behaviour of electric arc furnace (EAF) carbon steel slag. Process Saf. Environ. Prot. 2016, 102, 810–821. [Google Scholar] [CrossRef]
- Mombelli, D.; Mapelli, C.; Barella, S.; Di Cecca, C.; Le Saout, G.; Garcia-Diaz, E. The effect of chemical composition on the leaching behaviour of electric arc furnace (EAF) carbon steel slag during a standard leaching test. J. Environ. Chem. Eng. 2016, 4, 1050–1060. [Google Scholar] [CrossRef]
- Mombelli, D.; Mapelli, C.; Barella, S.; Gruttadauria, A.; Le Saout, G.; Garcia-Diaz, E. The efficiency of quartz addition on electric arc furnace (EAF) carbon steel slag stability. J. Hazard. Mater. 2014, 279, 586–596. [Google Scholar] [CrossRef] [PubMed]
- Wei, D.X.; Xu, A.J.; Dong, D.F.; Tian, N.Y.; Yang, Q.X. Beneficial reuse of EAF slag and its leaching behavior of Cr. Iron Steel 2012, 47, 92–96, (In Chinese with English abstract). [Google Scholar]
- Shi, H.Z.; Wang, R.Y.; Chen, R.H.; Shi, L. Safety analysis of stainless steel slag used as composite cement admixture. J. Build. Mater. 2010, 13, 802–806, (In Chinese with English abstract). [Google Scholar]
- Shen, H.; Forssberg, E.; Nordström, U. Physicochemical and mineralogical properties of stainless steel slags oriented to metal recovery. Resour. Conserv. Recycl. 2004, 40, 245–271. [Google Scholar] [CrossRef]
- Engström, F.; Adolfsson, D.; Samuelsson, C.; Sandström, Å.; Björkman, B. A study of the solubility of pure slag minerals. Miner. Eng. 2013, 41, 46–52. [Google Scholar] [CrossRef]
- Yamaguchi, A. Characteristics and problem of chrome—Containing refractory. China’s Refract. 2007, 16, 3–7, (In Chinese with English abstract). [Google Scholar]
- Lee, Y.; Nassaralla, C.L. Minimization of hexavalent chromium in magnesite—Chrome refractory. Metall. Mater. Trans. B 1997, 28, 855–859. [Google Scholar] [CrossRef]
- Lee, Y.; Nassaralla, C.L. Formation of hexavalent chromium by reaction between slag and magnesite—Chrome refractory. Metall. Mater. Trans. B 1998, 29, 405–410. [Google Scholar] [CrossRef]
- Pillay, K.; Von Blottnitz, H.; Petersen, J. Ageing of chromium(III)-bearing slag and its relation to the atmospheric oxidation of solid chromium(III)-oxide in the presence of calcium oxide. Chemosphere 2003, 52, 1771–1779. [Google Scholar] [CrossRef]
- Samada, Y.; Miki, T.; Hino, M. Prevention of chromium elution from stainless steel slag into seawater. ISIJ Int. 2011, 51, 728–732. [Google Scholar] [CrossRef]
- Real, H.C.; Serrano, A.; Zeifert, B.H.; Ramirez, A.H.; Lopez, M.H.; Ramirez, A. Effect of MgO and CaO/SiO2 on the immobilization of chromium in synthetic slags. J. Mater. Cycles Waste Manag. 2012, 14, 317–324. [Google Scholar] [CrossRef]
- Torres, V.A.; Romero, A.; Zeifert, B.H.; Rivera, J.C.; Sánchez, P.F.; Cruz, A. Stabilization of MgCr2O4 spinel in slags of the SiO2-CaO-MgO-Cr2O3 system. Rev. Metal. Madr. 2006, 42, 417–424. [Google Scholar] [CrossRef]
- Drissen, P.; Ehrenberg, A.; Kuhn, M.; Mudersbach, D. Recent development in slag treatment and dust recycling. Steel Res. Int. 2009, 80, 737–745. [Google Scholar] [CrossRef]
- Tossavainen, M.; Forssberg, E. Studies of the leaching behaviour of rock material and slag used in road construction: A mineralogical interpretation. Steel Res. 2000, 71, 442–448. [Google Scholar] [CrossRef]
- Kilau, H.W.; Shah, I.D. Chromium-bearing waste slag: Evaluation of leachability when exposed to simulated acid precipitation. In Proceedings of the 3th Symposium, Hazardous Industrial Waste Management and Testing, Philadelphia, PA, USA, 7–10 Match 1983. [Google Scholar]
- García-Ramos, E.; Romero-Serrano, A.; Zeifert, B.; Flores-Sánchez, P.; Hallen-López, M.; Palacios, E.G. Immobilization of chromium in slags using MgO and Al2O3. Steel Res. Int. 2008, 79, 332–339. [Google Scholar] [CrossRef]
- Baciocchi, R.; Costa, G.; Polettini, A.; Pomi, R. Effects of thin-film accelerated carbonation on steel slag leaching. J. Hazard. Mater. 2015, 286, 369–378. [Google Scholar] [CrossRef] [PubMed]
- Cao, L.H.; Liu, C.J.; Zhao, Q.; Jiang, M.F. Effect of Al2O3 modification on enrichment behavior of chromium in stainless steel slag. J. Iron Steel Res. Int. 2017, 24, 258–265. [Google Scholar] [CrossRef]
- Tossavainen, M.; Engström, F.; Yang, Q.; Menad, N.; Lidstrom, L.M.; Bjorkman, B. Characteristics of steel slag under different cooling conditions. Waste Manag. 2007, 27, 1335–1344. [Google Scholar] [CrossRef] [PubMed]
- Sakai, Y.; Yabe, Y.; Takahashi, M.; Iizuka, A.; Shibata, E.; Nakamura, T. Elution of hexavalent chromium from molten sewage sludge slag: Influence of sample basicity and cooling rate. Ind. Eng. Chem. Res. 2013, 52, 3903. [Google Scholar] [CrossRef]
- Engstrom, F.; Adolfsson, D.; Yang, Q.; Samuelsson, C.; Bjorkman, B. Crystallization behaviour of some steelmaking slags. Steel Res. Int. 2010, 81, 362–371. [Google Scholar] [CrossRef]
- Cao, L.H.; Liu, C.J.; Zhao, Q.; Jiang, M.F. Growth behavior of spinel in stainless steel slag during cooling process. Metall. Res. Technol. 2018, 115, 114–121. [Google Scholar] [CrossRef]
- Bartie, N.J. The Effects of Temperature Slag Chemistry and Oxygen Partial Pressure on the Behaviour of Chromium Oxide in Melter Slags. Ph.D. Thesis, The University of Stellenbosch, Stellenbosch, South Africa, December 2004. [Google Scholar]
- Albertsson, G.J.; Teng, L.; Engström, F.; Seetharaman, S. Effect of the heat treatment on the chromium partition in CaO-MgO-SiO2-Cr2O3 synthetic slags. Metall. Mater. Trans. B 2013, 44, 1586–1597. [Google Scholar] [CrossRef]
- Barin, I. Thermochemical Data of Pure Substances; part 1; VCH: Weinheim, Germany, 1989. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CaO | SiO2 | MgO | FeO | Al2O3 | Cr2O3 | CaF2 | Basicity |
|---|---|---|---|---|---|---|---|
| 40.8 | 27.2 | 9.0 | 3.0 | 12.0 | 5.0 | 3.0 | 1.5 |
| Temperature, °C | Phase | Ca | Mg | Si | Al | Cr | Fe | O |
|---|---|---|---|---|---|---|---|---|
| 1600 | Glass-1 | 17.35 | 4.22 | 5.30 | 12.28 | 0.42 | - | 57.53 |
| Spinel-2 | 1.05 | 12.74 | 0.27 | 10.71 | 15.72 | - | 57.36 | |
| Dicalcium silicate-3 | 21.89 | 4.02 | 13.49 | 1.72 | 0.38 | - | 57.30 | |
| 1500 | Glass-1 | 18.71 | 3.84 | 13.88 | 8.74 | 0.38 | 0.65 | 53.97 |
| Spinel-2 | 0.60 | 14.02 | - | 10.00 | 21.62 | 1.63 | 52.13 | |
| Merwinite-3 | 22.73 | 6.86 | 15.14 | 0.97 | 0.21 | 0.46 | 53.83 | |
| Dicalcium silicate-4 | 24.04 | 2.69 | 14.08 | - | - | 0.52 | 58.67 | |
| 1400 | Glass-1 | 17.66 | 1.93 | 11.08 | 6.13 | 0.28 | 1.58 | 54.77 |
| Spinel-2 | 0.33 | 11.54 | - | 9.00 | 19.45 | 1.57 | 58.11 | |
| Merwinite-3 | 21.23 | 6.58 | 14.49 | - | - | - | 57.88 | |
| 1300 | Glass-1 | 18.32 | 2.26 | 11.54 | 4.24 | - | 1.31 | 58.62 |
| Spinel-2 | 0.39 | 11.65 | - | 9.22 | 17.79 | 1.28 | 59.66 | |
| Merwinite-3 | 21.62 | 5.73 | 14.35 | - | - | - | 58.30 | |
| Melilite-4 | 16.52 | 2.52 | 11.06 | 9.13 | - | - | 60.77 |
| Item | Average Value, % | Standard Deviation (σ) |
|---|---|---|
| DCr,spinel,1600 °C | 81.2 | 2.36 |
| DCr,glass,1600 °C | 12.2 | 1.09 |
| DCr,dicalcium silicate,1600 °C | 6.6 | 2.17 |
| DCr,spinel,1500 °C | 88.5 | 2.21 |
| DCr,merwinite,1500 °C | 6.9 | 1.33 |
| DCr,glass,1500 °C | 4.6 | 2.05 |
| DCr,spinel,1400 °C | 92.6 | 1.45 |
| DCr,glass,1400 °C | 7.4 | 2.87 |
| DCr,spinel,1300 °C | >99.9 | 0.21 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Q.; Liu, C.; Cao, L.; Zheng, X.; Jiang, M. Stability of Chromium in Stainless Steel Slag during Cooling. Minerals 2018, 8, 445. https://doi.org/10.3390/min8100445
Zhao Q, Liu C, Cao L, Zheng X, Jiang M. Stability of Chromium in Stainless Steel Slag during Cooling. Minerals. 2018; 8(10):445. https://doi.org/10.3390/min8100445
Chicago/Turabian StyleZhao, Qing, Chengjun Liu, Longhu Cao, Xiang Zheng, and Maofa Jiang. 2018. "Stability of Chromium in Stainless Steel Slag during Cooling" Minerals 8, no. 10: 445. https://doi.org/10.3390/min8100445
APA StyleZhao, Q., Liu, C., Cao, L., Zheng, X., & Jiang, M. (2018). Stability of Chromium in Stainless Steel Slag during Cooling. Minerals, 8(10), 445. https://doi.org/10.3390/min8100445