
Effect of Sequence-Based Incorporation of Fillers, Kenaf Fiber and Graphene Nanoplate, on Polypropylene Composites via a Physicochemical Compounding Method


Abstract
1. Introduction
2. Materials and Methods
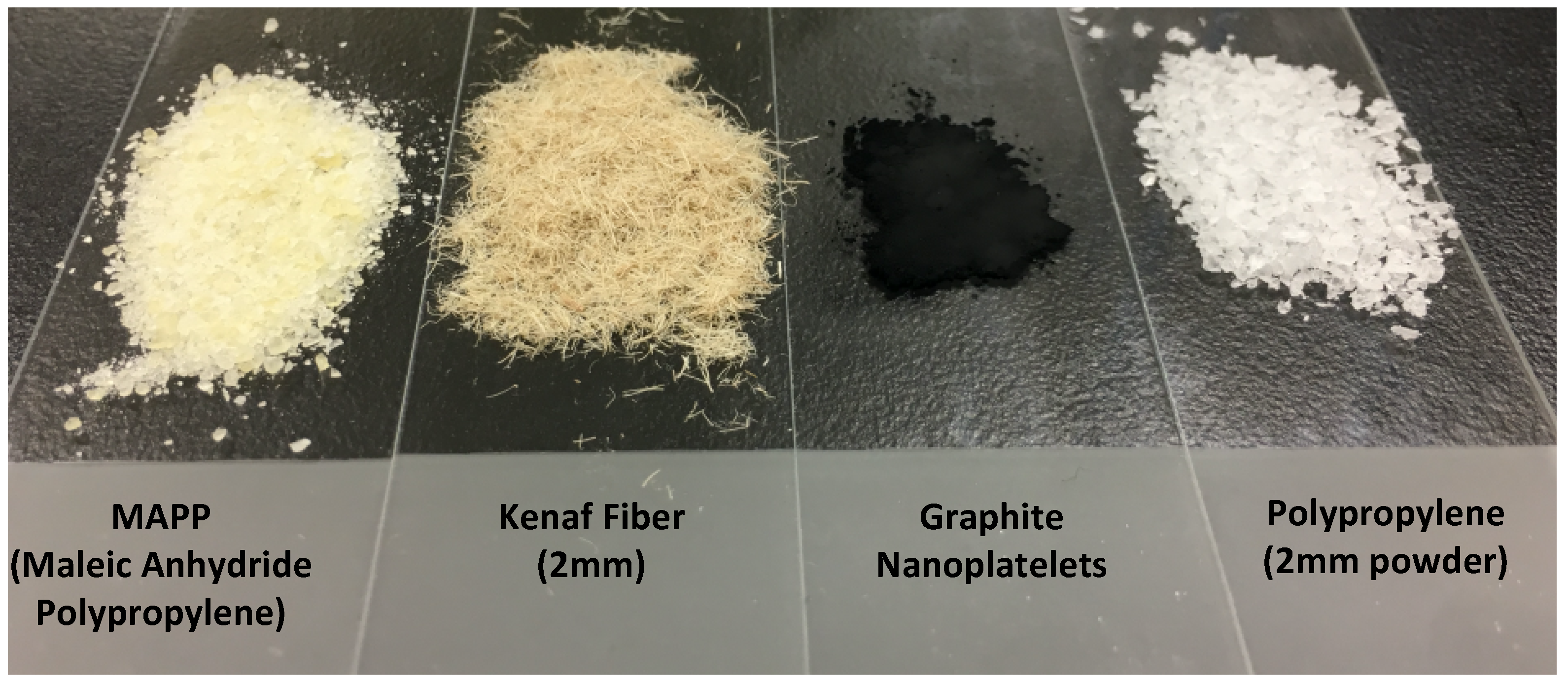
2.1. Materials
2.2. Preparation of PP-Based Composites
2.3. Characterization of PP-Based Composites
2.3.1. Mechanical Properties
2.3.2. Dynamic Mechanical Analysis (DMA)
2.3.3. Thermal Properties
2.3.4. Morphological Analysis
2.3.5. X-Ray Diffraction (XRD) Analysis
2.4. Statistical Analysis
3. Results and Discussion
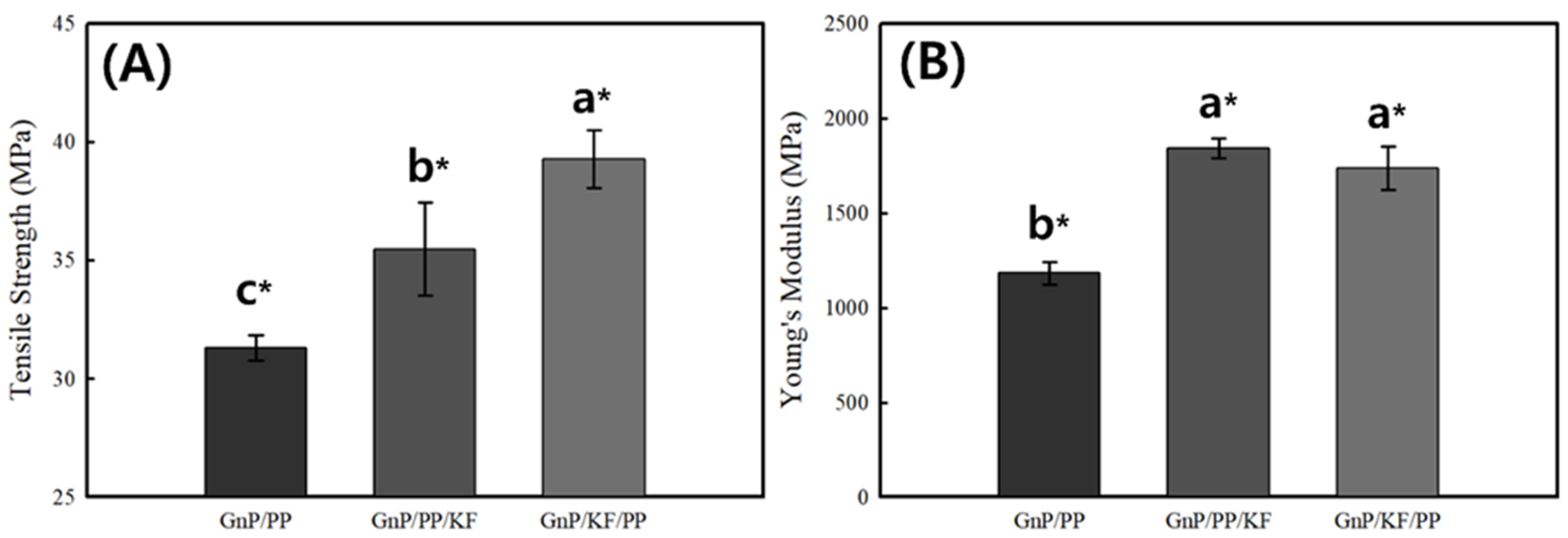
3.1. Mechanical and Morphological Properties of PP-Based Composites
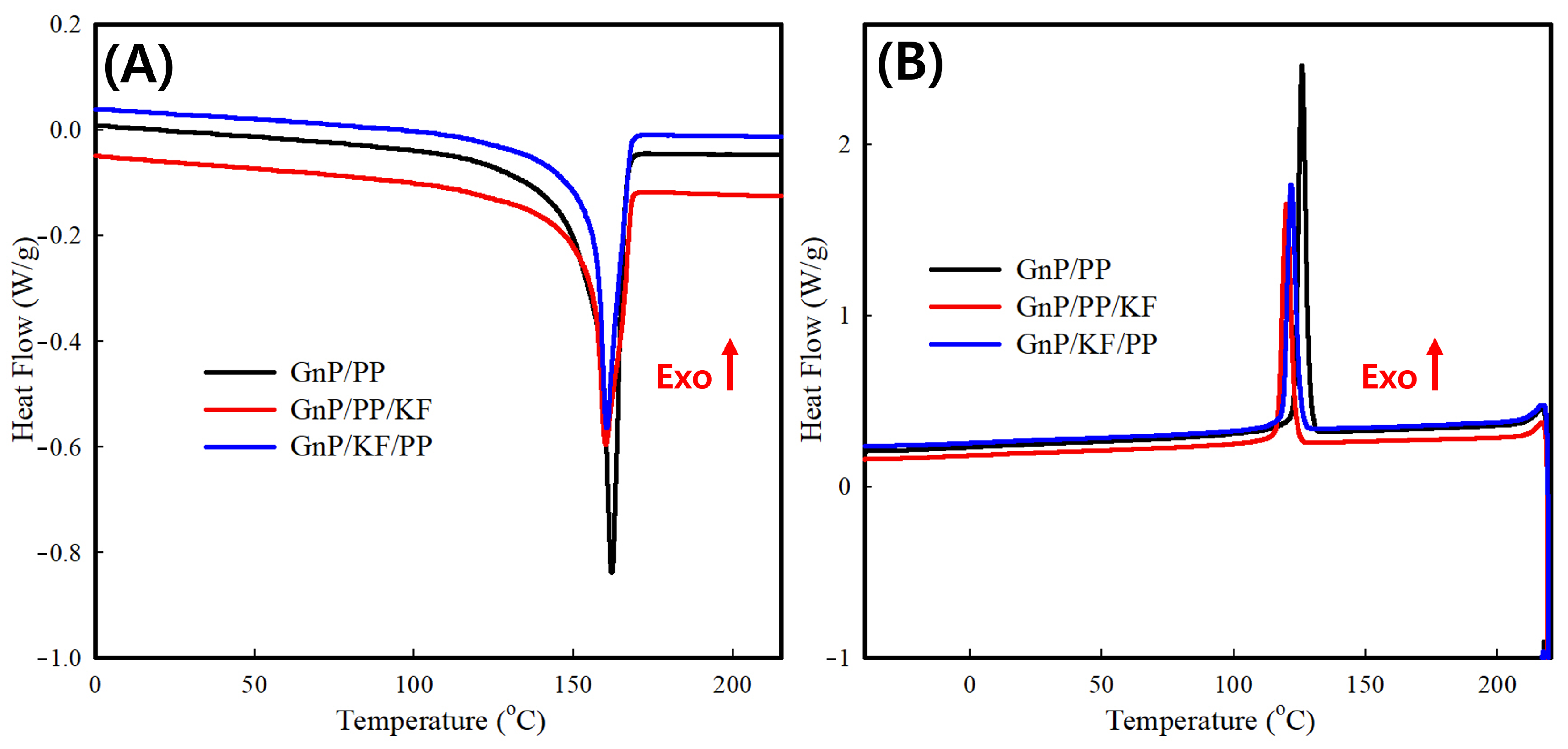
3.2. Crystallinity of PP-Based Composites
3.3. Thermal Properties of PP-Based Composites
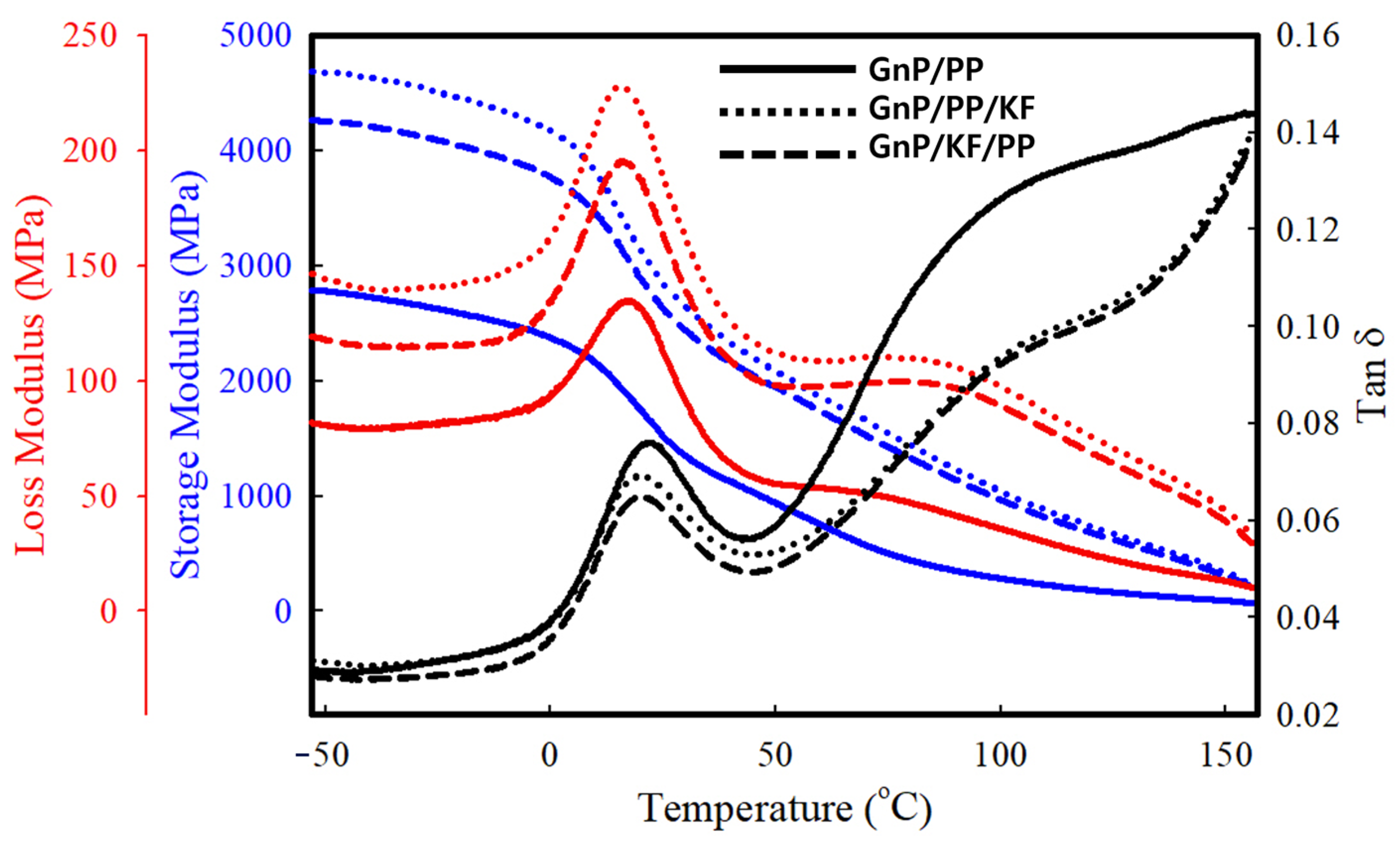
3.4. Viscoelastic Properties of PP-Based Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Elia, V.; Gnoni, M.G. Designing an effective closed loop system for pallet management. Int. J. Prod. Econ. 2015, 170, 730–740. [Google Scholar] [CrossRef]
- Vendl, T.; Stejskal, V.; Kadlec, J.; Aulicky, R. New approach for evaluating the repellent activity of essential oils against storage pests using a miniaturized model of stored-commodity packaging and a wooden transport pallet. Ind. Crops Prod. 2021, 172, 114024. [Google Scholar] [CrossRef]
- Al Suwaiei, F.; Al Husayni, M.; Al Ghamdi, S.; Kanwi, M. The transformation of shipping & transport material to polymer-based products. A case study of wooden-to-plastic pallets. In Proceedings of the MECC 2023, Lake Tahoe, NV, USA, 2–5 October 2023; pp. 1–10. [Google Scholar]
- Idumah, C.I.; Hassan, A. Hibiscus cannabinus fiber/PP based nano-biocomposites reinforced with graphene nanoplatelets. J. Nat. Fibers 2017, 14, 691–706. [Google Scholar] [CrossRef]
- Yaghoobi, H.; Fereidoon, A. Preparation and characterization of short kenaf fiber-based biocomposites reinforced with multi-walled carbon nanotubes. Compos. Part B Eng. 2019, 162, 314–322. [Google Scholar] [CrossRef]
- Vayabari, D.A.; Ilham, Z.; Md Saad, N.; Usuldin, S.R.A.; Norhisham, D.A.; Abd Rahim, M.H.; Wan-Mohtar, W.A.A.Q.I. Cultivation strategies of kenaf (Hibiscus cannabinus L.) as a future approach in Malaysian agriculture industry. Horticulturae 2023, 9, 925. [Google Scholar] [CrossRef]
- Al-Mamun, M.; Rafii, M.Y.; Misran, A.B.; Berahim, Z.; Ahmad, Z.; Khan, M.M.H.; Oladosu, Y.; Arolu, F. Kenaf (Hibiscus cannabinus L.): A promising fiber crop with potential for genetic improvement utilizing both conventional and molecular approaches. J. Nat. Fibers 2023, 20, 2145410. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sulong, A.B.; Radzi, M.F.; Ismail, N.; Raza, M.; Muhamad, N.; Khan, M.A. Influence of alkaline treatment and fiber loading on the physical and mechanical properties of kenaf/polypropylene composites for variety of applications. Prog. Nat. Sci. Mater. Int. 2016, 26, 657–664. [Google Scholar] [CrossRef]
- Feng, D.; Caulfield, D.; Sanadi, A. Effect of compatibilizer on the structure-property relationships of kenaf-fiber/polypropylene composites. Polym. Compos. 2001, 22, 506–517. [Google Scholar] [CrossRef]
- Mahjoub, R.; Yatim, J.M.; Sam, A.R.M.; Hashemi, S.H. Tensile properties of kenaf fiber due to various conditions of chemical fiber surface modifications. Constr. Build. Mater. 2014, 55, 103–113. [Google Scholar] [CrossRef]
- Su, X.; Wang, R.; Li, X.; Araby, S.; Kuan, H.-C.; Naeem, M.; Ma, J. A comparative study of polymer nanocomposites containing multi-walled carbon nanotubes and graphene nanoplatelets. Nano Mater. Sci. 2022, 4, 185–204. [Google Scholar] [CrossRef]
- Young, R.J.; Liu, M.; Kinloch, I.A.; Li, S.; Zhao, X.; Vallés, C.; Papageorgiou, D.G. The mechanics of reinforcement of polymers by graphene nanoplatelets. Compos. Sci. Technol. 2018, 154, 110–116. [Google Scholar] [CrossRef]
- Raza, M.A.; Westwood, A.; Brown, A.; Hondow, N.; Stirling, C. Characterisation of graphite nanoplatelets and the physical properties of graphite nanoplatelet/silicone composites for thermal interface applications. Carbon 2011, 49, 4269–4279. [Google Scholar] [CrossRef]
- Gu, J.; Yang, X.; Lv, Z.; Li, N.; Liang, C.; Zhang, Q. Functionalized graphite nanoplatelets/epoxy resin nanocomposites with high thermal conductivity. Int. J. Heat Mass Transf. 2016, 92, 15–22. [Google Scholar] [CrossRef]
- Siddiqui, V.U.; Sapuan, S.; Hassan, M.R. Innovative dispersion techniques of graphene nanoplatelets (GNPs) through mechanical stirring and ultrasonication: Impact on morphological, mechanical, and thermal properties of epoxy nanocomposites. Def. Technol. 2025, 43, 13–25. [Google Scholar] [CrossRef]
- Mingione, E.; Salvi, D.; Almonti, D.; Ponticelli, G.S. Improvement of thermal, electrical, and tribological performances of GnPs composites produced by selective laser sintering. Polym. Compos. 2025, 46, 7924–7938. [Google Scholar] [CrossRef]
- Kalaitzidou, K.; Fukushima, H.; Drzal, L.T. A new compounding method for exfoliated graphite–polypropylene nanocomposites with enhanced flexural properties and lower percolation threshold. Compos. Sci. Technol. 2007, 67, 2045–2051. [Google Scholar] [CrossRef]
- Almasarwah, N.; Abdelall, E.; Suer, G.; Egilmez, G.; Singh, M.; Ramadan, S. Pallet loading optimization considering storage time and relative humidity. J. Ind. Eng. Manag. 2023, 16, 453–471. [Google Scholar] [CrossRef]
- Ali, I.; Kim, N.K.; Bhattacharyya, D. Effects of graphene nanoplatelets on mechanical and fire performance of flax polypropylene composites with intumescent flame retardant. Molecules 2021, 26, 4094. [Google Scholar] [CrossRef]
- Mirzaei, J.; Fereidoon, A.; Ghasemi-Ghalebahman, A. Experimental study on mechanical properties of polypropylene nanocomposites reinforced with a hybrid graphene/PP-g-MA/kenaf fiber by response surface methodology. J. Elastomers Plast. 2021, 53, 1063–1089. [Google Scholar] [CrossRef]
- Hamma, A.; Kaci, M.; Ishak, Z.M.; Pegoretti, A. Starch-grafted-polypropylene/kenaf fibres composites. Part 1: Mechanical performances and viscoelastic behaviour. Compos. Part A Appl. Sci. Manuf. 2014, 56, 328–335. [Google Scholar] [CrossRef]
- Lee, B.; Hwang, U.; Kim, J.; Kim, S.-H.; Choi, K.; Park, I.-K.; Choi, C.; Suhr, J.; Nam, J.-D. Highly dispersed graphene nanoplatelets in polypropylene composites by employing high-shear stress for enhanced dielectric properties and frequency-selective electromagnetic interference shielding capability. Compos. Commun. 2023, 37, 101409. [Google Scholar] [CrossRef]
- Forsström, D.; Hamskog, M.; Eriksson, P.; Terselius, B. Oxidation of unstabilised polypropylene particles as studied by microcalorimetry and chemiluminescence techniques. Polym. Degrad. Stab. 2003, 81, 81–88. [Google Scholar] [CrossRef]
- Feng, N.L.; Malingam, S.D.; Ping, C.W.; Razali, N. Mechanical properties and water absorption of kenaf/pineapple leaf fiber-reinforced polypropylene hybrid composites. Polym. Compos. 2020, 41, 1255–1264. [Google Scholar] [CrossRef]
- Nematollahi, M.; Karevan, M.; Fallah, M.; Farzin, M. Experimental and numerical study of the critical length of short kenaf fiber reinforced polypropylene composites. Fibers Polym. 2020, 21, 821–828. [Google Scholar] [CrossRef]
- Nematollahi, M.; Karevan, M.; Mosaddegh, P.; Farzin, M. Morphology, thermal and mechanical properties of extruded injection molded kenaf fiber reinforced polypropylene composites. Mater. Res. Express 2019, 6, 095409. [Google Scholar] [CrossRef]
- Zhou, X.; Feng, J.; Yi, J.; Wang, L. Synergistic improvement of toughness of isotactic polypropylene: The introduction of high density polyethylene and annealing treatment. Mater. Des. 2013, 49, 502–510. [Google Scholar] [CrossRef]
- El-Shekeil, Y.; Sapuan, S.; Abdan, K.; Zainudin, E. Influence of fiber content on the mechanical and thermal properties of Kenaf fiber reinforced thermoplastic polyurethane composites. Mater. Des. 2012, 40, 299–303. [Google Scholar] [CrossRef]
- Joffe, R.; Andersons, J. Mechanical performance of thermoplastic matrix natural-fibre composites. In Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008; pp. 402–459. [Google Scholar]
- Vardai, R.; Lummerstorfer, T.; Pretschuh, C.; Jerabek, M.; Gahleitner, M.; Bartos, A.; Móczó, J.; Anggono, J.; Pukanszky, B. Improvement of the impact resistance of natural fiber–reinforced polypropylene composites through hybridization. Polym. Adv. Technol. 2021, 32, 2499–2507. [Google Scholar] [CrossRef]
- Kim, J.; Cho, D. Effects of waste expanded polypropylene as recycled matrix on the flexural, impact, and heat deflection temperature properties of kenaf fiber/polypropylene composites. Polymers 2020, 12, 2578. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Thariq Hameed Sultan, M.; Yahaya, R. Improved mechanical and moisture-resistant properties of woven hybrid epoxy composites by graphene nanoplatelets (GNP). Materials 2019, 12, 1249. [Google Scholar] [CrossRef]
- Ellis, T.S.; D’Angelo, J.S. Thermal and mechanical properties of a polypropylene nanocomposite. J. Appl. Polym. Sci. 2003, 90, 1639–1647. [Google Scholar] [CrossRef]
- Han, S.O.; Karevan, M.; Sim, I.N.; Bhuiyan, M.A.; Jang, Y.H.; Ghaffar, J.; Kalaitzidou, K. Understanding the reinforcing mechanisms in kenaf fiber/PLA and kenaf fiber/PP composites: A comparative study. Int. J. Polym. Sci. 2012, 2012, 679252. [Google Scholar] [CrossRef]
- Huang, L.; Wu, Q.; Li, S.; Ou, R.; Wang, Q. Toughness and crystallization enhancement in wood fiber-reinforced polypropylene composite through controlling matrix nucleation. J. Mater. Sci. 2018, 53, 6542–6551. [Google Scholar] [CrossRef]
- Joonobi, M.; Harun, J.; Tahir, P.M.; Zaini, L.H.; SaifulAzry, S.; Makinejad, M.D. Characteristic of nanofibers extracted from kenaf core. BioResources 2010, 5, 2556–2566. [Google Scholar] [CrossRef]
- Asim, M.; Paridah, M.T.; Chandrasekar, M.; Shahroze, R.M.; Jawaid, M.; Nasir, M.; Siakeng, R. Thermal stability of natural fibers and their polymer composites. Iran. Polym. J. 2020, 29, 625–648. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]
- Pan, P.; Zhu, B.; Kai, W.; Serizawa, S.; Iji, M.; Inoue, Y. Crystallization behavior and mechanical properties of bio-based green composites based on poly (L-lactide) and kenaf fiber. J. Appl. Polym. Sci. 2007, 105, 1511–1520. [Google Scholar] [CrossRef]
- Kumar, S.S.; Duraibabu, D.; Subramanian, K. Studies on mechanical, thermal and dynamic mechanical properties of untreated (raw) and treated coconut sheath fiber reinforced epoxy composites. Mater. Des. 2014, 59, 63–69. [Google Scholar] [CrossRef]
- Zin, M.H.; Abdan, K.; Norizan, M.N. The effect of different fiber loading on flexural and thermal properties of banana/pineapple leaf (PALF)/glass hybrid composite. In Structural Health Monitoring of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–17. [Google Scholar]
- Farsi, M. Thermoplastic matrix reinforced with natural fibers: A study on interfacial behavior. Some Crit. Issues Inject. Molding 2012, 1, 225–250. [Google Scholar]
- Haris, N.N.; Hassan, M.Z.; Ilyas, R.A.; Suhot, M.A.; Sapuan, S.M.; Dolah, R.; Mohammad, R.; Asyraf, M.R.M. Dynamic mechanical properties of natural fiber reinforced hybrid polymer composites: A review. J. Mater. Res. Technol. 2022, 19, 167–182. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | PP (wt%) | MAPP (wt%) | KF (wt%) | GnP (wt%) |
|---|---|---|---|---|
| GnP/PP | 96.7 | 3.0 | 0.0 | 0.3 |
| GnP/PP/KF | 66.7 | 3.0 | 30.0 | 0.3 |
| GnP/KF/PP | 66.7 | 3.0 | 30.0 | 0.3 |
| Sample | Td5% (°C) | Td10% (°C) | Td20% (°C) |
|---|---|---|---|
| GnP/PP | 435 | 452 | 467 |
| GnP/PP/KF | 348 | 373 | 398 |
| GnP/KF/PP | 339 | 370 | 393 |
| Sample | Crystallization Point | Melting Point | Crystallinity (%) | ||||
|---|---|---|---|---|---|---|---|
| Onset Temp. (°C) | Peak Temp. (°C) | Enthalpy (J/g) | Onset Temp. (°C) | Peak Temp. (°C) | Enthalpy (J/g) | ||
| GnP/PP | 128 ± 0 | 126 ± 0 | 97 ± 0 | 158 ± 0 | 162 ± 0 | 95 ± 3 | 46 ± 1 |
| GnP/PP/KF | 123 ± 0 | 120 ± 0 | 70 ± 1 | 156 ± 0 | 160 ± 0 | 66 ± 1 | 32 ± 1 |
| GnP/KF/PP | 125 ± 0 | 122 ± 0 | 70 ± 2 | 156 ± 0 | 161 ± 0 | 67 ± 3 | 33 ± 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Ahn, K.; Hong, S.J.; Kim, Y.-T. Effect of Sequence-Based Incorporation of Fillers, Kenaf Fiber and Graphene Nanoplate, on Polypropylene Composites via a Physicochemical Compounding Method. Polymers 2025, 17, 1955. https://doi.org/10.3390/polym17141955
Lee S, Ahn K, Hong SJ, Kim Y-T. Effect of Sequence-Based Incorporation of Fillers, Kenaf Fiber and Graphene Nanoplate, on Polypropylene Composites via a Physicochemical Compounding Method. Polymers. 2025; 17(14):1955. https://doi.org/10.3390/polym17141955
Chicago/Turabian StyleLee, Soohyung, Kihyeon Ahn, Su Jung Hong, and Young-Teck Kim. 2025. "Effect of Sequence-Based Incorporation of Fillers, Kenaf Fiber and Graphene Nanoplate, on Polypropylene Composites via a Physicochemical Compounding Method" Polymers 17, no. 14: 1955. https://doi.org/10.3390/polym17141955
APA StyleLee, S., Ahn, K., Hong, S. J., & Kim, Y.-T. (2025). Effect of Sequence-Based Incorporation of Fillers, Kenaf Fiber and Graphene Nanoplate, on Polypropylene Composites via a Physicochemical Compounding Method. Polymers, 17(14), 1955. https://doi.org/10.3390/polym17141955