1. Introduction
A recent increase in oil and gas activity in the Delaware Basin in south-eastern New Mexico (NM) is expected to generate large volumes of produced water (PW). Based on figures provided by the Oil Conservation Division (OCD) of the New Mexico Energy, Minerals and Natural Resources Department, Veil [
1] reported that in 2017 approximately 880 million barrels of PW was generated in New Mexico. Approximately 50% of the generated PW was managed by injection into salt water disposal (SWD) wells, 40% was used for enhanced oil recovery and 10% was reused within the O&G industry. ExxonMobil, through its subsidiary XTO, is one of the major operators in the Delaware Basin and has a goal of maximizing reuse of PW in on-going operations, which serves to limit the use of fresh water in its operations and reduce PW sent to disposal. To enable maximum reuse, XTO is building an extensive network of pipelines and storage ponds in its area of operations and uses service providers to treat raw PW to a specification suitable for reuse in on-going hydraulic fracturing operations (see
Supplemental Information (SI) for typical reuse quality requirements). Briefly, raw PW is treated to reduce/remove oil and grease, total suspended solids (TSS) and iron with pH adjustment within a range of 6 to 8 SU (standard units). Additionally, and as needed, an oxidant (typically chlorine) is added to provide a high enough redox potential in the treated PW to control biological growth and reduce H
2S to non-detect levels. Treated PW is then stored in dedicated storage ponds and reused as/when necessary.
In addition to the above PW management practices, there has been an increased interest in using desalinated PW for beneficial purposes in the State of New Mexico; such beneficial uses envisage potential applications outside the O&G industry. In 2018, the United States Environmental Protection Agency (US EPA) signed a memorandum of understanding with the State of New Mexico; its stated purpose was “to embark on a state and federal effort to clarify the existing regulatory and permitting frameworks related to the way PW can be re-used, recycled and renewed for purposes in New Mexico [
2].” New Mexico is considered an arid state and receives just 15 inches of rainfall per year, and even though a recent study concluded that availability of desalinated PW will not meaningfully alter regional water scarcity [
3], there still exists substantial support for initiatives to determine if beneficial use can augment the state’s scarce water resources. Depending on the intended beneficial use, PW will have to be treated to an appropriate specification. For reuse in on-going operations, where treated PW does not enter the environment, minimal treatment as noted above is sufficient. However, for other beneficial uses such as irrigation or surface discharge, it is likely that PW will require desalination and post-desalination polishing treatment to meet a stricter specification.
Unconventional operations typically produce water in two phases. An initial high rate of water, termed flowback, is primarily composed of injected fracturing fluid returning to the surface. After this initial high rate which can last from a few days to weeks, water that returns to the surface is termed PW. Flowback and PW are typically not segregated, and PW storage facilities usually contain PW that is commingled with flowback water. Therefore, for purposes of this study, no distinction is drawn between these two types of water produced from unconventional wells.
Produced water contains a range of constituents, both organic and inorganic and these constituents may have their origin in un-transformed oil field chemicals used in drilling and fracturing, transformation products of these oil field chemicals or naturally originate from the formation itself. Of the inorganic constituents, the predominant ions found in most unconventional PWs are sodium (Na) and chloride (Cl) with lower concentrations of other major ions—cations such as calcium (Ca), magnesium (Mg), iron (Fe), manganese (Mn), aluminum (Al) and potassium (K) and anions such as sulfate (SO
42−), fluoride (F), bicarbonate (HCO
3−), and phosphate (PO
43−) commonly present in ground and surface waters. Additionally, PWs have been reported to contain ions that are not commonly found in ground/surface waters or are present at elevated concentrations not typical of ground/surface waters. These include cations such as barium (Ba), lead (Pb), lithium (Li), radium (Ra), strontium (Sr) and zinc (Zn), and anions such as bromide (Br) and iodide (I). Other inorganics found in PW include neutral compounds such as silica (SiO
2) and boron (B(OH)
3) and dissolved gases such as ammonia (NH
3) and hydrogen sulfide (H
2S) [
4,
5,
6,
7,
8].
A wide range of volatile (VOC), semi-volatile (sVOC) and non-volatile (nVOC) organic compounds have been reported in unconventional flowback and/or PW. Among oilfield chemicals, the presence of surfactants, alcohols and biocides have been reported in literature [
6,
9,
10,
11,
12]. The presence of aliphatic acids, aldehydes, ketones, some alcohols and halogenated organic compounds is generally attributed to transformation products [
6,
13]. Other organic compounds reported to be found in unconventional PWs include benzene, toluene, ethylbenzene and xylene (BTEX), diesel range organics (DRO), and parent and alkyl-substituted aromatics [
7,
9,
10,
11,
12,
14,
15].
Unconventional PWs are often associated with evaporite salt deposits, which are preferentially enriched in highly soluble ions such as Br, I and Li when compared with their concentration in seawater. Consequently, formation water in contact with these evaporite deposits also show such preferential enrichment, which can be a benefit as well as a risk. If extracted from PW (raw or post-desalination residual brine), Br, I and Li have commercial value. However, in the presence of oxidants such as chlorine, Br and I form halogenated acids (HOBr and HIBr), which can react with organics in PW to form brominated and iodinated organic compounds [
13,
16,
17,
18,
19,
20]. These Br- and I-containing organics may partition into desalination products such as distillate and/or contaminate salts intended for beneficial use. If present in beneficially used distillate and/or salt, Br and I can also be incorporated into organic compounds post-release into the environment (such as discharge of distillate to a surface stream or use of salt for road de-icing). These halogenated organics are stated to be two to three orders of magnitude more cytotoxic and genotoxic than their chlorinated analogs [
21,
22,
23] with reported adverse health impacts observed at the sub µg/L levels. While the generation of halogenated organics has generally been attributed to abiotic reactions, Almaraz, et al. [
14] recently reported the formation of substantial concentrations of trihalomethanes (THMs, ~4000 microgram per litre (µg/L)) during biological treatment of PW from the Denver-Julesburg (DJ) basin in Colorado. PWs from this basin, however, are much lower in total dissolved solids (TDS, ~15,000 milligram per litre (mg/L)) compared to the Delaware Basin in NM (>200,000 mg/L) or the Marcellus Basin in PA (>300,000 mg/L) [
24]. It is not known if the microbial community responsible for the biotic formation of THMs in the DJ basin can survive in a much higher TDS environment characteristic of PWs in the Delaware Basin and generate Br- and I-organic compounds. It should also be noted that halogenated organic compounds are generally hydrophobic and, therefore, should be amenable to efficient removal from either raw or desalinated PW using available treatment technologies such as air/steam stripping and granular activated carbon (GAC) adsorption.
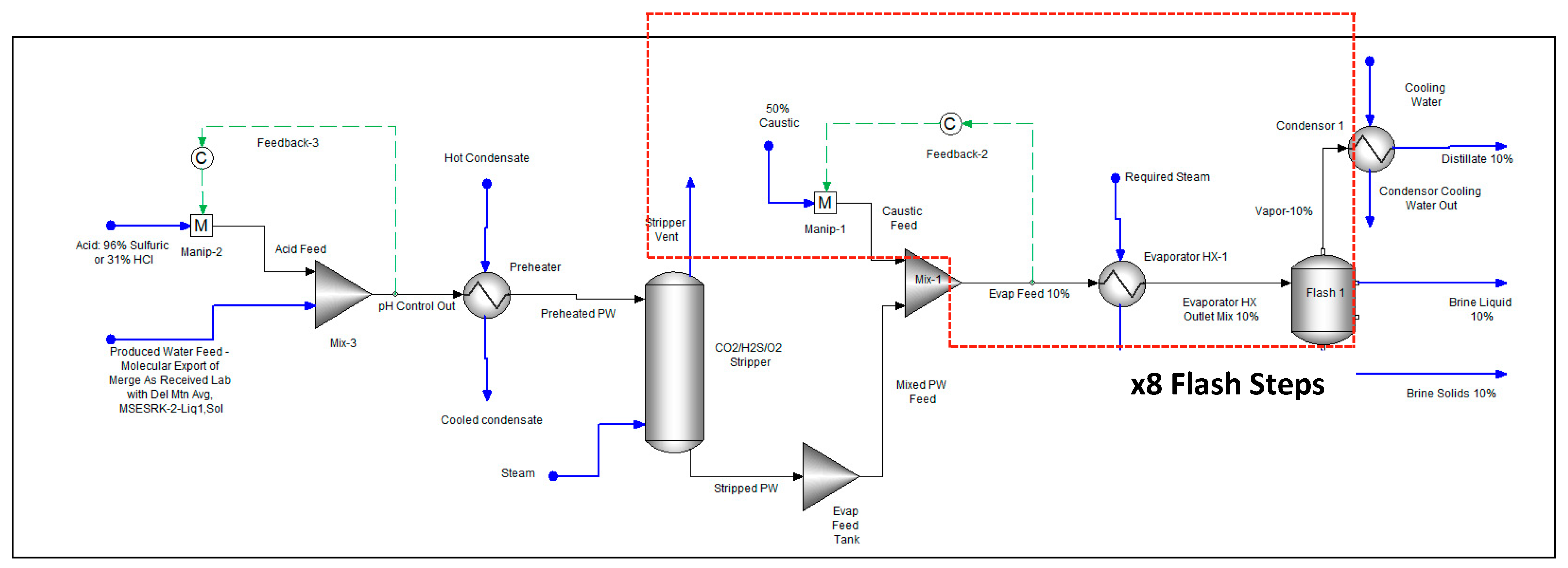
For the purposes of this study, the authors reviewed currently available desalination technologies capable treating PWs with TDS in the range of 200,000 to 250,000 mg/L. While several technologies such as membrane distillation (MD) are being developed for high-TDS PW treatment, currently only thermal technologies such as evaporation and crystallization are able to treat such high TDS waters at scale. For most Delaware PWs, the TDS is already too high for treatment using an evaporator; typically, the reject brine from an evaporator has a TDS of approximately 220,000 mg/L. Therefore, crystallization was selected as the preferred desalination technology, and modelling and laboratory studies were performed to understand partitioning behaviour and mass balance distributions of PW constituents in distillate, brine and salt streams resulting from this process.
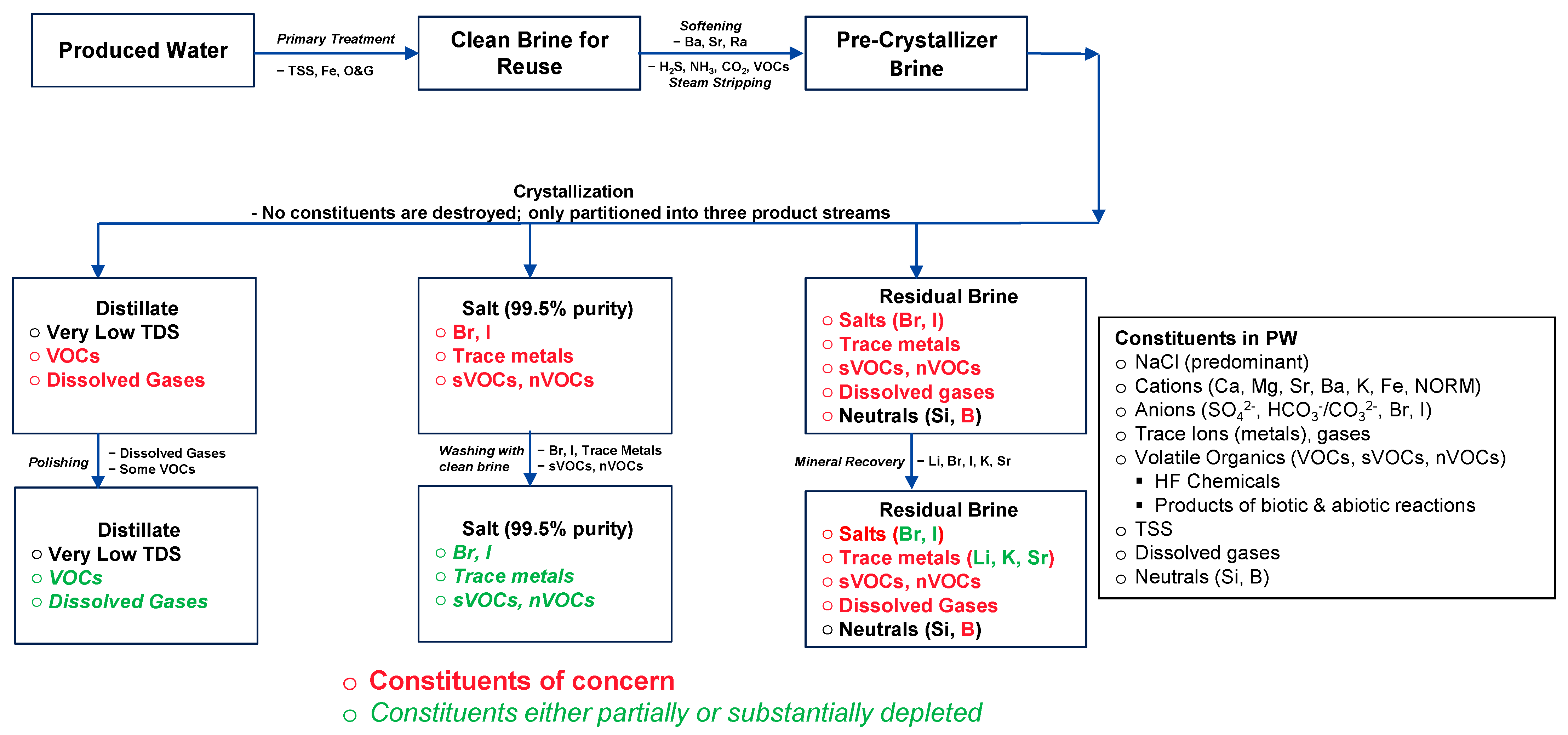
A conceptual illustration of constituents partitioning into product and waste streams upon thermal desalination and potential follow-on polishing steps to remove impurities is shown in
Figure 1. PW typically undergoes primary treatment for the removal of oil and grease, suspended solids (TSS) and iron (Fe). Additionally, dissolved gases such as hydrogen sulfide (H
2S) can be oxidized via the addition of an oxidant such as chlorine, which also serves to increase the redox potential of treated PW for bacterial control. Usually, this minimal treatment, often termed “floc and drop” in industry parlance is sufficient for its reuse in on-going operations. Depending on PW quality, additional softening treatment may be required to remove easily scaled/precipitated or sparingly soluble ions such as barium (Ba) and strontium (Sr) via the addition of a sulfate source (typically, sodium sulfate (Na
2SO
4)). Radium (Ra), if present, is readily co-precipitated with Ba. Concerns related to corrosion and/or carbonate scaling in the crystallizer may also trigger the use of a steam stripping step (not shown in
Figure 1) where the pH of PW is typically lowered to ~4.0 followed by the addition of steam. A small amount (typically <1%) of PW does evaporate along with volatile organics. Depending on pH, dissolved gases such as H
2S, NH
3, CO
2 (alkalinity) may also be removed. After readjusting the pH to ~6.5, the pretreated PW is ready to be sent to a crystallizer. The illustration in
Figure 1 shows a residual brine, which is usually unavoidable if a pure sodium chloride (NaCl) salt is desired. However, a crystallizer can also be run in a zero-liquid discharge mode, where almost all of the water is evaporated to generate a mixed salt, which has no commercial value.
Typically, the desalinated PW or the distillate has low TDS comprising trace concentrations of inorganic ions, organic compounds and potentially any unstripped gas(es). Organics present in the distillate can be due to unstripped VOCs and potentially carryover of entrained liquid (mist) along with the water vapor. Although mist eliminators are utilized to capture entrained liquid, these are not always 100% efficient and some carryover of entrained liquid into the distillate usually occurs. Such a carryover can result in an increase in TDS of the distillate.
In summary, unconventional oil and gas development in the Delaware Basin in New Mexico (NM) is expected to generate large quantities of PW in future decades. Currently, PW is managed by either injection into SWD wells or treatment followed by reuse in on-going operations. However, should either option face constraints, beneficial use of desalinated PW is being proposed as a potential alternative for managing excess PW. Additional drivers for beneficial use include alleviating regional water scarcity through surface discharge of desalinated water and/or using it to meet the local freshwater demand, thereby conserving fresh water resources. PW contains various inorganic and organic constituents that can potentially have an adverse impact, if released untreated into the environment. To develop a better understanding of the risks that could impede beneficial use, two foundational studies are required: (1) characterization of constituents in untreated PW and (2) an understanding of how/where these constituents partition into product (i.e., distillate and recovered salts) and waste streams (i.e., residual brine) post-desalination. To date, there have been numerous studies focused on understanding the composition of untreated PW. However, the partitioning behavior of PW constituents upon desalination has not been systematically characterized. The objective of this study was to address this critical data gap.
Specific tasks associated with the study of the partitioning behavior of PW constituents during crystallization are noted below.
Develop a representative Delaware Basin PW quality for OLI simulation;
Develop a conceptual crystallization process using OLI to provide an insight into the theoretical partitioning behavior and mass balance distribution of critical PW constituents;
Perform bench-scale laboratory testing to verify predicted partitioning behavior of various major and trace ions, identifiable organics, characterize solids formation, evaluate potential for extraction of valuable elements (Li, Br, and I), and validate the OLI model.
Note that while this paper describes the partitioning behavior of PW constituents upon crystallization, the methodology/approach described in this paper can be adapted to other desalination technologies and differing PW qualities from other unconventional basins as well.
3. Results & Discussion
3.1. Steam Stripping
Of the carboxylic acids analyzed, PW contained detectable concentrations of acetic and propionic acid at 44.6 and 2.1 mg/L, respectively, and steam stripping resulted in the transport of approximately 1 and 14% of the mass of these two acids into the condensed distillate (hereafter referred to as 1% distillate). Consequently, the concentration of acetic acid in the 1% brine was unchanged while the concentration of propionic acid was proportionately reduced (see
Table 4). OLI also predicted low acetate removal during steam stripping. Concentration of BTEX in PW and the residual brine was below detection (<10 ppm) while the 1% distillate contained BTEX at the detection limit of 10 mg/L. Therefore, no definitive conclusion can be drawn with regards to BTEX stripping from PW based on the laboratory data. OLI simulations predicted steam stripping to be very efficient at removing hydrocarbons (across a range of volatility), with typical simulation efficiencies ≥99% except for semi-volatile compound, phenanthrene, which was removed at approximately 97% (
Table 4). Condensate from the steam stripping can be managed by combining it with residual brine (at the end of desalination) and disposal via SWD or it can be evaporated to dryness and disposed as a solid waste.
3.2. Na and Cl Partitioning
Sodium and chloride are the most significant contributors to the TDS in PW.
Table 1 shows that the TDS of PW used in this study was approximately 254,000 ppm. Chloride and sodium concentrations were approximately 134,000 ppm and 60,000 ppm, respectively, contributing 75% of the measured TDS. The partitioning behavior of sodium and chloride during evaporation is therefore expected to have a major impact on process design and operation. Partitioning of chloride, specifically, is a critical factor when selecting materials of construction due to high corrosivity of the residual brine due to elevated Cl concentration. Laboratory measured average Na and Cl concentration in distillate were very low at 4.0 ± 7.5 and 0.7 ± 0.3 mg/L, respectively. OLI predicted somewhat higher average Na and Cl concentrations of 5.1 and 14.9 mg/L, respectively (see
SI, Figure S2), which includes mist carryover assumed in the OLI model. Generally, OLI predictions for ion concentrations in distillate tended to be somewhat higher than laboratory measured concentrations, suggesting that the assumed mist carryover was higher than actual carryover in the laboratory tests.
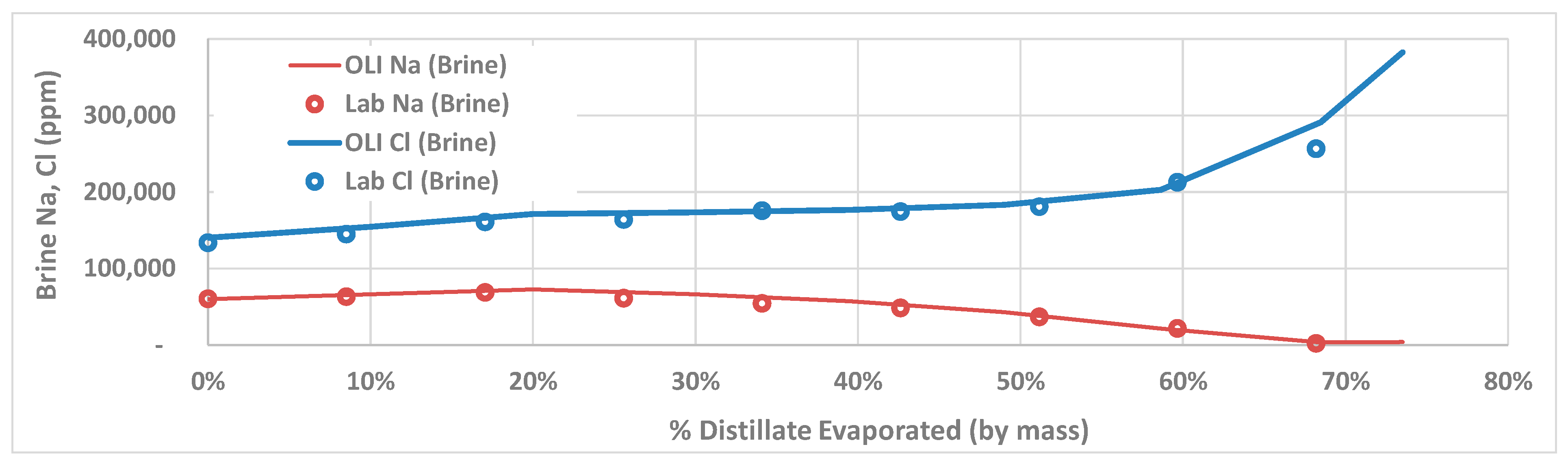
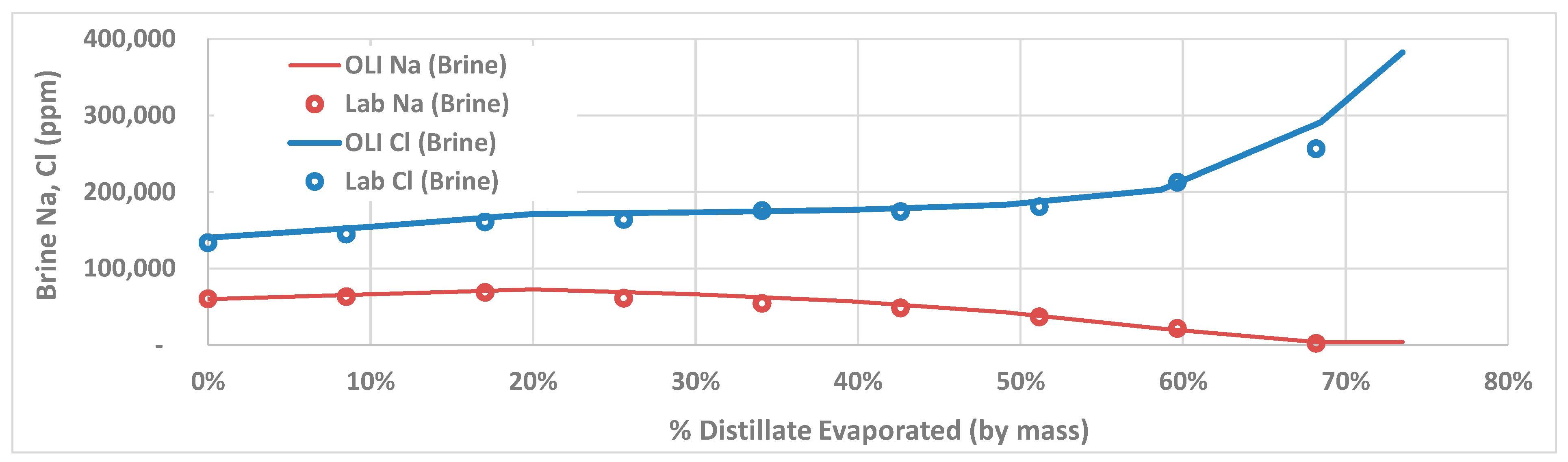
While distillate concentrations of various ions/organic species are expressed in mg/L (mass/volume) units, the density of brine changes constantly as water is evaporated. Therefore, brine concentrations are more appropriately expressed in mass units (ppm).
Figure 4 shows the concentrations of sodium and chloride in the residual brine, which is steadily reduced in volume as more water is evaporated. Chloride is in stoichiometric excess compared with sodium in this PW and its concentration holds constant from about 20% to 50% distillate evaporation by mass, indicating NaCl saturation in this range. Because sodium is the limiting ion, its concentration steadily decreases in this range eventually approaching very low (near-zero) values. Once sodium is nearly depleted in the brine (~70% distillate evaporated by mass), the remaining chloride begins forming salts with calcium and magnesium (CaCl
2 and MgCl
2). OLI prediction of Na and Cl concentration in residual brine were in excellent agreement with laboratory measured values.
Note that although the chloride concentration holds relatively constant in 20–50% evaporation (by mass) range, the total mass of chloride (lb/d) in the residual brine liquid decreases steadily as water is evaporated and chloride gets incorporated into NaCl solids which precipitate out of solution. Laboratory measured mass flows of sodium and chloride, associated with a PW flow of 500,000 bbl/d, in distillate, brine and salt are shown in
Table 5. Note that both Na and Cl are conservative, and therefore, the total mass of Na (or Cl) in lb/d at any given evaporation stage should be equal. However, variation in analytical data at very high TDS concentrations typically introduced a measurement error of ±15%. As seen in
Table 5 and given that Na is the limiting ion for NaCl formation, almost all of the Na partitions into the salt produced by the 68.2% evaporation point by mass whereas approximately 27% of the Cl is still residual in the brine at this stage. The partitioning data therefore showed that past the point of complete NaCl precipitation, there is sufficient chloride left in the brine to form Ca and Mg salts of chloride. Given the high accuracy of prediction, OLI simulations can, therefore, be utilized to accurate model desalination and partitioning of inorganics to generate pure salt fractions from PW.
3.3. Partitioning of Other Major and Trace Ions
In the laboratory tests, concentrations of calcium (Ca), magnesium (Mg), barium (Ba), strontium (Sr), potassium (K), boron (B), and sulfate (SO
42−) were usually less than 1 mg/L in the distillate (see
Supplementary Materials for concentrations). As with Na and Cl, OLI simulation tended to over-predict the concentration of these ions in the low-TDS distillate stream, likely due to overestimating mist carryover in the process model. Concentrations of Ca, Mg, Ba, Sr, K, B and sulfate in remaining brine are also shown in the
Supplementary Materials Section and OLI predictions were generally in good agreement with laboratory measured values up to approximately 68.2% evaporation by mass. Beyond this point, predictions for Mg and K were significantly lower than OLI prediction, possibly indicating the removal of these ions by incorporation into precipitated salts.
3.4. Partitioning of Total Dissolved Solids (TDS)
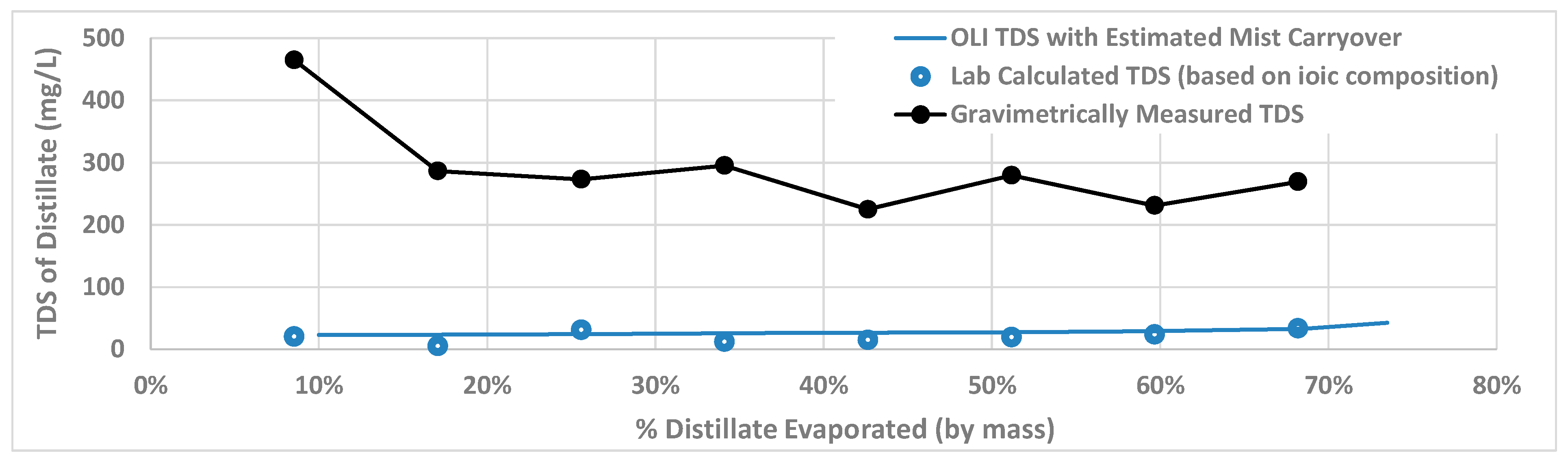
TDS in the distillate at various stages of evaporation is shown in
Figure 5. Three different TDS values are represented here: (1) OLI TDS—TDS provided by OLI simulation based on input values of various inorganic ions and known organics, (2) laboratory calculated TDS—TDS calculated based on measured concentrations of ions in solution and finally (3) laboratory gravimetric TDS—TDS measured by gravimetic analysis; the gravimetric TDS value also includes any unknown inorganics and organics that partition into the distillate.
TDS estimated by OLI agreed closely with TDS based on measured ionic constituents in the distillate. In both cases, the TDS was typically less than 30 mg/L. However, when the TDS of the distillate was measured gravimetrically, it was typically at least 10 times higher than that predicted by OLI or estimated based on composition of known/analyzed ions.
When alkalinity ions (CO
32− and HCO
3−) were excluded, a comparison of the cation-anion balance in the distillate showed good agreement (
Supplementary Materials Figure S10a). Excluding alkalinity ions can be justified given that OLI prediction indicated nearly complete stripping of CO
2 (see
Table 4) and possible interference of organic acids and surfactants during alkalinity analysis. Further, given that the distillate samples were not isolated from the atmosphere, absorption of CO
2 into the distillate could have also resulted in a false positive for alkalinity.
Therefore, given the good agreement between cations-anions in the distillate, possible reasons for higher gravimetric TDS in the distillate could be the presence of organics (possibly surfactants based on observed foaming during laboratory experiments), carryover of neutral species and ammonia (which not analyzed or included in the OLI simulation).
Figure 6 shows the TDS of the residual brine liquid phase over the range of distillate evaporated on a mass basis. Ideally, all three curves should have provided close agreement. However, the laboratory results of gravimetric TDS showed consistently higher values than predicted by OLI or based on analyzed species in brine. A comparison of the cation–anion balance in the brine showed good agreement (
Supplementary Materials Figure S10b). Possible reasons for higher TDS in gravimetric tests include the presence of neutral species (such as B and Si), dissolved gases such as ammonia (poorly stripped due to presence as ammonium ion) and/or unstripped organic compounds.
Both the OLI simulation and the laboratory data showed that the TDS of the brine liquid initially increased up to approximately 20% evaporation. In this range, OLI predicted the precipitation of sparingly soluble sulfate salts—CaSO
4 (gypsum) and SrSO
4 (celestite). In the range of 25% to 60%, the TDS stayed relatively constant indicating NaCl saturation as it precipitated out of solution. As evaporation progressed beyond 60%, water fraction in the residual brine decreased to low levels with very high TDS. At very high TDS, the number of iterations necessary to reach convergence in each calculation block of OLI can exceed user-set limits or result in calculation loops that do not converge to the required accuracy. This can result in excessive simulation run times or termination of the simulation run due to a non-convergence error. For this PW, it was determined that OLI simulation runs were unable to converge (provide a reliable mass balance) above 73.5 mass % distillate. Laboratory tests showed the evaporation limit to be 68.2 mass % distillate produced (80% by volume). When evaporation was increased further to 90% distillate by volume, the residual brine became a wetted but non-fluid white solid that had insufficient remaining liquid available for analysis (see
Figure 7). In actual desalination operation, this wetted solid mixture would not be pumpable, indicating a practical limit of approximately 80% evaporation (or distillate recovered) by volume.
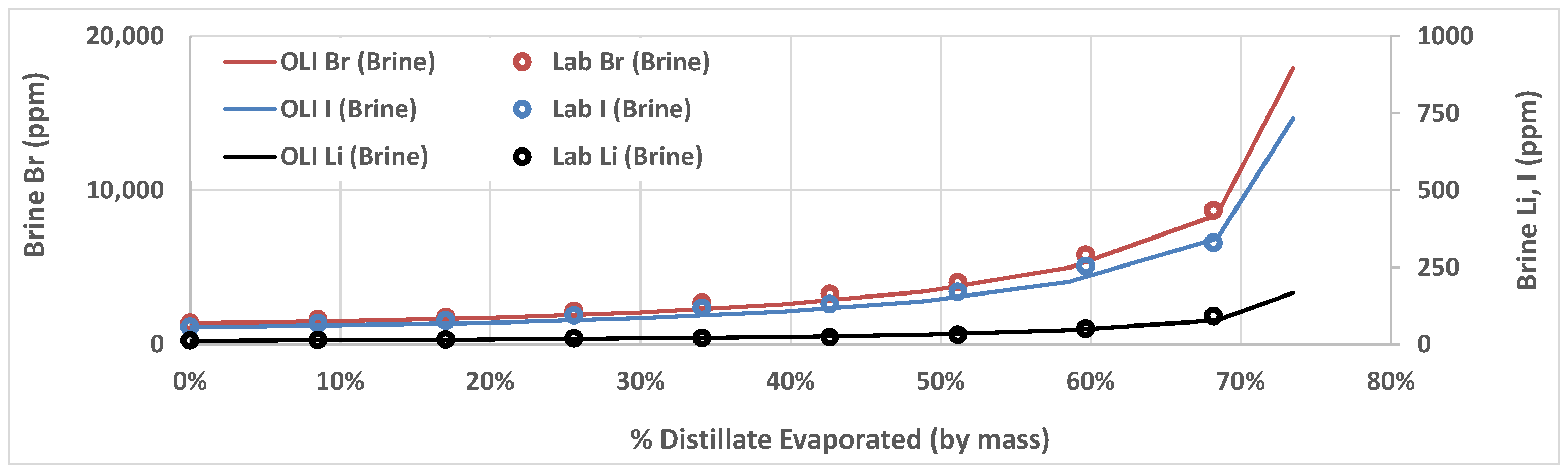
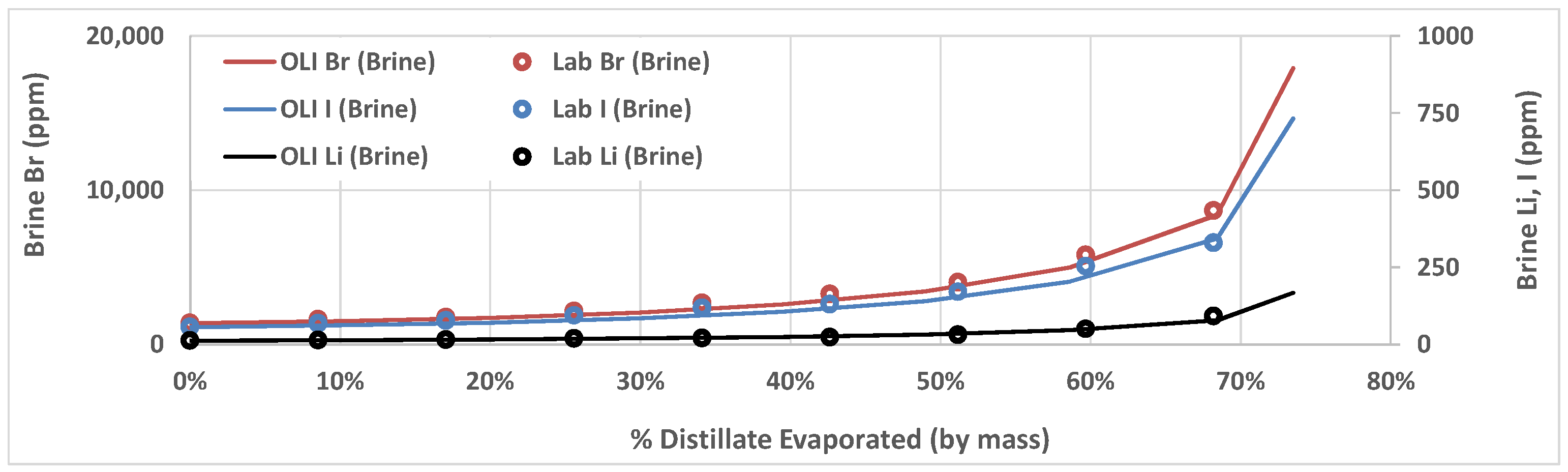
3.5. Partitioning of Br, I and Li
There was negligible partitioning of Br, I and Li into the distillate, with concentrations generally below detection levels (average of 0.4, 0.4 and 0.1 mg/L, respectively). Concentration of Li and I are likely too low to be viable for economic extraction from the original PW itself. However, these ions were preferentially enriched between six to seven times their initial PW concentrations by the 68% distillate evaporation-mass point and therefore, represent a significant opportunity for resource recovery in the residual brine (see
Figure 8).
While the distillate contained very low levels of Br and I, such trace concentrations can still have potentially adverse ramifications depending on the intended reuse of the distillate (or salt). For example, if the distillate is discharged to a surface water body with a downstream-located drinking water treatment plant, the use of chlorine for disinfection can result in the formation of Br- and I-disinfection by-products (DBPs). Similarly, trace quantities of Br (or I), if present in salt used for road de-icing, can eventually end up in a surface stream with similar results. At Br concentrations as low as 0.4 mg/L, States et al. [
20] showed that DBP mixtures converted from predominantly Cl-DBPs to predominantly Br-DBPs, thereby greatly increasing the risk profile of the generated DBPs. On the other hand, if distillate (or salt) is used in applications where contact with chlorine is unlikely, the presence of Br and I is also unlikely to pose any adverse environmental impacts as these ions pose low inherent toxicity. The above discussion emphasizes the need for careful scenario-dependent evaluation to assess and manage potential health and environmental risks associated with beneficial use of products—both distillate and salt—derived from desalination of PW.
If Br and/or I removal from distillate is required, there are a number of conventional technologies available including ion exchange [
26], granular activated carbon adsorption [
27] and nanofiltration [
28] which are capable of removing these ions to trace levels.
3.6. Partitioning of Organics
To understand partitioning of organics, OLI modeling was used to track partitioning of both hydrophobic and hydrophilic organic compounds listed in
Table 3. Due to analytical limitations, the laboratory study tracked BTEX as a surrogate for hydrophobic VOCs and carboxylic acids for hydrophilic VOCs/sVOCs. As noted earlier, most OLI modeling was performed at a pressure of 2 psia to closely match actual plant operating conditions, and a limited number of OLI simulations were performed at the lower laboratory pressure of 0.2 psia.
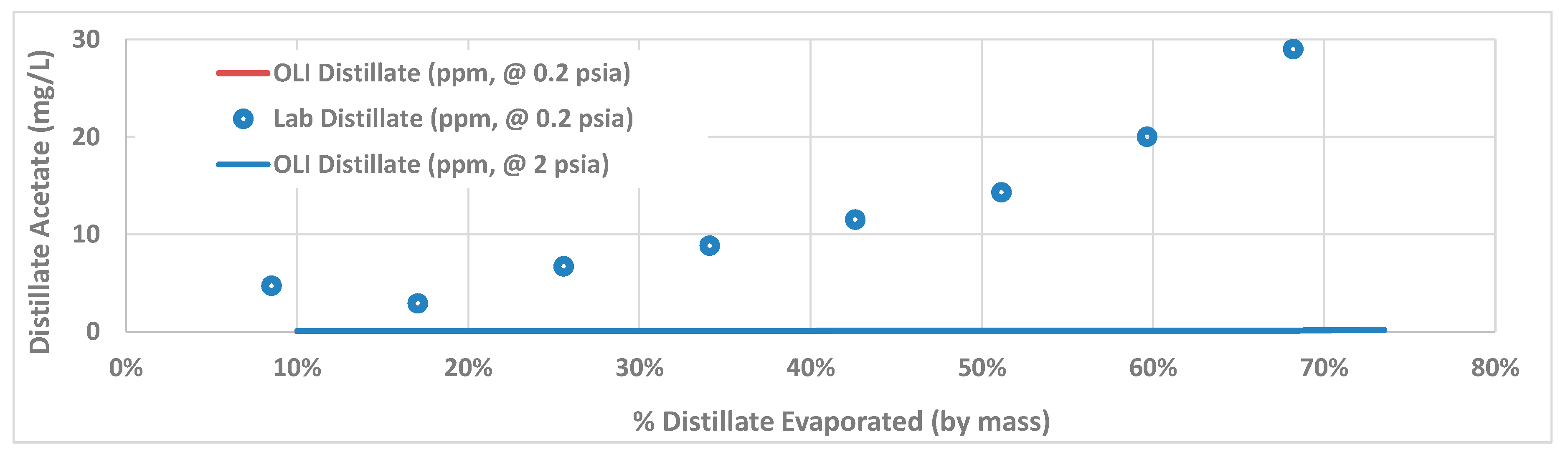
BTEX concentration in PW was below detection limits and therefore, OLI predictions could not be compared with laboratory data. However, based on OLI predictions for steam stripping, it may be assumed that any hydrophobic organics remaining in brine would efficiently partition into the distillate phase. There was no significant difference in OLI predictions for acetate partitioning at 0.2 and 2.0 psia. At both pressures, OLI predicted virtually no acetate transfer into the distillate (<0.2 mg/L), indicating nearly complete retention of acetate in the residual brine (see
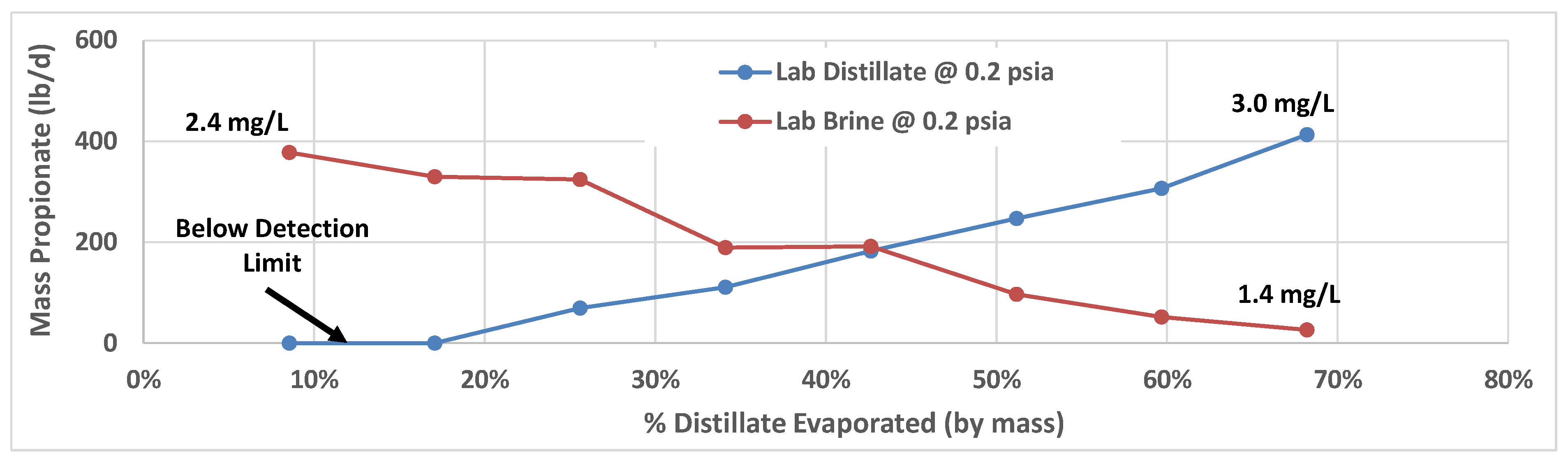
Figure 9). In a significant departure from prediction, concentration of acetate in the laboratory distillate (operated at 0.2 psia) increased from an initial concentration of approximately 3–5 mg/L to nearly 30 mg/L (approximately 46% by mass, see
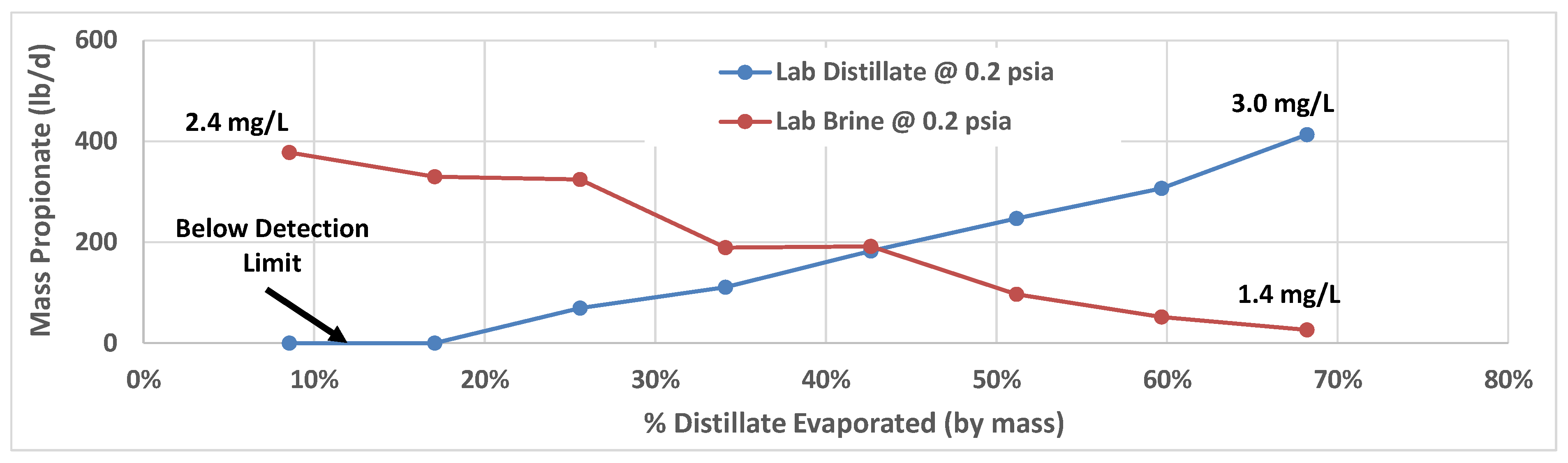
Figure 10). Although not modeled, partitioning of propionate into the distillate was greater at 95% (
Figure 11).
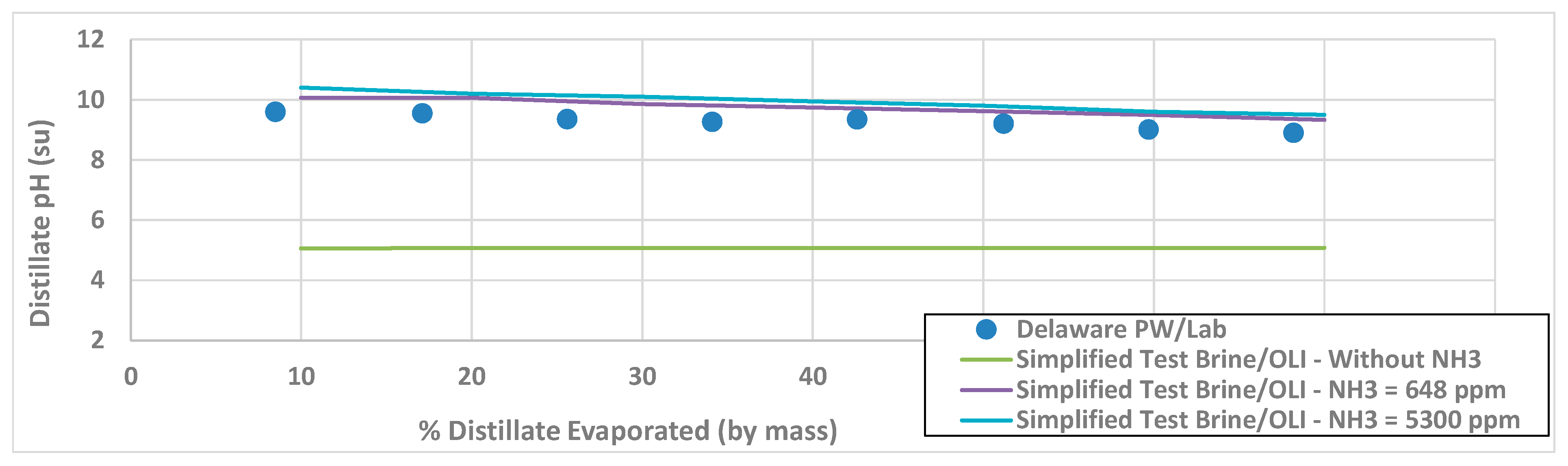
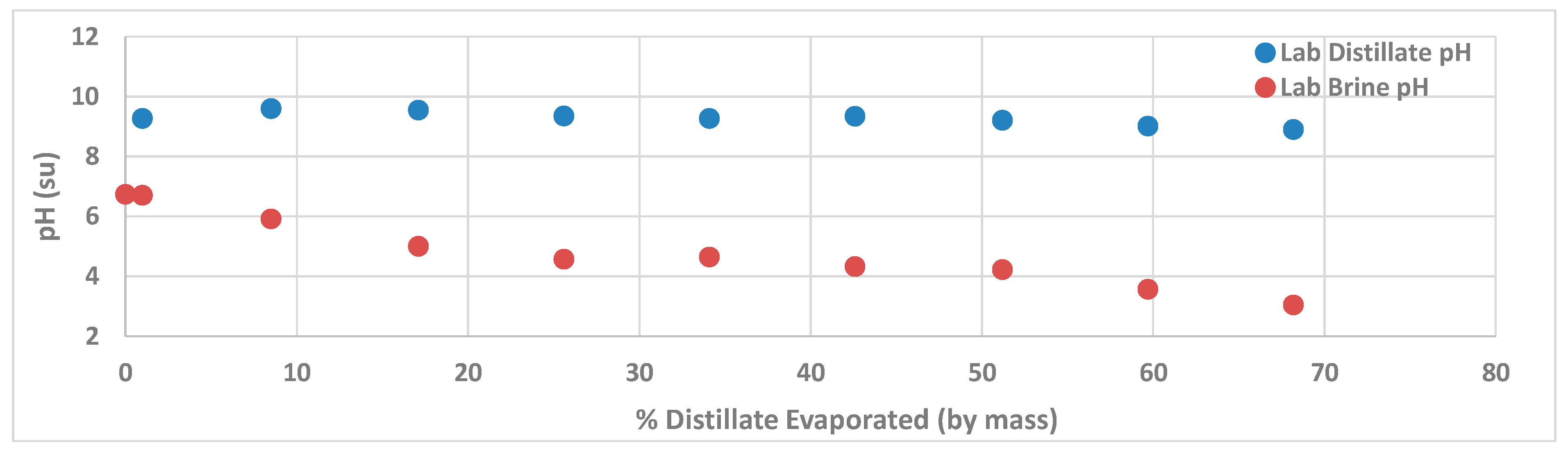
At an initial pH 6.5, acetic acid is predominantly present as acetate and, being a charged species, should have remained in the brine. Based on distillate and brine pH (see
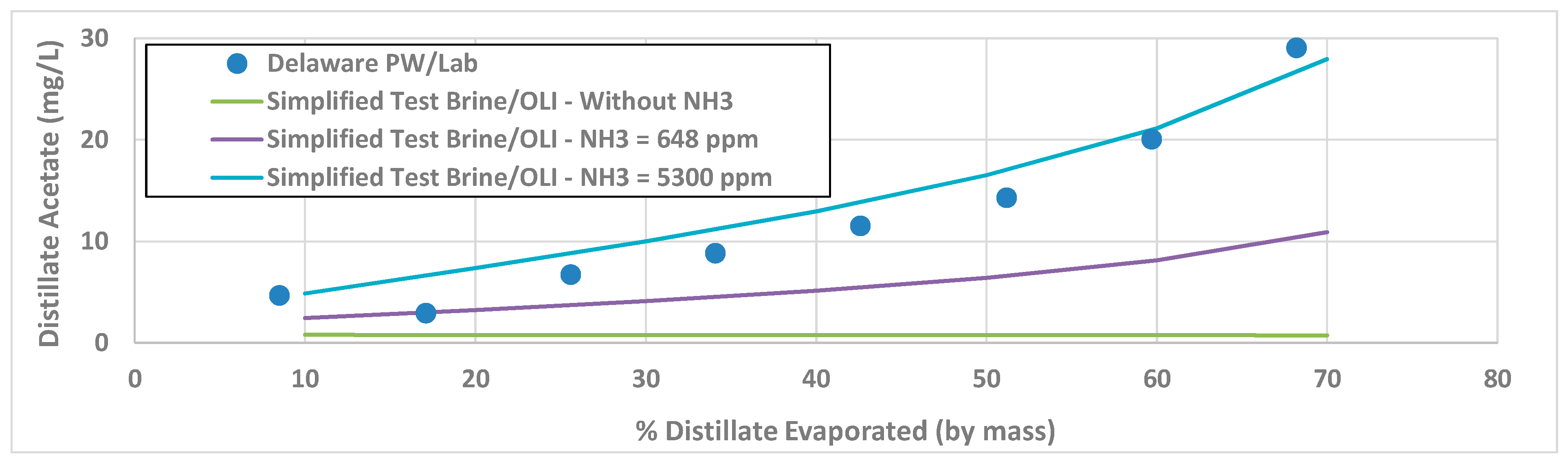
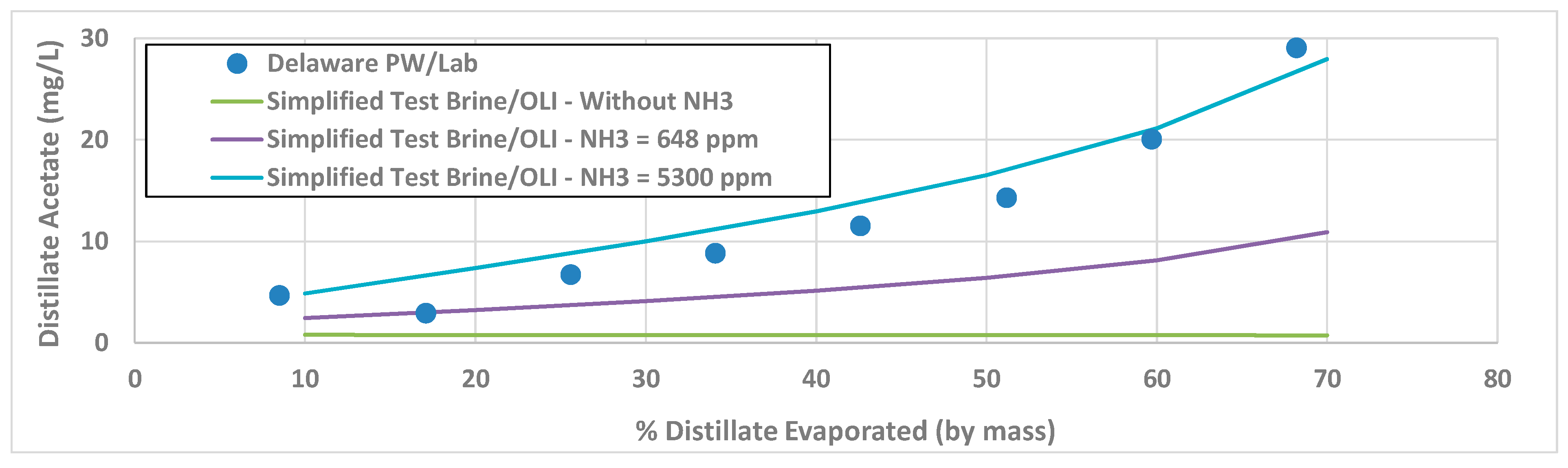
Figure 12), it was hypothesized that the presence of ammonia could have contributed to increased partitioning of acetate into the distillate. To explore this hypothesis, a limited number of OLI simulations were performed with a simplified test brine consisting of sodium, chloride and acetic acid in the presence/absence of ammonia as noted below and the results are shown in
Figure 13 and
Figure 14.
Simplified test brine composition:
Na = 23,000 mg/L; Cl = 35,500 mg/L
acetic acid = 44.4 mg/L
NH3 = varied from 0 to 5300 mg/L
pH = 6.5; pressure = 0.2 psia (to match laboratory vacuum)
While the inclusion of ammonia did improve OLI predictions, it required an ammonia concentration of 5300 mg/L to closely match laboratory distillate acetate concentration. Typical ammonia concentration in PW has been reported at approximately 600 mg/L [
29] and a concentration of 5300 mg/L in PW was considered unlikely. Based on the laboratory results, the formation of a volatile adduct of acetic acid/acetate and ammonia could explain higher mass transfer of acetate into the distillate at a lower ammonia concentration. The results of the simplified simulation also point to the potential of ammonia to contribute to overall toxicity of the distillate, and the need for removing ammonia to acceptable levels appropriate to the intended beneficial use.
Total organic carbon (TOC) was measured in the 10%, 30% and 80% by volume distillate aliquots at 17.4, 8.8 and 16.7 mg/L (weighted average of 14.8 mg/L). Using an average acetate and propionate concentration of 12.3 and 1.5 mg/L in the laboratory distillate, approximately 4.9 and 0.7 mg/L TOC, respectively, can be attributed to these two organics. This known TOC comprises approximately 38% of the average distillate TOC of 14.8 mg/L, and the remaining 62% of the TOC can, therefore, be attributed to unknown/unanalyzed organics.
The requirement for polishing treatment of the distillate is likely to be a strong function of the end use of the distillate. Both the inherent toxicity of the partitioned organic compounds (if any) and any transformation products post-release will have to be taken into account to ensure that the intended reuse application has a low risk from an environmental perspective. For example, carboxylic acids are readily biodegradable and if there is little/no toxicity associated with other organics in the distillate, polishing treatment may not be necessary. However, if the distillate is used to augment potable supplies, for example via surface discharge upstream of a drinking water treatment plant, then any carboxylic acids, even if posing low inherent toxicity can still serve as precursors to hazardous transformation products such haloacetic acids upon exposure to chlorine which is the most commonly used disinfectant in drinking water treatment plants.
3.7. Solids Precipitation—Sequence and Characterization
OLI prediction for solids production is listed in
Table 6. Up to 10% distillate evaporation by mass, no NaCl is produced and the only solids produced are a result of the precipitation of sparingly soluble sulfate salts of Ca and Sr—gypsum (CaSO
4) and celestite (SrSO
4), respectively. Total solids production is approximately 126 tonnes/d (on a dry basis) and given the insolubility of these two sulfate compounds, it should be relatively straightforward to manage these via landfill disposal. However, both gypsum and celestite may also have commercial value. Gypsum is used in wallboard, cement, plaster of Paris and as a soil conditioner. Celestite is the primary ore used for the production of SrCO
3 and other Sr compounds, which find application in monitors and ceramic magnets.
NaCl precipitation starts between 10% and 20% evaporation (by mass) points but is still fairly low (less than 500 tonnes/d) and starts precipitating in bulk past the 20% evaporation point. At the practical limit of approximately 68% by mass, approximately 99% of the generated solids is comprised of NaCl salt (see
Table S1 for elemental composition). Extremely soluble chloride salts of Mg, K and Ca remain in solution (brine) at this point. Total solids production at the 68.4% evaporation (by mass) point is approximately 14,400 tonnes/d (approximately 5.3 M tonnes/y for a flow rate of 500,000 bbl/d), which is almost wholly NaCl. Past this point, additional solids generated are mostly the extremely soluble chloride salts of Mg, K and Ca.
A comparison of the solids composition from OLI modelling and laboratory measured solids produced at approximately 68% evaporation by mass is shown in
Table 7. NaCl salt contained ions such as Li, Br and I which are extremely soluble and should remain in the brine phase. The reason for the decreased purity of salt is due to its moisture content; the moisture being the residual brine from which NaCl was crystallized. This finding is important as it provides a relatively simple solution to cleaning the salt of such impurities for the purpose of beneficial use. Had these ions been incorporated as part of the solid matrix, it would have been difficult to selectively clean, or remove very soluble ions such as Br and I, from the salt/solids. However, given that they are present as part of the moisture content, the precipitated salt can be cleaned using a high-purity, NaCl-saturated “starter” brine. As an example, if the impure salt was placed in a column, a slow rinse with the starter brine can displace the impurities present and produce a clean salt that has low/no presence of Br and I ions. The “spent” brine can then either be recycled in the desalination process or disposed via conventional SWD wells. A fraction of the purified salt can then be used to clean subsequent batches of impure salt. However, it should be noted that further processing (purification) of salt will incur additional costs for a product that is already a low-value bulk commodity, and the economic feasibility of purification will have to be determined.
Based on laboratory results, at the point of practical desalination limit of 80% evaporation by volume, approximate distillate, salts and remaining brine quantities are shown in
Table 8 below.
Based on the above discussion, it can be seen that desalination of PW will produce large quantities of solids. While a small fraction of the solids precipitated are sparingly soluble and can be sent to traditional landfills, a majority of the solids production (>99%) will be comprised of extremely soluble salts such as NaCl and the mixed salt waste left over at the end of evaporation. Such soluble solids cannot be sent to traditional landfills, which typically limit the soluble content of the solid waste accepted. Therefore, salt and other soluble solids may have to be transported to special landfills designed to accept highly soluble waste.
To put this large quantity of salt in perspective, and assuming that a typical dump truck can handle (the lesser of) 14 cubic yards/42,000 lbs of load, it would take approximately 750 trucks/d to haul the NaCl salt produced from a 500,000 bbl/d desalination facility to a landfill. The leftover brine, if trucked to a SWD facility, will require another 814 trucks/d, which reduces to 377 trucks/d if the leftover brine is evaporated to dryness (zero-liquid discharge option).
3.8. Resource Extraction—Li, Br and I
To determine if ions such as Li, Br and I in PW are preferentially depleted or enriched when compared with seawater, the ratios of these ions to chloride were determined after normalizing for TDS (see
Table 9). The ratios of Li, Br and I ions:chloride in PW clearly show that these ions are preferentially enriched in PW when compared with seawater with Br showing the lowest enrichment at 3.1X and Iodine showing the highest enrichment at 230X. The ratios of Li:Cl, Br:Cl and I:Cl were also examined as a function of oil and gas producing formation and plotted against a seawater evaporation curve (see
SI, Figure S12a–c, respectively). With the caveat that there are limited data on I available in literature (it is not a routinely analyzed ion), the data clearly indicate preferential enrichment of Li, Br and I typical of evaporite deposits in unconventional PWs.
There are a number of technologies currently available to extract Li from PW including solvent extraction and selective ion exchange. Bromine may be recovered using a selective electrolysis process such as the one reported by Sun et al. [
30]. Therefore, these ions present an opportunity for extraction from either the original PW or concentrated brines from a desalination process. Using bulk prices of
$63,
$5 and
$26/kg of Li, Br and I, the value of these three elements based on PW concentration listed in
Table 1 and a flow rate of 500,000 bbl/d is approximately
$65,000,
$555,000 and
$117,000/d, respectively. While unlikely to offset the considerable cost of desalination of unconventional PWs, the extraction of these three and other elements that may be present in PW (such as rare earth elements and Sr) still offers a potential prize that merits further investigation.
4. Conclusions
In this study, the partitioning of various constituents in PW was studied using a bench-top crystallizer and compared with OLI model predictions. Laboratory studies were limited to approximately 68% by mass (80% by volume) before the residual solids and brine mixture became too viscous to continue evaporation. The limit for the OLI model was slightly higher at 73% before the software was unable to converge to a solution, likely due to the non-ideal behavior of ions at very high ionic strength.
The incorporation of a steam stripping step was determined to be effective at removing hydrophobic organic compounds from PW. Steam stripping can also serve to reduce alkalinity (through stripping of CO2) and thereby reduce/prevent the formation of calcite and other carbonate solids.
Both OLI and laboratory measurements indicated very low carryover of inorganics into the distillate although numerically, OLI model predictions generally over-predicted distillate inorganic concentrations. Both distillate and residual brine contained unknown constituents that resulted in significantly higher gravimetrically determined TDS. This difference was attributed to the presence of neutral species, dissolved gases (such as NH3 or H2S) (not analyzed or included as input ions in OLI) and unknown organic compounds including surfactants based on observed foaming during evaporation.
Based on OLI predictions, any residual hydrophobic organics in PW post-stream stripping should partition into the distillate. In contrast to negligible predicted transfer of acetate to distillate, approximately 46% transfer by mass was observed in the laboratory tests. Although not modeled, propionate transfer to the distillate was higher at 95%. Inclusion of ammonia as input species greatly improved the match between OLI prediction and laboratory results. Based on observed results, it was hypothesized that acetic acid/acetate and ammonia may have formed a volatile adduct that increased the partitioning of both species into the distillate. Approximately 38% of the TOC in the distillate could be attributed to known organics. Depending on the end use of the distillate, polishing treatment may be required to remove residual organics and ammonia to acceptable levels. Organics in distillate are likely to be hydrophilic compounds, which are generally more amenable to biodegradation. While the concentration of DBP-forming ions such as bromide and iodide in the distillate was low, the potential for these compounds to serve as precursors of hazardous transformation products post-release into the environment will have to be assessed and if unacceptable risk is identified, mitigation measures will need to be designed to reduce risk to an acceptable level.
As PW was evaporated, sparingly soluble sulfate salts of Ca and Sr precipitated first followed by bulk NaCl precipitation and finally extremely soluble Cl salts of Mg, K and Ca. Model predictions can be utilized to control the desalination process in order to generate high purity salts, which can increase their marketability. Desalination of PW generated very large quantities of soluble salts, including approximately 14,400 tonnes of NaCl/d (approximately 32 M lbs/d) for a PW flow rate of 500,000 bbl/d. Cost-effective, long-term management of NaCl and other salts is therefore imperative, if beneficial use is to be developed as a viable option for PW management. Impurities such as highly soluble Br and I ions in NaCl are likely due to the moisture content of the salt and not a result of precipitation, which indicates that washing with a clean, saturated NaCl solution can be an effective approach for obtaining high purity NaCl. Finally, after normalizing for TDS, the ratios of Li, Br and I to chloride in PW were much greater when compared with their ratios in seawater indicating enrichment of these ions in PW and potential for commercial recovery of these ions.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}