
A Systematic Review of Epoxidation Methods and Mechanical Properties of Sustainable Bio-Based Epoxy Resins


Abstract
1. Introduction
2. Methodology
2.1. Introduction to the Research and Research Question
- What epoxidation methods are most commonly used to produce epoxidised oils for resin applications, and how do they compare in terms of complexity and sustainability?
- How do different curing agents, catalysts, and additives influence the mechanical and thermal performance of EVO-based resins?
- Which formulations offer the best balance between mechanical strength and environmental sustainability?
2.2. Search Strategy, Inclusion and Exclusion Criteria
- Focused on epoxidation or synthesis of thermosetting resins from vegetable oils;
- Included thermal data such as glass transition temperature (Tg) or degradation temperature (T5%);
- Used curing agents or catalysts whose identity was clearly described;
- Written in English.
- Reviews, patents, or non-peer-reviewed material.
2.3. Data Extraction and Categorisation
- Bibliographic information: title, authors, publication year, DOI, and journal.
- Resin composition: type of oil used, epoxidation method, oxirane oxygen content (OOC), epoxy equivalent weight (EEW), and iodine value.
- Synthesis details: stoichiometry, catalyst or curing agents used, and curing conditions (temperature/time).
- Mechanical properties: tensile strength, modulus, elongation at break, and flexural strength/modulus.
- Thermal properties: Tg, thermal degradation (T5%), thermal stability index.
- Sustainability considerations: source of reagents, toxicity classification, and energy intensity of the synthesis.
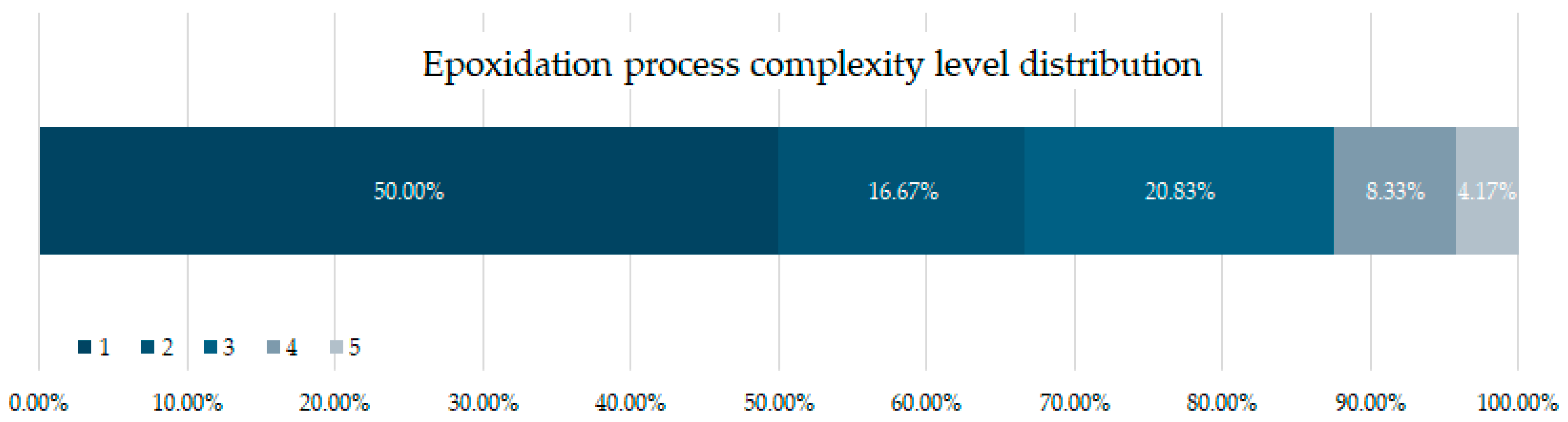
2.4. Epoxidation Complexity and Chemical Scoring System
- Reagent toxicity and environmental hazard (e.g., sulfuric acid = high, citric acid = low);
- Process duration (less than 3 h = simple; more than 6 h = complex);
- Operational temperature (above 80 °C = energy-intensive);
- Reagent type and number (single-step vs. multi-step or DES synthesis).
2.5. Mechanical and Thermal Performance Benchmarking
- Oil source (already epoxidised vs. in situ);
- Curing system (aromatic vs. aliphatic hardeners);
- Catalyst presence and identity (imidazole, 1-MI, BDMA, etc.);
- Reinforcement strategy (fiber, nano, and powder).
2.6. PRISMA Flowchart and Result Consolidation
2.7. Study Risk of Bias Assessment
3. Results
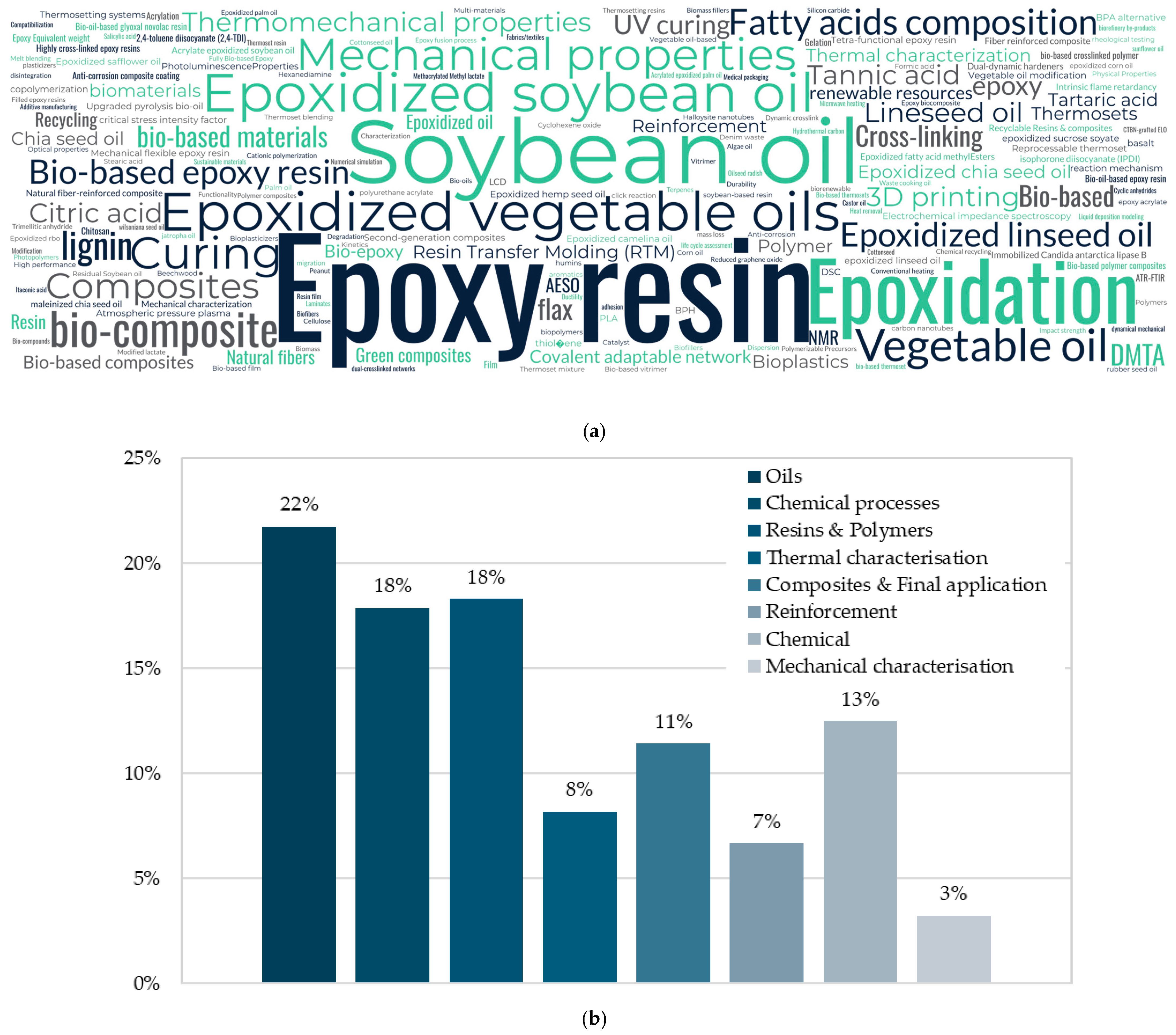
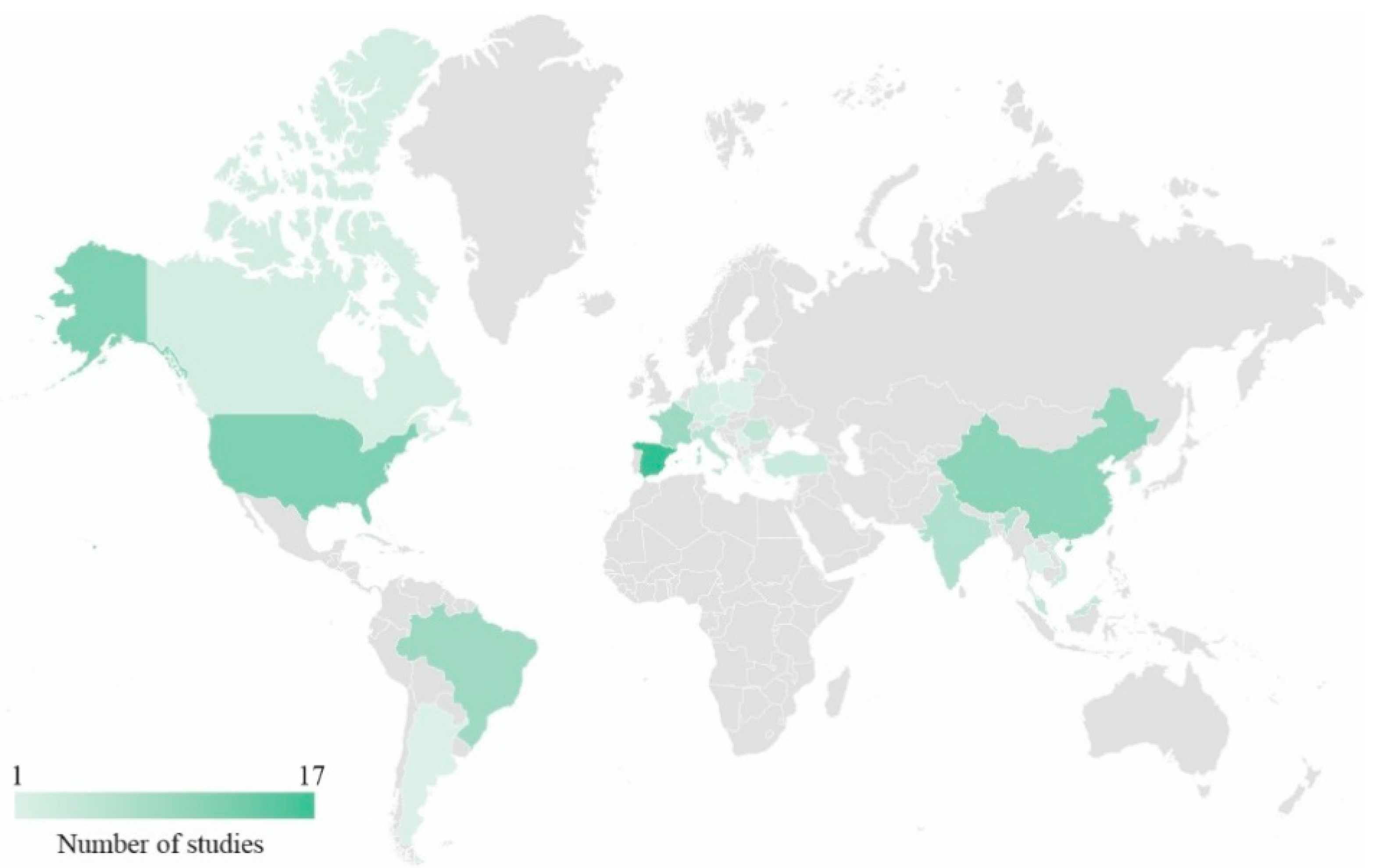
3.1. Analysis of Research Lines
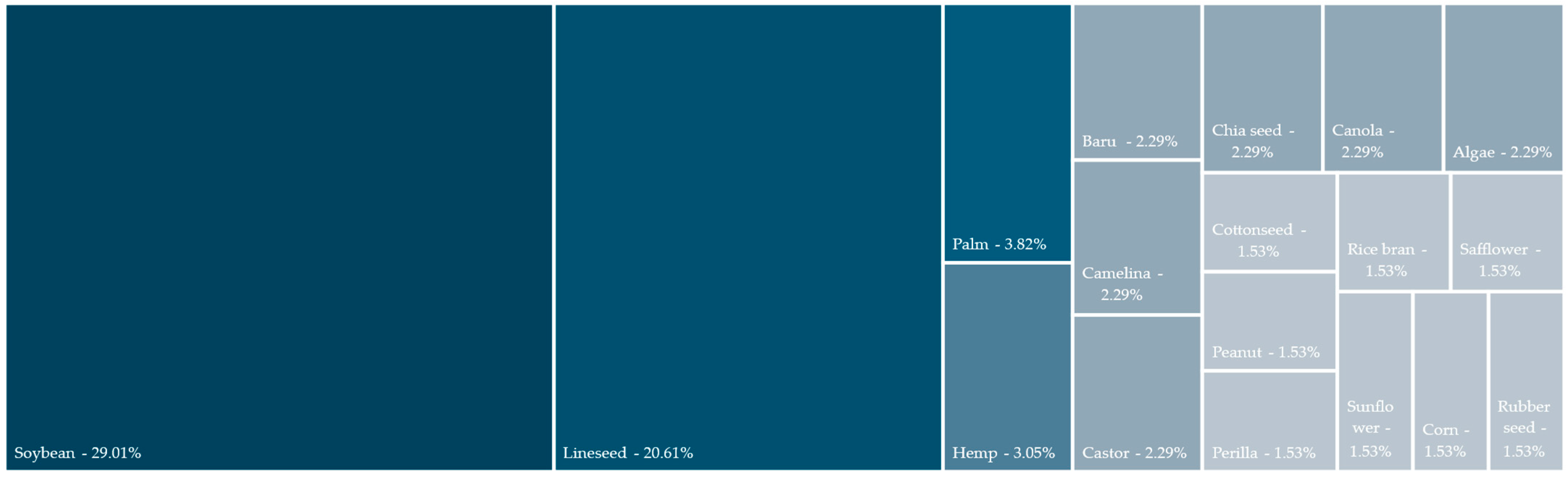
3.2. Vegetable Oils (VO)
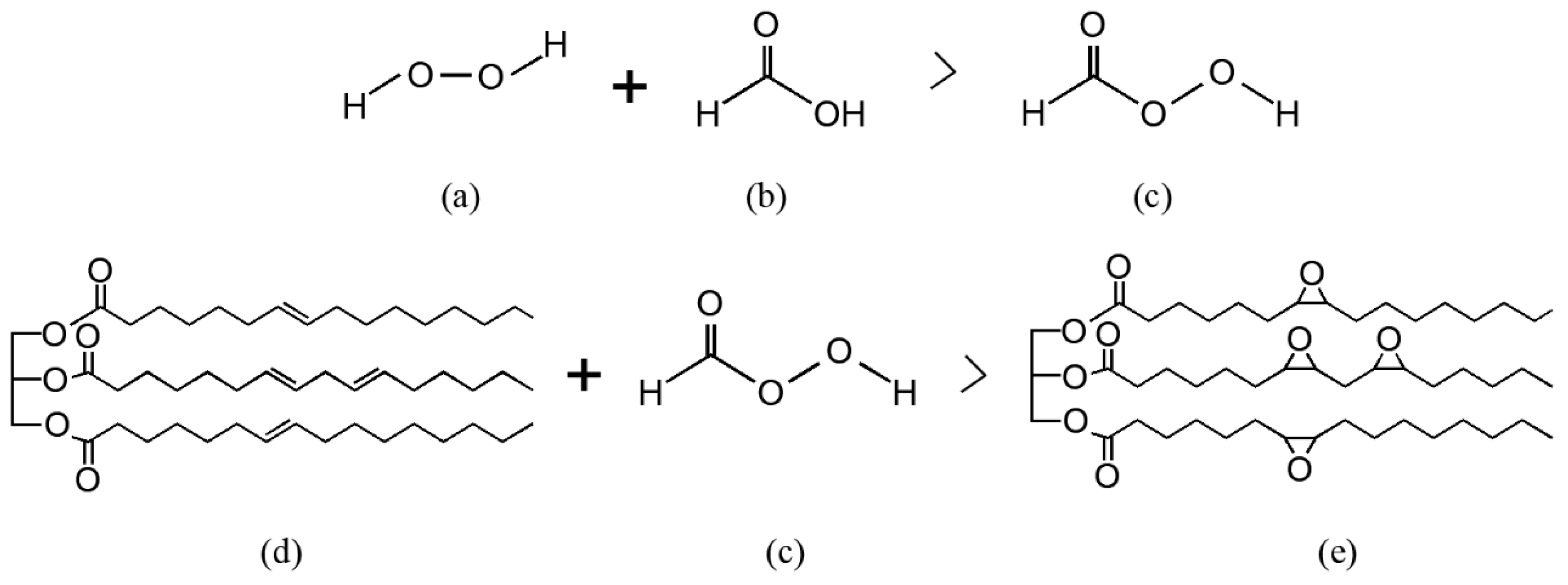
3.3. Epoxidation Process
3.4. Resin Production Process
3.5. Characterisation Techniques
3.6. Resin Properties and Performance
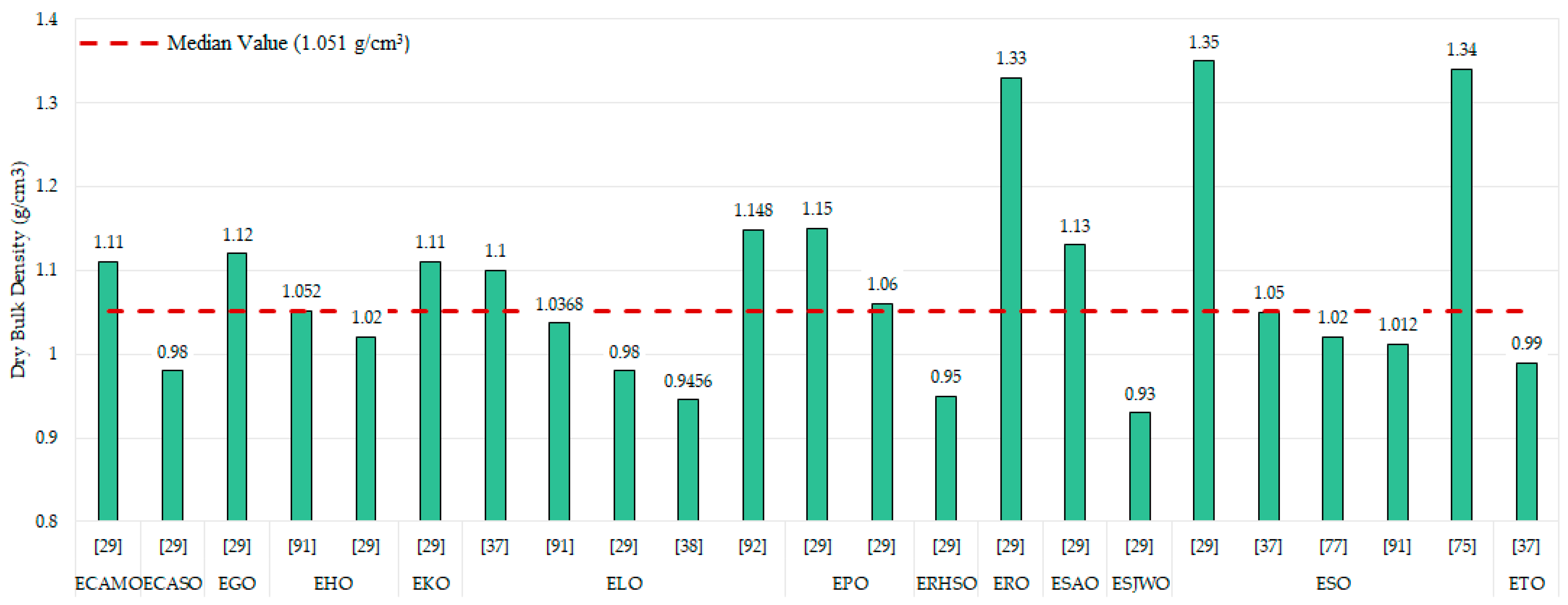
3.6.1. Physical Properties
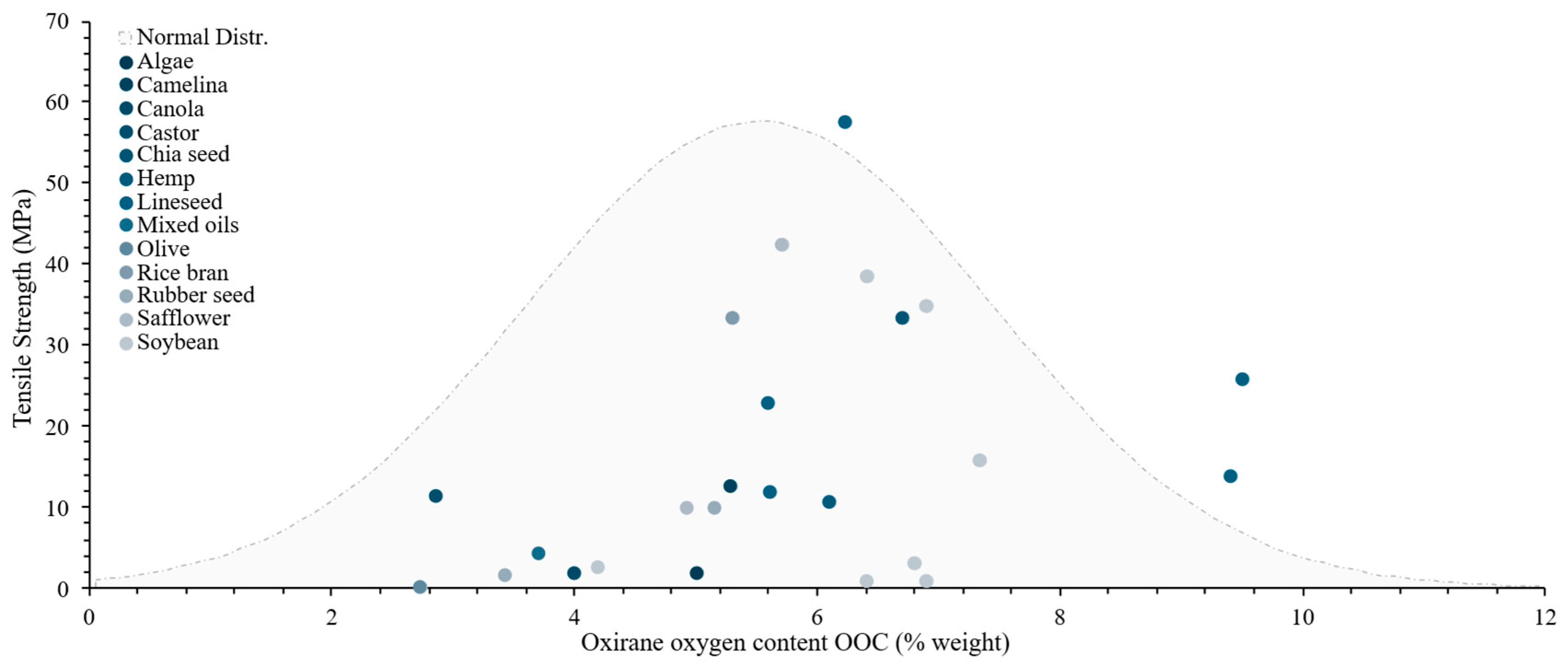
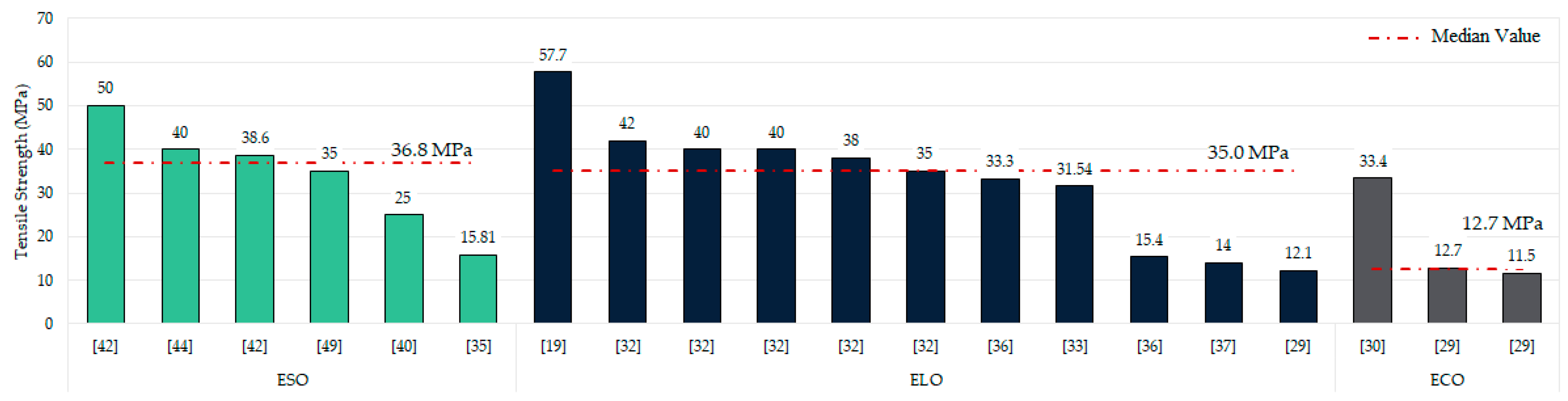
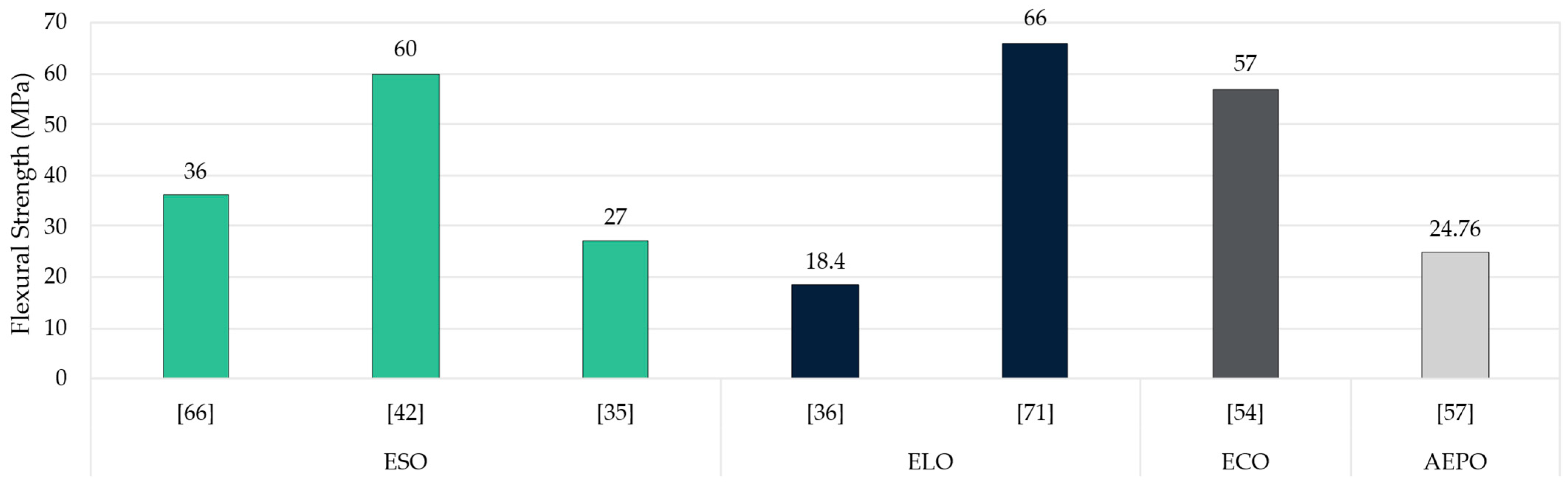
3.6.2. Mechanical Properties
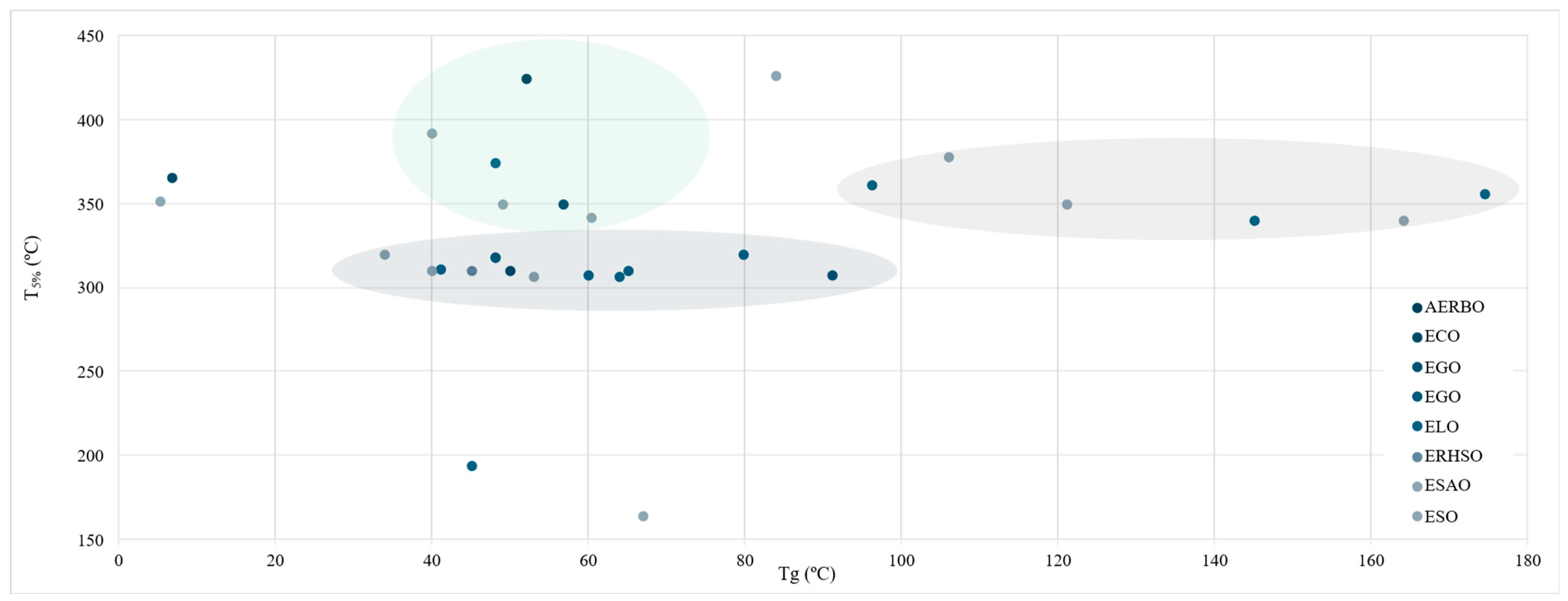
3.6.3. Thermal Properties: Tg and Degradation Temperatures
3.7. Catalysts/Hardener’s Influence
3.8. Complementary Tests and Applications
4. Conclusions and Future Perspectives
- Developing standardised testing protocols to enable better comparisons between studies.
- Investigating alternative bio-based epoxidation agents with lower toxicity and environmental impact.
- Enhancing nano-reinforcement strategies to improve mechanical performance while maintaining biodegradability.
- Conducting detailed life cycle assessments to evaluate the long-term feasibility of bio-based epoxy resins in industrial applications.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| FT-IR | Fourier Transform Infrared Spectroscopy |
| NMR | Nuclear Magnetic Resonance |
| TGA | Thermogravimetric Analysis |
| DSC | Differential Scanning Calorimetry |
| DMTA | Dynamic Mechanical Thermal Analysis |
| SEM | Scanning Electron Microscopy |
| LCA | Life Cycle Assessment |
| OOC | Oxirane Oxygen Content |
| EEW | Epoxy Equivalent Weight |
| IV | Iodine Value |
| Tg | Glass Transition Temperature |
| T5% | Temperature at 5% Weight Loss |
| CBNT | Carbon-Based Nanotubes |
| Tonset | Onset Temperature |
| DES | Deep Eutectic Solvent |
References
- da Silva Costa, D.; de Novais, L.M.R.; D’OCa, C.D.R.M.; Marques, J.F.; Ferreira, C.A.; Mazzetto, S.E.; Lomonaco, D.; Avelino, F. Towards phosphorylated lignin-based epoxy resins: An integrated technological route to obtain a macromonomer with enhanced thermal and potential flame-retardant properties. Int. J. Biol. Macromol. 2025, 304, 140821. [Google Scholar] [CrossRef] [PubMed]
- Intergovernmental Panel on Climate Change. Climate Change 2023 Synthesis Report; IPCC: Geneva, Switzerland, 2023. [Google Scholar] [CrossRef]
- Yin, R.; Liu, Y.; Luo, Y.; Yan, J.; Li, J.; Chen, D.; Sun, T.; Li, S.; Wu, Z. Enhancing the liquid oxygen compatibility of epoxy resin by introducing a novel phosphorus/sulfur-containing flame retardant. Polym. Degrad. Stab. 2025, 236, 111296. [Google Scholar] [CrossRef]
- Hanif, M.; Zahoor, A.F.; Saif, M.J.; Nazeer, U.; Ali, K.G.; Parveen, B.; Mansha, A.; Chaudhry, A.R.; Irfan, A. Exploring the synthetic potential of epoxide ring opening reactions toward the synthesis of alkaloids and terpenoids: A review. RSC Adv. 2024, 14, 13100–13128. [Google Scholar] [CrossRef]
- Saravanamuthu, S.K.S.; Mahendran, A.R.; Wuzella, G.; Weiss, S.; Schöffmann, E. Investigation of the formation of epoxy-imidazole adducts and the kinetic triplets during thermal curing of a biobased and petrochemical epoxy with anhydride. J. Therm. Anal. Calorim. 2024, 149, 11025–11039. [Google Scholar] [CrossRef]
- Chen, C.H.; Tung, S.H.; Jeng, R.J.; Abu-Omar, M.M.; Lin, C.H. A facile strategy to achieve fully bio-based epoxy thermosets from eugenol. Green Chem. 2019, 21, 4475–4488. [Google Scholar] [CrossRef]
- Ağcan, A.E.; Kartal, İ. A review of waste-derived fillers for enhancing the properties of epoxy resins. Int. J. Adhes. Adhes. 2025, 138, 103944. [Google Scholar] [CrossRef]
- Serras-Malillos, A.; Perez-Martinez, B.B.; Lopez-Urionabarrenechea, A.; Acha, E.; Caballero, B.M. Integral recycling of epoxy based end-of-life fibre reinforced waste towards H2 rich gas generation. J. Ind. Eng. Chem. 2024, 129, 665–681. [Google Scholar] [CrossRef]
- Dickinson-Lomas, A.M.; Keith, M.J.; Brown, D.N.; Jenkins, M.J. The removal of epoxy resins from NdFeB magnets for recycling—A review. Resour. Conserv. Recycl. 2025, 215, 108113. [Google Scholar] [CrossRef]
- Tang, Q.; Jiang, J.; Li, J.; Zhao, L.; Xi, Z. Understanding the structure-property relationship of anhydride-cured epoxidized vegetable oils: Modeling and molecular dynamics simulation. Polymer 2024, 312, 127593. [Google Scholar] [CrossRef]
- Rashid, M.A.; Ali, M.Y.; Islam, M.A.; Kafi, M.A. Investigating the structure-performance correlation of amines based recyclable vanillin epoxy thermosets. Ind. Crops Prod. 2025, 224, 120303. [Google Scholar] [CrossRef]
- Adil, S.; Kumar, B.; Pham, D.H.; Kim, J. Biobased, cellulose long filament-reinforced vanillin-derived epoxy composite for high-performance and flame-retardant applications. Int. J. Biol. Macromol. 2024, 256, 128411. [Google Scholar] [CrossRef] [PubMed]
- Agumba, D.O.; Park, G.; Kim, J.W.; Kim, J. Biobased natural fiber-reinforced composites derived from lignin-based resin and mercerized jute fibers. Mater. Lett. 2024, 360, 136055. [Google Scholar] [CrossRef]
- Song, X.; Lv, H.-B.; Jiang, Z.; Zhao, B.; Hu, W.; Zhang, K.; Shao, Z.-B. Sustainable lignin-based high-efficiency flame-retardant epoxy resins with excellent mechanical properties. Int. J. Biol. Macromol. 2024, 282, 136742. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.-B.; Yao, M.-Y.; Xin, P.-P.; Zhou, M.-C.; Yang, T.; Pan, H. Influence of alkenyl structures on the epoxidation of unsaturated fatty acid methyl esters and vegetable oils. RSC Adv. 2015, 5, 74783–74789. [Google Scholar] [CrossRef]
- Aguilera, A.F.; Tolvanen, P.; Eränen, K.; Wärnå, J.; Leveneur, S.; Marchant, T.; Salmi, T. Kinetic modelling of Prileschajew epoxidation of oleic acid under conventional heating and microwave irradiation. Chem. Eng. Sci. 2019, 199, 426–438. [Google Scholar] [CrossRef]
- Licsandru, E.; Gaysinski, M.; Mija, A. Structural Insights of Humins/Epoxidized Linseed Oil/Hardener Terpolymerization. Polymers 2020, 12, 1583. [Google Scholar] [CrossRef]
- Lim, S.J.; Kim, D.S. Effect of functionality and content of epoxidized soybean oil on the physical properties of a modified diglycidyl ether of bisphenol A resin system. J. Appl. Polym. Sci. 2021, 138, 50441. [Google Scholar] [CrossRef]
- Lyu, M.; Yang, X.; Li, J.; Xie, F.; Shi, H.; Gong, X.; Huang, X.; Fang, D.; Zhang, C. High toughness plant oil-based epoxy resins simultaneous with low dielectric properties. Ind. Crops Prod. 2024, 207, 117731. [Google Scholar] [CrossRef]
- Barreto, J.; Luna, C.; Soares, N.; Souza, M.; Barros, A.; Araújo, A.; Bezerra, E.; Araújo, E.; Wellen, R. Epoxidation of Residual Soybean Oil and Thermal Characterization of Residual Epoxidized Soybean Oil Crosslinked with Fumaric Acid. J. Polym. Environ. 2024, 33, 1197–1215. [Google Scholar] [CrossRef]
- Lascano, D.; Gomez-Caturla, J.; Garcia-Sanoguera, D.; Garcia-Garcia, D.; Ivorra-Martinez, J. Optimizing biobased thermoset resins by incorporating cinnamon derivative into acrylated epoxidized soybean oil. Mater. Des. 2024, 243, 113084. [Google Scholar] [CrossRef]
- de Quadros, J.V.; Giudici, R. Epoxidation of soybean oil at maximum heat removal and single addition of all reactants. Chem. Eng. Process. Process Intensif. 2016, 100, 87–93. [Google Scholar] [CrossRef]
- Kinaci, E.; Salazar, S.A.; Tanami, K.; Stanzione, J.F.; Palmese, G.R. Novel thermoset formulations from cannabidiol (CBD) oil. Next Mater. 2025, 6, 100261. [Google Scholar] [CrossRef]
- Cabo, M.; Prabhakar, M.N.; Song, J.-I. Synthesis of non-phosphorylated epoxidised corn oil as a novel green flame retardant thermoset resin. Sci. Rep. 2021, 11, 24140. [Google Scholar] [CrossRef] [PubMed]
- Alarcon, R.T.; Gaglieri, C.; Lamb, K.J.; North, M.; Bannach, G. Spectroscopic characterization and thermal behavior of baru nut and macaw palm vegetable oils and their epoxidized derivatives. Ind. Crops. Prod. 2020, 154, 112585. [Google Scholar] [CrossRef]
- Jayavani, S.; Sunanda, S.; Varghese, T.O.; Nayak, S.K. Synthesis and characterizations of sustainable polyester polyols from non-edible vegetable oils: Thermal and structural evaluation. J. Clean. Prod. 2017, 162, 795–805. [Google Scholar] [CrossRef]
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. The PRISMA 2020 statement: An updated guideline for reporting systematic reviews. BMJ 2021, 372, n71. [Google Scholar] [CrossRef]
- Jadhav, N.C.; Jadhav, A.C. Synthesis of acrylate epoxidized rice bran oil (AERBO) and its modification using styrene & Shellac to study its properties as a composite material. Polym. Bull. 2023, 80, 5023–5045. [Google Scholar] [CrossRef]
- Di Mauro, C.; Malburet, S.; Genua, A.; Graillot, A.; Mija, A. Sustainable Series of New Epoxidized Vegetable Oil-Based Thermosets with Chemical Recycling Properties. Biomacromolecules 2020, 21, 3923–3935. [Google Scholar] [CrossRef]
- Dominguez-candela, I.; Ferri, J.M.; Cardona, S.C.; Lora, J.; Fombuena, V. Dual Plasticizer/Thermal Stabilizer Effect of Epoxidized Chia Seed Oil (Salvia hispanica L.) to Improve Ductility and Thermal Properties of Poly (Lactic Acid). Polymers 2021, 13, 1283. [Google Scholar] [CrossRef]
- Todorovic, A.; Blößl, Y.; Oreski, G.; Resch-Fauster, K. High-performance composite with 100% bio-based carbon content produced from epoxidized linseed oil, citric acid and flax fiber reinforcement. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106666. [Google Scholar] [CrossRef]
- Bach, Q.V.; Vu, C.M.; Vu, H.T.; Vu, H.B.; Van Nguyen, T.; Chang, S.W.; Nguyen, D.D.; Thi, T.A.D.; Doan, V.N. Significant enhancement of fracture toughness and mechanical properties of epoxy resin using CTBN-grafted epoxidized linseed oil. J. Appl. Polym. Sci. 2020, 137, 48276. [Google Scholar] [CrossRef]
- Grauzeliene, S.; Navaruckiene, A.; Skliutas, E.; Malinauskas, M.; Serra, A.; Ostrauskaite, J. Vegetable Oil-Based Thiol-Ene/Thiol-Epoxy Resins for Laser Direct Writing 3D Micro-/Nano-Lithography. Polymers 2021, 13, 872. [Google Scholar] [CrossRef] [PubMed]
- Petrović, Z.S.; Hong, J.; Vuković, M.L.; Djonlagić, J. Epoxy resins and composites from epoxidized linseed oil copolymers with cyclohexene oxide. Biocatal. Agric. Biotechnol. 2022, 39, 102269. [Google Scholar] [CrossRef]
- Sangaletti, D.; Ceseracciu, L.; Marini, L.; Athanassiou, A.; Zych, A. Biobased boronic ester vitrimer resin from epoxidized linseed oil for recyclable carbon fiber composites. Resour. Conserv. Recycl. 2023, 198, 107205. [Google Scholar] [CrossRef]
- Bergoglio, M.; Rossegger, E.; Schlögl, S.; Griesser, T.; Waly, C.; Arbeiter, F.; Sangermano, M. Multi-Material 3D Printing of Biobased Epoxy Resins. Polymers 2024, 16, 1510. [Google Scholar] [CrossRef]
- Radojčić, D.; Hong, J.; Petrović, Z.S. From Natural Oils to Epoxy Resins: A New Paradigm in Renewable Performance Materials. J. Polym. Environ. 2022, 30, 765–775. [Google Scholar] [CrossRef]
- Dinu, R.; Bejenari, I.; Volf, I.; Mija, A. Vegetable Oil-Based Resins Reinforced with Spruce Bark Powder and with Its Hydrochar Lignocellulosic Biomass. Appl. Sci. 2021, 11, 10649. [Google Scholar] [CrossRef]
- Amrutha, N.R.; Murthy, P.S.K.; Reddy, J.P. Epoxidized safflower oil: Synthesis and evaluation of its performance as bioplasticizer for polylactic acid films. Ind. Crops Prod. 2025, 224, 120360. [Google Scholar] [CrossRef]
- Sobhan, A.; Saedi, S.; Hoff, M.; Liang, Y.; Muthukumarappan, K. Evaluation and Improvement of Bio-Based Sustainable Resin Derived from Formic-Acid-Modified Epoxidized Soybean Oil for Packaging Applications. Polymers 2023, 15, 4255. [Google Scholar] [CrossRef]
- Işık, M.; Ahmetli, G. Nanocomposites based on MWCNT and nanoclay: Effect of acrylated epoxidized soybean oil on curing and composite properties. Ind. Crops. Prod. 2024, 221, 119421. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, Q.; Yang, Z.; Bian, Y.; Chen, G.; Li, D.; Zheng, W.; Wei, Y.; Bi, Y.; Ding, K.; et al. Fabrication and characterization of light-curing soybean oil-based epoxy resin applied for LCD additive manufacturing. Ind. Crops. Prod. 2023, 202, 117037. [Google Scholar] [CrossRef]
- Bach, Q.V.; Vu, C.M.; Vu, H.T.; Hoang, T.; Dieu, T.V.; Nguyen, D.D. Epoxidized soybean oil grafted with CTBN as a novel toughener for improving the fracture toughness and mechanical properties of epoxy resin. Polym. J. 2020, 52, 345–357. [Google Scholar] [CrossRef]
- Qian, Z.; Liu, S.; Du, G.; Wang, S.; Shen, Y.; Zhou, X.; Jiang, S.; Niu, H.; Duan, Z.; Li, T. Versatile Epoxidized Soybean Oil-Based Resin with Excellent Adhesion and Film-Forming Property. ACS Sustain. Chem. Eng. 2023, 11, 5315–5324. [Google Scholar] [CrossRef]
- Teijido, R.; Ruiz-Rubio, L.; Lanceros-Méndez, S.; Zhang, Q.; Vilas-Vilela, J.L. Sustainable Bio-Based Epoxy Resins with Tunable Thermal and Mechanic Properties and Superior Anti-Corrosion Performance. Polymers 2023, 15, 4180. [Google Scholar] [CrossRef]
- Vu, C.M. Simultaneous Influence of Silanized Bio-Silica and Graphene Oxide on the Mechanical characteristics and Fracture Toughness of Synthesized Epoxidized Soybean Oil. Silicon 2023, 15, 4207–4215. [Google Scholar] [CrossRef]
- Tang, J.; Zhang, J.; Lu, J.; Huang, J.; Zhang, F.; Hu, Y.; Liu, C.; An, R.; Miao, H.; Chen, Y.; et al. Preparation and Properties of Plant-Oil-Based Epoxy Acrylate-Like Resins for UV-Curable Coatings. Polymers 2020, 12, 2165. [Google Scholar] [CrossRef]
- Pawar, R.V.; Hulwan, D.B.; Mandale, M.B. Recent advancements in synthesis, rheological characterization, and tribological performance of vegetable oil-based lubricants enhanced with nanoparticles for sustainable lubrication. J. Clean. Prod. 2022, 378, 134454. [Google Scholar] [CrossRef]
- Kahvand, F.; Fasihi, M. Microstructure and physical properties of thermoplastic corn starch foams as influenced by polyvinyl alcohol and plasticizer contents. Int. J. Biol. Macromol. 2020, 157, 359–367. [Google Scholar] [CrossRef]
- Tercjak, A.; Gomez-Hermoso-de-Mendoza, J.; Altuna, F.; Gutierrez, J. Thermo-responsive properties of self-healable thermosets based on epoxidized soybean oil. Polym. Degrad. Stab. 2024, 221, 110671. [Google Scholar] [CrossRef]
- Tang, Q.; Jiang, J.; Li, J.; Zhao, L.; Xi, Z. Effects of Chemical Composition and Cross-Linking Degree on the Thermo-Mechanical Properties of Bio-Based Thermosetting Resins: A Molecular Dynamics Simulation Study. Polymers 2024, 16, 1229. [Google Scholar] [CrossRef]
- Tran, T.N.; Di Mauro, C.; Graillot, A.; Mija, A. Monitoring the structure–reactivity relationship in epoxidized perilla and safflower oil thermosetting resins. Polym. Chem. 2020, 11, 5088–5097. [Google Scholar] [CrossRef]
- Di Mauro, C.; Genua, A.; Rymarczyk, M.; Dobbels, C.; Malburet, S.; Graillot, A.; Mija, A. Chemical and mechanical reprocessed resins and bio-composites based on five epoxidized vegetable oils thermosets reinforced with flax fibers or PLA woven. Compos. Sci. Technol. 2021, 205, 108678. [Google Scholar] [CrossRef]
- Dominguez-Candela, I.; Perez-Nakai, A.; Torres-Roca, E.; Lora-Garcia, J.; Fombuena, V. Development of a novel epoxy resin based on epoxidized chia oil as matrix and maleinized chia oil as bio-renewable crosslinker. J. Appl. Polym. Sci. 2023, 140, 10. [Google Scholar] [CrossRef]
- Mudri, N.H.; Abdullah, L.C.; Aung, M.M.; Salleh, M.Z.; Biak, D.R.A.; Rayung, M. Comparative Study of Aromatic and Cycloaliphatic Isocyanate Effects on Physico-Chemical Properties of Bio-Based Polyurethane Acrylate Coatings. Polymers 2020, 12, 1494. [Google Scholar] [CrossRef]
- Jaengmee, T.; Pongmuksuwan, P.; Kitisatorn, W. Development of bio-based epoxy resin from palm oil. Mater. Today Proc. 2022, 52, 2357–2360. [Google Scholar] [CrossRef]
- Mustapha, R.; Noor, S.; Mustapha, H. Mechanical and Thermal Properties of Acrylated Epoxidized Palm Oil and Epoxy Resin Blends. J. Eng. Sci. Technol. 2021, 16, 2853. [Google Scholar]
- Pawar, M.; Kadam, A.; Yemul, O.; Thamke, V.; Kodam, K. Biodegradable bioepoxy resins based on epoxidized natural oil (cottonseed & algae) cured with citric and tartaric acids through solution polymerization: A renewable approach. Ind. Crops. Prod. 2016, 89, 434–447. [Google Scholar] [CrossRef]
- Li, M.; Huang, Y.; Yang, L.; Li, L.; Xu, J. A novel flame retardant epoxy thermoset based on renewable honokiol and furfuryl alcohol. Constr. Build. Mater. 2024, 432, 136707. [Google Scholar] [CrossRef]
- Eliche-Quesada, D.; Felipe-Sesé, M.A.; López-Pérez, J.A.; Infantes-Molina, A. Characterization and evaluation of rice husk ash and wood ash in sustainable clay matrix bricks. Ceram. Int. 2017, 43, 463–475. [Google Scholar] [CrossRef]
- Cortés-Triviño, E.; Fernández-Prieto, S.; Martínez, I.; Franco, J.M. Vegetable oil-derived polyether-polyester thermosets: Solvent-free synthesis and mechanical properties. Ind. Crops. Prod. 2024, 222, 119734. [Google Scholar] [CrossRef]
- Sayuti, N.S.; Ali, R.; Anuar, S.T. Synthesis and Characterization of Biobased Epoxidized Edible Oils. Univ. Malays. Teren. J. Undergrad. Res. 2021, 3, 195–208. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, C.; Li, Y.; Li, H.; Xiang, D.; Sun, Z.; Li, X. Properties of bio-based thermosetting composites synthesized from epoxidized soybean oil and azo-cardanol benzoxazine. J. Polym. Res. 2021, 28, 3. [Google Scholar] [CrossRef]
- Woo, Y.J.; Kim, D.S. Cure and thermal decomposition kinetics of a DGEBA/amine system modified with epoxidized soybean oil. J. Therm. Anal. Calorim. 2021, 144, 119–126. [Google Scholar] [CrossRef]
- Sobhan, A.; Ahirekar, V.; Hoff, M.; Muthukumarappan, K. Derivation and characterization of epoxidized soybean oil and epoxy resin film produced using a three step-washing neutralization process. Ind. Crops Prod. 2023, 198, 116675. [Google Scholar] [CrossRef]
- Dominguez-Candela, I.; Lerma-Canto, A.; Cardona, S.C.; Lora, J.; Fombuena, V. Physicochemical Characterization of Novel Epoxidized Vegetable Oil from Chia Seed Oil. Materials 2022, 15, 3250. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, Y.; Zhang, J.; Huang, J.; Liu, R.; Liu, C.; Ren, X.; An, R.; Zhou, Y. High-performance UV-curable Polyurethane Acrylate Resins Derived from Low-iodine Woody Plant Oils. Mater. Today Commun. 2020, 25, 101526. [Google Scholar] [CrossRef]
- Savicheva, S.; Rapp, B.E.; Teuscher, N. Natural Fiber-Reinforced Composite Incorporated with Anhydride-Cured Epoxidized Linseed-Oil Resin and Atmospheric Pressure Plasma-Treated Flax Fibers. Materials 2024, 17, 4244. [Google Scholar] [CrossRef] [PubMed]
- Jadhav, N.C.; Kale, R.D. Mustard oil thermosets using N-vinyl-2-pyrrolidone as crosslinking agent for scrap paper composites. Polym. Bull. 2022, 79, 883–904. [Google Scholar] [CrossRef]
- Şahal, H.; Aydoğmuş, E.; Canpolat, E.; Kaya, M. Advanced synthesis and comprehensive characterization of nanoparticle-reinforced epoxy-based biocomposites derived from modified palm oil. J. Mol. Struct. 2025, 1326, 141143. [Google Scholar] [CrossRef]
- Reinhardt, N.; Breitsameter, J.M.; Drechsler, K.; Rieger, B. Fully Bio-Based Epoxy Thermoset Based on Epoxidized Linseed Oil and Tannic Acid. Macromol. Mater. Eng. 2022, 307, 12. [Google Scholar] [CrossRef]
- Magri, R.; Gaglieri, C.; Alarcon, R.T.; Bannach, G. Epoxidation reaction in promising Brazilian biomass: Decreased time and catalyst loading to produce renewable monomers. J. Polym. Res. 2021, 28, 343. [Google Scholar] [CrossRef]
- Saraswat, R.; Shagun, N.; Dhir, A.; Balan, A.S.S.; Powar, S.; Doddamani, M. Synthesis and application of sustainable vegetable oil-based polymers in 3D printing. RSC Sustain. 2024, 2, 1708–1737. [Google Scholar] [CrossRef]
- Hegde, M.B.; Mohana, K.N.S.; Rajitha, K.; Madhusudhana, A.M. Reduced graphene oxide-epoxidized linseed oil nanocomposite: A highly efficient bio-based anti-corrosion coating material for mild steel. Prog. Org. Coat. 2021, 159, 106399. [Google Scholar] [CrossRef]
- Cavalcanti, W.M.; de Oliveira, L.S.; Maziero, R.; Rubio, J.C.C. The Feasibility of Producing Particleboards with Waste Wood from Civil Construction and Epoxidized Waste Cooking Oils. Fibers 2022, 10, 62. [Google Scholar] [CrossRef]
- Magri, R.; Gaglieri, C.; Alarcon, R.T.; Santos, G.I.D.; Bannach, G. From Patauá Oil to Sustainable Polymers: Investigation of Epoxy/Anhydride Crosslink in Different Proportions. J. Polym. Environ. 2024, 32, 1453–1468. [Google Scholar] [CrossRef]
- Radojčić, D.; Petrović, Z.S.; Tanasić, J.; Ristić, I. Silica-Filled Composites from Epoxidized Natural Oils. J. Polym. Environ. 2020, 28, 1292–1301. [Google Scholar] [CrossRef]
- Lage, F.C.; Suzuki, A.H.; Oliveira, L.S. Comparative evaluation of conventional and microwave assisted epoxidation of soybean oil with citric acid, acetic acid using homogeneous and heterogeneous catalysis. Braz. J. Chem. Eng. 2021, 38, 327–340. [Google Scholar] [CrossRef]
- Barde, M.; Adhikari, S.; Via, B.K.; Auad, M.L. Synthesis and characterization of epoxy resins from fast pyrolysis bio-oil. Green. Mater. 2018, 6, 76–84. [Google Scholar] [CrossRef]
- Xu, J.; Brodu, N.; Abdelouahed, L.; Mohabeer, C.; Taouk, B. Synthesis and Characterization of Epoxidized Beechwood Pyrolysis Bio-Oil as a Curing Agent of Bio-Based Novolac Resin. Fuels 2023, 4, 186–204. [Google Scholar] [CrossRef]
- Saedi, S.; Sobhan, A.; Hoff, M.; Wang, S.; Muthukumarappan, K. Development of Halloysite Nanotube-Infused Thermoset Soybean Bio-Resin for Advanced Medical Packaging. Polymers 2024, 16, 1616. [Google Scholar] [CrossRef]
- Necolau, M.I.; Damian, C.M.; Olaret, E.; Iovu, H.; Balanuca, B. Comparative Thermo-Mechanical Properties of Sustainable Epoxy Polymer Networks Derived from Linseed Oil. Polymers 2022, 14, 4212. [Google Scholar] [CrossRef] [PubMed]
- Palucci, B.; Vignali, A.; Ravasio, N.; Zaccheria, F.; Bertini, F. Bio-Based Thermosetting Resins from Waste Cooking Oil. Macromol. Symp. 2024, 413, 2300237. [Google Scholar] [CrossRef]
- Magri, R.; Gaglieri, C.; Alarcon, R.T.; Santos, G.I.D.; Bannach, G. Eco-friendly polymers based on Baru vegetable oil and fumaric acid using photopolymerization. J. Polym. Res. 2023, 30, 236. [Google Scholar] [CrossRef]
- Motoc, D.L.; Ferri, J.M.; Ferrandiz-Bou, S.; Garcia-Garcia, D.; Balart, R. Dynamic–Mechanical and Decomposition Properties of Flax/Basalt Hybrid Laminates Based on an Epoxidized Linseed Oil Polymer. Polymers 2021, 13, 479. [Google Scholar] [CrossRef]
- Lerma-Canto, A.; Samper, M.D.; Dominguez-Candela, I.; Garcia-Garcia, D.; Fombuena, V. Epoxidized and Maleinized Hemp Oil to Develop Fully Bio-Based Epoxy Resin Based on Anhydride Hardeners. Polymers 2023, 15, 1404. [Google Scholar] [CrossRef]
- Teijido, R.; Monteserin, C.; Blanco, M.; Odriozola, J.L.L.; Olabarria, M.I.M.; Vilas-Vilela, J.L.; Lanceros-Méndez, S.; Zhang, Q.; Ruiz-Rubio, L. Exploring anti-corrosion properties and rheological behaviour of tannic acid and epoxidized soybean oil-based fully bio-based epoxy thermoset resins. Prog. Org. Coat. 2024, 196, 108719. [Google Scholar] [CrossRef]
- Demircan, G.; Kisa, M.; Özen, M.; Açikgöz, A.; Aktaş, B.; Kurt, M.A. A bio-based epoxy resin from rosin powder with improved mechanical performance. Emerg. Mater. Res. 2020, 9, 1076–1081. [Google Scholar] [CrossRef]
- Ortiz, P.; Vendamme, R.; Eevers, W. Fully Biobased Epoxy Resins from Fatty Acids and Lignin. Molecules 2020, 25, 1158. [Google Scholar] [CrossRef]
- Monteserin, C.; Blanco, M.; Uranga, N.; Sanchez, J.; Laza, J.; Vilas, J.; Aranzabe, E. Sustainable biobased epoxy thermosets with covalent dynamic imine bonds for green composite development. Polymer 2023, 285, 126339. [Google Scholar] [CrossRef]
- Chen, T.; Zhang, L.; Chen, Y.; Qiu, R.; Liu, W. Non-isothermal curing kinetics of soybean oil-based resins: Effect of initiator and reactive diluent. Prog. Org. Coat. 2024, 188, 108178. [Google Scholar] [CrossRef]
- Todorovic, A.; Resch-Fauster, K.; Mahendran, A.R.; Oreski, G.; Kern, W. Curing of epoxidized linseed oil: Investigation of the curing reaction with different hardener types. J. Appl. Polym. Sci. 2021, 138, 50239. [Google Scholar] [CrossRef]
- Colucci, G.; Sacchi, F.; Bondioli, F.; Messori, M. Fully Bio-Based Polymer Composites: Preparation, Characterization, and LCD 3D Printing. Polymers 2024, 16, 1272. [Google Scholar] [CrossRef] [PubMed]
- Lascano, D.; Lerma-canto, A.; Fombuena, V.; Balart, R.; Montanes, N.; Quiles-carrillo, L. Kinetic Analysis of the Curing Process of Biobased Epoxy Resin from Epoxidized Linseed Oil by Dynamic Differential Scanning Calorimetry. Polymers 2021, 13, 1279. [Google Scholar] [CrossRef] [PubMed]
- ISO 6721:2019; Plastics Determination of Dynamic Mechanical Properties Part 1: General Principles. ISO: Geneva, Switzerland, 2020.
- ISO 11358:2022; Plastics Thermogravimetry (TG) of Polymers Part 1: General Principles. ISO: Geneva, Switzerland, 2022.
- ISO 11357-2:2020; Plastics Differential Scanning Calorimetry (DSC) Part 2: Determination of Glass Transition Temperature and Step Height. ISO: Geneva, Switzerland, 2021.
- UNE-EN ISO 527-2; Plastics. Determination of Tensile Properties. Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- Schwaiger, M.; Resch-Fauster, K. Mechanical flexible epoxy resins with 100% bio-based carbon content based on epoxidized vegetable oils. J. Appl. Polym. Sci. 2022, 139, 48. [Google Scholar] [CrossRef]
- Omonov, T.S.; Patel, V.R.; Curtis, J.M. Biobased Thermosets from Epoxidized Linseed Oil and its Methyl Esters. ACS Appl. Polym. Mater. 2022, 4, 6531–6542. [Google Scholar] [CrossRef]
- Nepomuceno, N.C.; Bakkali-Hassani, C.; Wellen, R.; Caillol, S.; Negrell, C. Fully bio-sourced catalyst-free covalent adaptable networks from epoxidized soybean oil and L-tartaric acid. Eur. Polym. J. 2024, 212, 113074. [Google Scholar] [CrossRef]
- Wang, W.; Luo, R.; Deng, S.; Essawy, H.; Lee, S.H.; Lum, W.C.; Zhou, X.; Zhang, J. High performance epoxy soybean oil-based composite reinforced by wood powder. Ind. Crops. Prod. 2024, 211, 118195. [Google Scholar] [CrossRef]
- Moser, B.R.; Cermak, S.C.; Evangelista, R.L. Fully biobased epoxy resins from ring opening polymerization of epoxidized pennycress (Thlaspi arvense L.) oil with itaconic and citric acids. Ind. Crops Prod. 2024, 208, 117914. [Google Scholar] [CrossRef]
- Haque, M.S.; Islam, M.A. Waste natural fibers for polymer toughening and biodegradability of epoxy-based polymer composite through toughness and thermal analysis. Heliyon 2024, 10, e28110. [Google Scholar] [CrossRef]
- Dharmasastha, K.; Samuel, D.G.L.; Nagendra, S.M.S.; Maiya, M.P. Experimental investigation of thermally activated glass fibre reinforced gypsum roof. Energy Build. 2020, 228, 110424. [Google Scholar] [CrossRef]
- Iucolano, F.; Boccarusso, L.; Langella, A. Hemp as eco-friendly substitute of glass fibres for gypsum reinforcement: Impact and flexural behaviour. Compos. B Eng. 2019, 175, 107073. [Google Scholar] [CrossRef]
- Maciel, N.D.O.R.; Ferreira, J.B.; Vieira, J.d.S.; Ribeiro, C.G.D.; Lopes, F.P.D.; Margem, F.M.; Monteiro, S.N.; Vieira, C.M.F.; da Silva, L.C. Comparative tensile strength analysis between epoxy composites reinforced with curaua fiber and glass fiber. J. Mater. Res. Technol. 2018, 7, 561–565. [Google Scholar] [CrossRef]
- Punia, S.; Kumar, M.; Siroha, A.K.; Purewal, S.S. Rice Bran Oil: Emerging Trends in Extraction, Health Benefit, and Its Industrial Application. Rice Sci. 2021, 28, 217–232. [Google Scholar] [CrossRef]
- Mandal, A.; Habib, A.; Paul, B.; Islam, M.; Ahamed, B.; Islam, S.; Sarker, F. Integration of recycled denim waste cotton fibre and jute fibre in thermoplastic bio composite applications. Results Mater. 2024, 23, 100611. [Google Scholar] [CrossRef]
- Oztemur, J.; Sezgin, H.; Yalçin-Enis, I. Design of an Impact Absorbing Composite Panel from Denim Wastes and Acrylated Epoxidized Soybean Oil based Epoxy Resins. Text. Appar. 2021, 31, 229–234. [Google Scholar] [CrossRef]
- Ghasemi, S.; Sibi, M.P.; Ulven, C.A.; Webster, D.C.; Pourhashem, G. A Preliminary Environmental Assessment of Epoxidized Sucrose Soyate (ESS)-Based Biocomposite. Molecules 2020, 25, 2797. [Google Scholar] [CrossRef]
- Tang, Q.; Li, Q.; Pan, X.; Xi, Z.; Zhao, L. Poly(acrylated epoxidized soybean oil)-modified carbon nanotubes and their application in epoxidized soybean oil-based thermoset composites. Polym. Compos. 2021, 42, 5774–5788. [Google Scholar] [CrossRef]
- Necolau, M.I.; Bălănucă, B.; Frone, A.N.; Damian, C.M. Tailoring an Effective Interface between Nanocellulose and the Epoxidized Linseed Oil Network through Functionalization. ACS Omega 2023, 8, 15896–15908. [Google Scholar] [CrossRef]
- Abdelquader, M.M.; Li, S.; Andrews, G.P.; Jones, D.S. Studying the effects of polymers on therapeutic deep eutectic solvents’ formation and stability: A thermal analysis-based approach to optimise polymer selection. Eur. J. Pharm. Biopharm. 2025, 210, 114685. [Google Scholar] [CrossRef]
- Król-Morkisz, K.; Pielichowska, K. Thermal Decomposition of Polymer Nanocomposites with Functionalized Nanoparticles. In Polymer Composites with Functionalized Nanoparticles: Synthesis, Properties, and Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 405–435. [Google Scholar] [CrossRef]
- Nepomuceno, N.C.; Fook, M.V.L.; Ries, A.; Mija, A.; Wellen, R.M.R. Bio-Based Epoxy Resins of Epoxidized Soybean oil Cured with Salicylic acid Loaded with Chitosan: Evaluation of Physical–Chemical Properties. J. Polym. Environ. 2023, 31, 2566–2575. [Google Scholar] [CrossRef]
- Gaina, C.; Ursache, O.; Gaina, V.; Serban, A.M.; Asandulesa, M. Novel Bio-Based Materials: From Castor Oil to Epoxy Resins for Engineering Applications. Materials 2023, 16, 5649. [Google Scholar] [CrossRef]
- Cabo, M.; Narendra, P.M.; Lee, D.W.; Yu, R.; Chanthavong, V.; Song, J.I. Improving the Flame Retardancy and Mechanical Properties of Vinyl Ester Resins through Maleated Epoxidized Corn Oil/Epoxy Resin Additives for Sustainable Thermoset Composites. ACS Polym. Au 2024, 5, 45–58. [Google Scholar] [CrossRef] [PubMed]
- Di Mauro, C.; Genua, A.; Mija, A. Kinetical study, thermo-mechanical characteristics and recyclability of epoxidized camelina oil cured with antagonist structure (Aliphatic/aromatic) or functionality (acid/amine) hardeners. Polymers 2021, 13, 2503. [Google Scholar] [CrossRef] [PubMed]
- Di Mauro, C.; Genua, A.; Mija, A. Fully bio-based reprocessable thermosetting resins based on epoxidized vegetable oils cured with itaconic acid. Ind. Crops Prod. 2022, 185, 115116. [Google Scholar] [CrossRef]
- Jašek, V.; Fučík, J.; Melcova, V.; Figalla, S.; Mravcova, L.; Krobot, Š.; Přikryl, R. Synthesis of Bio-Based Thermoset Mixture Composed of Methacrylated Rapeseed Oil and Methacrylated Methyl Lactate: One-Pot Synthesis Using Formed Methacrylic Acid as a Continual Reactant. Polymers 2023, 15, 1811. [Google Scholar] [CrossRef]
- Capannelli, J.M.; Vacche, S.D.; Vitale, A.; Bouzidi, K.; Beneventi, D.; Bongiovanni, R. A biobased epoxy vitrimer/cellulose composite for 3D printing BY Liquid Deposition Modelling. Polym. Test. 2023, 127, 108172. [Google Scholar] [CrossRef]
- Grauzeliene, S.; Valaityte, D.; Motiekaityte, G.; Ostrauskaite, J. Bio-Based Crosslinked Polymers Synthesized from Functionalized Soybean Oil and Squalene by Thiol–Ene UV Curing. Materials 2021, 14, 2675. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Epoxidised Oil Used | Ref | Iodine Value (IV) | Theoretical Oxirane Content (%) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Strain at Break (%) | Tonset (°C) | Tg (°C) |
|---|---|---|---|---|---|---|---|---|---|---|
| AERBO | [28] | 6.3 | 5.30 | 26.6 | - | 33.4 | - | 25 | 425 | 52 |
| ECAMO | [29] | - | 5.29 | - | - | 12.7 | 0.825 | 1.62 | 310 | 50 |
| ECASO | [29] | - | 2.85 | - | - | 11.5 | 0.815 | 1.23 | 308 | 91 |
| ECSO | [30] | 197 | 6.70 | - | - | 33.4 | 2.893 | 64.3 | 350 | 56.8 |
| EGO | [29] | - | 4.94 | - | - | 11.5 | 0.804 | 1.42 | 318 | 48 |
| EHO | [29] | - | 6.09 | - | - | 10.9 | 0.811 | 1.36 | 310 | 76 |
| ELO | [19] | - | 6.23 | - | - | 57.7 | 1.632 | 6.52 | 310 | 65 |
| [31] | - | - | - | - | 56 | 5.2 | - | - | 73 | |
| [32] | - | - | - | - | 42 | - | 4.8 | - | 154.5 | |
| [32] | - | - | - | - | 40 | - | 4.5 | - | 158.9 | |
| [32] | - | - | - | - | 40 | - | 5.1 | - | 151.9 | |
| [32] | - | - | - | - | 38 | - | 4.1 | - | 166.8 | |
| [32] | - | - | - | - | 35 | - | 3.3 | 356.56 | 174.5 | |
| [33] | - | - | - | - | 31.54 | 2.45 | 1.92 | 308 | 60 | |
| [34] | - | 9.50 | - | - | 26 | 0.791 | 5.8 | 375 | 48 | |
| [35] | - | 5.60 | 27 | 0.85 | 23 | 0.43 | 39 | 350 | 49 | |
| [36] | - | - | 7.1 | 0.523 | 15.4 | 0.505 | 4.7 | - | 52 | |
| [37] | - | 9.40 | - | - | 14 | 0.35 | 5.8 | - | 44 | |
| [29] | - | 5.61 | - | - | 12.1 | 0.83 | 2.04 | 307 | 64 | |
| [38] | - | - | - | - | 10.33 | 0.178 | 61.87 | 194 | 45 | |
| ESAO | [39] | - | 5.70 | - | - | 42.51 | 1.931 | 50.14 | 341.91 | 60.3 |
| [29] | - | 4.93 | - | - | 10.1 | 0.771 | 2.04 | 307 | 53 | |
| ESO | [40] | - | - | - | 170 | - | 8 | - | - | |
| [40] | - | - | - | 130 | - | 9 | - | - | ||
| [40] | - | - | - | 110 | - | 9 | - | - | ||
| [41] | - | - | - | - | 110 | 5.6 | 0.9 | 164 | 66.94 | |
| [42] | - | - | 60 | 1.6 | 50 | - | 13 | - | - | |
| [43] | 54.78 | - | - | - | 42.85 | - | 4.84 | 218.62 | - | |
| [44] | - | - | - | - | 40 | - | 42 | 392.72 | 40 | |
| [45] | - | 6.40 | - | - | 38.6 | 0.232 | 27.4 | 378 | 106 | |
| [18] | - | 6.90 | - | - | 35 | 1 | 8.7 | 350 | 121 | |
| [46] | 54.78 | - | - | - | 35 | - | 4 | - | - | |
| [40] | - | 5.5 | - | - | 25 | - | 8.5 | 360.3 | - | |
| [47] | - | 7.34 | - | - | 15.81 | 0.259 | 8.99 | 426.3 | 84 |
| Toxicity Level | Epoxidation Agent | Times Used | Formula | Role | Reactivity |
|---|---|---|---|---|---|
| 1 | Acetylcholine | 1 | C7H16NO2 | Reagent/additive | Reactive |
| 1 | Sodium bicarbonate | 4 | NaHCO3 | Base/neutralising agent | Reactive |
| 2 | Amberlite IR 120H | 28 | - | Acid catalyst | Stable |
| 2 | Choline chloride | 2 | C5H14ClNO | Component for DES | Stable |
| 2 | Citric acid | 1 | C6H8O7 | Acid catalyst | Stable |
| 2 | Magnesium sulphate | 3 | MgSO4 | Drying agent | Stable |
| 2 | Sodium acetate | 1 | C2H3NaO2 | Buffer/reagent | Stable |
| 3 | Benzyl triethylammonium | 5 | C13H22N | Phase transfer catalyst | Stable |
| 3 | Fumaric acid | 1 | C4H4O4 | Acid catalyst/reagent | Stable |
| 3 | Oxalic acid | 3 | C2H2O4 | Acid catalyst | Reactive |
| 4 | Formic acid | 13 | CH2O2 | Oxidant | Reactive |
| 4 | Glacial acetic acid | 20 | C2H4O2 | Acid catalyst and solvent | Reactive |
| 4 | Hydrogen peroxide | 34 | H2O2 | Oxidant | Reactive |
| 4 | Phosphoric acid | 1 | H3PO4 | Acid catalyst | Reactive |
| 4 | Sodium hydroxide | 4 | NaOH | Base | Reactive |
| 4 | Triethylenetetramine | 1 | C6H18N4 | Curing agent/catalyst | Reactive |
| 5 | Epichlorohydrin | 4 | C3H5ClO | Primary epoxidising agent | Reactive |
| 5 | Hydrogen bromide | 1 | HBr | Acid catalyst | Reactive |
| 5 | Phenol formalin solution | 1 | C7H8O | Crosslinker/reactant | Reactive |
| 5 | Sulfuric acid | 13 | H2SO4 | Acid catalyst | Very reactive |
| 5 | Toluene | 5 | C7H8 | Solvent | Stable |
| 1 | FT-IR—74.42% | Chemical properties | 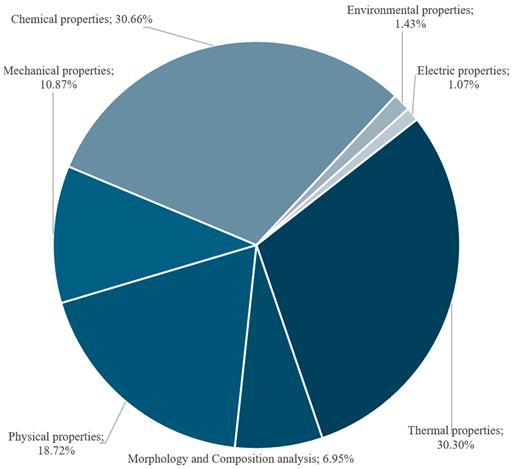 |
| 2 | TGA—68.60% | Thermal properties | |
| 3 | DSC—62.79% | Thermal properties | |
| 4 | DMTA—50.0% | Thermal properties | |
| 5 | NMR—40.70% | Chemical properties. | |
| 6 | Tensile—38.37% | Mechanical properties | |
| 7 | SEM—32.56% | Morphology and comp. | |
| 8 | Flexural—19.77% | Mechanical properties | |
| 9 | Hardness—16.28% | Physical properties | |
| 10 | Gel content—15.12% | Chemical properties |
| Epoxidised Oil Used | Ref | Tg (°C) | Tensile Strength (MPa) |
|---|---|---|---|
| ELO | [19] | 65 | 57.7 |
| ELO | [31] | 73 | 56 |
| ESAO | [39] | 60.3 | 42.51 |
| ELO | [32] | 154.5 | 42 |
| ELO | [32] | 158.9 | 40 |
| ELO | [32] | 151.9 | 40 |
| ESO | [44] | 40 | 40 |
| ESO | [45] | 106 | 38.6 |
| ELO | [32] | 166.8 | 38 |
| ELO | [32] | 174.5 | 35 |
| ESO | [18] | 121 | 35 |
| AERBO | [28] | 52 | 33.4 |
| ECSO | [30] | 56.8 | 33.4 |
| ELO | [33] | 60 | 31.54 |
| ELO | [34] | 48 | 26 |
| ESO | [35] | 49 | 23 |
| ESO | [47] | 84 | 15.81 |
| ELO | [36] | 52 | 15.4 |
| ELO | [37] | 44 | 14 |
| ECAMO | [29] | 50 | 12.7 |
| ELO | [29] | 64 | 12.1 |
| ECASO | [29] | 91 | 11.5 |
| EGO | [29] | 48 | 11.5 |
| EHO | [29] | 76 | 10.9 |
| ELO | [38] | 45 | 10.33 |
| ERHSO | [29] | 45 | 10.3 |
| ERO | [47] | 73.9 | 10.12 |
| ESAO | [29] | 53 | 10.1 |
| Problem | Impact | Proposed Solution |
|---|---|---|
| Lack of standardised mechanical testing | Inconsistent comparisons | Use of, ISO 527 [95] for tensile/flexural testing |
| Variable epoxy content reporting | Inaccurate correlation with performance | Require OOC and EEW reporting |
| Toxic/hazardous hardeners | Limits eco-certification and safety | Favor bio-based acids (e.g., citric, tartaric) |
| Limited reinforcement dispersion | Reduced mechanical gains | Improve mixing (ultrasound, shear) and surface treatments |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Álvarez, M.; Reilly, A.; Suleyman, O.; Griffin, C. A Systematic Review of Epoxidation Methods and Mechanical Properties of Sustainable Bio-Based Epoxy Resins. Polymers 2025, 17, 1956. https://doi.org/10.3390/polym17141956
Álvarez M, Reilly A, Suleyman O, Griffin C. A Systematic Review of Epoxidation Methods and Mechanical Properties of Sustainable Bio-Based Epoxy Resins. Polymers. 2025; 17(14):1956. https://doi.org/10.3390/polym17141956
Chicago/Turabian StyleÁlvarez, Manuel, Anthony Reilly, Obey Suleyman, and Caleb Griffin. 2025. "A Systematic Review of Epoxidation Methods and Mechanical Properties of Sustainable Bio-Based Epoxy Resins" Polymers 17, no. 14: 1956. https://doi.org/10.3390/polym17141956
APA StyleÁlvarez, M., Reilly, A., Suleyman, O., & Griffin, C. (2025). A Systematic Review of Epoxidation Methods and Mechanical Properties of Sustainable Bio-Based Epoxy Resins. Polymers, 17(14), 1956. https://doi.org/10.3390/polym17141956