



Synergistic Effect Evaluation of Slot-Type Nozzle Area, Jet Pressure and Jet Distance on Improving Deashing Performance of Flat CARTRIDGE Filter

Abstract
:Highlights
- 819 mm2 of nozzle area leads to the best deashing performance.
- 0.3 MPa of jet pressure leads to the best deashing uniformity.
- Bigger nozzle area causes bigger on-positive nozzle pressure.
- 819 mm2, 0.3 MPa and 20 mm were optimized to get the best deashing performance.
Abstract
1. Introduction
2. Pulse Jet Experiment
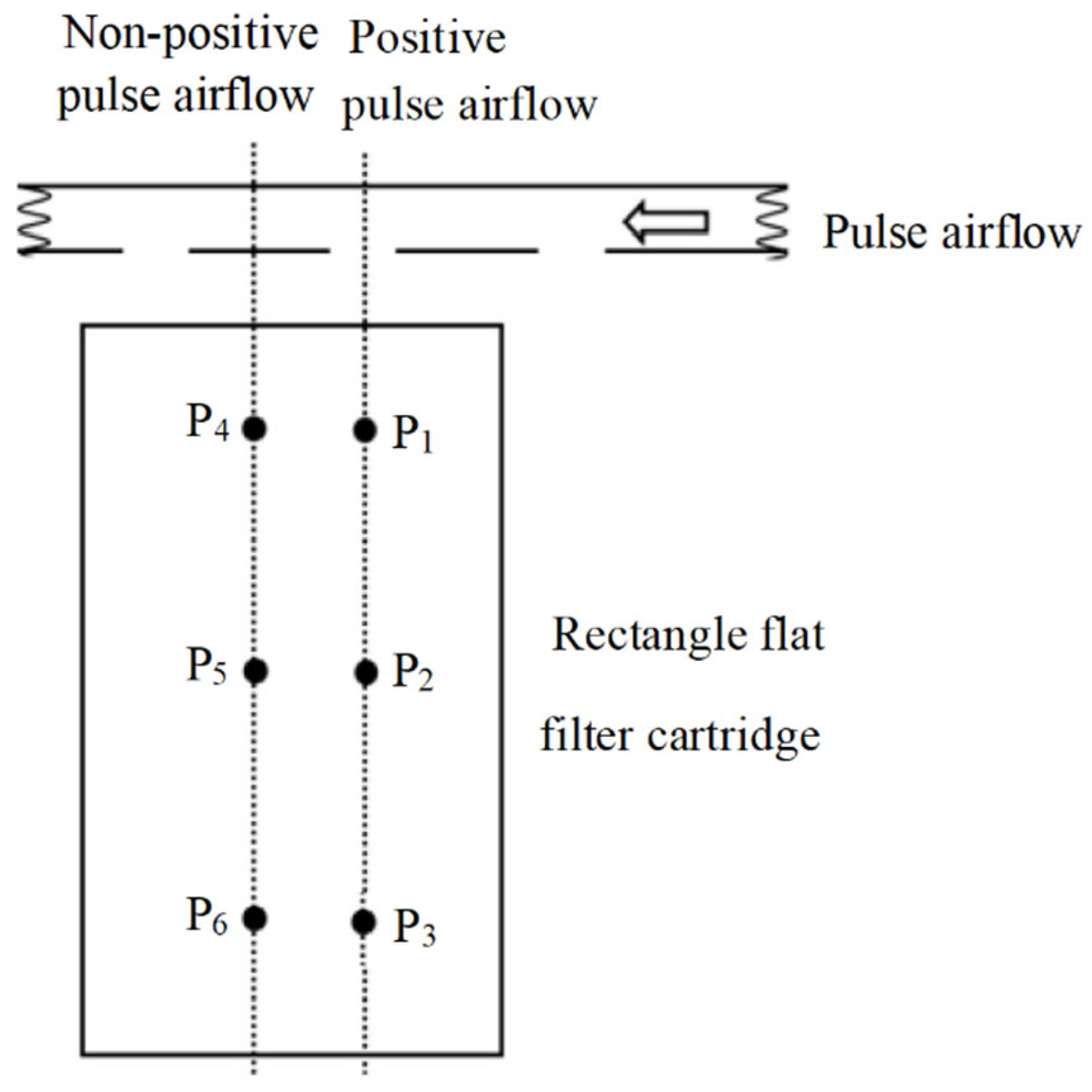
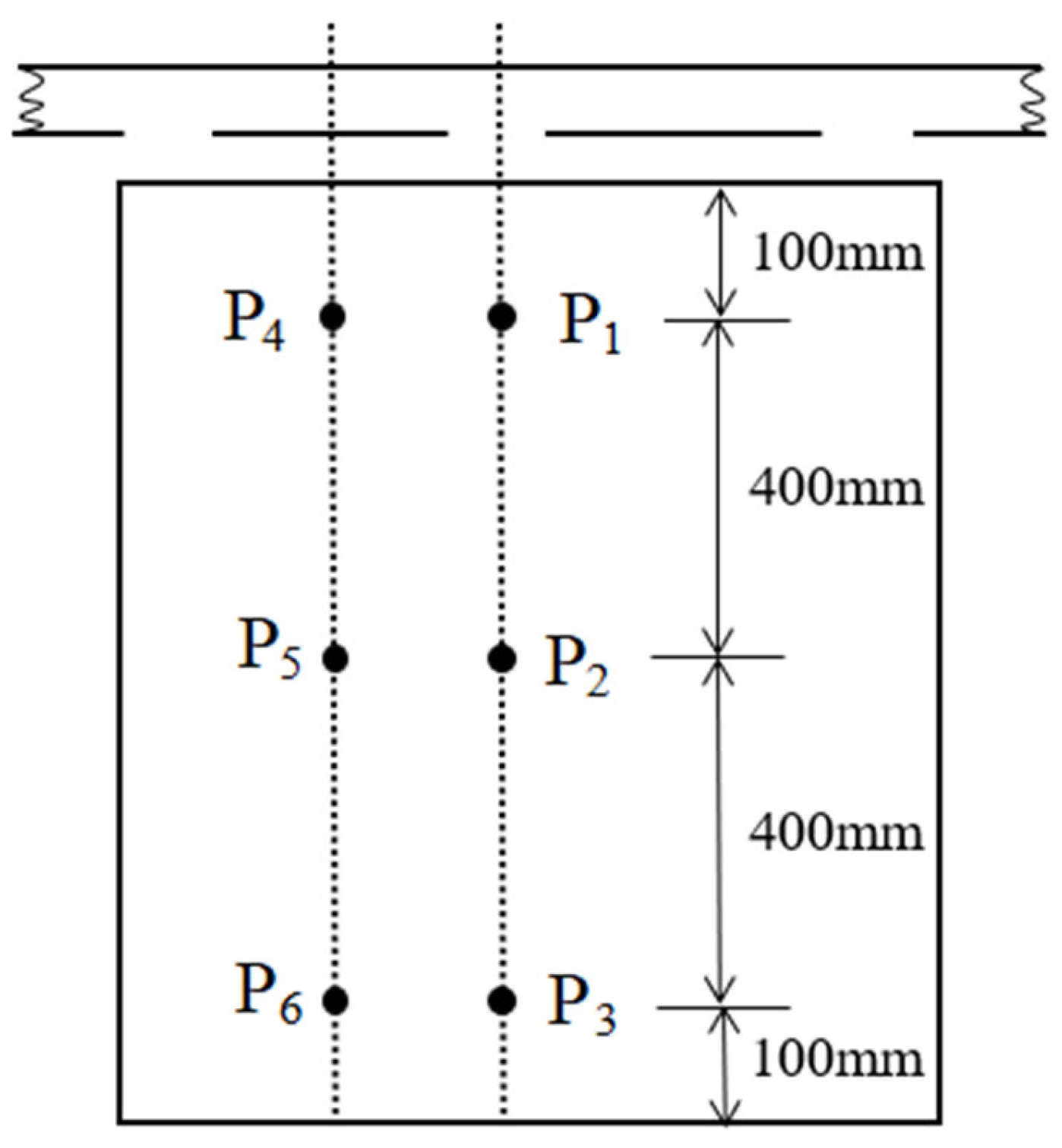
2.1. Experimental Device and Design
2.2. Test Method and Evaluation Criteria
2.3. Result and Discussion
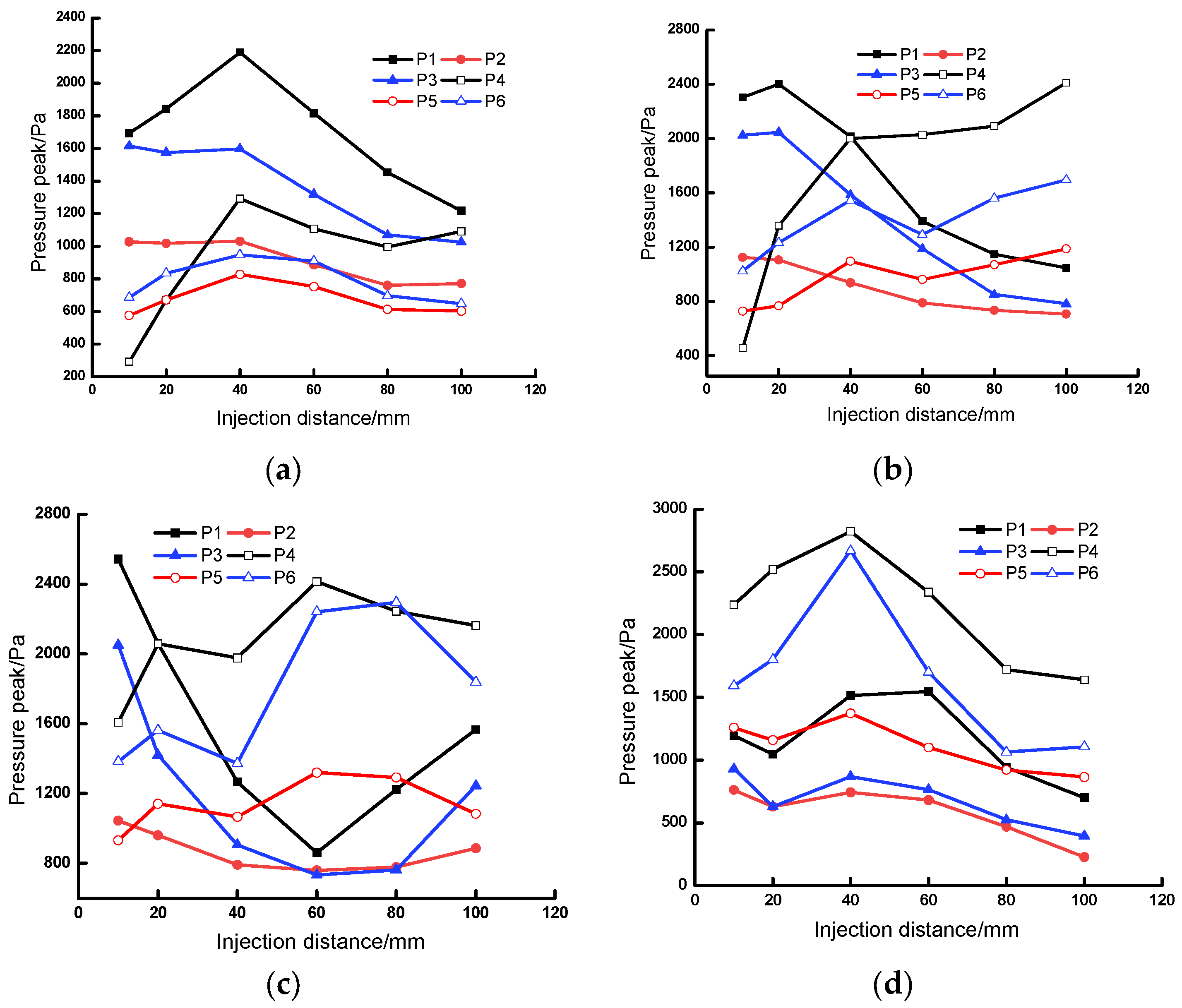
2.3.1. Effect of Jet Distance on Peak Pressure of the Flat Cartridge
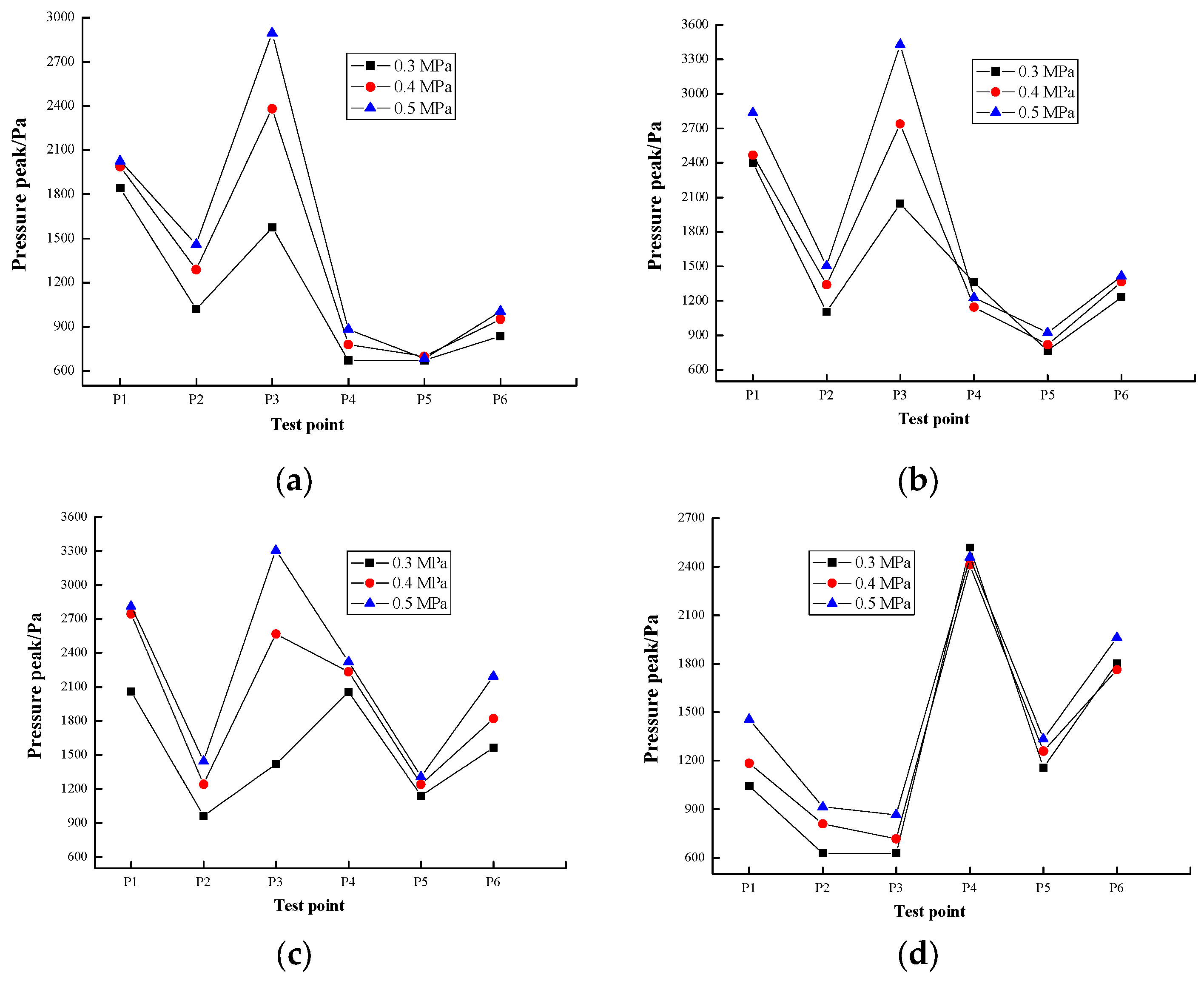
2.3.2. Effect of Pulse Pressure on Peak Pressure of Flat Cartridge
3. Industrial Dust Experiment
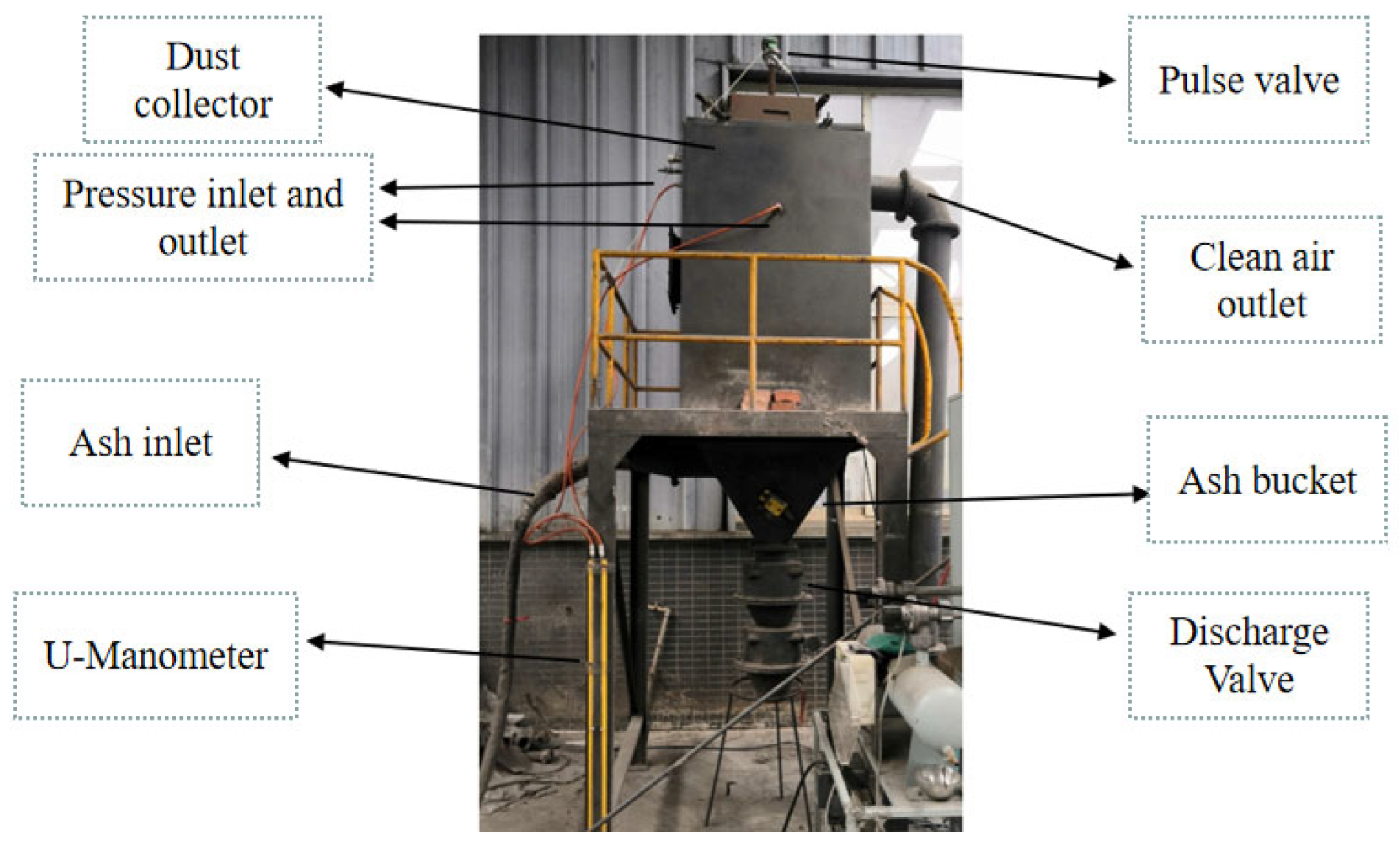
3.1. Experimental Equipment and Parameters
3.2. Experimental Method
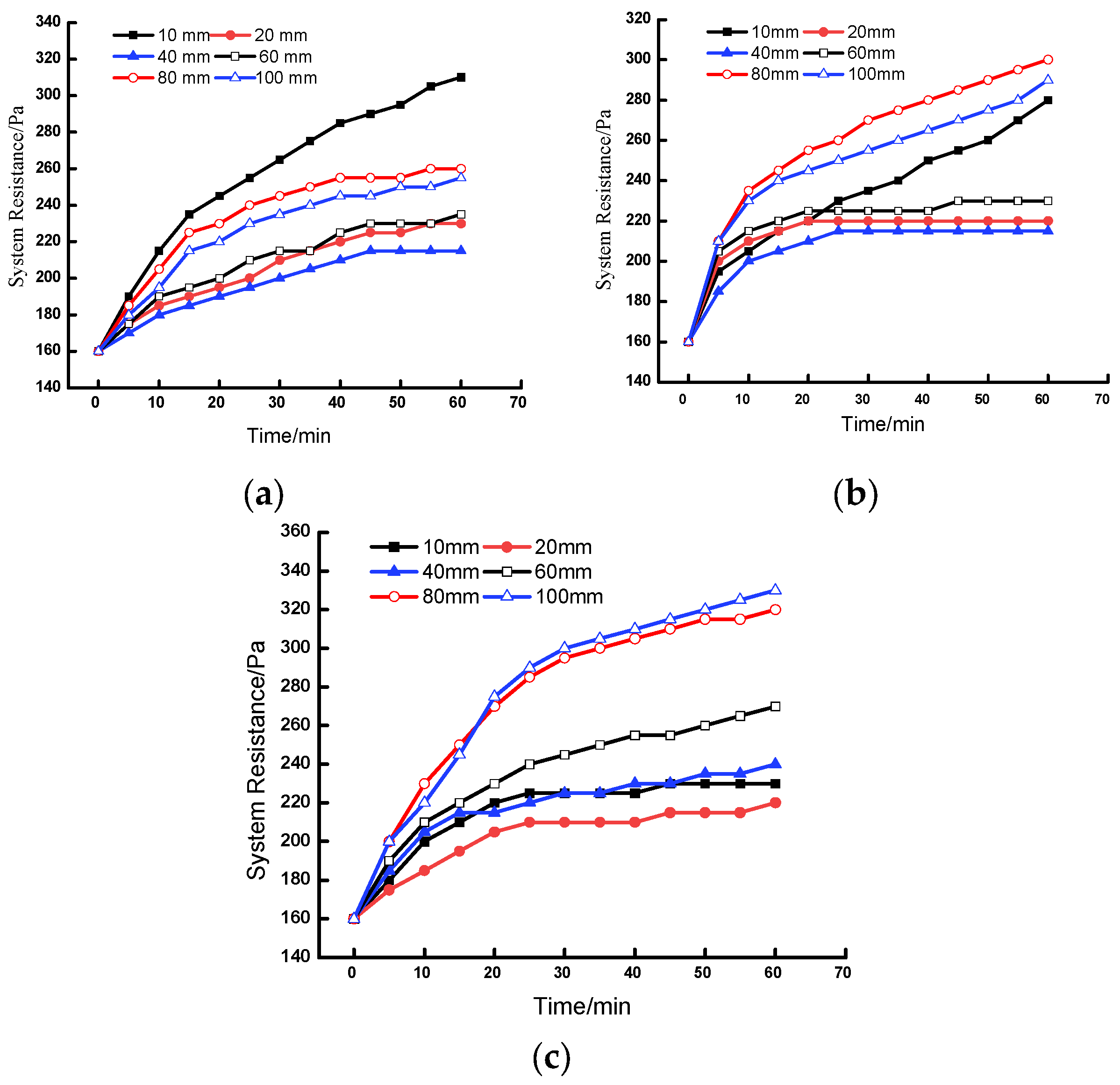
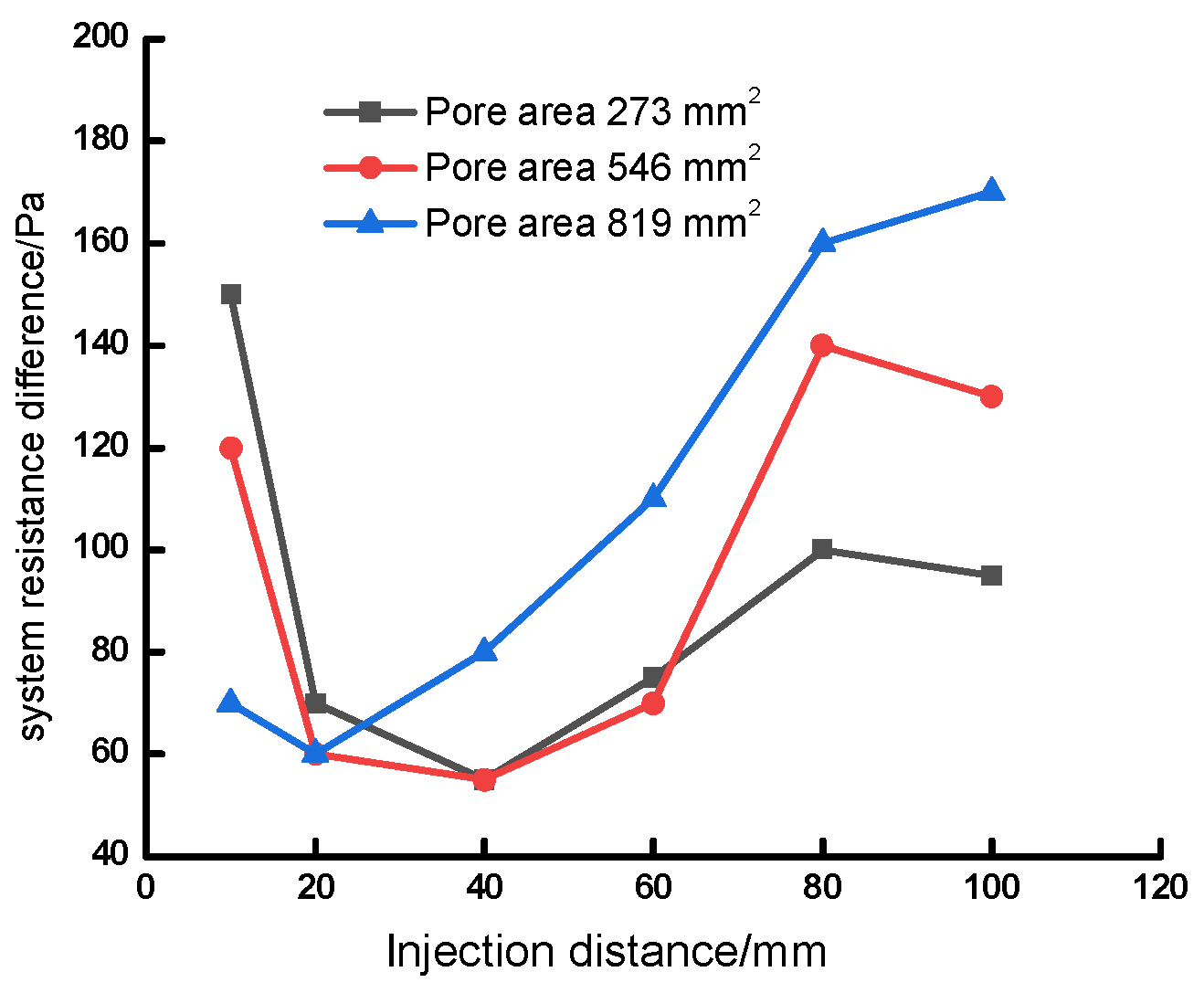
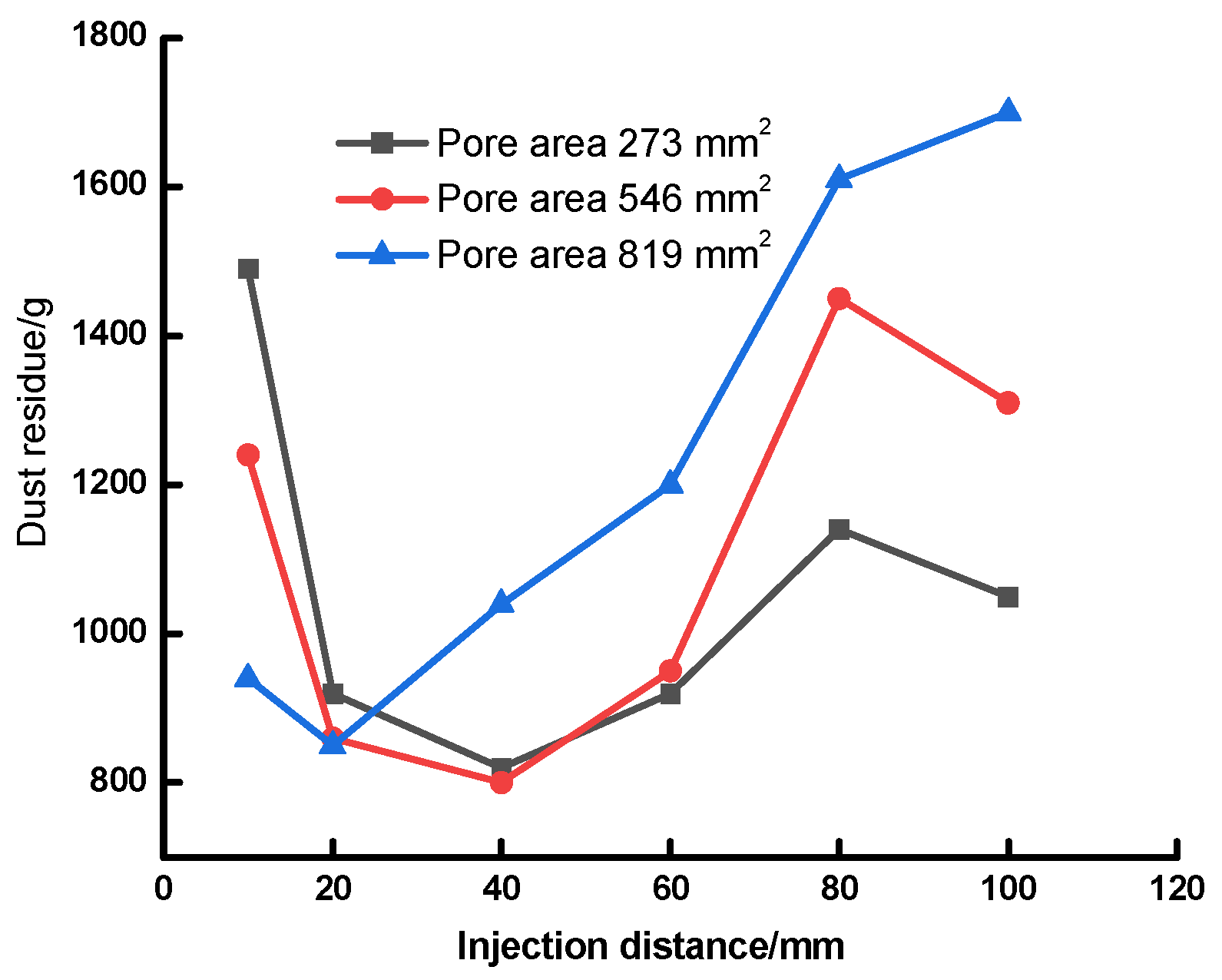
3.3. Result and Discussion
4. Conclusions
- (1)
- The effects of slot-type nozzle area on the cleaning effect of the flat cartridge were studied by pulse jet test. With increasing slot-type nozzle area, the peak pressure at the non-positive nozzles increased, and the peak pressure at the opposite nozzles first increased and then decreased. Therefore, increasing the area of the slot-type nozzle at a certain pulse pressure can improve the peak pressure of the non-positive nozzles of flat cartridges to a certain extent and solve the problem of uneven cleaning of the flat cartridge.
- (2)
- Experimental results indicate that the integrated pressure is a valid and reliable index for evaluating the dust-cleaning effect of a pulse-jet cartridge filter in the same airflow.
- (3)
- With increasing pulse pressure, the average peak pressure of the flat cartridge increased, but the pressure distribution uniformity decreased. The industrial dust and pulse cleaning experiments show that the cleaning performance can be reached at the pulse pressure of 0.3 MPa. Thus, the optimal pressure was 0.3 MPa in this experiment.
- (4)
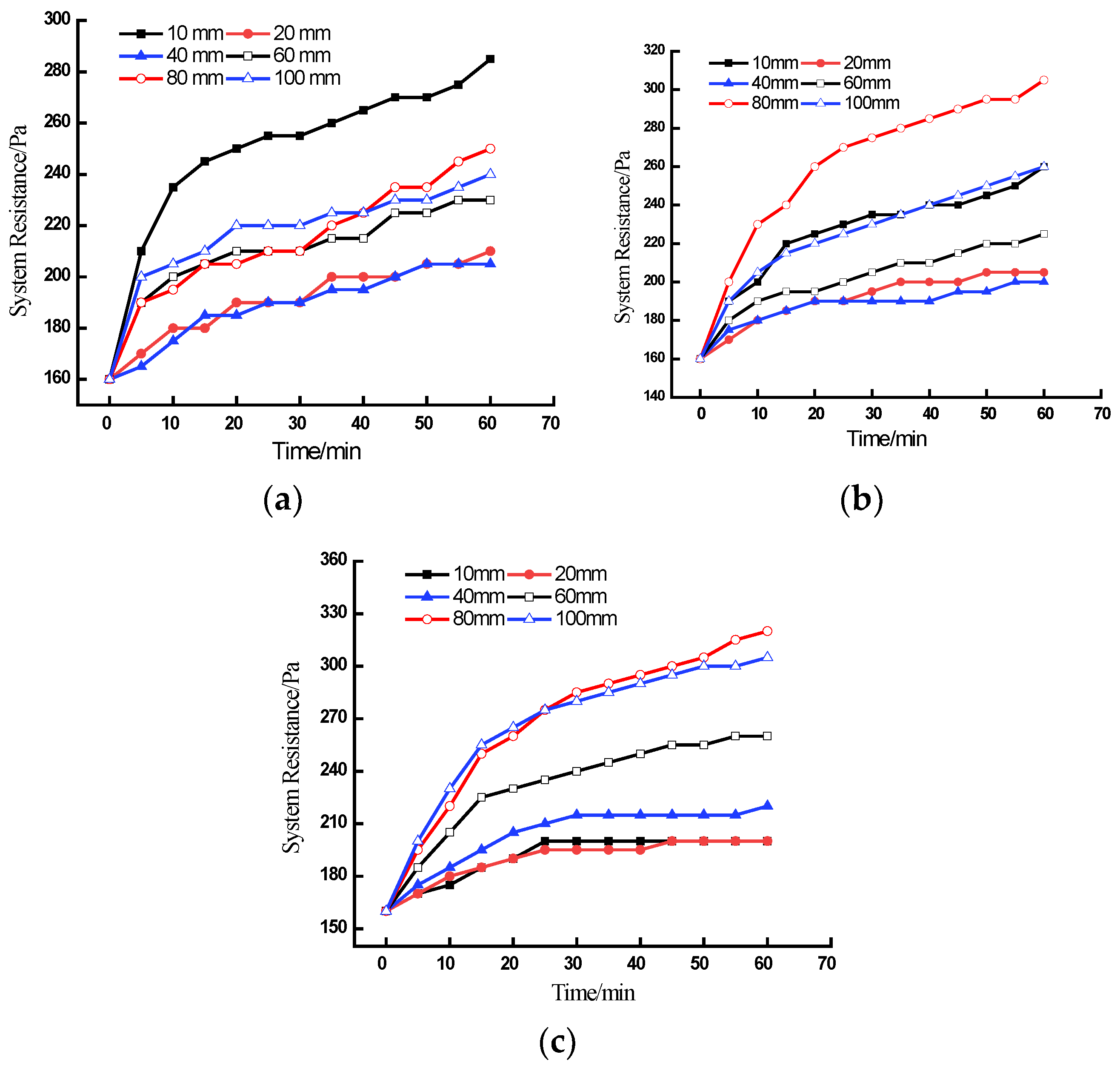
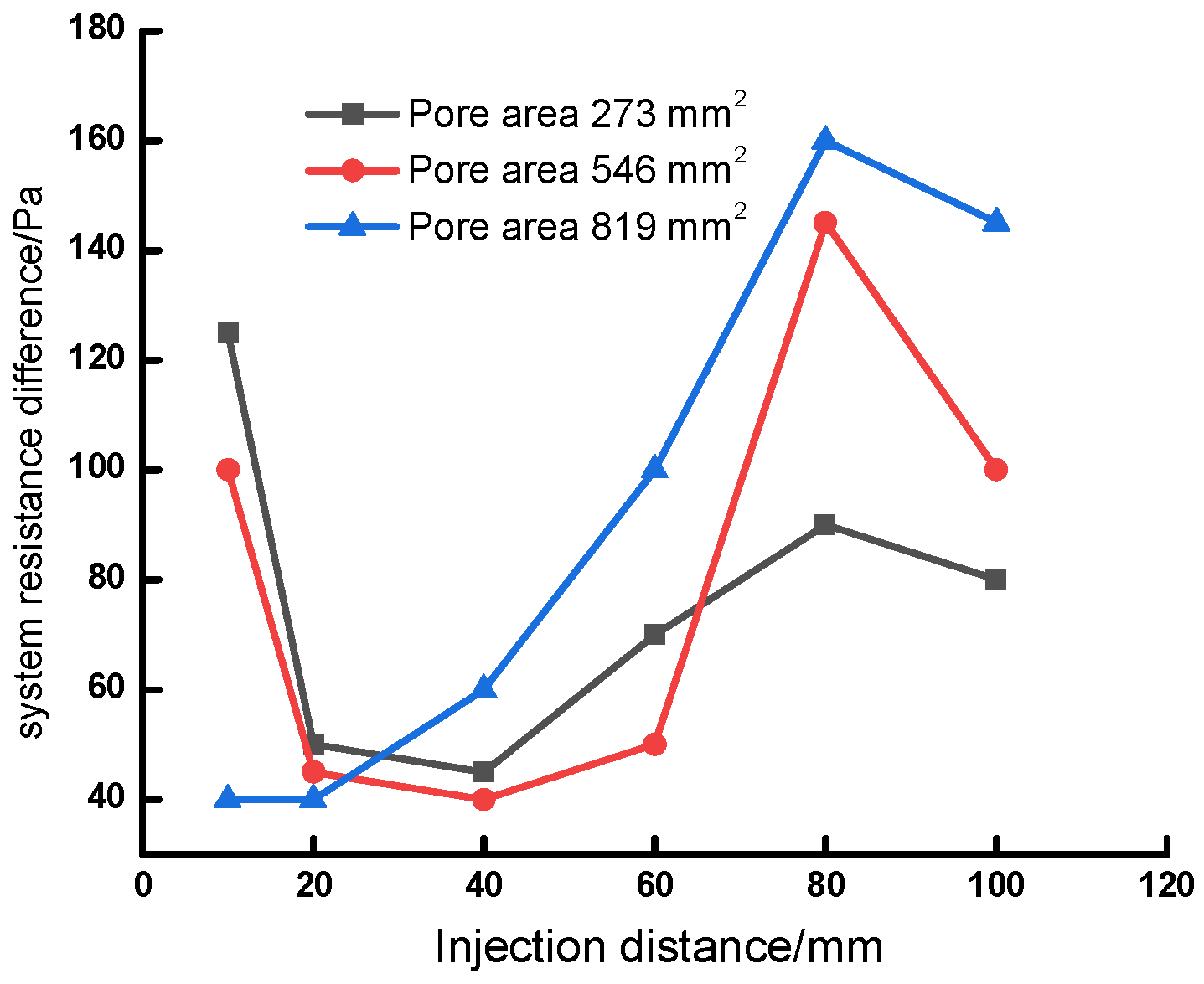
- The flat cartridge with the slot-type nozzles with a total nozzle area of 819 mm2 offered better cleaning performance than that of 273 and 546 mm2, while the cleaning performance became worse when the total nozzle area increased to 1365 mm2. Under the premise of meeting the requirement of dust removal, the optimal jet distance decreased with the increase in the nozzle area. The industrial dust and pulse cleaning experiments showed the flat cartridge with a total nozzle area of 273, 546 and 819 mm2 showed the smallest dust residue and running resistance and the best cleaning effect at the jet distance of 40, 20~40 and 20 mm, respectively.
- (5)
- The above results showed that a good deashing performance can be obtained for the flat cartridge used in this work by the slot-type nozzle with a total nozzle area below 819 mm2. However, a bad deashing performance was caused by a larger total nozzle area (such as 1365 mm2), indicating that this large total nozzle area was not suitable for the cartridge used in this work. In future studies, for larger precipitators, whether a larger total nozzle area (such as 1365 mm2 or larger) can lead to a good deashing performance should be studied.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Y.; Chen, H.; Zhu, Q. Current situation of cartridge dust collector and its application. Energy Environ. 2009, 5, 47–52. [Google Scholar]
- Yuan, Z.; Khakzad, N.; Khan, F.; Amyotte, P. Dust explosions: A threat to the process industries. Process Saf. Environ. Prot. 2015, 98, 57–71. [Google Scholar] [CrossRef]
- Qin, J.; Ji, X. Application of filter cartridge dust collector in cement industry. Inn. Mong. Petrochem. Ind. 2011, 8, 116–117. (In Chinese) [Google Scholar]
- Yan, C.; Zhang, M.; Lin, L.; Chen, H. An analysis of a reverse pulse cleaning process using high-flow pleated fabric filter cartridges. Process Saf. Environ. Prot. 2018, 113, 264–274. [Google Scholar]
- Qian, Y.; Chen, H.; Dai, H.; Liu, T.; Kuang, T.; Bian, L. Experimental study of the nozzle settings on blow tube in a pulse-jet cartridge filter. Sep. Purif. Technol. 2017, 191, 244–249. [Google Scholar] [CrossRef]
- Li, J.; Wu, D.; Wu, Q.; Luo, M.; Li, J. Design and performance evaluation of novel colliding pulse jet for dust filter cleaning. Sep. Purif. Technol. 2019, 213, 101–113. [Google Scholar] [CrossRef]
- Yuan, N.; Ren, L.; Wang, B.; Teng, D.; Li, P.; Xu, Z.; Li, Y.; Chen, H.; Lin, L. Experimental study on the effects of diversion device on pulse-jet cleaning of horizontal filter cartridge. Process Saf. Environ. Prot. 2021, 145, 247–254. [Google Scholar] [CrossRef]
- Ellenbecker, M.J.; Leith, D. Dust removal from nonwoven fabrics—Cleaning methods need to be improved. Filtr. Sep. 1981, 18, 316–320. [Google Scholar]
- Zhang, M.; Chen, H.; Yan, C.; Li, Q.; Qiu, J. Investigation to rectangular flat pleated filter for collecting corn straw particles during pulse cleaning. Adv. Powder Technol. 2018, 29, 1787–1794. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, M.; Qian, Y.; Geng, F.; Song, J.; Chen, H. The relationship between peak pressure and residual dust of a pulse-jet cartridge filter. Powder Technol. 2015, 283, 302–307. [Google Scholar] [CrossRef]
- Chen, S.; Chen, D.R. Annular-slit nozzles for reverse flow cleaning of pleated filter cartridges. Sep. Purif. Technol. 2017, 177, 182–191. [Google Scholar] [CrossRef]
- Shim, J.; Joe, Y.H.; Park, H.S. Influence of air injection nozzles on filter cleaning performance of pulse-jet bag filter. Powder Technol. 2017, 322, 250–257. [Google Scholar] [CrossRef]
- Li, S.; Zhou, F.; Xie, B.; Wang, F. Influence of injection pipe characteristics on pulse-jet cleaning uniformity in a pleated cartridge filter. Powder Technol. 2018, 328, 264–274. [Google Scholar] [CrossRef]
- Yan, C.; Liu, G.; Chen, H. Effect of induced airflow on the surface static pressure of pleated fabric filter cartridges during pulse jet cleaning. Powder Technol. 2013, 249, 424–430. [Google Scholar] [CrossRef]
- Qian, Y.; Bi, Y.; Zhang, M.; Bi, Y.; Xu, G. Effect of filtration operation and surface treatment on pulse-jet cleaning performance of filter bags. Powder Technol. 2015, 277, 82–88. [Google Scholar] [CrossRef]
- Andersen, B.O.; Nielsen, N.F.; Walther, J.H. Numerical and experimental study of pulse-jet cleaning in fabric filters. Powder Technol. 2016, 291, 284–298. [Google Scholar] [CrossRef]
- Sievert, J.; Loffler, F. Fabric cleaning in pulse-jet filters. Chem. Eng. Process. Process Intensif. 1989, 26, 179–183. [Google Scholar] [CrossRef]
- Li, J.; Li, S.; Zhou, F. Effect of cone installation in a pleated filter cartridge during pulse-jet cleaning. Powder Technol. 2015, 284, 245–252. [Google Scholar] [CrossRef]
- Hu, S.; Li, S.; Jin, H.; Xie, B.; Liu, H.; Tan, X.; Zhou, F. Study of a new type slit injection pipe on pulse cleaning performance to the rectangular flat pleated filter. Powder Technol. 2021, 394, 459–467. [Google Scholar] [CrossRef]
- Kang, F.; Cheng, H.; Leng, H.; Zen, S.; Chen, H. Performance optimization of rectangular flat pleated filter with slit nozzle for dust cleaning. Powder Technol. 2020, 376, 320–331. [Google Scholar] [CrossRef]
- Cheng, H.; Yang, T.; Cui, S.; Xu, Z.; Leng, H.; Qian, Y.; Lin, L.; Chen, H. Effect of slot-type nozzles on cleaning performance of flat filter cartridge. China Powder Sci. Technol. 2022, 28, 68–76. (In Chinese) [Google Scholar]
- Mahmood, S.; Gernot, K. Effect of filtration velocity and dust concentration on cake formation and filter operation in a pilot scale jet pulsed bag filter. J. Hazard. Mater. 2007, 144, 677–681. [Google Scholar]
- Huang, M.; Yan, C.; He, C.; Tang, C.; Yang, F.; Li, P. The relationship between peak pressure and parameters of pulse-jet cleaning in a sintered plastic filter. J. Air Waste Manag. Assoc. 2021, 71, 1055–1066. [Google Scholar] [CrossRef] [PubMed]
- Lin, L.; Liu, T.; Yuan, N.; Xu, Z.; Chen, H. Study on the influence of venturi on the cleaning performance of elliptical filter cartridge. Powder Technol. 2021, 377, 139–148. [Google Scholar] [CrossRef]
- Lu, H.; Tsai, C. A pilot-scale study of the design and operation parameters of a pulse-jet baghouse. Aerosol Sci. Technol. 1998, 29, 1079–1080. [Google Scholar] [CrossRef]
- Lu, H.; Tsai, C. Influence of design and operation parameters on bag-cleaning performance of pulse-jet baghouse. J. Environ. Eng. 1999, 125, 583–591. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, D.; Wang, M.; Shu, Y.; Xu, H.; Chen, H. Characteristics and evaluation index of pulse-jet dust cleaning of filter cartridge. Process Saf. Environ. Prot. 2021, 157, 362–374. [Google Scholar] [CrossRef]
- Kim, J.; Lee, M. Measurement of effective filtration area of pleated bag filter for pulse-jet cleaning. Powder Technol. 2019, 343, 662–670. [Google Scholar] [CrossRef]
- Li, S.; Xin, J.; Xie, B.; Jin, H.; Hu, S.; Song, S.; Zhou, S.; Zhou, F. Experimental investigation of the optimization of nozzles under an injection pipe in a pulse-jet cartridge filter. Powder Technol. 2019, 345, 363–369. [Google Scholar] [CrossRef]
- Furumoto, K.; Narita, T.; Fukasawa, T.; Ishigami, T.; Kuo, H.; Huang, A.; Fukui, K. Influence of pulse-jet cleaning interval on performance of compact dust collector with pleated filter. Sep. Purif. Technol. 2021, 279, 119688. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level |
|---|---|
| Pulse pressure (MPa) | 0.3, 0.4, 0.5 |
| Jet distance (mm) | 10, 20, 40, 60, 80, 100 |
| Pulse Width (ms) | 80 |
| Jet Distance (mm) | Sidewall Pressure Peaks with the Total Nozzle Areas of 273 mm2 | Sidewall Pressure Peaks with the Total Nozzle Areas of 546 mm2 | Sidewall Pressure Peaks with the Total Nozzle Areas of 819 mm2 | Sidewall Pressure Peaks with the Total Nozzle Areas of 1365 mm2 | ||||
|---|---|---|---|---|---|---|---|---|
| AP/Pa | RSD | AP/Pa | RSD | AP/Pa | RSD | AP/Pa | RSD | |
| 10 | 982 | 0.583 | 1276 | 0.573 | 1594 | 0.386 | 1328 | 0.398 |
| 20 | 1102 | 0.448 | 1485 | 0.415 | 1534 | 0.298 | 1297 | 0.569 |
| 40 | 1314 | 0.387 | 1529 | 0.292 | 1230 | 0.345 | 1664 | 0.533 |
| 60 | 1132 | 0.344 | 1275 | 0.337 | 1389 | 0.547 | 1355 | 0.466 |
| 80 | 932 | 0.333 | 1242 | 0.406 | 1433 | 0.478 | 940 | 0.481 |
| 100 | 893 | 0.284 | 1305 | 0.496 | 1463 | 0.330 | 840 | 0.580 |
| Jet Distance (mm) | 10 | 20 | 40 | 60 | 80 | 100 | |
|---|---|---|---|---|---|---|---|
| Total Nozzle Areas (mm2) | |||||||
| 273 | 598.87 | 827.62 | 1066.94 | 947.75 | 777.54 | 728.78 | |
| 546 | 842.93 | 1140.20 | 1186.11 | 1070.49 | 992.99 | 989.82 | |
| 819 | 1261.54 | 1201.73 | 1028.62 | 920.09 | 979.51 | 1185.63 | |
| 1365 | 1071.50 | 925.24 | 1097.00 | 1017.37 | 721.95 | 555.66 | |
| Pulse Pressure (mm) | Sidewall Pressure Peaks with the Total Nozzle Areas of 273 mm2 | Sidewall Pressure Peaks with the Total Nozzle Areas of 546 mm2 | Sidewall Pressure Peaks with the Total Nozzle Areas of 819 mm2 | Sidewall Pressure Peaks with the Total Nozzle Areas of 1365 mm2 | ||||
|---|---|---|---|---|---|---|---|---|
| AP/Pa | RSD | AP/Pa | RSD | AP/Pa | RSD | AP/Pa | RSD | |
| 0.3 | 1102 | 0.448 | 1485 | 0.415 | 1534 | 0.298 | 1297 | 0.569 |
| 0.4 | 1348 | 0.512 | 1646 | 0.468 | 1975 | 0.329 | 1357 | 0.469 |
| 0.5 | 1492 | 0.562 | 1889 | 0.529 | 2231 | 0.346 | 1498 | 0.412 |
| Pulse Pressure (MPa) | 0.3 | 0.4 | 0.5 | |
|---|---|---|---|---|
| Total Nozzle Areas (mm2) | ||||
| 273 | 827.62 | 964.06 | 1073.92 | |
| 546 | 1140.20 | 1192.67 | 1347.20 | |
| 819 | 1201.73 | 1517.46 | 1769.47 | |
| 1365 | 925.24 | 1037.33 | 1167.72 | |
| Parameters | Setting |
|---|---|
| Mass concentration of gas to solid (g·m−3) | 35 |
| Filtration velocity (m·min−1) | 0.6 |
| Pulse pressure (MPa) | 0.3, 0.4 |
| Pulse width (ms) | 80 |
| Pulse interval (s) | 60 |
| Total nozzle area (mm2) | 273, 546 and 819 |
| Intake type | Lower air inlet |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Cheng, H.; Chen, H.; Xiao, Z.; Lv, J. Synergistic Effect Evaluation of Slot-Type Nozzle Area, Jet Pressure and Jet Distance on Improving Deashing Performance of Flat CARTRIDGE Filter. Atmosphere 2023, 14, 325. https://doi.org/10.3390/atmos14020325
Li X, Cheng H, Chen H, Xiao Z, Lv J. Synergistic Effect Evaluation of Slot-Type Nozzle Area, Jet Pressure and Jet Distance on Improving Deashing Performance of Flat CARTRIDGE Filter. Atmosphere. 2023; 14(2):325. https://doi.org/10.3390/atmos14020325
Chicago/Turabian StyleLi, Xue, Huan Cheng, Haiyan Chen, Zhengxue Xiao, and Juan Lv. 2023. "Synergistic Effect Evaluation of Slot-Type Nozzle Area, Jet Pressure and Jet Distance on Improving Deashing Performance of Flat CARTRIDGE Filter" Atmosphere 14, no. 2: 325. https://doi.org/10.3390/atmos14020325
APA StyleLi, X., Cheng, H., Chen, H., Xiao, Z., & Lv, J. (2023). Synergistic Effect Evaluation of Slot-Type Nozzle Area, Jet Pressure and Jet Distance on Improving Deashing Performance of Flat CARTRIDGE Filter. Atmosphere, 14(2), 325. https://doi.org/10.3390/atmos14020325