
Creep Properties of Cylinder Metal Rubber under Static Compression at Elevated Temperatures



Abstract
:1. Introduction

2. Parameters for Determining MR Failure
2.1. Selection of Parameters for Determining MR Failure
2.2. Characterization of MR Properties with Parameters
- (1)
- Overall height (H-mm)
- (2)
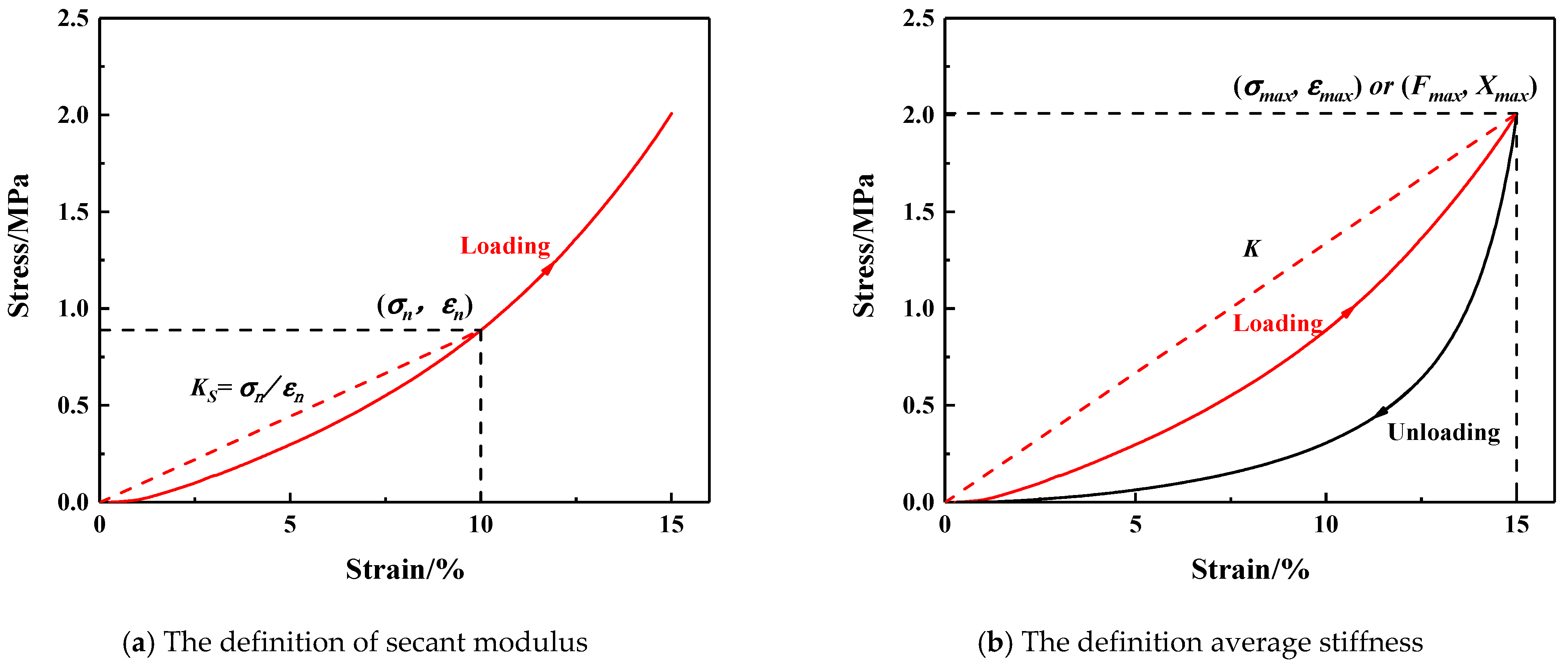
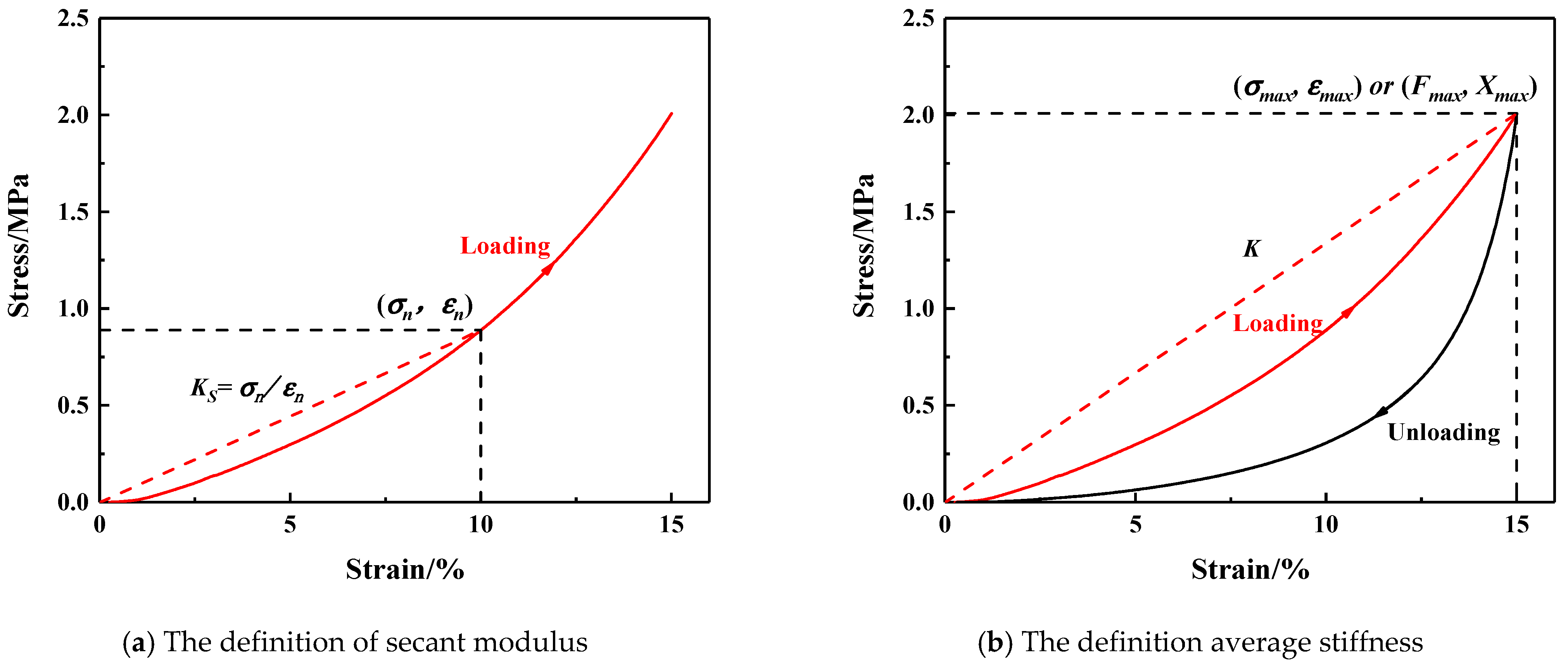
- Average stiffness (K-N/mm)
- (3)
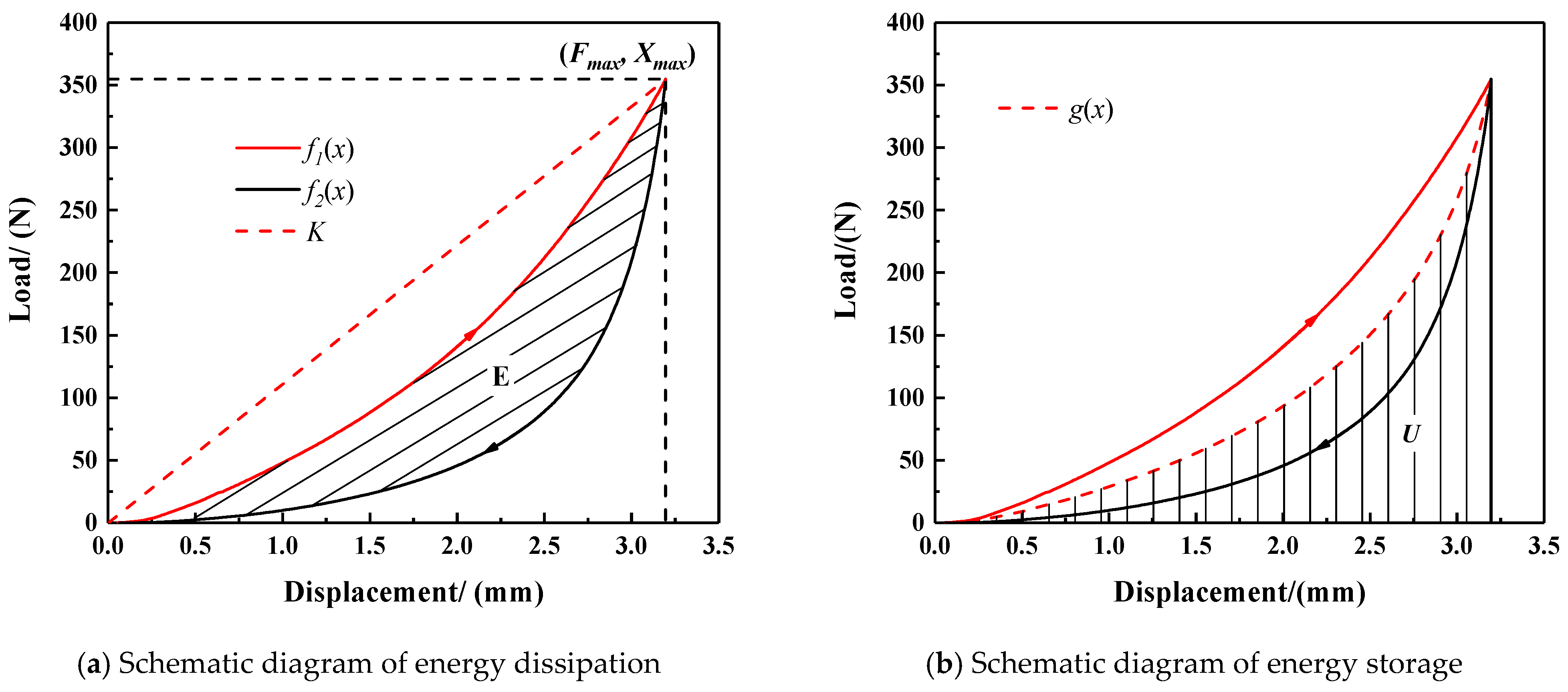
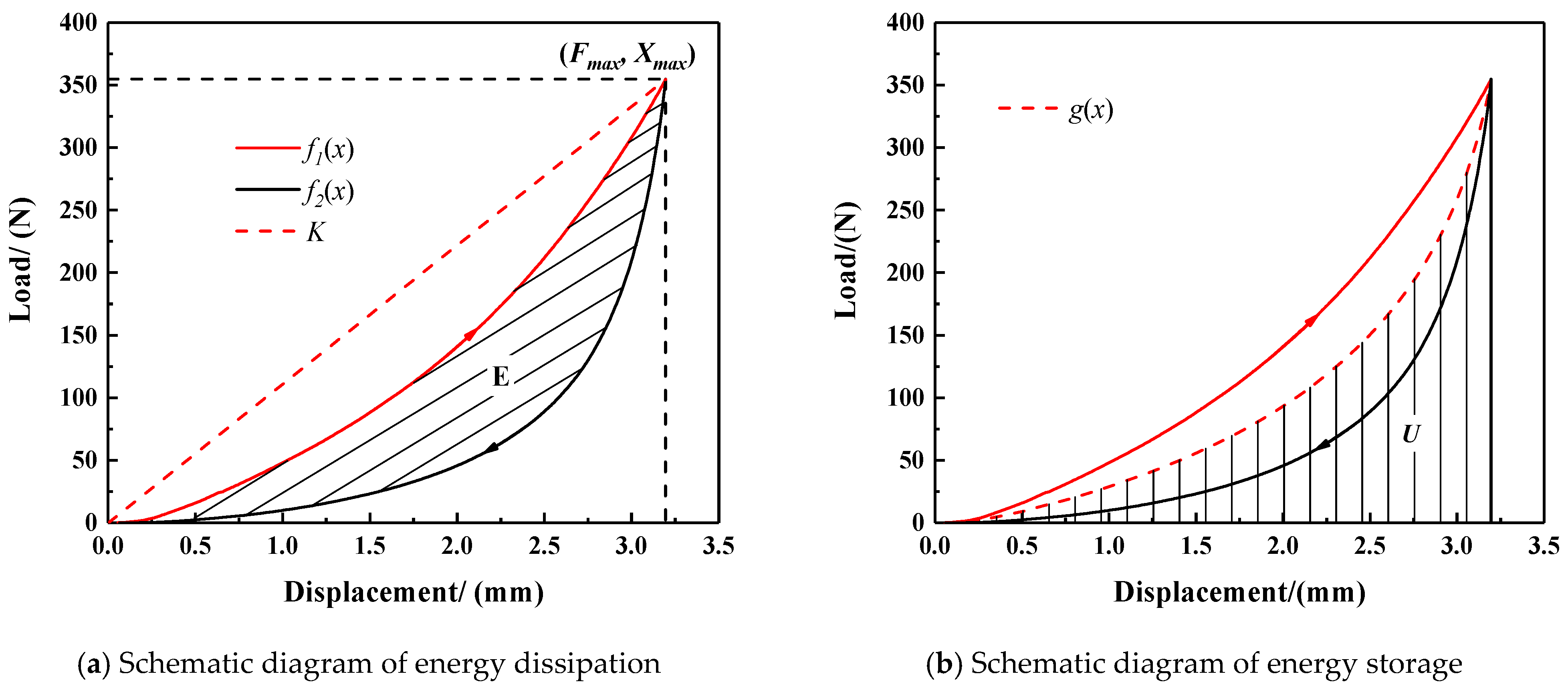
- Energy dissipation (E-N*mm)
- (4)
- Loss factor (L)
2.3. Definition of Evaluation Parameters for Determining MR Failure
- (1)
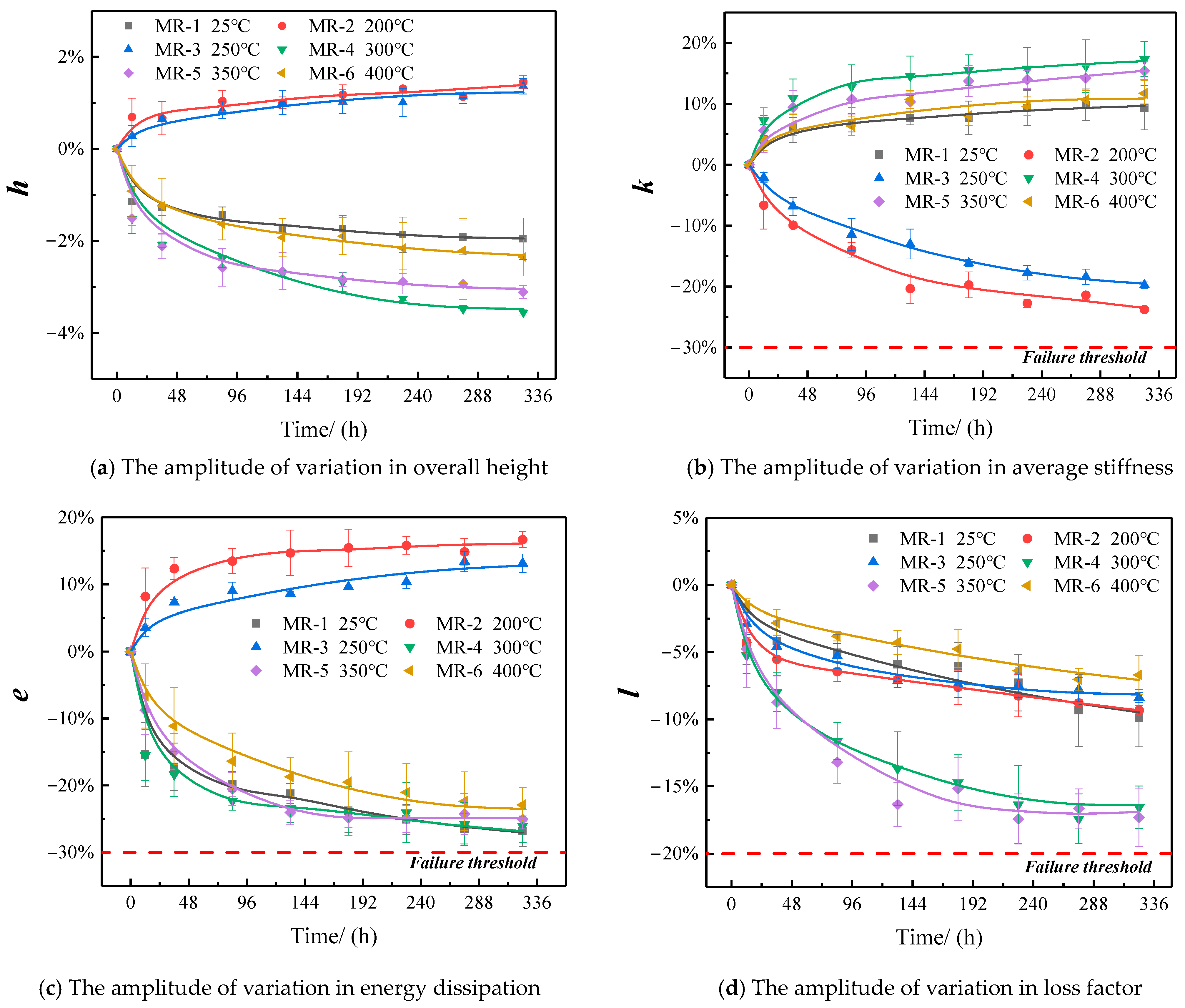
- The amplitude of variation in overall height (h)
- (2)
- The amplitude of variation in average stiffness (k)
- (3)
- The amplitude of variation in energy dissipation (e)
- (4)
- The amplitude of variation in loss factor (l)
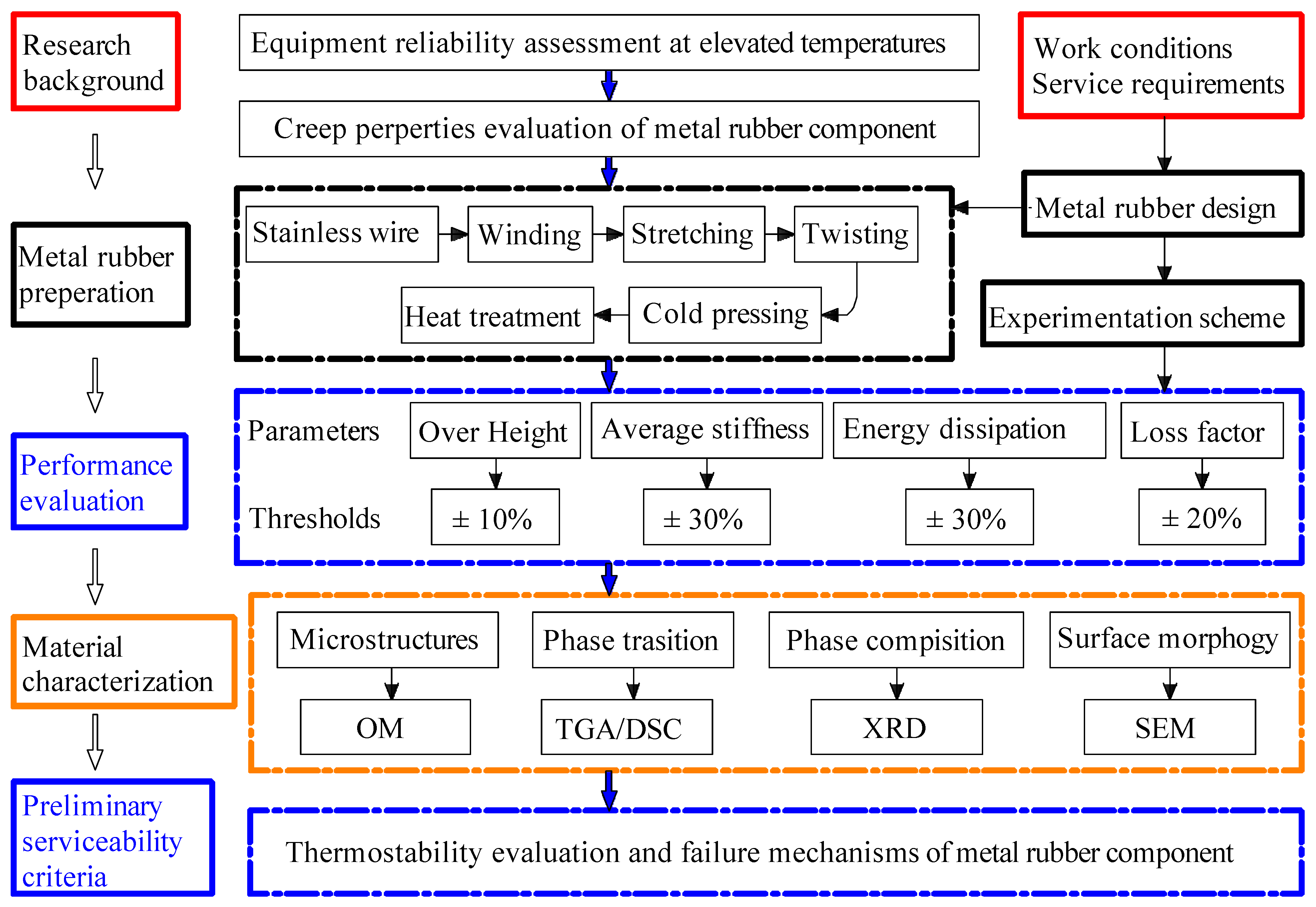
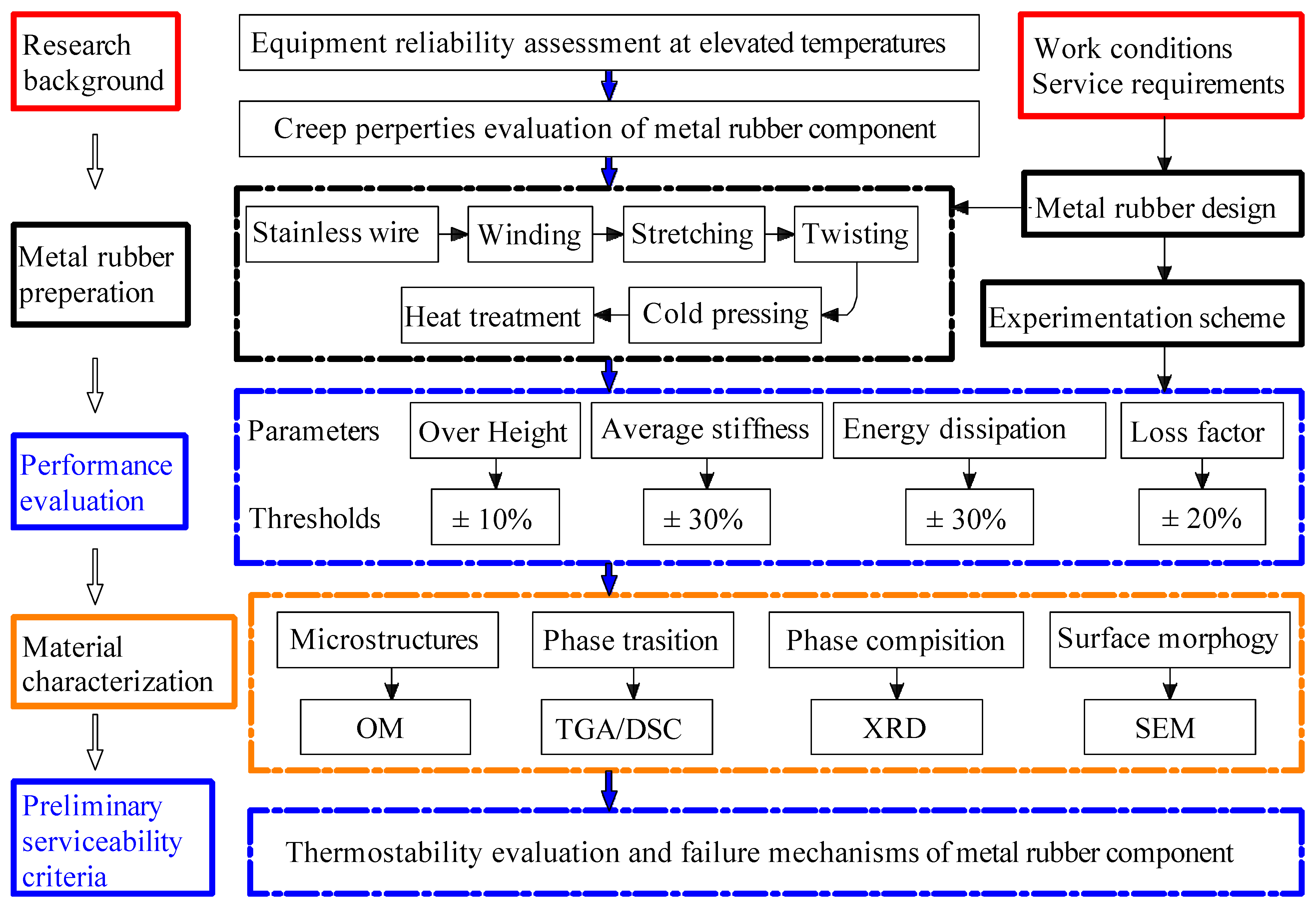
2.4. Determination of Failure Thresholds for Evaluation Parameters of MR Failure
- (1)
- The failure threshold for h is ±10%. It is necessary to ensure that the overall height of the MR specimen could remain at least at 90% and at most at 110% of its designed initial overall height in an unrestrained state. Hence, MR would not behave with a serious variation in overall height of physical dimensions in the damping/isolation system, and this could avoid installation problems in the whole system. In order to improve the measurement accuracy, a high-accuracy vernier caliper was used to measure the overall height value five times. Then, the average value was determined as the result of each measurement.
- (2)
- The failure threshold for k is ±30%. The amplitude of the average stiffness indicates how soft or stiff the MR is during its service. If k exceeds this threshold range, excessive boundary excursions would be generated in the system where the MR is installed, which could have a significantly detrimental effect on the resonant frequency of the whole system.
- (3)
- The failure threshold for e is ±30%. The variation in energy dissipation is inversely related to the variation in average stiffness; with an increase of average stiffness, the stiffness of the MR is increased and the energy dissipation is decreased, and vice versa.
- (4)
- The failure threshold for l is ±20%. The variation in the loss factor indicates the variation in the damping properties of the MR, a higher value of a loss factor means a high damping level. A reduction in the damping properties of the MR will lead to an increase in the resonance transfer rate of the whole system. Hence, in order to avoid an excessive resonance transfer rate of the working system, the amplitude of variation in the loss factor should be less than 20%.
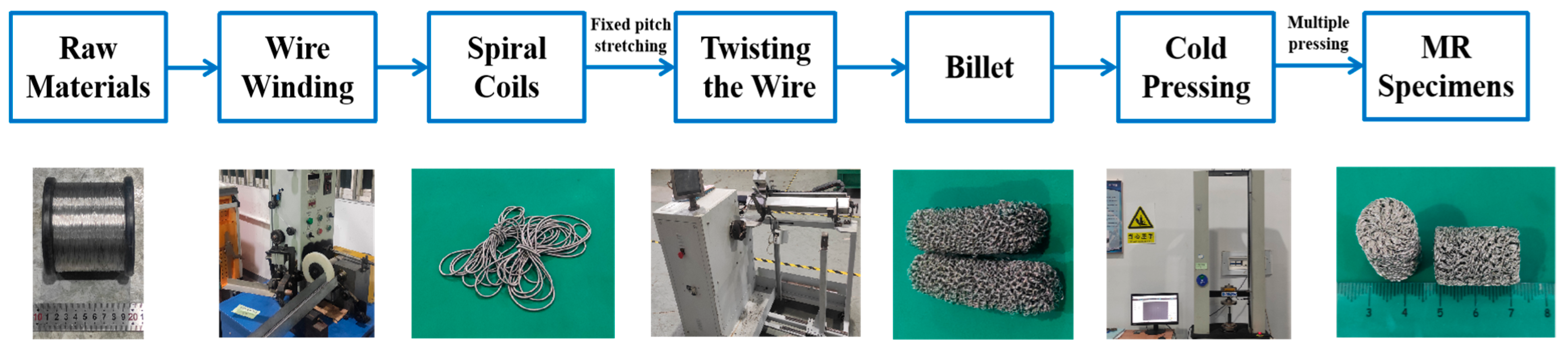
3. Specimens Preparation and Experimentation Scheme
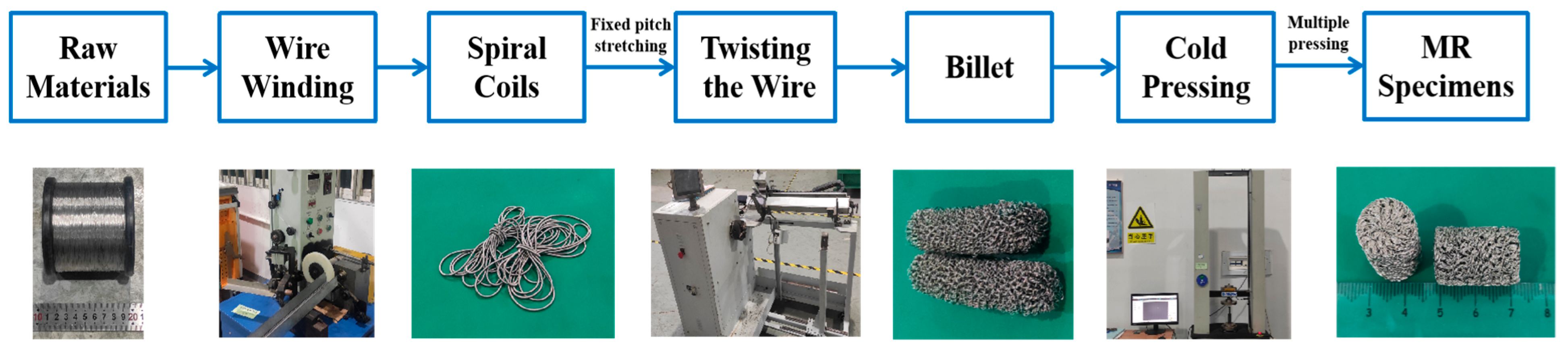
3.1. Processing Parameters of MR Specimens
3.2. Tempering Heat Treatment of MR
3.2.1. Comparison of the Failure Determining Parameters
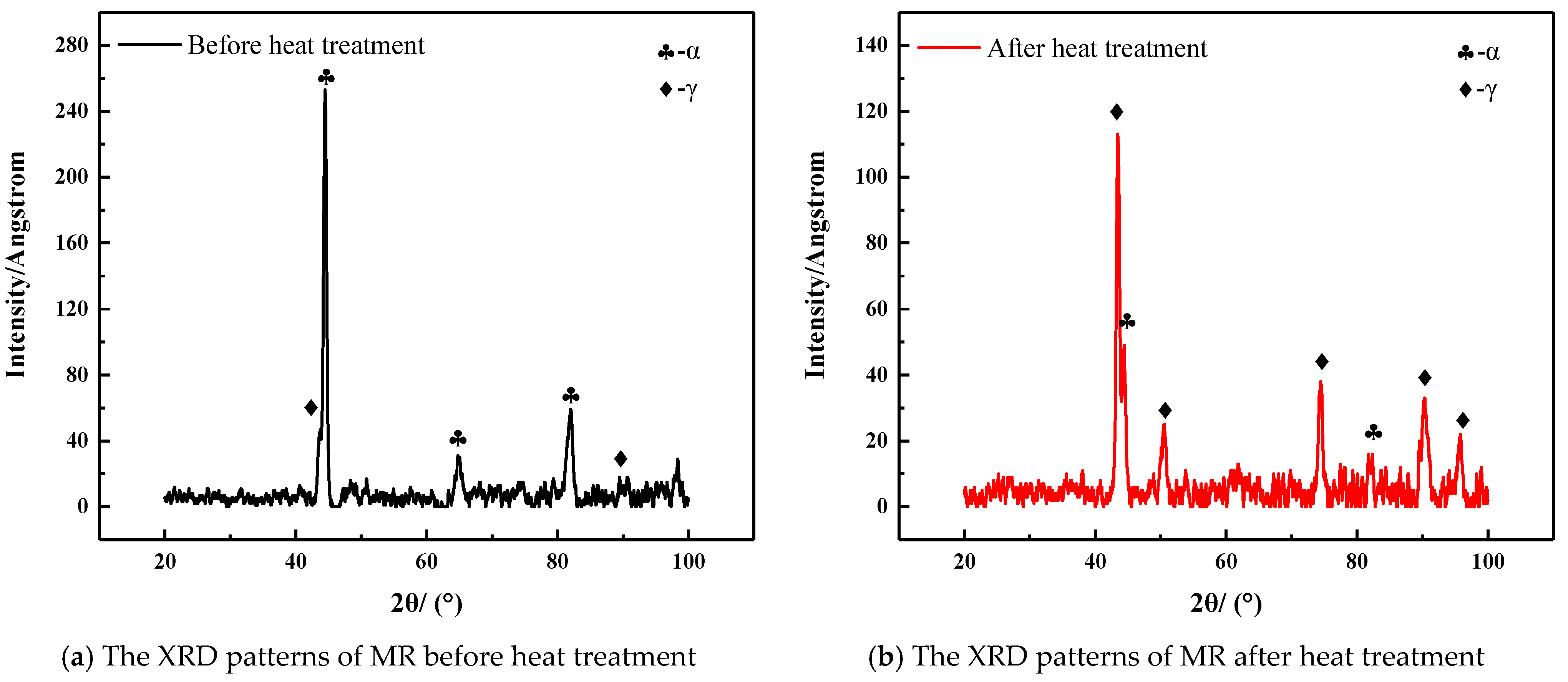
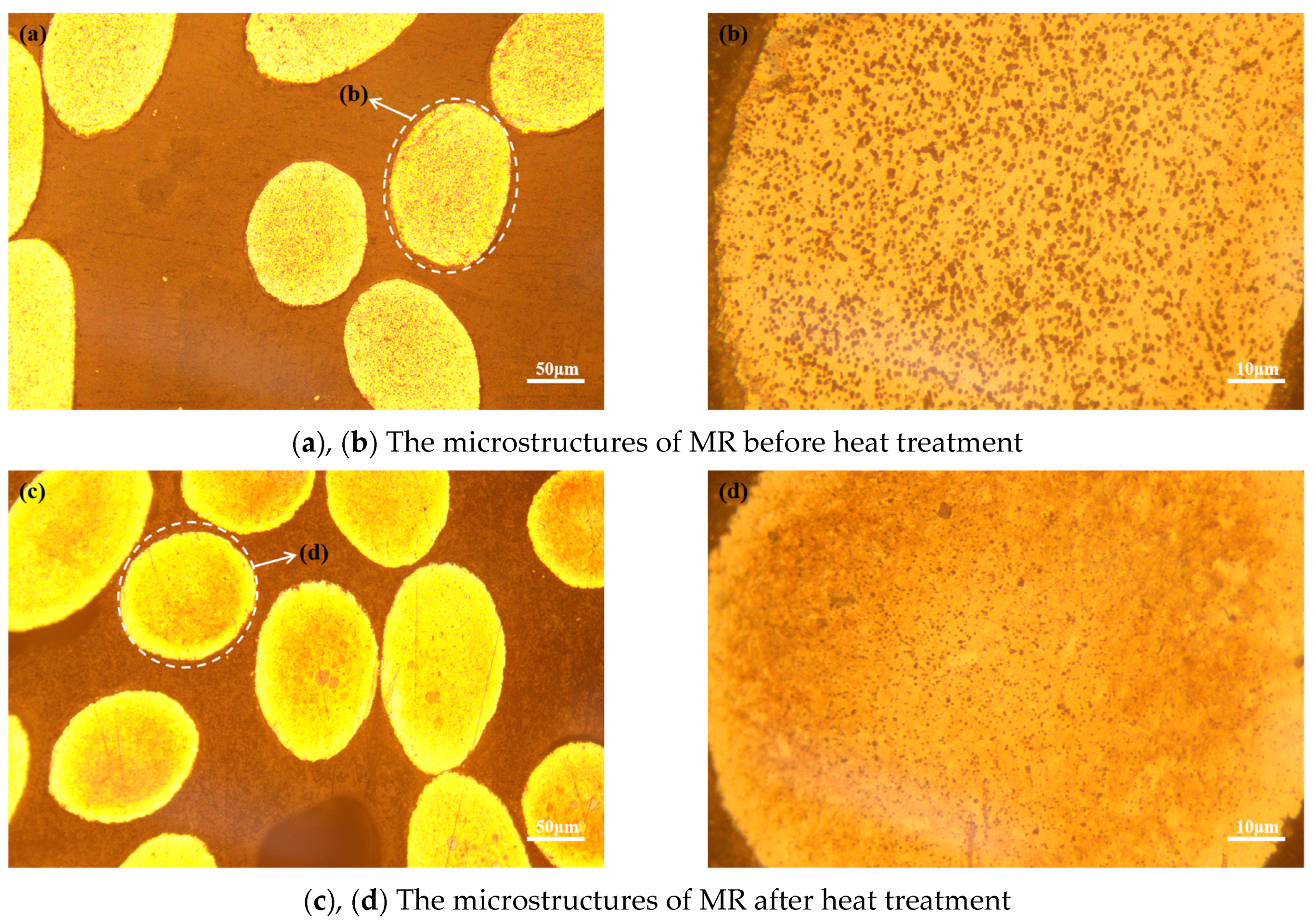
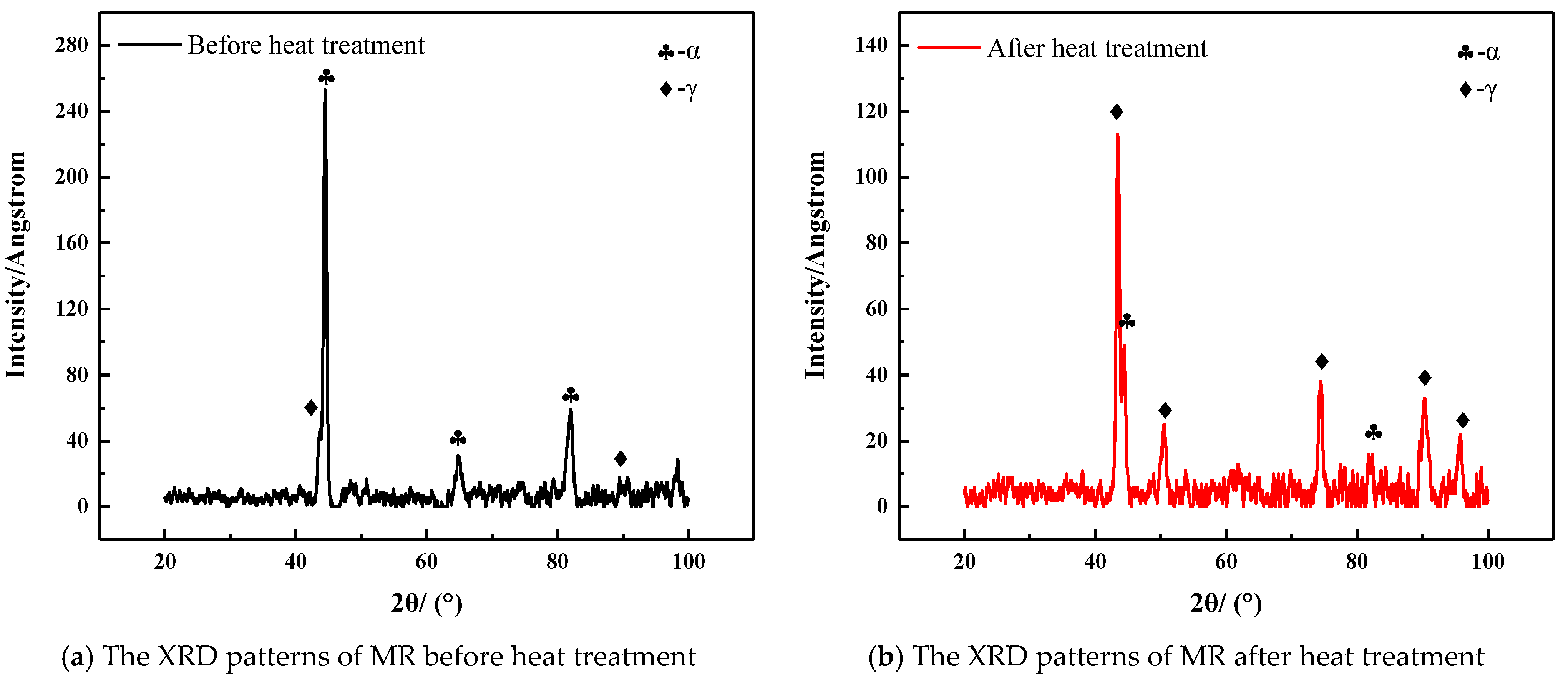
3.2.2. Comparison of the Microstructures and XRD Patterns
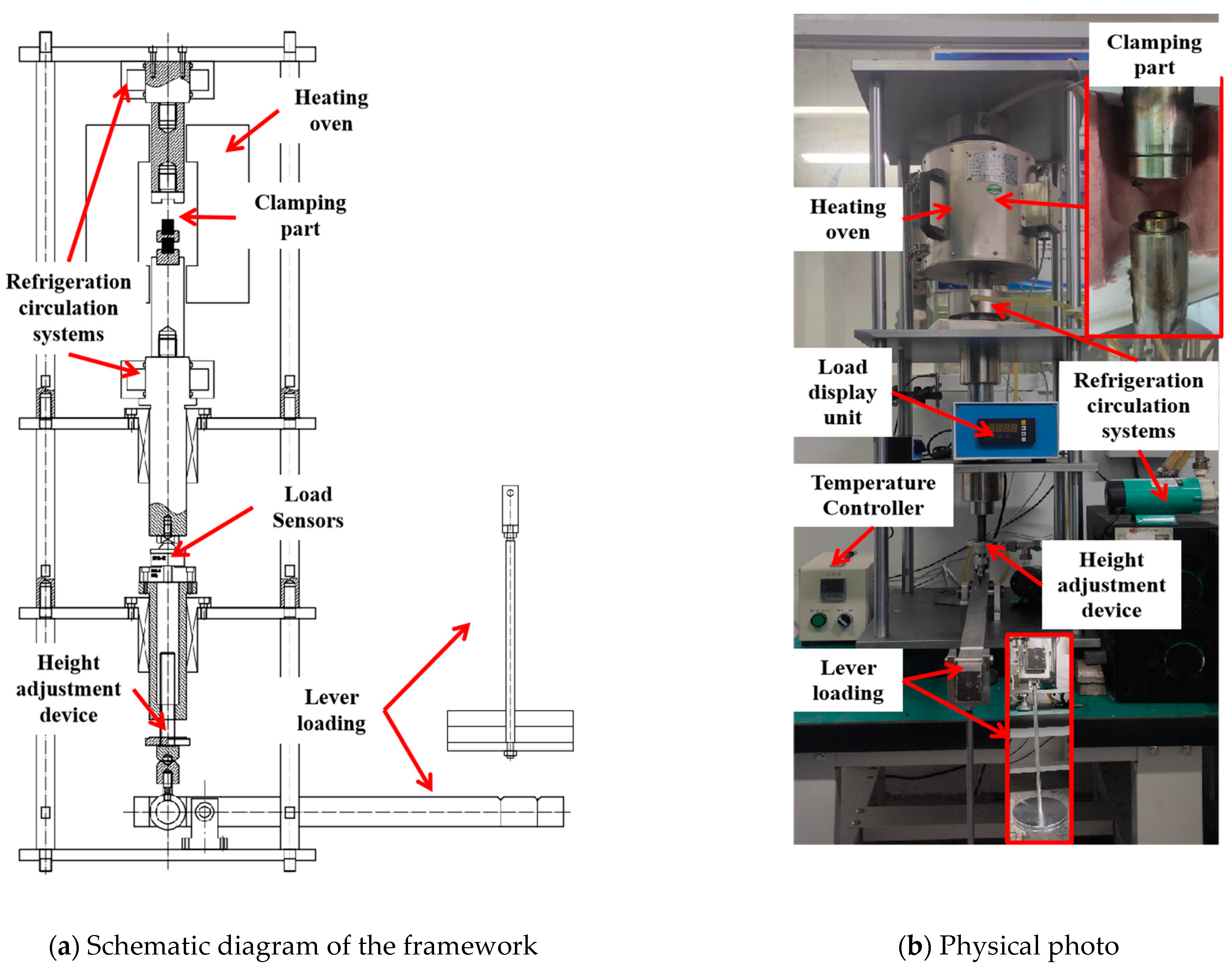
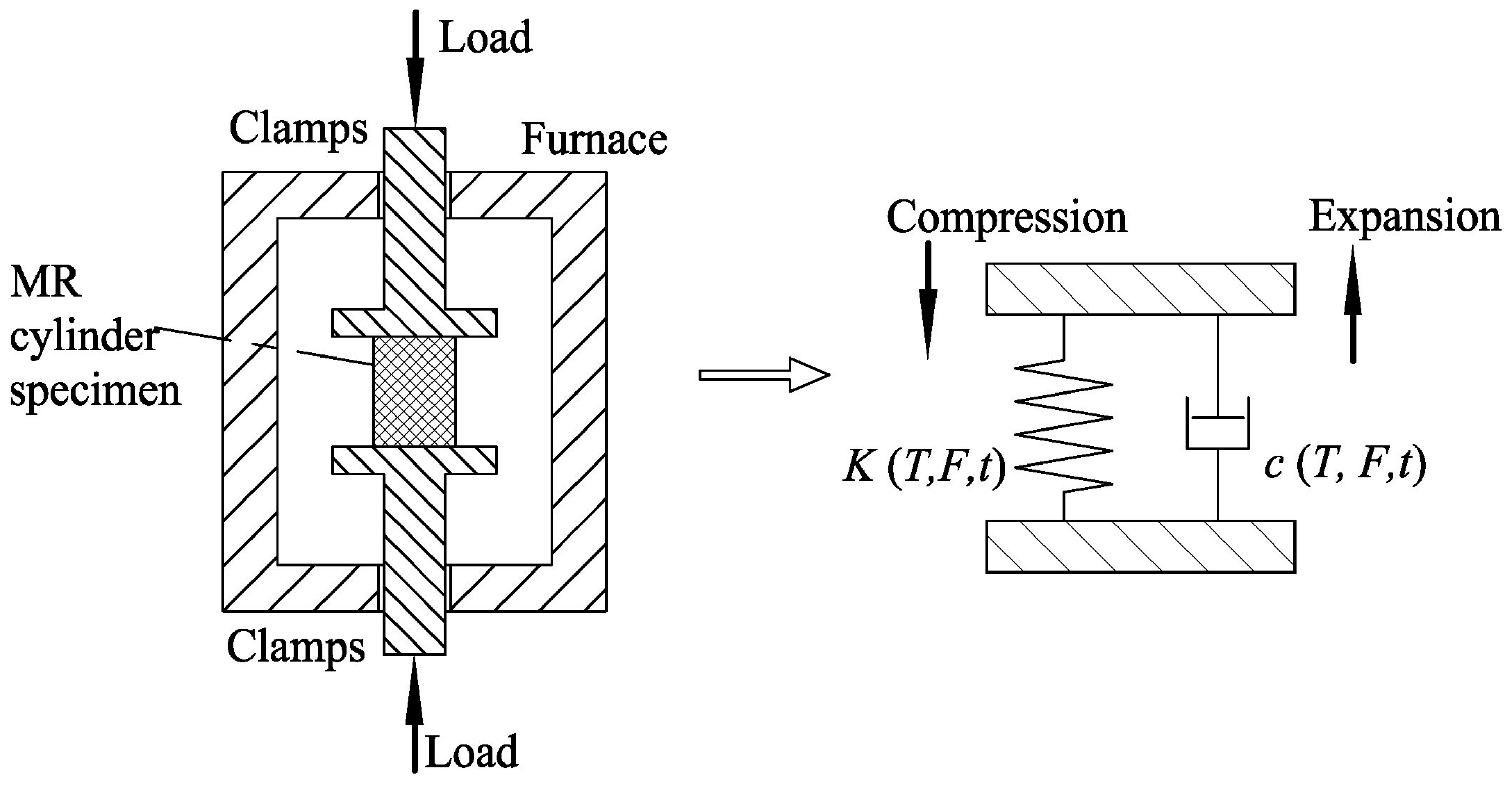
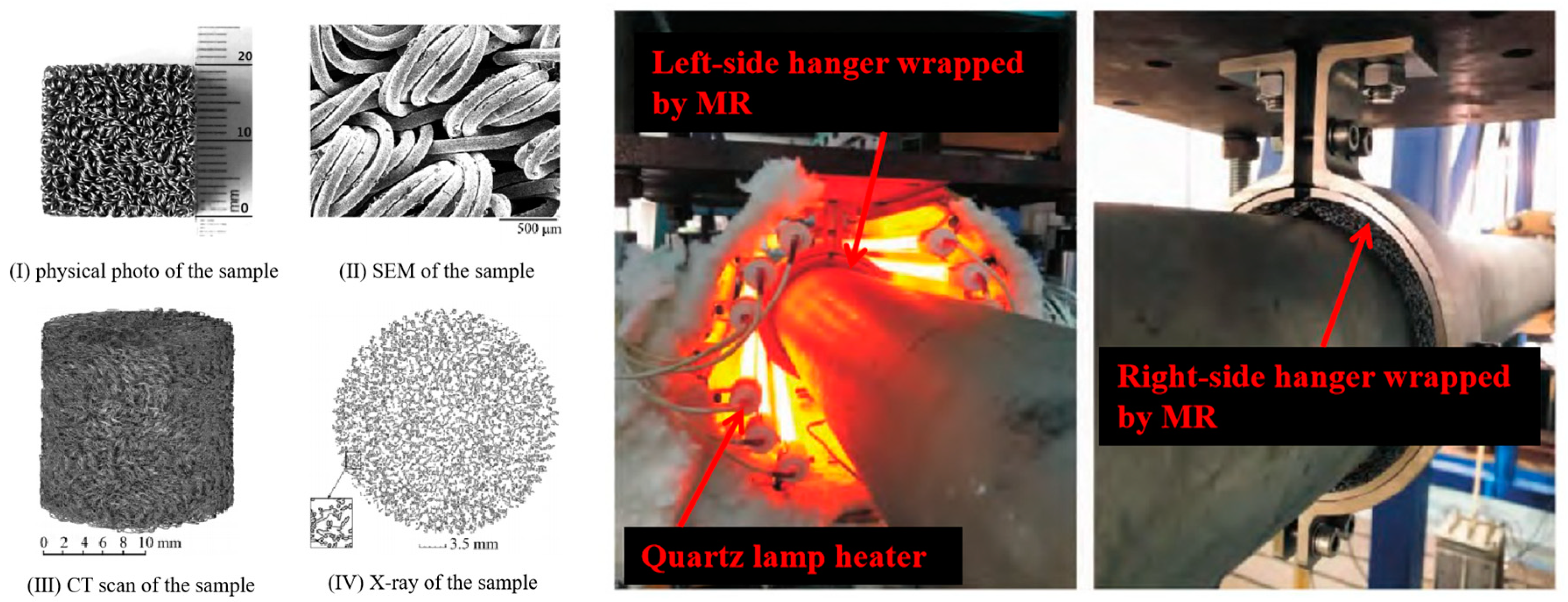
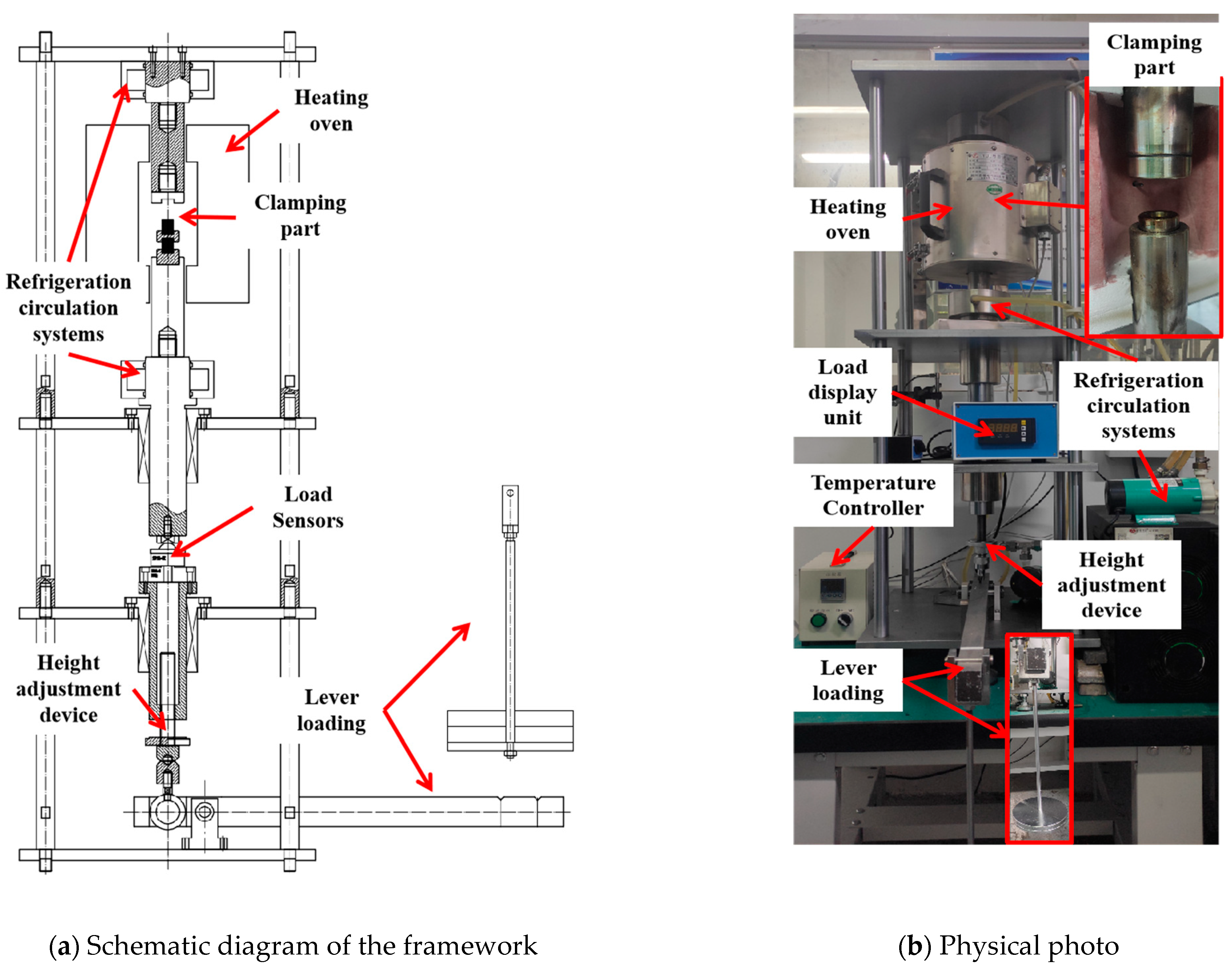
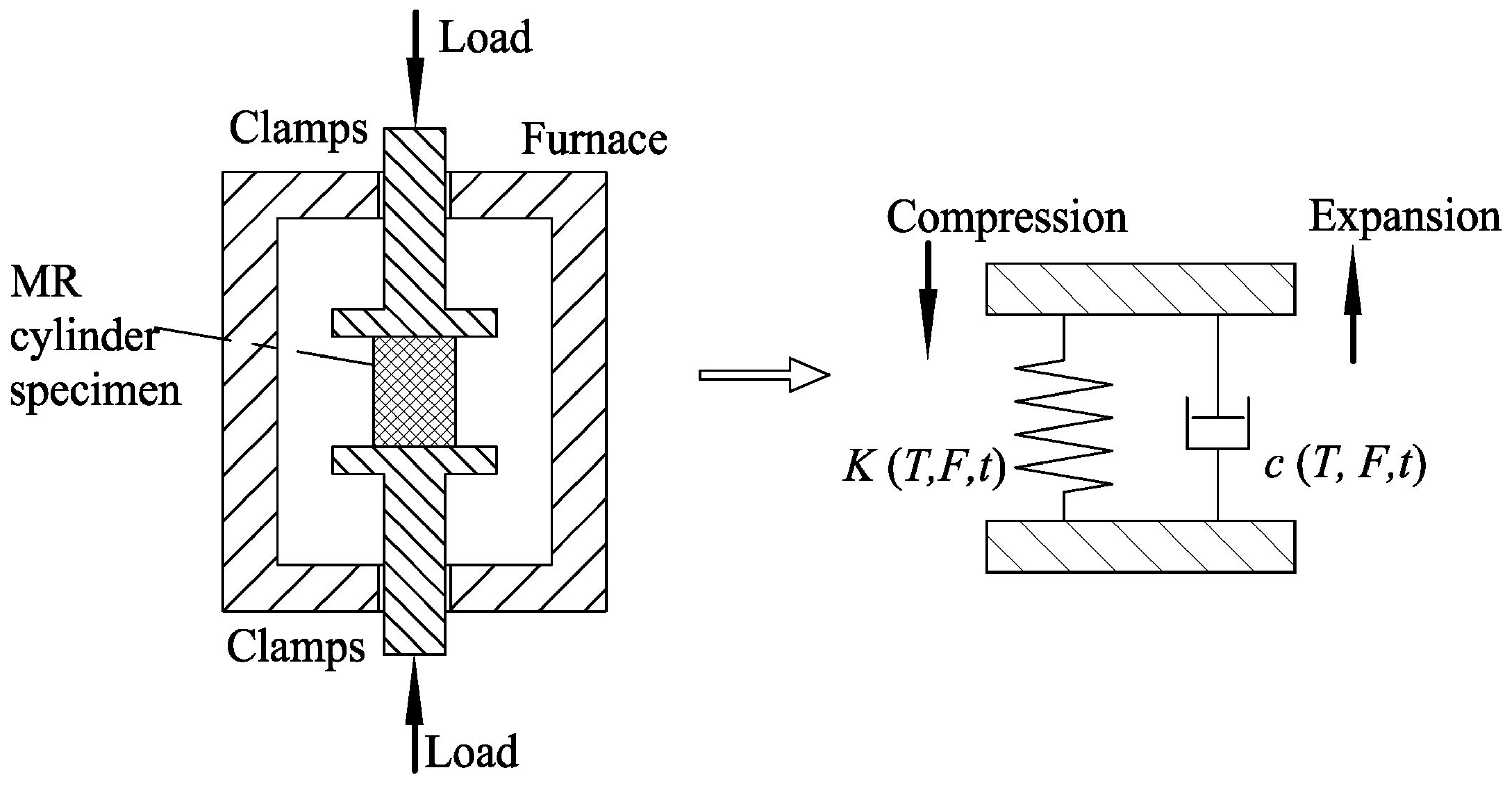
3.3. Machines for Creep Testing at High Temperatures
3.4. High-Temperature Creep Test
4. Results and Discussion
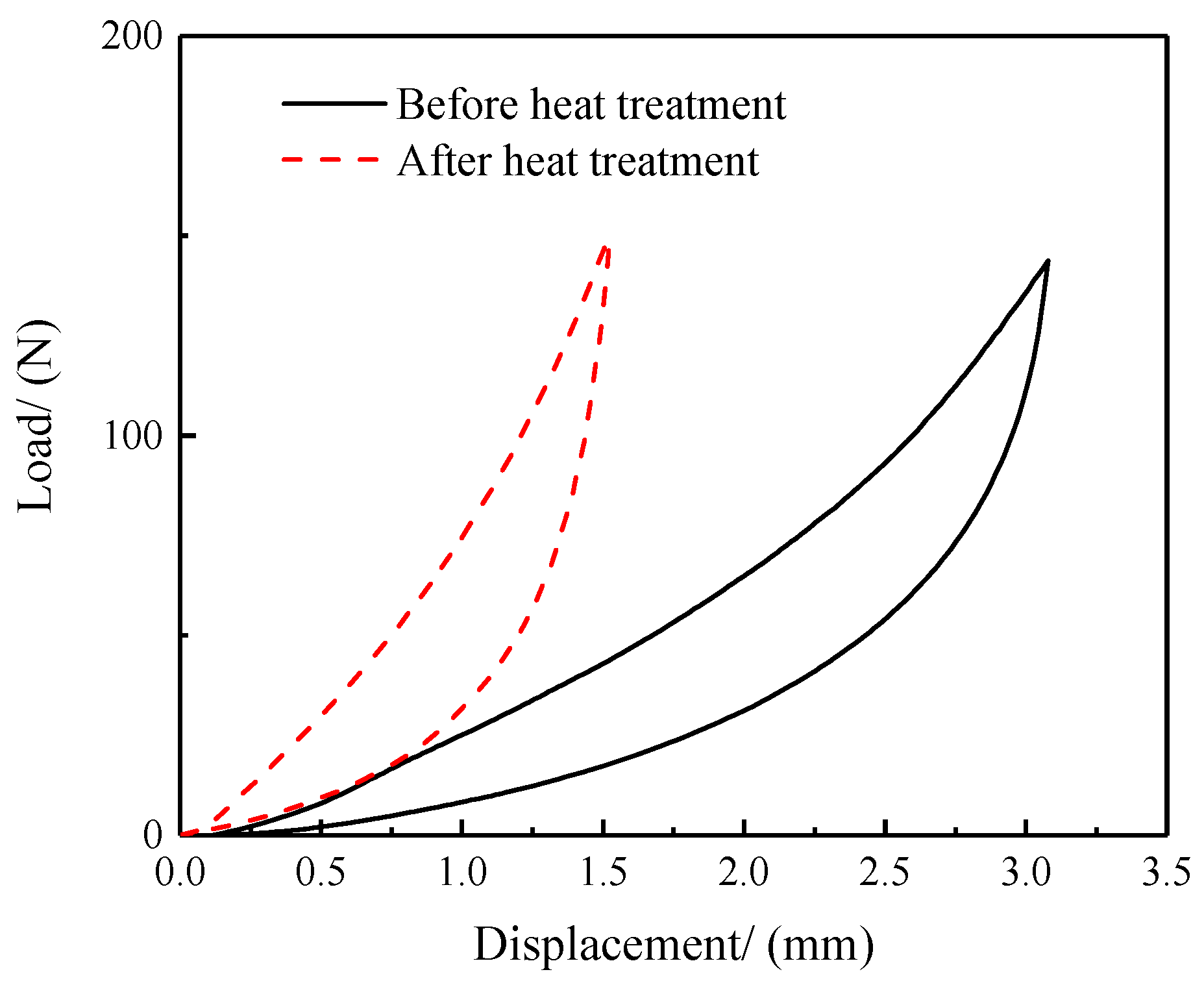
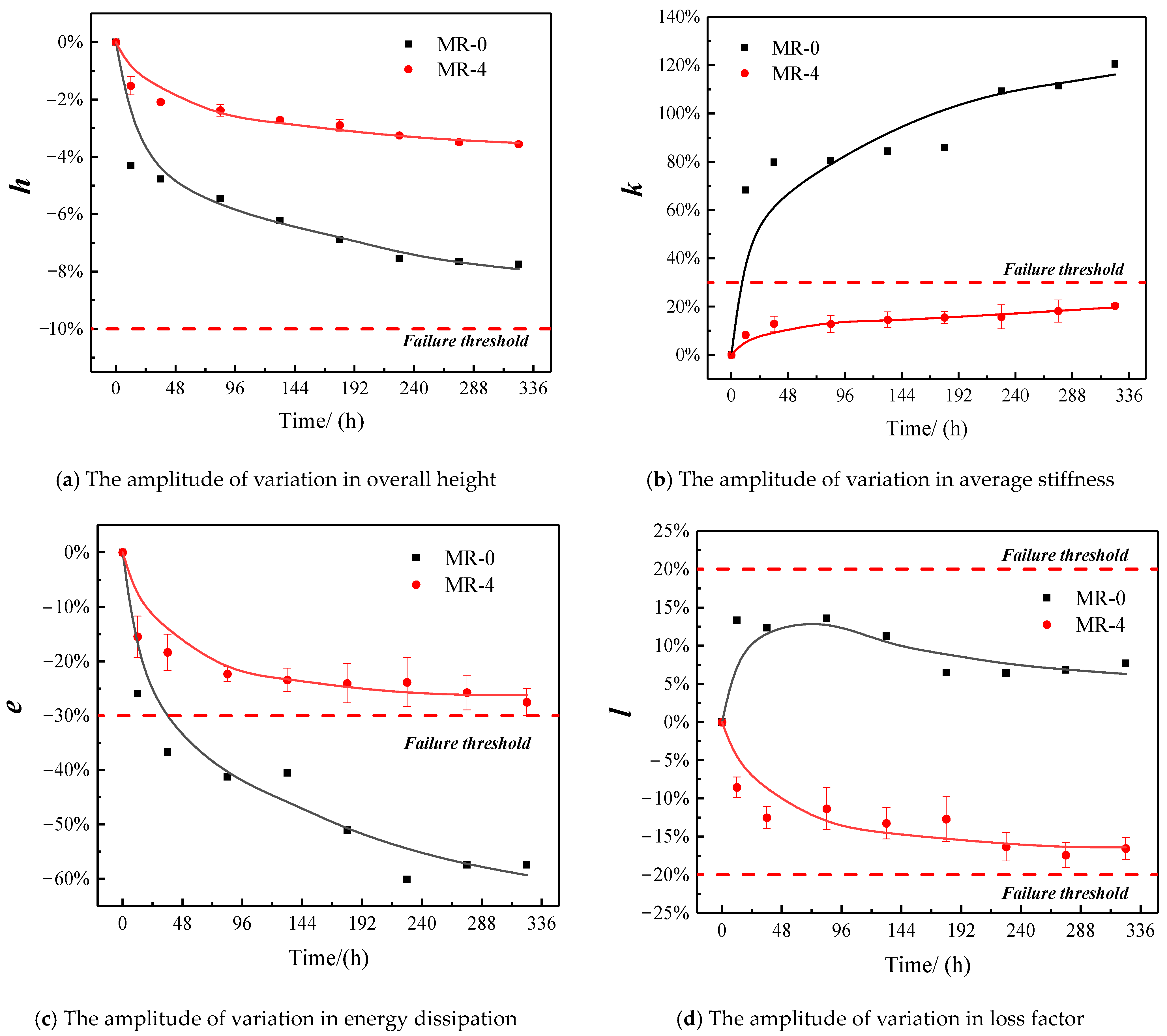
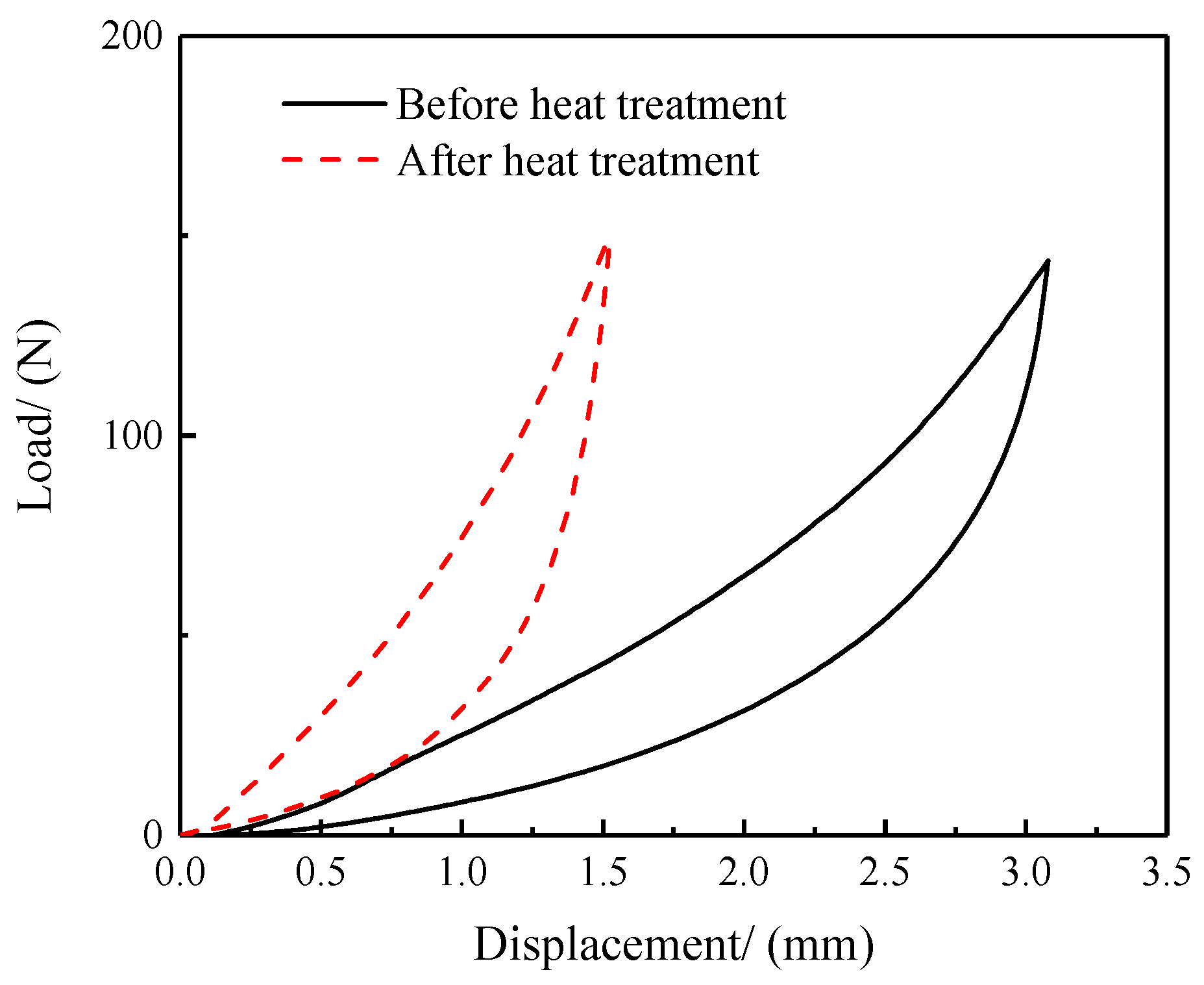
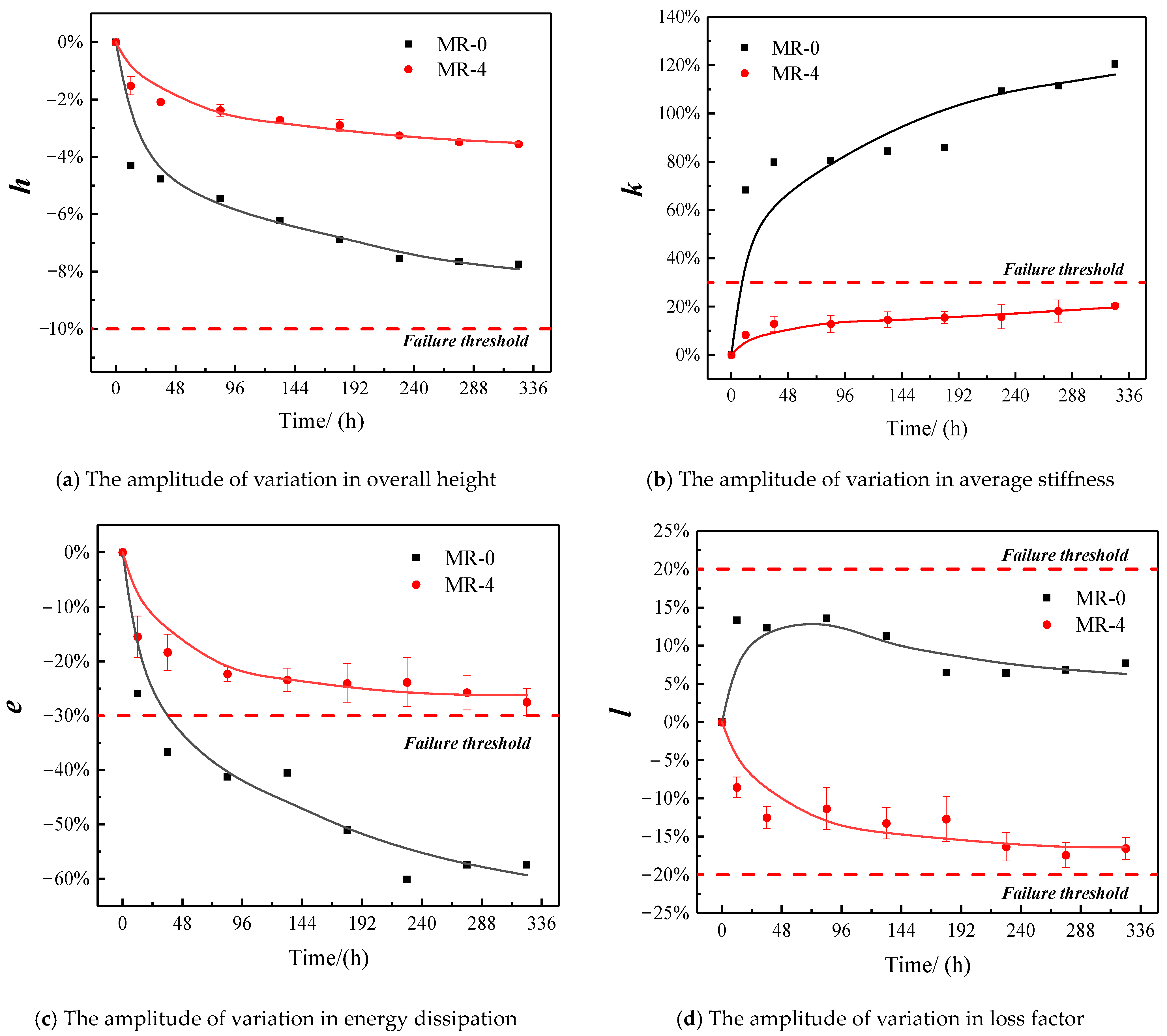
4.1. Comparison of Creep Properties of MR before and after Heat Treatment
4.2. Effect of Different Environmental Temperatures on Creep Properties of MR
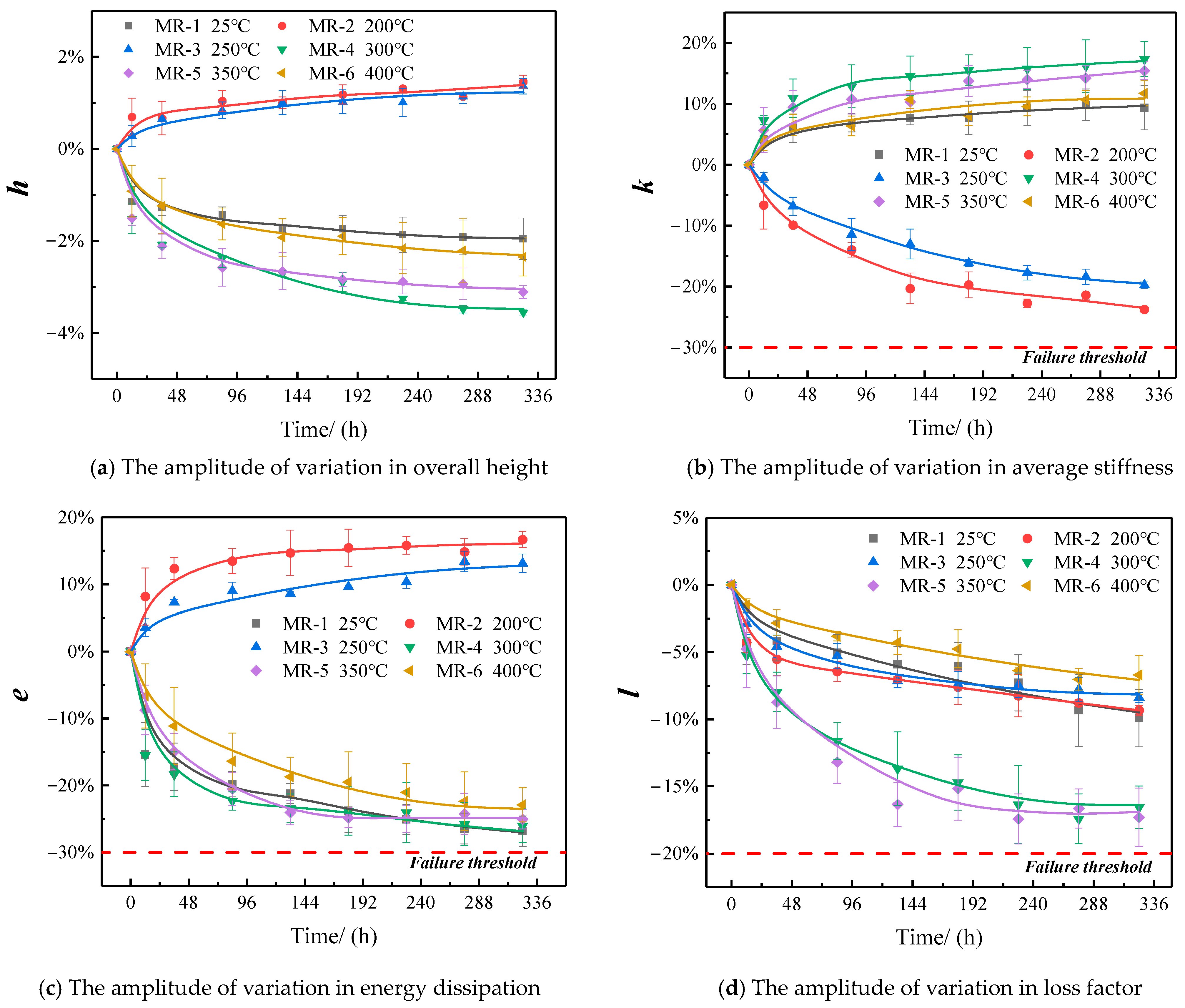
4.2.1. The Amplitude of Variation in the Overall Height of MR at Different Temperatures
4.2.2. The Amplitude of Variation in Average Stiffness and Energy Dissipation of MR at Different Temperatures
4.2.3. The Amplitude of Variation in Loss Factor of MR at Different Temperatures
4.3. Effect of Different Environmental Temperatures on the Microstructures of MR
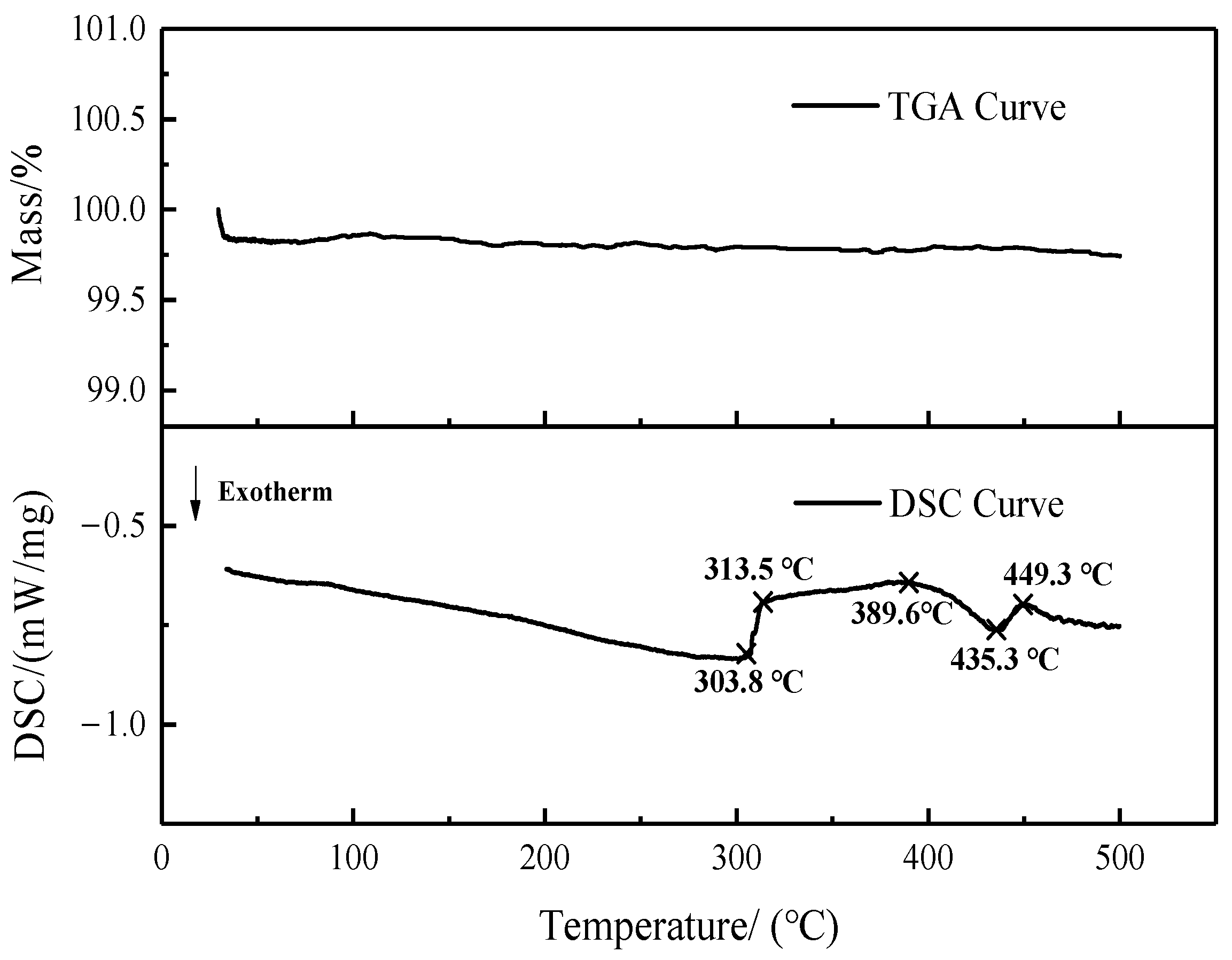
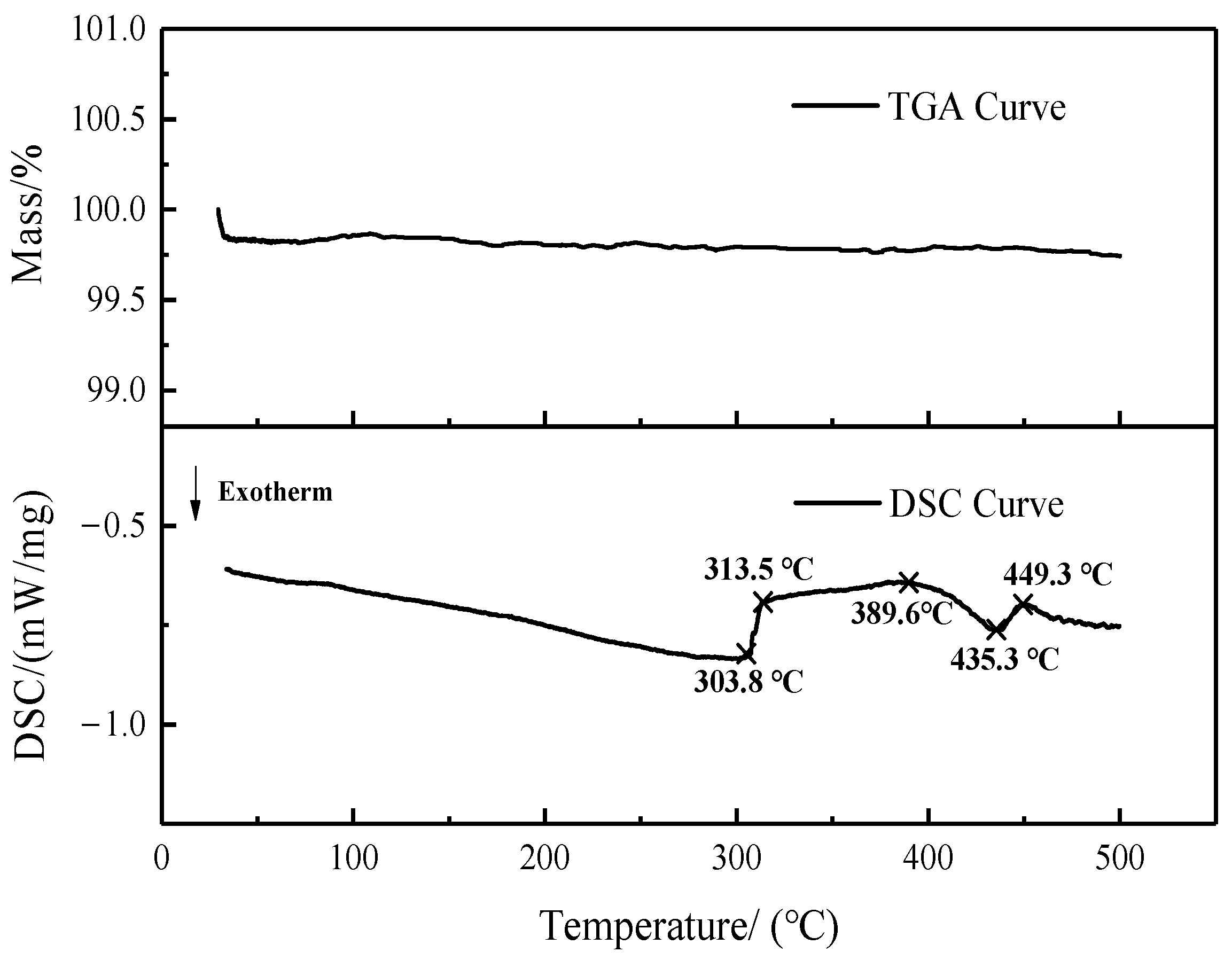
4.3.1. Thermogravimetric Analysis/Differential Scanning Calorimetry Analysis
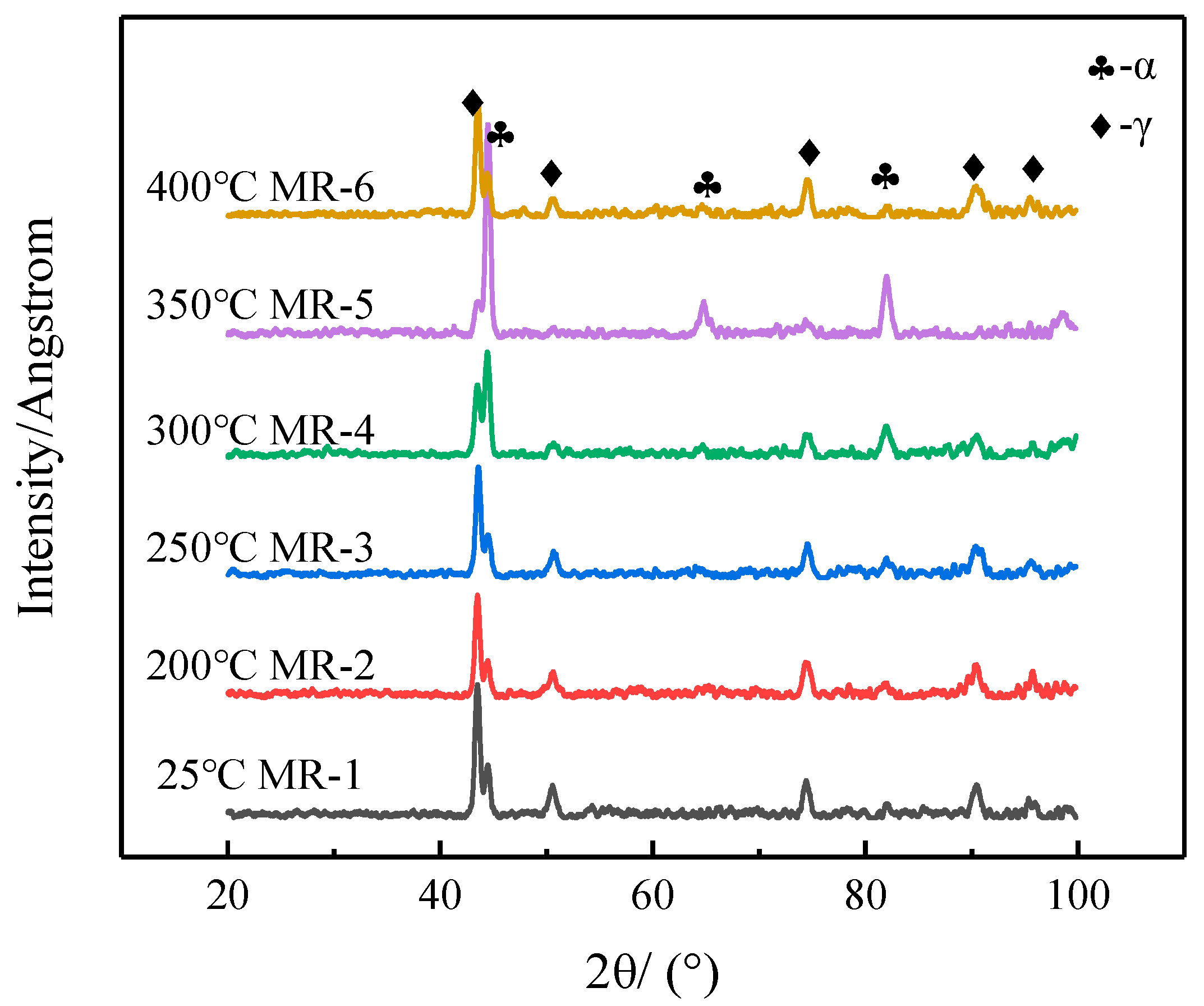
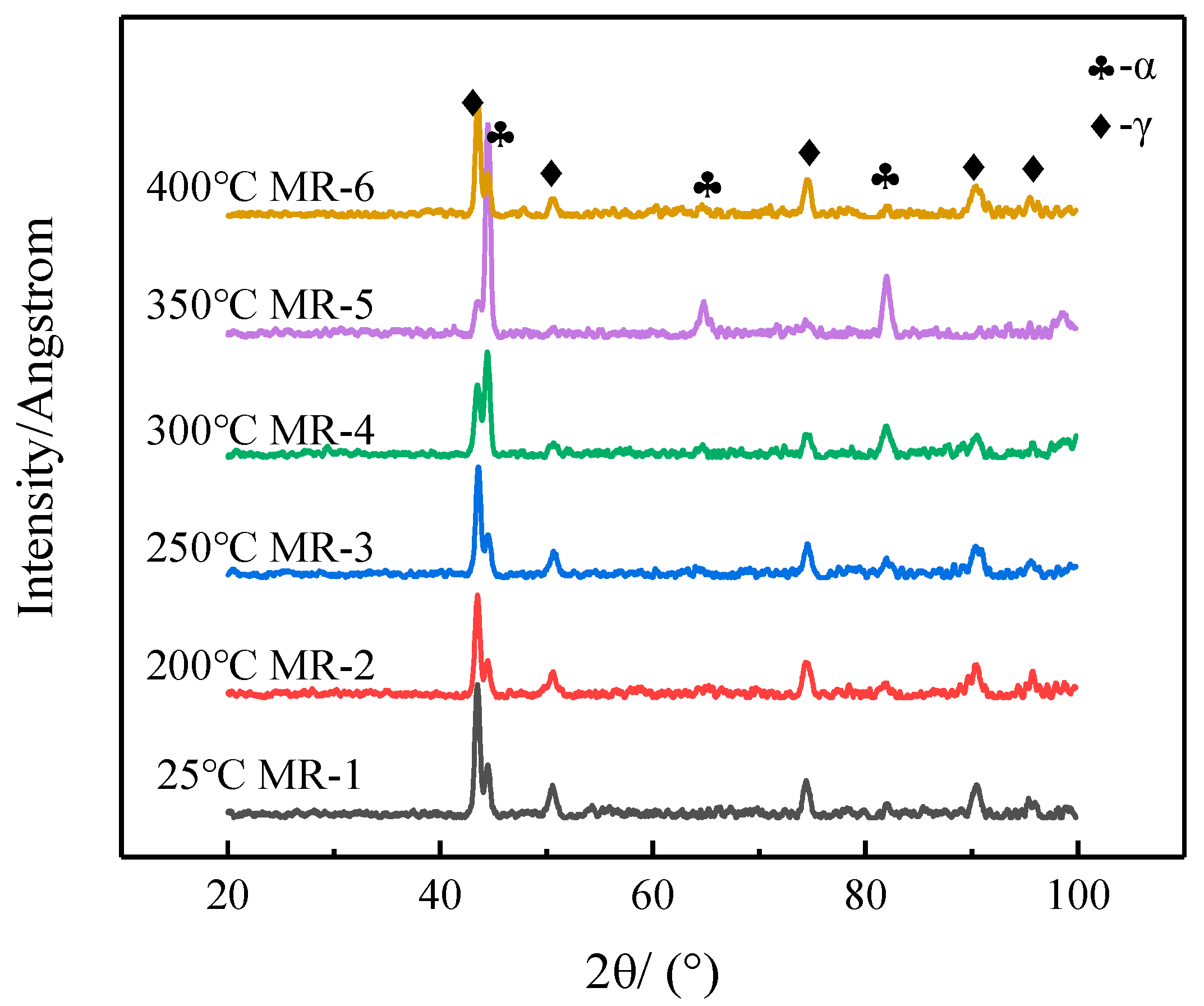
4.3.2. Phase Composition by X-ray Diffraction Pattern Analysis
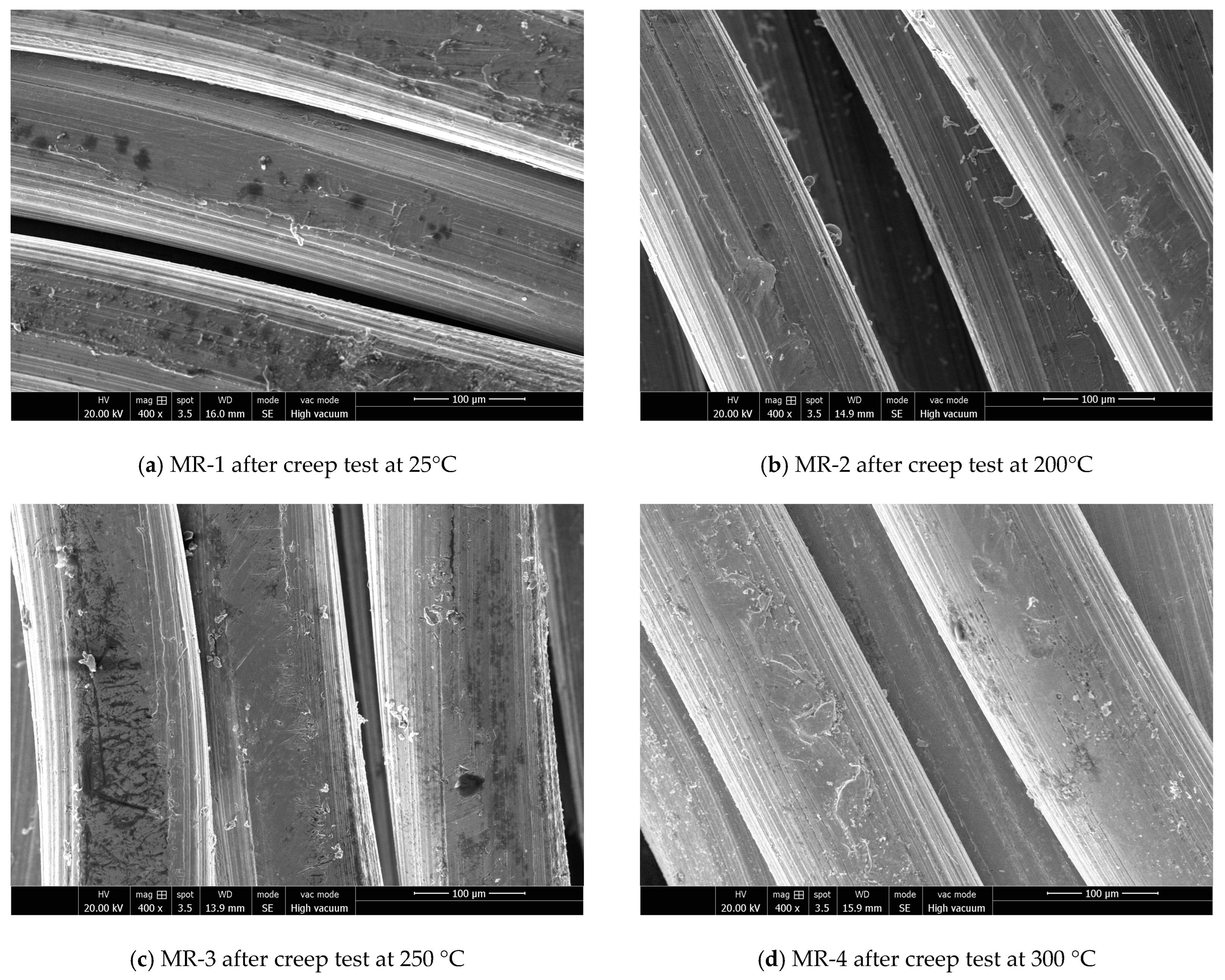
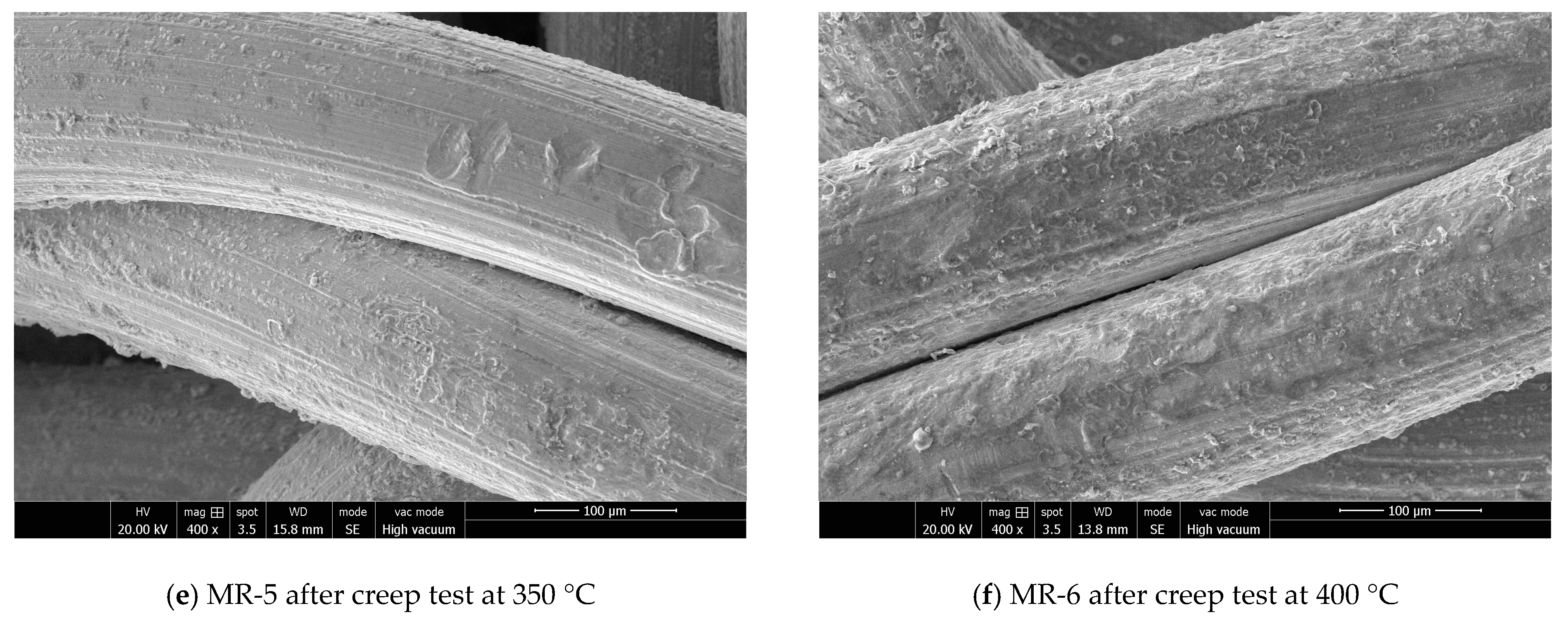
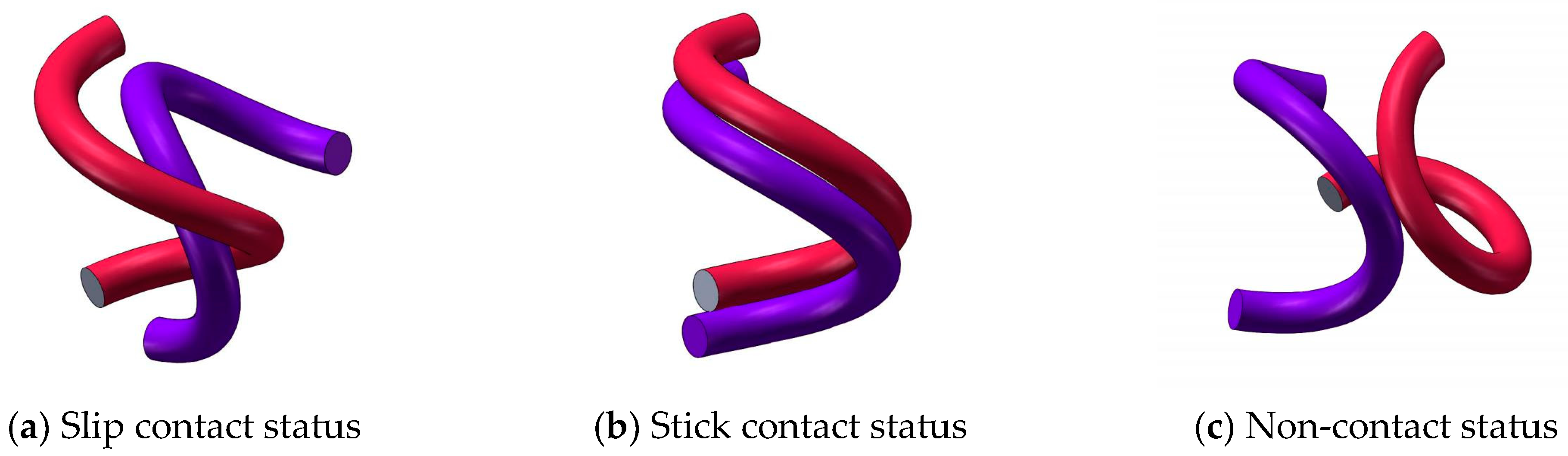
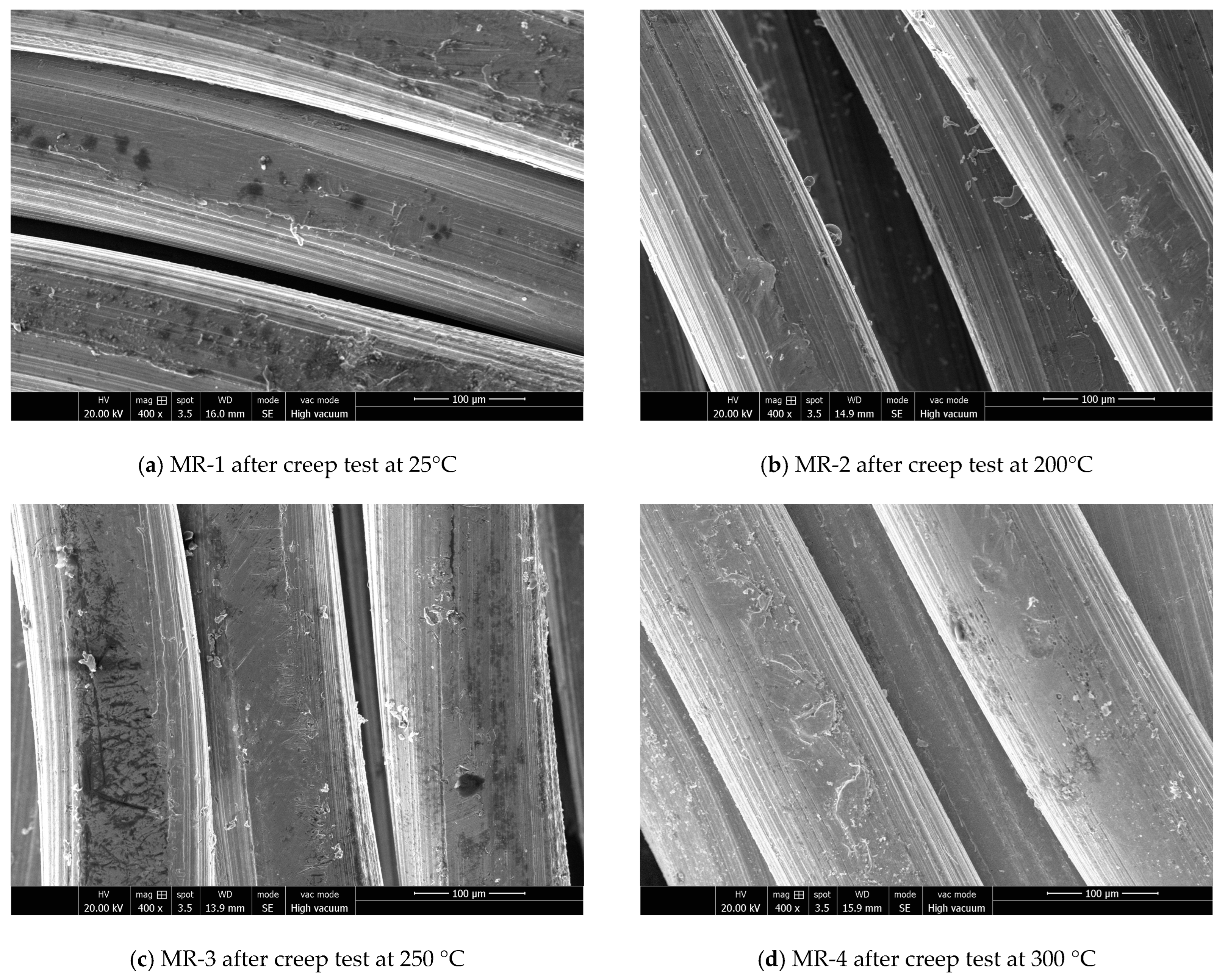
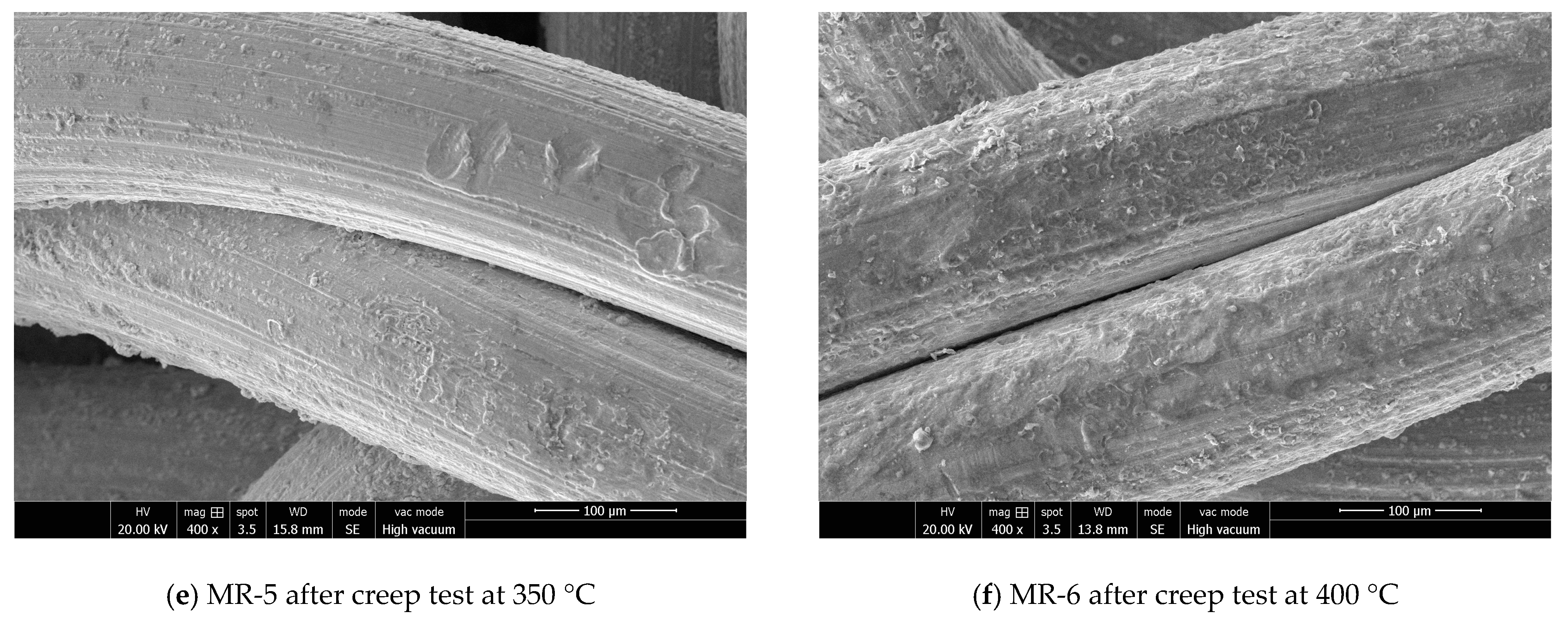
4.3.3. Surface Morphology Observation and Material Failure Mechanism Analysis
5. Future Works
6. Conclusions
- (1)
- An appropriate tempering heat treatment at 450 °C of cold compression molded MR specimens may bring a reduction of variation in the average stiffness and energy dissipation, and a significant increase in the high temperature creep resistance of the MR specimen can then be obtained. Hence, an appropriate heat treatment for MR specimens can significantly improve the creep resistance at high temperatures.
- (2)
- There are significant differences in the MR properties variations subjected to creep tests at different elevated temperatures. After continuous static compression loading at 200 °C and 250 °C, the parameters of overall height and energy dissipation of MR specimens are increased; however, the average stiffness and loss factor are decreased. When loading at 25 °C, 300 °C, 350 °C, and 400 °C, the overall height, energy dissipation, and the loss factor are decreased, but the average stiffness is increased. After the creep test at high temperatures with a test time of 324 h in the designed test parameters, all the MR specimens do not reach the failure threshold.
- (3)
- Based on the analysis of TGA/DSC curves and X-ray diffraction patterns of the MR specimens prepared from 304 stainless steel wire after tempering at 450 °C, its transformation from austenite to martensite is completed at about 313.5 °C. The transformation from martensite to austenite is completed at about 435.3 °C. Then, the transformation of austenite to martensite is completed again at about 449.3 °C. As a result, MR-4 and MR-5 specimens creep tested at 300 °C and 350 °C were predominantly martensitic, resulting in an increase in hardness and strength and a decrease in plasticity and toughness, so that the loss factors of MR-4 and MR-5 specimens are decayed with a higher degree.
- (4)
- A combination of the results of material characterization could support the explanation for the performance variation trend of MR-2 and MR-3. According to the TGA/DSC curves, the specimens release residual stresses until 300 °C, with the specimen expansion due to the increase of temperature. According to the results of TGA/DSC and X-ray diffraction patterns, the specimens did not undergo a phase transformation at 200 °C and 250 °C, and their microstructures were dominated by austenite, with no significant decrease in overall plasticity and toughness. Finally, by observing the surface of the specimen through SEM, the surface roughness value of the wires inside the specimen would not be increased significantly during the test at 200 °C and 250 °C.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bai, H.B.; Zhan, Z.Q.; Ren, Z.Y. Progress and prospect of acoustic properties of metal rubber. J. Vib. Shock. 2020, 39, 242–254. [Google Scholar]
- Yu, H.J.; Liu, W.H.; Wang, Y.S. Research on Stiffness Characteristics and Mechanics Model of Metal Rubbers. China Mech. Eng. 2016, 27, 3167–3171. [Google Scholar]
- Lu, C.Z.; Li, J.Y.; Zhou, B.Y.; Fang, X.; Li, Y.; He, R.H. Effect of metallic wire materials characteristics on the fatigue properties of metal rubber. J. Vib. Shock. 2018, 37, 137–142. [Google Scholar]
- Ao, H.; Ma, Y.; Wang, X.; Chen, J.; Jiang, H. Accelerated Lifetime Test of Vibration Isolator made of Metal Rubber Material; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 167, p. 012051. [Google Scholar]
- Safin, A.I.; Igolkin, A.A.; Prokof Ev, A.B. A mathematical model of acoustic properties of gas turbine engine sound absorbing elements made from elastic porous metal rubber. Russ. Aeronaut. (Iz VUZ) 2014, 57, 430–434. [Google Scholar] [CrossRef]
- Cao, F.; Bai, H.; He, Z.; Ren, G. A Hysteresis Restoring Force Model of Disc-Shaped Metal Rubber Isolation Component. Appl. Mech. Mater. 2013, 271, 186–189. [Google Scholar] [CrossRef]
- Fu, M.; Liu, Y.; Cui, M.L.; Cao, M. Metal-rubber vibration absorber for aerocraft. Opt. Precis. Eng. 2013, 21, 1174–1182. [Google Scholar]
- Yan, L.Y.; Qing, H.X.; Lin, L.F. Prediction for Constitutive Relationship of Metallic Rubber with Various Parameters by BP Neural Net. Appl. Mech. Mater. 2012, 110, 3705–3712. [Google Scholar]
- Cao, F.L.; Bai, H.B.; Yang, J.C.; Ren, G.Q. Analysis on Fatigue Damage of Metal Rubber Vibration Isolator. Adv. Mater. Res. 2012, 490, 162–165. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, W.J.; Jiang, H.Y.; Chen, L. Experimental Study on Fatigue of Metal Rubber Vibration Isolator under Pulsating Cyclic Stress. Appl. Mech. Mater. 2013, 385, 180–183. [Google Scholar] [CrossRef]
- Ma, Y.H.; Zhang, Q.C.; Zhang, D.Y.; Zhu, H.; Lu, H.; Hong, J. Failure criterion and durability characteristics of metal rubber under static compression load. J. Beijing Univ. Aeronaut. Astronaut. 2016, 42, 227–235. [Google Scholar]
- Xiao, K.; Bai, H.B.; Xue, X.; Wu, Y. High Temperature Energy Dissipation Characteristics of Damping Structure Coated with Metal Rubber. Mater. Mech. Eng. 2019, 43, 28–32. [Google Scholar]
- Zi, B.; Ding, Z.Y.; Wu, Y.W.; Bai, H. High Temperature Mechanics Modeling and Experimental Research of Metal Rubber Coated Damping Structure. China Mech. Eng. 2022, 33, 1294–1301. [Google Scholar]
- Li, T.; Bai, H.B.; Xue, X.; Wu, Y. Fatigue Properties of Knitted-dapped Metal Rubbers under High Temperature Environment. China Mech. Eng. 2019, 30, 1009–1017. [Google Scholar]
- Ma, Y.; Zhang, Q.; Zhang, D.; Scarpa, F.; Liu, B.; Hong, J. A novel smart rotor support with shape memory alloy metal rubber for high temperatures and variable amplitude vibrations. Smart Mater. Struct. 2014, 23, 125016. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Xia, Y.; Zhang, Q.C.; Ma, Y.H.; Hong, J. Researches on metal rubber mechanics properties in retrospect and prospect. J. Aerosp. Power 2018, 33, 1432–1445. [Google Scholar]
- Wang, B.; Zhang, C.Y.; Ma, X.F.; Lai, K.; Wen, H.H. Key problems on the mechanical behavior of nuclear materials and structures of pressured water reactors. Sci. Sin. (Phys. Mech. Astron.) 2019, 49, 6–23. [Google Scholar]
- Gao, Y.J.; He, Y.B.; Cao, M. Long-term Structural Integrity Analysis for Reactor Pressure Vessel under In-vessel Retention Condition. At. Energy Sci. Technol. 2021, 55, 252–257. [Google Scholar]
- Yang, J.C.; Liu, G.Q.; Dong, X.P.; Bai, H.B. Effect of Tempering on Microstructure and Property of Cr-Ni-Mn Stainless Steel Wire. Hot Work. Technol. 2011, 40, 175–177. [Google Scholar]
- Liu, B.L.; Ma, Y.H.; Zhang, D.Y.; Hong, J. Experiment investigation on the effect of heat treatment on metal rubber mechanical properties. J. Beijing Univ. Aeronaut. Astronaut. 2013, 39, 259–263. [Google Scholar]
- Cao, F.L.; Bai, H.B.; Li, G.Z.; Li, D.W.; Yang, J.C. Effects of Tempering on Mechanical Property and Macro-structure Dimension of Meta Rubber. Hot Work. Technol. 2014, 43, 189–191. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Group Number | Average Density /(g/cm3) | Average Mass /(g) | Average Forming Force/(kN) |
|---|---|---|---|
| MR-0 | 2.19 | 8.34 | 13.35 |
| MR-1 | 2.22 | 8.42 | 13.40 |
| MR-2 | 2.18 | 8.28 | 13.26 |
| MR-3 | 2.25 | 8.46 | 13.29 |
| MR-4 | 2.20 | 8.35 | 13.37 |
| MR-5 | 2.24 | 8.44 | 13.33 |
| MR-6 | 2.22 | 8.36 | 13.39 |
| Status of MR | H /(mm) | K /(N/mm) | E /(N*mm) | L | U /(N*mm) |
|---|---|---|---|---|---|
| Before heat treatment | 20.56 | 47.14 | 70.19 | 0.179 | 124.97 |
| After heat treatment | 20.64 | 98.48 | 41.80 | 0.198 | 67.33 |
| Amplitude of variation | 0.4% | 108.9% | −40.4% | 10.6% | −46.12% |
| Test Group Number | Test Temperature | Tempering Heat Treatment | The Number of Specimen Tested |
|---|---|---|---|
| MR-0 | 300℃ | NO | 1 |
| MR-1 | 25℃ | YES | 3 |
| MR-2 | 200℃ | YES | 3 |
| MR-3 | 250℃ | YES | 3 |
| MR-4 | 300℃ | YES | 3 |
| MR-5 | 350℃ | YES | 3 |
| MR-6 | 400℃ | YES | 3 |
| Group Number of the Specimen | h (%) | k (%) | e (%) | l (%) |
|---|---|---|---|---|
| MR-1 | −1.95 | 9.33 | −26.84 | −9.91 |
| MR-2 | 1.46 | −23.76 | 16.71 | −9.33 |
| MR-3 | 1.36 | −19.76 | 13.15 | −8.39 |
| MR-4 | −3.55 | 17.33 | −27.51 | −16.55 |
| MR-5 | −3.11 | 15.44 | −25.04 | −17.30 |
| MR-6 | −2.35 | 11.73 | −24.88 | −6.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lai, F.; Hao, X.; Liu, N.; Wu, Y.; Xue, X.; Bai, H. Creep Properties of Cylinder Metal Rubber under Static Compression at Elevated Temperatures. Symmetry 2023, 15, 281. https://doi.org/10.3390/sym15020281
Lai F, Hao X, Liu N, Wu Y, Xue X, Bai H. Creep Properties of Cylinder Metal Rubber under Static Compression at Elevated Temperatures. Symmetry. 2023; 15(2):281. https://doi.org/10.3390/sym15020281
Chicago/Turabian StyleLai, Fuqiang, Xiangfei Hao, Niuniu Liu, Yiwan Wu, Xin Xue, and Hongbai Bai. 2023. "Creep Properties of Cylinder Metal Rubber under Static Compression at Elevated Temperatures" Symmetry 15, no. 2: 281. https://doi.org/10.3390/sym15020281
APA StyleLai, F., Hao, X., Liu, N., Wu, Y., Xue, X., & Bai, H. (2023). Creep Properties of Cylinder Metal Rubber under Static Compression at Elevated Temperatures. Symmetry, 15(2), 281. https://doi.org/10.3390/sym15020281