
Simulation Algorithm for Water Elutriators: Model Calibration with Plant Data and Operational Simulations


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sampling the Industrial Hydraulic Classifier
Analytical Methods
2.2. Laboratory Set-Up
3. Mathematical Model
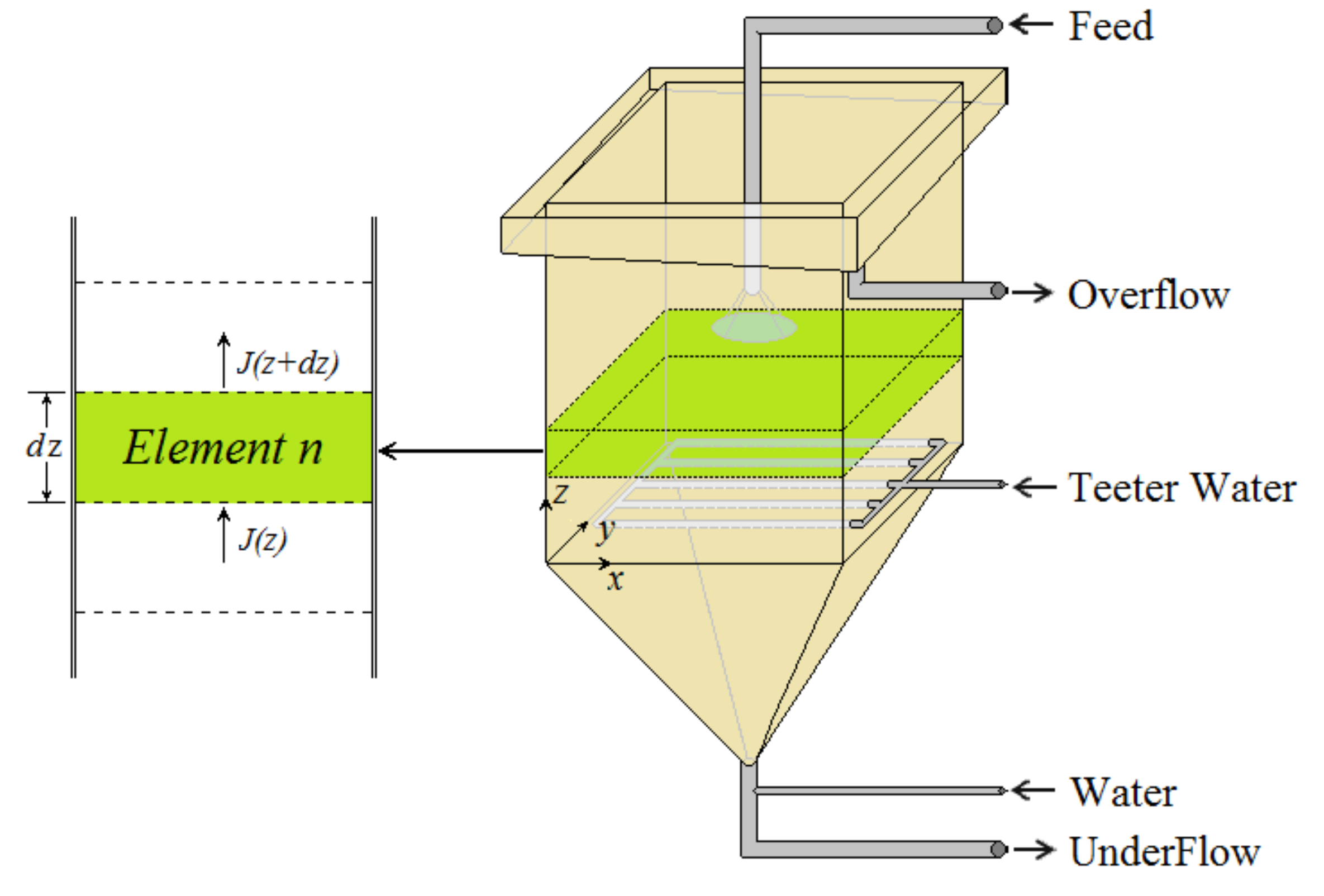
3.1. 1-D Unsteady-State Material Balance Equations
3.2. Particle and Pulp Interstitial Velocities
3.3. Methods to Estimate Model Parameters
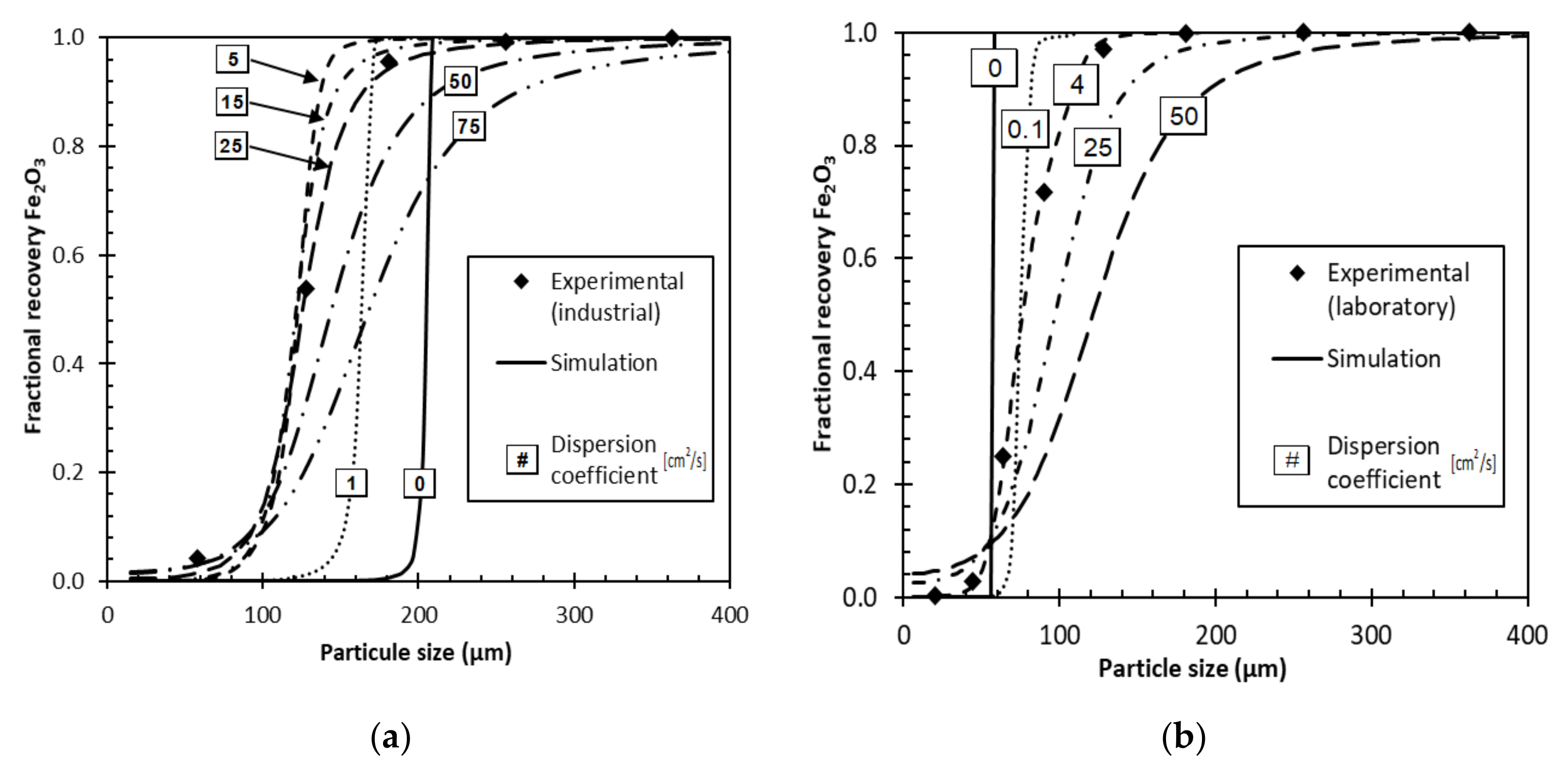
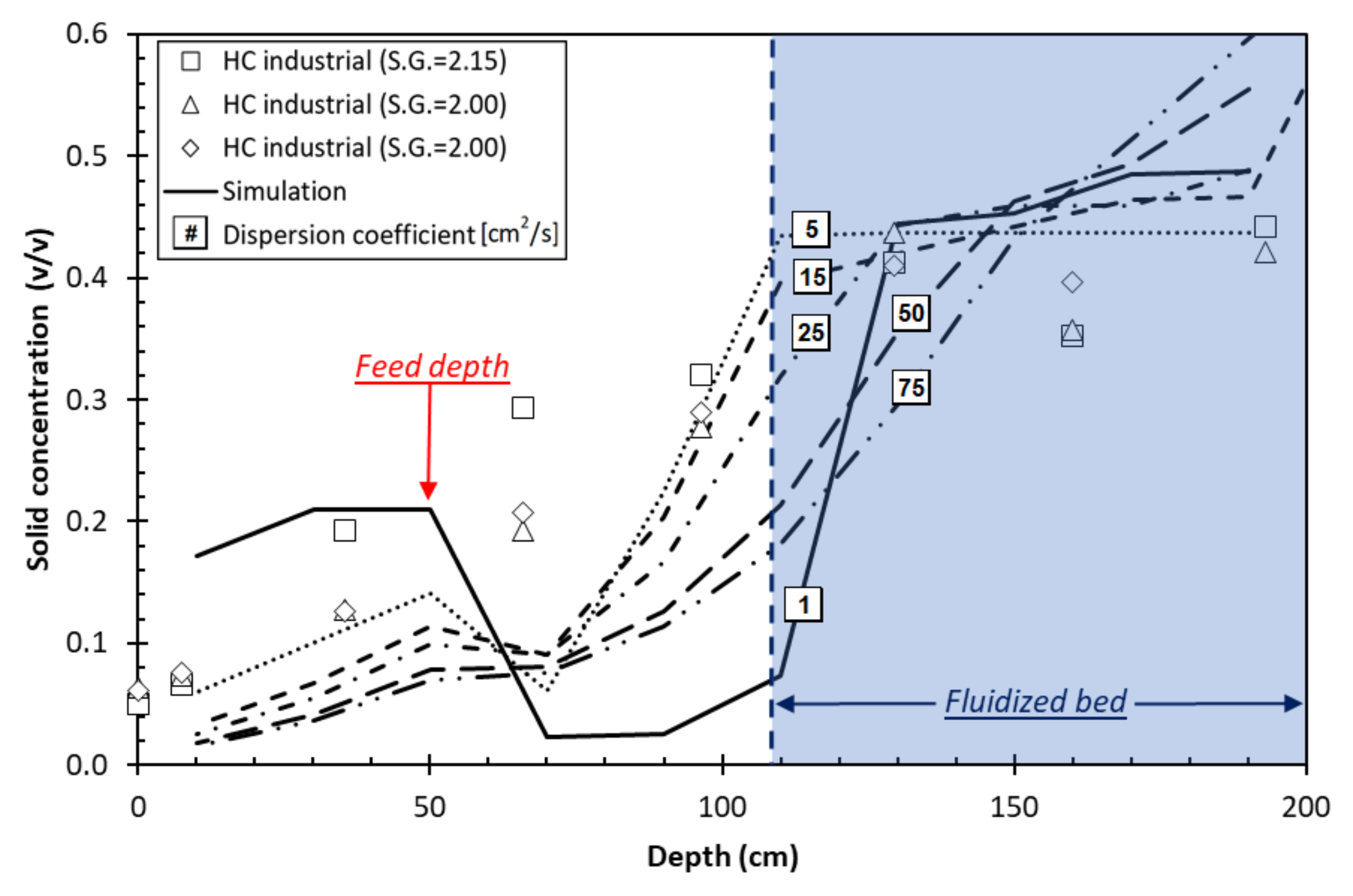
3.3.1. Dispersion Coefficient
3.3.2. Methods to Estimate the Porosity of the Fluidized Bed
4. Results and Discussion
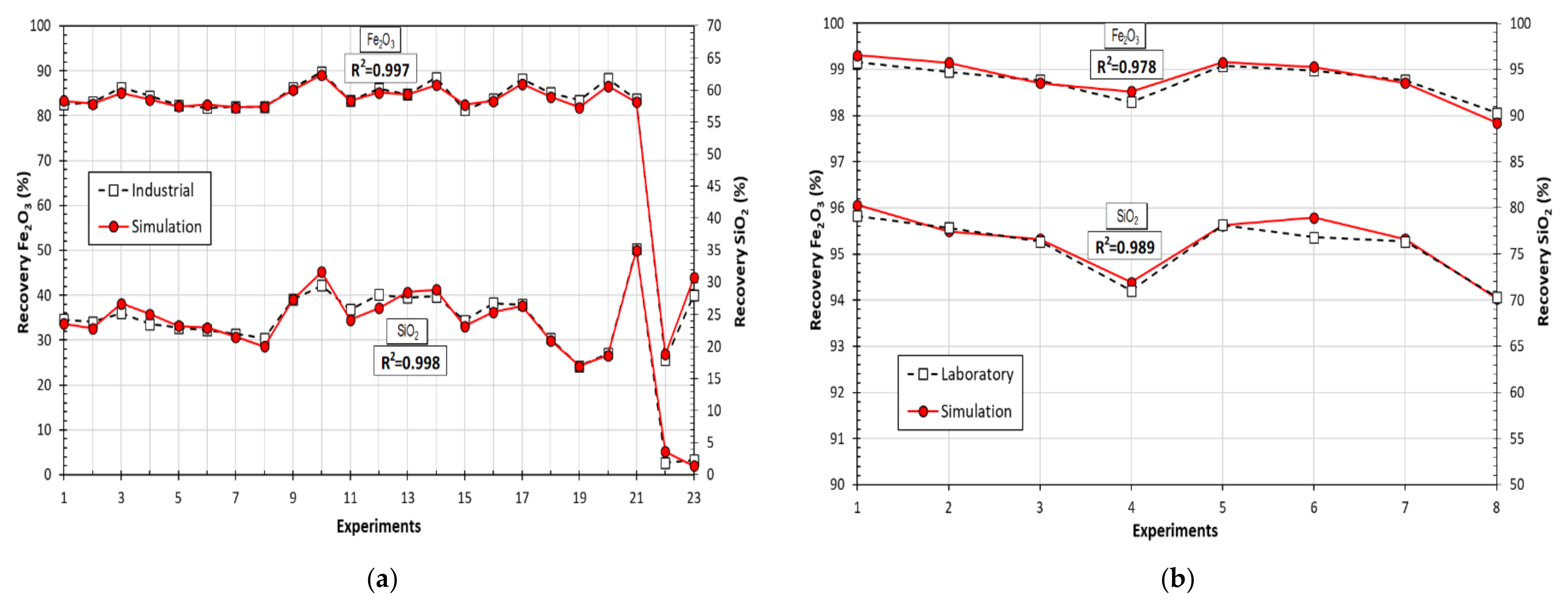
4.1. Evaluation of the Calculation Algorithm
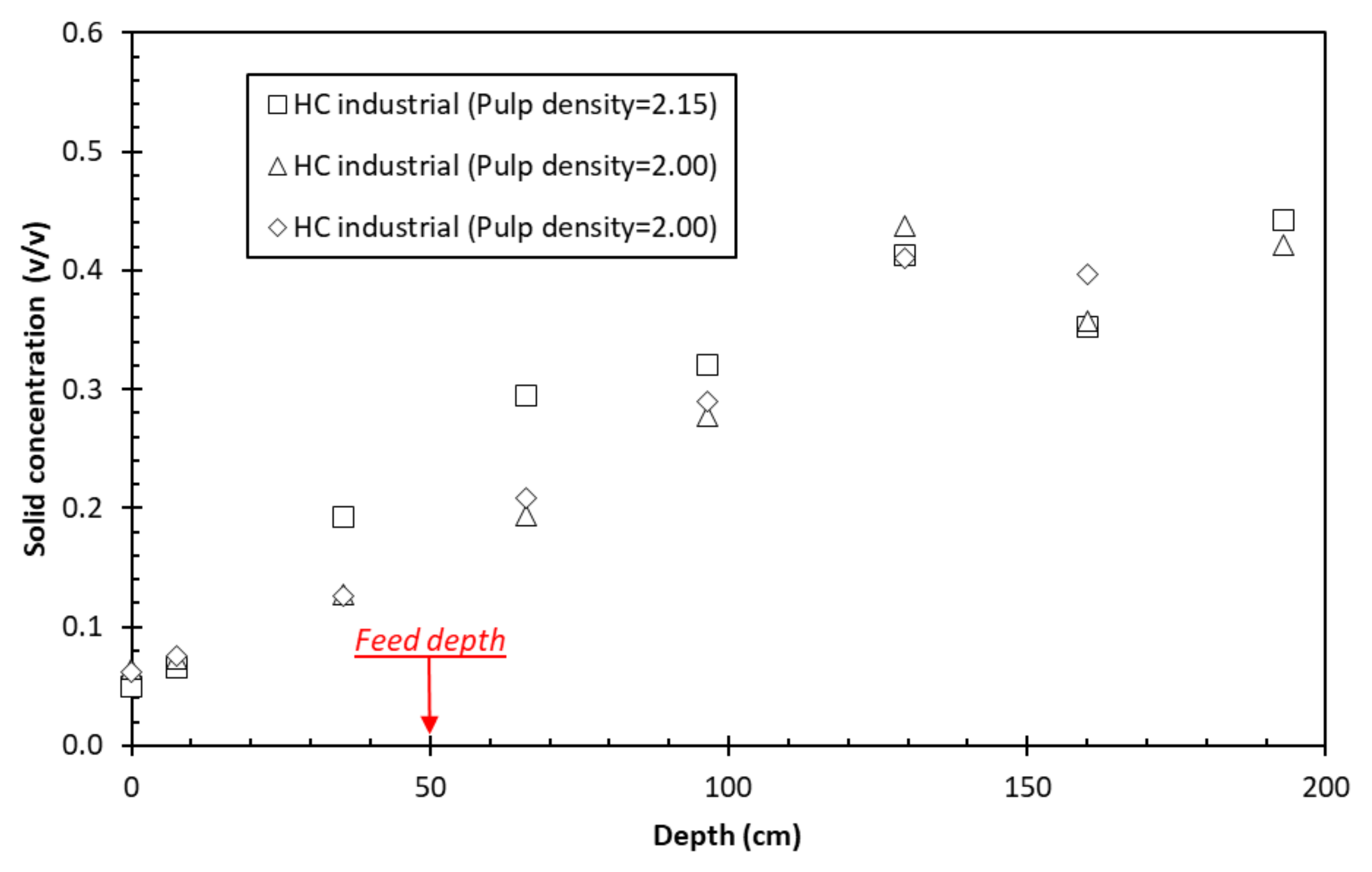
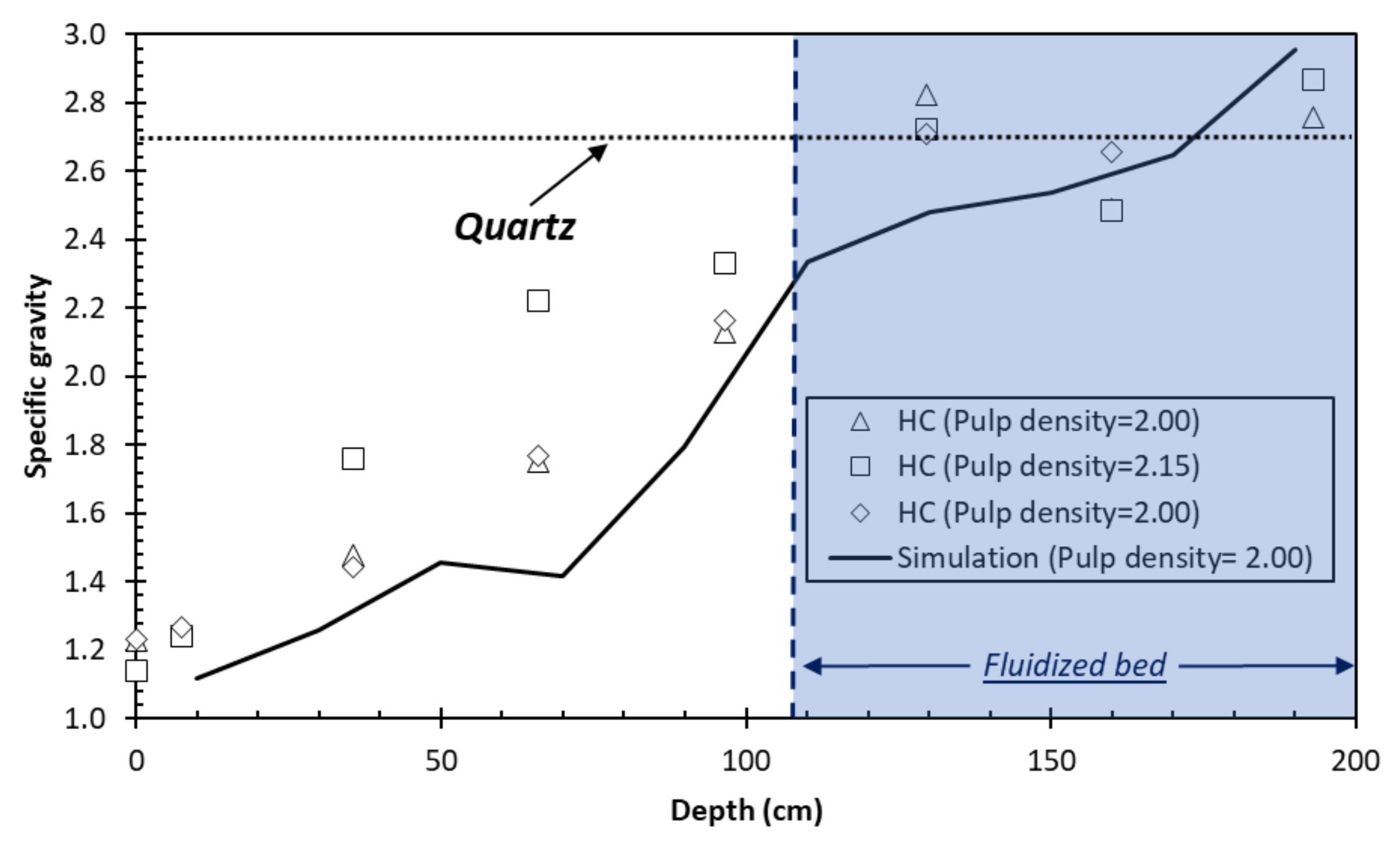
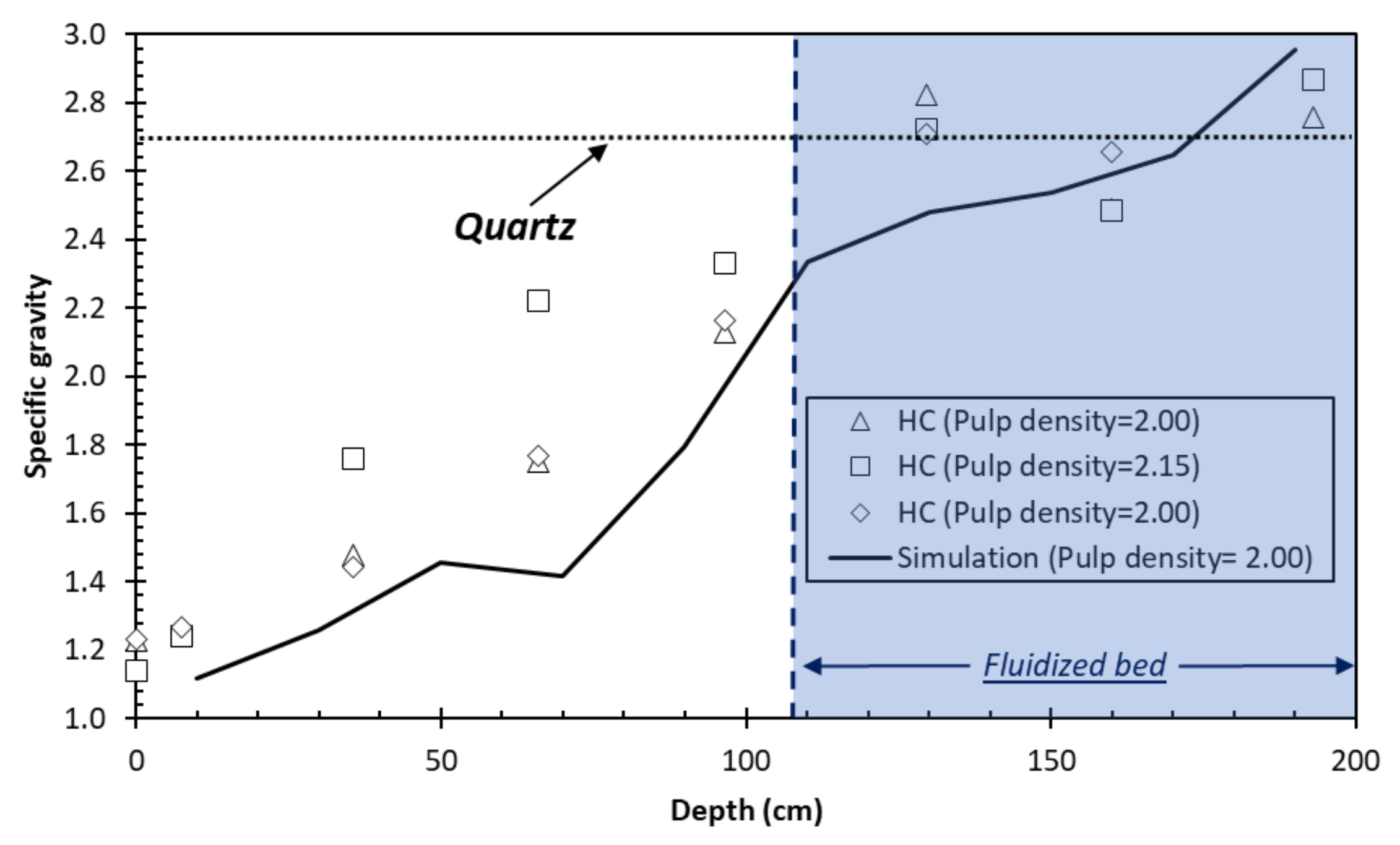
4.2. Influence of Pulp Density
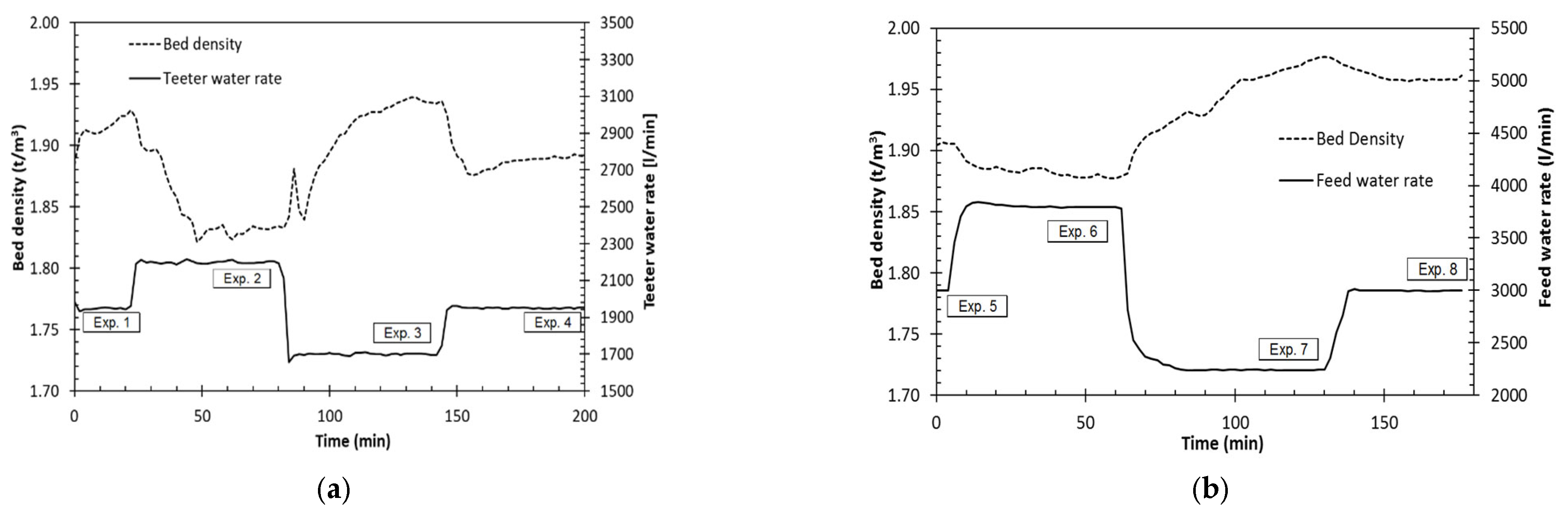
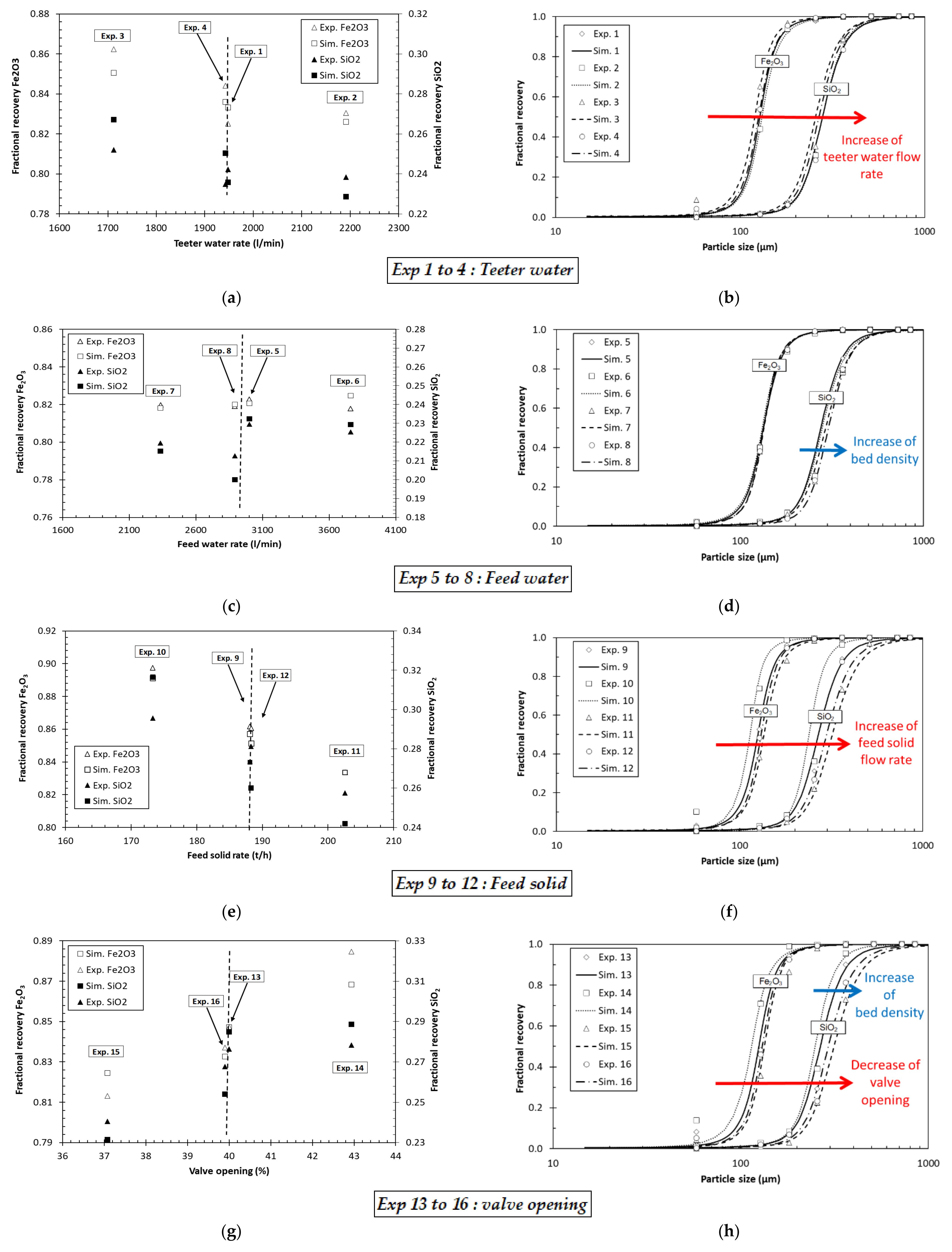
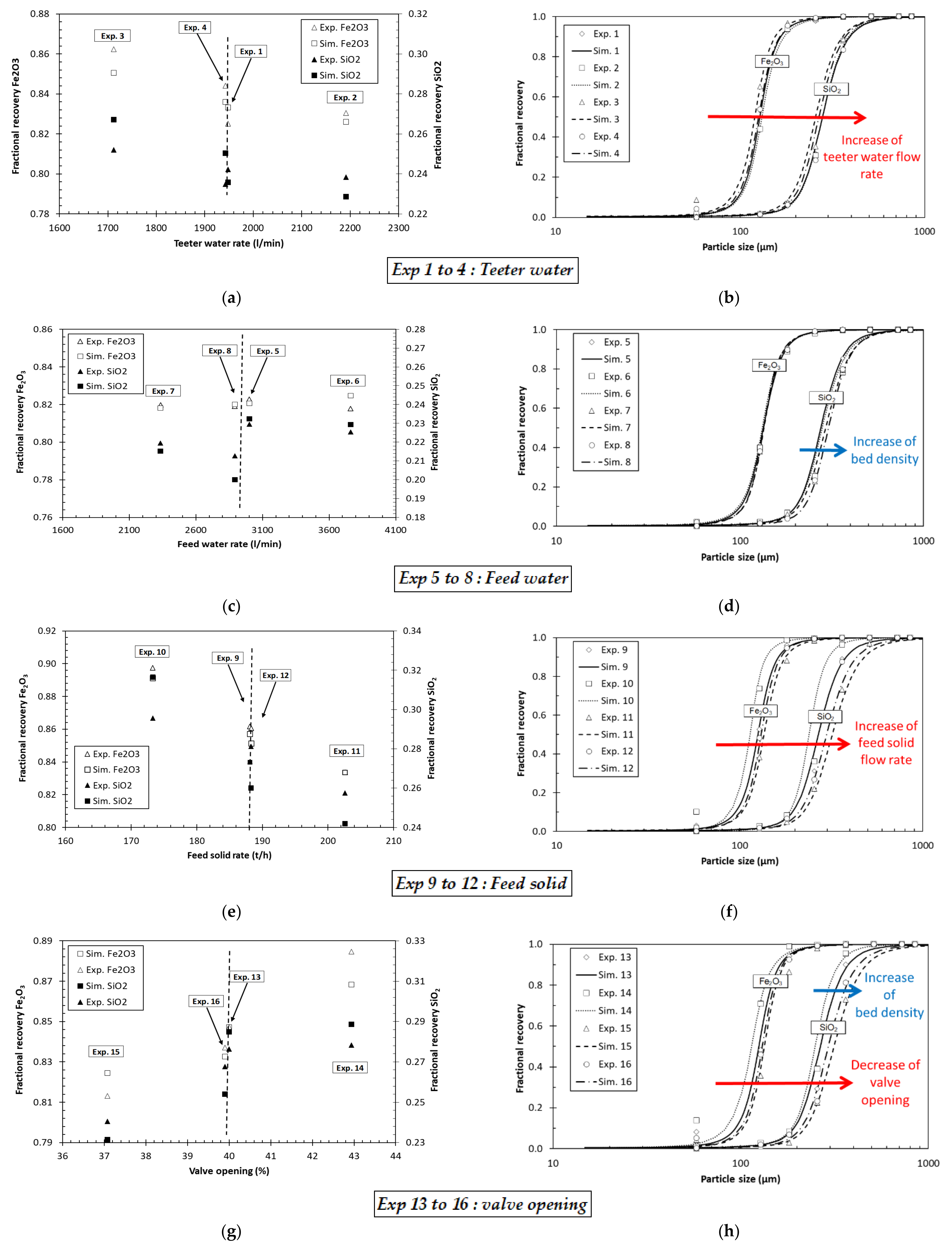
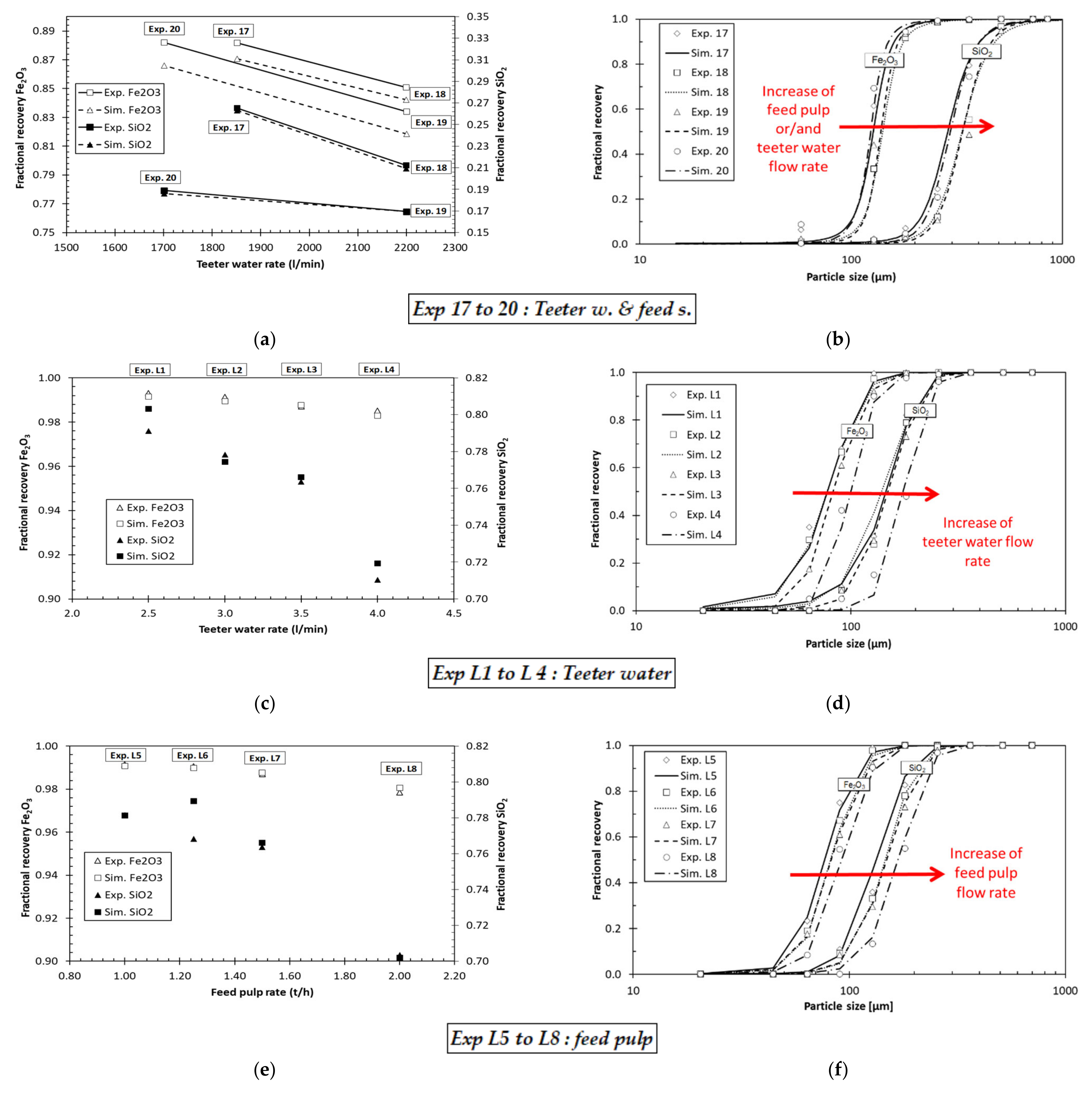
4.3. Control Variables
- The upper bed density as measured by a pressure sensor and manipulated via the opening of the Hc underflow valve;
- The flow rate of teeter water flow rate that is used to correct an underflow composition (e.g., SiO2 content) that is off-spec.
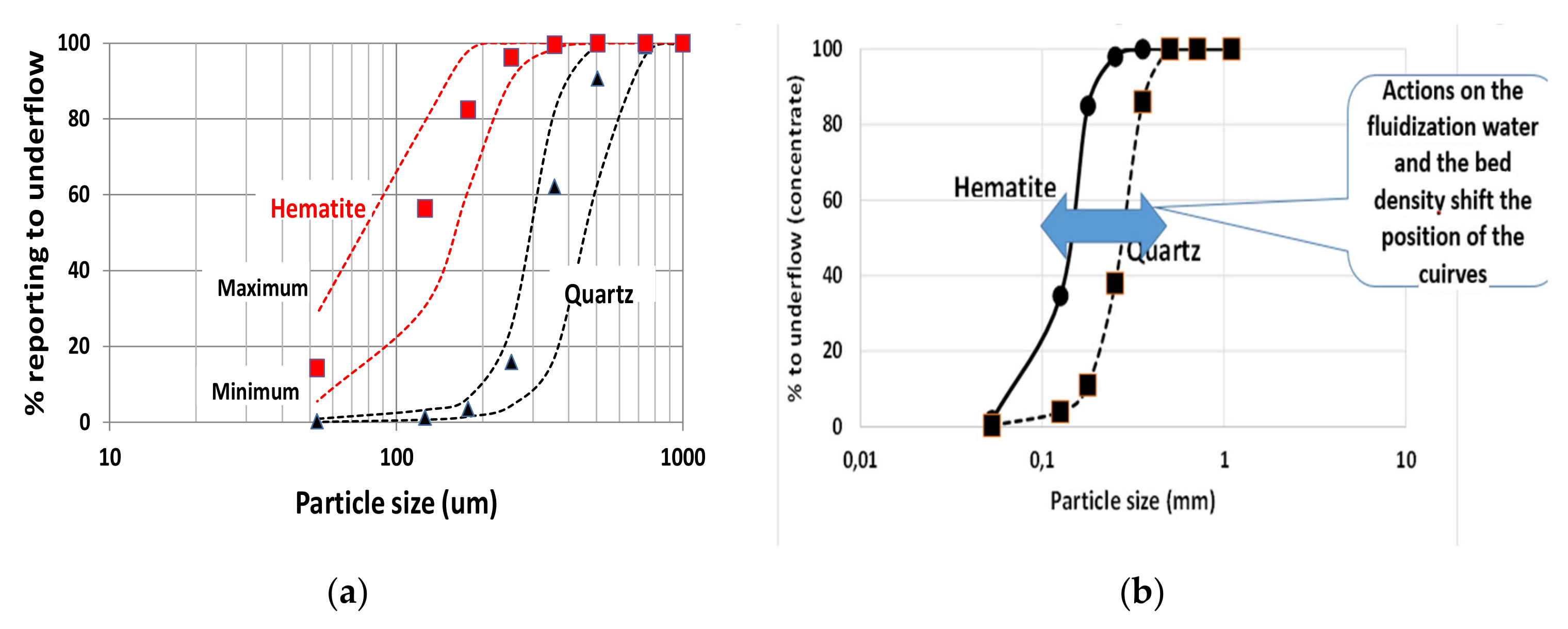
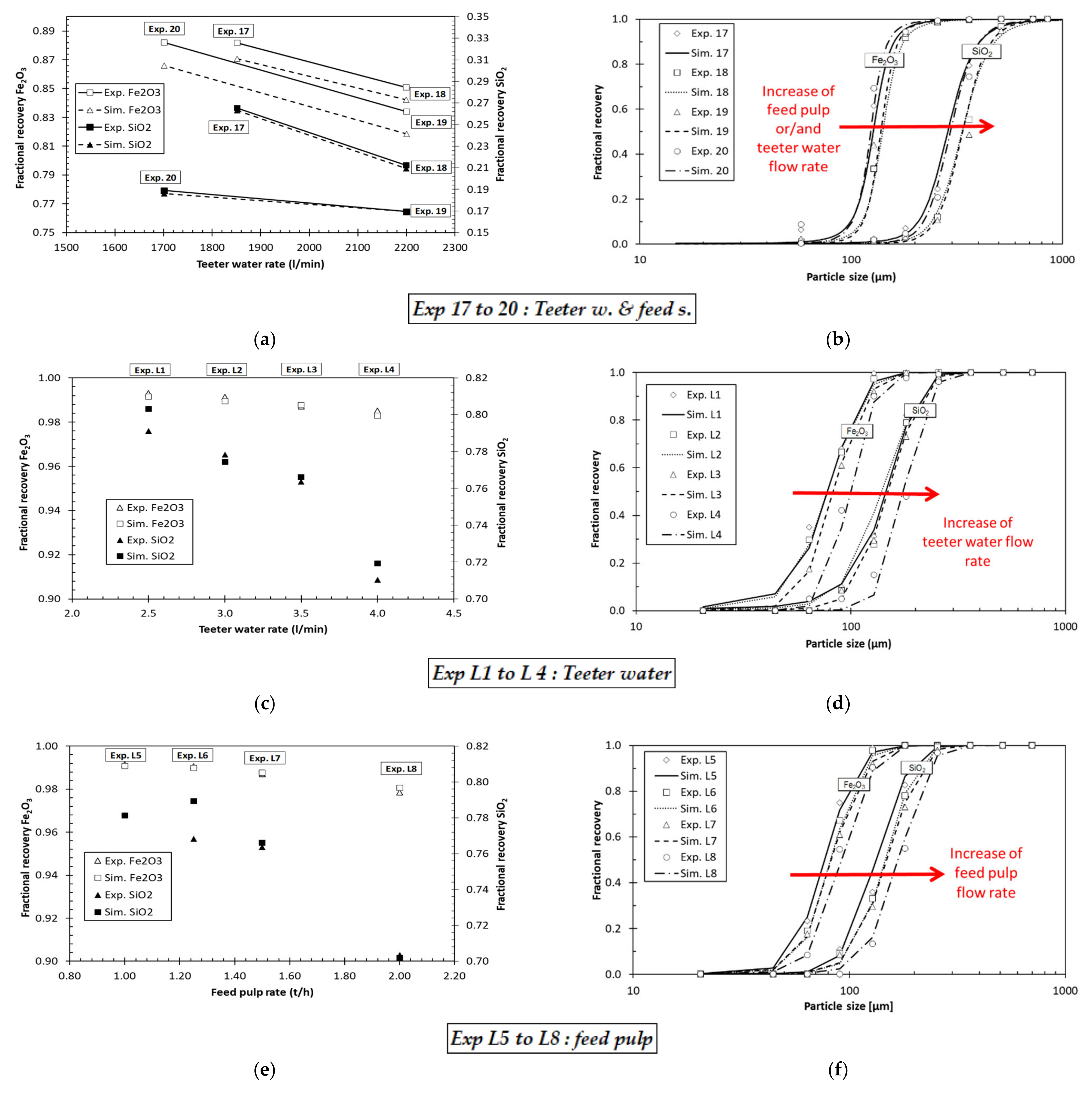
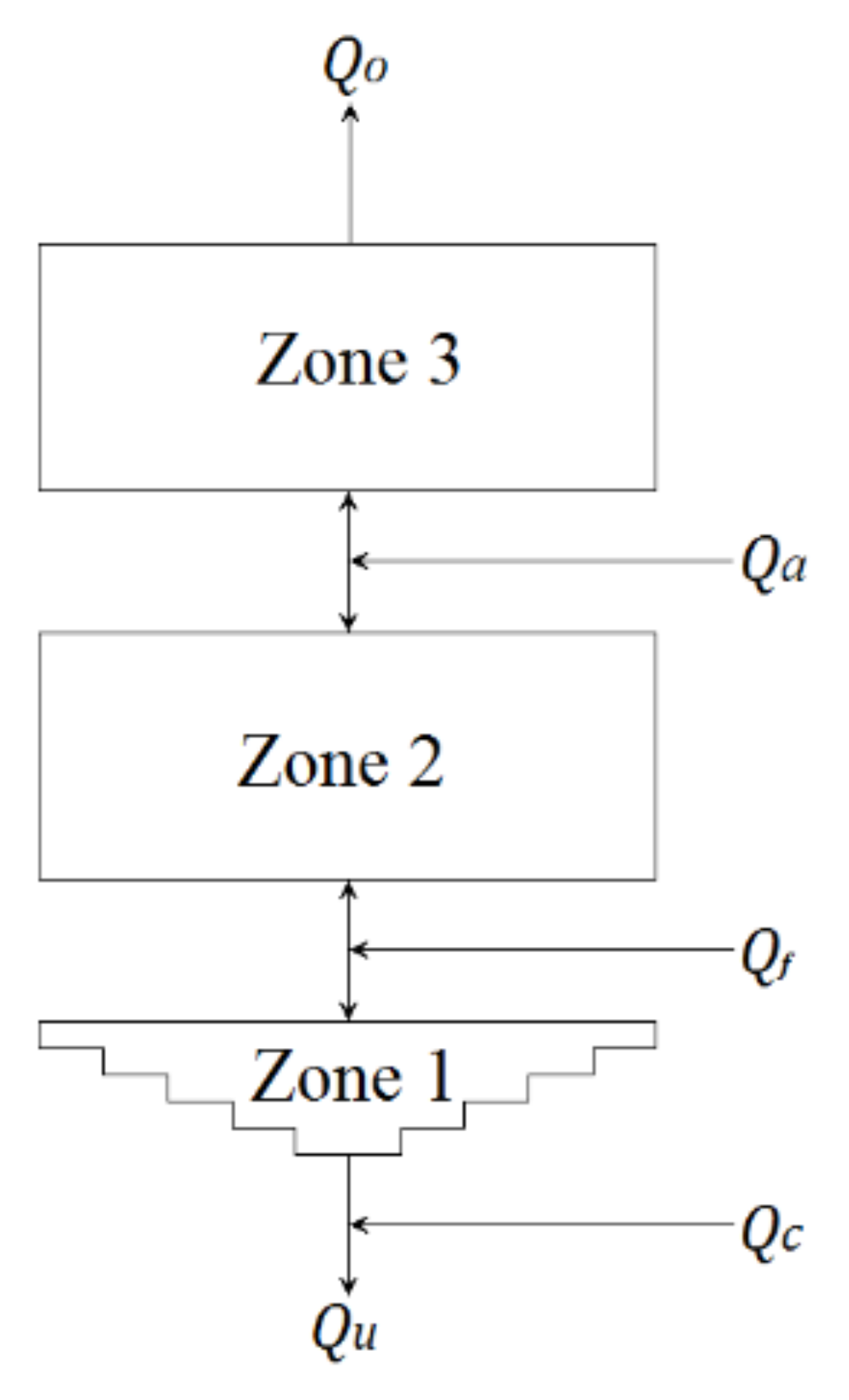
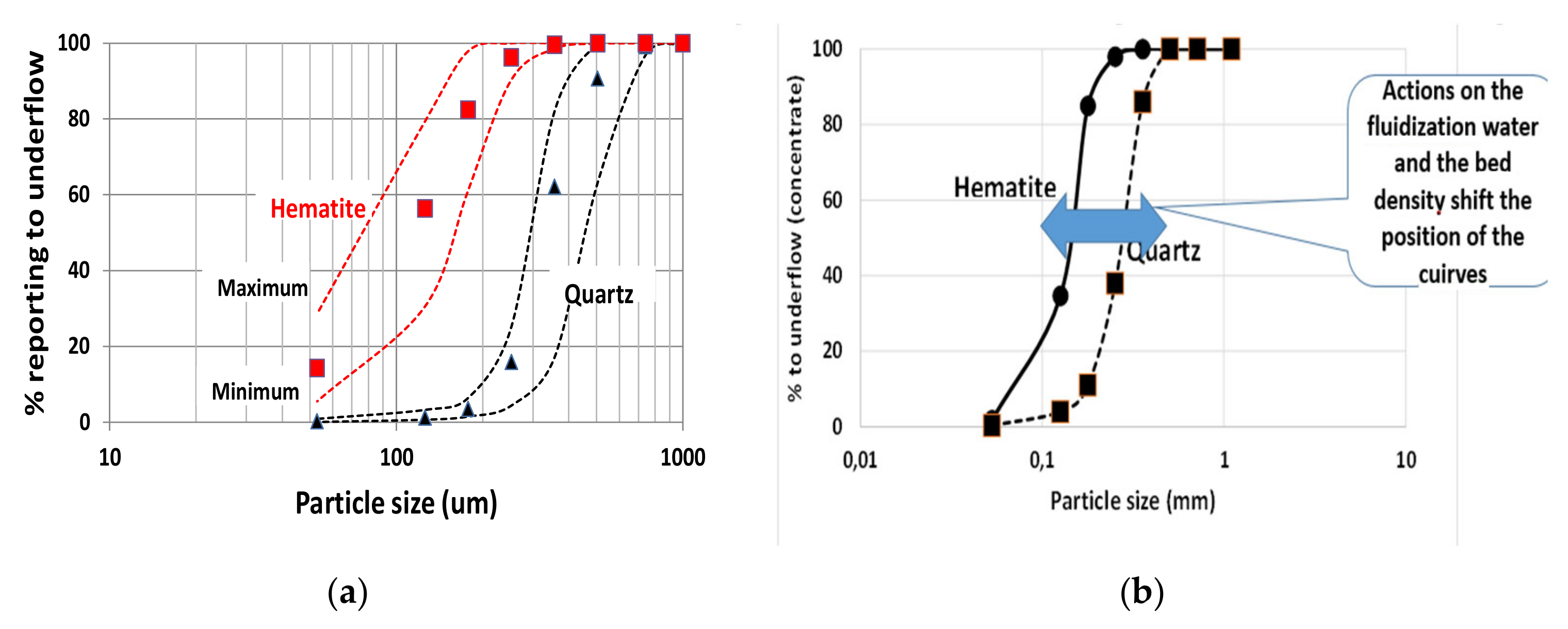
4.4. Simulation of Primary, Secondary and Tertiary Hc
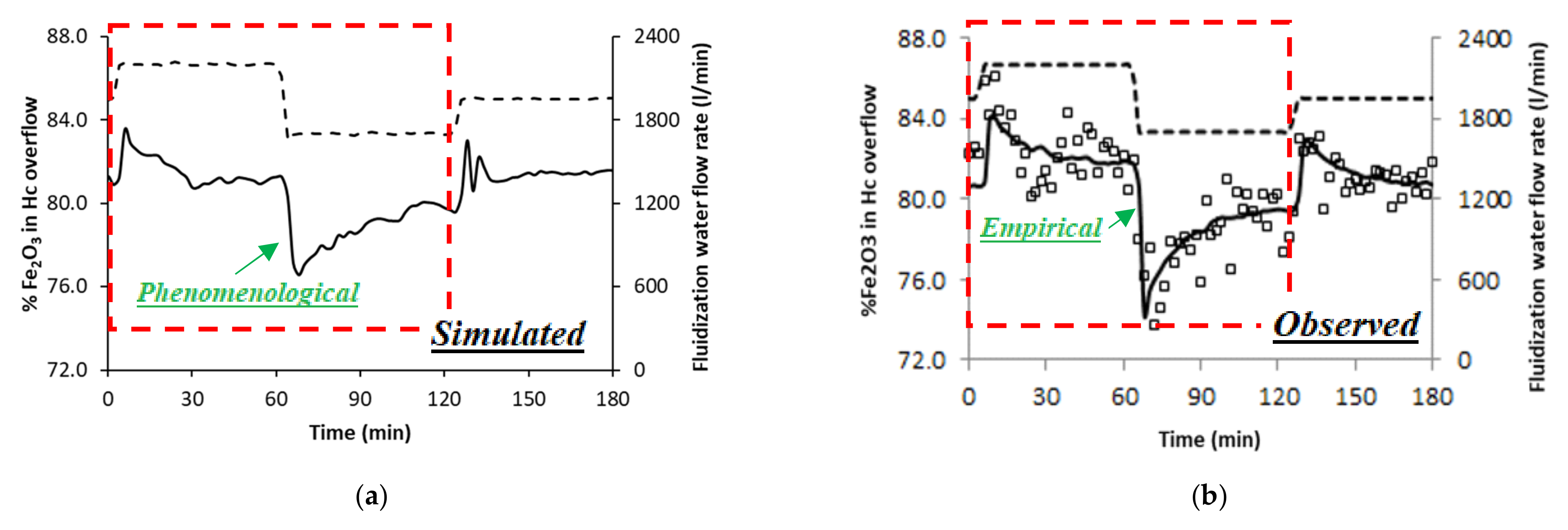
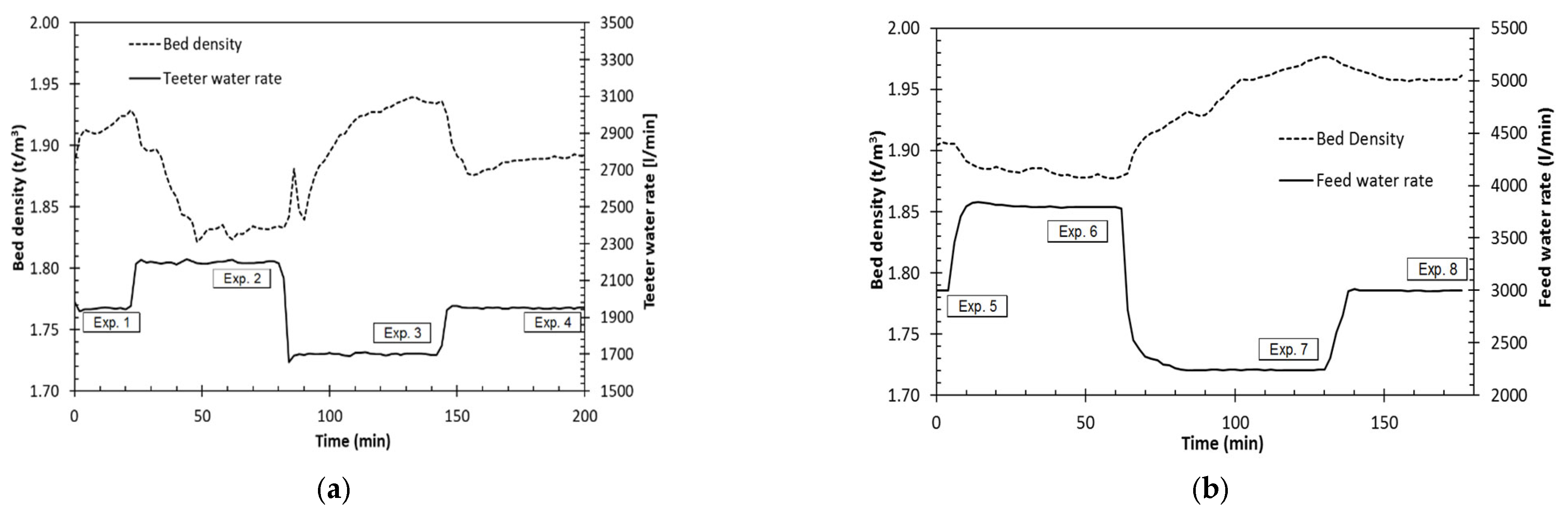
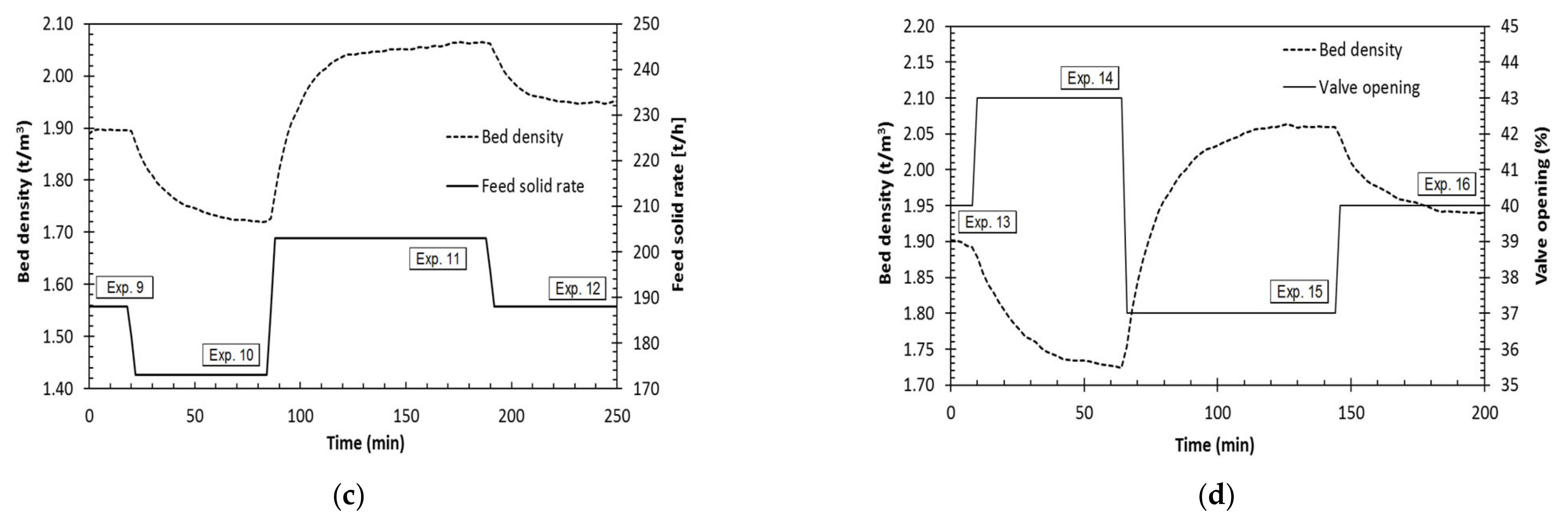
4.5. Dynamic Simulations
5. Conclusions
- To increase the underflow recovery, it is possible to:
- Decrease the flow of teeter water or feed water;
- Increase the opening of the underflow valve or decrease the pulp density set point;
- Decrease the solids flow rate of the feed with a constant underflow valve opening;
- Increase the solids flow rate of the feed while maintaining a constant slurry feed pulp density.
- To decrease the yield of light particle in the underflow, it is possible to increase the density of the pulp in the fluidized bed to help hinder their buildup in the underflow.
- To decrease the loss of heavy particles in the overflow, it is possible by decreasing the water flow rate at the top of the apparatus without disturbing the fluidized bed under the feed by reducing the amount of water introduced by the feed (when it is allowed).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| a | Feed/area |
| Concentration (v/v) | |
| d | Particle diameter (m) |
| Median diameter (m) | |
| D | Axial dispersion coefficient (m2/s) |
| i | Time interval |
| j | Particle-size class |
| J | Material mass flux (kg/s) |
| k | Species |
| max | Maximum |
| n | Element number/Richardson–Zaki index |
| N | Total number of elements |
| Feed element number | |
| o | Overflow |
| p | Pulp |
| Q | Volumetric flow (m3/s) |
| Re | Reynolds number |
| s | Solid |
| t | Time (s) |
| u | Underflow/free settling velocity (m/s) |
| U | Hindered settling velocity (m/s) |
| v | Volume (m3) |
| V | Velocity (m/s) |
| Minimum fluidization velocity (m/s) | |
| Ascending velocity (m/s) | |
| Descending velocity (m/s) | |
| w | Water |
| X | Fluid-free volume fraction of solid |
| z | Height (m) |
| ε | Porosity |
| ρ | Density (t/m3) |
| φ | Total concentration |
Appendix A
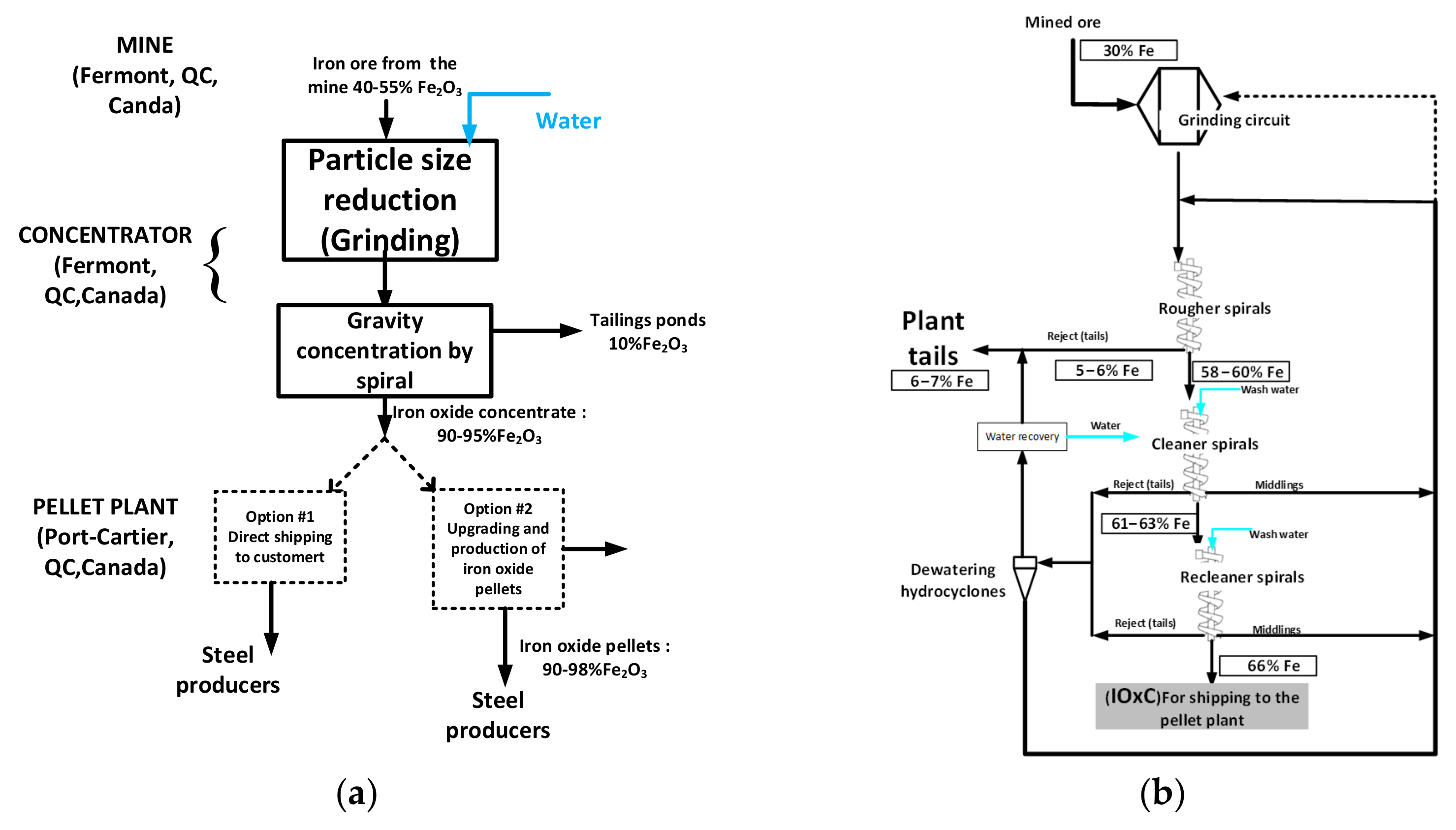
Appendix A.1. Hydraulic Classifiers (Hcs) for the Processing of Iron Ores
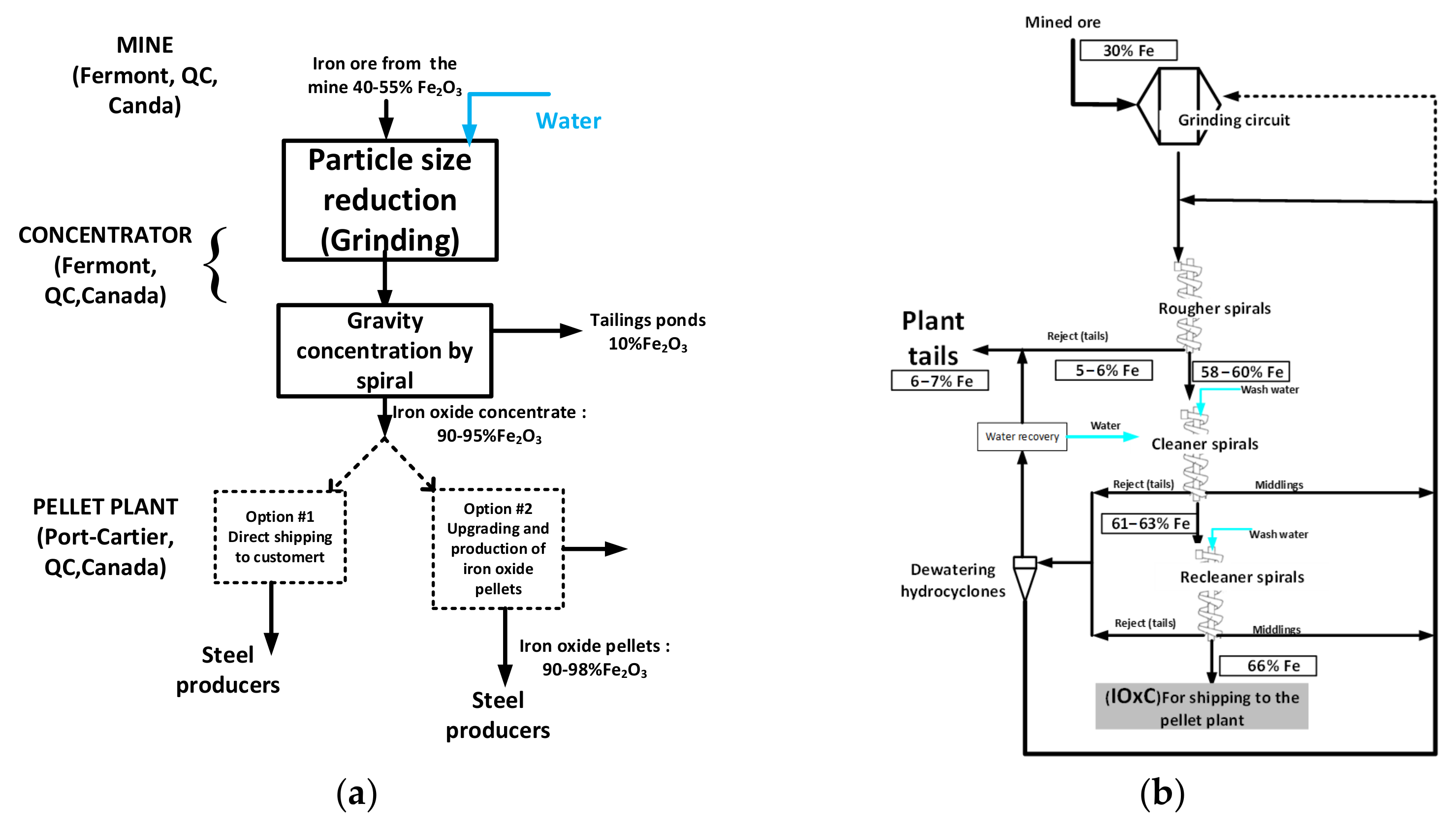
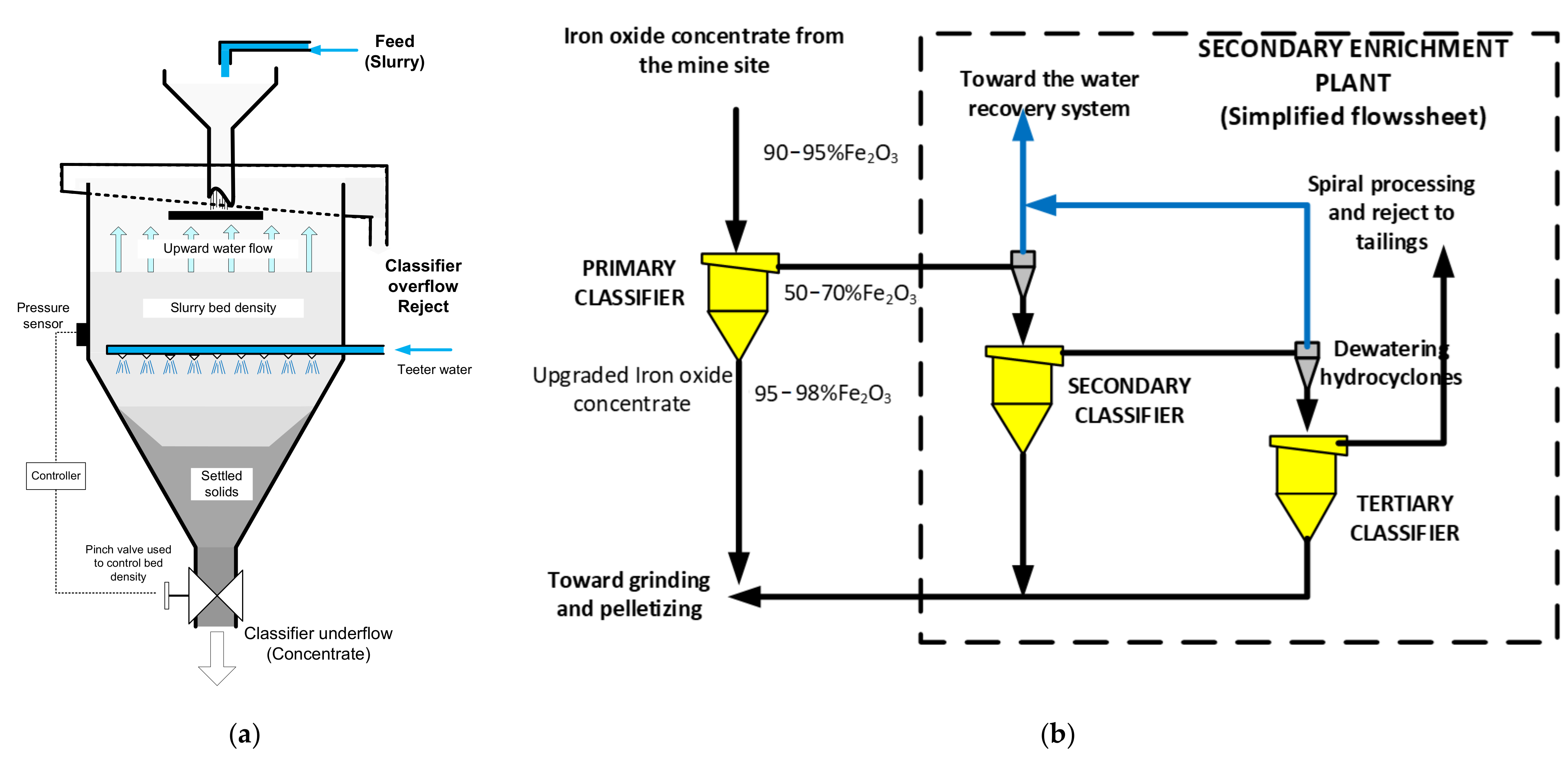
Appendix A.2. Operation of Hydraulic Classifiers for Upgrading Iron Oxide Concentrate at the ArcelorMittal Pellet Plant
- The opening of the underflow valve that is used to adjust the density of the bed above the injection of teeter water;
- The flow rate of teeter or fluidization water (see Figure A2a).
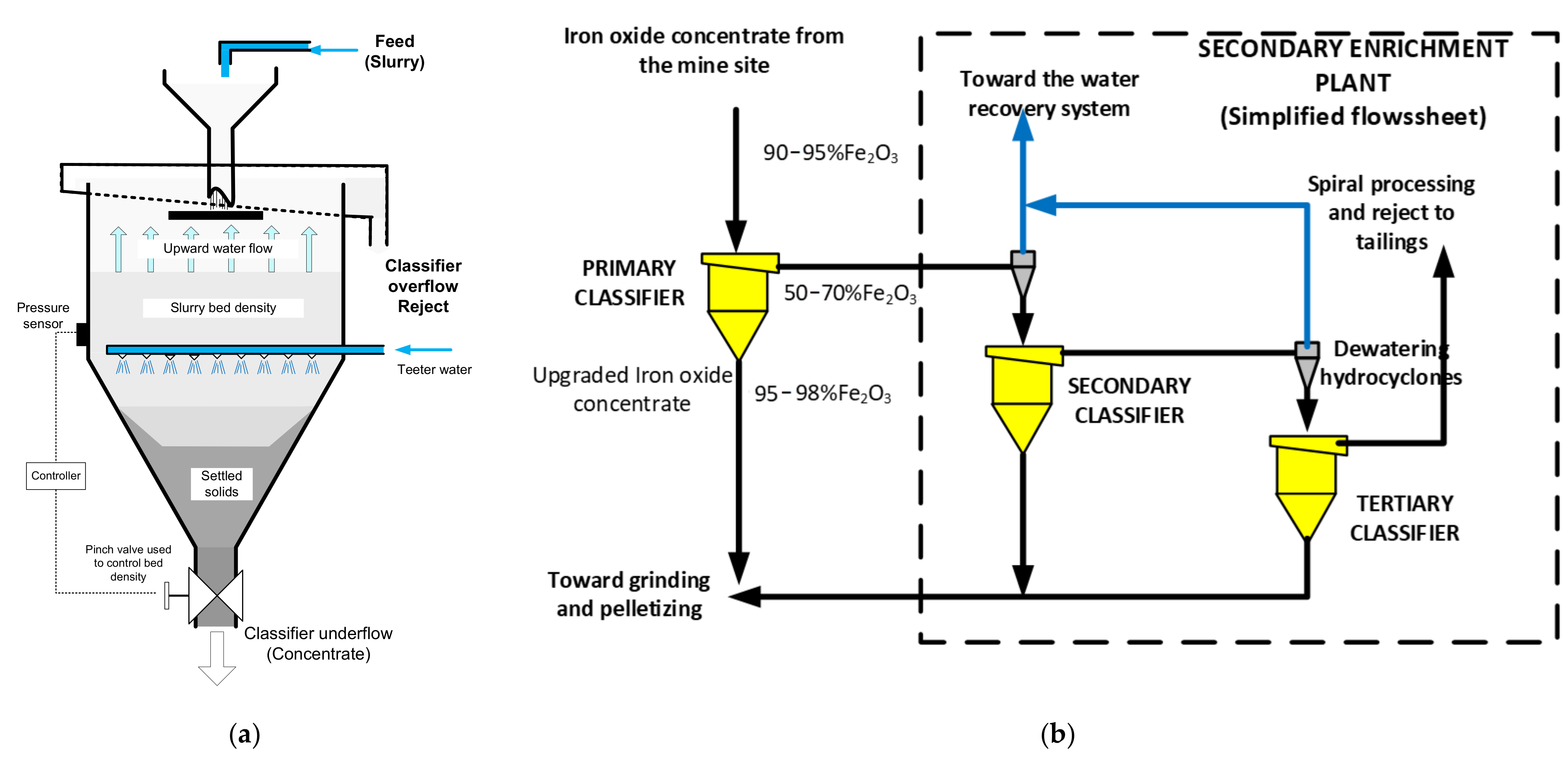
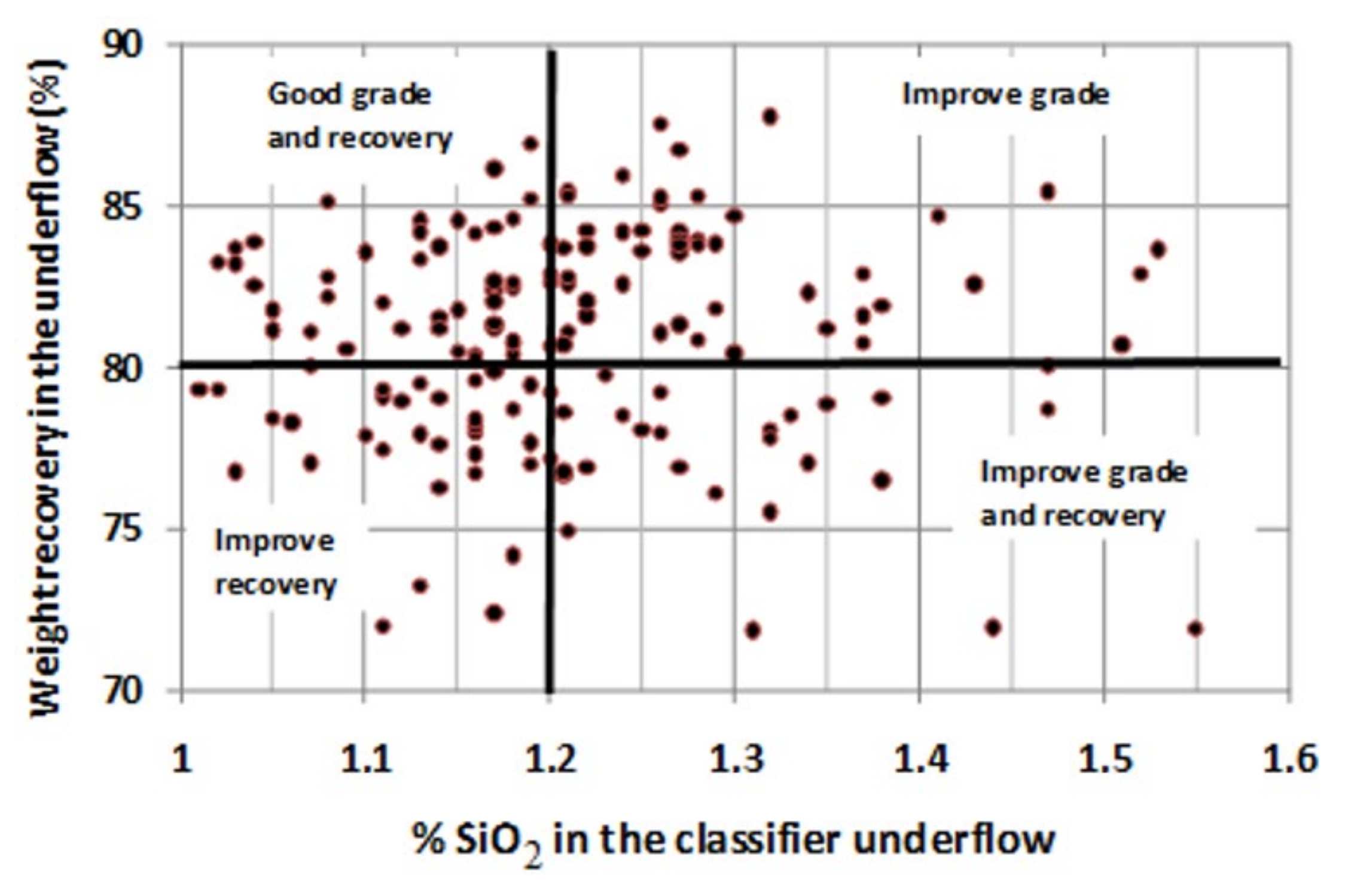
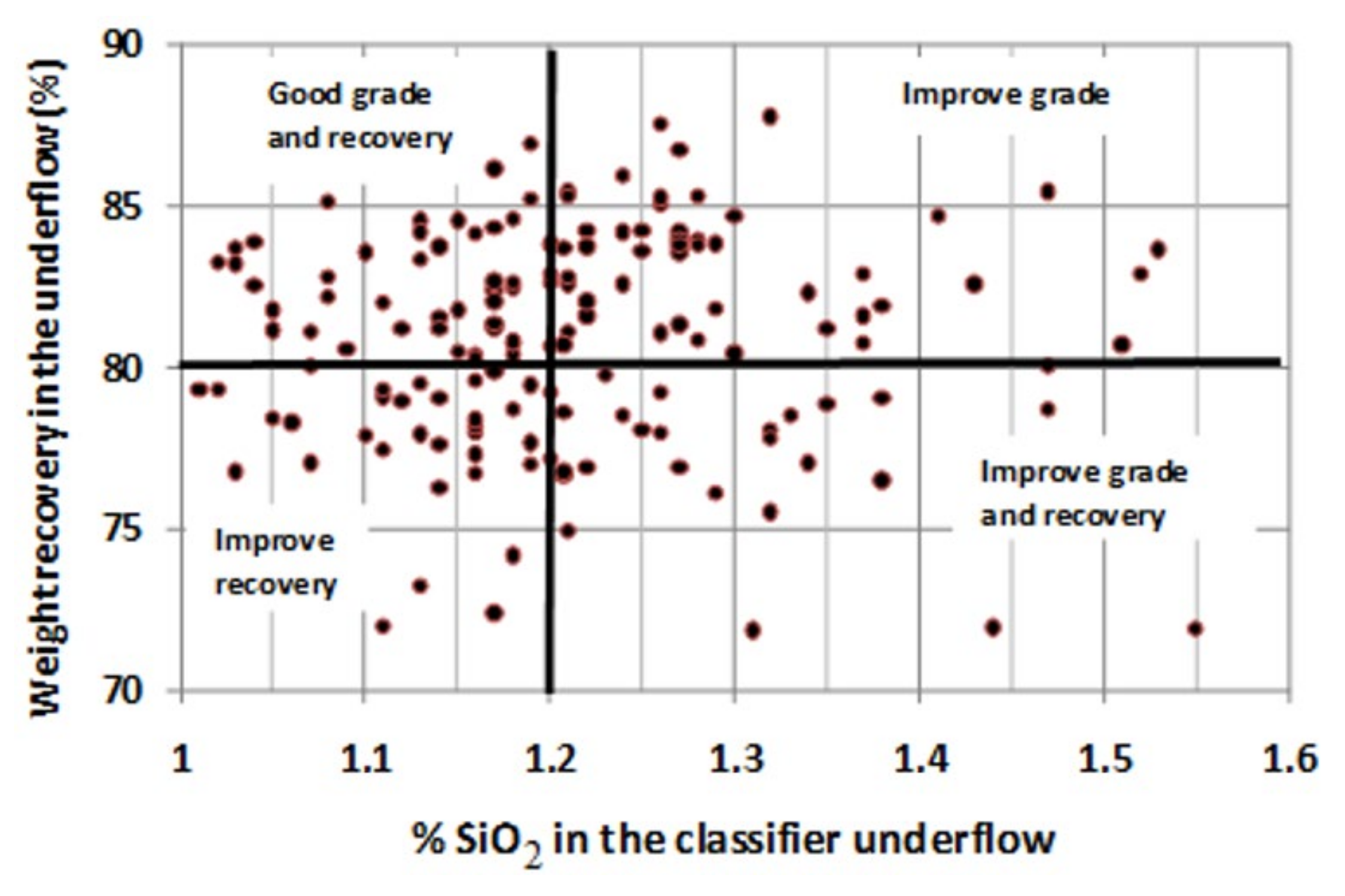
Appendix A.3. Performance Indices for the Hydraulic Classifier
Appendix B
Appendix C

References
- Wills, A.B.; Finch, A.J. An Introduction to the Practical Aspect of Ore Treatment and Mineral Recovery; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Burt, R.O. The role gravity concentration in modern processing plants. Miner. Eng. 1999, 12, 1291–1300. [Google Scholar] [CrossRef]
- Das, A.; Sarkar, B. Advanced gravity concentration of fine particules. Miner. Process. Extr. Metall. Rev. 2018, 39, 359–394. [Google Scholar] [CrossRef]
- Tripathy, S.K.; Bhoja, S.K.; Kumar, C.R.; Suresh, N. A short review on hydraulic classification and its development in mineral industry. Powder Technol. 2015, 270, 205–220. [Google Scholar] [CrossRef]
- Bazin, C.; Payenzo, G.M. Analysis and modelling of the operation of a hydraulic classifier for iron ore concentrate. In Proceedings of the Physical Separation: Mineral Engineering Conference, Falmouth, UK, 5–8 May 2011. [Google Scholar]
- Bazin, C.; Payenzo, G.M.; Desnoyers, M.; Gosselin, C.; Chevalier, G. The use of simulation for process diagnosis: Application to a gravity separator. Int. J. Miner. Process. 2012, 104, 11–16. [Google Scholar] [CrossRef]
- Sarkar, B.; Das, A. A comparative study of slip velocity models for the prediction of performance of floatex density separator. Int. J. Miner. Process. 2010, 94, 20–27. [Google Scholar] [CrossRef]
- Das, A.; Sarkar, B.; Mehrotra, S.P. Prediction of separation performance of Floatex Density Separator for processing of fine coal particles. Int. J. Miner. Process. 2009, 91, 41–49. [Google Scholar] [CrossRef]
- Das, A.; Sarkar, B.; Biswas, P.; Roy, S. Performance prediction of floatex density separator in processing iron ore fines—A relative velocity approach. Miner. Process. Extr. Met. 2009, 118, 78–84. [Google Scholar] [CrossRef]
- Sarkar, B.; Das, A.; Mehrotra, S. Study of separation features in floatex density separator for cleaning fine coal. Int. J. Miner. Process. 2008, 86, 40–49. [Google Scholar] [CrossRef]
- Sah, R.; Vidyadhar, A.; Das, A. Study of cut point density and process performance of Floatex density separator in fine coal cleaning. Part. Sci. Technol. 2017, 35, 239–246. [Google Scholar] [CrossRef]
- Sadeghi, M.; Bazin, C. The Use of Process Analysis and Simulation to Identify Paths to Improve the Operation of an Iron Ore Gravity Concentration Circuit. Adv. Chem. Eng. Sci. 2020, 10, 149–170. [Google Scholar] [CrossRef]
- Luttrell, G.H.; Honaker, R.Q.; Bratton, R.C.; Westerfield, T.C.; Kohmuench, J.N. Plant Testing of High-Efficiency Hydraulic Separators; Virginia Polytechnic Institue & State University: Blacksburg, VA, USA, 2006. [Google Scholar]
- Galvin, K.; Pratten, S.; Nicol, S. Dense medium separation using a teetered bed separator. Miner. Eng. 1999, 12, 1059–1081. [Google Scholar] [CrossRef]
- Kim, B.H. Modeling of Hindered-Settling Column Separations. Ph.D. Thesis, The Pennsylvania State University, State College, PA, USA, 2003. [Google Scholar]
- Honaker, R.Q.; Mondal, K. Dynamic modelling of fine coal separation in hindered-bed classifier. Coal Prep. 2000, 21, 211–232. [Google Scholar] [CrossRef]
- Cho, H.; Klima, S.K. Application of batch hindered-settling model to dense-medium separations. Coal Perp. 1994, 14, 167–184. [Google Scholar] [CrossRef]
- Syed, N.; Dickinson, J.; Galvin, K.; Moreno-Atanasio, R. Continuous, dynamic and steady state simulation of the reflux classifier using a segregation-dispersion model. Miner. Eng. 2018, 115, 53–67. [Google Scholar] [CrossRef]
- Asif, M. Modeling of multi-solid liquid fluidized bed. Chem. Eng. Technol. 1997, 20, 485–490. [Google Scholar] [CrossRef]
- Patel, B.K.; Ramirez, W.F.; Galvin, K. A generalized segregation and dispersion model for liquid-fluidized beds. Chem. Eng. Sci. 2008, 63, 1415–1427. [Google Scholar] [CrossRef]
- Kennedy, S.C.; Bretton, R.H. Axial dispersion of spheres fluidized with liquids. AIChE J. 1966, 12, 24–30. [Google Scholar] [CrossRef]
- Syed, N.H.; Khan, N.A.; Ahmad, I. A computational study of a multi-solid–liquid fluidized bed incorporating inclined channels. Chem. Ind. Chem. Eng. Q. 2021, 27, 223–230. [Google Scholar] [CrossRef]
- Lee, C.H. Modeling of Batch Hindered Settling. Ph.D. Thesis, The Pennsylvania State University, State College, PA, USA, 1989. [Google Scholar]
- Roy, J.; Bazin, C.; Larachi, F. Modélisation D’un Classificateur Hydraulique Pour l’Enrichissement d’un Concentré d’Oxyde de Fer. Ph.D. Thesis, Université Laval, Québec, QC, Canada, 2021. [Google Scholar]
- Mfudi, P.G. Modélisation d’un Classificateur Hydraulique à l’Usine de Boulettage d’ArcelorMittal. Master’s Thesis, Université Laval, Québec, QC, Canada, 2013. [Google Scholar]
- Hartman, M.; Havlin, V.; Tronka, O.; Carsky, M. Predicting the free-fall velocities of spheres. Chem. Eng. Sci. 1989, 44, 1743–1745. [Google Scholar] [CrossRef]
- Masliyah, J.H. Hindered settling in a multi-species particle system. Chem. Eng. Sci. 1979, 34, 1166–1168. [Google Scholar] [CrossRef]
- Rowe, P.A. Convenient emperical equation for estimatio of the Richardson-Zaki exponent. Chem. Eng. Sci. 1987, 42, 2795–2796. [Google Scholar] [CrossRef]
- Juma, A.; Richardson, J. Segregation and mixing in liquid fluidized beds. Chem. Eng. Sci. 1983, 38, 955–967. [Google Scholar] [CrossRef]
- Asif, M. Segregation velocity model for fluidized suspension of binary mixture of particles. Chem. Eng. Process. Process. Intensif. 1998, 37, 279–286. [Google Scholar] [CrossRef]
- Galvin, K.; Callen, A.; Zhou, J.; Doroodchi, E. Performance of the reflux classifier for gravity separation at full scale. Miner. Eng. 2005, 18, 19–24. [Google Scholar] [CrossRef]
- Asif, M.; Ibrahim, A.A. Minimum fluidization velocity and defluidization behavior of binary-solid liquid-fluidized beds. Powder Technol. 2002, 126, 241–254. [Google Scholar] [CrossRef]
- Asif, M. Predicting minimum fluidization velocities of multi-component solid mixtures. Particuology 2013, 11, 309–316. [Google Scholar] [CrossRef]
- Rincon, J.; Guardiola, J.; Romerero, A.; Ramos, G. Predicting the minimum fluidization velocity of multicomponent systems. J. Chem. Eng. Jpn. 1994, 27, 177–181. [Google Scholar] [CrossRef] [Green Version]
- Lavoie, F. Bloom Lake Flowsheet Assessment, One Year into Operation. In Proceedings of the CIM General Meeting, Montreal, QC, Canada, 11–16 May 2019; pp. 1–14. [Google Scholar]
- Hallab, S.; Poulin, É.; Hodouin, D. Modeling of a concentration plant to improve the carbon content control of iron oxide pellets. IFAC Proc. Vol. 2013, 46, 1–6. [Google Scholar] [CrossRef]
- Littler, A. Automatic hindered-settling classifier for hydraulic sizing and mineral beneficiation. Inst. Min. Metall. 1986, 95, 133–138. [Google Scholar]
- Garside, J.; Al-Dibouni, M.R. Velocity-Voidage relationships for fluidization and sedimentation in solid-liquid systems. Ind. Eng. Chem. Process Des. Dev. 1976, 16, 206–214. [Google Scholar] [CrossRef]
- Patwardhan, V.S.; Tien, C. Sedimentation and liquid fluidization of solid particles of different sizes and densities. Chem. Eng. Sci. 1985, 40, 1051–1060. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Units | Type of Hc | |||
|---|---|---|---|---|---|
| Laboratory | Industrials | ||||
| Primary | Secondary | Tertiary | |||
| Height | m | 1.5 | 4 | 4 | 4 |
| Width | m | 0.06 | 2.13 | 2.13 | 3.15 |
| Area | m2 | 0.003 | 4.5 | 4.5 | 7.8 |
| Shape | - | Circular | Square | Square | Circular |
| Bed density | t/m3 | 1.1–1.4 | 1.7–2.2 | 1.7–1.8 | 1.7–1.8 |
| Teeter water | l/min | 1–2 | ~2000 | ~1000 | ~1000 |
| Feed (solid) | t/h | 0.05–0.1 | 150–300 | 80–100 | 90–110 |
| Feed (water) | l/min | ~4 | 3000–4000 | ~2000 | ~4000 |
| Test | Type | Solid | Water | Teeter | Water | Pulp |
|---|---|---|---|---|---|---|
| Feed Rate | Feed Rate | Water | Cone | Density | ||
| [t/h] | [L/min] | [L/min] | [L/min] | [t/m3] | ||
| 1 | Indutrial | 188 | 2998 | 1948 | 250 | 1.92 |
| 2 | Ind. | 188 | 3004 | 2191 | 250 | 1.85 |
| 3 | Ind. | 187 | 2997 | 1712 | 250 | 1.91 |
| 4 | Ind. | 188 | 3002 | 1943 | 250 | 1.89 |
| 5 | Ind. | 188 | 3000 | 1950 | 250 | 1.91 |
| 6 | Ind. | 188 | 3761 | 1950 | 250 | 1.88 |
| 7 | Ind. | 188 | 2334 | 1950 | 250 | 1.94 |
| 8 | Ind. | 188 | 2891 | 1950 | 250 | 1.96 |
| 9 | Ind. | 188 | 3003 | 1949 | 250 | 1.9 |
| 10 | Ind. | 173 | 2998 | 1949 | 250 | 1.76 |
| 11 | Ind. | 203 | 3001 | 1950 | 250 | 2.01 |
| 12 | Ind. | 188 | 3002 | 1950 | 250 | 1.97 |
| 13 | Ind. | 188 | 3003 | 1949 | 250 | 1.89 |
| 14 | Ind. | 188 | 3002 | 1950 | 250 | 1.77 |
| 15 | Ind. | 188 | 2998 | 1950 | 250 | 2 |
| 16 | Ind. | 188 | 2998 | 1950 | 250 | 1.96 |
| 17 | Ind. | 171 | 2961 | 1851 | 203 | 2 |
| 18 | Ind. | 171 | 2980 | 2199 | 201 | 2 |
| 19 | Ind. | 144 | 2510 | 2200 | 188 | 2 |
| 20 | Ind. | 144 | 2509 | 1701 | 186 | 2 |
| 21 | Ind. | 265 | 4672 | 2024 | 250 | 2 |
| 22 | Ind. | 90 | 2340 | 1000 | 237 | 1.77 |
| 23 | Ind. | 102 | 4000 | 960 | 250 | 1.77 |
| L1 | Laboratory | 0.07 | 2.7 | 1.5 | 0.5 | 1.27 |
| L2 | Lab. | 0.07 | 3 | 1.5 | 0.5 | 1.33 |
| L3 | Lab. | 0.07 | 3.6 | 1.5 | 0.5 | 1.35 |
| L4 | Lab. | 0.07 | 4 | 1.5 | 0.5 | 1.41 |
| L5 | Lab. | 0.07 | 3.5 | 1 | 0.5 | 1.43 |
| L6 | Lab. | 0.07 | 3.5 | 1.25 | 0.5 | 1.4 |
| L7 | Lab. | 0.07 | 3.6 | 1.5 | 0.5 | 1.35 |
| L8 | Lab. | 0.07 | 3.5 | 2 | 0.5 | 1.32 |
| Hc | Test | Solid | Water | Teeter | Water | Pulp | Weight Recovery (%) | % SiO2 in Hc Underflow | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed | Feed Rate | Water | Cone | Density | Hematite | Quartz | ||||||
| # | [t/h] | [L/min] | [L/min] | [L/min] | [t/m3] | Obs. | Sim. | Obs. | Sim. | Obs. | Sim. | |
| Primary | 21 | 265 | 4672 | 2024 | 250 | 2.00 | 83.7 | 83.0 | 35.2 | 35.0 | 2.1 | 2.1 |
| Secondary | 22 | 90 | 2340 | 1000 | 237 | 1.77 | 25.6 | 26.9 | 1.9 | 3.6 | 2.6 | 4.5 |
| tertiary | 23 | 102 | 4000 | 960 | 250 | 1.77 | 40.0 | 43.9 | 2.3 | 1.4 | 3.0 | 1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roy, J.; Bazin, C.; Larachi, F. Simulation Algorithm for Water Elutriators: Model Calibration with Plant Data and Operational Simulations. Minerals 2022, 12, 316. https://doi.org/10.3390/min12030316
Roy J, Bazin C, Larachi F. Simulation Algorithm for Water Elutriators: Model Calibration with Plant Data and Operational Simulations. Minerals. 2022; 12(3):316. https://doi.org/10.3390/min12030316
Chicago/Turabian StyleRoy, Jonathan, Claude Bazin, and Faïçal Larachi. 2022. "Simulation Algorithm for Water Elutriators: Model Calibration with Plant Data and Operational Simulations" Minerals 12, no. 3: 316. https://doi.org/10.3390/min12030316
APA StyleRoy, J., Bazin, C., & Larachi, F. (2022). Simulation Algorithm for Water Elutriators: Model Calibration with Plant Data and Operational Simulations. Minerals, 12(3), 316. https://doi.org/10.3390/min12030316