
Rubber-like PTFE Thin Coatings Deposited by Pulsed Electron Beam Deposition (PED) Method



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
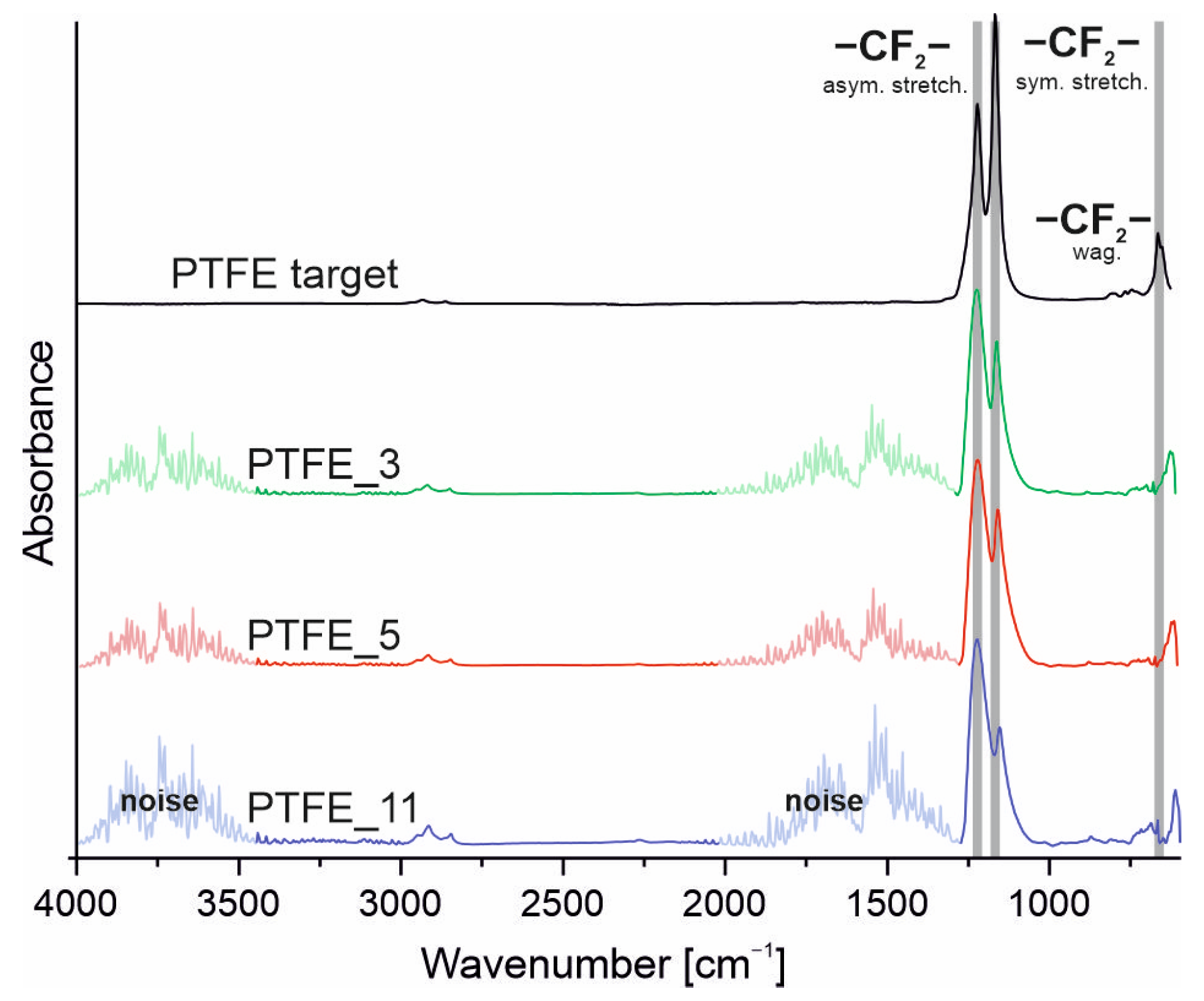
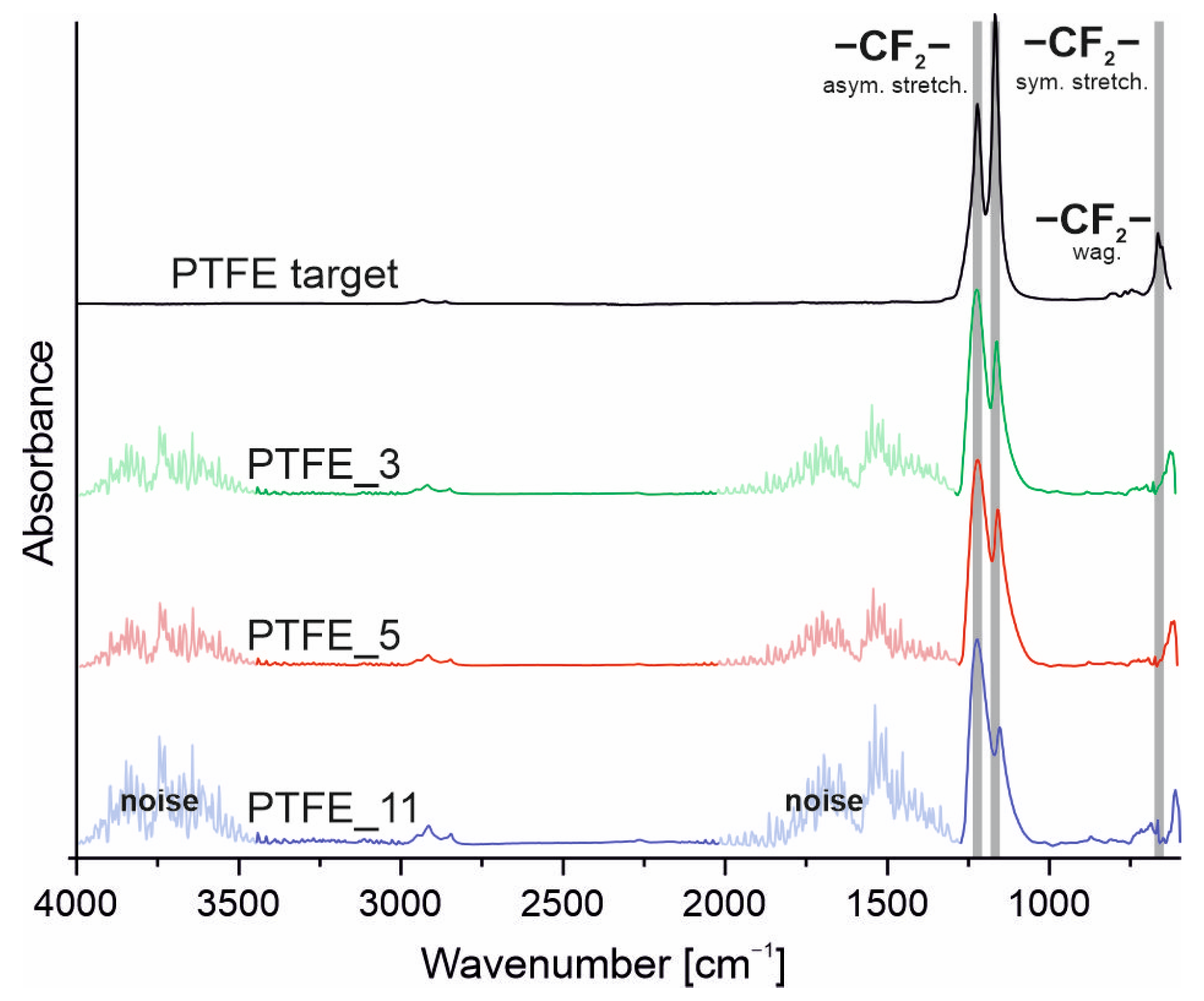
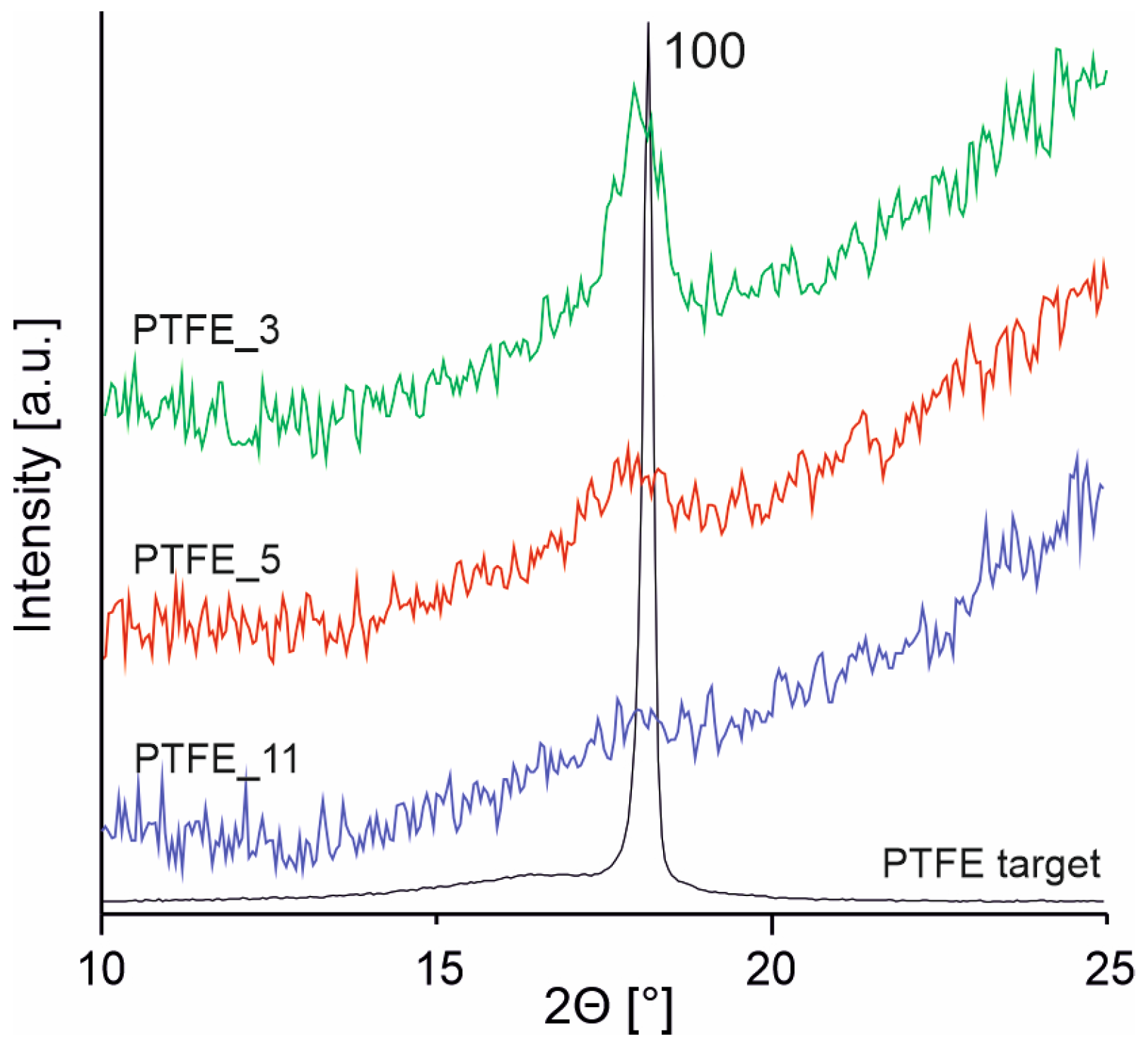
3.1. Structure of PTFE Coatings
3.2. Mechanical Behaviour of PTFE Coatings
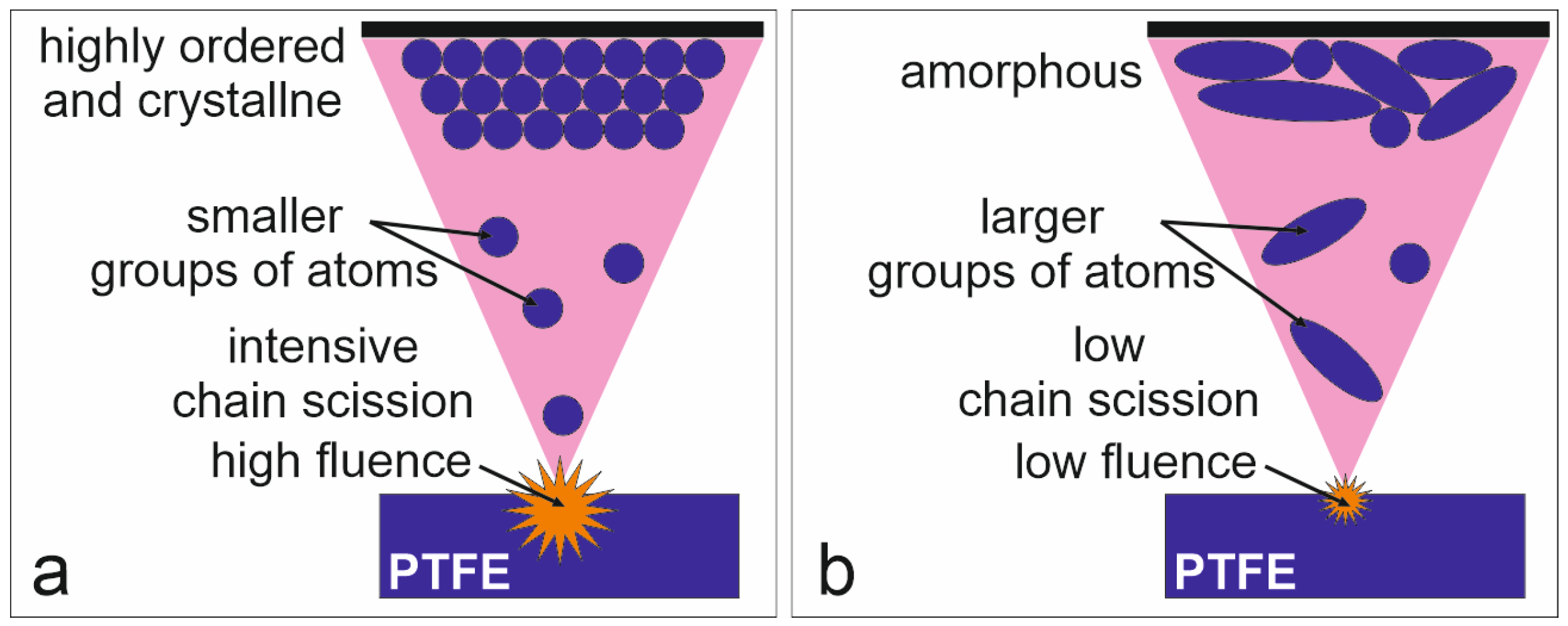
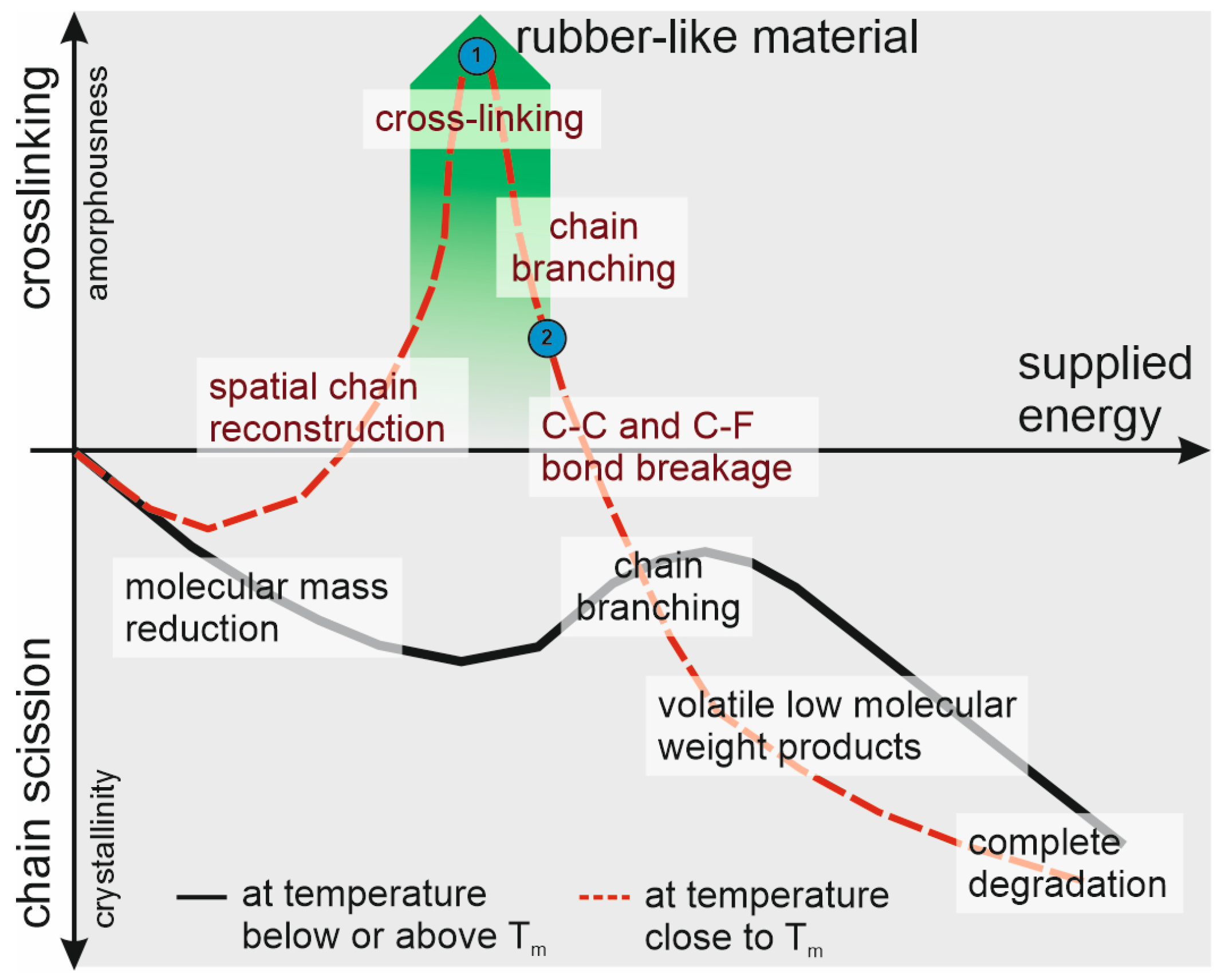
3.3. Structural Modifications of PTFE under High-Energy Radiation and PED Process Conditions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Li, S.; Arenholz, E.; Heitz, J.; Bäuerle, D. Pulsed-laser deposition of crystalline Teflon (PTFE) films. Appl. Surf. Sci. 1998, 125, 17–22. [Google Scholar] [CrossRef]
- Kwong, H.; Wong, M.; Wong, Y.; Wong, K. Superhydrophobicity of polytetrafluoroethylene thin film fabricated by pulsed laser deposition. Appl. Surf. Sci. 2007, 253, 8841–8845. [Google Scholar] [CrossRef]
- Yu, Y.-L.; Xu, X.-Q.; Lu, C.-D.; Zhang, T.-H.; Ma, Y. Investigation on the microstructural and mechanical properties of a Polytetrafluoroethylene thin film by radio frequency magnetron sputtering. Thin Solid Film. 2020, 712, 138302. [Google Scholar] [CrossRef]
- Suzuki, Y.; Fu, H.; Abe, Y.; Kawamura, M. Effects of substrate temperature on structure and mechanical properties of sputter deposited fluorocarbon thin films. Vacuum 2013, 87, 218–221. [Google Scholar] [CrossRef]
- Michels, A.F.; Soave, P.A.; Nardi, J.; Jardim, P.L.G.; Teixeira, S.R.; Weibel, D.E.; Horowitz, F. Adjustable, (super)hydrophobicity by e-beam deposition of nanostructured PTFE on textured silicon surfaces. J. Mater. Sci. 2015, 51, 1316–1323. [Google Scholar] [CrossRef]
- Tamulevičius, S.; Rogachev, A.V.; Yarmolenko, M.A.; Prosycevas, I. The structure and molecular orientation of polytetrafluoroethylene coatings deposited from active gas phase. Appl. Surf. Sci. 2009, 255, 6851–6856. [Google Scholar] [CrossRef]
- Schott, M. Preparation and properties of highly oriented polytetrafluoroethylene films. Synth. Met. 1994, 67, 55–61. [Google Scholar] [CrossRef]
- Tripathi, S.; Haque, S.M.; Rao, K.D.; De, R.; Shripathi, T.; Deshpande, U.; Ganesan, V.; Sahoo, N. Investigation of optical and microstructural properties of RF magnetron sputtered PTFE films for hydrophobic applications. Appl. Surf. Sci. 2016, 385, 289–298. [Google Scholar] [CrossRef]
- Grytsenko, K.; Kolomzarov, Y.; Lytvyn, P.; Kondratenko, O.; Sopinskyy, M.; Lebedyeva, I.; Niemczyk, A.; Baranovska, J.; Moszyński, D.; Villringer, C.; et al. Optical and Mechanical Properties of Thin PTFE Films, Deposited from a Gas Phase. Macromol. Mater. Eng. 2023, 308, 2200617. [Google Scholar] [CrossRef]
- Müller, G.; Konijnenberg, M.; Krafft, G.; Schultheiss, C. Thin film deposition by means of pulsed electron beam ablation. In Science and Technology of Thin Films; World Scientific: Singapore, 1995; pp. 89–119. [Google Scholar] [CrossRef]
- Chandra, V.; Manoharan, S.S. Pulsed electron beam deposition of highly oriented thin films of polytetrafluoroethylene. Appl. Surf. Sci. 2008, 254, 4063–4066. [Google Scholar] [CrossRef]
- Henda, R.; Wilson, G.; Gray-Munro, J.; Alshekhli, O.; McDonald, A.M. Preparation of polytetrafluoroethylene by pulsed electron ablation: Deposition and wettability aspects. Thin Solid Film. 2012, 520, 1885–1889. [Google Scholar] [CrossRef]
- Lippert, T. Laser Application of Polymers. Adv. Polym. Sci. 2004, 168, 51–246. [Google Scholar] [CrossRef]
- Blanchet, G.B.; Cotts, P.; Fincher, C.R. Incubation: Subthreshold ablation of poly-(methyl methacrylate) and the nature of the decomposition pathways. J. Appl. Phys. 2000, 88, 2975–2978. [Google Scholar] [CrossRef]
- Strikovski, M.; Harshavardhan, K.S. Parameters that control pulsed electron beam ablation of materials and film deposition processes. Appl. Phys. Lett. 2003, 82, 853–855. [Google Scholar] [CrossRef]
- Mathis, J.E.; Christen, H.M. Factors that influence particle formation during pulsed electron deposition of YBCO precursors. Phys. C Supercond. Appl. 2007, 459, 47–51. [Google Scholar] [CrossRef]
- Abdo, A.; Elgarhy, M.; Abouelsayed, A.; Rashed, U.; Hassaballa, S. Gas type role on the dynamics of channel spark pulsed electron deposition system. Al-Azhar Bull. Sci. 2020, 31, 11–19. [Google Scholar] [CrossRef]
- Arjunan, A.C.; Gupta, S.; Singh, R.K.; Singh, D.; Opalko, J. Novel Vapor Phase biodegradable coatings for controlled drug delivery systems. MRS Proc. 2007, 1008, 62–66. [Google Scholar] [CrossRef]
- Jedrzejewski, R.; Piwowarczyk, J.; Kwiatkowski, K.; Baranowska, J. Polytetrafluoroethylene thin films obtained by the pulsed electron beam deposition method at different gas pressures. Polimery 2017, 62, 743–749. [Google Scholar] [CrossRef]
- Piwowarczyk, J.; Jędrzejewski, R.; Moszyński, D.; Kwiatkowski, K.; Niemczyk, A.; Baranowska, J. XPS and FTIR studies of polytetrafluoroethylene thin films obtained by physical methods. Polymers 2019, 11, 1629. [Google Scholar] [CrossRef] [PubMed]
- Blanchet, G.B. Deposition of amorphous fluoropolymers thin films by laser ablation. Appl. Phys. Lett. 1993, 62, 479–481. [Google Scholar] [CrossRef]
- Nason, T.C.; Moore, J.A.; Lu, T.-M. Deposition of amorphous fluoropolymer thin films by thermolysis of Teflon amorphous fluoropolymer. Appl. Phys. Lett. 1992, 60, 1866–1868. [Google Scholar] [CrossRef]
- Davidson, T.; Gounder, R.N.; Weber, D.K.; Wecker, S.M. A Perspective on Solid State Microstructure in Polytetrafluoroethylene. In Fluoropolymers 2; Kluwer Academic Publishers: Boston, MA, USA, 2002; pp. 3–23. [Google Scholar] [CrossRef]
- Sato, K.; Tominaga, Y.; Imai, Y.; Yoshiyama, T.; Aburatani, Y. Deformation capability of poly(tetrafluoroethylene) materials: Estimation with X-ray diffraction measurements. Polym. Test. 2022, 113, 107690. [Google Scholar] [CrossRef]
- Giannetti, E. Thermal stability and bond dissociation energy of fluorinated polymers: A critical evaluation. J. Fluor. Chem. 2005, 126, 623–630. [Google Scholar] [CrossRef]
- Lunkwitz, K.; Lappan, U.; Scheler, U. Modification of perfluorinated polymers by high-energy irradiation. J. Fluor. Chem. 2004, 125, 863–873. [Google Scholar] [CrossRef]
- Mohammadian-Kohol, M.; Asgari, M.; Shakur, H. Effect of gamma irradiation on the structural, mechanical and optical properties of polytetrafluoroethylene sheet. Radiat. Phys. Chem. 2018, 145, 11–18. [Google Scholar] [CrossRef]
- Oshima, A.; Horiuchi, H.; Nakamura, A.; Kobayashi, S.; Terui, A.; Mino, A.; Shimura, R.; Washio, M. Trapped radical behavior of electron beam irradiated polytetrafluoroethylene fine powder at various temperatures. Sci. Rep. 2021, 11, 10907. [Google Scholar] [CrossRef] [PubMed]
- Pugmire, D.L.; Wetteland, C.J.; Duncan, W.S.; Lakis, R.E.; Schwartz, D.S. Cross-linking of polytetrafluoroethylene during room-temperature irradiation. Polym. Degrad. Stab. 2009, 94, 1533–1541. [Google Scholar] [CrossRef]
- Lappan, U.; Geißler, U.; Häußler, L.; Jehnichen, D.; Pompe, G.; Lunkwitz, K. Radiation-induced branching and crosslinking of poly(tetrafluoroethylene) (PTFE). Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2001, 185, 178–183. [Google Scholar] [CrossRef]
- Tang, Z.; Wang, M.; Tian, F.; Xu, L.; Wu, G. Crystal size shrinking in radiation-induced crosslinking of polytetrafluoroethylene: Synchrotron small angle X-ray scattering and scanning electron microscopy analysis. Eur. Polym. J. 2014, 59, 156–160. [Google Scholar] [CrossRef]
- Oshima, A.; Tabata, Y.; Kudoh, H.; Seguchi, T. Radiation induced crosslinking of polytetrafluoroethylene. Radiat. Phys. Chem. 1995, 45, 269–273. [Google Scholar] [CrossRef]
- Tabata, Y.; Suzuki, H.; Ikeda, S. Radiation modification of PTFE and its application. Radiat. Phys. Chem. 2013, 84, 14–19. [Google Scholar] [CrossRef]
- Blanchet, G.B.; Fincher, C.R.; Jackson, C.L.; Shah, S.I.; Gardner, K.H. Laser ablation and the production of polymer films. Science 1993, 262, 719–721. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Katoh, T.; Endo, A. Changing molecular orientation in fluorocarbon thin films deposited by different photo-processing: Synchrotron radiation etching vs. laser ablation. J. Phys. Chem. B 2000, 104, 6212–6217. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavenumber [cm−1] (Bond) | PTFE Target | PTFE3 | PTFE5 | PTFE11 |
|---|---|---|---|---|
| 1230 (C-C) | 15.0 | 31.6 | 31.9 | 41.8 |
| 1201 (CF2, A2) | 25.1 | 28.6 | 26.4 | 24.6 |
| 1180 | 11.2 | 2.2 | 1.4 | 1.6 |
| 1155 (CF2, E1) | 40.2 | 22.0 | 24.9 | 22.1 |
| 1121 | 5.2 | 11.3 | 9.7 | 6.4 |
| 1090 (C-F, branching) | 3.3 | 4.3 | 5.7 | 3.4 |
| 1209/1153 (A2/E1) | 0.6 | 1.3 | 1.1 | 1.1 |
| IR-estimated crosslinking degree * | - | 0.52 | 0.53 | 0.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niemczyk, A.; Jędrzejewski, R.; Piwowarczyk, J.; Baranowska, J. Rubber-like PTFE Thin Coatings Deposited by Pulsed Electron Beam Deposition (PED) Method. Polymers 2024, 16, 1205. https://doi.org/10.3390/polym16091205
Niemczyk A, Jędrzejewski R, Piwowarczyk J, Baranowska J. Rubber-like PTFE Thin Coatings Deposited by Pulsed Electron Beam Deposition (PED) Method. Polymers. 2024; 16(9):1205. https://doi.org/10.3390/polym16091205
Chicago/Turabian StyleNiemczyk, Agata, Roman Jędrzejewski, Joanna Piwowarczyk, and Jolanta Baranowska. 2024. "Rubber-like PTFE Thin Coatings Deposited by Pulsed Electron Beam Deposition (PED) Method" Polymers 16, no. 9: 1205. https://doi.org/10.3390/polym16091205
APA StyleNiemczyk, A., Jędrzejewski, R., Piwowarczyk, J., & Baranowska, J. (2024). Rubber-like PTFE Thin Coatings Deposited by Pulsed Electron Beam Deposition (PED) Method. Polymers, 16(9), 1205. https://doi.org/10.3390/polym16091205