Abstract
Additive manufacturing (AM) is proving to be a promising new and economical technique for the manufacture of metal parts. This technique basically consists of depositing material in a more or less precise way until a solid is built. This stage of material deposition allows the acquisition of a part with a quasi-final geometry (considered a Near Net Shape process) with a very high raw material utilization rate. There is a wide variety of different manufacturing techniques for the production of components in metallic materials. Although significant research work has been carried out in recent years, resulting in the wide dissemination of results and presentation of reviews on the subject, this paper seeks to cover the applications of symmetry, and its techniques and principles, to the additive manufacturing of metals.
1. Introduction
One of the key advantages of additive manufacturing is the ability to produce geometrically complex parts that would otherwise be impossible to manufacture, including hollow parts, parts with complex details. or parts with complex internal lattices. Therefore, additive manufacturing provides a great deal of design freedom, which is vital, for example, for applications requiring weight reduction. This reduction can be achieved by topological optimization of the design [1], by adding internal lattices instead of having solid parts, or by being able to manufacture parts in one piece that with traditional techniques require many subcomponents. For example, in its CFM LEAP aircraft engine, General Electric introduced fuel injectors made by additive manufacturing, reducing the injector to a single component that was 25% lighter than the initial 18-part system [2]
Customization is also becoming an option [3], as with traditional manufacturing techniques, customization of complex parts is limited by the cost involved. This is mostly due to the need for complex tooling that requires long run lengths and, therefore, customization is compromised. By comparison, since additive manufacturing is used to produce parts directly from Computer Aided Design (CAD), the production of unique and customized parts is feasible without the need for expensive tooling [4].
Until now, conventional subtractive techniques for manufactured parts started from a solid block, extracting the necessary material until the desired geometry was obtained. In contrast, technologies classified as additive manufacturing add or melt material only where it is needed, minimizing the amount of raw material used and, therefore, substantially reducing the cost of the part to be manufactured [5]. Consequently, additive manufacturing can have a large niche market, for example, in the aeronautics industry, because of the high price of the materials used (titanium, nickel alloys, etc.) and the extremely high buy-to-use ratio of the components [6].
In this way, additive technologies produce a part with a quasi-final geometry (considered a Near Net Shape process) with a very high raw material utilization rate, which, without the use of any raw material, can be used in the production process. Using post-processing, or with reduced post-processing, it will be possible to progress from the manufactured preform to the final part [3]. In this context, the term Hybrid Manufacturing has been introduced, which refers to manufacturing processes based on the combination of additive and traditional processes (commonly, machining processes) to manufacture parts that are difficult (or even impossible) to obtain by each of the processes separately. Moreover, through this hybridization, the limitations of additive processes related to low productivity, rough surface quality, and lack of dimensional accuracy can be overcome [7].
Additive technologies have shown great potential to reduce energy consumption by minimizing material waste and eliminating or reducing machining steps. Previous studies have predicted that widespread implementation of additive manufacturing would lead to a significant reduction in overall energy demand by up to 27% [8].
Additive manufacturing can now generate full-density parts in a wide range of materials, such as polymers [9], metals [10], ceramics [11], and composites [12]. The application of additive manufacturing has covered almost every sector, such as, aerospace [13], aeronautics [14], automotive [15], biomedical [16], energy [8,17], tooling, tooling and molding [18] and construction [19]. It is said that additive manufacturing will be part of the Fourth Industrial Revolution, also defined as Industry 4.0, where more flexible, versatile, customizable, and rapid manufacturing will be sought.
Nonetheless, several aspects currently need to be improved in additive manufacturing to make it a real and competitive industrial process. A theoretical perspective is needed to better understand how additive manufacturing can be used in industrial production systems [20]. In mass production processes, for example, additive manufacturing has some limits, as both manufacturing speed and repeatability are low. Thus, these techniques have so far been used for the manufacture of single parts and for repair applications but, today, the challenge is to incorporate them into real production lines. In addition, optimization and proper selection of process parameters and the incorporation of control and monitoring systems are crucial to achieve full control of these technologies.
In recent years, the scientific literature on additive manufacturing has increased exponentially, as shown in Figure 1. The aim of this review paper is to compile the main contributions of the authors and to provide an insight into the application of symmetry in the field of additive manufacturing of metals, to encourage the scientific community to maintain the pace of research in this field, and to cover the areas where research is lacking.
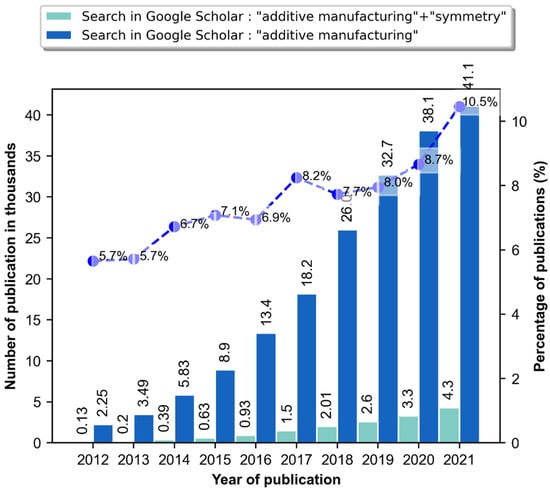
Figure 1.
Evolution of scientific production on the subject of additive manufacturing and the number of articles in which symmetry is mentioned (source Google Scholar).
The novel aspect of this review relates to an increasing reference in the submitted papers to issues derived from symmetry; in 2021, more than 10% of the submitted papers in additive manufacturing included references to symmetry in one of the aspects discussed in the following sections. It has been considered convenient to focus on the additive manufacturing of metals because this technique provides advantages of design freedom. These make additive manufacturing attractive for the industry due to the great reduction in weight and the use of material that it enables its use in the manufacture of metal parts.
After this introduction, the article is organized into a second section describing and classifying metal additive manufacturing techniques and symmetry as a general concept and fundamentals within MAM. Next, the relationships of symmetry according to the workflow are developed in four different sections, examining the entire manufacturing process. Section 3 delves into the literature review of the relationship found between design or redesign and symmetry in additive manufacturing processes, in addition to other related applications. Section 4 reviews the studies related to the symmetry and the geometric shape of the bead and the deposited layer. Section 5 presents its use in monitoring systems in the manufacturing stage, and Section 6 addresses the symmetry in the final part and the inherent search for means to control the properties of the part that are related to the microstructure. Finally, Section 7 contains a synthesis as a conclusion and Section 8 outlines challenges and future lines of action.
2. Metal Additive Manufacturing Technologies and Symmetry Concept
In the first part of this section, we closely examine the additive manufacturing processes, describing and classifying them and then defining the concept of symmetry, its types and fundamentals, and the stages where it has been found to be used in MAM.
2.1. Classification of Metal Additive Manufacturing
Within additive manufacturing, each type of technology consists of a particular combination of an energy source, filler material format, and specific machine kinematics, making each suitable for a given application, as can be seen in Figure 2. According to the standard terminology created by ASTM (ASTM F2792), additive manufacturing technologies are classified into seven categories [21], with the first four being usable for the manufacture of components in metallic materials [22]:
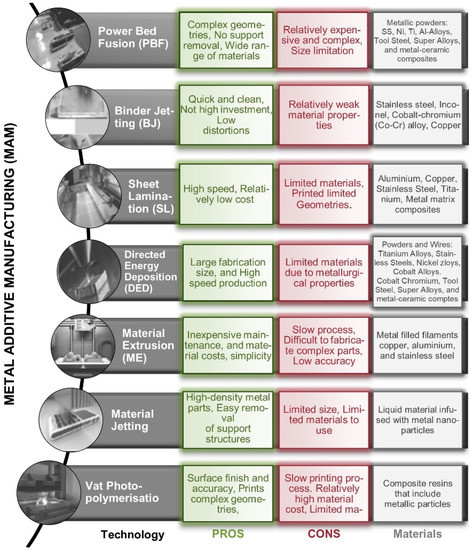
Figure 2.
Illustrative scheme of the selection of additive manufacturing technologies of interest according to technical parameters.
- Powder bed technologies (power bed fusion, PBF)
- Binder jetting (BJ)
- Sheet lamination (SL)
- Directed energy deposition (DED)
- Material extrusion (ME)
- Material jetting (MJ)
- Stereolithography (vat photopolymerization, VP).
Regarding metal materials, there is a wide variety of traditional manufacturing techniques. Among the most common are casting, forging, and machining, and these remain the mainstays of the metal industry worldwide. In contrast, additive manufacturing in these materials is relatively new (since the 1980s) and offers a number of automated techniques based on layer-by-layer production. Initially, additive manufacturing in metals was only developed for rapid prototyping; however, these additive techniques are being driven by the demand for the manufacture of real engineering components having low to medium volumes and with improved environmental and economic characteristics.
Additive manufacturing processes based on metallic materials enable large material and energy savings, reducing the cost and environmental impact of manufacturing various components. Moreover, these techniques can be used to manufacture parts with complex geometries (not possible with traditional manufacturing techniques) and even to repair parts with high added value. In this way, parts with high geometric accuracy can be obtained while maintaining adequate mechanical properties.
2.1.1. Powder Bed Technologies (Power Bed Fusion, PBF)
These are methods that start from powder material and consolidate it layer by layer with the idea of generating a 3D part. In general, the basic principle of these technologies is that thermal energy provided by an energy source (a laser beam or electron beam) fuses or sinters selective regions of a powder bed. During the process, the first layer of powder is first spread on the manufacturing platform by a roller and scanned using the energy source, causing the powder particles to solidify according to the geometry of the part to be manufactured in that layer [23]. The manufacturing platform is then lowered by the thickness of one layer and another layer of powder is spread on top. This process is repeated until the object is completely fabricated [24]. Once the part is finished, it is removed from the powder bed and the necessary post-processing is applied.
In addition, operating costs are comparatively high in these technologies due to high raw material and machine costs, metal powder recycling problems, difficult material changeovers, the presence of inert gas, and safety requirements of the facilities. Another main feature of these processes is that the technology is often in the hands of the major machine manufacturers (EOS, GE Additive, Renishaw, SLM solutions, etc.) and a closed solution is offered, where the user not only receives the machine, but also the material, technology, software, etc. [25].
PBF technology includes different processes for metallic materials, such as selective laser melting (SLM) and electron beam melting (EBM). The SLM and EBM processes have similar working principles: both melt the powder layer by layer through a laser or an electron beam, respectively. In addition, EBM needs a vacuum chamber to work and SLM can only be applied in protected atmospheres [26].
2.1.2. Binder Jetting (BJ)
The binder jetting process uses two materials: a powder material and a binder. The printing process consists mainly of spraying the liquid binder onto the powder bed. For this, the printhead moves horizontally describing the geometrical shape of the part to be manufactured and the binder acts as an adhesive between the powder layers. Afterwards, the build platform is lowered by the thickness of a layer as in the PBF process.
The next layer of powder is spread with a roller and the process is repeated until the final part geometry is achieved. A heated build chamber can help speed up the printing process by increasing the viscosity of the materials [27].
BJ powders are available in a wide variety of materials, such as metals, polymers, and ceramics [28]. Furthermore, the build volume of Binder Jetting machines for metal parts is among the largest on the market compared to other metal additive manufacturing technologies (up to 800 × 500 × 400 mm) [29].
2.1.3. Sheet Lamination (SL)
SL technology uses sheets of material to fabricate 3D objects. In all these technologies, the sheets are cut to the shape of the desired object, which are then joined together to obtain a three-dimensional part [30]. Depending on the material of the sheets, there are different SL technologies, e.g., for polymers, laminated object manufacturing (LOM); for composites, composite-based additive manufacturing (CBAM); and for metallic materials, ultrasonic additive manufacturing (UAM). The benefits of these technologies include high speed, low cost, and ease of material handling.
2.1.4. Directed Energy Deposition (DED)
The directed energy deposition process is an emerging process, which has been under development and industrialization for just over 15 years. DED technology includes all those techniques where the energy source melts and feeds the material [31]. The main advantage of this type of technology, compared to powder bed systems, is the possibility of manufacturing larger parts in higher working volumes and the possibility of repairing damaged parts [32].
In this type of process, a preform is obtained that is very close to the final geometry of the part and the amount of material to be machined is greatly reduced. In addition, it starts directly from a digital file containing the three-dimensional geometry of the part and the metal material is added by melting it and adding it to the base material, generating the geometry in layers. In some recent cases, it has been shown that savings in material, cost, and energy consumption of more than 70% can be achieved, and lead times can be significantly reduced compared to conventional manufacturing [33].
DED technologies include processes with a wire feed [6] and processes with a powder feed [34]. The ability to use yarn as a raw material instead of powder reduces the price per kilogram, increases the efficiency of material utilization, reduces the need for powder recycling systems, creates an environmentally friendly process, and adds the possibility of easy material handling by the operator without health and safety concerns [35,36].
The energy source for melting the material can be a laser, an electron beam, or an electric arc. Thus, the energy source head and the material feeding equipment are mounted on a machine with specific kinematics (a robotic arm, a Gantry machine, a Cartesian machine, etc.) and through it, the material is fed to where it is required [10]. Therefore, in these technologies, there are usually no machine vendors offering closed solutions.
Furthermore, within the DED category, different types of processes are differentiated depending on the nature of the energy source and the format of the material introduced: laser material deposition (LMD), electron beam additive manufacturing (EBAM), and wire arc additive manufacturing (WAAM) [7].
In this type of technology, energy is directed to a specific region to heat the substrate and melt the material to be deposited. The resolution of the process depends on the type of energy source used (laser > electron beam > electric arc) [37], while the fabrication speed is related to the input rate (DML 1 kg/h < EBAM 10 kg/h < WAAM 10 kg/h).
In addition, the energy efficiency of the laser is low (35% maximum); that of the electron beam is slightly lower (15–20%) but is not comparable to that of the electric arc, which in some circumstances can reach 90% [6]. Compared to laser techniques, the electric arc is a more efficient energy source for melting the material, especially in reflective metal alloys such as aluminum, copper, and magnesium [38].
In general terms, a comparison of the main characteristics of dust bed and DED technologies can be seen in Table 1.

Table 1.
Comparison of main metal additive manufacturing processes.
Therefore, when examining the possibilities and limitations of these methods (see Table 1), it is concluded that additive processes for metal fabrication have many challenges to overcome in the near future. For example, process variables such as the time and temperature of the cooling process, the composition of the protective atmosphere, and the solidification rate of the material must be controlled.
In fact, as a result of these variables, the final properties of the part are obtained, such as microstructure, surface finish, mechanical strength, or fatigue resistance. In addition, the effects of poor control of these variables, such as the appearance of defects in the form of porosity, excessive residual stresses, poor adhesion to the base material, or loss of mechanical properties must be considered [43].
Furthermore, today, in many cases, metal additive technologies are still limited to prototyping, production of small, high value-added parts, and repairs [44]. To replace traditional manufacturing methods and to become a core element of Industry 4.0, these technologies will need to demonstrate that they can overcome the barriers they face and adapt to mass production.
2.2. Symmetry Applied in Additive Manufacturing Processes
Symmetry, as such, is a very broad concept and is related to different disciplines such as geometry, drawing, graphic design, architecture, and other arts. It can also be found in sciences such as biology, physics, chemistry, and mathematics.
Symmetry is defined as [45]: Exact correspondence in the regular arrangement of the parts or points of a body or figure in relation to a center, an axis or a plane. The word comes from the Latin “symmetrĭa”, and this in turn from Greek συμμετρία (symmetría) where őύν “with” and μέτροv “measure”.
It is a characteristic feature of geometric shapes, systems, equations, and other material objects, or abstract entities, related to their invariance under certain transformations, movements or exchanges.
Symmetry can be classified into the following types [46]:
- Rotation. The rotation that every motif undergoes in a repetitive way until it finally achieves the identical position it had at the beginning.
- Folding. In this case, what is achieved is two equal parts of a specific object after a 180° turn of one with respect to the other.
- Translation. This is the term used to refer to the set of repetitions carried out by an object at an always identical distance from the axis and along a line that can be placed in any position.
- Expansion. It is used to show that two parts of a whole are similar and have the same shape, but not the same size.
- Bilateral. This allows the acquisition of a bilateral portrait that has as a backbone an axis of symmetry. At the sides of this axis, equal shapes appear at the same distance from it, which will be those that allow the creation of the aforementioned portrait.
In additive manufacturing, specifically in metal fabrication, different uses of symmetry have been found, all of which are related to further optimization, better process control (search for repeatability or tracking of manufacturing and results), and analysis of properties or comparison between techniques. A search flow (following the manufacturing flow) was developed to find the fields in which symmetry is used, as shown in Figure 3, to identify the value that symmetry can add.
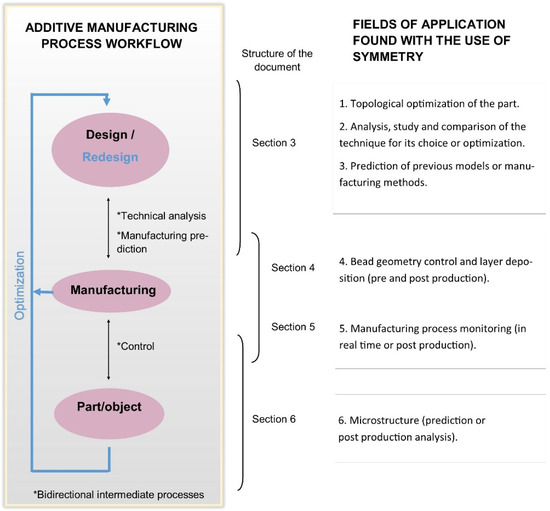
Figure 3.
Fields of application of the use of symmetry in the additive manufacturing of metals classified by the sections of the document following the manufacturing flow.
Six different fields of application of symmetry within additive manufacturing of metals were found; they are listed and detailed in Figure 3 with their corresponding stage of the additive manufacturing flow.
Throughout the following sections, we show the use of symmetry in these fields based on the literature review.
3. Use of Symmetry for Design in Additive Metal Fabrication
Additive manufacturing comprises the various production processes for manufacturing three-dimensional objects from digital designs. It is based on rapid prototyping, i.e., the modeling of a material layer by layer. The freedom of design and production is very wide and it is precisely this property that is one of the great advantages of this technique. The importance of a good design, according to each technique and material, is key to the success of the manufacturing process. Moreover, material utilization is another of the advantages of this technique, so the combination of design and optimization is crucial in the additive manufacturing of metals.
Design with a symmetric constraint or assumption is the main use found in the literature review; 57.1% of the literature related to MAM and symmetry relates to design and is directly related to the optimization of the technique or the object of study. It has been observed that, in most cases, symmetric constraints are used to simplify studies or results.
In general, studies that perform optimization do so by means of topological optimization [47,48,49,50,51,52,53,54]; these recent studies show the use of topological optimization for different additive manufacturing techniques, with the goal of weight reduction. The combination of topological optimization and additive manufacturing makes it possible to manufacture lightweight parts and reduce the number of parts in an assembly, which in turn results in cost reduction and material savings [48].
This technique is included in the field of structural analysis. It is based on the mechanical analysis of a component or assembly, and its objective is structural lightening while maintaining the mechanical functionalities of the part or structure analyzed. Unlike other types of structural optimization such as parametric or shape optimization, topological optimization offers a new concept of structural design focused on those applications where weight of the component is the determining factor (e.g., automotive or aerospace industry). Topological optimization is more interesting compared to the shape optimization method since the latter only allows changes “at the domain boundary”, which limits its fields of application; the former, on the other hand, allows control of the domain of the structure by means of voids or cavities, changing its density, in order to reduce the weight and, therefore, the manufacturing costs [55]. With the advent of computational methods, it has been possible to increase topological optimization to a more complex level of analysis at the dynamic, plastic, static, impact, or modal level, among others, that can be considered during the analysis.
This methodology also has a wide field of use for metal additive manufacturing technologies where the geometry of the part or assembly is very complex, due to the great possibilities it offers in terms of design. In addition, it is precisely here where it has been observed that the concept of symmetry is applied, since applying symmetrical constraints, either from the beginning or in the redesign, makes the object of study simpler and/or acquires more optimal and technically favorable properties for its manufacture.
For example, a previous study [56] performed design optimization for additive manufacturing of an industrial robot part. They first redesigned the part to make its shape compatible with the requirements of the selective laser sintering technique. Subsequently, they used topological optimization, using commercial software that is based on the solid isotropic material with penalty (SIMP) method. This method predicts an optimal material distribution within a given design space for given load cases, boundary conditions, manufacturing constraints, and performance requirements [57].
As shown in the schematic in Figure 4, they used constraints applicable to additive manufacturing, bar thickness, and symmetry, and avoided cavities and undercuts. They observed that, by applying symmetry and applying the other constraints, they were able to achieve a 7% reduction in the mass of the part, while its strength and stiffness remained unchanged.
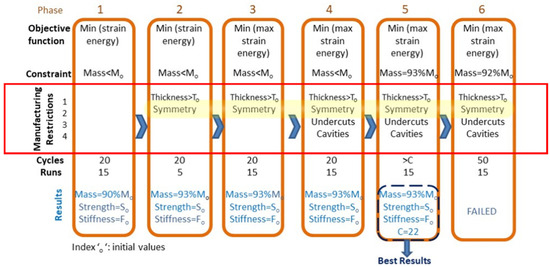
Figure 4.
Modified image of the topological optimization process schematic with the symmetric constraint of the second phase, highlighting the constraints used (adapted with permission from [56], © 2019 by University of Niš, Serbia).
In contrast, another study [58] began with the design of the part by directly applying symmetry, and then carried out the topological study. It was not strictly necessary, but they observed that it is more convenient to have the center of gravity near the midpoint of the mandrel, which made them impose symmetry from the beginning.
Therefore, we found that the symmetric geometry-driven topology optimization process is a method that can exploit the shape complexity capability of AM to increase the part yield. In fact, more and more topological optimization programs now provide symmetry constraints to improve manufacturability by reducing the shape freedom for the iterative solution [59]. Based on the current review, it was observed that, when designing or redesigning, it is convenient to take into account symmetries, the effect of part thicknesses and dimensions, and tolerances and difficulties of access to the technique in order to accurately assess their influence and use them effectively.
Another application that has been found in design is the use of symmetrical models or specimens for various studies. This application has not been observed to be very widespread, but we believe that it can be very useful, for example, to make a comparative study between additive manufacturing techniques of metallic material. This was the case in a previous study [60], although not applied to metallic materials, in which fused deposition modeling (FDM) technology was compared with masked stereolithography (MSLA). The symmetry of the models allowed them to check the quality of the prints on each side in three planes. All the cube-based models were symmetrical in point, axis, and plane. As shown in Figure 5, using this wide range of geometrically patterned models, they were able to analyze the different properties of both techniques by performing an in-depth comparison.
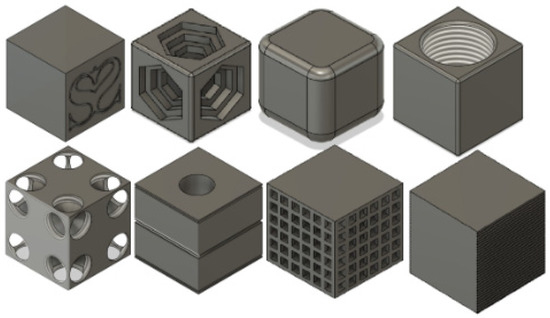
Figure 5.
Geometrically designed models used to carry out the studies of the different techniques [60].
Similarly, an earlier study [61] used symmetry optimization by conveniently using a quarter-symmetry test piece to perform a temperature distribution study based on variable lattice density optimization in additive manufacturing using powder bed fusion. This allowed them to obtain simplified and earlier results.
Finally, it has been observed that, in recent years, studies have been carried out based on the symmetrical hypothesis to define models or prediction methods in additive manufacturing [62,63,64,65,66,67]. These studies have developed the predictions of distortion in laser-based MAM manufacturing; surface quality prediction in FDM; modeling and surface roughness in wire arc MAM; or porosity in metal-based MAM, in general.
In one example [67], the authors developed a generative method for the creation of geometrically complex and materially heterogeneous objects; they combined additive manufacturing and shape-finding design for multi-material 3D printing. This method developed an automated and controllable way to explore a set of symmetrical, complex, multi-material objects (referenced by color), making it a useful tool for design exploration and prototyping. This method is based on symmetry and is believed to have wide potential for development in the future of additive manufacturing.
Thus, we can confirm that, in the design phase, the relationship found with the use of symmetry is clearly differentiated into three blocks, namely, the use of symmetric constraints in design development or redesign after topological optimization; the use of symmetric samples/probes for study or comparison of the technique; and the use of symmetric hypotheses in the prediction of models/methods prior to fabrication.
4. Symmetry in the Geometrical Shape of the Deposited Layer
After the design, the control of the manufacturing process is a very important aspect that determines the characteristics of the model or part. Thus, different studies have been reviewed in which the technique and geometry of the layers, and their deposition, is crucial. Performing this homogeneously and symmetrically guarantees a better control of the part properties, and a better approximation to the 3D model.
The selection of the deposition parameters influences the bead geometry, so the selection of these parameters and their control is decisive. In this sense, it has been observed that multiple techniques can be used to control the deposition and geometry during fabrication (which is also reflected in the following section on the symmetry applied for process monitoring). However, it was considered appropriate to address, in a specific section, everything related to bead geometry and layer deposition due to its extensive study by the scientific community and its inherent relationship with symmetry.
In relation to the deposition process, the molten pool and its geometry have received special attention [68]. In the same way, the geometry of the bead is also a widely studied aspect, since the first articles [69], and, in the present day, its geometry and its follow-up in fabrication are still being studied by vision techniques [70,71]. Its importance mainly lies in the ability to fill the joint in the weld and its relevance is observed in the WAAM technique, as it determines the outer geometry of the sample or part [72].
In recent times, many researchers have analyzed and developed the use of analytical models to predict the geometrical parameters of the bead from the process parameters. Most studies focus on statistical modeling of bead height and width, either by statistical models (regression [73] or neural networks [74,75,76,77,78,79]), analytical models [80], or finite element models [81], albeit zero-count. These models can be considered very suitable for the wire arc additive manufacturing process since it was observed that the analysis of the first bead for the determination of the correct wall parameters or the fabrication of parts by this technique is widely studied [75,82,83,84,85,86,87].
Figure 6 shows the process of controlling the bead geometry. One study [88] investigated the effect of different process parameters and their influence on the bead geometry during the arc additive manufacturing process.
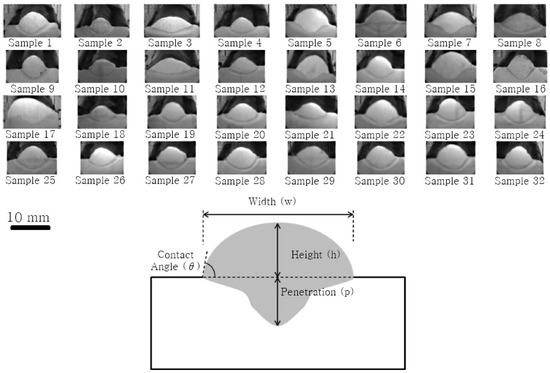
Figure 6.
Cross-sectional view of the deposited coating tracks with the process parameters represented in different sections (32 samples) where the importance of the geometry and its control and comparison process can be observed [88] (Reprinted with permission from [88] 2017 © The Korean Welding and Joining Society).
Figure 7 also shows an example of zero bead control and evaluation of its symmetry to determine the best parameters and transfer modes for additive arc manufacturing of Series 5 aluminum wire. The transfer modes they studied were pulsed GMAW, cold arc, and pulsed AC. This study raises the value of symmetry in the manufacturing process by performing a meticulous measurement and analysis to verify its existence.
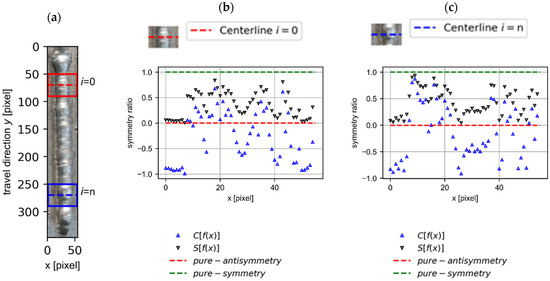
Figure 7.
Image of the bead zero (a) in the plane xy, (b) the first window, and (c) the last window where symmetry is evaluated [89].
Both studies relied on symmetry to perform the relevant analysis, so it was confirmed that the study of symmetry in the deposition between layers is an aspect to be taken into account. This is also necessary for controlling the technique and its behavior with the material and the different manufacturing parameters, in addition to the dimensions of the part and its final properties.
We can conclude that, after the analysis of the studies mentioned in this section, a search and analysis of symmetry was carried out in each of them, either regarding the prediction, the in situ monitoring of the manufacturing, or the subsequent control of the part to be analyzed. In all three cases, the geometry of the layer and its deposition in the MAM processes were examined.
5. Application of Symmetry to Additive Manufacturing Process Monitoring
As additive manufacturing continues to develop and become a standardized method, the need for on-site process monitoring increases. Unlike traditional manufacturing technologies, MAM technology still has a long way to go in terms of quality and repeatability. Quality assurance and quality control are two key aspects to overcome these challenges.
In situ control is a relevant aspect, as it minimizes possible internal defects (inherent to each technique) and automates the production process.
Throughout the previous sections, we provided some insights into monitoring for additive manufacturing in the different modalities of the review. However, in this section, we more closely examine the different systems that currently exist and, by way of summary, we synthesize the overview in Table 2. This table shows the main monitored entities, with the equipment that is generally used and the system used by different authors.
Table 2.
Summary of monitoring techniques for parameter measurement in MAM technology.
As shown in the table above, in general, camera-based visual inspection methods are used to identify manufacturing errors such as powder bed condition or geometric accuracy in PBF processes. The above highlights that, in the case of the DED technique, closed-loop feedback for build-height monitoring has been achieved by also using systems with visual inspection cameras. Pyrometer and infrared cameras are mainly used for monitoring temperature gradients in MAM processes; note that these systems have enabled constant temperature gradient monitoring in PBF (although they have not yet been integrated into the machine).
Studio [124], for example, reflects the creation of an in situ non-contact 3D laser pro-philometer inspection system that is able to automatically and visually monitor surface defects. The system first converts the surface point cloud from 2D to 3D, and then identifies surface defects after pixel classification using a support vector machine (SVM) model. For the first step, the system relies on rotational symmetry to perform the conversion.
Similarly, another study [125] presents an in situ characterization system based on laser profilometry (layer by layer) as a method to digitally reconstruct a multi-material part. The data are collected by a laser profilometer and elaborate height maps and black and white (grayscale) images, and these are modeled by software that reconstructs the part. The digital reconstruction assumed square voxels spanned the entire height of the layer, and the authors proposed that the relational symmetry of the filaments along their central axis could be used to more accurately recover the morphology of individual filaments.
The review showed that control charts are used to examine and maintain part quality and production operations. Traditional chart structures are based on a response variable and do not incorporate any auxiliary data. To solve this problem, it was observed that charts based on linear regression models can be designed, usually when the response variable shows a symmetric pattern (i.e., normality) [126].
Finally, as already seen, the bead and wall geometry are key in the fabrication process. A previous study can be highlighted [127], where the researchers sought to determine the process parameters of the WAAM technique for the formation of the wall with correct geometry. For this purpose, they used symmetry analysis to monitor the geometry of the zero beads based on the analysis of the symmetry coefficient (between the longitudinal and transverse planes), the symmetry of the final wall by laser scanning, and the evolution of the molten pool due to graphic thermography.
Following the analysis of the studies mentioned in this section, it is shown that, for advancing the additive manufacturing of metals, symmetry is supported for use in formulating constraints and hypotheses, mainly in processing control programs, either in situ or post-fabrication to analyze the results.
6. Symmetry in the Microstructure of Additive Manufactured Materials
The physical and mechanical properties of a material determine its industrial application. The microstructure of a material has a direct influence on these properties and, more specifically, on toughness, strength, hardness, ductility, high/low temperature behavior, corrosion, and wear resistance. In turn, the influence of the microstructure on the properties is determined by the presence or absence of different defects [128] and by the geometry of the grain formation.
In the additive manufacturing of metals, the material goes through different states that modify its microstructure. When the material acquires a certain temperature (specific to each type of material), it is in a liquid state, and the atoms are in random motion and do not maintain fixed positions. However, when the materials cool, they solidify and the atomic motion decreases drastically, so much so that it can be considered null (since there is still a minimum amplitude of motion), but this can be disregarded.
In the solid state, the atoms can acquire a defined three-dimensional arrangement, in which case we speak of a crystalline structure (forming crystals). The structure of materials that do not present an arrangement when they solidify is disordered, and these materials are said to be amorphous. Metallic materials have a crystalline structure.
Our object of study is metals, which have a crystalline structure. This is an advantage because, to some extent, the crystals follow a pattern of arrangement/shape, and it has been observed that symmetry can play a very important role.
In some cases, simply changing the processing of the shape of the material directly influences its microstructure, and thus changes the properties. The MAM covers different processes and feed materials, and as a summary, Table 3 shows the type of microstructure for each process and material, as it was described by [129], and the symmetry pattern that would fit the search.
Table 3.
Comparison of microstructures resulting from different metal additive manufacturing processes and their relation to the symmetry pattern to be searched.
One example of the change in properties depending on processing is the titanium alloy TiAl6V4.12, whose mechanical properties are improved by selective laser melting by changing its microstructure [130].
Additive metal manufacturing is characterized by rapid and directional solidification. The solidification rate typically increases from DED to E-PBF and L-PBF. The part evolves during fabrication in a constant process (line by line and then layer by layer) that is determined by the variability of the fabrication parameters, as discussed in previous sections. The resulting microstructure is defined by these parameters, as they determine the local solidification conditions, i.e., the solidification velocity v and the thermal gradient G at the solidification front [131]. This is why the control of this microstructure is crucial in metal additive manufacturing processes. In addition, the search for symmetry is inherent to the technique, since it results in advantages in terms of the homogeneity of properties in the model.
To measure microstructural features, morphology needs to be characterized. The most commonly used technique for this is image processing, which can be used to quantify morphology properties such as crystal orientation, morphology of inclusions [132], and the vacuum [133] or volume fraction. In the review, many publications were found that control the symmetry of the microstructure after fabrication [134,135,136,137,138,139,140,141,142,143].
Within these studies, it is worth mentioning the appearance in recent years of groups of researchers who have made modifications in the composition of alloys with nanocrystals to improve their properties. In these studies, it was observed that the inclusion of nanocrystals and their symmetrical formation in the microstructure favors the improvement in these properties. For example, the laser cladding (LC) technique has been found to be favorable for icosahedral quasicrystal formations (phase I) with fivefold symmetry due to the rapid cooling and solidification characteristics of Ni60A-TiC-NbC-Sb mixed powders in additively manufactured (AM)TA1 titanium alloy, and this has resulted in extremely high microhardness [142].
Similarly, researchers [143] modified high entropy alloys with ultrafine nanocrystals (UNs) by laser melt deposition (LMD) of mixed powders of partially yttria-stabilized ZrO2 (YPSZ) and FeCoCrAlCu in an aviation turbine blade constructed using additively manufactured (AM) titanium alloy TC17. The authors were able to observe nanoscale icosahedral quasicrystals (phase I) with fivefold symmetry, which demonstrated improved wear performance.
Finally, as part of this section, different modeling approaches were also found to simulate the evolution of the AM microstructure of metals, as shown in Figure 8. In an earlier study [144], the use of symmetry and the prediction of the microstructure reflecting a sweep strategy with a symmetry and periodicity inherent to each technique was observed. Therefore, we can see that the concept of symmetry is again important, not only to control, but also to predict the evolution.
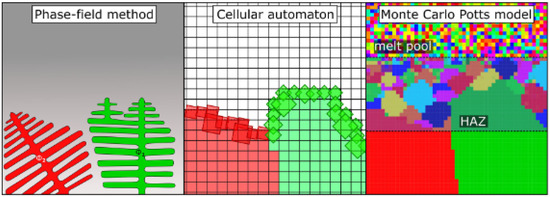
Figure 8.
Schematic of the different modeling approaches (Reprinted with permission from [144] 2020 © The Author(s)).
This section shows that the use of symmetry is inherent in the analysis because this involves looking for patterns. Support for the use of symmetry is determined by the desired properties or characteristics.
7. Synthesis and Conclusions
In the main part of the article, the current state of additive manufacturing of metals is reviewed by examining its classification and main applications. The exponential growth of studies related to additive manufacturing in the last ten years is noted, in addition to its constant relationship with symmetry, for which, as has been observed, interest has been constant over the years.
In line with the development of AM technology oriented to the manufacture of metal parts, one of the great advantages is the freedom of design. The incorporation of additive technologies has enabled a quantum leap in reducing weight and material usage in the manufacture of metal parts. Some of the technologies are better suited to this concept of lightweight parts, such as binder injection or powder bed fusion, whereas other technologies have greater restrictions when manufacturing parts with complex geometries, such as direct energy deposition. The design concept for additive manufacturing has become highly relevant in the industry and there are several applications with proven success. Within this concept, topological optimization is one of the main design optimization strategies for quality mass reduction in the final part. This concept moves the design away from general symmetric part solutions; thus, it is increasingly observed that optimization programs use symmetric constraints to add and maintain value in the part. Two intermediate uses of pre-fabrication symmetry that have been found are the use of symmetric samples to perform analysis of a given technology and to control pre-fabrication parameters (including comparison and selection of techniques); and the use of symmetric assumptions for programs that make fabrication predictions. These two intermediate steps in the process are provided by additive manufacturing and represent a great advantage over other manufacturing methods.
An issue related to the design of parts for additive manufacturing is the geometric shape of the deposited layer. It is of great importance to know the geometry of the layers that make up the final part in order to take the CAD design to the machine defining the CAM paths. In this sense, the symmetry of the layers manufactured by most technologies is clear and it is of general importance to have analytical models or numbers that allow us to have a knowledge of the geometry. Most models that deal with both the melt pool and the geometry of the layers take into account the symmetry assumption. This knowledge reduces the period of time between design and fabrication, thus facilitating the scheduling of the fabrication system (either with a dedicated machine or a robot).
On-machine monitoring for AM and, in particular, measurement of machine variables and specially dedicated sensors, i.e., measurement while the part is being built, is one of the most-researched topics. The attractiveness of in-process monitoring for AM lies in the possibility of detecting problems and controlling the correct part generation phase during the manufacturing process. This would allow controlled and optimized manufacturing, resulting in better process utilization by avoiding the occurrence of defective parts. In this sense, the use of symmetry in the form of hypotheses and symmetric constraints was found in monitoring programs.
In the last phase, the importance of the microstructure in the properties of the manufactured part (either by predictive or post-production control) should be emphasized. A homogeneous grain structure guarantees constant properties throughout the part, so it was observed that the search for and study of symmetry in this section plays a very important role. Depending on the processing of the metallic material, the crystalline structure changes, so the symmetry pattern is specific to each technique and material.
By way of synthesis, Figure 9 was prepared, complementing Figure 3 presented in Section 2.2 (which shows the search lines and the fields of application of symmetry) and showing the results of the uses of symmetry found throughout the literature review.
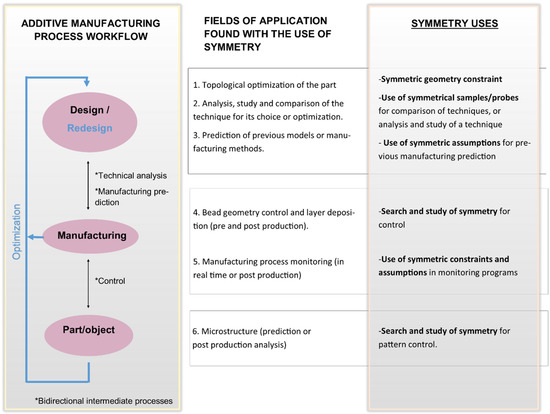
Figure 9.
Synthesis of the uses of symmetry found in workflow-ordered additive manufacturing of metals.
8. Challenges and Future Directions
The main limitations encountered in this study have mainly two origins. The first comprises limitations derived from the novelty of the technology itself; at this stage of the research, new materials and/or methods are being tested to make MAM a viable alternative, but in-depth studies of the implications of symmetry are in their early stages. The other limitation lies in the lack of knowledge of symmetry techniques that may be of great help in issues such as monitoring, quality inspection, and process control.
This paper reviews a large part of the work related to the topic of symmetry in MAM. It represents a reference document from which authors researching this topic can gather ideas with their colleagues and inspire new lines of work that bring together symmetry and additive manufacturing of metals.
Although an important effort has been made in the generation of standards that cover the industrial needs for the widespread use of MAM technology, these standards are subject to constant revision and growth given the novelty of the technology. New developments in existing standards may affect related research, both in relation to the geometry of the desired layers and the mechanical requirements affected by the crystallographic arrangement. This translates into the need for increased research for industrialization of the process, where techniques associated with symmetry can establish an important update to the current state-of-the-art research.
Research in the design of additive manufacturing parts and symmetry considerations is more active than ever, both for the construction of parts based on repeated morphologies and geometric constraints for their interaction with parts of conventional technologies. Regarding bead geometry and layer deposition, future lines should be directed towards knowing the process variables that ensure a controlled and known layer geometry for fast manufacturing. For this, we consider symmetry to be key.
The challenge of in-process monitoring for MAM is that the variety of technologies and the non-deterministic nature of the process make it difficult to select the variables to be measured and to fine-tune the algorithms. In this regard, both the importance of applying algorithms based on the mathematics of symmetry and the control of target variables, such as the geometry of the molten pool or the homogeneous distribution of temperatures, among others, should be investigated.
Finally, the main impact of symmetry on the microstructure of metallic AM materials is due to the anisotropy in the microstructure of the fabricated materials. Current approaches to control this effect are based on post-processing heat treatments (required in some AM technologies by default), or on mechanical actuation on the part during the process. After fabrication, the part/base plate assembly is removed and subjected to a heat treatment that determines the final mechanical properties and final metallographic construction of the material. The knowledge and optimization of manufacturing parameters, and the inclusion of techniques that allow time and post-processing to achieve a more globular and homogeneous crystalline structure, is one of the most important future directions of the technology.
Author Contributions
Conceptualization, V.U., F.V., T.B. and E.A.; investigation, V.U., A.S. and E.A.; project administration, A.S.; supervision, T.B.; writing—original draft, V.U., F.V. and E.A.; writing—review and editing, V.U., F.V., T.B., A.S. and E.A. All authors have read and agreed to the published version of the manuscript.
Funding
The authors are grateful to the Basque Government for funding the EDISON project, ELKARTEK 2022 (KK-2022/00070).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A Review of Topology Optimization for Additive Manufacturing: Status and Challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- General Electric GE Global Research. 3D Printing New Parts for Aircraft Engines; General Electric GE Global Research: Niskayuna, NY, USA, 2018. [Google Scholar]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive Manufacturing Techniques in Manufacturing-An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A Review of Mechanical Properties of Additively Manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid Metal Additive Manufacturing: A State-of-the-Art Review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive Manufacturing for Energy: A Review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- Jafferson, J.M.; Chatterjee, D. A Review on Polymeric Materials in Additive Manufacturing. Mater. Today Proc. 2021, 46, 1349–1365. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, X.; Shi, J. Additive Manufacturing of Zirconia Ceramics: A State-of-the-Art Review. J. Mater. Res. Technol. 2020, 9, 9029–9048. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Shi, G.; Guan, C.; Quan, D.; Wu, D.; Tang, L.; Gao, T. An Aerospace Bracket Designed by Thermo-Elastic Topology Optimization and Manufactured by Additive Manufacturing. Chin. J. Aeronaut. 2020, 33, 1252–1259. [Google Scholar] [CrossRef]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal Additive Manufacturing in the Commercial Aviation Industry: A Review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Delic, M.; Eyers, D.R. The Effect of Additive Manufacturing Adoption on Supply Chain Flexibility and Performance: An Empirical Analysis from the Automotive Industry. Int. J. Prod. Econ. 2020, 228, 107689. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.; Khosravi, F.; Neisiany, R.E.; Singh, S.; Ramakrishna, S. Future of Additive Manufacturing in Healthcare. Curr. Opin. Biomed. Eng. 2021, 17, 100255. [Google Scholar] [CrossRef]
- Ermakova, A.; Mehmanparast, A.; Ganguly, S. A Review of Present Status and Challenges of Using Additive Manufacturing Technology for Offshore Wind Applications. Procedia Struct. Integr. 2019, 17, 29–36. [Google Scholar] [CrossRef]
- Hao, B.; Lin, G. Additive Manufacturing Technology and Its Application in Die Manufacturing. IOP Conf. Ser. Earth Environ. Sci. 2021, 632, 22077. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive Manufacturing in Construction: A Review on Processes, Applications, and Digital Planning Methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Eyers, D.R.; Potter, A.T. Industrial Additive Manufacturing: A Manufacturing Systems Perspective. Comput. Ind. 2017, 92–93, 208–218. [Google Scholar] [CrossRef]
- ISO/ASTM ISO/ASTM 52900; Additive Manufacturing–General Principles–Terminology. ISO: Geneva, Switzerland, 2015.
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.G.; Lee, J.H.; Zhang, J. Additive Manufacturing of Metallic Materials: A Review. J. Mater. Eng. Perform. 2018, 27, 1–13. [Google Scholar] [CrossRef]
- Cook, P.S.; Murphy, A.B. Simulation of Melt Pool Behaviour during Additive Manufacturing: Underlying Physics and Progress. Addit. Manuf. 2020, 31, 100909. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A Review on Powder Bed Fusion Technology of Metal Additive Manufacturing. In Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Udroiu, R. Powder Bed Additive Manufacturing Systems and Its Applications. Acad. J. Manuf. Eng. 2012, 10, 122–129. [Google Scholar]
- Dev Singh, D.; Mahender, T.; Raji Reddy, A. Powder Bed Fusion Process: A Brief Review. Mater. Today Proc. 2020, 46, 350–355. [Google Scholar] [CrossRef]
- Karlsson, D.; Lindwall, G.; Lundbäck, A.; Amnebrink, M.; Boström, M.; Riekehr, L.; Schuisky, M.; Sahlberg, M.; Jansson, U. Binder Jetting of the AlCoCrFeNi Alloy. Addit. Manuf. 2019, 27, 72–79. [Google Scholar] [CrossRef]
- Kunchala, P.; Kappagantula, K. 3D Printing High Density Ceramics Using Binder Jetting with Nanoparticle Densifiers. Mater. Des. 2018, 155, 443–450. [Google Scholar] [CrossRef]
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal Binder Jetting Additive Manufacturing: A Literature Review. J. Manuf. Sci. Eng. 2020, 142, 090801. [Google Scholar] [CrossRef]
- Bhatt, P.M.; Kabir, A.M.; Peralta, M.; Bruck, H.A.; Gupta, S.K. A Robotic Cell for Performing Sheet Lamination-Based Additive Manufacturing. Addit. Manuf. 2019, 27, 278–289. [Google Scholar] [CrossRef]
- Uralde, V.; Suarez, A.; Aldalur, E.; Veiga, F.; Ballesteros, T. Wall Fabrication by Direct Energy Deposition (DED) Combining Mild Steel (ER70) and Stainless Steel (SS 316L): Microstructure and Mechanical Properties. Materials 2022, 15, 5828. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- Vimal, K.E.K.; Naveen Srinivas, M.; Rajak, S. Wire Arc Additive Manufacturing of Aluminium Alloys: A Review. Mater. Today Proc. 2020, 41, 1139–1145. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Wang, Q.; Qi, B.; Cong, B.; Yang, M. Output Characteristic and Arc Length Control of Pulsed Gas Metal Arc Welding Process. J. Manuf. Processes 2017, 29, 427–437. [Google Scholar] [CrossRef]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and Applications of 3D Printing for Novel Materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Kittel, J.; Gasser, A.; Wissenbach, K.; Zhong, C.; Schleifenbaum, J.H.; Palm, F.; Stief, P.; Dantan, J.; Etienne, A.; Siadat, A. Case Study on AM of an IN718 Aircraft Component Using the LMD Process Case Study a on AM of Aircraft Component Using the a, b LMD Process Airbus for Germany Identification Existing Products an Assembly Product Family New Metho. Procedia CIRP 2020, 94, 324–329. [Google Scholar] [CrossRef]
- Stawovy, M.T. Comparison of LCAC and PM Mo Deposited Using Sciaky EBAMTM. Int. J. Refract. Met. Hard Mater. 2018, 73, 162–167. [Google Scholar] [CrossRef]
- Suárez, A.; Aldalur, E.; Veiga, F.; Artaza, T.; Tabernero, I.; Lamikiz, A. Wire Arc Additive Manufacturing of an Aeronautic Fitting with Different Metal Alloys: From the Design to the Part. J. Manuf. Processes 2021, 64, 188–197. [Google Scholar] [CrossRef]
- Chen, D.; Chen, M.; Wu, C. Effects of Phase Difference on the Behavior of Arc and Weld Pool in Tandem P-GMAW. J. Mater. Proces. Technol. 2015, 225, 45–55. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal Additive Manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Christopher, G. Morris Academic Press Dictionary of Science and Technology; Gulf Professional Publishing: Houston, TX, USA, 1992. [Google Scholar]
- Savriama, Y.; Klingenberg, C.P. Beyond Bilateral Symmetry: Geometric Morphometric Methods for Any Type of Symmetry. BMC Evol. Biol. 2011, 11, 280. [Google Scholar] [CrossRef] [PubMed]
- Veiga, F.; Bhujangrao, T.; Suárez, A.; Aldalur, E.; Goenaga, I.; Gil-Hernandez, D. Validation of the Mechanical Behavior of an Aeronautical Fixing Turret Produced by a Design for Additive Manufacturing (DfAM). Polymers 2022, 14, 2177. [Google Scholar] [CrossRef]
- Prathyusha, A.L.R.; Raghu Babu, G. A Review on Additive Manufacturing and Topology Optimization Process for Weight Reduction Studies in Various Industrial Applications. Mater. Today Proc. 2022, 62, 109–117. [Google Scholar] [CrossRef]
- Luo, Y.; Sigmund, O.; Li, Q.; Liu, S. Topology Optimization of Structures with Infill-Supported Enclosed Voids for Additive Manufacturing. Addit. Manuf. 2022, 55, 102795. [Google Scholar] [CrossRef]
- Nirish, M.; Rajendra, R. Suitability of Metal Additive Manufacturing Processes for Part Topology Optimization–A Comparative Study. Mater. Today Proc. 2020, 27, 1601–1607. [Google Scholar] [CrossRef]
- Haveroth, G.A.; Thore, C.-J.; Correa, M.R.; Ausas, R.F.; Jakobsson, S.; Cuminato, J.A.; Klarbring, A. Topology Optimization Including a Model of the Layer-by-Layer Additive Manufacturing Process. Comput. Methods Appl. Mech. Eng. 2022, 398, 115203. [Google Scholar] [CrossRef]
- Wang, W.; Xia, Y. Topology Optimization Based Channel Design for Powder-Bed Additive Manufacturing. Addit. Manuf. 2022, 54, 102717. [Google Scholar] [CrossRef]
- Veiga, F.; Suárez, A.; Aldalur, E.; Goenaga, I.; Amondarain, J. Wire Arc Additive Manufacturing Process for Topologically Optimized Aeronautical Fixtures. 3D Print. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; Bhujangrao, T.; Aldalur, E. Study of the Mechanical Behavior of Topologically Optimized Arc Wire Direct Energy Deposition Aerospace Fixtures. J. Mater. Eng. Perform. 2022, 31, 6270–6282. [Google Scholar] [CrossRef]
- Berrocal, L.; Fernández, R.; González, S.; Periñán, A.; Tudela, S.; Vilanova, J.; Rubio, L.; Martín Márquez, J.M.; Guerrero, J.; Lasagni, F. Topology Optimization and Additive Manufacturing for Aerospace Components. Prog. Addit. Manuf. 2019, 4, 83–95. [Google Scholar] [CrossRef]
- Tsirogiannis, E.C.; Vosniakos, G.C. Redesign and Topology Optimization of an Industrial Robot Link for Additive Manufacturing. Facta Univ. Ser. Mech. Eng. 2019, 17, 415–424. [Google Scholar] [CrossRef]
- Tyflopoulos, E.; Steinert, M. A Comparative Study of the Application of Different Commercial Software for Topology Optimization. Appl. Sci. 2022, 12, 611. [Google Scholar] [CrossRef]
- Delissen, A.; Boots, E.; Laro, D.; Kleijnen, H.; van Keulen, F.; Langelaar, M. Realization and Assessment of Metal Additive Manufacturing and Topology Optimization for High-Precision Motion Systems. Addit. Manuf. 2022, 58, 103012. [Google Scholar] [CrossRef]
- Hällgren, S.; Pejryd, L.; Ekengren, J. (Re)Design for Additive Manufacturing. Procedia CIRP 2016, 50, 246–251. [Google Scholar] [CrossRef]
- Orzeł, B.; Stecuła, K. Comparison of 3D Printout Quality from FDM and MSLA Technology in Unit Production. Symmetry 2022, 14, 910. [Google Scholar] [CrossRef]
- Ueno, A.; Guo, H.; Takezawa, A.; Moritoyo, R.; Kitamura, M. Temperature Distribution Design Based on Variable Lattice Density Optimization and Metal Additive Manufacturing. Symmetry 2021, 13, 1194. [Google Scholar] [CrossRef]
- Francis, J.; Bian, L. Deep Learning for Distortion Prediction in Laser-Based Additive Manufacturing Using Big Data. Manuf. Lett. 2019, 20, 10–14. [Google Scholar] [CrossRef]
- di Angelo, L.; di Stefano, P.; Marzola, A. Surface Quality Prediction in FDM Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2017, 93, 3655–3662. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A.H.; Sang, H. Prediction of Porosity in Metal-Based Additive Manufacturing Using Spatial Gaussian Process Models. Addit. Manuf. 2016, 12, 282–290. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S. Modelling and Prediction of Surface Roughness in Wire Arc Additive Manufacturing Using Machine Learning. J. Intell. Manuf. 2022, 33, 1467–1482. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of Surface Roughness in Extrusion-Based Additive Manufacturing with Machine Learning. Robot. Comput.-Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Bader, C.; Oxman, N. Recursive Symmetries for Geometrically Complex and Materially Heterogeneous Additive Manufacturing. Comput.-Aided Des. 2016, 81, 39–47. [Google Scholar] [CrossRef]
- Baskoro, A.S.; Erwanto, E.; Winarto, W. Monitoring of Molten Pool Image during Pipe Welding in Gas Metal Arc Welding (GMAW) Using Machine Vision. In Proceedings of the 2011 International Conference on Advanced Computer Science and Information Systems, Jakarta, Indonesia, 17–18 December 2011; pp. 381–384. [Google Scholar]
- Murray, P.E. Selecting Parameters for GMAW Using Dimensional Analysis. Weld. J. 2002, 81, 125/S–131/S. [Google Scholar]
- Pinto-Lopera, J.; Motta, J.M.S.T.; Absi Alfaro, S. Real-Time Measurement of Width and Height of Weld Beads in GMAW Processes. Sensors 2016, 16, 1500. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G. Online Measurement of Bead Geometry in GMAW-Based Additive Manufacturing Using Passive Vision. Meas. Sci. Technol. 2013, 24, 115103. [Google Scholar] [CrossRef]
- Aldalur, E.; Veiga, F.; Suárez, A.; Bilbao, J.; Lamikiz, A. Analysis of the Wall Geometry with Different Strategies for High Deposition Wire Arc Additive Manufacturing of Mild Steel. Metals 2020, 10, 892. [Google Scholar] [CrossRef]
- Kolahan, F.; Heidari, M. A New Approach for Predicting and Optimizing Weld Bead Geometry in GMAW. Int. J. Mech. Syst. Sci. Eng. 2010, 2, 138–142. [Google Scholar]
- Xiong, J.; Zhang, G.; Hu, J.; Wu, L. Bead Geometry Prediction for Robotic GMAW-Based Rapid Manufacturing through a Neural Network and a Second-Order Regression Analysis. J. Intell. Manuf. 2014, 25, 157–163. [Google Scholar] [CrossRef]
- Karmuhilan, M.; Sood, A.K. Intelligent Process Model for Bead Geometry Prediction in WAAM. Mater. Today Proc. 2018, 5, 24005–24013. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; van Duin, S.; Larkin, N. Bead Modelling and Implementation of Adaptive MAT Path in Wire and Arc Additive Manufacturing. Robot. Comput.-Integr. Manuf. 2016, 39, 32–42. [Google Scholar] [CrossRef]
- Nagesh, D.S.; Datta, G.L. Prediction of Weld Bead Geometry and Penetration in Shielded Metal-Arc Welding Using Artificial Neural Networks. J. Mater. Process. Technol. 2002, 123, 303–312. [Google Scholar] [CrossRef]
- Kim, I.S.; Son, J.S.; Park, C.E.; Kim, I.J.; Kim, H.H. An Investigation into an Intelligent System for Predicting Bead Geometry in GMA Welding Process. J. Mater. Process. Technol. 2005, 159, 113–118. [Google Scholar] [CrossRef]
- Chan, B.; Pacey, J.; Bibby, M. Modelling Gas Metal Arc Weld Geometry Usingartificial Neural Network Technology. Can. Metall. Q. 1999, 38, 43–51. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G.; Gao, H.; Wu, L. Modeling of Bead Section Profile and Overlapping Beads with Experimental Validation for Robotic GMAW-Based Rapid Manufacturing. Robot. Comput.-Integr. Manuf. 2013, 29, 417–423. [Google Scholar] [CrossRef]
- Lostado Lorza, R.; Escribano García, R.; Fernandez Martinez, R.; Martínez Calvo, M. Using Genetic Algorithms with Multi-Objective Optimization to Adjust Finite Element Models of Welded Joints. Metals 2018, 8, 230. [Google Scholar] [CrossRef]
- Ding, D.; He, F.; Yuan, L.; Pan, Z.; Wang, L.; Ros, M. The First Step towards Intelligent Wire Arc Additive Manufacturing: An Automatic Bead Modelling System Using Machine Learning through Industrial Information Integration. J. Ind. Inf. Integr. 2021, 23, 100218. [Google Scholar] [CrossRef]
- Venkatarao, K. The Use of Teaching-Learning Based Optimization Technique for Optimizing Weld Bead Geometry as Well as Power Consumption in Additive Manufacturing. J. Clean. Prod. 2021, 279, 123891. [Google Scholar] [CrossRef]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of Wire and Arc Additive Manufacturing (WAAM) Process Parameters on Bead Geometry and Microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y.; Tian, H. Thermoelectric Cooling-Aided Bead Geometry Regulation in Wire and Arc-Based Additive Manufacturing of Thin-Walled Structures. Appl. Sci. 2018, 8, 207. [Google Scholar] [CrossRef]
- Sarathchandra, D.T.; Davidson, M.J.; Visvanathan, G. Parameters Effect on SS304 Beads Deposited by Wire Arc Additive Manufacturing. Mater. Manuf. Processes 2020, 35, 852–858. [Google Scholar] [CrossRef]
- Nguyen, L.; Buhl, J.; Bambach, M. Multi-bead Overlapping Models for Tool Path Generation in Wire-Arc Additive Manufacturing Processes. Procedia Manuf. 2020, 47, 1123–1128. [Google Scholar] [CrossRef]
- Terner, M.; Bayarsaikhan, T.-A.; Hong, H.-U.; Lee, J.-H. Influence of Gas Metal Arc Welding Parameters on the Bead Properties in Automatic Cladding. J. Weld. Join. 2017, 35, 16–25. [Google Scholar] [CrossRef][Green Version]
- Veiga, F.; Suárez, A.; Aldalur, E.; Bhujangrao, T. Effect of the Metal Transfer Mode on the Symmetry of Bead Geometry in WAAM Aluminum. Symmetry 2021, 13, 1245. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric Analysis of the Selective Laser Melting Process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Sun, J.; Yang, Y.; Wang, D. Parametric Optimization of Selective Laser Melting for Forming TI6AL4V Samples by Taguchi Method. Opt. Laser Technol. 2013, 49, 118–124. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Bertrand, P.; Smurov, I. Factor Analysis of Selective Laser Melting Process Parameters and Geometrical Characteristics of Synthesized Single Tracks. Rapid Prototyp. J. 2012, 18, 201–208. [Google Scholar] [CrossRef]
- Loh, L.-E.; Chua, C.-K.; Yeong, W.-Y.; Song, J.; Mapar, M. Numerical Investigation and an Effective Modelling on the Selective Laser Melting (SLM) Process with Aluminium Alloy 6061. Int. J. Heat Mass Transf. 2015, 80, 288–300. [Google Scholar] [CrossRef]
- Lott, P.; Schleifenbaum, H.; Meiners, W.; Wissenbach, K.; Hinke, C. Design of an Optical System for the in Situ Process Monitoring of Selective Laser Melting (SLM). Phys. Procedia 2011, 12, 683–690. [Google Scholar] [CrossRef]
- Tadamalle, A.; Reddy, Y.; Ramjee, E. Influence of Laser Welding Process Parameters on Weld Pool Geometry and Duty Cycle. Adv. Prod. Eng. Manag. 2013, 8, 52–60. [Google Scholar] [CrossRef][Green Version]
- Cus, F.; Zuperl, U.; Irgolic, T. Effects of Laser Cladding Parameters on Microstructure Properties and Surface Roughness of Graded Material. Proc. Manuf. Syst. 2015, 10, 77. [Google Scholar]
- Balu, P.; Leggett, P.; Kovacevic, R. Parametric Study on a Coaxial Multi-Material Powder Flow in Laser-Based Powder Deposition Process. J. Mater. Process. Technol. 2012, 212, 1598–1610. [Google Scholar] [CrossRef]
- Wang, L.; Felicelli, S. Analysis of Thermal Phenomena in LENSTM Deposition. Mater. Sci. Eng. A 2006, 435–436, 625–631. [Google Scholar] [CrossRef]
- Unocic, R.; du Pont, J. Process Efficiency Measurements in the Laser Engineered Net Shaping Process. Metall. Mater. Trans. B 2004, 35, 143–152. [Google Scholar] [CrossRef]
- Doumanidis, C.; Kwak, Y.-M. Geometry Modeling and Control by Infrared and Laser Sensing in Thermal Manufacturing with Material Deposition. J. Manuf. Sci. Eng. 2001, 123, 45–52. [Google Scholar] [CrossRef]
- Kleszczynski, S.; zur Jacobsmühlen, J.; Sehrt, J.; Witt, G. Error Detection in Laser Beam Melting Systems by High Resolution Imaging. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 6–8 August 2012. [Google Scholar]
- Chivel, Y.; Smurov, I. On-Line Temperature Monitoring in Selective Laser Sintering/Melting. Phys. Procedia 2010, 5, 515–521. [Google Scholar] [CrossRef]
- Doubenskaia, M.; Pavlov, M.; Chivel, Y. Optical System for On-Line Monitoring and Temperature Control in Selective Laser Melting Technology. In Key Engineering Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2010. [Google Scholar]
- Doubenskaia, M.A.; Zhirnov, I.V.; Teleshevskiy, V.I.; Bertrand, P.; Smurov, I.Y. Determination of True Temperature in Selective Laser Melting of Metal Powder Using Infrared Camera. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2015. [Google Scholar]
- Doubenskaia, M.; Pavlov, M.; Grigoriev, S.; Tikhonova, E.; Smurov, I. Comprehensive Optical Monitoring of Selective Laser Melting. J. Laser Micro Nanoeng. 2012, 7, 236–243. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Singer, R.F.; Körner, C. In Situ Flaw Detection by IR-imaging during Electron Beam Melting. Rapid Prototyp. J. 2012, 18, 259–263. [Google Scholar] [CrossRef]
- Cheng, B.; Price, S.; Lydon, J.; Cooper, K.; Chou, K. On Process Temperature in Powder-Bed Electron Beam Additive Manufacturing: Model Development and Validation. J. Manuf. Sci. Eng. 2014, 136, 061018. [Google Scholar] [CrossRef]
- Rodriguez, E.; Mireles, J.; Terrazas, C.A.; Espalin, D.; Perez, M.A. Approximation of Absolute Surface Temperature Measurements of Powder Bed Fusion Additive Manufacturing Technology Using in Situ Infrared Thermography. Addit. Manuf. 2015, 5, 31–39. [Google Scholar] [CrossRef]
- Rodriguez, E.; Medina, F.; Espalin, D.; Terrazas, C.; Muse, D. Integration of a Thermal Imaging Feedback Control System in Electron Beam Melting. In 2012 International Solid Freeform Fabrication Symposium; The University of Texas at Austin: Austin, TX, USA, 2012. [Google Scholar]
- Bi, G.; Sun, C.; Gasser, A. Study on Influential Factors for Process Monitoring and Control in Laser Aided Additive Manufacturing. J. Mater. Process. Technol. 2013, 213, 463–468. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A.; Wissenbach, K.; Drenker, A.; Poprawe, R. Investigation on the Direct Laser Metallic Powder Deposition Process via Temperature Measurement. Appl. Surf. Sci. 2006, 253, 1411–1416. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A.; Wissenbach, K.; Drenker, A.; Poprawe, R. Identification and Qualification of Temperature Signal for Monitoring and Control in Laser Cladding. Opt. Lasers Eng. 2006, 44, 1348–1359. [Google Scholar] [CrossRef]
- Hua, T.; Jing, C.; Xin, L.; Fengying, Z.; Weidong, H. Research on Molten Pool Temperature in the Process of Laser Rapid Forming. J. Mater. Process. Technol. 2008, 198, 454–462. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.B.; Fu, F. Mechanisms and Characteristics of Spatter Generation in SLM Processing and Its Effect on the Properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Abdelrahman, M.; Reutzel, E.W.; Nassar, A.R. Flaw Detection in Powder Bed Fusion Using Optical Imaging. Addit. Manuf. 2017, 15, 1–11. [Google Scholar] [CrossRef]
- Foster, B.K.; Reutzel, E.W.; Nassar, A.R.; Dickman, C.J.; Hall, B.T. A Brief Survey of Sensing for Metal-Based Powder Bed Fusion Additive Manufacturing. In Proceedings of the SPIE Sensing Technology + Applications, Baltimore, MD, USA, 21–23 April 2015. [Google Scholar]
- Colodrón, P.; Fariña, J.; Rodríguez-Andina, J.J.; Vidal, F.; Mato, J.L. Performance Improvement of a Laser Cladding System through FPGA-Based Control. In Proceedings of the 37th Annual Conference on IEEE Industrial Electronics Society, Melbourne, VIC, Australia, 7–10 November 2011. [Google Scholar]
- Hu, D.; Mei, H.; Kovacevic, R. Improving Solid Freeform Fabrication by Laser-Based Additive Manufacturing. Poceedings Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 1253–1264. [Google Scholar] [CrossRef]
- Hu, D.; Kovacevic, R. Sensing, Modeling and Control for Laser-Based Additive Manufacturing. Int. J. Mach. Tools Manuf. 2003, 43, 51–60. [Google Scholar] [CrossRef]
- Moralejo, S.; Penaranda, X.; Nieto, S.; Barrios, A.; Arrizubieta, I. A Feedforward Controller for Tuning Laser Cladding Melt Pool Geometry in Real Time. Int. J. Adv. Manuf. Technol. 2016, 89, 821–831. [Google Scholar] [CrossRef]
- Karnati, S.; Matta, N.; Sparks, T.; Liou, F. Vision-Based Process Monitoring for Laser Metal Deposition Processes. In Proceedings of the 24th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A. Real-Time Control of Microstructure in Laser Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2016, 82, 1173–1186. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of Real-Time Cooling Rate on Microstructure in Laser Additive Manufacturing. J. Mater. Process. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]
- Huang, C.; Wang, G.; Song, H.; Li, R.; Zhang, H. Rapid Surface Defects Detection in Wire and Arc Additive Manufacturing Based on Laser Profilometer. Measurement 2022, 189, 110503. [Google Scholar] [CrossRef]
- Kline, D.J.; Grapes, M.D.; Chavez Morales, R.; Egan, G.C.; Sain, J.D.; Doorenbos, Z.D.; Fletcher, H.E.; Avalos, E.A.; English, B.M.; Eliasson, V.; et al. In Situ Laser Profilometry for Material Segmentation and Digital Reconstruction of a Multicomponent Additively Manufactured Part. Addit. Manuf. 2022, 56, 102896. [Google Scholar] [CrossRef]
- Iqbal, A.; Mahmood, T.; Ali, Z.; Riaz, M. On Enhanced GLM-Based Monitoring: An Application to Additive Manufacturing Process. Symmetry 2022, 14, 122. [Google Scholar] [CrossRef]
- Veiga, F.; Suarez, A.; Aldalur, E.; Artaza, T. Wire Arc Additive Manufacturing of Invar Parts: Bead Geometry and Melt Pool Monitoring. Measurement 2022, 189, 110452. [Google Scholar] [CrossRef]
- American Society for Metals. Metallography and Microstructures, 9th ed.; Materials Park: Chardon, OH, USA, 1995. [Google Scholar]
- Yu, H.Z.; Mishra, R.S. Additive Friction Stir Deposition: A Deformation Processing Route to Metal Additive Manufacturing. Mater. Res. Lett. 2021, 9, 71–83. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Mercelis, P.; van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding Mechanisms in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef]
- David, S.A.; Vitek, J.M. Correlation between Solidification Parameters and Weld Microstructures. Int. Mater. Rev. 1989, 34, 213–245. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Fertig, R., III. Uncorrelated Volume Element for Stochastic Modeling of Microstructures Based on Local Fiber Volume Fraction Variation. Compos. Sci. Technol. 2015, 117, 191–198. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Barsotti, E.; Leonhardt, D.; Fertig III, R. Characterization, Synthetic Generation, and Statistical Equivalence of Composite Microstructures. J. Compos. Mater. 2016, 51, 1817–1829. [Google Scholar] [CrossRef]
- Liu, P.; Yan, Y.; Zhang, X.; Luo, Y.; Kang, Z. Topological Design of Microstructures Using Periodic Material-Field Series-Expansion and Gradient-Free Optimization Algorithm. Mater. Des. 2021, 199, 109437. [Google Scholar] [CrossRef]
- Liu, K.C.; Ghoshal, A. Inherent Symmetry and Microstructure Ambiguity in Micromechanics. Compos. Struct. 2014, 108, 311–318. [Google Scholar] [CrossRef]
- McCabe, R.J.; Richards, A.W.; Coughlin, D.R.; Clarke, K.D.; Beyerlein, I.J.; Knezevic, M. Microstructure Effects on the Recrystallization of Low-Symmetry Alpha-Uranium. J. Nucl. Mater. 2015, 465, 189–195. [Google Scholar] [CrossRef]
- Diana, V.; Bacigalupo, A.; Lepidi, M.; Gambarotta, L. Anisotropic Peridynamics for Homogenized Microstructured Materials. Comput. Methods Appl. Mech. Eng. 2022, 392, 114704. [Google Scholar] [CrossRef]
- Qi, X.; Yu, Y.; Xu, X.; Wang, J.; Zhang, F.; Zhu, B.; He, J.; Chao, X.; Yang, Z.; Wu, D. Enhanced Thermoelectric Performance in GeTe-Sb2Te3 Pseudo-Binary via Lattice Symmetry Regulation and Microstructure Stabilization. Mater. Today Phys. 2021, 21, 100507. [Google Scholar] [CrossRef]
- Li, X.; Liang, Z.; Li, J.; Cheng, F.; He, J.; Zhang, C.; Li, J.; Liu, F.; Lyu, T.; Ge, B.; et al. Crystal Symmetry Enables High Thermoelectric Performance of Rhombohedral GeSe(MnCdTe2)x. Nano Energy 2022, 100, 107434. [Google Scholar] [CrossRef]
- Larsson, A.-K.; Withers, R.L.; Perez-Mato, J.M.; Fitz Gerald, J.D.; Saines, P.J.; Kennedy, B.J.; Liu, Y. On the Microstructure and Symmetry of Apparently Hexagonal BaAl2O4. J. Solid State Chem. 2008, 181, 1816–1823. [Google Scholar] [CrossRef]
- Cui, C.; Zhang, W.; Chen, W.; He, J.; Chen, X.; Hou, J. Microstructure, Texture Evolution and Yield Strength Symmetry Improvement of as-Extruded ZK60 Mg Alloy via Multi-Directional Impact Forging. J. Magnes. Alloys, 2021; in press. [Google Scholar] [CrossRef]
- Li, J.; Liu, K.; Yuan, X.; Shan, F.; Zhang, B.; Wang, Z.; Xu, W.; Zhang, Z.; An, X. Microstructures Evolution and Physical Properties of Laser Induced NbC Modified Nanocrystalline Composites. Phys. E Low-Dimens. Syst. Nanostruct. 2017, 94, 1–6. [Google Scholar] [CrossRef]
- Li, J.; Craeghs, W.; Jing, C.; Gong, S.; Shan, F. Microstructure and Physical Performance of Laser-Induction Nanocrystals Modified High-Entropy Alloy Composites on Titanium Alloy. Mater. Des. 2017, 117, 363–370. [Google Scholar] [CrossRef]
- Körner, C.; Körner, K.; Markl, M.; Koepf, J.A. Modeling and Simulation of Microstructure Evolution for Additive Manufacturing of Metals: A Critical Review. Metall. Mater. Trans. A 2017, 51, 4970–4983. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).