

Research on the Dry Deep Flip-Flow Screening of Ilmenite and Its Pre-Throwing Tail Processing Technology


Abstract

1. Introduction
2. Experimental System and Materials
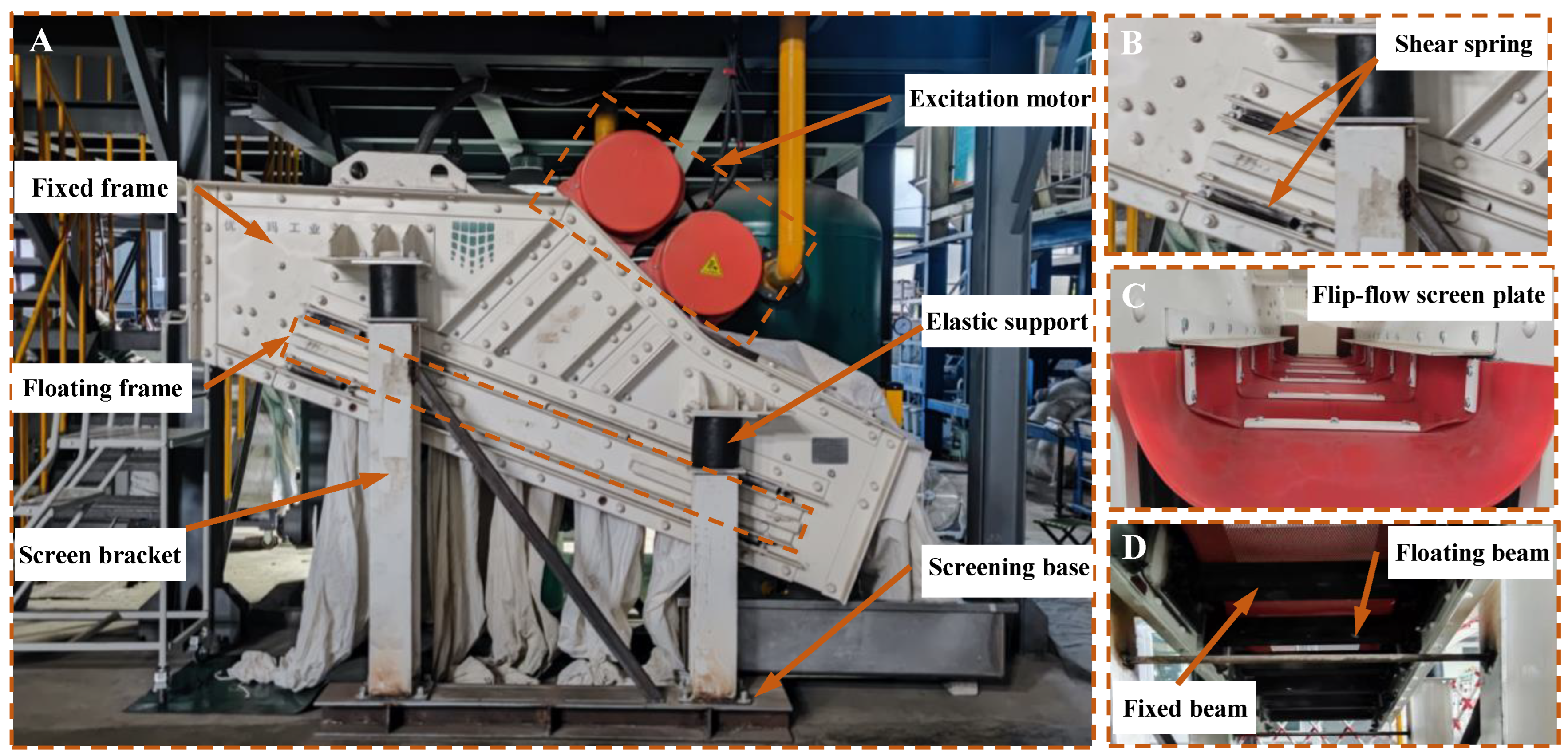
2.1. Flip-Flow Screening Experimental System
2.2. Evaluation Indicators for Flip-Flow Screening Effect
2.3. Characterization of ILMENITE
3. Results and Discussion
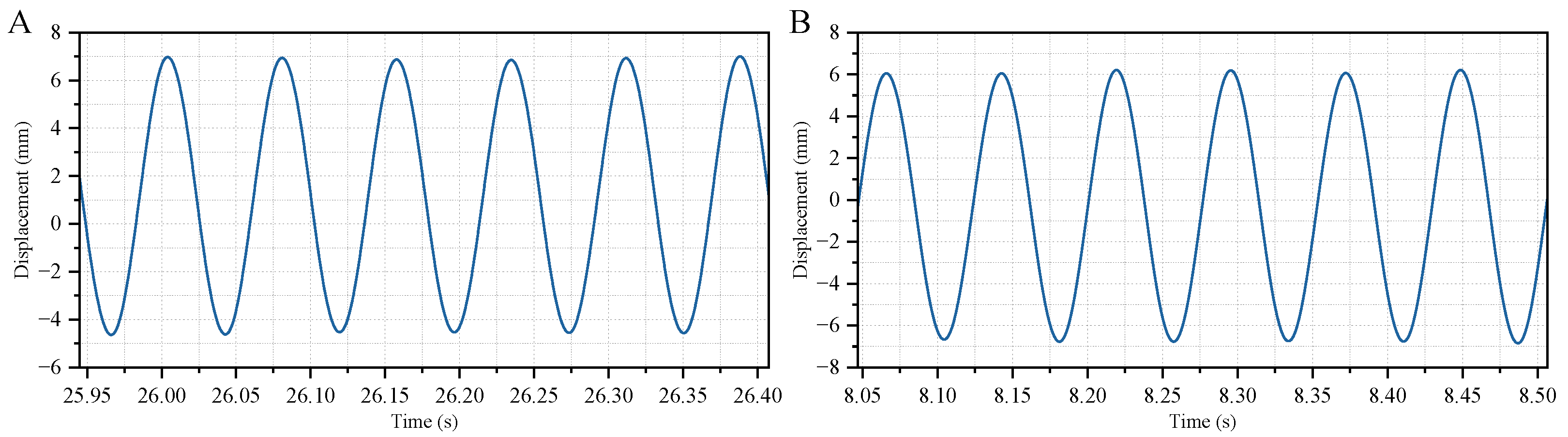
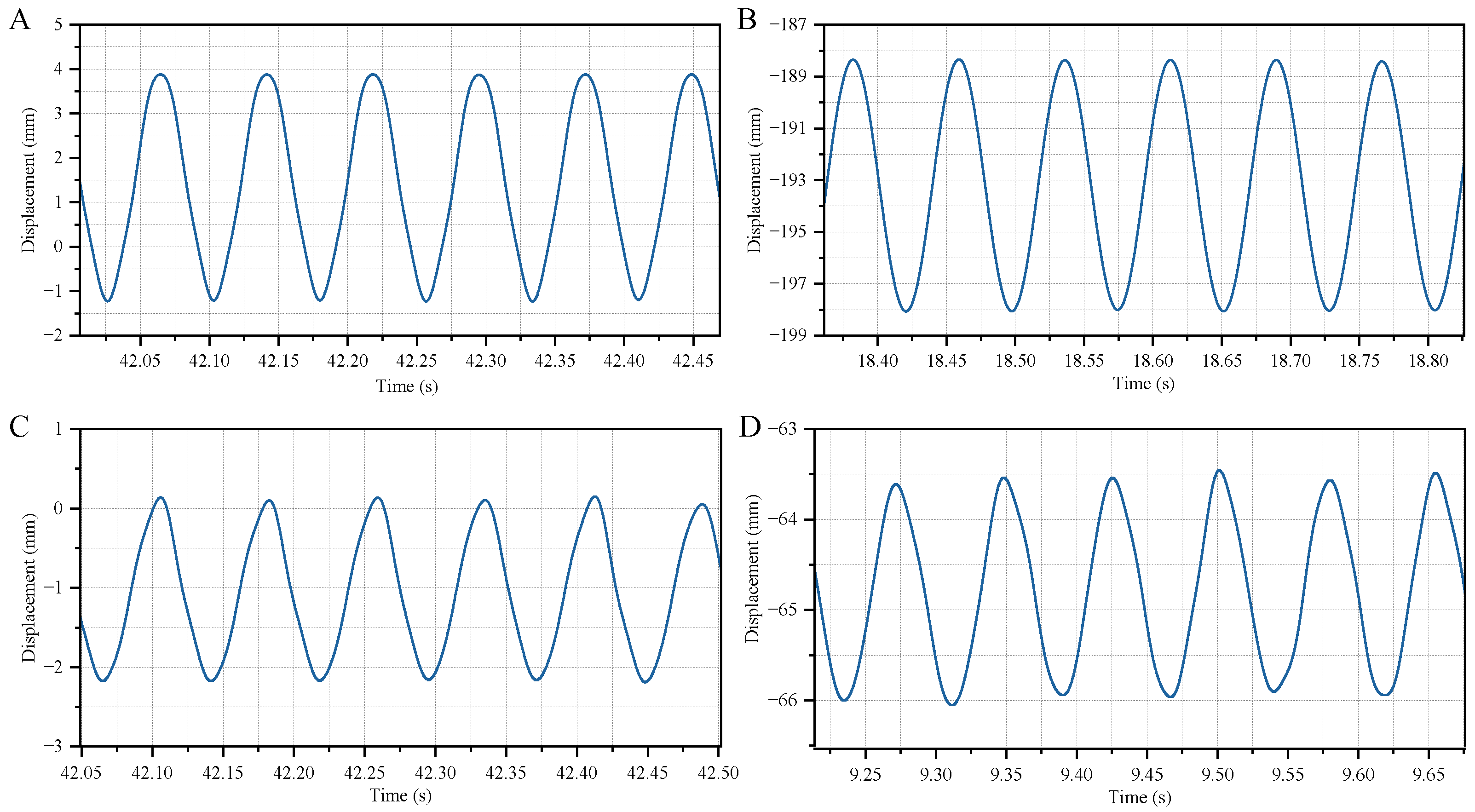
3.1. Dynamic Characteristics and Spatial Motion Trajectory of Flip-Flow Screen
3.2. Influence of Particle-Size Distribution on the 1 mm Flip-Flow Screening Performance of Ilmenite
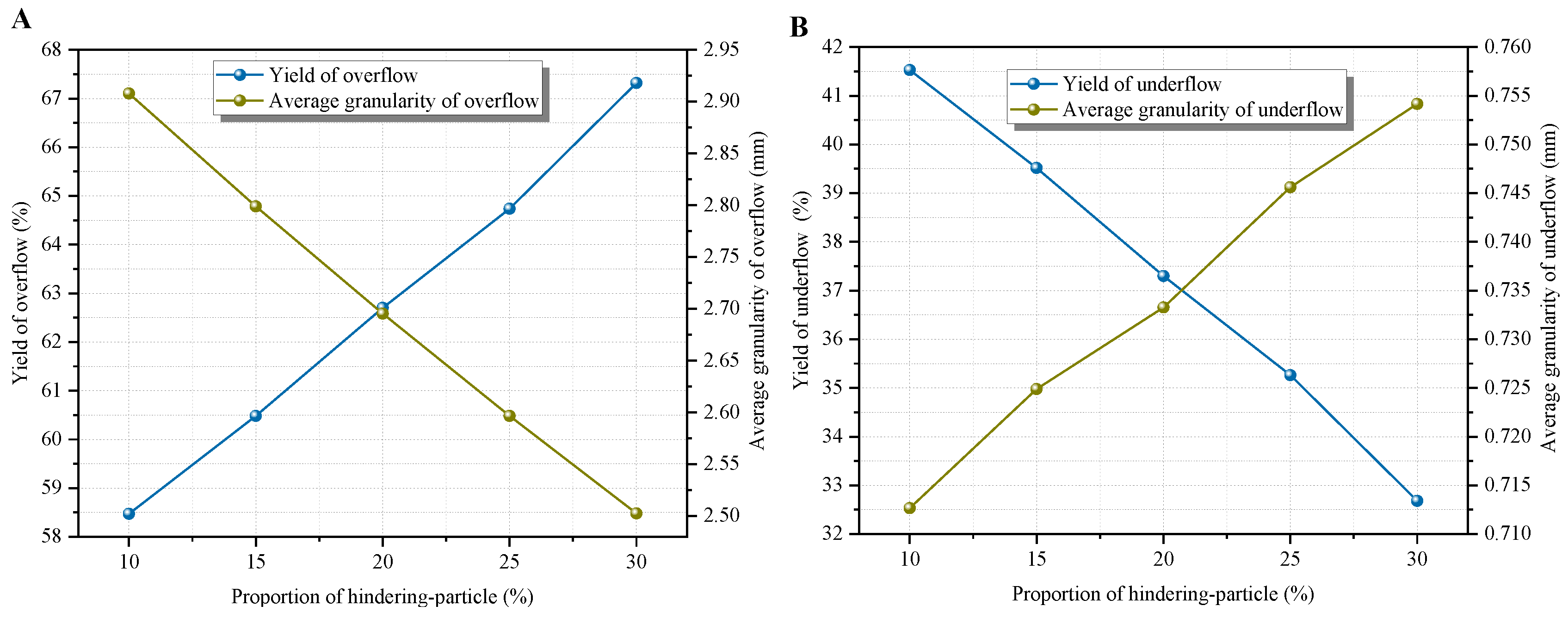
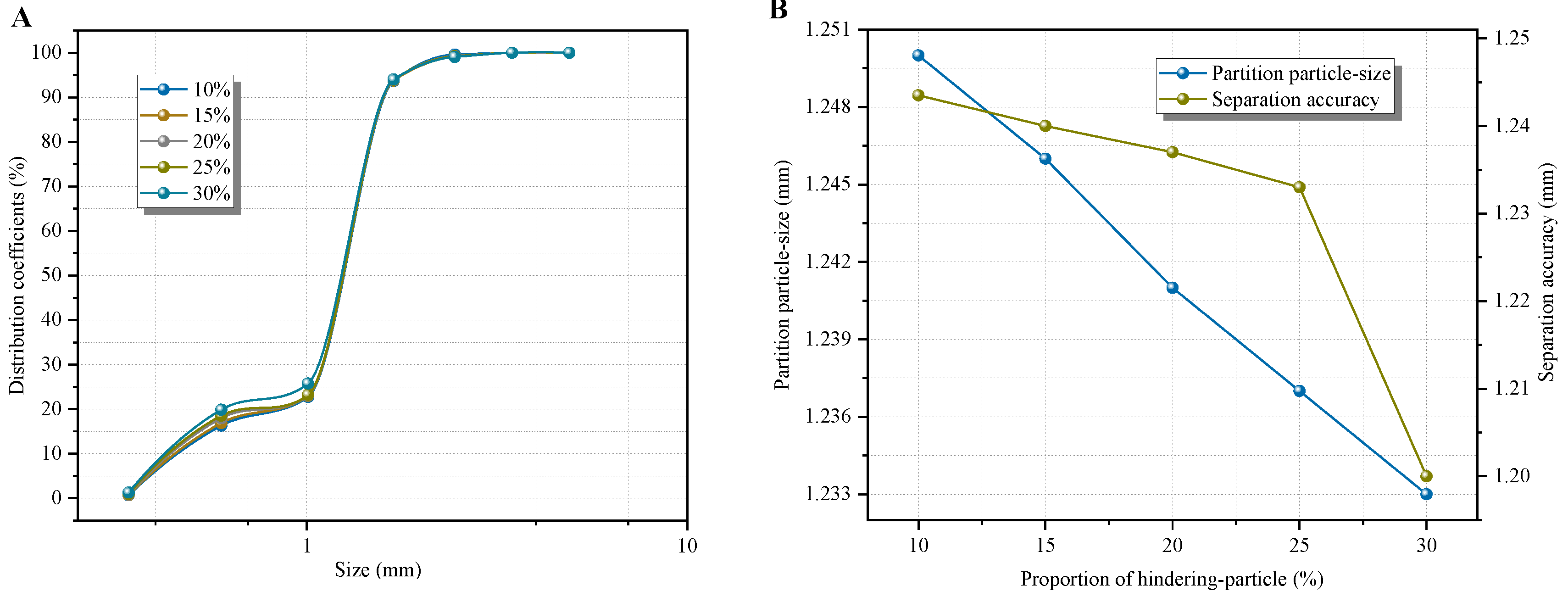
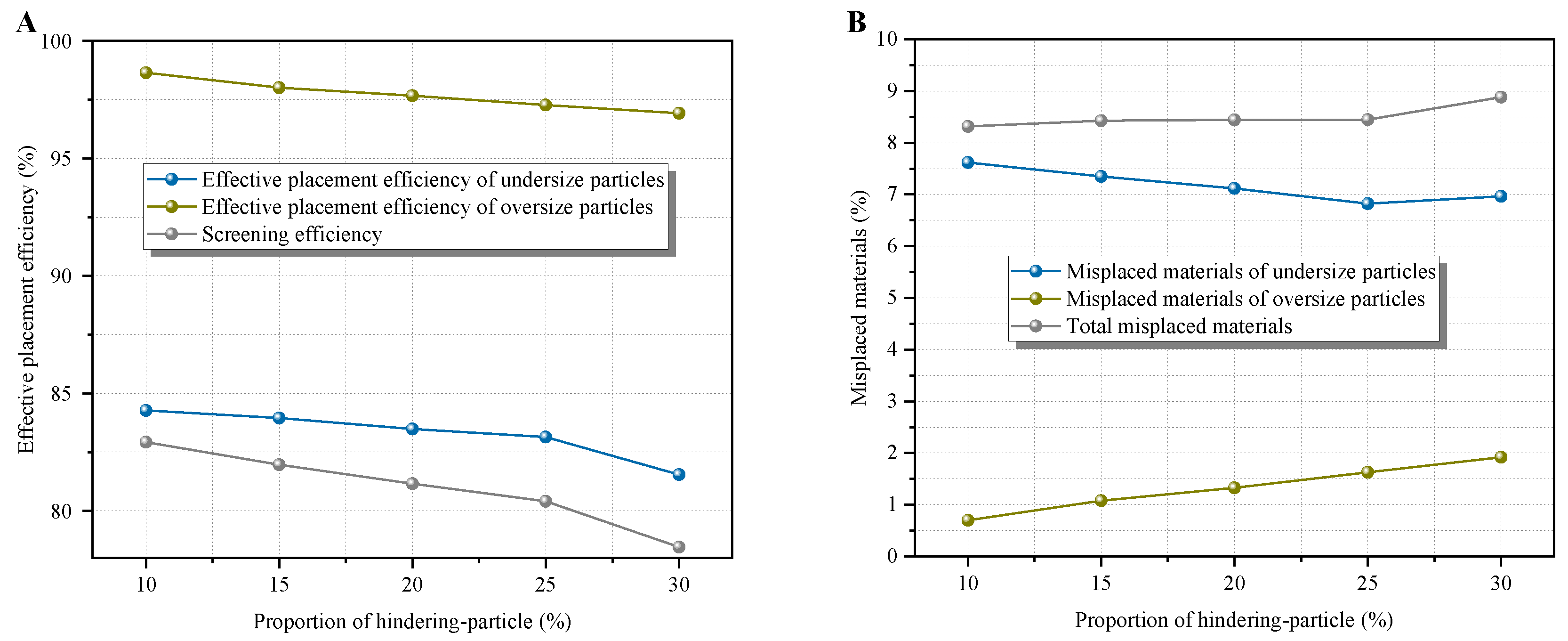
3.2.1. Influence of Particle-Size Distribution of Hindering Particle on the 1 mm Flip-Flow Screening Performance of Ilmenite
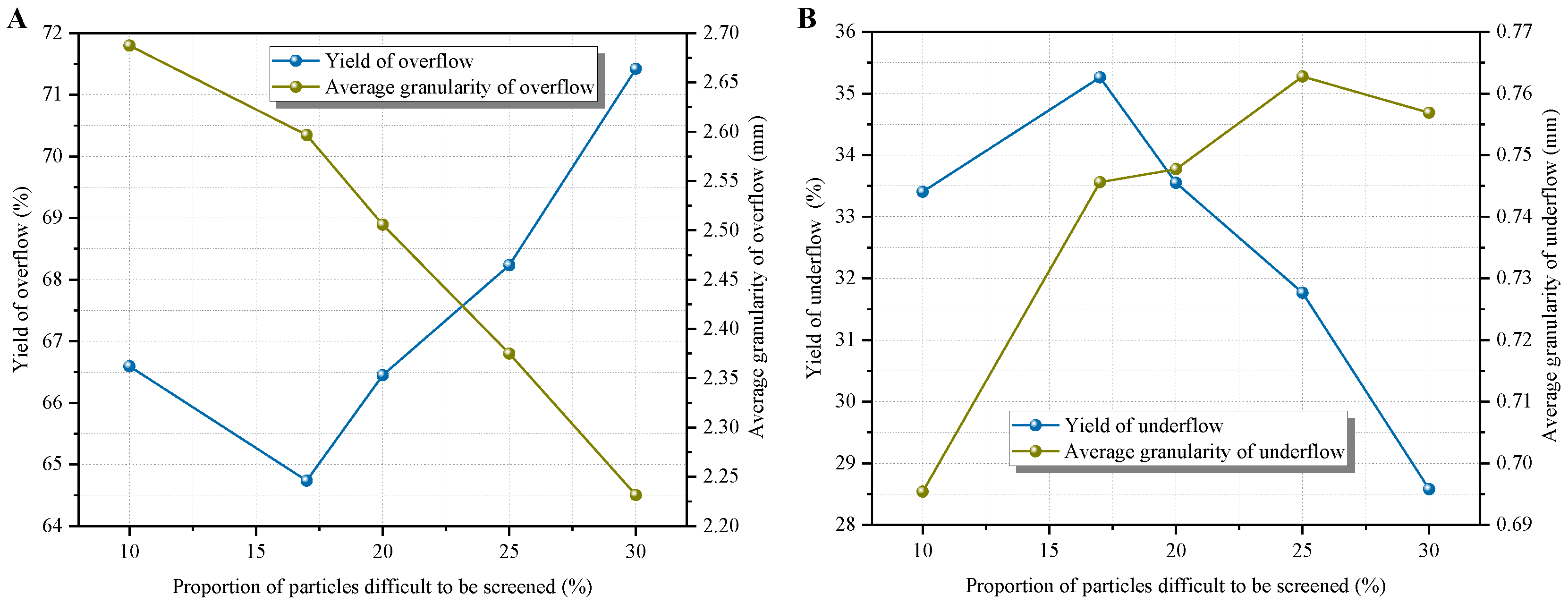
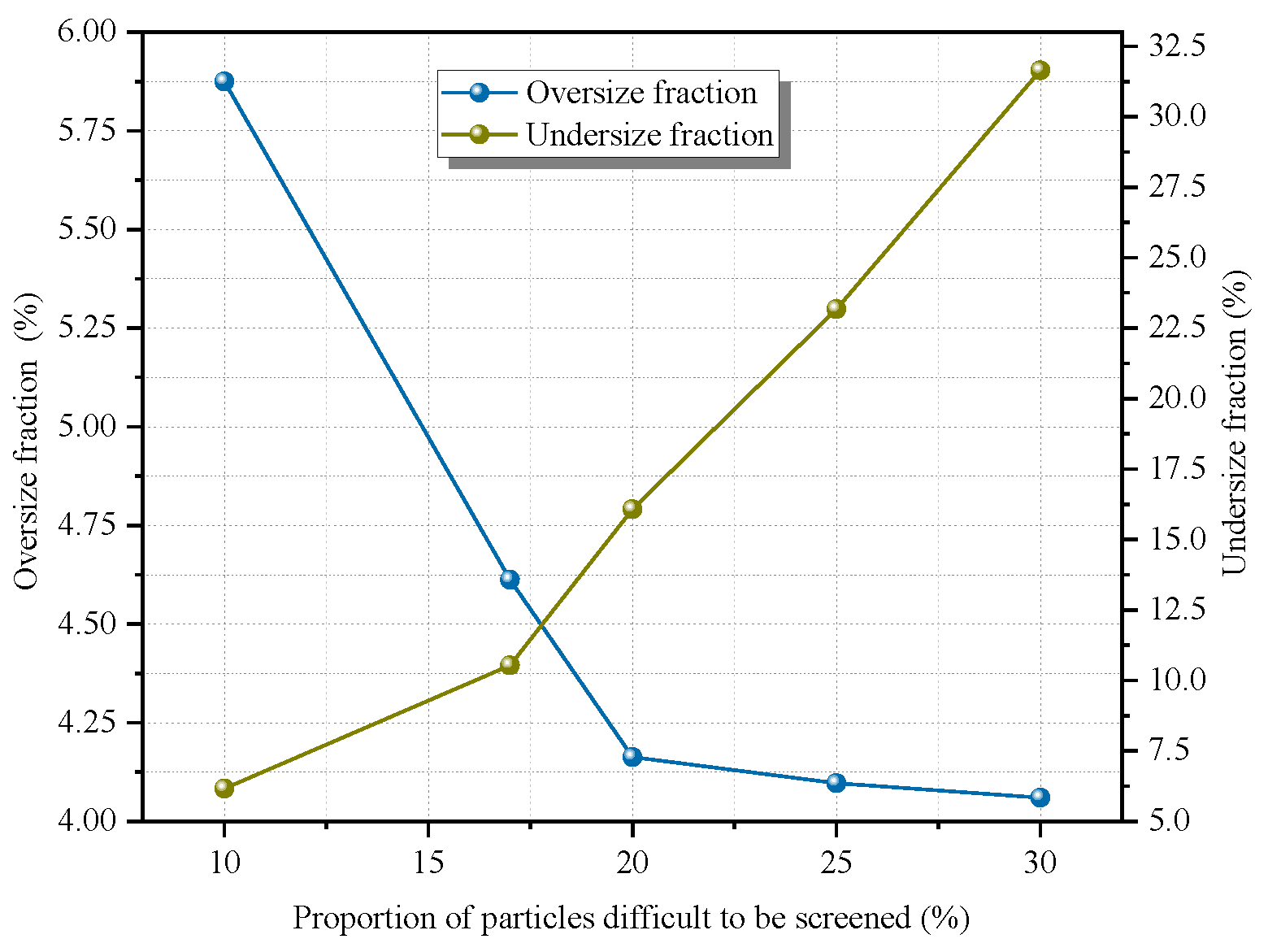
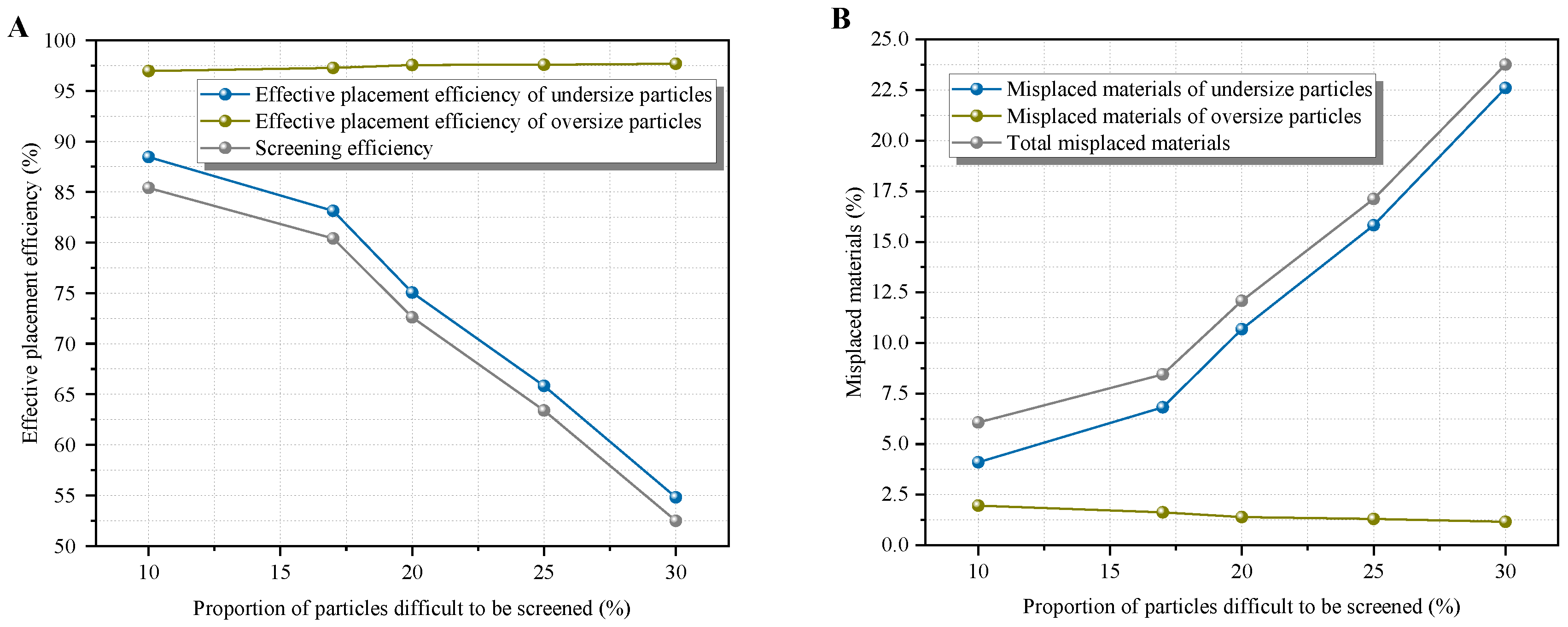
3.2.2. Influence of Particle-Size Distribution of Particle Difficult to Be Screened on the 1 mm Flip-Flow Screening Performance of Ilmenite
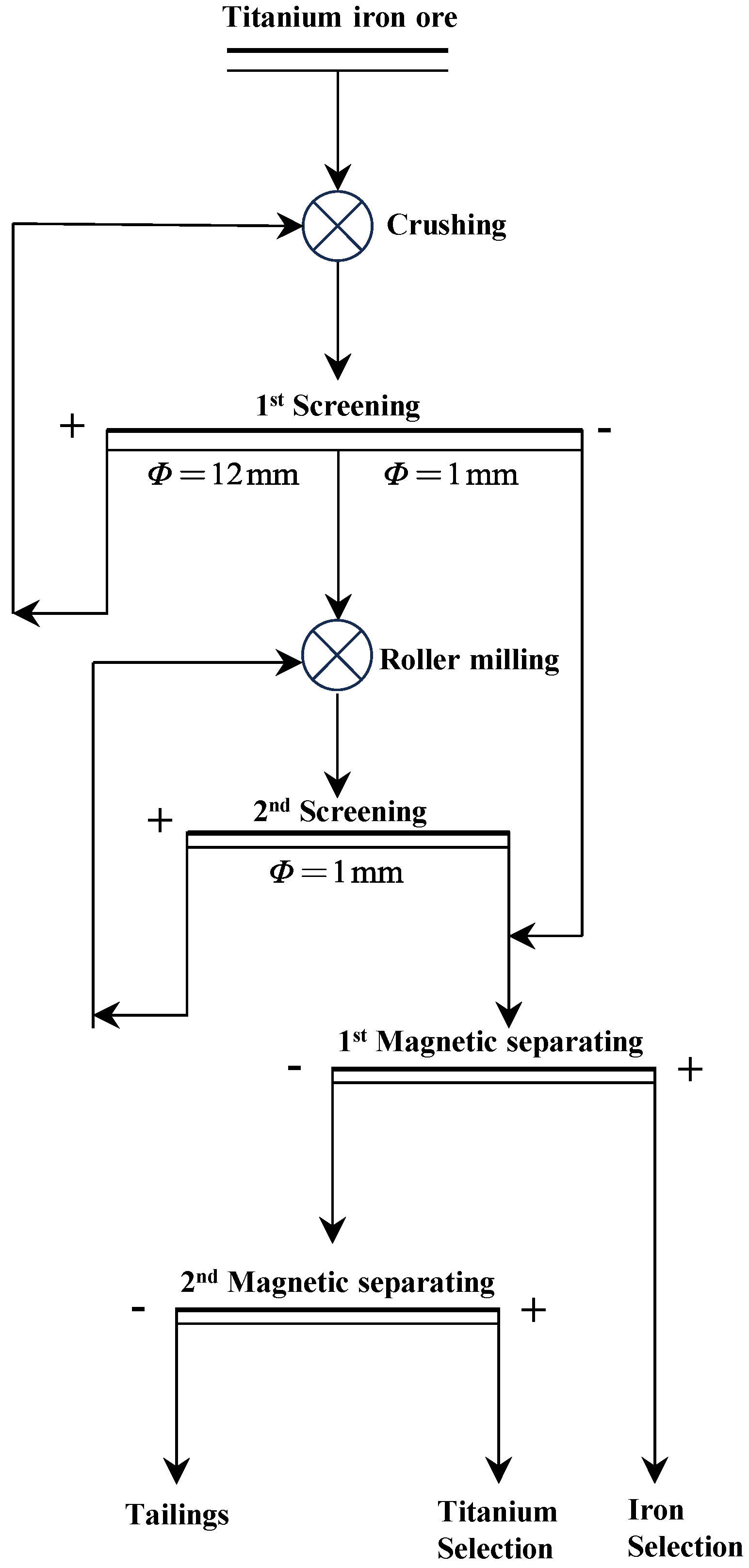
3.3. Pre-Throwing Tailings Process for Ilmenite Based on 1 mm Multi-Stage Dry Screening
4. Conclusions
- The floating frame has undergoes cyclic reciprocating motion along the direction of the material flow, with displacement amplitudes ranging from 12 to 13 mm. The screen-body experiences periodic, approximately linear motion.
- As the proportion of hindering particles increased, the 1 mm screening efficiency also decreased from 82.92% to 78.46%. As the proportion of difficult-to-screen particles increased, the 1 mm screening efficiency also decreased from 85.41% to 52.49%.
- Pre-throwing tailings separation process based on 1 mm multi-stage screening is proposed. This process effectively avoids excessive crushing of materials and reduces grinding energy consumption.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- El Khalloufi, M.; Drevelle, M.O.; Soucy, G. Titanium: An Overview of Resources and Production Methods. Minerals 2021, 11, 1425. [Google Scholar] [CrossRef]
- Sengottuvelan, A.; Balasubramanian, P.; Will, J.; Boccaccini, A.R. Bioactivation of titanium dioxide scaffolds by ALP-functionalization. Bioact. Mater. 2017, 2, 108–115. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Rao, M.; Xiao, R.; You, J.; Li, G.; Jiang, T. Enrichment of Nb and Ti from carbonatite pyrochlore ore via calcining-slaking followed by gravity separation. Int. J. Min. Sci. Technol. 2022, 32, 615–626. [Google Scholar] [CrossRef]
- Xie, S.; Hu, Z.; Lu, D.; Zhao, Y. Dry Permanent Magnetic Separator: Present Status and Future Prospects. Minerals 2022, 12, 1251. [Google Scholar] [CrossRef]
- Zheng, X.; Li, X.; Du, L.; Zhou, S.; Wang, Y.; Lu, D. Clean and short flowsheet of recovering ultrafine ilmenite by high gradient magnetic separation coupling with magnetic fluid. Miner. Eng. 2025, 222, 109156. [Google Scholar] [CrossRef]
- Dong, S.; Li, T.; Yu, J.; Wei, Q.; Ren, X. A strategy for treatment of low-grade ore: Efficient separation and purification of iron. Process Saf. Environ. Prot. 2024, 191, 1313–1323. [Google Scholar] [CrossRef]
- Zhu, K.; Wei, Q.; Li, H.; Ren, X. Solvent extraction of titanium from ilmenite hydrochloric acid leachate: Optimization and investigation of extraction reactions of all contained metal ions. Miner. Eng. 2022, 186, 107744. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhao, X.; Lu, J.; Lv, H.; Li, L. Innovative pre-concentration technology for recovering ultrafine ilmenite using superconducting high gradient magnetic separator. Int. J. Min. Sci. Technol. 2021, 31, 1043–1052. [Google Scholar] [CrossRef]
- Han, J.; Zhang, J.; Feng, W.; Chen, X.; Zhang, L.; Tu, G. A Clean Process to Prepare High-Quality Acid-Soluble Titanium Slag from Titanium Middling Ore. Minerals 2019, 9, 460. [Google Scholar] [CrossRef]
- Wang, Y.; Wen, S.; Feng, Q.; Ye, Z.; Wang, M. Mineral phase reconstruction behavior of direct reduction and smelting titanium slag at high temperature and slow cooling. Rare Met. 2015, 34, 440–444. [Google Scholar] [CrossRef]
- Ashika, S.A.; Balamurugan, S.; Fathima, T.K.S. Phase evolution of nanocrystalline Mn-based oxides screened under different calcination temperatures using different precursors for proficient application in near infrared pigmentation. Adv. Powder Technol. 2024, 35, 104482. [Google Scholar] [CrossRef]
- Guerreiro, F.S.; Gedraite, R.; Ataíde, C.H. Residual moisture content and separation efficiency optimization in pilot-scale vibrating screen. Powder Technol. 2016, 287, 301–307. [Google Scholar] [CrossRef]
- Li, Y.; Peng, Z.; Wang, Z.; Zhu, Y.; Xie, K. Study on the Properties of Vanadium Pellets Extracted from Vanadium Titanium Magnetite Concentrate by Calcium Roasting and Acid Leaching. Minerals 2023, 13, 399. [Google Scholar] [CrossRef]
- Costa, B.S.; Bergerman, M.G.; Júnior, H.D. Comparing the Performance of Hydrocyclones and High-Frequency Screens in an Industrial Grinding Circuit: Part I—Size Separation Assessments. Minerals 2024, 14, 707. [Google Scholar] [CrossRef]
- Lin, D.; Wang, X.; Xu, N.; Zuo, W.; Liang, Z. A Method for Stabilizing the Vibration Amplitude of a Flip-Flow Vibrating Screen Using Piecewise Linear Springs. Minerals 2024, 14, 406. [Google Scholar] [CrossRef]
- Xu, N.; Wang, X.; Lin, D.; Zuo, W. Numerical Simulation and Optimization of Screening Process for Vibrating Flip-Flow Screen Based on Discrete Element Method–Finite Element Method–Multi-Body Dynamics Coupling Method. Minerals 2024, 14, 278. [Google Scholar] [CrossRef]
- Hu, Z.; Lu, D.; Wang, Y.; Zheng, X.; Zhang, Y. A novel pneumatic dry high-intensity magnetic separator for the beneficiation of fine-grained hematite. Powder Technol. 2024, 433, 119216. [Google Scholar] [CrossRef]
- Xiong, X.; Niu, L.; Gu, C.; Wang, Y. Vibration characteristics of an inclined flip-flow screen panel in banana flip-flow screens. J. Sound Vib. 2017, 411, 108–128. [Google Scholar] [CrossRef]
- Sun, T.; Wu, B.; Zhang, H.; Han, Y.; Liu, H.; Zhang, Y. Discrete element simulation of particle flow and separation in a vibrating screen with variable rectangular hole screen. Powder Technol. 2024, 434, 119305. [Google Scholar] [CrossRef]
- Fu, J.; Zhang, J.; Liu, F. Enhanced sieving mechanism of novel cleaning screen and investigation of particle movement characteristics on the screen. Powder Technol. 2024, 431, 119043. [Google Scholar] [CrossRef]
- Makinde, O.A.; Ramatsetse, B.L.; Mpofu, K. Review of vibrating screen development trends: Linking the past and the future in mining machinery industries. Int. J. Miner. Process. 2015, 145, 17–22. [Google Scholar] [CrossRef]
- Asghari, M.; Noaparast, M.; Chegeni, M.J. Improving the roller screen efficiency to classify green iron pellets using DEM simulation, novel roll design and implementing banana configuration. Adv. Powder Technol. 2024, 35, 104675. [Google Scholar] [CrossRef]
- Gong, S.; Wang, C.; Guo, J.; Qiao, Z.; Zhao, G.; Fan, J.; Xu, N.; Wang, X. Dynamic analysis and optimization of the coupling system of vibrating flip-flow screen and material group. Symmetry 2024, 16, 913. [Google Scholar] [CrossRef]
- Yu, C.; Pu, K.; Geng, R.; Qiao, D.; Lin, D.; Xu, N.; Wang, X.; Li, J.; Gong, S.; Zhou, Q. Comparison of flip-flow screen and circular vibrating screen vibratory sieving processes for sticky fine particles. Miner. Eng. 2022, 187, 107791. [Google Scholar] [CrossRef]
- Chen, B.; Yu, C.; Gong, S.; Wang, X. Dynamic characteristics of LIWELL flip-flow screen panel and particle movement. Chem. Eng. Sci. 2021, 245, 116853. [Google Scholar] [CrossRef]
- Akbari, H.; Ackah, L.; Mohanty, M. Performance optimization of a new air table and flip-flow screen for fine particle dry separation. Int. J. Coal Prep. Util. 2020, 40, 581–603. [Google Scholar] [CrossRef]
- Cao, P.; Tang, J.; Xiong, X.; Niu, L. Synchronous control strategy of double excitation motors inertial flip-flow screen. ISA Trans. 2022, 131, 566–578. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Xing, Z.; Hao, H.; Yu, Z. Dynamic analysis and experimental study of the flip-flow vibrating screen(FFVS)’s sieve panel based on membrane vibration theory. Powder Technol. 2024, 439, 119745. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition | Unit | Parameter | Definition | Unit |
|---|---|---|---|---|---|
| Oversized fraction | % | Undersize fraction | % | ||
| Theoretical yield of oversized product | % | Theoretical yield of undersize product | % | ||
| Actual yield of oversized product | % | Actual yield of undersize product | % | ||
| Misplaced materials of coarse particles | % | Misplaced materials of fine particles | % | ||
| Total misplaced materials | % | Overall screening efficiency | % | ||
| Effective placement efficiency of coarse particles | % | Effective placement efficiency of fine particles | % |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, W.; Wang, W.; Mao, P.; Hou, X.; Zhang, S.; Duan, C. Research on the Dry Deep Flip-Flow Screening of Ilmenite and Its Pre-Throwing Tail Processing Technology. Minerals 2025, 15, 308. https://doi.org/10.3390/min15030308
Shi W, Wang W, Mao P, Hou X, Zhang S, Duan C. Research on the Dry Deep Flip-Flow Screening of Ilmenite and Its Pre-Throwing Tail Processing Technology. Minerals. 2025; 15(3):308. https://doi.org/10.3390/min15030308
Chicago/Turabian StyleShi, Wei, Weinan Wang, Pengfei Mao, Xu Hou, Songxue Zhang, and Chenlong Duan. 2025. "Research on the Dry Deep Flip-Flow Screening of Ilmenite and Its Pre-Throwing Tail Processing Technology" Minerals 15, no. 3: 308. https://doi.org/10.3390/min15030308
APA StyleShi, W., Wang, W., Mao, P., Hou, X., Zhang, S., & Duan, C. (2025). Research on the Dry Deep Flip-Flow Screening of Ilmenite and Its Pre-Throwing Tail Processing Technology. Minerals, 15(3), 308. https://doi.org/10.3390/min15030308