
Bulk Composition Effects on Vitrification of Mixed Fine Construction–Demolition and Inorganic Solid Waste


Abstract
:1. Introduction
2. Material and Methods
2.1. Waste Materials
2.1.1. Construction and Demolition Waste (CDW)
2.1.2. Glass
2.1.3. Ceramic Materials
2.1.4. Cement Tiles
2.1.5. Fly ash and Bottom Ash
2.2. Experimental and Analytical Methods
2.2.1. Vitrification Treatments
2.2.2. Chemical Composition Determination
2.2.3. Amorphous Content Determination
3. Results and Discussion
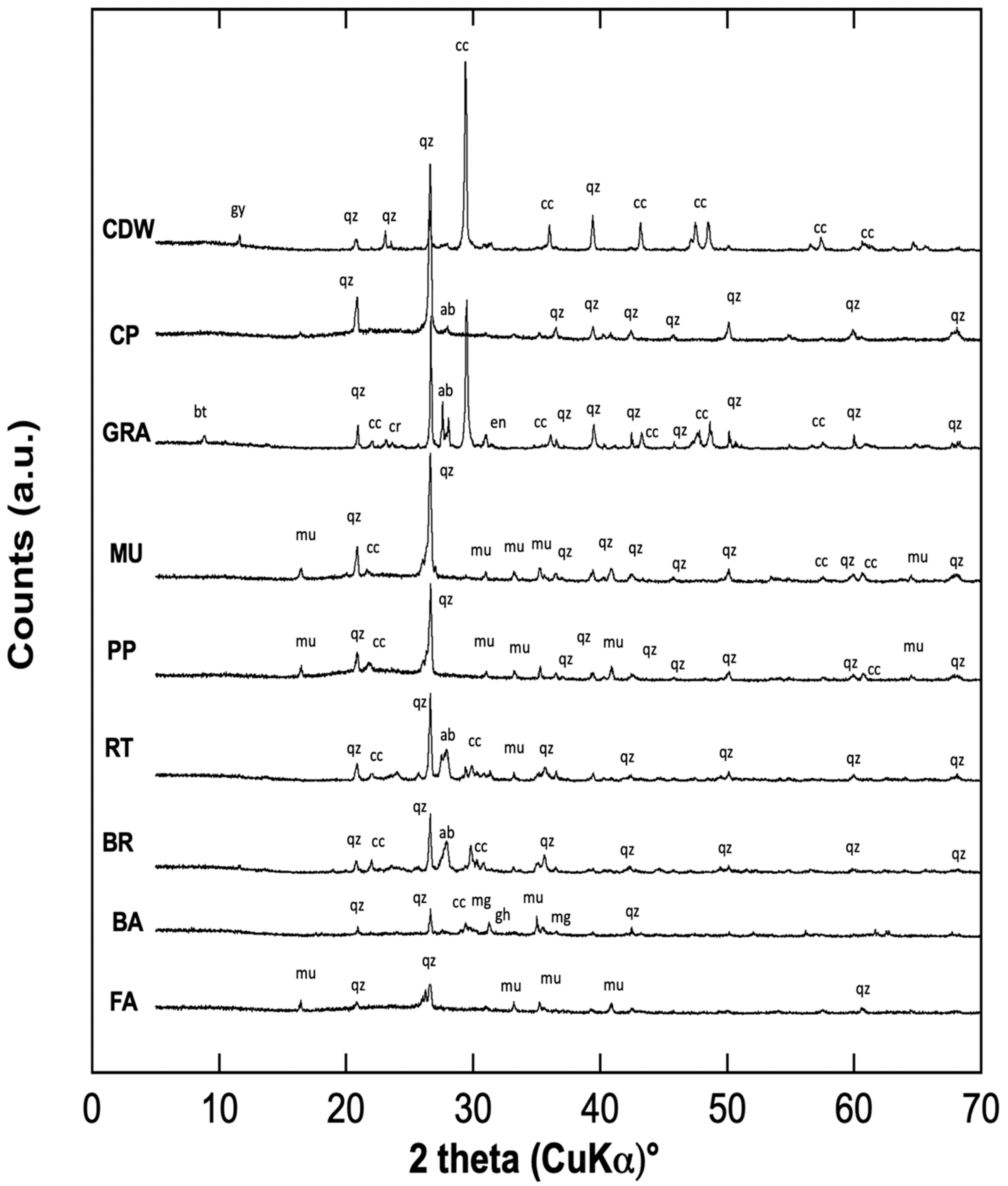
3.1. Materials Characterization
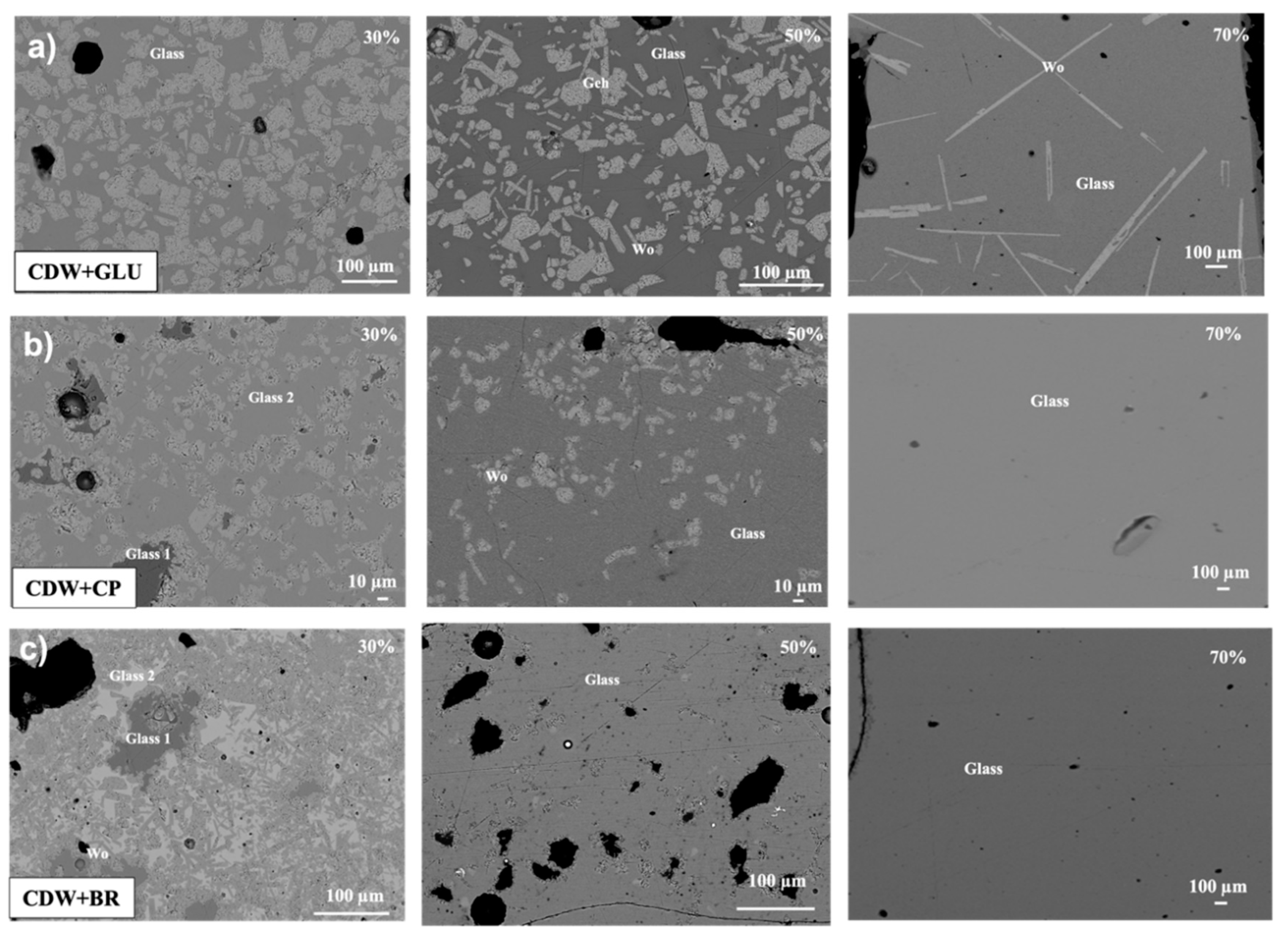
3.2. Vitrification Products
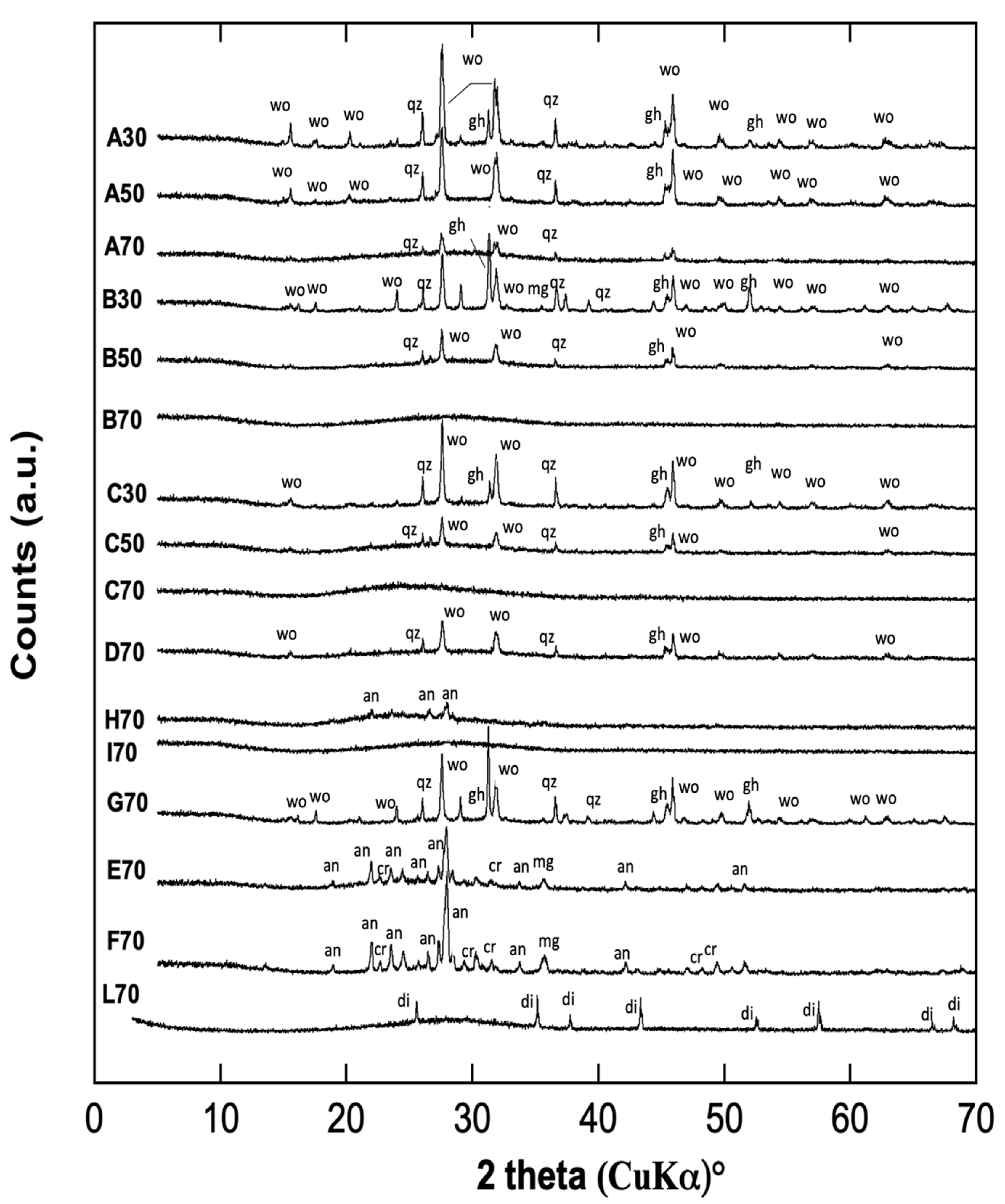
3.2.1. Mineralogy
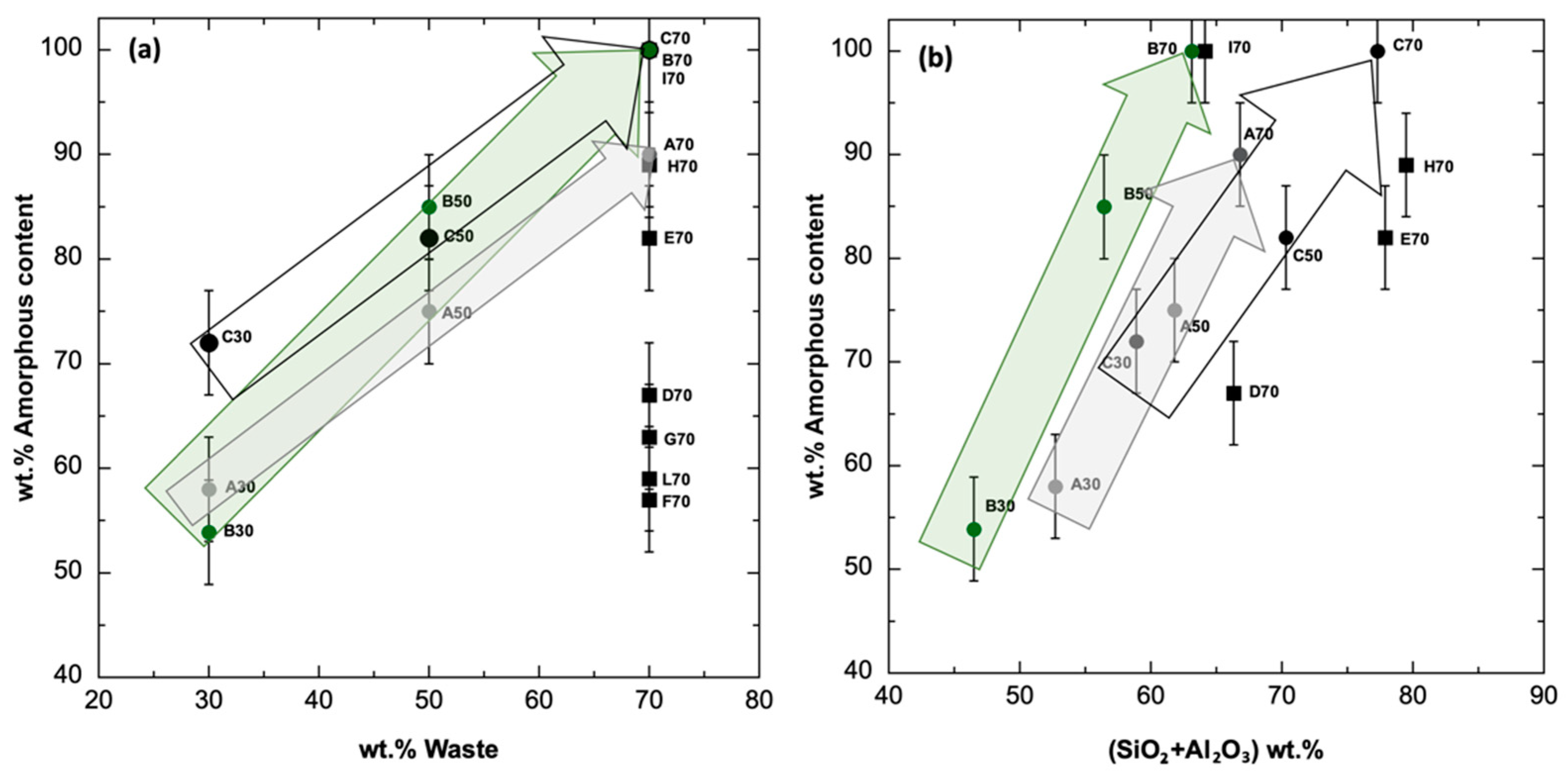
3.2.2. Compositional Variations
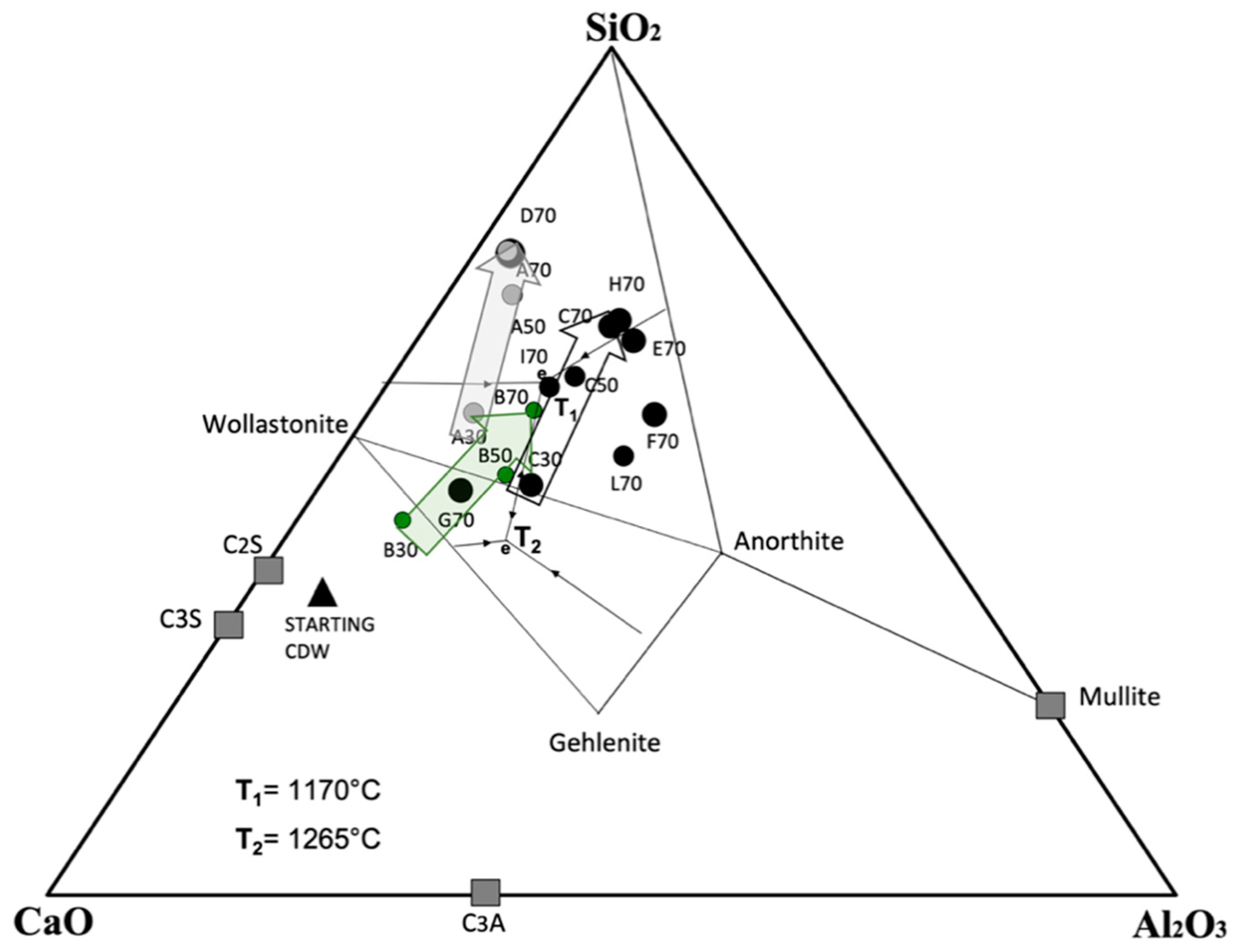
3.2.3. Phase Equilibrium Considerations
3.2.4. Final Considerations
4. Conclusions
- (a)
- New glassy materials can be easily produced from the vitrification of CDW combined with different industrial wastes at 1200 °C. Completely amorphous materials are obtained if CDW of this composition is combined with ceramic waste, bricks or roof tiles and thermal minima in the CaO-Al2O3-SiO2 system provide useful guidelines for producing mixture compositions with the lowest melting temperatures. The amorphous content reached a range of different values depending on the type of waste added to the mix, which affected the melting temperature.
- (b)
- The finest fraction of CDW materials is usually considered the most problematic in terms of recycling, being difficult to treat and usually discarded. However, our results show that, provided the composition is determined, this finer material is suitable for vitrification treatments to obtain bulk compositions with relatively low melting temperatures;
- (c)
- Vitrification, although representing an energy-intensive process, can still be considered as a sustainable option in terms of reducing the extraction of raw materials and improving upcycling processes of unused fine waste fractions that would otherwise be landfilled.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Barracco, F.; Demichelis, F.; Sharifikolouei, E.; Ferraris, M.; Fino, D.; Tommasi, T. Life cycle assessment for the production of MSWI fly-ash based porous glass-ceramics: Scenarios based on the contribution of silica sources, methane aided, and energy recoveries. Waste Manag. 2023, 157, 301–311. [Google Scholar] [CrossRef]
- Sanito, R.C.; Bernuy-Zumaeta, M.; You, S.-J.; Wang, Y.-F. A review on vitrification technologies of hazardous waste. J. Environ. Manag. 2022, 316, 115243. [Google Scholar] [CrossRef]
- Alam, Q.; Florea, M.V.A.; Schollbach, K.; Brouwers, H.J.H. A two-stage treatment for Municipal Solid Waste Incineration (MSWI) bottom ash to remove agglomerated fine particles and leachable contaminants. Waste Manag. 2017, 67, 181–192. [Google Scholar] [CrossRef]
- Sharifikolouei, E.; Baino, F.; Galletti, C.; Fino, D.; Ferraris, M. Adsorption of Pb Cd in rice husk their immobilization in porous glass-ceramic structures. Int. J. Appl. Ceram. Technol. 2020, 17, 105–112. [Google Scholar] [CrossRef]
- Colombo, P.; Brusatin, G.; Bernardo, E.; Scarinci, G. Inertization and reuse of waste materials by vitrification and fabrication of glass- based products. Curr. Opin. Solid State Mater. Sci. 2003, 7, 225–239. [Google Scholar] [CrossRef]
- Schulz, R.L. Microwave Remediation of Electronic Circuitry Waste and the Resulting Gaseous Emissions. Ph.D. Thesis, University of Florida, Gainesville, FL, USA, 1998. [Google Scholar]
- Schulz, R.L.; Wicks, G.G.; Folz, D.C.; Clark, D.E. Overview of hybrid microwave technology. J. South Carol. Acad. Sci. 2011, 9, 25–29. [Google Scholar]
- Wang, Y.F.; Wang, L.C.; Hsieh, T.L.; Li, H.W.; Jiang, H.C.; Lin, Y.S.; Tsai, C.H. Effect of temperature and CaO addition on the removal of polychlorinatee. Aerosol Air Qual. Res. 2012, 22, 191–199. [Google Scholar] [CrossRef]
- Kavouras, P.; Kaimakamis, G.; Ioannidis, T.A.; Kehagias, T.; Komninou, P.; Kokkou, S.; Pavlidou, E.; Antonopoulos, I.; Sofoniou, M.; Zouboulis, A.; et al. Vitrification of lead-rich solid ashes frim incineration of hazardous industrial waste. Waste Manag. 2003, 23, 361–371. [Google Scholar] [CrossRef]
- Silva, A.C.; Mello-Castanho, S.R.H. Vitrified galvanic waste chemical stability. J. Eur. Ceram. Soc. 2007, 27, 565–570. [Google Scholar] [CrossRef]
- Bingham, P.A.; Hand, R.J. Vitrified metal finishing wastes: I Composition, density and chemical durability. J. Hazard. Mater. 2005, 119, 125–133. [Google Scholar] [CrossRef]
- Kuo, Y.M.; Huang, K.L.; Lin, C.L. Metal behaviour during vitrification of municipal solid waste incinerator fly ash. Aerosol Air Qual. Res. 2012, 12, 1379–1385. [Google Scholar] [CrossRef]
- Stabile, P.; Bello, M.; Petrelli, M.; Paris, E.; Carroll, M.R. Vitrification treatment of municipal solid waste bottom ash. Waste Manag. 2019, 95, 250–258. [Google Scholar] [CrossRef]
- Hemmings, R.T.; Berry, E.E. On the glass in coal fly ashes: Recent advances. MRS Proc. 1987, 113, 3–38. [Google Scholar] [CrossRef]
- Pan, X.C.; Yan, J.H.; Xie, Z.M. Detoxifying PCDD/Fs heavy metals in fly ash from medical waste incinerators with a DC double arc plasma torch. J. Environ. Sci. 2013, 25, 1362–1367. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Li, A.M.; Wang, X.X.; Zhang, L. Stabilization/solidification of municipal solid waste incineration fly ash via co-sintering with waste-derived vitrified amorphous slag. Waste Manag. 2016, 56, 238–245. [Google Scholar] [CrossRef] [PubMed]
- Pei, S.L.; Chen, T.L.; Pan, S.Y.; Yang, Y.L.; Sun, Z.H.; Li, Y.J. Addressing environmental sustainability of plasma vitrification technology for stabilization of municipal solid waste incineration fly ash. J. Hazard Mater. 2020, 398, 122959. [Google Scholar] [CrossRef]
- Zhao, P.; Ni, G.; Jiang, Y.; Chen, L.W.; Chen, M.Z.; Meng, Y.D. Destruction of inorganic municipal solid waste incinerator fly ash in a DC arc plasma furnace. J. Hazard Mater. 2010, 181, 580–585. [Google Scholar] [CrossRef]
- Deloitte. Study on Resource Efficient Use of Mixed Wastes, Improving Management of Construction and Demolition Waste—Final Report; Prepared for the European Commission DG ENV; European Commission: Luxembourg, 2017. [Google Scholar]
- Henderson, G.S.; Calas, G.; Stebbins, J.F. The structure of silicate glasses and melts. Elements 2006, 2, 269–273. [Google Scholar] [CrossRef]
- Favaretto, P.; Hidalgo, G.E.N.; Sampaio, C.H.; Silva, R.D.A.; Lermen, R.T. Characterization and use of construction and demolition waste from south of Brazil in the production of foamed concrete blocks. Appl. Sci. 2017, 7, 1090. [Google Scholar] [CrossRef]
- Galderisi, A.; Iezzi, G.; Bianchini, G.; Paris, E.; de Brito, J. Petrography of construction and demolition waste (CDW) from Abruzzo region (Central Italy). Waste Manag. 2022, 137, 61–71. [Google Scholar] [CrossRef]
- Galderisi, A.; Bravo, M.; Iezzi, G.; Cruciani, G.; Paris, E.; Brito, J. Physico-Mechanical Performances of Mortars Prepared with Sorted Earthquake Rubble: The Role of CDW Type and Contained Crystalline Phases 2023. Materials 2023, 16, 2855. [Google Scholar] [CrossRef]
- Whittaker, M.J.; Grigoriadis, K.; Soutsos, M.; Sha, W.; Klinge, A.; Paga-noni, S.; Casado, M.; Brander, L.; Mousavi, M.; Scullin, M.; et al. Novel construction and demolition waste (CDW) treatment and uses to maximize reuse and recycling. Adv. Build. Energy Res. 2019, 15, 253–269. [Google Scholar] [CrossRef]
- Abidi, S.; Nait-Ali, B.; Joliff, Y.; Favotto, C. Impact of perlite, vermiculite and cement on the thermal conductivity of a plaster composite material: Experimental and numerical approaches. Compos. Part B 2015, 68, 392–400. [Google Scholar] [CrossRef]
- Jedidi, M.; Benjeddou, O.; Soussi, C. Effect of expanded perlite aggregate dosage on properties of lightweight concrete. Jordan J. Civ. Eng. 2015, 9, 278–291. [Google Scholar] [CrossRef]
- Herki, B.; Khatib, J. Valorisation of waste expanded polysteyrene in concrete using a novel recycling technique. Eur. J. Environ. Civ. Eng. 2017, 21, 1384–1402. [Google Scholar] [CrossRef]
- Bernal, S.A.; Rodríguez, E.D.; Kirchheim, A.P.; Provis, J.L. Management and valorisation of wastes through use in producing alkali-activated cement materials. J. Chem. Technol. Biotechnol. 2016, 91, 2365–2388. [Google Scholar] [CrossRef]
- Ossoli, E.; Volpintesta, F.; Stabile, P.; Reggiani, A.; Santulli, C.; Paris, E. Upcycling of composite materials waste into geopolymer-based mortars for applications in the building sector. Mater. Lett. 2022, 333, 133625. [Google Scholar] [CrossRef]
- Volpintesta, F.; Ossoli, E.; Reggiani, A.; Stabile, P.; Santulli, C.; Paris, E. Geopolymers-based application for the up-cycling utilization of construction and demolition waste from the 2016 central Italy earthquakes. Mater. Lett. 2023, 336, 133849. [Google Scholar] [CrossRef]
- Barbieri, L.; Corradi Bonamartini, A.C.; Lancellotti, I. Alkaline and alkaline-earth silicate glasses and glass-ceramics from municipal and industrial wastes. J. Eur. Ceram. Soc. 2000, 20, 2477–2483. [Google Scholar] [CrossRef]
- Abudurehman, A.; Stabile, P.; Carroll, M.R.; Santulli, C.; Paris, E. Mineralogical and chemical characterization of CDW as function of particle size and thermal treatments for potential recycling. Detritus 2021, 15, 40–50. [Google Scholar] [CrossRef]
- Zanelli, C.; Conte, S.; Molinari, C.; Soldati, R.; Dondi, M. Waste recycling in ceramic tiles: A technological outlook. Resources. Conserv. Recycl. 2021, 168, 105289. [Google Scholar] [CrossRef]
- Karamanov, A.; Karamanova, E.; Ferrari, A.M.; Ferrante, F.; Pelino, M. The effect of fired scrap addition on the sintering behavior of hard porcelain. Ceram. Int. 2006, 32, 727–732. [Google Scholar] [CrossRef]
- Gomes, M.L.P.; Carvalho, E.A.; Sobrinho, L.N.; Monteiro, S.N.; Rodriguez, R.J.; Vieira, C.M.F. Production and characterization of a novel artificial stone using brick residue and quarry dust in epoxy matrix. J. Mater. Res. Technol. 2018, 7, 492–498. [Google Scholar] [CrossRef]
- Perugini, V.; Paris, E.; Giuli, G.; Carroll, M.R. The use of urban ceramic wastes in eco-sustainable durable cement. In Proceedings of the 34th Cement and Concrete Science, Sheffield, UK, 14–17 September 2014; Conference Paper Number 223. University of Sheffield: Sheffield, UK, 2014. [Google Scholar]
- Baeza-Brotons, F.; Percis, G.; Payá, J.; Saval, J. Portland cement systems with addition of sewage sludge ash. Application in concretes for the manufacture of blocks. J. Clean. Prod. 2014, 82, 112–124. [Google Scholar] [CrossRef]
- Luo, H.; Cheng, Y.; He, D.; Yang, E.-H. Review of leaching behavior of municipal solid waste incineration (MSWI) ash. Sci. Total Environ. 2019, 668, 90–103. [Google Scholar] [CrossRef]
- Chipera, S.J.; Bish, D.L. Fitting full X-ray diffraction patterns for quantitative analysis: A method for readily quantifying crystalline and disordered phases. Adv. Mater. Phys. Chem. 2013, 3, 47–53. [Google Scholar] [CrossRef]
- Boncio, P.; Amoroso, S.; Galadini, F.; Galderisi, A.; Iezzi, G.; Liberi, F. Earthquake- induced liquefaction features in a late Quaternary fine-grained lacustrine succession (Fucino Lake, Italy): Implications for microzonation studies. Eng. Geol. 2020, 272, 105621. [Google Scholar] [CrossRef]
- Abramoff, M.D.; Magalhaes, P.J.; Ram, S.J. Image processing with ImageJ. Biophotonics Int. 2004, 11, 36–42. [Google Scholar]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Arzilli, F.; Stabile, P.; Fabbrizio, A.; Landi, P.; Scaillet, B.; Paris, E.; Carroll, M.R. Crystalliza- tion kinetics of alkali feldspar in peralkaline rhy- olitic melts: Implications for pantelleria volcano. Front. Earth Sci. 2020, 8, 177. [Google Scholar] [CrossRef]
- Hammer, J.E.; Cashman, K.V.; Hoblitt, R.P.; Newman, S. Degassing and microlite crystallisation during pre-climactic events of the 1991 eruption of Mt. Pinatubo, Philippines. Bull. Volcanol 1999, 60, 355–380. [Google Scholar] [CrossRef]
- Wright, T.L.; Doherty, P.C. A linear programming and least squares computer method for solving petrologic mixing problems. Geol. Soc. Am. Bull. 1970, 81, 1925–2008. [Google Scholar] [CrossRef]
- Stormer, J.C., Jr.; Nicholls, J. XLFRAC: A program for the interactive testing of magmatic differentiation models. Comput. Geosci. 1978, 4, 143–159. [Google Scholar] [CrossRef]
- Caurant, D. Glass-ceramics for waste immo- bilization. In Glass to Crystal—Nucleation, Growth and Phase Separation: From Research to Applications; Neuville, D., Cormier, L., Caurant, D., Montagne, L., Eds.; EDP Sciences: Les Ulis, France, 2017; pp. 492–525. [Google Scholar]
- Karamanov, A.; Paunovic, P.; Ranguelov, B.; Ljatifi, E.; Kamusheva, A.; Nacevski, G.; Karamanova, E.; Grozdanov, A. Vitrification of hazardous Fe-Ni wastes into glass-ceramic with fine crystalline structure elevated exploitation chracteristics. J. Environ. Chem. Eng. 2017, 5, 432–441. [Google Scholar] [CrossRef]
- Manning, D.A.C. Cement and Plasters Industrial Minerals; Chapman & Hall: London, UK, 1995; pp. 141–155. [Google Scholar]
- Bianchini, G.; Marrocchino, E.; Tassinari, R.; Vaccaro, C. Recycling of construction and demolition waste materials: A chemical–mineralogical appraisal. Waste Manag. 2005, 25, 149–159. [Google Scholar] [CrossRef]
- McCloy, J.S.; Schuller, S. Vitrification of wastes: From unwanted to controlled crystallization, a review. Comptes Rendus. Géosci. 2022, 354, 121–160. [Google Scholar] [CrossRef]
- Stabile, P.; Webb, S.; Knipping, J.L.; Behrens, H.; Paris, E.; Giuli, G. Viscosity of pantelleritic and alkali silicate melts: Effect of Fe redox state and Na/(Na + K) ratio. Chem. Geol. 2016, 442, 73–82. [Google Scholar] [CrossRef]
- Stabile, P.; Giuli, G.; Cicconi, M.R.; Paris, E.; Trapananti, A.; Behrens, H. The effect of oxygen fugacity Na/(Na + K) ratio on iron speciation in pantelleritic glasses. J. Non-Cryst. Solids 2017, 478, 65–74. [Google Scholar] [CrossRef]
- Stabile, P.; Sicola, S.; Giuli, G.; Paris, E.; Carroll, M.R.; Deubener, J.; Di Genova, D. The effect of iron and alkali on the nanocrystal-free viscosity of volcanic melts: A combined Raman spectroscopy and DSC study. Chem. Geol. 2021, 559, 119991. [Google Scholar] [CrossRef]
- Schaffer, H.A.; Langfeld, R.; Benz-Zauner, M. Glastechnik. Glass: The Material; Deutsches Museum Verlag: Munich, Germany, 2010; ISBN 978-3-940396-35-8. [Google Scholar]
- Sharifikolouei, E.; Baino, F.; Salvo, M.; Tommasi, T.; Pirone, R.; Fino, D.; Ferraris, M. Vitrification of municipal solid waste incineration fly ash: A successful batch composition. Ceram. Int. 2021, 47, 7738–7744. [Google Scholar] [CrossRef]
- Kucharczyk, S.; Sitarz, M.; Maciej, Z.; Deja, J. The effect of CaO/SiO2 molar ratio of CaO-Al2O3-SiO2 glasses on their structure and reactivity in alkali activated system. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2018, 194, 163–171. [Google Scholar] [CrossRef] [PubMed]
- Rankin, G.A. The ternary system CaO–Al2O3–SiO2, with optical study by F. E. Wright. Am. J. Sci. 1915, 39, 1–79. [Google Scholar] [CrossRef]
- Wang, S.; Gainey, L.; Marinelli, J.; Deer, B.; Wang, X.; Mackinnon, I.D.R.; Xi, Y. Effects of vermiculite on in-situ thermal behaviour, microstructure, physical and mechanical properties of fired clay bricks. Constr. Build. Mater. 2022, 316, 125828. [Google Scholar] [CrossRef]
- Wang, S.; Gainey, L.; Mackinnon, I.D.R.; Allen, C.; Gu, Y.; Xi, Y. Thermal behaviors of clay minerals as key components and additives for fired brick properties: A review. J. Build. Eng. 2023, 66, 105802. [Google Scholar] [CrossRef]
- Flesoura, G.; Dilissen, N.; Dimitrakis, G.; Vleugels, J.; Pontikes, Y. A new approach for the vitrification of municipal solid waste incinerator bottom ash by microwave irradiation. J. Clean. Prod. 2021, 284, 124784. [Google Scholar] [CrossRef]
- Bahoria, B.V.; Parbat, D.K.; Naganaik, P.B. Replacement of natural sand in concrete by waste products: A State of Art. J. Environ. Res. Dev. 2013, 7, 1651–1657. [Google Scholar]
- Lin, K.L.; Wang, K.S.; Tzeng, B.Y.; Lin, C.Y. The hydration characteristics and utilization of slag obtained by the vitrification of MSWI fly ash. Waste Manag. 2004, 24, 199–205. [Google Scholar] [CrossRef]
- Rodriguez, M.; Alonso-Fariñas, B.; Baena-Moreno, F.; Leiva, C.; Navarrete, B.; Vilches, L. Synthetic Slag Production Method Based on a Solid Waste Mix Vitrification for the Manufacturing of Slag-Cement. Materials 2019, 12, 208. [Google Scholar] [CrossRef]
- Stabile, P.; Radica, F.; Ranza, L.; Carroll, M.R.; Santulli, C.; Paris, E. Dimensional, Mechanical and LCA Characterization of Terrazzo Tiles along with Glass and Construction, and Demolition Waste (CDW). Recent Prog. Mater. 2021, 3, 2101006. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Starting Sample | SiO2 | Al2O3 | FeO | CaO | MgO | MnO | Na2O | K2O | P2O5 | Total | Phases Present (wt.%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CDW | 32.89 | 6.42 | 2.79 | 54.43 | 1.60 | - | 0.58 | 1.29 | - | 100 | gy(tr), qz(8), cc(44), am(48) |
| CP | 73.32 | 17.82 | 1.16 | 0.90 | 0.74 | 0.02 | 3.61 | 2.32 | 0.09 | 100 | ab(tr), qz(35), am(65) |
| GRA * | 45.78 | 6.19 | 5.31 | 36.56 | 3.28 | 0.12 | 1.43 | 1.25 | 0.08 | 100 | ab(tr), cr(tr), en(tr), bt(tr), qz(28), cc(33), am(39) |
| MU | 68.25 | 25.29 | 0.81 | 1.15 | 1.28 | 0.02 | 0.81 | 2.35 | 0.05 | 100 | cc(tr), mu(tr), qz(37), am(63), |
| PP | 68.05 | 25.87 | 0.64 | 0.83 | 0.57 | 0.01 | 0.78 | 3.22 | 0.02 | 100 | mu(tr), cc(tr), qz(37), am(63) |
| RT | 60.60 | 14.40 | 5.40 | 10.30 | 3.10 | 0.10 | 1.60 | 2.30 | 0.10 | 100 | mu(tr), cc(4), ab(21), qz(33), am(42) |
| BR | 58.29 | 14.26 | 6.10 | 13.97 | 3.04 | 0.11 | 0.96 | 3.08 | 0.19 | 100 | cc(tr), qz(17), ab(43), am(40) |
| BA | 46.18 | 9.34 | 16.36 | 17.25 | 2.71 | 1.13 | 5.50 | 0.96 | 0.58 | 100 | mu(5), mg(6), cc(6), gh(10), qz(17), am(56) |
| FA | 58.38 | 21.49 | 8.05 | 5.22 | 2.68 | 0.08 | 0.94 | 2.47 | 0.67 | 100 | mu(12), qz(18), am(70) |
| G15 | 72.25 | 3.43 | 0.41 | 11.12 | 1.25 | - | 10.19 | 1.35 | - | 100 | am(100) |
| GLU | 74.55 | 0.80 | 0.10 | 9.80 | 4.40 | - | 10.09 | 0.40 | - | 100 | am(100) |
| Samples | Phase | SiO2 | Al2O3 | FeO | CaO | MgO | MnO | Na2O | K2O | P2O5 | Total | Phases Present (wt.%) | Ca/Si, Moles |
| A30 CDW-70% GLU-30% | Glass | 45.27(0.39) | 7.45(0.16) | 2.52(0.06) | 26.86(0.50) | 3.31(0.14) | 0.09(0.04) | 9.88(0.21) | 1.48(0.04) | 0.13(0.03) | 97.00 | qz(nd), gh(9), wo(33), am(58) | 0.64 |
| Wollastonite | 50.98(0.37) | 0.03(0.03) | 0.04(0.03) | 48.05(0.27) | 0.02(0.01) | 0.01(0.01) | 0.05(0.04) | 0.01(0.01) | 0.00(0.00) | 99.21 | |||
| A50 CDW-50% GLU-50% | Glass | 57.14(0.10) | 4.68(0.13) | 1.34(0.11) | 18.87(0.14) | 3.91(0.67) | 0.06(0.03) | 10.83(0.13) | 0.94(0.02) | 0.07(0.05) | 97.84 | qz(nd), gh(nd), wo(25), am(75) | 0.35 |
| Wollastonite | 51.04(0.79) | 0.02(0.02) | 0.03(0.03) | 47.64(0.25) | 0.05(0.02) | 0.02(0.02) | 0.06(0.01) | 0.02(0.01) | 0.03(0.03) | 98.92 | |||
| A70 CDW-30% GLU-70% | Glass | 64.47(0.12) | 2.36(0.07) | 0.52(0.02) | 18.00(0.10) | 3.42(0.05) | 0.04(0.03) | 10.68(0.11) | 0.52(0.02) | 0.03(0.01) | 100.02 | qz(tr), wo(10), am(90) | 0.30 |
| Wollastonite | 51.35(0.89) | 0.01(0.01) | 0.02(0.03) | 47.92(0.21) | 0.04(0.03) | 0.02(0.01) | 0.08(0.08) | 0.03(0.04) | 0.08(0.01) | 99.48 | |||
| B30 CDW-70% BR-30% | Glass | 37.49(0.46) | 9.00(0.22) | 6.08(0.40) | 38.12(0.14) | 1.45(0.12) | 0.21(0.04) | 0.92(0.06) | 2.70(0.17) | 0.37(0.04) | 96.34 | qz(nd), mg(tr),wo(22), gh(25), am(53) | 1.09 |
| Wollastonite | 48.11(0.81) | 3.29(0.61) | 0.75(0.05) | 45.99(0.56) | 0.79(0.06) | 0.03(0.02) | 0.20(0.01) | 0.18(0.08) | 0.02(0.02) | 99.35 | |||
| B50 CDW-50% BR-50% | Glass | 42.79(0.25) | 13.63(0.06) | 4.81(0.06) | 29.81(0.06) | 2.55(0.10) | 0.10(0.02) | 0.86(0.05) | 2.27(0.05) | 0.14(0.05) | 96.97 | qz(tr), gh(tr), wo(15), am(85) | 0.75 |
| Wollastonite | 50.29(0.91) | 0.99(0.13) | 0.48(0.46) | 46.44(0.83) | 0.21(0.22) | 0.01(0.01) | 0.11(0.01) | 0.24(0.02) | 0.02(0.02) | 98.80 | |||
| B70 CDW-30% BR-70% | Glass | 50.15(0.08) | 12.99(0.08) | 4.89(0.08) | 24.41(0.09) | 2.43(0.03) | 0.07(0.01) | 0.84(0.03) | 2.39(0.03) | 0.12(0.05) | 98.29 | am(100) | 0.52 |
| C30 CDW-70% CP-30% | Glass | 42.45(0.50) | 16.42(0.18) | 2.25(0.09) | 28.90(0.34) | 1.45(0.04) | 0.09(0.02) | 2.68(0.06) | 2.39(0.04) | 0.16(0.03) | 96.78 | qz(nd), gh(5), wo(23), am(72) | 0.73 |
| Wollastonite | 50.83(0.52) | 0.40(0.77) | 0.09(0.11) | 47.66(0.70) | 0.04(0.06) | 0.00(0.00) | 0.09(0.14) | 0.09(0.11) | 0.01(0.02) | 99.20 | |||
| SAMPLE | Phase | SiO2 | Al2O3 | FeO | CaO | MgO | MnO | Na2O | K2O | P2O5 | Total | Phases present (wt.%) | C/S |
| C50 CDW-50% CP-50% | Glass | 55.60(0.78) | 14.70(0.21) | 1.28(0.12) | 20.57(0.89) | 0.91(0.06) | 0.05(0.03) | 2.49(0.14) | 2.05(0.12) | 0.10(0.05) | 97.76 | qz(tr), gh(tr), wo(18), am(82) | 0.40 |
| Wollastonite | 51.47(0.61) | 0.27(0.14) | 0.08(0.03) | 46.90(0.60) | 0.03(0.02) | 0.03(0.02) | 0.11(0.07) | 0.13(0.07) | 0.03(0.03) | 99.05 | |||
| C70 CDW-30% CP-70% | Glass | 62.18(0.99) | 15.11(0.25) | 1.17(0.11) | 15.28(0.73) | 0.77(0.08) | 0.06(0.04) | 2.50(0.09) | 1.74(0.12) | 0.12(0.02) | 98.94 | am(100) | 0.26 |
| D70 CDW-30% G15-70% | Glass | 63.64(0.56) | 2.67(0.13) | 0.76(0.04) | 17.75(0.36) | 2.02(0.05) | 0.05(0.03) | 10.72(0.20) | 0.86(0.04) | 0.05(0.03) | 98.54 | qz(nd), gh(tr), wo(33), am(67) | 0.30 |
| Wollastonite | 51.45(0.54) | 0.00(0.00) | 0.02(0.02) | 47.79(0.40) | 0.02(0.02) | 0.02(0.02) | 0.07(0.02) | 0.03(0.01) | 0.02(0.01) | 99.44 | |||
| H70 CDW-30% PP-70% | Glass | 63.75(2.06) | 15.75(1.74) | 0.89(0.10) | 14.47(0.53) | 0.90(0.13) | 0.02(0.02) | 0.96(0.02) | 2.00(0.18) | 0.07(0.07) | 98.80 | an(11), am(89) | 0.24 |
| I70 CDW-30% RT70% | Glass | 51.60(0.42) | 12.54(0.39) | 4.61(0.07) | 21.98(0.21) | 2.52(0.05) | 0.06(0.04) | 1.22(0.07) | 2.54(0.05) | 0.14(0.03) | 97.22 | am(100) | 0.46 |
| G70 CDW-30% GRA-70% | Glass | 39.39(0.26) | 10.52(0.13) | 7.23(0.13) | 32.58(0.29) | 2.10(0.17) | 0.23(0.02) | 1.83(0.12) | 2.15(0.06) | 0.19(0.09) | 96.22 | qz(nd), gh(18), wo(19), am(63) | 0.89 |
| E70 CDW-30% MU-70% | Glass | 60.18(1.60) | 17.70(2.18) | 0.85(0.010) | 14.12(0.37) | 1.10(0.19) | 0.04(0.01) | 0.70(0.04) | 2.27(0.18) | 0.11(0.06) | 97.04 | cr(tr), mg(tr), an(18), am(82) | 0.25 |
| F70 CDW-30% FA-70% | Glass | 49.58(0.62) | 22.24(1.12) | 5.14(0.27) | 15.58(0.40) | 1.87(0.19) | 0.06(0.02) | 0.54(0.03) | 2.06(0.18) | 0.45(0.06) | 97.52 | cr(tr), mg(tr), an(43), am(57) | 0.34 |
| L70 CDW-30% FA-BA70% | Glass | 44.91(0.47) | 21.87(0.72) | 5.31(1.97) | 19.98(1.34) | 1.09(0.09 | 0.25(0.02) | 1.94(0.54) | 0.82(0.06) | 0.18(0.07) | 96.33 | di(41), am(59) | 0.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stabile, P.; Abudurahman, A.; Carroll, M.R.; Paris, E. Bulk Composition Effects on Vitrification of Mixed Fine Construction–Demolition and Inorganic Solid Waste. Minerals 2023, 13, 1378. https://doi.org/10.3390/min13111378
Stabile P, Abudurahman A, Carroll MR, Paris E. Bulk Composition Effects on Vitrification of Mixed Fine Construction–Demolition and Inorganic Solid Waste. Minerals. 2023; 13(11):1378. https://doi.org/10.3390/min13111378
Chicago/Turabian StyleStabile, Paola, Ababekri Abudurahman, Michael R. Carroll, and Eleonora Paris. 2023. "Bulk Composition Effects on Vitrification of Mixed Fine Construction–Demolition and Inorganic Solid Waste" Minerals 13, no. 11: 1378. https://doi.org/10.3390/min13111378
APA StyleStabile, P., Abudurahman, A., Carroll, M. R., & Paris, E. (2023). Bulk Composition Effects on Vitrification of Mixed Fine Construction–Demolition and Inorganic Solid Waste. Minerals, 13(11), 1378. https://doi.org/10.3390/min13111378