
Epoxy Composites Modified with Functionalized Aluminosilicate Microspheres from Thermal Power Plant Ash: Complex Improvements in the Mechanical and Thermal Properties

 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. The Materials and Reagents
2.2. Functionalization of the ASMs
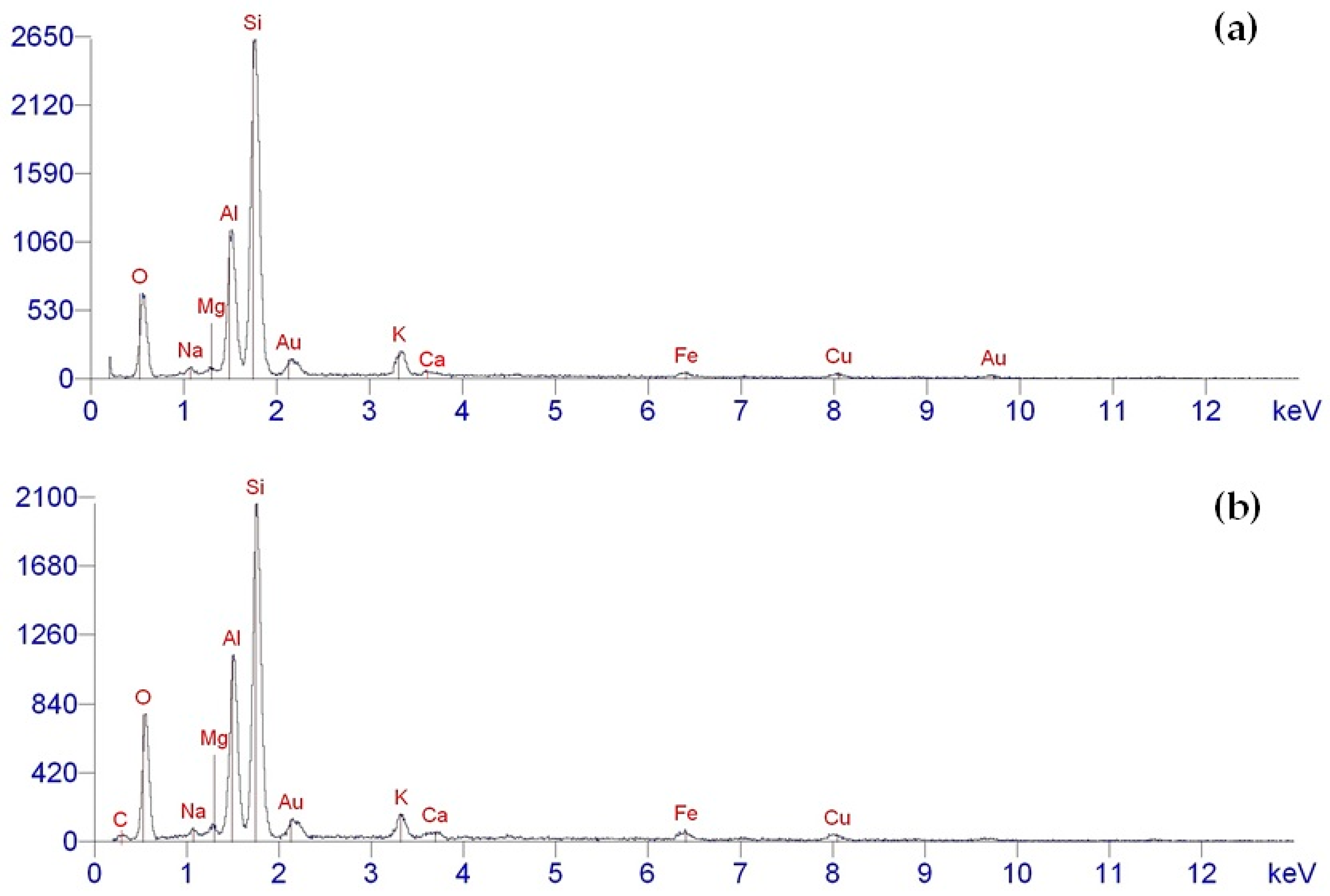
2.3. Сharacterization of the ASMs
2.4. Preparation of the Epoxy Composites
2.5. Composite Testing
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Girge, A.; Goel, V.; Gupta, G.; Fuloria, D.; Pati, P.R.; Sharma, A.; Mishra, V.K. Industrial Waste Filled Polymer Composites—A Review. Mater. Today Proc. 2021, 47, 2852–2863. [Google Scholar] [CrossRef]
- Chandra Dubey, S.; Mishra, V.; Sharma, A. A Review on Polymer Composite with Waste Material as Reinforcement. Mater. Today Proc. 2021, 47, 2846–2851. [Google Scholar] [CrossRef]
- Chowaniec, A.; Sadowski, Ł.; Żak, A. The Chemical and Microstructural Analysis of the Adhesive Properties of Epoxy Resin Coatings Modified Using Waste Glass Powder. Appl. Surf. Sci. 2020, 504, 144373. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabu, V. Potential Use of Industrial Waste-Red Mud in Developing Hybrid Composites: A Waste Management Approach. J. Clean. Prod. 2020, 276, 124278. [Google Scholar] [CrossRef]
- Perim, T.B.; Carvalho, E.; Barreto, G.; da Cruz Silva, T.L.; Monteiro, S.N.; Azevedo, A.R.; Vieira, C.M. Characterization of Artificial Stone Produced with Blast Furnace Dust Waste Incorporated into a Mixture of Epoxy Resin and Cashew Nut Shell Oil. Polymers 2023, 15, 4181. [Google Scholar] [CrossRef]
- Wang, Y.; Cai, N.; Yang, H.; Wu, C. Application of Carbon Nanotubes from Waste Plastics As Filler to Epoxy Resin Composite. ACS Sustain. Chem. Eng. 2022, 10, 2204–2213. [Google Scholar] [CrossRef]
- Guo, X.; Zeng, M.; Yu, H.; Lin, F.; Li, J.; Wang, W.; Chen, G. Critical Review for the Potential Analysis of Material Utilization from Inorganic Industrial Solid Waste. J. Clean. Prod. 2024, 459, 142457. [Google Scholar] [CrossRef]
- Yatsenko, E.A.; Goltsman, B.M.; Izvarin, A.I.; Kurdashov, V.M.; Smoliy, V.A.; Ryabova, A.V.; Klimova, L.V. Recycling Ash and Slag Waste from Thermal Power Plants to Produce Foamed Geopolymers. Energies 2023, 16, 7535. [Google Scholar] [CrossRef]
- Wang, C.; Liu, K.; Huang, D.; Chen, Q.; Tu, M.; Wu, K.; Shui, Z. Utilization of Fly Ash as Building Material Admixture: Basic Properties and Heavy Metal Leaching. Case Stud. Constr. Mater. 2022, 17, e01422. [Google Scholar] [CrossRef]
- Drozhzhin, V.S.; Shpirt, M.Y.; Danilin, L.D.; Kuvaev, M.D.; Pikulin, I.V.; Potemkin, G.A.; Redyushev, S.A. Formation Processes and Main Properties of Hollow Aluminosilicate Microspheres in Fly Ash from Thermal Power Stations. Solid. Fuel Chem. 2008, 42, 107–119. [Google Scholar] [CrossRef]
- Jaworek, A.; Sobczyk, A.T.; Czech, T.; Marchewicz, A.; Krupa, A. Recovery of Cenospheres from Solid Waste Produced by Coal-Fired Power Plants. Clean. Waste Syst. 2023, 6, 100109. [Google Scholar] [CrossRef]
- Miryuk, O.; Fediuk, R.; Amran, M. Porous Fly Ash/Aluminosilicate Microspheres-Based Composites Containing Lightweight Granules Using Liquid Glass as Binder. Polymers 2022, 14, 3461. [Google Scholar] [CrossRef]
- Yoriya, S.; Intana, T.; Tepsri, P. Separation of Cenospheres from Lignite Fly Ash Using Acetone–Water Mixture. Appl. Sci. 2019, 9, 3792. [Google Scholar] [CrossRef]
- Shishkin, A.; Abramovskis, V.; Zalite, I.; Singh, A.K.; Mezinskis, G.; Popov, V.; Ozolins, J. Physical, Thermal, and Chemical Properties of Fly Ash Cenospheres Obtained from Different Sources. Materials 2023, 16, 2035. [Google Scholar] [CrossRef] [PubMed]
- Kuźnia, M. A Review of Coal Fly Ash Utilization: Environmental, Energy, and Material Assessment. Energies 2025, 18, 52. [Google Scholar] [CrossRef]
- Ma, X.; He, T.; Da, Y.; Su, F.; Yang, R. Utilizing Fly Ash from Coal-Fired Power Plants to Improve the Utilization of Incineration Fly Ash Resources and Reduce Toxicity. J. Environ. Manag. 2024, 371, 123168. [Google Scholar] [CrossRef]
- Bekeshev, A.; Mostovoy, A.; Shcherbakov, A.; Tastanova, L.; Akhmetova, M.; Apendina, A.; Orynbassar, R.; Lopukhova, M. The Influence of Pristine and Aminoacetic Acid-Treated Aluminum Nitride on the Structure, Curing Processes, and Properties of Epoxy Nanocomposites. J. Compos. Sci. 2023, 7, 482. [Google Scholar] [CrossRef]
- ISO 527-1:2019; Plastics—Determination of Tensile Properties—Part 1: General Principles. ISO: Geneva, Switzerland, 2019.
- ISO 178:201; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- ISO 179-1:2010; Plastics—Determination of Charpy Impact Properties—Part 1: Non-Instrumented Impact Test. ISO: Geneva, Switzerland, 2010.
- Todea, M.; Turcu, R.V.F.; Frentiu, B.; Simon, S. FTIR and NMR Evidence of Aluminosilicate Microspheres Bioactivity Tested in Simulated Body Fluid. J. Non-Cryst. Solids 2016, 432, 413–419. [Google Scholar] [CrossRef]
- Onutai, S.; Osugi, T.; Sone, T. Alumino-Silicate Structural Formation during Alkali-Activation of Metakaolin: In-Situ and Ex-Situ ATR-FTIR Studies. Materials 2023, 16, 985. [Google Scholar] [CrossRef]
- Bazan, P.; Gajda, M.; Nosal, P.; Bąk, A.; Setlak, K.; Łach, M. The Influence of Copper Oxide Particle Size on the Properties of Epoxy Resin. Appl. Sci. 2024, 14, 2534. [Google Scholar] [CrossRef]
- Choi, Y.-M.; Hwangbo, S.-A.; Lee, T.G.; Ham, Y.-B. Effect of Particle Size on the Mechanical Properties of TiO2–Epoxy Nanocomposites. Materials 2021, 14, 2866. [Google Scholar] [CrossRef]
- Serekpayeva, M.; Ibzhanova, A.; Niyazbekova, R.; Kokayeva, G.; Aldabergenova, S. Properties of Epoxy Resins-Based Composite Materials with the Addition of Microspheres. Chem. Eng. Technol. 2023, 46, 1170–1175. [Google Scholar] [CrossRef]
- Vereshchagina, T.A.; Vereshchagin, S.N.; Shishkina, N.N.; Mikhaylova, O.A.; Solovyov, L.A.; Anshits, A.G. One-Step Fabrication of Hollow Aluminosilicate Microspheres with a Composite Zeolite/Glass Crystalline Shell. Microporous Mesoporous Mater. 2013, 169, 207–211. [Google Scholar] [CrossRef]
- Matykiewicz, D. Hybrid Epoxy Composites with Both Powder and Fiber Filler: A Review of Mechanical and Thermomechanical Properties. Materials 2020, 13, 1802. [Google Scholar] [CrossRef]
- Schartel, B. Phosphorus-based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef]
- Bekeshev, A.; Mostovoy, A.; Shcherbakov, A.; Zhumabekova, A.; Serikbayeva, G.; Vikulova, M.; Svitkina, V. Effect of Phosphorus and Chlorine Containing Plasticizers on the Physicochemical and Mechanical Properties of Epoxy Composites. J. Compos. Sci. 2023, 7, 178. [Google Scholar] [CrossRef]
- Laghaei, R.; Hejazi, S.M.; Fashandi, H.; Akbarzadeh, S.; Shaghaghi, S.; Shamaei-Kashani, A. Improvement in Fracture Toughness and Impact Resistance of E-Glass/Epoxy Composites Using Layers Composed of Hollow Poly(Ethylene Terephthalate) Fibers. J. Ind. Text. 2022, 51, 4860S–4879S. [Google Scholar] [CrossRef]
- Too, D.K.; Kumar, S.; Kim, Y.-H. Fracture Toughness and Failure Behavior of CF/Epoxy Composites Interleaved with Melt-Infused PET, PEI, and PEEK Film. Polym. Compos. 2024, 45, 12307–12324. [Google Scholar] [CrossRef]
- Galvagnini, F.; Fredi, G.; Dorigato, A.; Fambri, L.; Pegoretti, A. Mechanical Behaviour of Multifunctional Epoxy/Hollow Glass Microspheres/Paraffin Microcapsules Syntactic Foams for Thermal Management. Polymers 2021, 13, 2896. [Google Scholar] [CrossRef]
- Shcherbakov, A.S.; Mostovoy, A.S.; Yakovlev, N.A.; Arzamastsev, S.V. Effect of Carbon Nanotube Functionalization on the Physicochemical and Mechanical Properties of Modified Fiber-Reinforced Composites Based on an Epoxy Resin. Russ. J. Appl. Chem. 2021, 94, 1080–1087. [Google Scholar] [CrossRef]
- Bokobza, L. Infrared Linear Dichroism for the Analysis of Molecular Orientation in Polymers and in Polymer Composites. Polymers 2022, 14, 1257. [Google Scholar] [CrossRef] [PubMed]
- Griffin, A.; Guo, Y.; Hu, Z.; Zhang, J.; Chen, Y.; Qiang, Z. Scalable Methods for Directional Assembly of Fillers in Polymer Composites: Creating Pathways for Improving Material Properties. Polym. Compos. 2022, 43, 5747–5766. [Google Scholar] [CrossRef]
- Verma, C.; Rhee, K.Y.; Alfantazi, A. Functionalized Epoxy Resins for Enhanced Interface Properties and Corrosion Resistance: Tailoring of Surface and Interface Properties and Performance. Appl. Surf. Sci. Adv. 2025, 25, 100685. [Google Scholar] [CrossRef]
- Starokadomsky, D.; Reshetnyk, M. Effect of Surface Modification of Nanosilica by Hydride-Groups on Morphology, Strength and Resistance of Epoxy-Composites. Results Surf. Interfaces 2023, 13, 100152. [Google Scholar] [CrossRef]
- Joseph, E.J.; Akshayraj, V.R.; Panneerselvam, K. Surface Modification of Tungsten Fillers for Application in Polymer Matrix Composites. Mater. Today Proc. 2021, 45, 7930–7933. [Google Scholar] [CrossRef]
- Mostovoi, A.S.; Plakunova, E.V.; Panova, L.G. New Epoxy Composites Based on Potassium Polytitanates. Int. Polym. Sci. Technol. 2013, 40, 49–51. [Google Scholar] [CrossRef]
- Wu, N.; Yang, W.; Li, H.; Che, S.; Gao, C.; Jiang, B.; Li, Z.; Xu, C.; Wang, X.; Li, Y. Boron Nitride Nanosheets towards Enhanced Thermal and Mechanical Performance of Epoxy Composite. J. Colloid Interface Sci. 2022, 619, 388–398. [Google Scholar] [CrossRef]
- Liang, Y.; Luo, Y.; Wang, Y.; Fei, T.; Dai, L.; Zhang, D.; Ma, H.; Cai, L.; Xia, C. Effects of Lysine on the Interfacial Bonding of Epoxy Resin Cross-Linked Soy-Based Wood Adhesive. Molecules 2023, 28, 1391. [Google Scholar] [CrossRef] [PubMed]
- Bustamante-Torres, M.; Romero-Fierro, D.; Arcentales-Vera, B.; Pardo, S.; Bucio, E. Interaction between Filler and Polymeric Matrix in Nanocomposites: Magnetic Approach and Applications. Polymers 2021, 13, 2998. [Google Scholar] [CrossRef]
- Ma, X.; Zare, Y.; Rhee, K.Y. A Two-Step Methodology to Study the Influence of Aggregation/Agglomeration of Nanoparticles on Young’s Modulus of Polymer Nanocomposites. Nanoscale Res. Lett. 2017, 12, 621. [Google Scholar] [CrossRef]
- Mostovoy, A.; Shcherbakov, A.; Yakovlev, A.; Arzamastsev, S.; Lopukhova, M. Reinforced Epoxy Composites Modified with Functionalized Graphene Oxide. Polymers 2022, 14, 338. [Google Scholar] [CrossRef]
- Aiken, T.A.; Kwasny, J.; Sha, W. Resistance of Fly Ash Geopolymer Binders to Organic Acids. Mater. Struct. 2020, 53, 115. [Google Scholar] [CrossRef]
- Yoriya, S.; Tepsri, P. Investigation of Metal and Trace Elements of Cenospheres from Lignite High-Calcium Fly Ash (Thailand). Water 2021, 13, 2935. [Google Scholar] [CrossRef]
- Wilson, J.; Ke, X.; Maskell, D.; Ball, R.J. Evaluation of Photocatalytic ZnO-Geopolymer Composites: Degradation of Methylene Blue and α-Pinene. Cem. Concr. Compos. 2025, 162, 106125. [Google Scholar] [CrossRef]
- Bao, T.; Wang, Z.; Zhao, Y.; Wang, Y.; Yi, X. Friction and Mechanical Properties of Amino-Treated Graphene-Filled Epoxy Composites: Modification Conditions and Filler Content. RSC Adv. 2020, 10, 26646–26657. [Google Scholar] [CrossRef] [PubMed]
- Guo, Z.; Ning, N.; Zhou, G.; Li, Y.; Chen, L.; Feng, S.; Wei, Y.; Liu, W. Toughening of Infusible Epoxy Resins by Core/Shell Nanoparticles Plus a Soluble Thermoplastic Polymer and Their Synergistic Mechanism at the Mesoscopic Morphological Level. ACS Appl. Polym. Mater. 2025, 7, 3085–3092. [Google Scholar] [CrossRef]
- Razavi, S.M.; Neisiany, R.E.; Razavi, M.; Fakhar, A.; Shanmugam, V.; Alagumalai, V.; Försth, M.; Sas, G.; Das, O. Efficient Improvement in Fracture Toughness of Laminated Composite by Interleaving Functionalized Nanofibers. Polymers 2021, 13, 2509. [Google Scholar] [CrossRef]
- Gkaliou, K.; Trakakis, G.; Manikas, A.; Davies, P.R.; Hall, J.; Galiotis, C.; Eaton, M.J. Understanding Cure and Interphase Effects in Functionalized Graphene-Epoxy Nanocomposites. Polym. Adv. Technol. 2023, 34, 2925–2935. [Google Scholar] [CrossRef]
- Costa, U.O.; Nascimento, L.F.; Almeida Bezerra, W.B.; de Oliveira Aguiar, V.; Pereira, A.C.; Monteiro, S.N.; Pinheiro, W.A. Dynamic Mechanical Behavior of Graphene Oxide Functionalized Curaua Fiber-Reinforced Epoxy Composites: A Brief Report. Polymers 2021, 13, 1897. [Google Scholar] [CrossRef]
- Huang, J.; Fu, P.; Li, W.; Xiao, L.; Chen, J.; Nie, X. Influence of Crosslinking Density on the Mechanical and Thermal Properties of Plant Oil-Based Epoxy Resin. RSC Adv. 2022, 12, 23048–23056. [Google Scholar] [CrossRef]
- Kim, K.-M.; Kim, H.; Kim, H.-J. Enhancing Thermo-Mechanical Properties of Epoxy Composites Using Fumed Silica with Different Surface Treatment. Polymers 2021, 13, 2691. [Google Scholar] [CrossRef] [PubMed]
- Mohan, T.P.; Kanny, K. Dynamic Mechanical Analysis of Glass Fiber Reinforced Epoxy Filled Nanoclay Hybrid Composites. Mater. Today Proc. 2023, 87, 235–245. [Google Scholar] [CrossRef]
- Roh, S.; Nam, Y.; Nguyen, M.T.; Han, J.-H.; Lee, J.S. Dynamic Covalent Bond-Based Polymer Chains Operating Reversibly with Temperature Changes. Molecules 2024, 29, 3261. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Drummer, D. Influence of Filler Content and Filler Size on the Curing Kinetics of an Epoxy Resin. Polymers 2019, 11, 1797. [Google Scholar] [CrossRef]
- Vertuccio, L.; Russo, S.; Raimondo, M.; Lafdi, K.; Guadagno, L. Influence of Carbon Nanofillers on the Curing Kinetics of Epoxy-Amine Resin. RSC Adv. 2015, 5, 90437–90450. [Google Scholar] [CrossRef]
- Yeasmin, F.; Mallik, A.K.; Chisty, A.H.; Robel, F.N.; Shahruzzaman, M.D.; Haque, P.; Rahman, M.M.; Hano, N.; Takafuji, M.; Ihara, H. Remarkable Enhancement of Thermal Stability of Epoxy Resin through the Incorporation of Mesoporous Silica Micro-Filler. Heliyon 2021, 7, e05959. [Google Scholar] [CrossRef]
- Budak, D.; Sarikurt, S.; Gur, T.; Ozkanakti, H.; Alagoz, H.; Eryol, F.; Yildirim, E. Molecular Mechanism of Physical and Mechanical Improvement in Graphene/Graphene Oxide-Epoxy Composite Materials. ChemPhysChem 2024, 25, e202400497. [Google Scholar] [CrossRef] [PubMed]
- Guzel, G.; Sivrikaya, O.; Deveci, H. The Use of Colemanite and Ulexite as Novel Fillers in Epoxy Composites: Influences on Thermal and Physico-Mechanical Properties. Compos. Part B Eng. 2016, 100, 1–9. [Google Scholar] [CrossRef]
- Mostovoy, A.; Bekeshev, A.; Shcherbakov, A.; Tastanova, L.; Akhmetova, M.; Apendina, A.; Lopukhova, M. Investigating the Structure and Properties of Epoxy Nanocomposites Containing Nanodiamonds Modified with Aminoacetic Acid. Polymers 2024, 16, 449. [Google Scholar] [CrossRef]
- Nguyen, T.A.; Pham, T.M.H. Study on the Properties of Epoxy Composites Using Fly Ash as an Additive in the Presence of Nanoclay: Mechanical Properties, Flame Retardants, and Dielectric Properties. J. Chem. 2020, 2020, 8854515. [Google Scholar] [CrossRef]
- Karthikeyan, R.; Girimurugan, R.; Sahoo, G.; Maheskumar, P.; Ramesh, A. Experimental Investigations on Tensile and Flexural Properties of Epoxy Resin Matrix Waste Marble Dust and Tamarind Shell Particles Reinforced Bio-Composites. Mater. Today Proc. 2022, 68, 2215–2219. [Google Scholar] [CrossRef]
- Arumugam, H.; Iqbal, M.M.; Ahn, C.-H.; Rimdusit, S.; Muthukaruppan, A. Development of High Performance Granite Fine Fly Dust Particle Reinforced Epoxy Composites: Structure, Thermal, Mechanical, Surface and High Voltage Breakdown Strength Properties. J. Mater. Res. Technol. 2023, 24, 2795–2811. [Google Scholar] [CrossRef]
- Sienkiewicz, A.; Czub, P. Modification of Epoxy Compositions by the Application of Various Fillers of Natural Origin. Materials 2023, 16, 3149. [Google Scholar] [CrossRef] [PubMed]
- Sławski, S.; Woźniak, A.; Bazan, P.; Mrówka, M. The Mechanical and Tribological Properties of Epoxy-Based Composites Filled with Manganese-Containing Waste. Materials 2022, 15, 1579. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indicator | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | TiO2 |
|---|---|---|---|---|---|---|---|---|
| Mass fraction % | 49–51 | 24–26 | 8–9 | 3–4 | 1.4–1.6 | 1.6–1.8 | 0.9–1 | 0.8–1 |
| Composition, Parts by Mass, Cured with 15 Parts by Mass of PEPA | σben, МPа | Eben, МPа | σt, МPа | Et, МPа | aim, kJ/m2 | Shore D | Tv, °C |
|---|---|---|---|---|---|---|---|
| 100 ED-20 | 40 | 2654 | 26 | 2040 | 3 | 80 | 86 |
| 100 ED-20 + 40 TCEP | 53 | 1750 | 36 | 1610 | 8 | 72 | 100 |
| 100 ED-20 + 40 TCEP + 0.05 ASM | 65 | 1845 | 41 | 1690 | 10 | 76 | 105 |
| 100 ED-20 + 40 TCEP + 0.1 ASM | 112 | 2450 | 58 | 1842 | 12 | 78 | 127 |
| 100 ED-20 + 40 TCEP + 0.5 ASM | 100 | 2558 | 55 | 2105 | 11 | 80 | 130 |
| 100 ED-20 + 40 TCEP + 10 ASM | 75 | 3450 | 38 | 2715 | 8 | 82 | 144 |
| 100 ED-20 + 40 TCEP + 30 ASM | 80 | 4690 | 40 | 2894 | 7 | 83 | 156 |
| 100 ED-20 + 40 TCEP + 50 ASM | 88 | 5211 | 42 | 3132 | 9 | 84 | 170 |
| 100 ED-20 + 40 TCEP + 60 ASM | 65 | 8339 | 30 | 3685 | 5 | 85 | 180 |
| Compositions containing ASMs functionalized with aminoacetic acid | |||||||
| 100 ED-20 + 40 TCEP + 0.1 ASM(aminoacetic acid) | 130 | 3270 | 70 | 2154 | 18 | 83 | 138 |
| 100 ED-20 + 40 TCEP + 50 ASM(aminoacetic acid) | 112 | 7168 | 52 | 4074 | 15 | 88 | 178 |
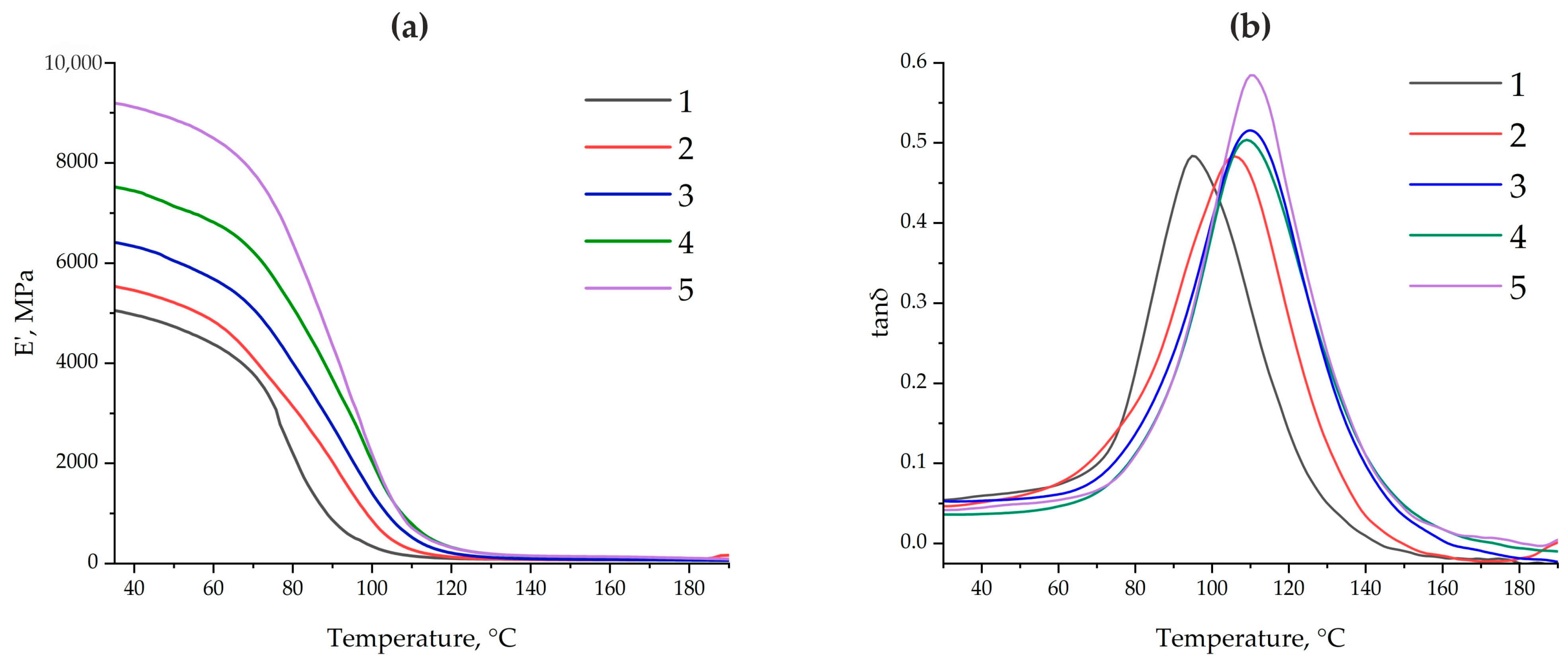
| No. | Composition, Parts by Mass, Cured 15 Parts by Mass, PEPA | E′ at 30 °C, MPa | Tg, °C |
|---|---|---|---|
| 1 | 100 ED-20 + 40 TCEP | 5125 | 95.1 |
| 2 | 100 ED-20 + 40 TCEP + 0.1 ASM | 5581 | 105.8 |
| 3 | 100 ED-20 + 40 TCEP + 0.1 ASM(aminoacetic acid) | 6441 | 109.9 |
| 4 | 100 ED-20 + 40 TCEP +50 ASM | 7578 | 109.0 |
| 5 | 100 ED-20 + 40 TCEP + 50 ASM(aminoacetic acid) | 9235 | 111.9 |
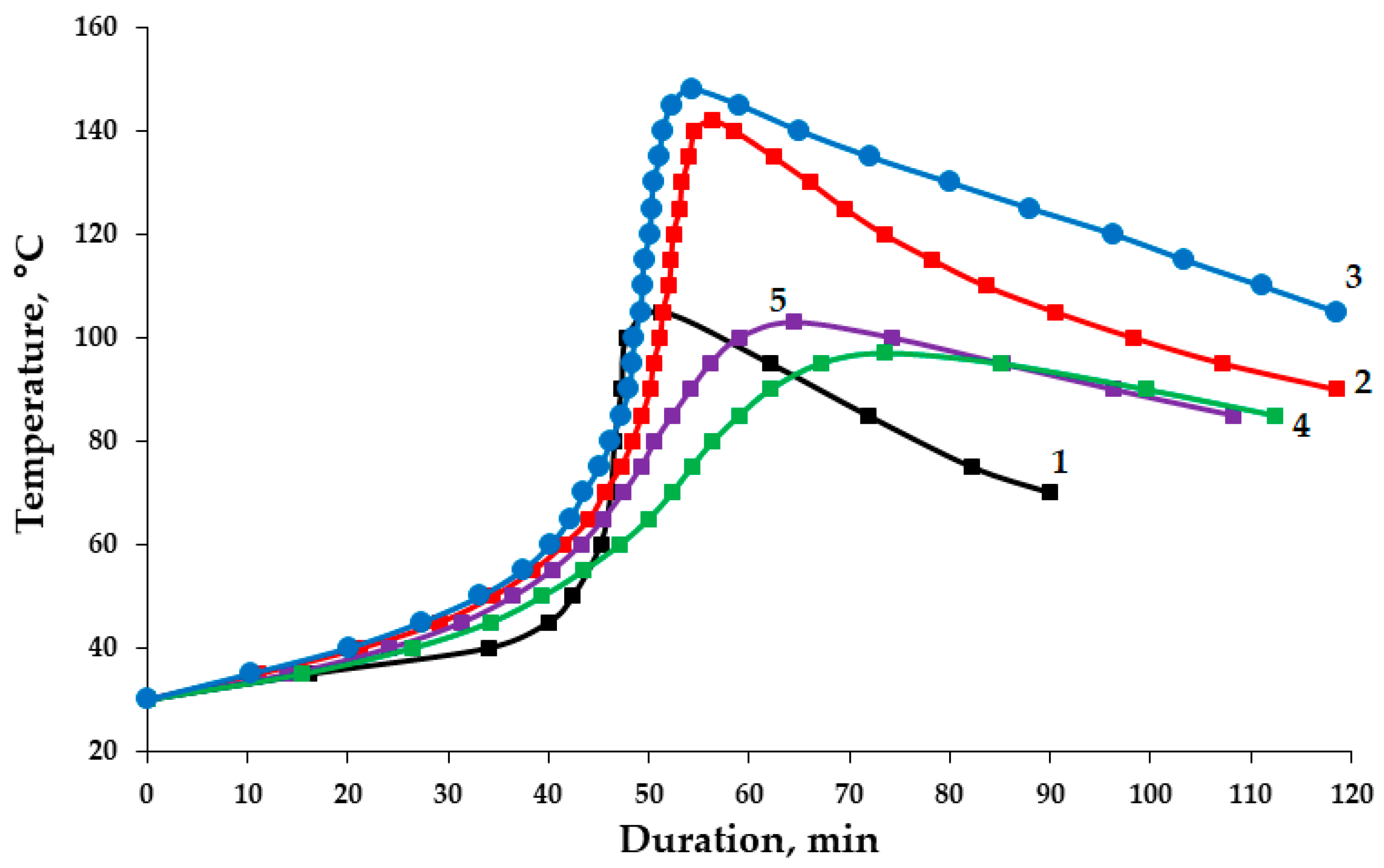
| Composition, Parts by Mass, Cured with 15 Parts by Mass of PEPA | τg, Min | τc, Min | Tmax, °C | Х, % |
|---|---|---|---|---|
| 100 ED-20 + 40 TCEP | 45 | 53 | 105 | 90 |
| 100 ED-20 + 40 TCEP + 0.1 ASM | 40 | 58 | 142 | 91 |
| 100 ED-20 + 40 TCEP + 0.1 ASM(aminoacetic acid) | 36 | 54 | 148 | 94 |
| 100 ED-20 + 40 TCEP + 50ASM | 42 | 73 | 97 | 93 |
| 100 ED-20 + 40 TCEP + 50 ASM(aminoacetic acid) | 40 | 64 | 103 | 95 |
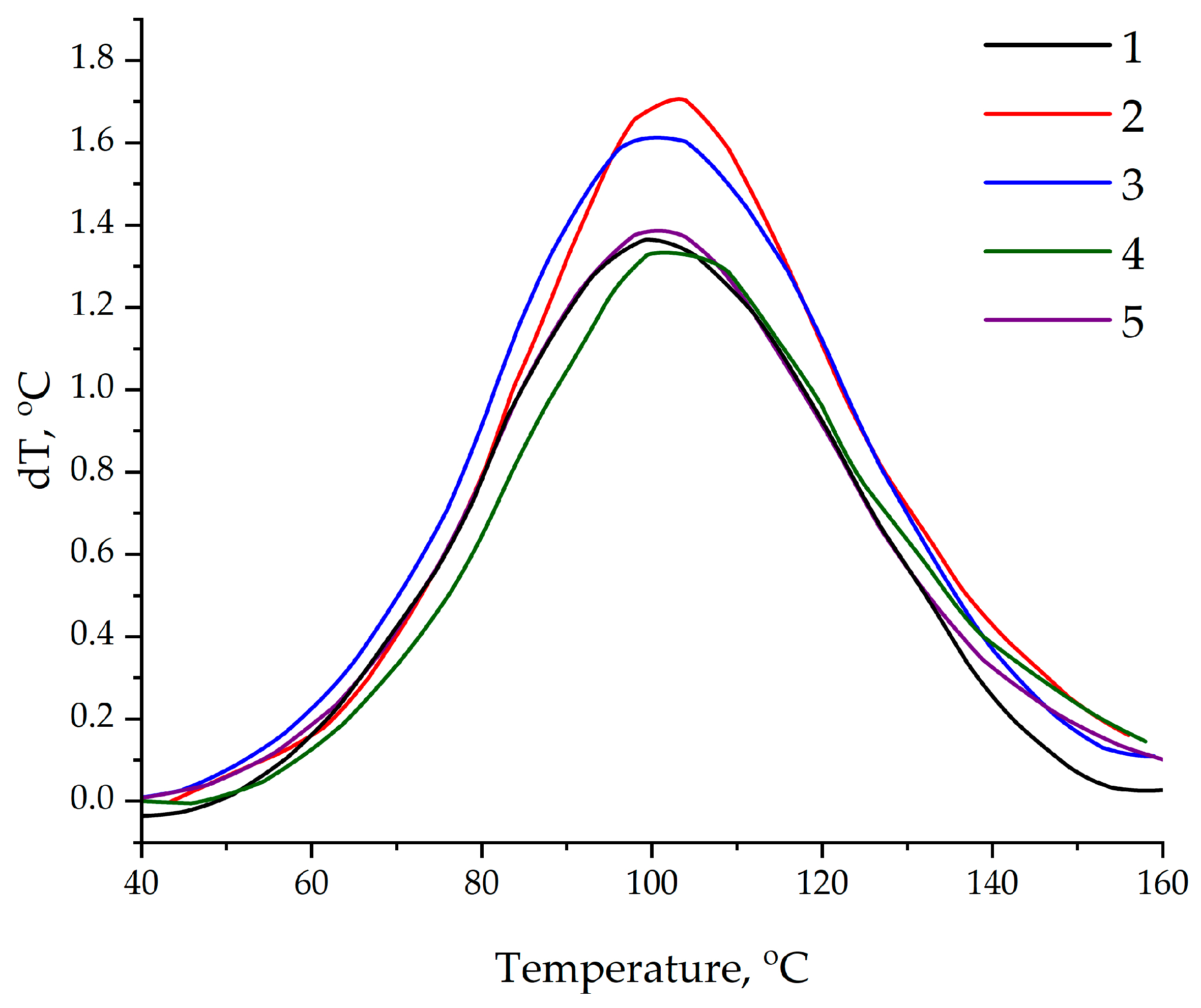
| Composition, Parts by Mass, Cured with 15 Parts by Mass of PEPA | Tstart–Tend Tmax °C | H, J/g |
|---|---|---|
| 100 ED-20 + 40 TCEP | 53.6–152.6 96.3 | 484.8 |
| 100 ED-20 + 40 TCEP + 0.1 ASM | 46.2–159.7 101.8 | 540.6 |
| 100 ED-20 + 40 TCEP + 0.1 ASM(aminoacetic acid) | 43.0–156.1 98.1 | 598.2 |
| 100 ED-20 + 40 TCEP + 50 ASM | 52.2–161.8 102.0 | 472.7 |
| 100 ED-20 + 40 TCEP + 50 ASM(aminoacetic acid) | 41.6–161.5 98.2 | 503.7 |
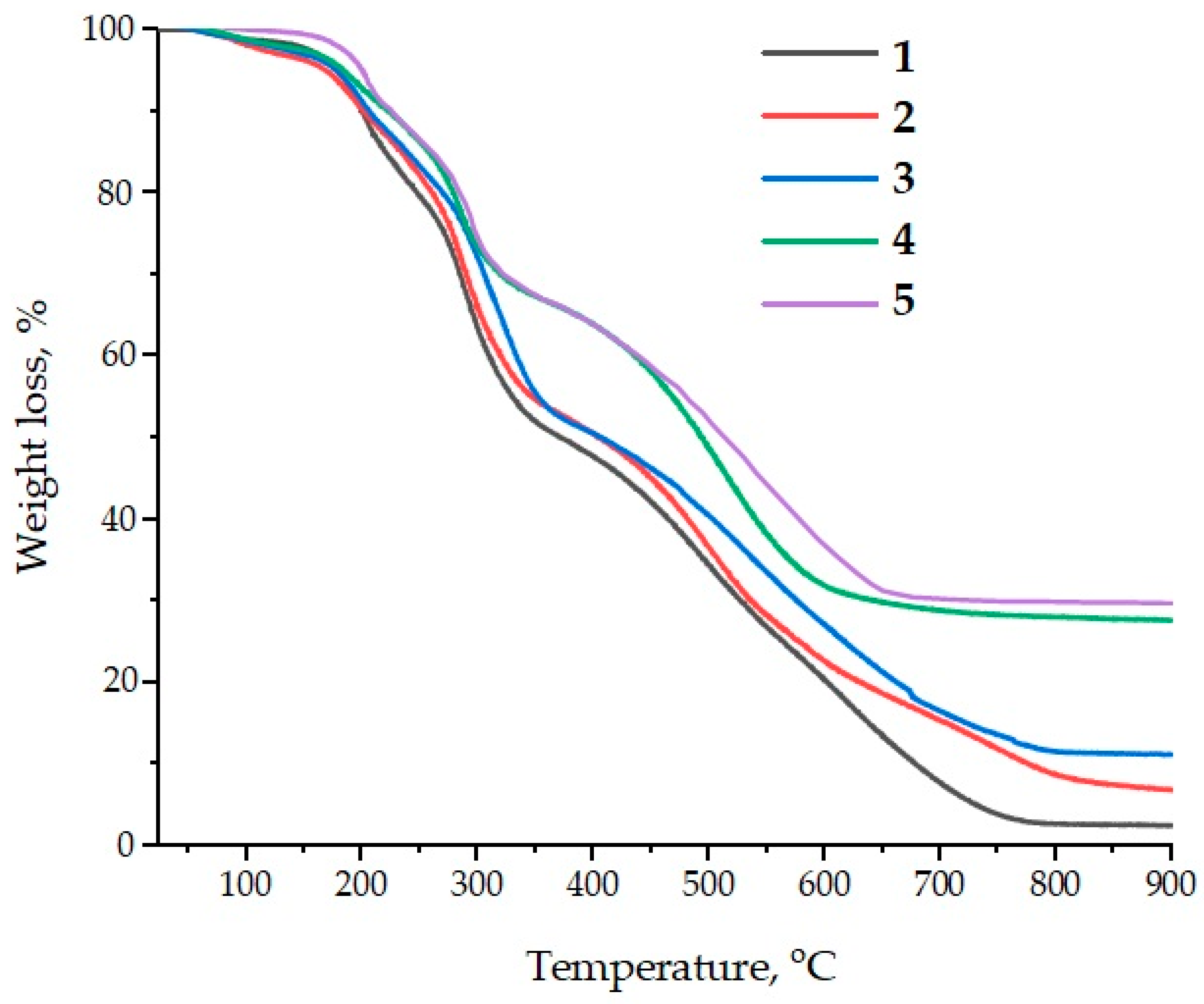
| Composition, Parts by Mass, Cured with 15 Parts by Mass of PEPA | T5%, °C | T30%, °C | T40%, °C | T50%, °C | T60%, °C | T70%, °C | Residues at 900 °C, wt.% |
|---|---|---|---|---|---|---|---|
| 100 ED-20 + 40 TCEP | 180 | 285 | 310 | 372 | 465 | 527 | 2.4 |
| 100 ED-20 + 40 TCEP + 0.1 ASM | 178 | 292 | 322 | 410 | 482 | 538 | 6.9 |
| 100 ED-20 + 40 TCEP + 0.1 ASM(aminoacetic acid) | 184 | 306 | 334 | 415 | 505 | 577 | 11.3 |
| 100 ED-20 + 40 TCEP + 50 ASM | 190 | 325 | 440 | 495 | 542 | 652 | 27.7 |
| 100 ED-20 + 40 TCEP + 50 ASM(aminoacetic acid) | 204 | 335 | 449 | 530 | 585 | 782 | 29.8 |
| Composition | σben, МPа | Eben, МPа | σt, МPа | Et, МPа | aim, kJ/m2 | Shore D |
|---|---|---|---|---|---|---|
| 100 ED-20 + 40 TCEP + 0.1 ASM(aminoacetic acid) | 130 | 3270 | 70 | 2154 | 18 | 83 |
| 100 ED-20 + 40 TCEP + 50 ASM(aminoacetic acid) | 112 | 7168 | 52 | 4074 | 15 | 88 |
| Analogues | ||||||
| Epoxy + 40 fly ash (40 wt.%) + nanoclay (3 wt.%) [63] | 89.3 | - | 64.1 | - | 14.5 | - |
| Epoxy + tamarind shell powder (35 wt.%) + waste marble dust powder (15 wt.%) [64] | 38.5 | 10960 | 34.6 | - | - | - |
| Epoxy + granite fly dust (20 wt.%) [65] | 90 | 3920 | 42 | 2817 | - | 88 |
| Epoxy + silanized peanut shell (5 wt.%) [66] | 63.0 | 1352 | 42.7 | 1618 | 8.2 | - |
| Epoxy + MnO (2.5 wt.%) [67] | 119.1 | 3133 | 46.8 | 3714 | 4.5 | 83 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mostovoy, A.; Shcherbakov, A.; Serikbayeva, G.; Lopukhova, M.; Svitkina, V.; Shanina, Z.; Bekeshev, A. Epoxy Composites Modified with Functionalized Aluminosilicate Microspheres from Thermal Power Plant Ash: Complex Improvements in the Mechanical and Thermal Properties. Polymers 2025, 17, 1666. https://doi.org/10.3390/polym17121666
Mostovoy A, Shcherbakov A, Serikbayeva G, Lopukhova M, Svitkina V, Shanina Z, Bekeshev A. Epoxy Composites Modified with Functionalized Aluminosilicate Microspheres from Thermal Power Plant Ash: Complex Improvements in the Mechanical and Thermal Properties. Polymers. 2025; 17(12):1666. https://doi.org/10.3390/polym17121666
Chicago/Turabian StyleMostovoy, Anton, Andrey Shcherbakov, Gulbanu Serikbayeva, Marina Lopukhova, Victoria Svitkina, Zamzagul Shanina, and Amirbek Bekeshev. 2025. "Epoxy Composites Modified with Functionalized Aluminosilicate Microspheres from Thermal Power Plant Ash: Complex Improvements in the Mechanical and Thermal Properties" Polymers 17, no. 12: 1666. https://doi.org/10.3390/polym17121666
APA StyleMostovoy, A., Shcherbakov, A., Serikbayeva, G., Lopukhova, M., Svitkina, V., Shanina, Z., & Bekeshev, A. (2025). Epoxy Composites Modified with Functionalized Aluminosilicate Microspheres from Thermal Power Plant Ash: Complex Improvements in the Mechanical and Thermal Properties. Polymers, 17(12), 1666. https://doi.org/10.3390/polym17121666