

Enhancing 3D Printing of Gelatin/Siloxane-Based Cellular Scaffolds Using a Computational Model

 ,
, 
 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Ink Synthesis
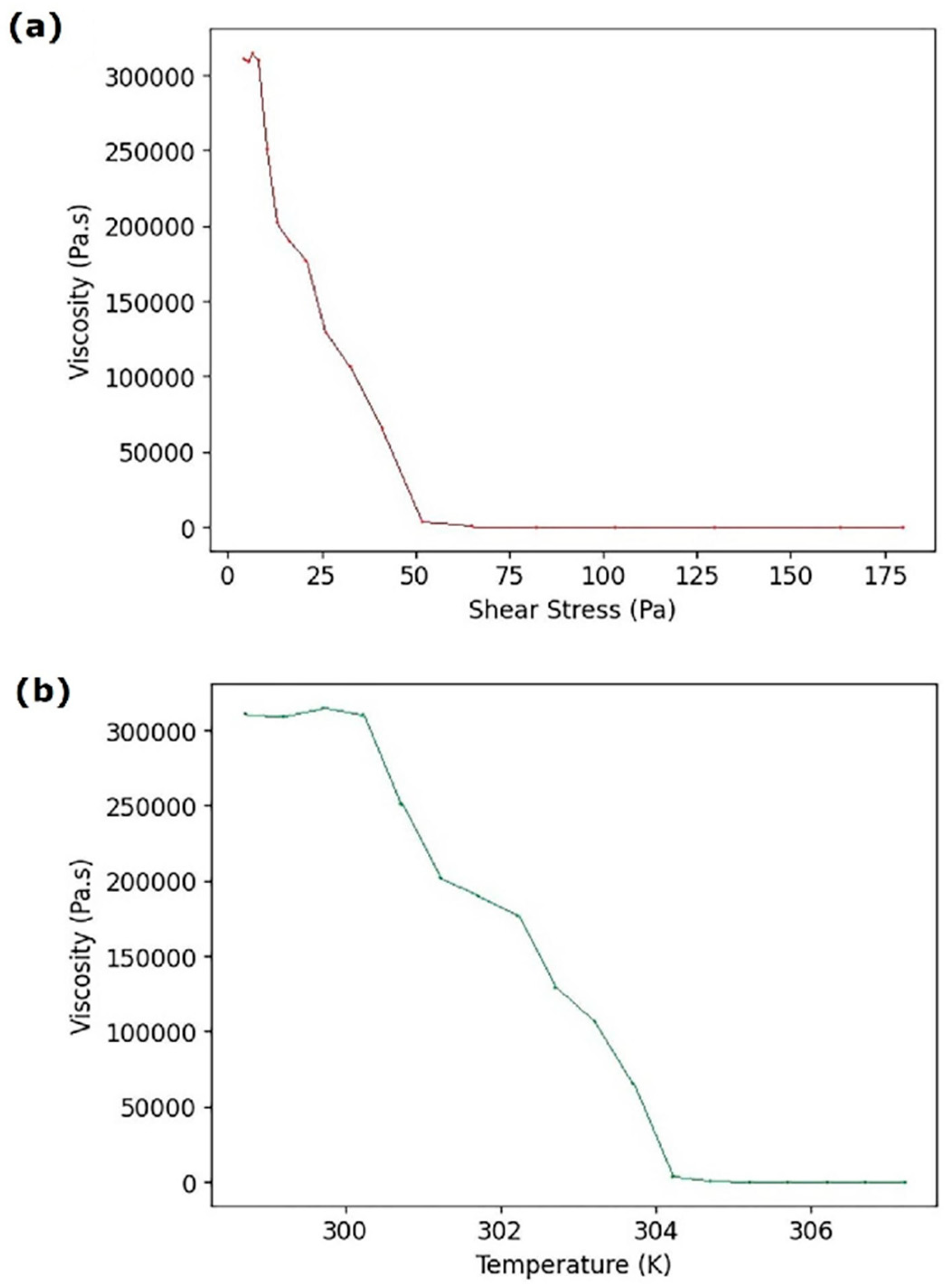
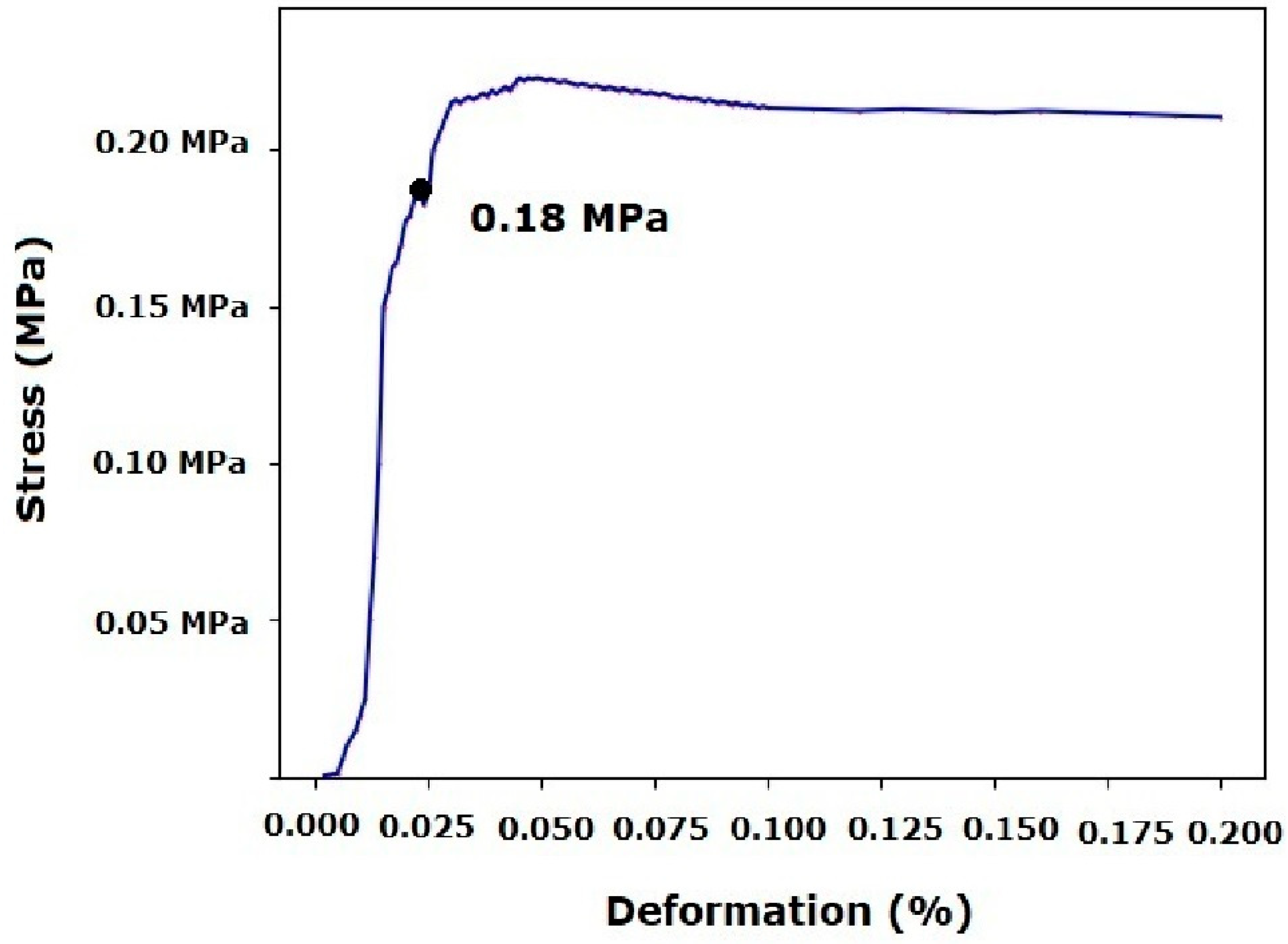
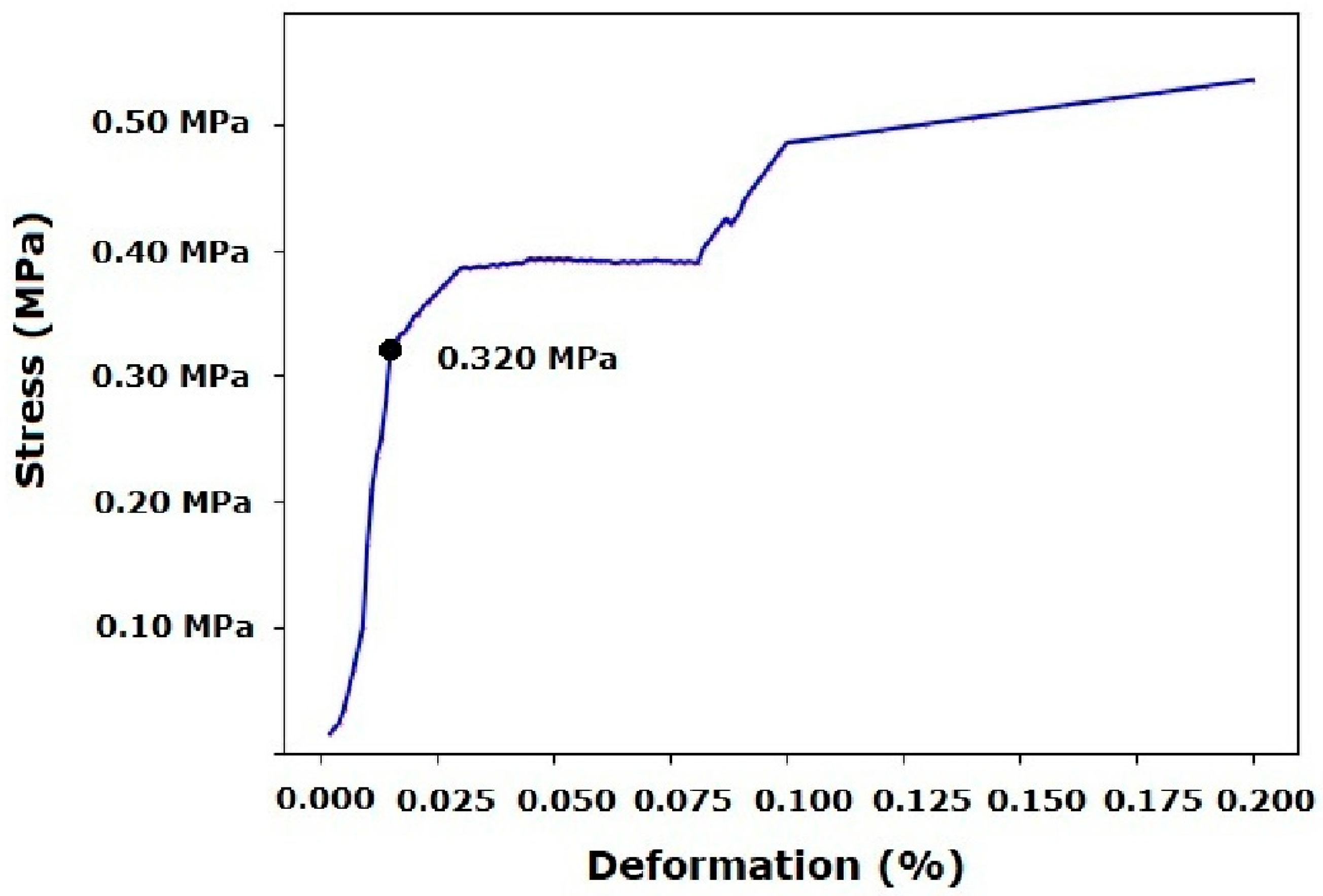
2.2. Ink Characterization
2.3. Computational Model
2.3.1. Mathematical Model for the Simulation of the Material and 3D Printing Process
2.3.2. Finite Element Method Computational Model of the 3D Printing Process
2.3.3. Machine Learning Model
2.4. Validation 3D Printing Test
Manual Calculation of Percentage Similarity Between the Printed and the CAD Design
2.5. DoE Study
2.6. Experimental Validation of DoE Regression Model and Machine Learning Model
3. Results
3.1. Gelatin/Siloxane Ink Synthesis
Experimental Validation
3.2. Finite Element Method Simulation of the 3D Printing Process
3.3. Estimation of Printing Parameters Using a Machine Learning Model
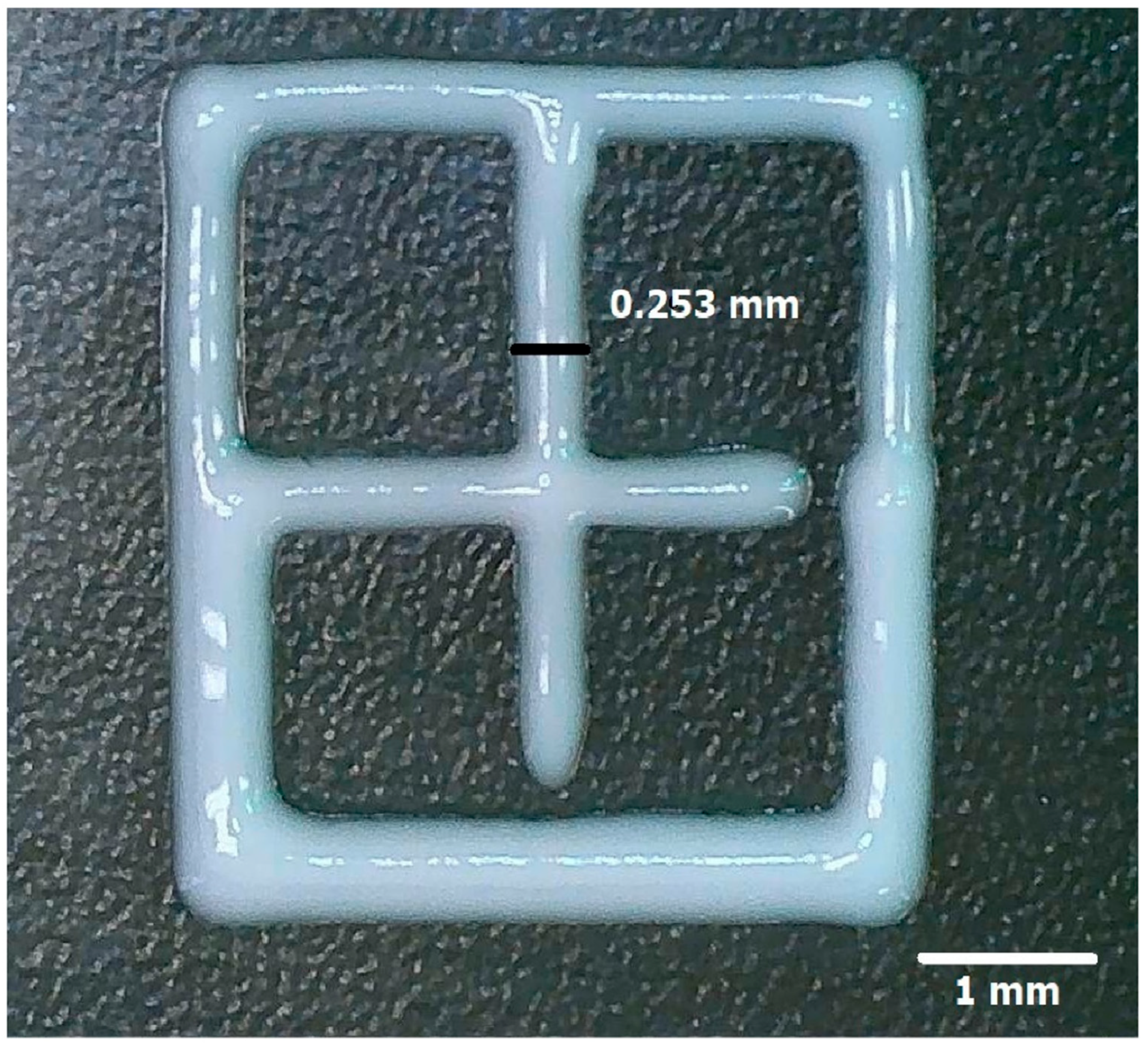
3.4. Validation 3D Printing Test
3.5. Design of Experiments
3.5.1. Three Factors/Two-, Five-, and Five-Level Factorial Design for Machine Learning Training
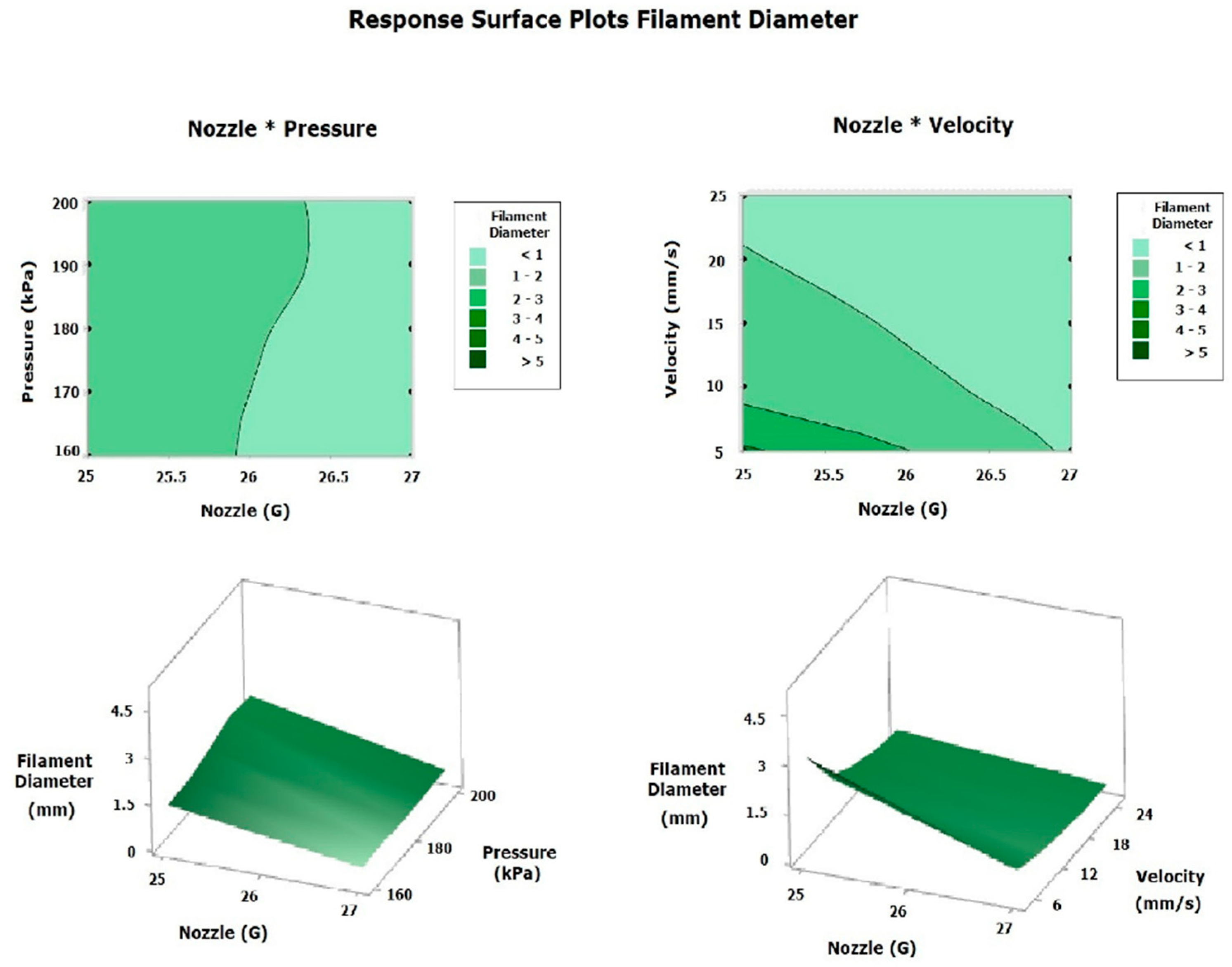
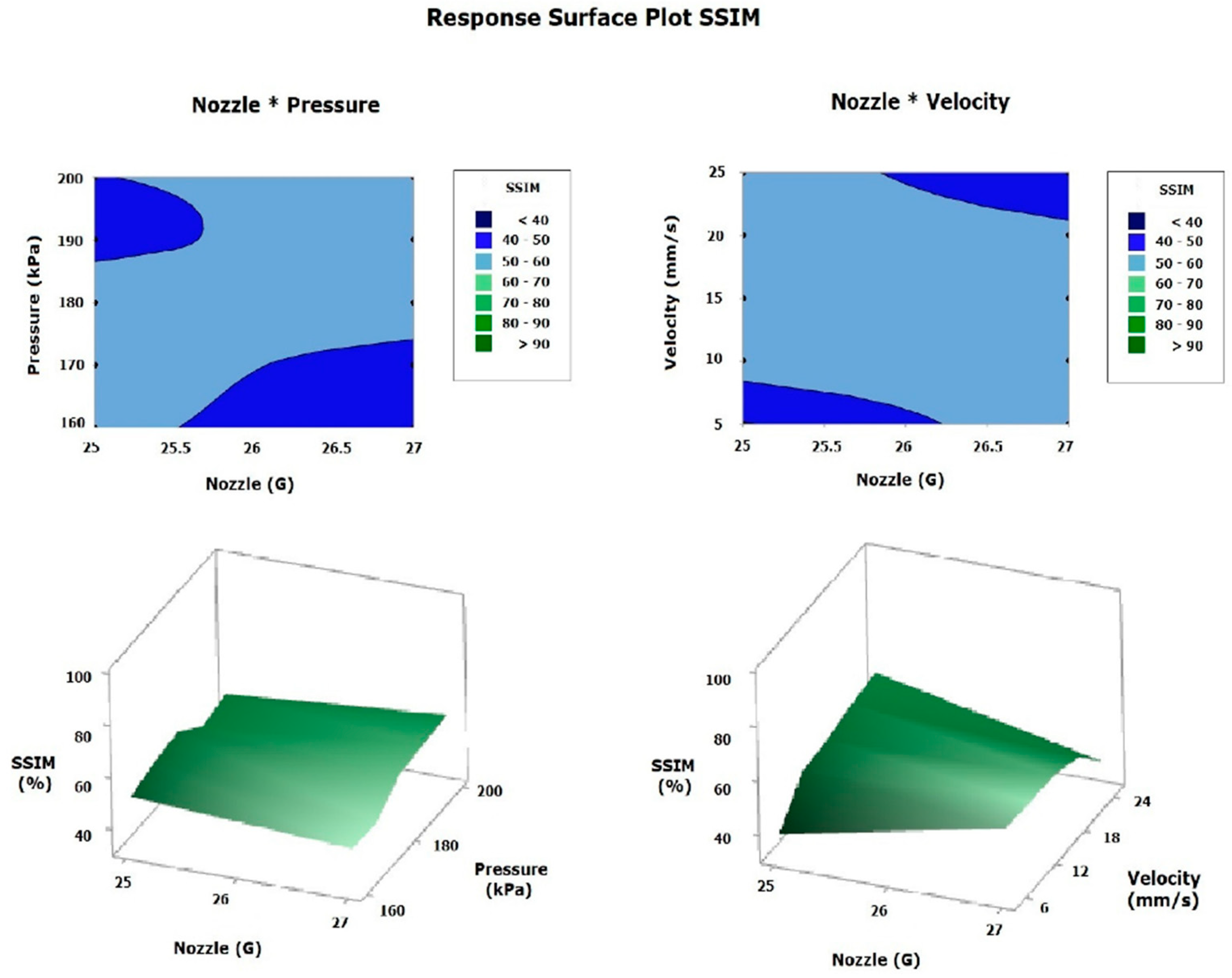
3.5.2. Response Surface Design
3.6. Statistical Comparison Between the Experimental Estimation, FEM Simulation, and ML Model
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hölzl, K.; Lin, S.; Tytgat, L. Bioink properties before, during and after 3D bioprinting. Biofabrication 2016, 8, 032002. [Google Scholar] [CrossRef] [PubMed]
- Lelièvre, S.A.; Kwok, T.; Chittiboyina, S. Architecture in 3D cell culture: An essential feature for in vitro toxicology. Toxicol. Vitr. 2017, 45, 287–295. [Google Scholar] [CrossRef] [PubMed]
- Boccaccini, A.R.; Blaker, J.J. Bioactive composite materials for tissue engineering scaffolds. Expert Rev. Med. Devices 2015, 2, 303–317. [Google Scholar] [CrossRef]
- Gold, K.; Gaharwar, A.K.; Jain, A. Emerging trends in multiscale modeling of vascular pathophysiology: Organ-on-a-chip and 3D printing. Biomaterials 2019, 196, 2–17. [Google Scholar] [CrossRef]
- Rezaei, H.; Asefnejad, A.; Daliri Joupari, M.; Joughehdoust, S. The physicochemical and mechanical investigation of siloxane modified Gelatin/Sodium alginate injectable hydrogels loaded by ascorbic acid and β-Glycerophosphate. Mater. Today Commun. 2021, 26, 101914. [Google Scholar] [CrossRef]
- Mei, Q.; Rao, J.; Bei, H.P. 3D Bioprinting Photo-Crosslinkable Hydrogels for Bone and Cartilage Repair. Int. J. Bioprint. 2021, 7, 367. [Google Scholar] [CrossRef]
- Nallusamy, J.; Das, R. Hydrogels and their role in bone tissue engineering: An overview. J. Pharm. BioAllied Sci. 2021, 13, 908–912. [Google Scholar] [CrossRef]
- Yang, Z.; Yi, P.; Liu, Z. Stem Cell-Laden Hydrogel-Based 3D Bioprinting for Bone and Cartilage Tissue Engineering. Front. Bioeng. Biotechnol. 2022, 10, 865770. [Google Scholar] [CrossRef]
- Wojciechowska, P.; Cierpiszewski, R.; Maciejewski, H. Gelatin–Siloxane Hybrid Monoliths as Novel Heavy Metal Adsorbents. Appl. Sci. 2022, 12, 1258. [Google Scholar] [CrossRef]
- Urciuolo, A.; Giobbe, G.G.; Dong, Y. Hydrogel-in-hydrogel live bioprinting for guidance and control of organoids and organotypic cultures. Nat. Commun. 2023, 14, 37953–37954. [Google Scholar] [CrossRef]
- Wang, X.; Ao, Q.; Tian, X. Gelatin-Based Hydrogels for Organ 3D Bioprinting. Polymers 2017, 9, 401. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Yang, F.; Zhao, H. Research on the printability of hydrogels in 3D bioprinting. Sci. Rep. 2016, 6, 29977. [Google Scholar] [CrossRef]
- Da Silva, A.C.; Wang, J.; Minev, I.R. Electro-assisted printing of soft hydrogels via controlled electrochemical reactions. Nat. Commun. 2022, 13, 1353. [Google Scholar] [CrossRef]
- Zhou, T.; Yuk, H.; Hu, F. 3D printable high-performance conducting polymer hydrogel for all-hydrogel bioelectronic interfaces. Nat. Mater. 2023, 22, 895–902. [Google Scholar] [CrossRef] [PubMed]
- Caprioli, M.; Roppolo, I.; Chiappone, A. 3D-printed self-healing hydrogels via Digital Light Processing. Nat. Commun. 2021, 12, 462. [Google Scholar] [CrossRef] [PubMed]
- Valenzuela-Reyes, M.B. Estudio de las Propiedades Termomecánicas del Material Híbrido de Gelatina/Siloxano Como Biotinta Para Bioimpresión Por Extrusión; Universidad Autonoma de Ciudad Juarez: Chihuahua, Mexico, 2020. [Google Scholar]
- Chen, X.B.; Fazel Anvari-Yazdi, A.; Duan, X. Biomaterials/bioinks and extrusion bioprinting. Bioact. Mater. 2023, 28, 511–536. [Google Scholar] [CrossRef]
- Fareez, U.N.; Naqvi, S.A.; Mahmud, M.; Temirel, M. Computational Fluid Dynamics (CFD) Analysis of Bioprinting. Adv. Healthc. Mater. 2024, 13, 2400643. [Google Scholar] [CrossRef]
- Göhl, J.; Markstedt, K.; Mark, A. Simulations of 3D bioprinting: Predicting bioprintability of nanofibrillar inks. Biofabrication 2018, 10, 034105. [Google Scholar] [CrossRef]
- Namvar, N.; Moloukzadeh, I.; Zolfagharian, A. Bio-inspired design, modeling, and 3D printing of lattice-based scale model scooter decks. Int. J. Adv. Manuf. Technol. 2023, 126, 2887–2903. [Google Scholar] [CrossRef]
- Oladapo, B.; Zahedi, A.; Ismail, S. 3D-printed biomimetic bone implant polymeric composite scaffolds. Int. J. Adv. Manuf. Technol. 2023, 126, 4259–4267. [Google Scholar] [CrossRef]
- Lannunziata, E.; Colucci, G.; Minetola, P.; Giubilini, A. Effect of annealing treatment and infill percentage on 3D-printed PEEK samples by Fused Filament Fabrication. Int. J. Adv. Manuf. Technol. 2024, 131, 5209–5222. [Google Scholar] [CrossRef]
- Suthithanakom, S.; Sithiwichankit, C.; Chaiprabha, K.; Chancharoen, R. Flexible actuation with intrinsic sensing for ram extrusion 3D printing. Int. J. Adv. Manuf. Technol. 2024, 131, 5787–5799. [Google Scholar] [CrossRef]
- Sun, J.; Gong, Y.; He, Y.; Fan, C.; Chen, H.; Shao, H.; Zhou, R. Process optimization for coaxial extrusion-based bioprinting: A comprehensive analysis of material behavior, structural precision, and cell viability. Addit. Manuf. 2025, 100, 104682. [Google Scholar] [CrossRef]
- Limon, S.M.; Quigley, C.; Sarah, R.; Habib, A. Advancing scaffold porosity through a machine learning framework in extrusion based 3D bioprinting. Front. Mater. 2024, 10, 1337485. [Google Scholar] [CrossRef]
- Wang, J.; Heshmati, A.N.; Jiang, J. 3D bioprinted microparticles: Optimizing loading efficiency using advanced DoE technique and machine learning modeling. Int. J. Pharm. 2022, 628, 122302. [Google Scholar] [CrossRef] [PubMed]
- Shin, J.; Lee, Y.; Li, Z. Optimized 3D Bioprinting Technology Based on Machine Learning: Rev Recent Trends and Advances. Micromachines 2022, 13, 363. [Google Scholar] [CrossRef]
- Mahony, O.; Tsigkou, O.; Ionescu, C. Silica-Gelatin Hybrids with Tailorable Degradation and Mechanical Properties for Tissue Regeneration. Adv. Funct. Mater. 2010, 20, 3835–3845. [Google Scholar] [CrossRef]
- Greenhalgh, R.D.; Ambler, W.S.; Quinn, S.J. Hybrid sol–gel inorganic/gelatin porous fibres via solution blow spinning. J. Mater. Sci. 2017, 52, 9066–9081. [Google Scholar] [CrossRef]
- Smitha, S.; Mukundan, P.; Krishna, P.P.; Warrier, K. Silica–gelatin bio-hybrid and transparent nano-coatings through sol–gel technique. Mater. Chem. Phys. 2007, 103, 318–322. [Google Scholar] [CrossRef]
- Arjoca, S.; Bojin, F.; Neagu, M.; Paunescu, A.; Neagu, A.; Paunescu, V. Hydrogel extrusion speed measurements for the optimization of bioprinting parameters. Gels 2024, 10, 103. [Google Scholar] [CrossRef]
- Paxton, N.; Smolan, W.; Böck, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication 2017, 9, 44107. [Google Scholar] [CrossRef] [PubMed]
- Paxton, N.C.; Ren, J.; Ainsworth, M.J. Rheological Characterization of Biomaterials Directs Additive Manufacturing of Strontium-Substituted Bioactive Glass/Polycaprolactone Microfibers. Macromol. Rapid Commun. 2019, 40, 1900019. [Google Scholar] [CrossRef]
- Oyinloye, T.M.; Yoon, W.B. Application of computational fluid dynamics (CFD) in the deposition process and printability assessment of 3D printing using rice paste. Processes 2022, 10, 68. [Google Scholar] [CrossRef]
- Krishna, D.V.; Sankar, M.R. Machine learning-assisted extrusion-based 3D bioprinting for tissue regeneration applications. Ann. 3D Print. Med. 2023, 12, 100132. [Google Scholar] [CrossRef]
- Zhang, C.; Elvitigala, K.C.M.L.; Murbarok, W.; Okano, Y.; Sakai, S. Machine learning-based prediction and optimization framework for as-extruded cell viability in extrusion-based 3D bioprinting. Virtual Phys. Prototyp. 2024, 19, e2400330. [Google Scholar] [CrossRef]
- Raja, V.; Nimbkar, S.; Moses, J.A.; Nair, S.V.R.; Anandhramakrishnan, C. Modeling and simulation of 3D food printing systems—Scope, advances and challenges. Foods 2023, 12, 3412. [Google Scholar] [CrossRef]
- Lombardi, L.; Scalzone, A.; Ausilio, C.; Gentile, P.; Tammaro, D. Optimizing nozzle design in extrusion-based 3D bioprinting to minimize mechanical stress and enhance cell viability. Bioprinting 2025, 11, 025190182. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Levels | ||||
|---|---|---|---|---|---|
| Nozzle size (G) | 27 | 25 | |||
| Pressure (kPa) | 160 | 170 | 180 | 190 | 200 |
| Printing velocity (mm/s) | 5 | 10 | 15 | 20 | 25 |
| Printing Parameters Estimation | |||
|---|---|---|---|
| Printing Parameters | Experimental | FEM Simulation | ML Model |
| Nozzle size (G) | 27 | 25 | 25 |
| Temperature (°C) | 32 | 32 | 32 |
| Pressure (kPa) | 180 | 170 | 170 |
| Velocity (mm/s) | 30 | 25 | 20 |
| Estimation Methods Comparison | |||||
|---|---|---|---|---|---|
| Estimation Methods | Diameter Filament (mm) | Similarity Percentage (%) | AUC/R2 | MSE | MAE |
| Experimental | 1.098 | 54.5 | 0.79 | 0.9005 | 1.086 |
| FEM simulation | 0.253 | 92.35 | 0.85 | 0.0034 | 0.004 |
| ML model | 0.252 | 94.13 | 0.97 | 0.0031 | 0.003 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valenzuela-Reyes, M.B.; Zuñiga-Aguilar, E.S.; Chapa-González, C.; Castro-Carmona, J.S.; Méndez-González, L.C.; Álvarez-López, R.; Monreal-Romero, H.; Martínez-Pérez, C.A. Enhancing 3D Printing of Gelatin/Siloxane-Based Cellular Scaffolds Using a Computational Model. Polymers 2025, 17, 1838. https://doi.org/10.3390/polym17131838
Valenzuela-Reyes MB, Zuñiga-Aguilar ES, Chapa-González C, Castro-Carmona JS, Méndez-González LC, Álvarez-López R, Monreal-Romero H, Martínez-Pérez CA. Enhancing 3D Printing of Gelatin/Siloxane-Based Cellular Scaffolds Using a Computational Model. Polymers. 2025; 17(13):1838. https://doi.org/10.3390/polym17131838
Chicago/Turabian StyleValenzuela-Reyes, Marcos B., Esmeralda S. Zuñiga-Aguilar, Christian Chapa-González, Javier S. Castro-Carmona, Luis C. Méndez-González, R. Álvarez-López, Humberto Monreal-Romero, and Carlos A. Martínez-Pérez. 2025. "Enhancing 3D Printing of Gelatin/Siloxane-Based Cellular Scaffolds Using a Computational Model" Polymers 17, no. 13: 1838. https://doi.org/10.3390/polym17131838
APA StyleValenzuela-Reyes, M. B., Zuñiga-Aguilar, E. S., Chapa-González, C., Castro-Carmona, J. S., Méndez-González, L. C., Álvarez-López, R., Monreal-Romero, H., & Martínez-Pérez, C. A. (2025). Enhancing 3D Printing of Gelatin/Siloxane-Based Cellular Scaffolds Using a Computational Model. Polymers, 17(13), 1838. https://doi.org/10.3390/polym17131838