2.1.1. Design of Cutting Angles
The primary functions of the rotary blade include cutting, crushing, and turning soil, as well as incorporating cut stems and straw into the soil. The blade edge’s curvature is critical in this process. Agricultural requirements dictate that residual stems in the field should be evenly cut and mixed into the soil. However, when the edge becomes blunt or operates in heavy, sticky soil, the soil’s reaction force may be insufficient to support stem cutting. In such instances, the stems should glide along the edge rather than wrapping around it. Therefore, selecting an appropriate side cutting-edge curve is crucial. To design the side cutting-edge curve more effectively, it is essential to understand its functions and design requirements: 1. The blade edge should be optimized for sliding performance, ensuring that stems are either cut smoothly or expelled, thus preventing the blade shaft from becoming obstructed by entangled stems. 2. Cutting should commence near the blade handle to maximize cutting efficiency. 3. The edge curve’s shape should be as straightforward as possible, offered it meets the sliding performance requirements, to simplify manufacturing and implementation.
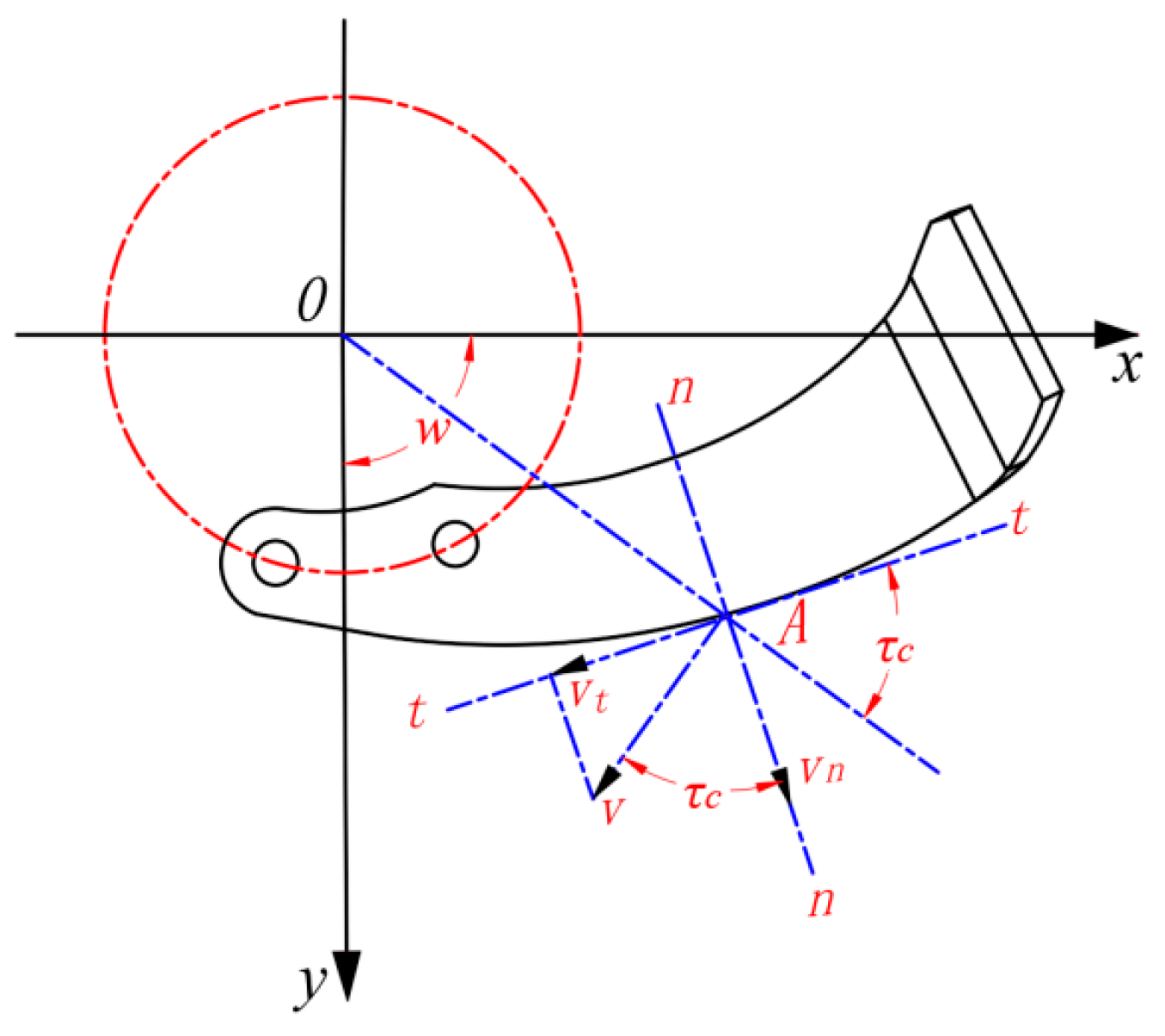
During operation, the rotary tiller’s blades revolve around the axis at an angular velocity
w.
Figure 1 illustrates that for any point A on the side cutting edge, the velocity at this point is
v =
rw, where
r represents the distance from this point to the axis. A tangent t–t and a normal n–n intersect at point A. The speed
v can be decomposed into two components:
vn, perpendicular to the cutting edge, and
vt, parallel to it. The ratio
vt/
vn = tg
τc is referred to as the slip coefficient, with
τc denoting the slip angle. The relationship between the slip angle and slip effect is crucial; an excessively small slip angle renders the slip effect negligible and ineffective, whereas an overly large slip angle increases the side cutting edge’s curvature, resulting in a larger overall tool size and associated issues such as increased power consumption. Considering these considerations, it is essential to conduct a computational analysis of the slip angle and its resulting effects.
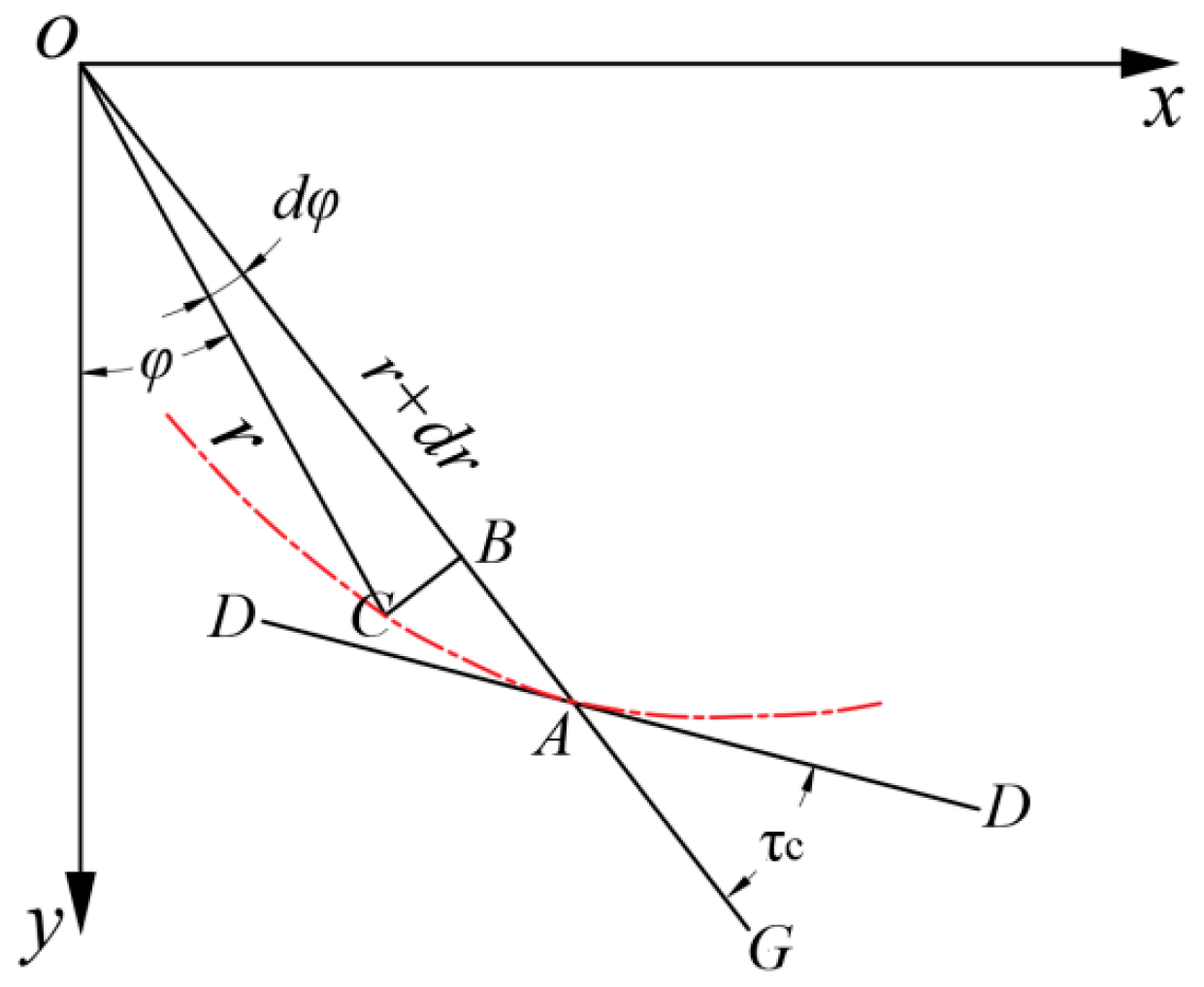
Figure 2 depicts the slip angle, typically defined as the angle between the radial line O–G at the cutting edge A and the tangent D–D. Let
r = r(
φ) be the polar coordinate equation for the cutting-edge curve. When
φ increases by
dφ, the change in the radial distance is
dr. Therefore, AB =
dr and BC =
rdφ. The slip angle equation for the cutting edge can thus be expressed as follows:
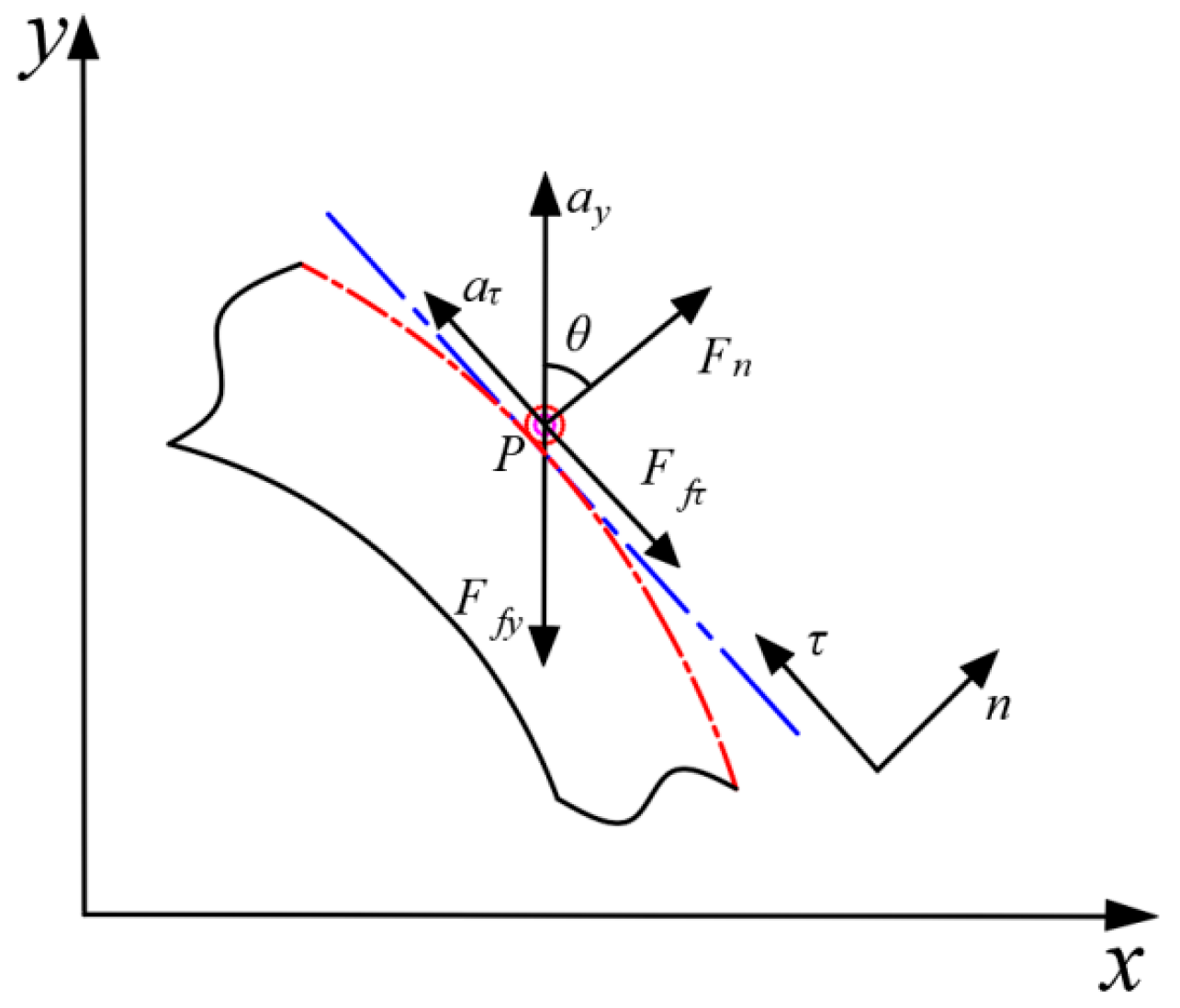
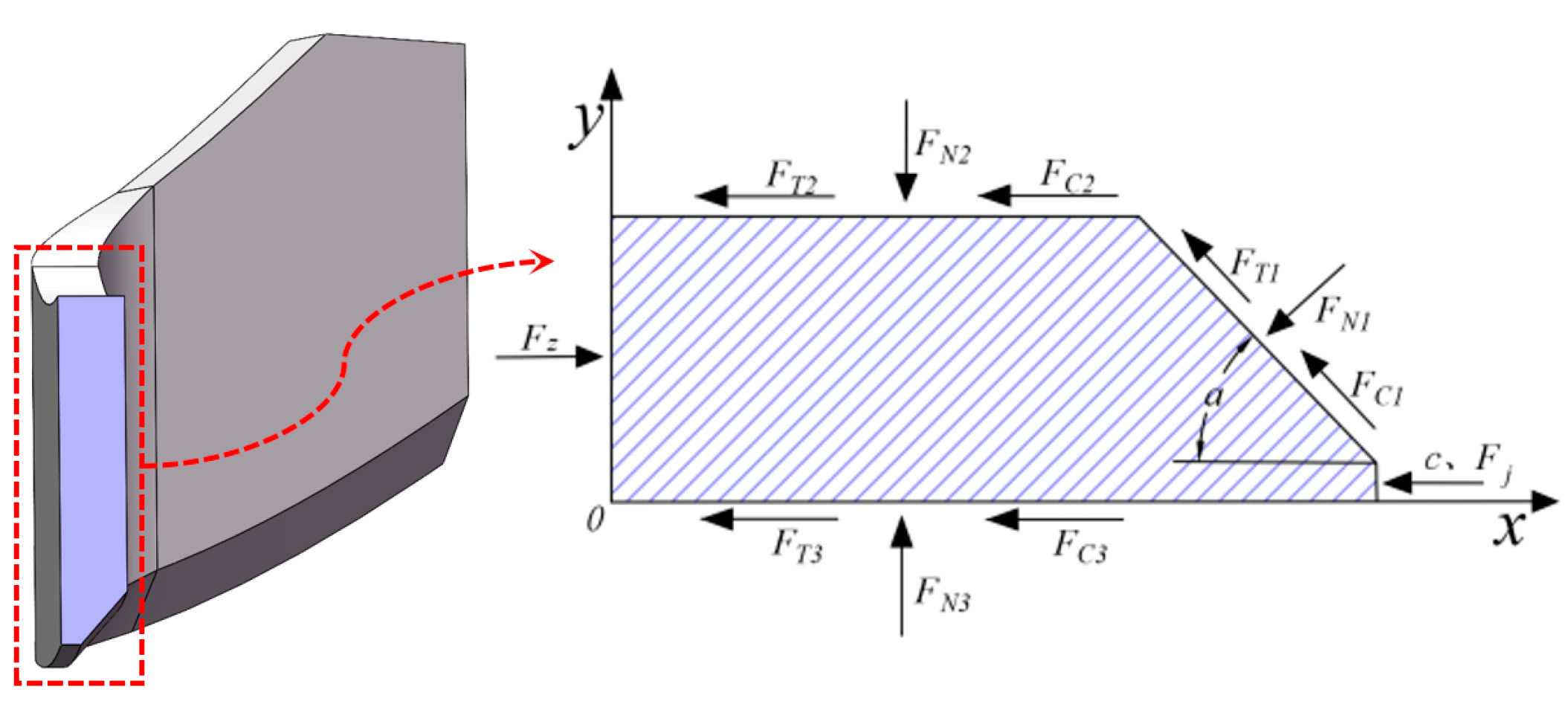
A dynamic model is developed to appraise the shear motion of the cutting edge in relation to the soil–root composite, with the aim of determining the critical conditions for slip. A two-dimensional coordinate system is established, where the y-axis represents the forward direction of the cutting edge, and the x-axis denotes its tangential direction.
Figure 3 illustrates the relative position of a particle P to the cutting edge.
As the side cutting edge advances along the positive y-direction, the slip particle P experiences a combined motion. This movement comprises a pull along the y-axis coupled with a downward cutting motion along the edge. Throughout this process, particle P is subject to three forces: the normal force exerted by the cutting edge, the frictional force from the soil–root composite, and the frictional force from the cutting edge itself. The dynamic equilibrium equation for the slip particle P can be expressed as follows:
In the equation, Fn—normal force at the cutting edge of the side cutting edge, N;
Ffy—frictional force exerted by the root–soil composite on sliding point P along the y-axis, N;
θ—sliding cut angle, (°);
m—mass of sliding point P, kg;
ay—tangential acceleration along the y-axis, m/s2;
Ffτ—frictional force on sliding point along the tangent direction of the blade edge, N;
aτ—acceleration of the sliding point along the tangent direction of the blade edge, m/s2.
The side cutting edge’s action causes slip particle P to tend towards the positive y-direction, while the soil–root composite counters with a frictional force in the negative y-direction. Should relative sliding occur between the cutting edge and slip particle, a trend of relative motion will be observed. Accordingly, the frictional force
Ffτ at point P along the edge can be expressed as follows:
In the equation, f—composite friction coefficient between the sliding point and the cutting edge of the side blade;
φ—friction angle between the sliding point and the cutting edge of the side blade, (°).
Substituting Equation (3) into Equation (2) and simplifying gives the following:
In typical operating conditions, the normal force Fn on the side cutting edge remains positive. When relative sliding takes place between the cutting edge and slip particle, the slip particle’s tangential acceleration must be positive (aτ > 0). Equation (3) implies that θ > φ, suggesting the slip angle exceeds the friction angle between the cutting edge and slip particle. This friction angle may represent the friction between the cutting edge and soil, the cutting edge and roots, or a combination of both. Generally, the friction coefficient does not surpass 0.8, which corresponds to a friction angle of approximately 40°. Therefore, the side cutting edge’s slip angle must be greater than this friction angle. Additionally, to avoid excessively large tool dimensions resulting from an overly high slip angle, it is constrained in the range of 40° to 65°.
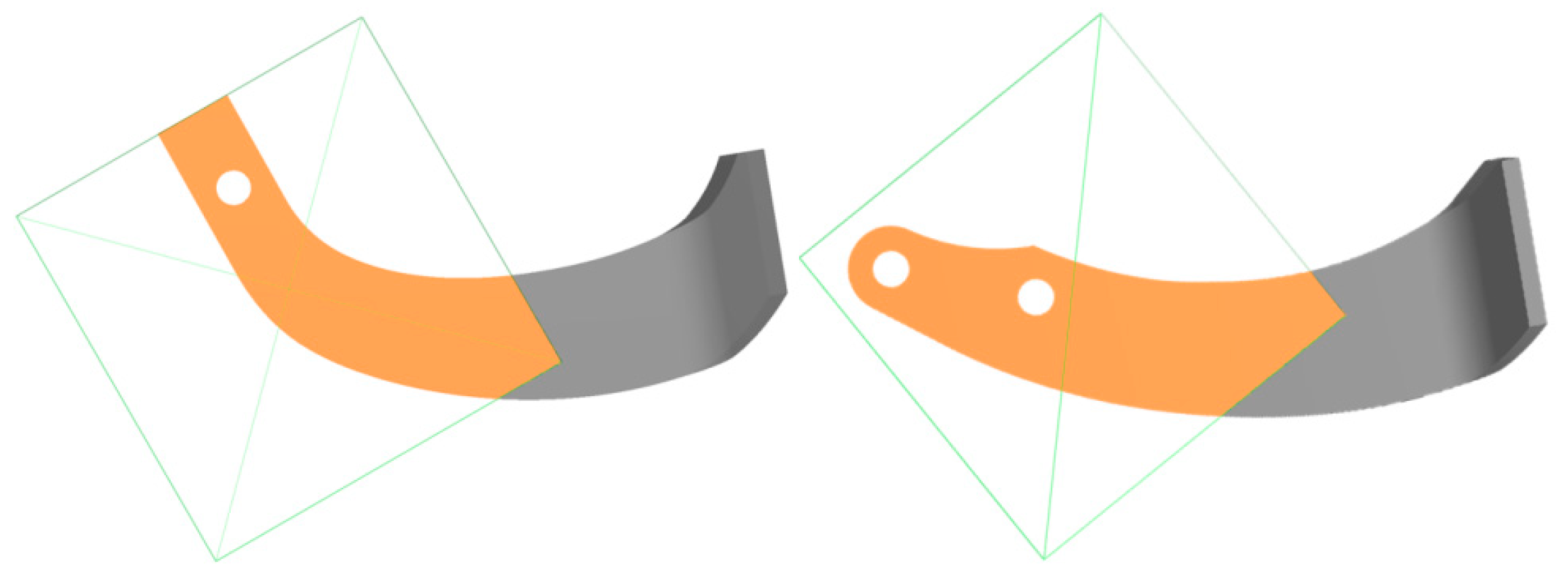
2.1.2. Design of Eccentric Circular Side Cutting Edges
The diversity in soil conditions, planting methods, and surface residue necessitates a range of cutting tools, as a single blade type cannot meet all tillage requirements. This has led to the creation of various blade designs incorporating different curves, such as equiangular spirals, Archimedean spirals, and sine–index curves. However, simplifying blade curves is crucial for enhancing tool design versatility and manufacturing efficiency, facilitating broader application. While these blade curves fulfill basic usage requirements, they present several challenges. Firstly, the design process often involves representing blade curves as a series of arc points connected by curves utilizing coordinate methods. This approach fails to fully reflect the regularity of the curves, rendering it challenging to accurately identify the blade’s characteristic curve type from design drawings. Therefore, this impedes an accurate evaluation and analysis of slip performance. In addition, defining the blade edge utilizing coordinate methods results in a lack of clear regularity in manufacturing and processing, thereby increasing the complexity and challenge of blade production and inspection.
Arcs, being the simplest curves after straight lines, offer advantages in both representation and manufacturing processes. Theoretical analysis indicates that an eccentric circular edge can achieve the slip performance of various blade curves [
18]. Moreover, the slip angles at different positions on an arc can be determined through relatively simple methods, significantly facilitating blade manufacturing and performance analysis. After analyzing the side cutting-edge design curves of other tool types, including rotary blades, stubble breakers, and reclamation blades, it was determined that the rotary tiller side cutting-edge design would utilize an eccentric circular curve. The following section will offer a detailed explanation of the characteristics and design principles of the eccentric circular cutting-edge curve.
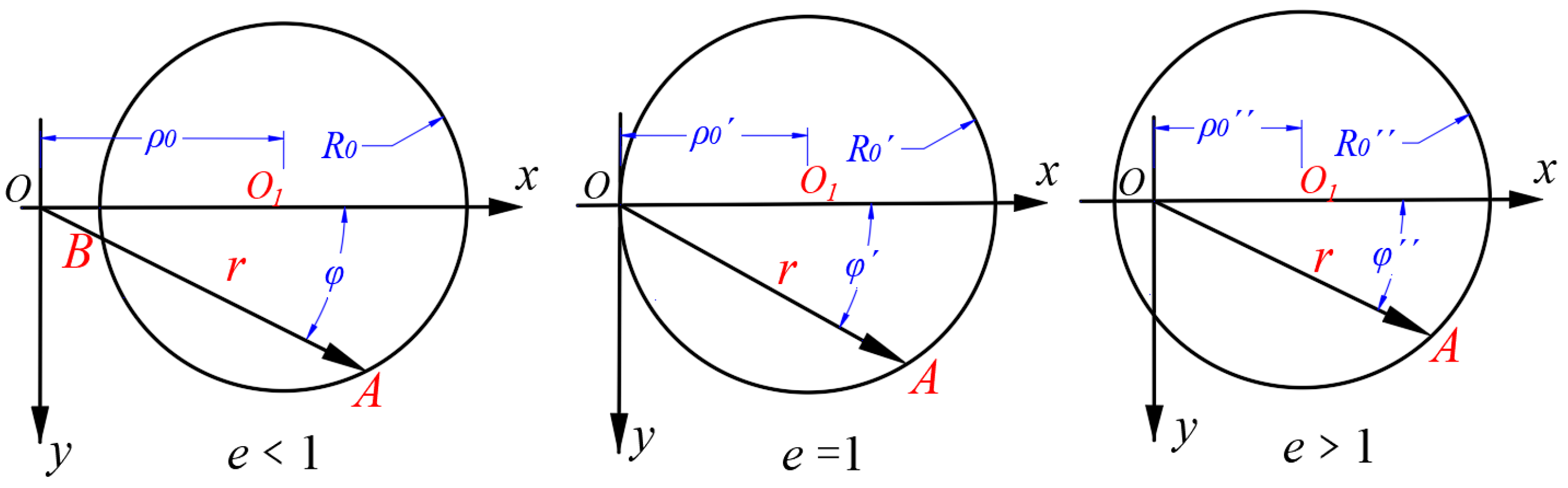
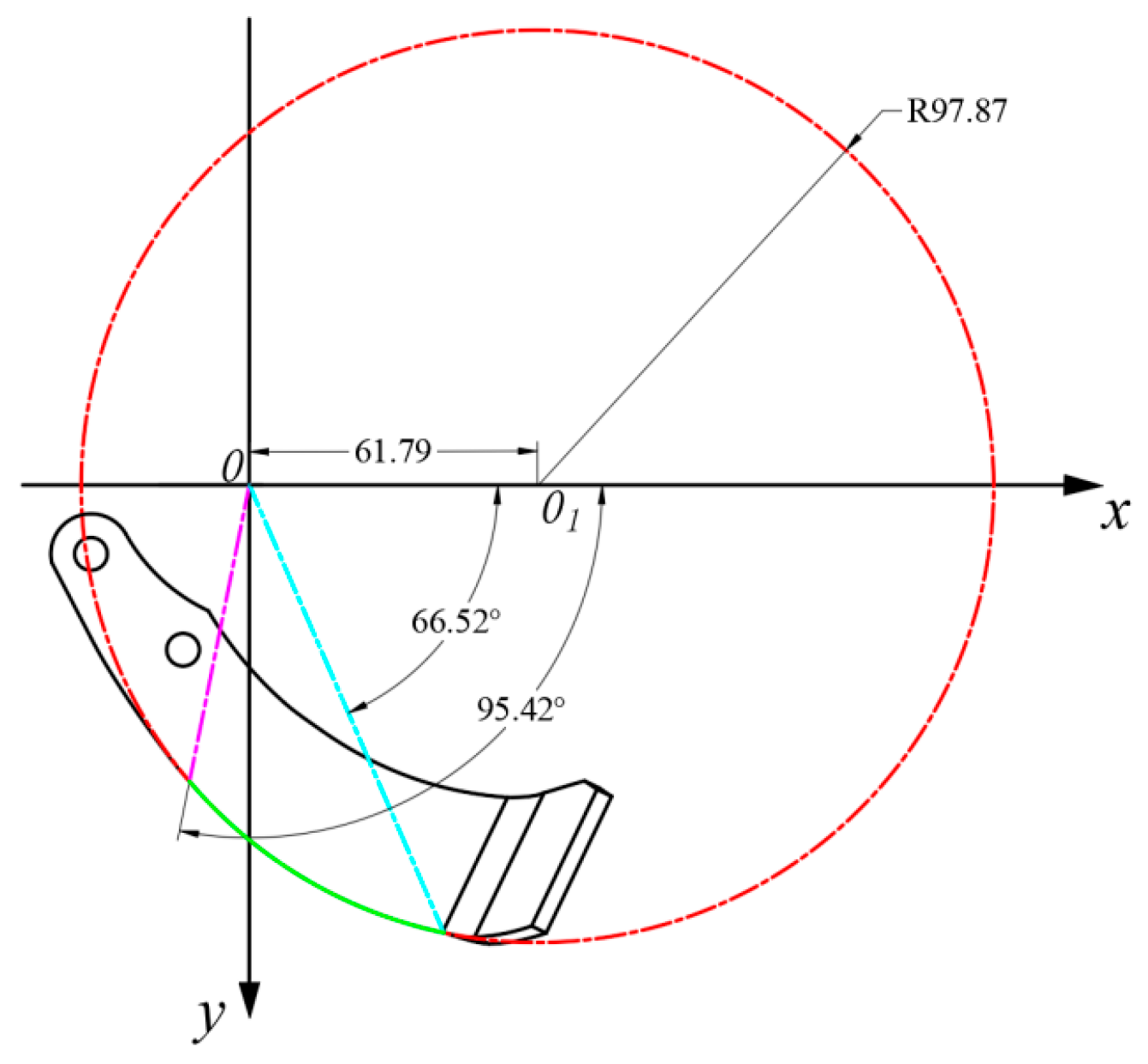
As presented in
Figure 4, the eccentric circle with a radius of
R0 has its center
O1 on the x-axis, and its polar coordinate equation is given by Equation (5):
In the equation, ρ0—distance from O1 on the x-axis to the rotation center O;
R0—radius of the eccentric circle;
φ—angle between the polar radius of any point A on the circle and the x-axis.
Taking the derivative of Equation (6) gives the following:
Substituting Equations (5) and (6) into Equation (1) gives the following:
The negative sign in the above equation indicates that
φ increases as
r decreases; therefore, it is omitted to obtain Equation (9).
From Equation (9), it is clear that the slip angle
τc is a function of only the eccentric distance
e and the polar angle
φ. To illustrate the relationship between the slip angle
τc and the eccentric distance
e and polar angle
φ, specific values of
e were selected. The corresponding relationships between the slip angle and polar angle were computed utilizing Equation (9) and plotted as a curve graph (
Figure 5). We observed that for a constant value of
φ, an increase in the eccentric distance leads to a corresponding increase in the slip angle. By varying the eccentric distances and ranges of polar angles, we can obtain blade curves with different slip characteristics. Before designing the side cutting-edge curve, it is necessary to determine the roller radius R based on tillage requirements and rotary tiller conditions, which corresponds to the radius of the eccentric circle. Following this, we must measure the minimum working radius
r0 and the radius
r1 at the bending line. As the dimensions of the RA rotary blade are an improvement on the IT260 rotary blade, we will continue to use the values of
r0 and
r1 from the IT260 blade. To simplify the design process, the polar angle
φ0 corresponding to the initial working radius
r0 remains unchanged. In summary, the design parameters for the RA rotary blade side cutting edge are the eccentric distance e, the polar angle
φ1 at
r1, and the slip angle
τc at
r1.
Drawing from design experiences with other blade types [
18], the polar angle
φ1 is limited to a range of 40° to 100°, while the cutting angle
τc is confined between 40° and 65°, as specified by Formula (4).
Figure 5 illustrates these constraints, with pink and green lines representing the ranges of the polar angle
φ1 and the cutting angle
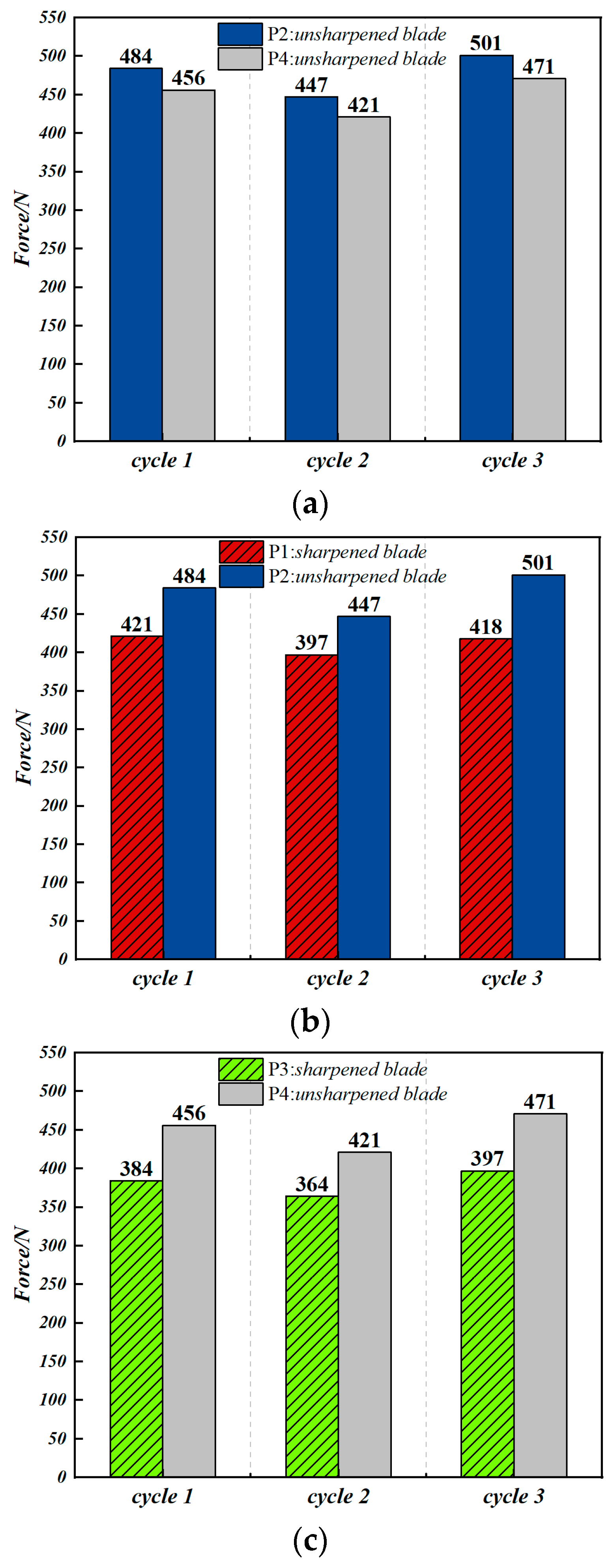
τc, respectively. The red curve in this domain depicts cutting characteristics across various eccentricities. This parameter space defines the experimental factor levels. The evaluation criterion is based on cutting resistance under different parameters, and an orthogonal experimental approach is utilized to identify the optimal parameter combination.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}