
Nanocellulose Grades with Different Morphologies and Surface Modification as Additives for Waterborne Epoxy Coatings


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Coating Formulation and Application
2.3. Characterization Techniques
3. Results and Discussion
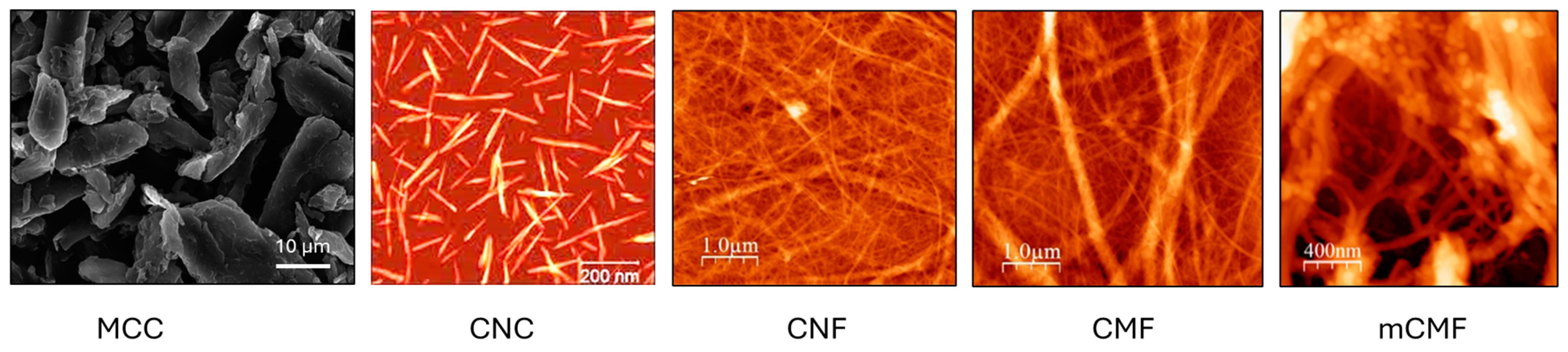
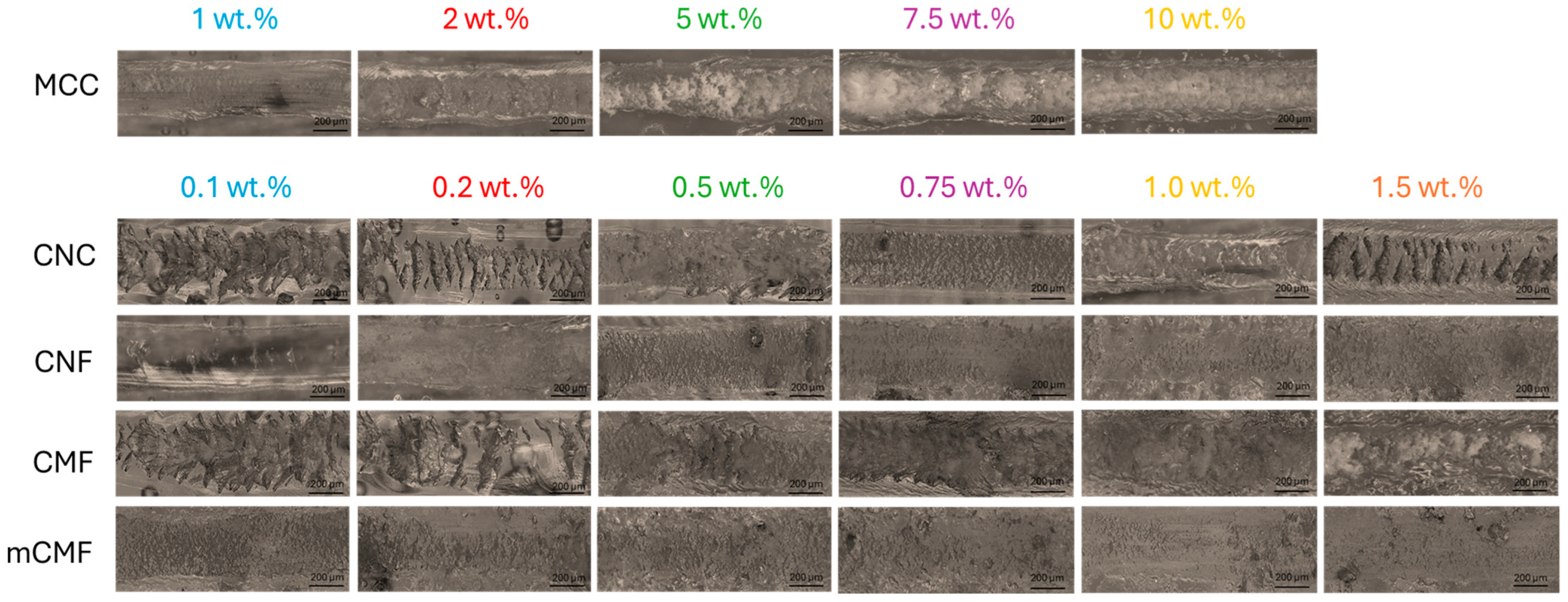
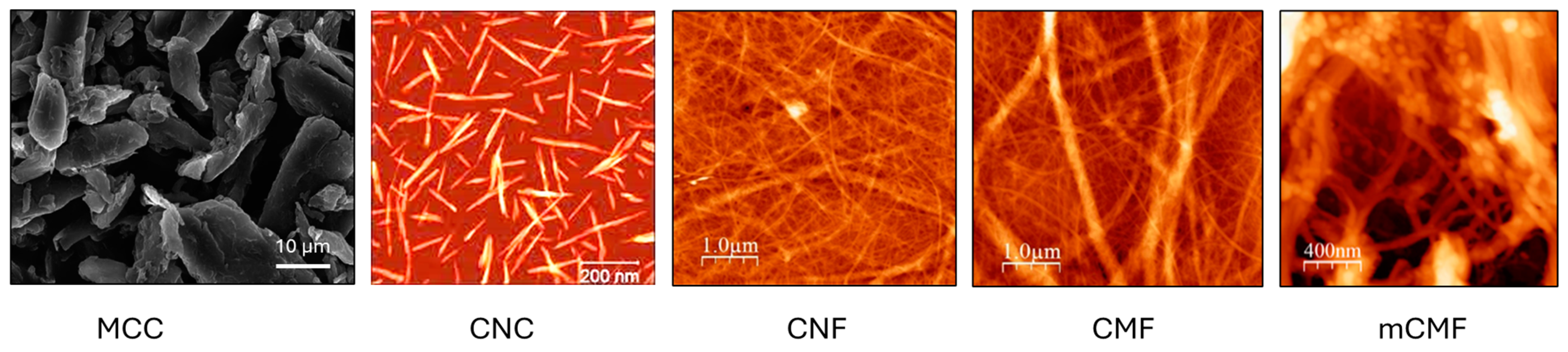
3.1. Morphology of Micro- and Nanocellulose Grades
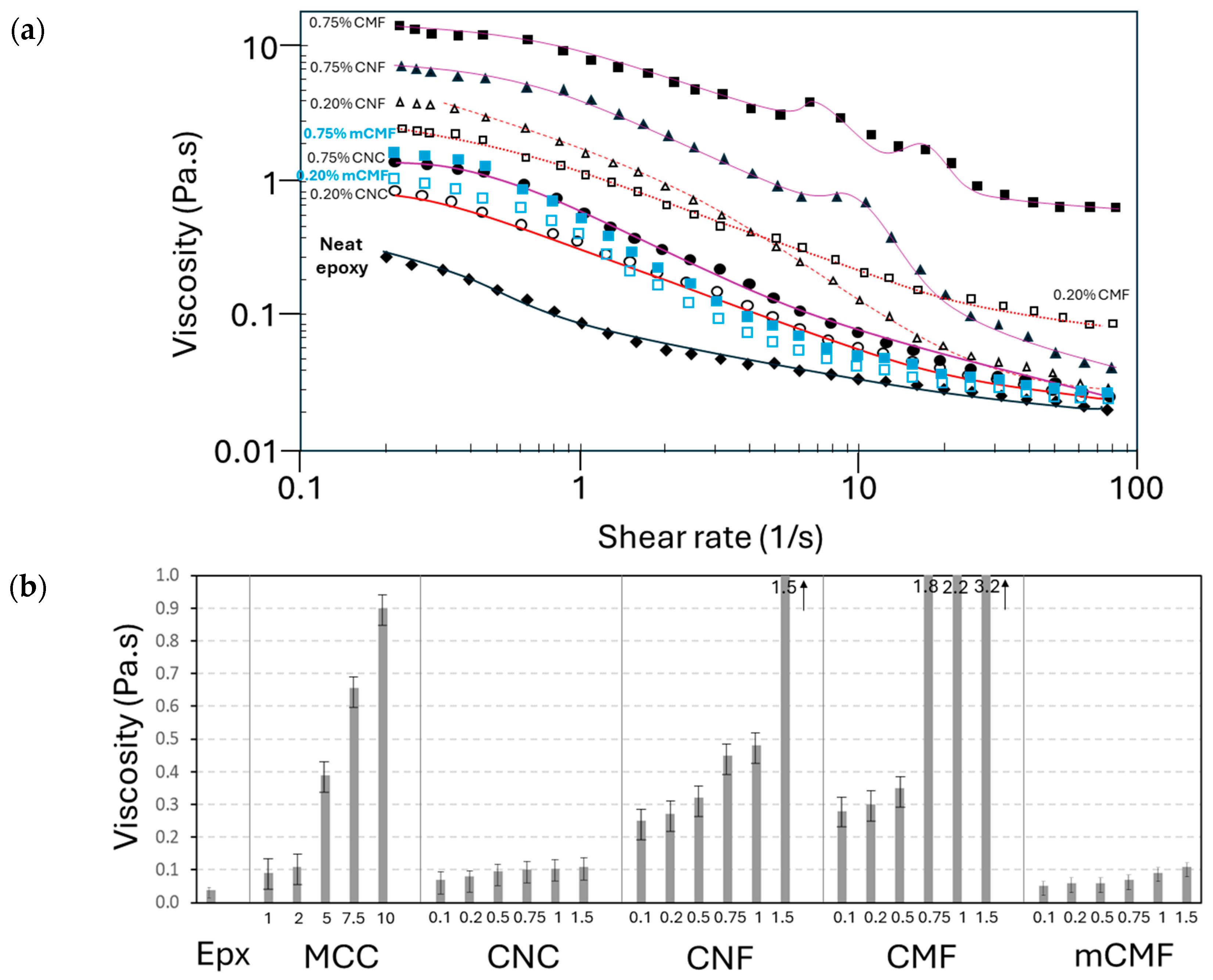
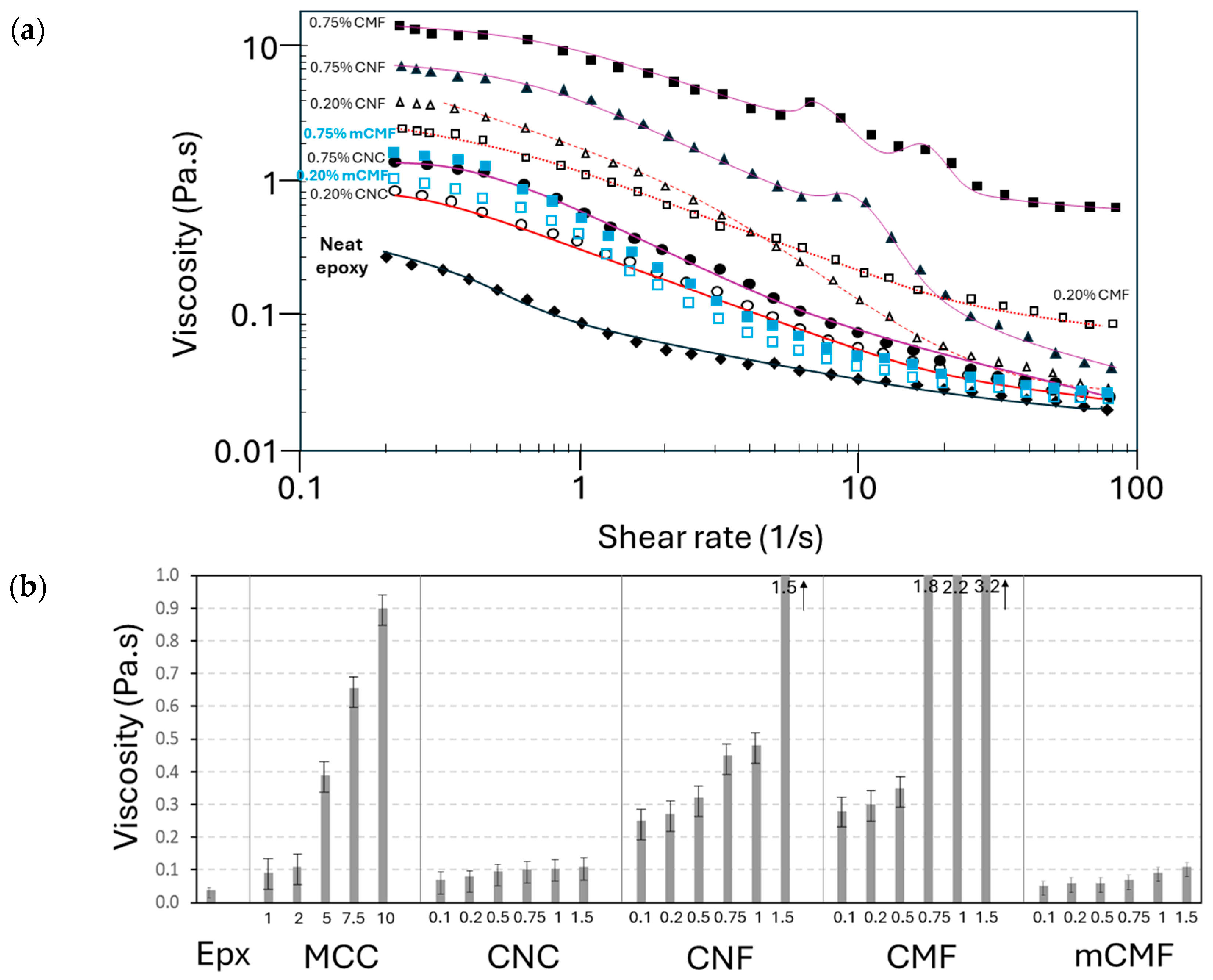
3.2. Viscosity Properties
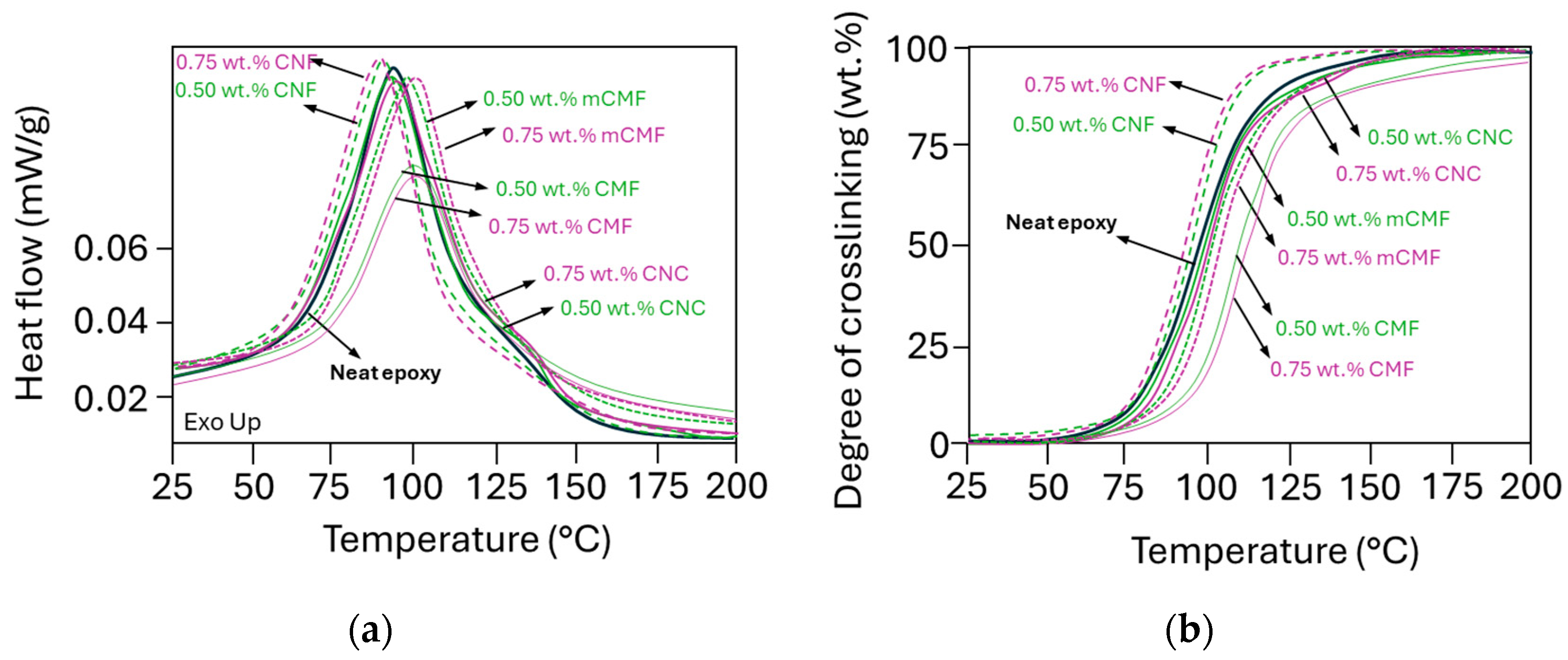
3.3. Thermal Analysis of the Epoxy Crosslinking
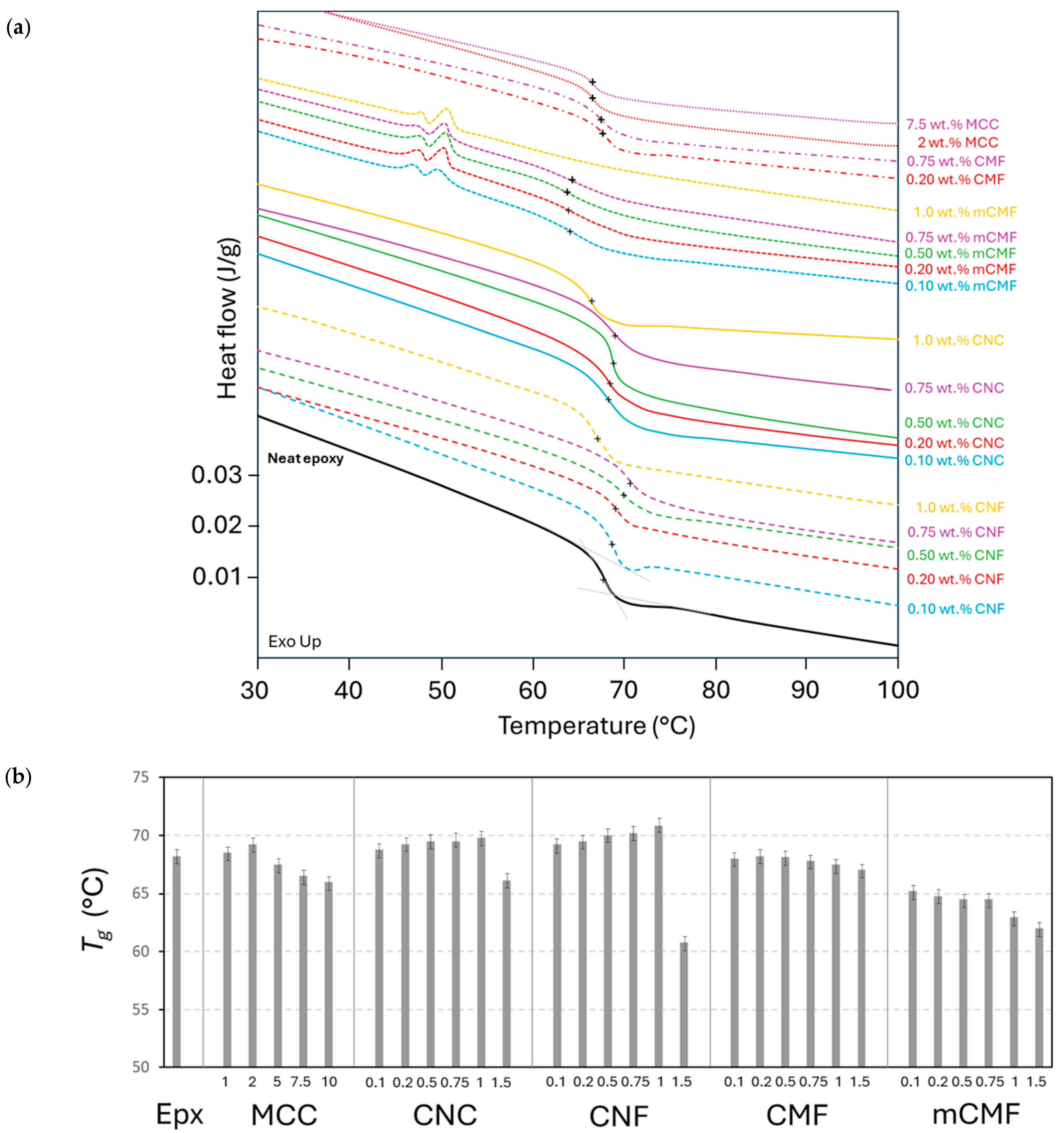
3.4. Thermal Transitions of Epoxy Nanocomposite Coatings
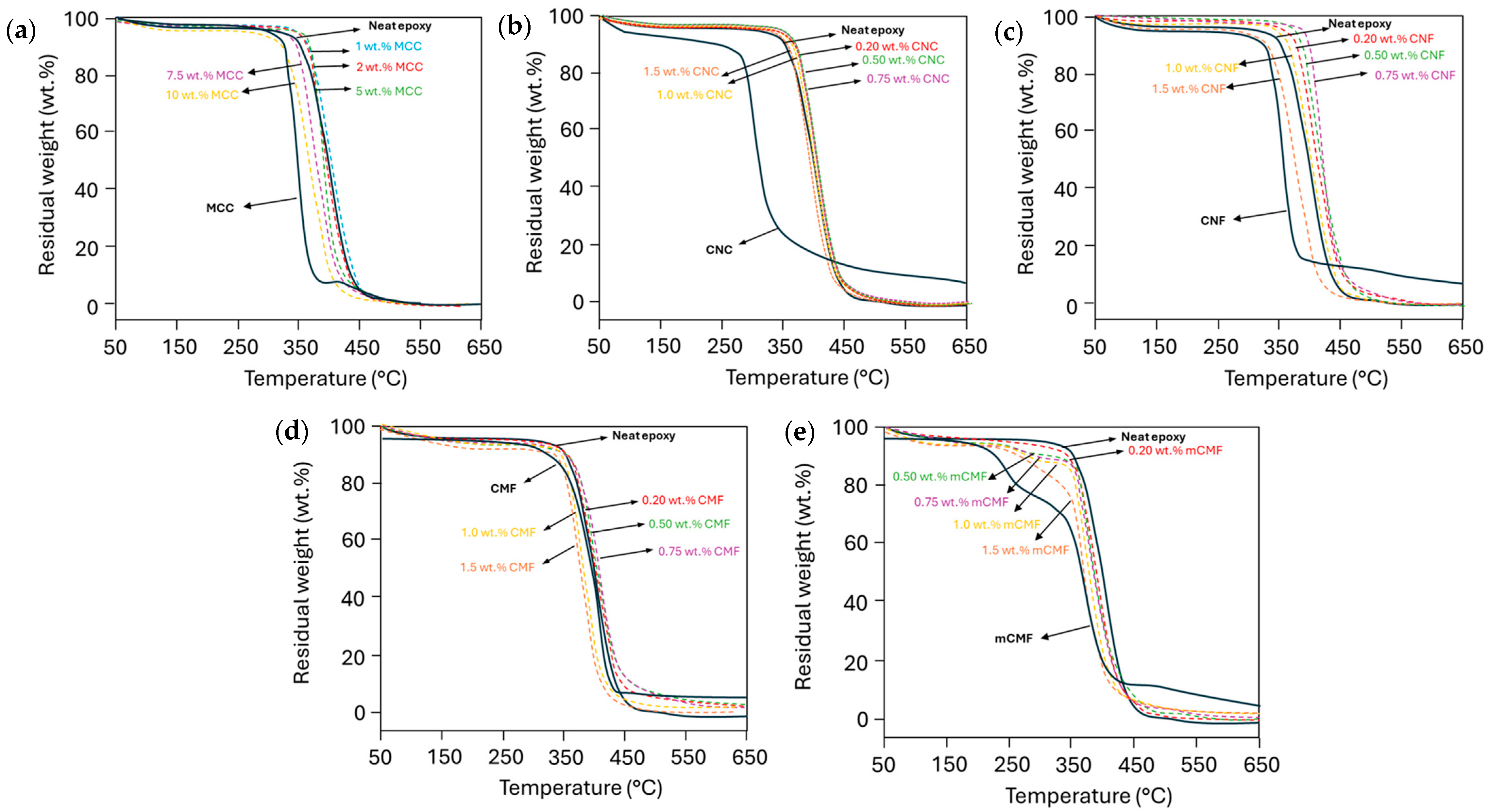
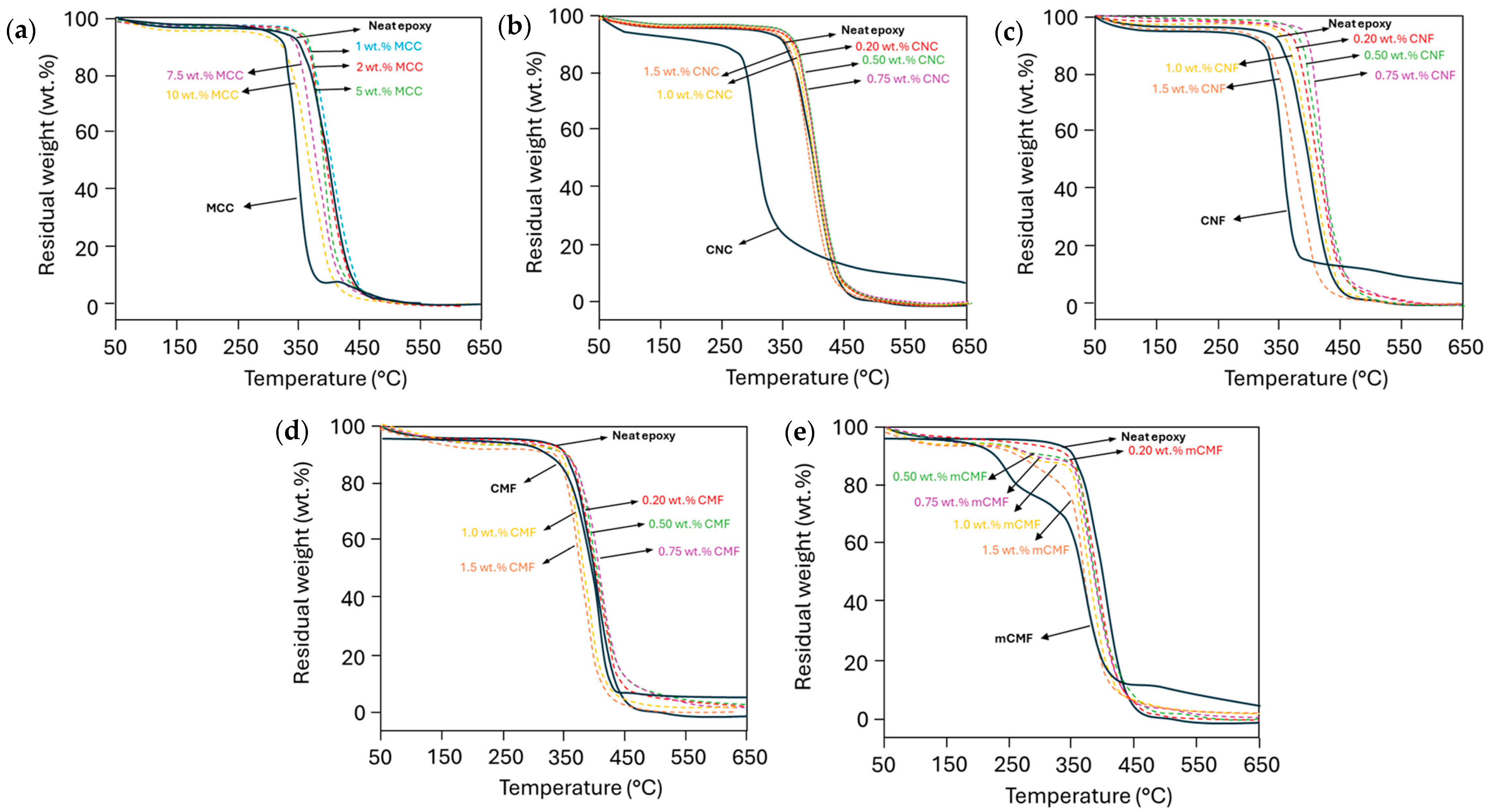
3.5. Thermal Stability of Epoxy Nanocomposite Coatings
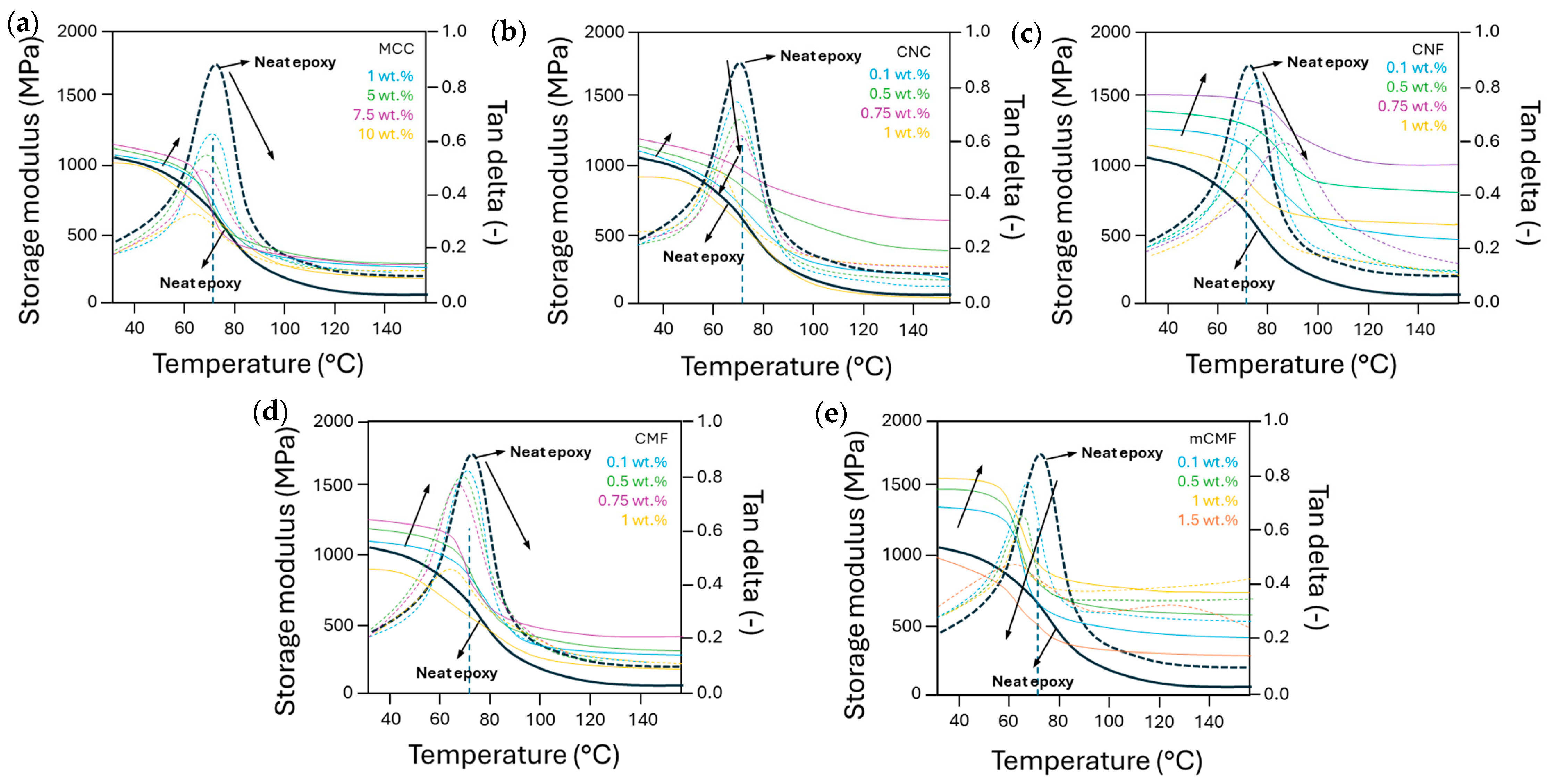
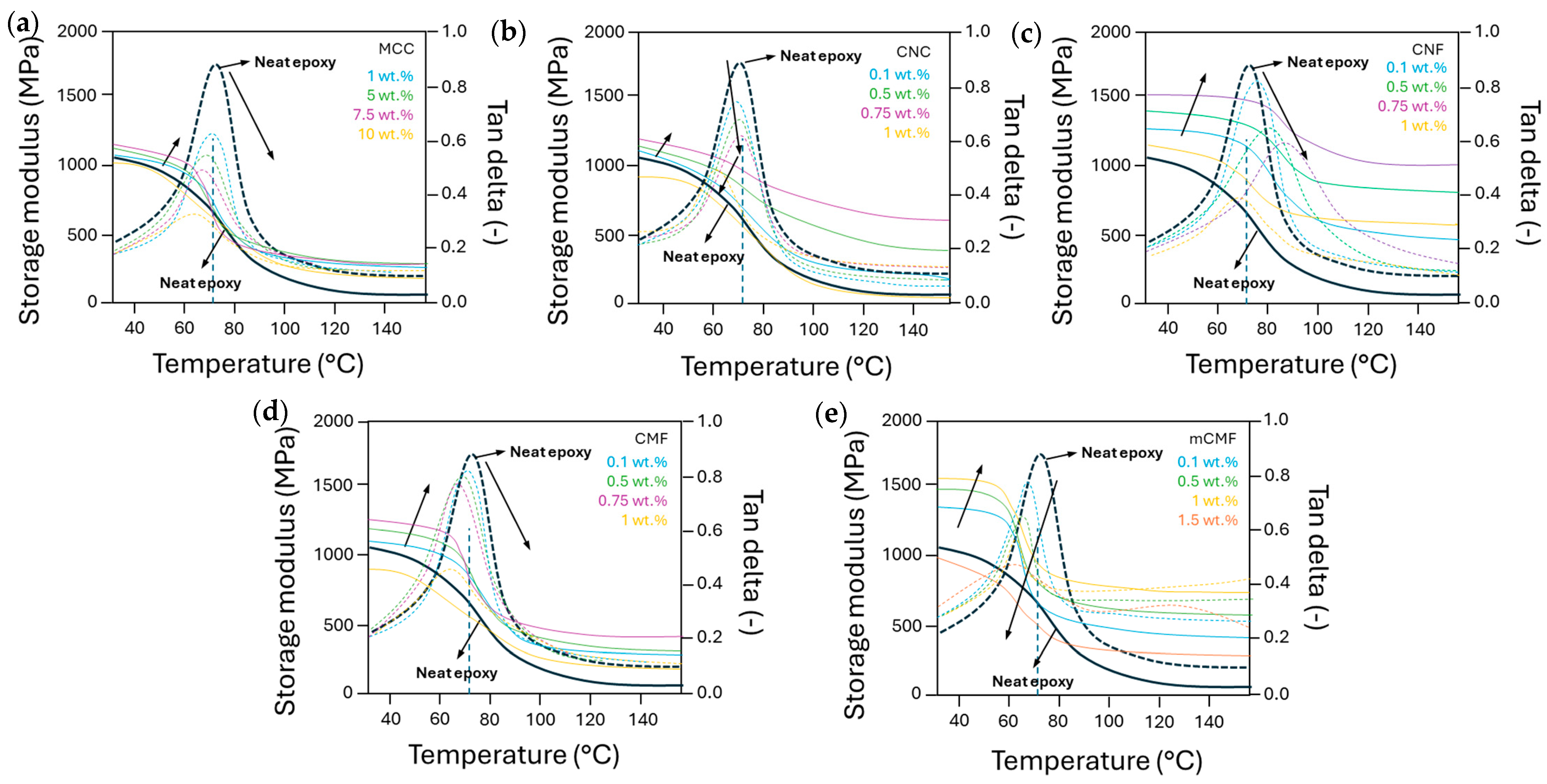
3.6. Thermomechanical Properties of Epoxy Nanocomposite Coatings
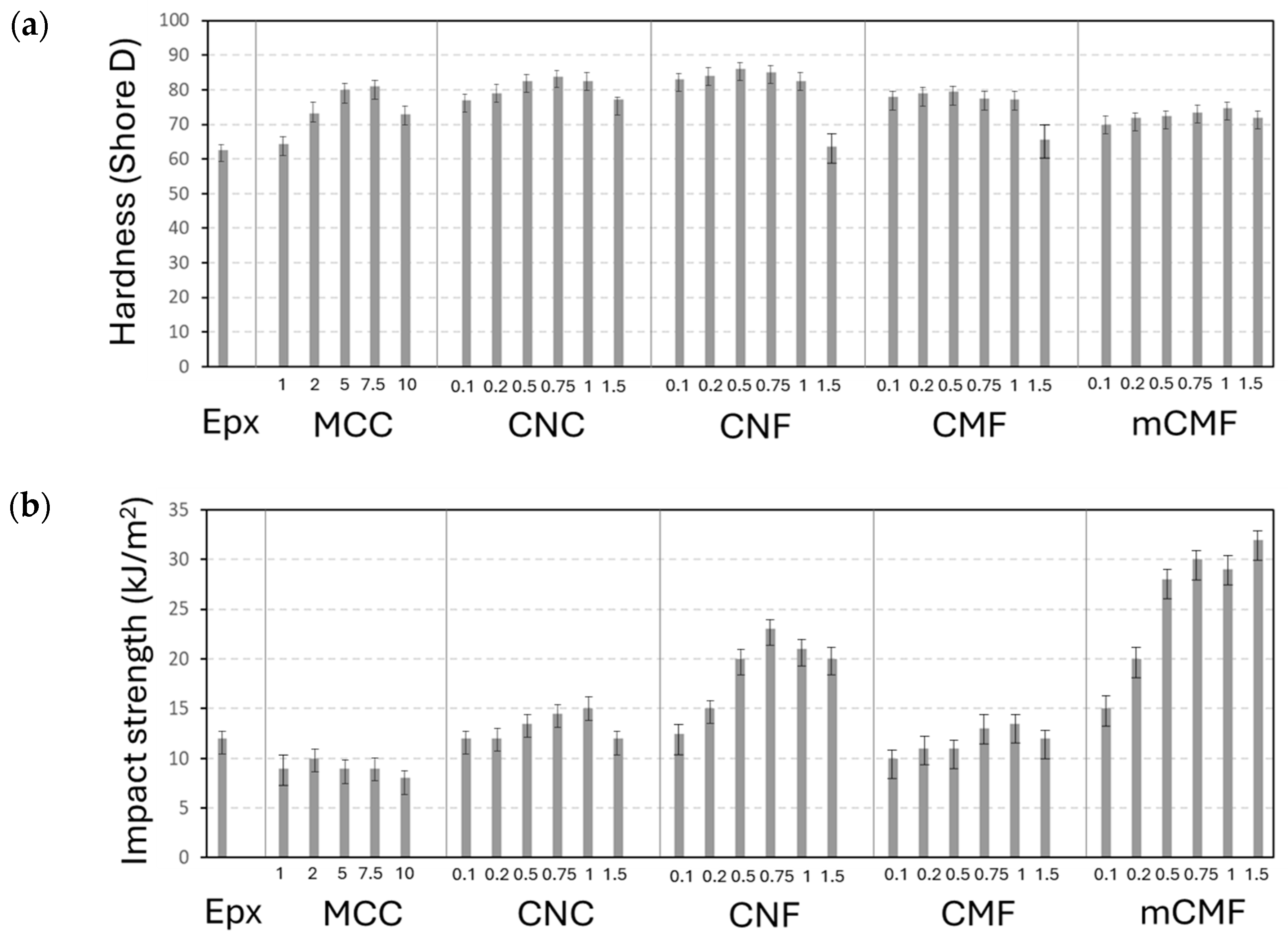
3.7. Mechanical Coating Properties
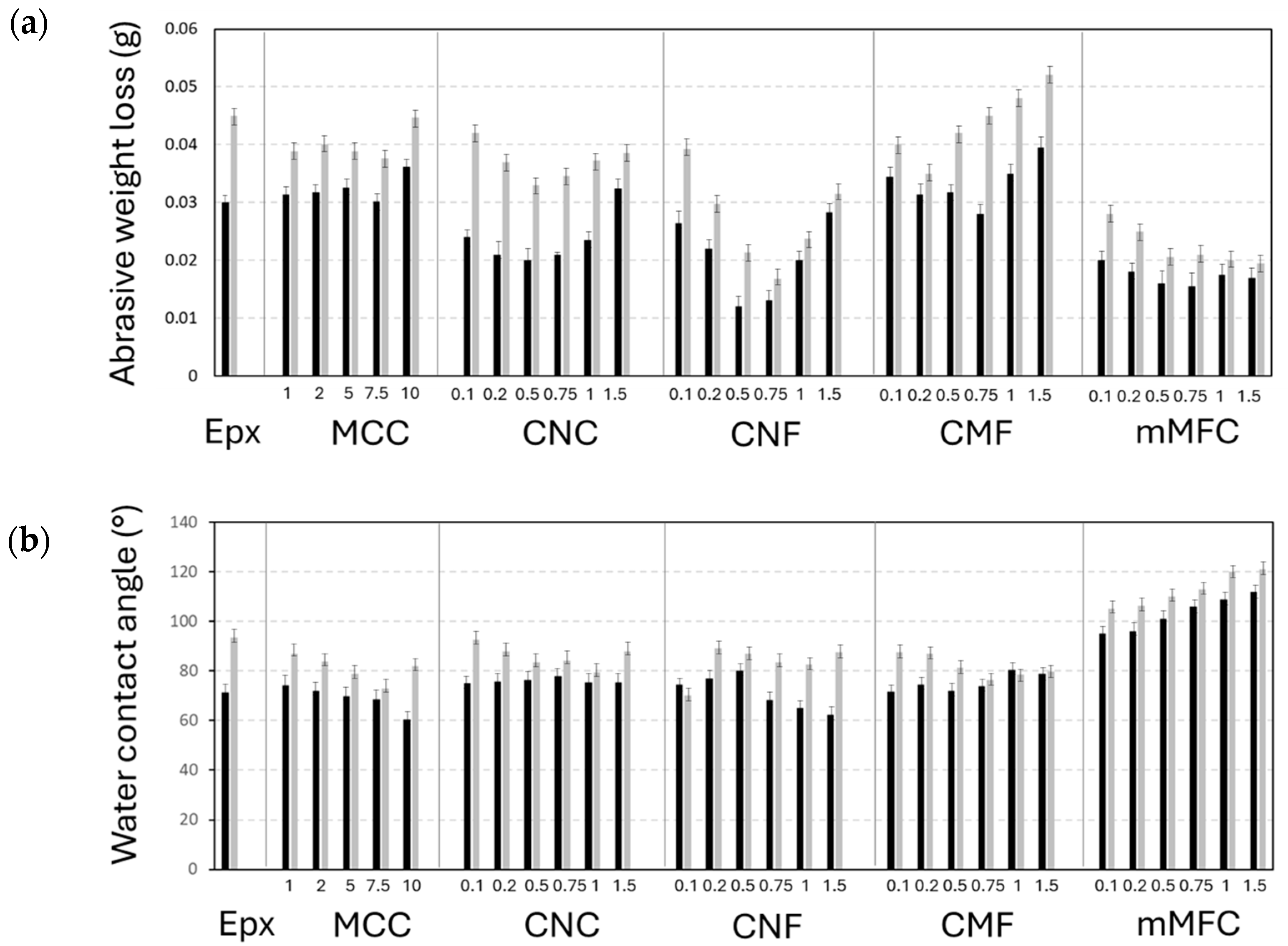
3.8. Wear Resistance and Protective Coating Properties
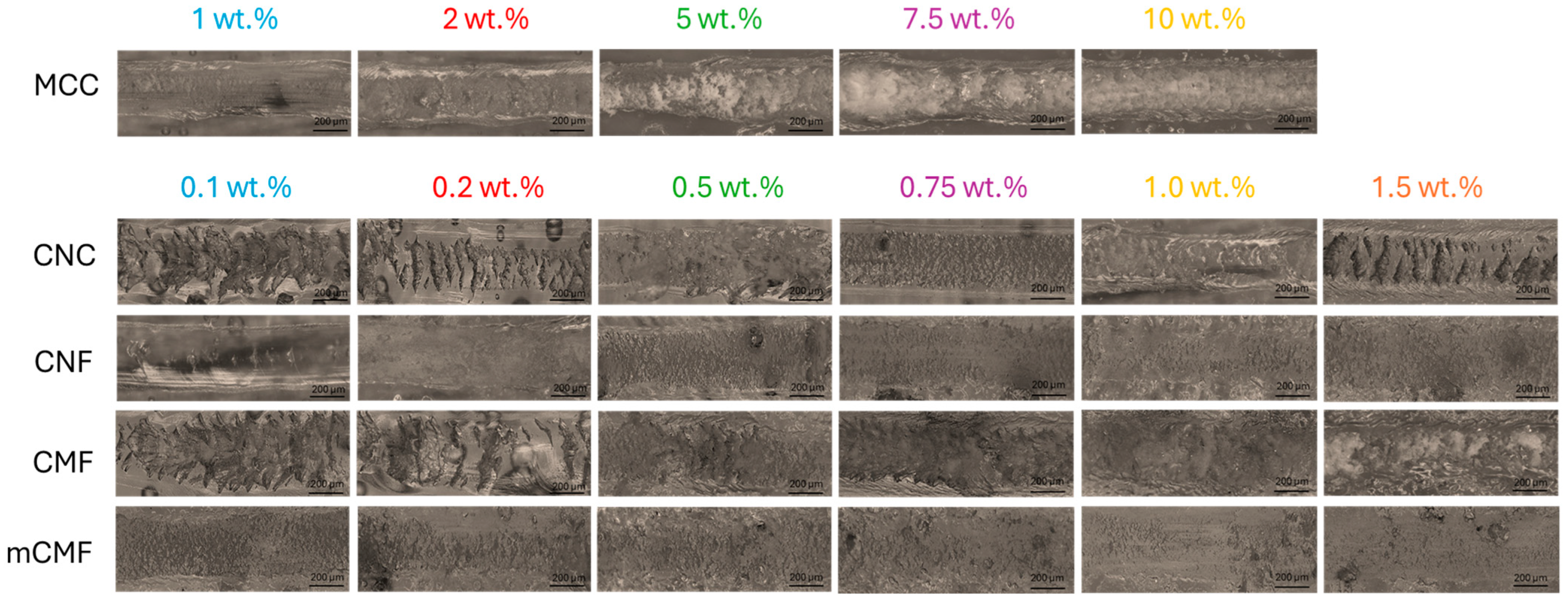
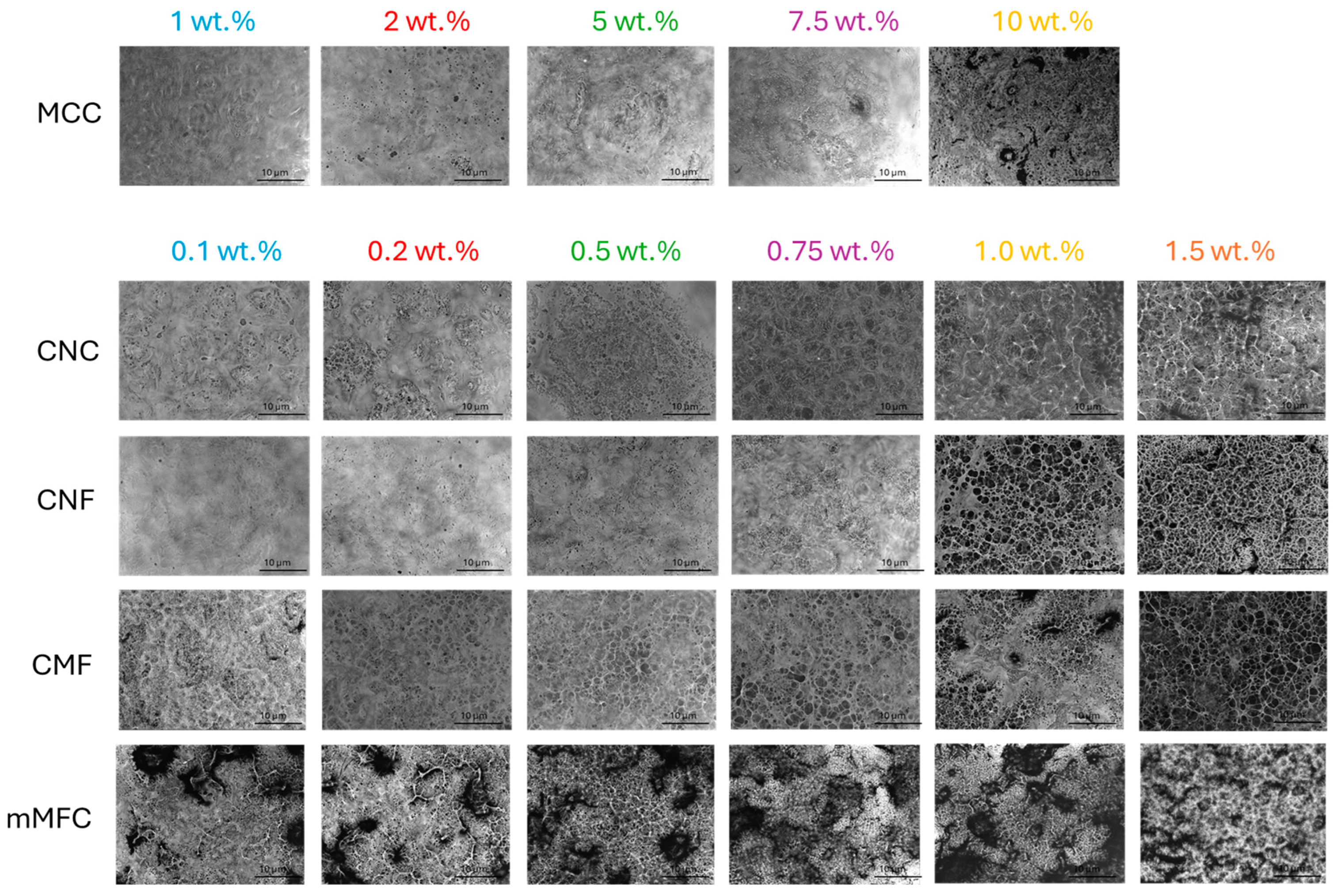
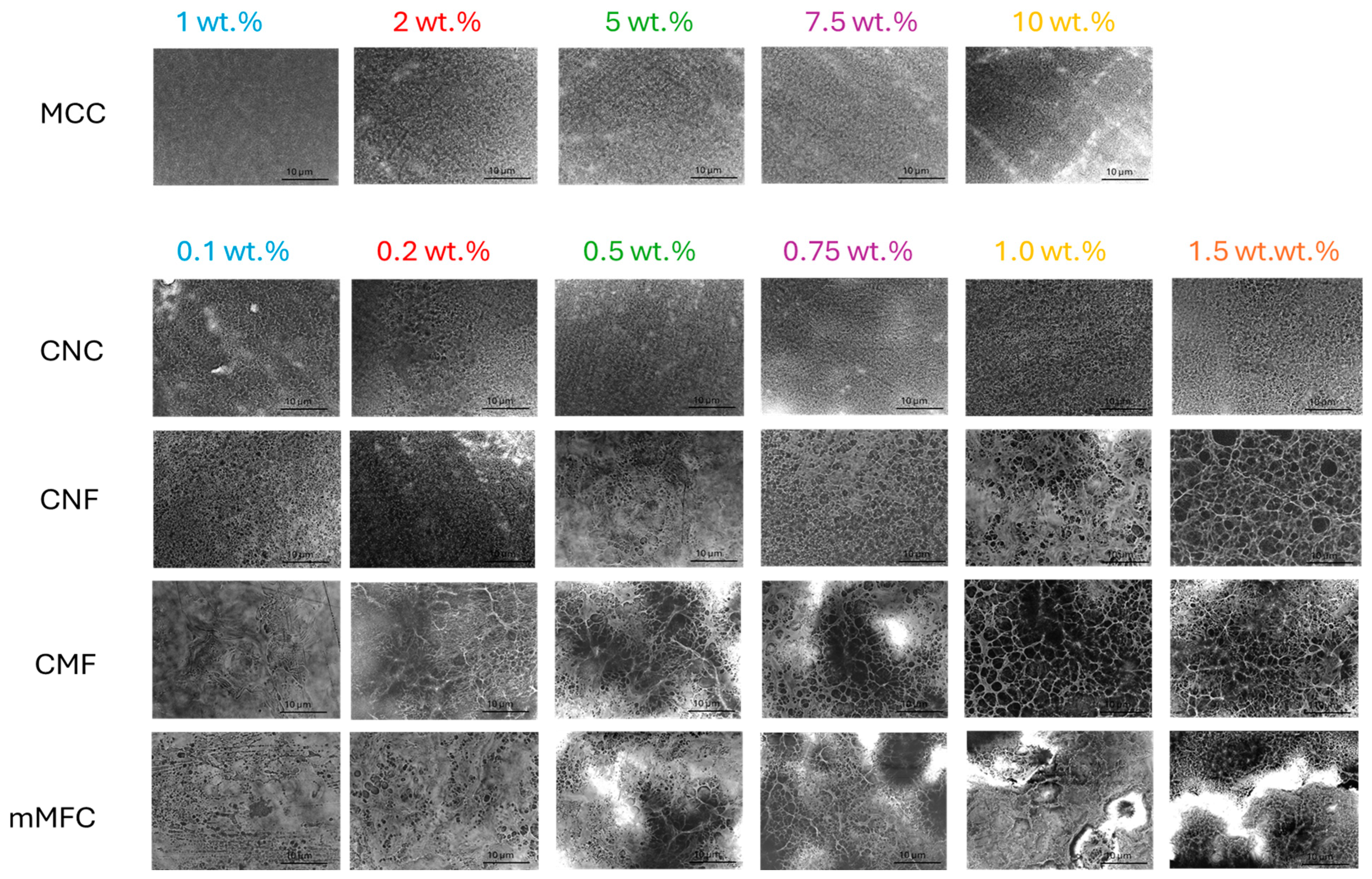
3.9. Morphology of Nanocomposite Coatings
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hubbe, M.A.; Lavoine, N.; Lucia, L.A.; Dou, C. Formulating bioplastic composites for biodegradability, recycling, and performance: A Review. Bioresources 2021, 16, 2021–2083. [Google Scholar] [CrossRef]
- Torres-Arellano, M.; Renteria-Rodriguez, V.; Franco-Urquiza, E. Mechanical properties of natural-fiber-reinforced biobased epoxy resins manufactured by resin infusion process. Polymers 2020, 12, 2841. [Google Scholar] [CrossRef] [PubMed]
- Expindola, S.P.; Pronk, M.; Zlopasa, J.; Picken, S.J.; Van Loosdrecht, M.C.M. Nanocellulose recovery from domestic wastewater. J. Clean Prod. 2021, 280, 124507. [Google Scholar] [CrossRef]
- Kumar, V.; Pathak, P.; Bhardwaj, N.K. Waste paper: An underutilized but promising source for nanocellulose mining. Waste Managm. 2020, 102, 281–303. [Google Scholar] [CrossRef] [PubMed]
- Mateo, S.; Peinado, S.; Morillas-Gutierrez, F.; La Rubia, M.D.; Moya, A.J. Nanocellulose from agricultural wastes: Products and applications—A review. Processes 2021, 9, 1594. [Google Scholar] [CrossRef]
- Yasmin, A.; Daniel, I.M. Mechanical and thermal properties of graphite platelet/epoxy composites. Polymer 2004, 45, 8211–8219. [Google Scholar] [CrossRef]
- King, J.A.; Klimek, D.R.; Miskioglu, I.; Odegard, G.M. Mechanical properties of graphene nanoplatelet/epoxy composites. J. Appl. Polym. Sci. 2012, 128, 4217–4223. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Fiedler, B.; Schulte, K. Influence of different carbon nanotubes on the mechanical properties of epoxy matrix composites–a comparative study. Comp. Sci. Technol. 2005, 65, 2300–2313. [Google Scholar] [CrossRef]
- Yuan, J.; Zhou, S.; Gu, G.; Wu, L. Effect of the particle size of nanosilica on the performance of epoxy/silica composite coatings. J. Mater. Sci. 2005, 40, 3927–3932. [Google Scholar] [CrossRef]
- Kargupta, W.; Stevenson, T.; Sharman, S.; Tanner, J.; Batchelor, W. Sustainable production of nanocellulose: Technoeconomic assessment, energy savings and scalability. J. Clean. Prod. 2023, 425, 138748. [Google Scholar] [CrossRef]
- Bharimalla, A.K.; Deskmukh, S.P.; Patil, P.G.; Vigneshwaran, N. Energy efficient manufacturing of nanocellulose by chemo- and bio-mechanical processes: A Review. World J. Nano Sci. Eng. 2015, 5, 204–212. [Google Scholar] [CrossRef]
- Ma, Y.; Xia, Q.; Liu, Y.; Chen, W.; Liu, S.; Wang, Q.; Liu, Y.; Li, J.; Yu, H. Production of nanocellulose using hydrated deep eutectic solvent combined with ultrasonic treatment. ACS Omega 2019, 4, 8539–8547. [Google Scholar] [CrossRef] [PubMed]
- Barhoum, A.; Rastogi, V.K.; Mahur, B.K.; Rastogi, A.; Abdel-Haleem, F.M.; Samyn, P. Nanocelluloses as new generation materials: Natural resources, structure-related properties, engineering nanostructures, and technical challenges. Mater. Today Chem. 2022, 26, 101247. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crops Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Siro, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Vanderfleet, O.M.; Cranston, E.D. Production routes to tailor the performance of cellulose nanocrystals. Nat. Rev. Mater. 2021, 6, 124–144. [Google Scholar] [CrossRef]
- Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungai, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Liu, H.; Wang, Q.; An, X.; Ji, X.; Tian, Z.; Liu, S.; Yang, G. Recent advances in sustainable preparation of cellulose nanocrystals via solid acid hydrolysis: A mini-review. Int. J. Biol. Macromol. 2023, 253, 127353. [Google Scholar] [CrossRef] [PubMed]
- Chu, Y.; Sun, Y.; Wu, W.; Xiao, H. Dispersion properties of nanocellulose: A review. Carbohydr. Polym. 2020, 250, 116892. [Google Scholar] [CrossRef]
- Islam, M.T.; Alam, M.M.; Zoccola, M. Review on modification of nanocellulose for application in composites. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 5444–5451. [Google Scholar]
- Sun, L.; Zhang, X.; Huayu, L.; Liu, K.; Du, H.; Kumar, A.; Sharma, G.; Chuanling, S. Recent advances in hydrophobic modification of nanocellulose. Curr. Org. Chem. 2020, 25, 417–436. [Google Scholar] [CrossRef]
- Ai, D.; Mo, R.; Wang, H.; Lai, Y.; Jiang, X.; Zhang, X. Preparation of waterborne epoxy dispersion and its application in 2K waterborne epoxy coatings. Prog. Org. Coat. 2019, 136, 105258. [Google Scholar] [CrossRef]
- Wazarkar, K.; Sabnis, A.S. Phenalkamine curing agents for epoxy resin: Characterization and structure property relationship. Pigment Resin Technol. 2018, 47, 281–289. [Google Scholar] [CrossRef]
- Wang, X.; Gillham, J.K. Competitive primary amine/epoxy and secondary amine/epoxy reactions: Effect on the isothermal time-to-vitrify. J. Appl. Polym. Sci. 1991, 43, 2267–2277. [Google Scholar] [CrossRef]
- Karami, Z.; Ganjali, M.R.; Dehaghani, M.Z.; Aghazadeh, M.; Jouyandeh, M.; Esmaeili, A.; Habibzadeh, S.; Mohaddespour, A.; Inamuddin; Formela, K.; et al. Kinetics of cross-linking reaction of epoxy resin with hydroxyapatite-functionalized layered double hydroxides. Polymers 2020, 12, 1157. [Google Scholar] [CrossRef] [PubMed]
- Tcharkhtchi, A.; Nany, F.; Khelladi, S.; Fitoussi, J.; Farzaneh, S. 13-Epoxy/amine reactive systems for composites materials and their thermomechanical properties. In Advances in Composites Manufacturing and Process Design; Boisse, P., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 269–296. [Google Scholar]
- Wang, X.; Gillham, J.K. Analysis of crosslinking in amine-cured epoxy systems: The one-to-one relationship between Tg and conversion. J. Appl. Polym. Sci. 1992, 45, 2127–2143. [Google Scholar] [CrossRef]
- Kamon, T.; Furukawa, H. Curing Mechanisms and Mechanical Properties of Cured Epoxy Resins. In Epoxy Resins and Composites IV. Advances in Polymer Science; Dušek, K., Ed.; Springer: Berlin, Heidelberg, 1986; Volume 80. [Google Scholar]
- Colonetti, E.; Rovani, R.; Westrup, J.L.; Cercena, R.; Cargnin, M.; Peterson, M.; Dal-Bo, A. Effects of resin/curing agent stoichiometry and coalescence of emulsion particles on the properties of waterborne epoxy coatings upon accelerated weathering. Mater. Chem. Phys. 2022, 275, 125228. [Google Scholar] [CrossRef]
- Berce, P.; Skale, S.; Razborsek, T.; Slemnik, M. Influence of coalescing aids on the latex properties and film formation of waterborne coatings. J. Appl. Polym. Sci. 2017, 134, 45142. [Google Scholar] [CrossRef]
- Kedzior, S.A.; Gabriel, V.A.; Dubé, M.A.; Cranston, E.D. Nanocellulose in emulsions and heterogeneous water-based polymer systems: A review. Adv. Mater. 2020, 33, 2002404. [Google Scholar] [CrossRef]
- Blanchard, R.; Ogunsona, E.O.; Hojabr, S.; Berry, R.; Mekonnen, T.H. Synergistic cross-linking and reinforcing enhancement of rubber latex with cellulose nanocrystals for glove applications. ACS Appl. Polym. Mater. 2020, 2, 887–898. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Pignon, F.; Do Rego, A.M.B.; Belgacem, M.N. Influence of ionic interactions between nanofibrillated cellulose and latex on the ensuing composite properties. Compos. B Eng. 2016, 85, 188–195. [Google Scholar] [CrossRef]
- Daud, S.; Lik, O.Y.; Azura, A.R. The effects of nano-cellulose filler on tensile and thermal properties of natural rubber latex films. AIP Conf. Proc. 2020, 2267, 020079. [Google Scholar]
- Zhang, Y.; Song, P.; Liu, H.; Li, Q.; Fu, S. Morphology, healing and mechanical performance of nanofibrillated cellulose reinforced poly(ε-caprolactone)/epoxy composites. Compos. Sci. Technol. 2016, 125, 62–70. [Google Scholar] [CrossRef]
- Medina, L.; Ansari, F.; Carosio, F.; Salajkova, M.; Berglund, L.A. Nanocomposites from clay, cellulose nanofibrils, and epoxy with improved moisture stability for coatings and semi-structural applications. ACS Appl. Nano Mater. 2019, 2, 3117–3126. [Google Scholar] [CrossRef]
- Ansari, F.; Lindh, E.L.; Furo, I.; Johansson, M.K.G.; Berglund, L.A. Interface tailoring through covalent hydroxyl-epoxy bonds improves hygromechanical stability in nanocellulose materials. Compos. Sci. Technol. 2016, 134, 175–183. [Google Scholar] [CrossRef]
- Ng, H.M.; Sin, L.T.; Bee, S.T.; Tee, T.T.; Rahmat, A.R. Review of nanocellulose polymer composite characteristics and challenges. Polym. Plast. Technol. Eng. 2017, 56, 687–731. [Google Scholar] [CrossRef]
- Redondo, A.; Mortensen, N.; Djeghdi, K.; Jang, D.; Ortuso, R.D.; Weder, C.; Korley, L.T.J.; Steiner, U.; Gunkel, I. Comparing percolation and alignment of cellulose nanocrystals for the reinforcement of polyurethane nanocomposites. ACS Appl. Mater. Interf. 2022, 14, 7270–7282. [Google Scholar] [CrossRef] [PubMed]
- Neves, R.M.; Ornaghi, H.L.; Zattera, A.J.; Amico, S.C. Recent studies on modified cellulose/nanocellulose epoxy composites: A systematic review. Carbohydr. Polym. 2021, 255, 117366. [Google Scholar] [CrossRef] [PubMed]
- Lombardo, S.; Villares, A. Engineered multilayer microcapsules based on polysaccharides nanomaterials. Molecules 2020, 25, 4420. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, L.; Wu, M.; Huang, Y. Preparing hydrophobic cellulose nanofibers-SiO2 films and coating by one-step mechanochemical method. Polymers 2022, 14, 4413. [Google Scholar] [CrossRef]
- Vinogradov, M.I.; Makarov, I.S.; Golova, L.K.; Gromovykh, P.S.; Kulichikhin, V.G. Rheological Properties of Aqueous Dispersions of Bacterial Cellulose. Processes 2020, 8, 423. [Google Scholar] [CrossRef]
- Norrahim, M.N.; Nurazzi, N.M.; Jenol, M.A.; Farid, M.A.; Janudin, N.; Ujang, F.A.; Yasim-Anuar, T.A.; Syed, S.U.; Ilyas, R.A. Emerging development of nanocellulose as an antimicrobial material: An overview. Mater. Adv. 2021, 11, 3538–3551. [Google Scholar] [CrossRef]
- Starokadomsky, D.; Barbash, V.; Reshetnyk, M.; Starokadomska, A.; Kokhtych, L.Y.; Shulga, S.; Yashchenko, O. Resistance and strength of bio-compatible epoxy-cellulose composites, as a function of concentration and dispersity of cellulose filler. Biomed. J. Sci. Tech. Res. 2020, 31, 24211–24218. [Google Scholar] [CrossRef]
- Sigareva, N.; Starokadomsky, D.; Shulga, S.V.; Gorelov, B. Influence of cellulose particles on chemical resistance, mechanical and thermal properties of epoxy composites. Biophys. Bull. 2020, 43, 57–70. [Google Scholar]
- Mamudu, U.; Hussin, M.R.; Santos, J.H.; Lim, R.C. Synthesis and characterization of sulfated-nanocrystalline cellulose in epoxy coatings for corrosion protection of mild steel from sodium chloride solutions. Carbohydr. Polym. Technol. Appl. 2023, 5, 100306. [Google Scholar]
- Borsoi, C.; Scienza, L.C.; Zattera, A.J.; Ferreira, C.A. Effect of the incorporation of micro and nanocellulose particles on the anticorrosive properties of epoxy coatings applied on carbon steel. Mater. Res. 2018, 21, e20170269. [Google Scholar] [CrossRef]
- Abraham, E.; Kam, D.; Nevo, Y.; Slattegard, R.; Rivkin, A.; Lapidot, S.; Shoseyov, O. Highly modified cellulose nanocrystals and formation of epoxy-nanocrystalline cellulose (CNC) nanocomposites. ACS Appl. Mater. Interfaces 2016, 8, 28085–28095. [Google Scholar] [CrossRef]
- Trinh, B.M.; Mekonnen, T. Hydrophobic esterification of cellulose nanocrystals for epoxy reinforcement. Polymer 2018, 155, 64–74. [Google Scholar] [CrossRef]
- Kumar, M.H.; Selvan, A.M. Influence of chemical surface modification on micro-wear characteristics of sugarcane nanocellulose epoxy nanocomposites. Int. J. Sci. Technol. 2019, 4, 157–178. [Google Scholar]
- Vardanyan, V.; Poaty, B.; Chauve, G.; Landry, V.; Galstian, T.; Riedl, B. Mechanical properties of UV-waterborne varnishes reinforced by cellulose nanocrystals. J. Coat. Technol. Res. 2014, 11, 841–852. [Google Scholar] [CrossRef]
- Vardanyan, V.; Poaty, B.; Landry, V.; Chauve, G.; Galstian, T.; Riedl, B. Wear resistance of nanocomposite coatings. In Anti-Abrasive Nanocoatings; Aliofkhazraei, M., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 201–223. [Google Scholar]
- Razali, M.; Ismail, M.F.; Amira, N.; Ismail, M.F.; Aziz, F.A. Characterization of nanocellulose from Indica rice straw as reinforcing agent in epoxy-based nanocomposites. Polym. Eng. Sci. 2021, 61, 1594–1606. [Google Scholar] [CrossRef]
- Do Nascimento, N.R.; Pinheiro, I.F.; Alves, G.F.; Mei, L.H.I.; de Macedo Neto, J.C.; Morales, A.R. Role of cellulose nanocrystals in epoxy-based nanocomposites: Mechanical properties, morphology and thermal behavior. Polím. Ciênc. Tecnol. 2021, 31, e2021034. [Google Scholar] [CrossRef]
- Roszowska-Jarosz, M.; Masiewicz, J.; Kostrzewa, M.; Kucharczyk, W.; Żurowski, W.; Kucińska-Lipka, J.; Przybyłek, P. Mechanical properties of bio-composites based on epoxy resin and nanocellulose fibres. Materials 2021, 14, 3576. [Google Scholar] [CrossRef] [PubMed]
- Véliz, G.A.; Cifuentes, J.I.; Batista, D.; Lopretti, M.; Corrales, Y.; Camacho, M.; Vega-Baudrit, J.R. Mechanical properties of pineapple nanocellulose/epoxy resin composites. Biol. Life Sci. Forum 2023, 28, 9. [Google Scholar] [CrossRef]
- Rana, S.; Gupta, M. Fabrication of bionanocomposites reinforced with hemp nanocellulose and evaluation of their mechanical, thermal and dynamic mechanical properties. In Proceedings of the Institution of Mechanical Engineers, Part L. J. Mater. Des. Appl. 2021, 235, 2470–2481. [Google Scholar]
- Ma, I.A.W.; Shafaamri, A.; Kasi, R.; Zaini, F.N.; Balakrishnan, V.; Subramaniam, R.; Arof, A.K. Anticorrosion properties of epoxy/nanocellulose nanocomposite coating. Bioresources 2017, 12, 2912–2929. [Google Scholar]
- Ubas, K.S.; Grumo, J.; Archie, R.; Bonilla, M.; Mutia, A.; Labis, J.; Sayson, N.L.; Alguno, A. Development and characterization of epoxy/banana pseudo-stem nanocellulose (BPNC) composites as anti-corrosion coatings on mild steel. Solid State Phenom. 2023, 351, 4028. [Google Scholar] [CrossRef]
- Wongjaiyen, T.; Brostow, W.; Chonkaew, W. Tensile properties and wear resistance of epoxy nanocomposites reinforced with cellulose nanofibers. Polym. Bull. 2018, 75, 2039–2051. [Google Scholar] [CrossRef]
- Mohit, H.; Selvan, V.A.M. Effect of a Novel Chemical Treatment on Nanocellulose Fibers for Enhancement of Mechanical, Electrochemical and Tribological Characteristics of Epoxy Bio-nanocomposites. Fibers Polym. 2019, 20, 1918–1944. [Google Scholar] [CrossRef]
- Masoodi, R.; El-Hajjar, R.F.; Pillai, K.M.; Sabo, R. Mechanical characterization of cellulose nanofiber and bio-based epoxy composite. Mater. Des. 2012, 36, 570–576. [Google Scholar] [CrossRef]
- Barari, B.; Omrani, E.; Dorri Moghadam, A.; Menezes, P.L.; Pillai, K.M.; Rohatgi, P.K. Mechanical, physical and tribological characterization of nano-cellulose fibers reinforced bio-epoxy composites: An attempt to fabricate and scale the ‘Green’ composite. Carbohydr. Polym. 2016, 147, 282–293. [Google Scholar] [CrossRef] [PubMed]
- Wu, G.; Liu, D.; Liu, G.; Chen, J.; Huo, S.; Kong, Z. Thermoset nanocomposites from waterborne bio-based epoxy resin and cellulose nanowhiskers. Carbohydr. Polym. 2015, 127, 229–235. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Girouard, N.; Schueneman, G.; Shofner, M.L.; Meredith, J.C. Mechanical and thermal properties of waterborne epoxy composites containing cellulose nanocrystals. Polymer 2013, 54, 6589–6598. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Pan, Y.; Zhao, B.; Liang, Z. Preparation and properties of paint prepared with nanofibrillated cellulose and waterborne epoxy resin. Bioresources 2022, 17, 802–825. [Google Scholar] [CrossRef]
- Subbotina, E.; Montanari, C.; Olsén, P.; Berglund, L.A. Fully bio-based cellulose nanofiber/epoxy composites with both sustainable production and selective matrix deconstruction towards infinite fiber recycling systems. J. Mater. Chem. Mater. Energy Sustain. 2022, 1, 57–576. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Stanssens, D.; Samyn, P. Reaction efficiency and retention of poly(styrene-co-maleimide) nanoparticles deposited on fibrillated cellulose surfaces. Carbohydr. Polym. 2016, 141, 244–252. [Google Scholar] [CrossRef] [PubMed]
- ASTM D4060-10; Standard Test Method for Abrasion Resistance of Organic Coatings by the Taber Abraser. ASTM: West Conshohocken, PA, USA, 2010.
- ASTM D2240; Standard Test Method for Rubber Property—Durometer Hardness. ASTM: West Conshohocken, PA, USA, 2021.
- ISO 4586-2; High-Pressure Decorative Laminates (HPL, HPDL)—Sheets Based on Thermosetting Resins (Usually Called Laminates)—Part 2: Determination of Properties. ISO: Geneva, Switzerland, 2018.
- ISO 19403-2; Paints and Varnishes. Wettability. Part 2: Determination of the Surface Free Energy of Solid Surfaces by Measuring the Contact Angle. ISO: Geneva, Switzerland, 2017.
- ISO 6272; Paints and Varnishes. Rapid-Deformation (Impact Resistance) Tests. Part 1: Falling-WEIGHT test, Large-Area Indenter. ISO: Geneva, Switzerland, 2011.
- Hubbe, M.A.; Tayeb, P.; Joyce, M.; Tyagi, P.; Kehoe, M.; Dimic-Misic, K.; Pal, L. Rheology of nanocellulose-rich aqueous suspensions: A review. Bioresources 2017, 12, 9556–9661. [Google Scholar] [CrossRef]
- Yue, L.; Liu, F.; Mekala, S.; Patel, A.; Gross, R.A.; Manas-Zloczower, I. High performance biobased epoxy nanocomposite reinforced with a bacterial cellulose nanofiber network. ACS Sustain. Chem. Eng. 2019, 7, 5986–5992. [Google Scholar] [CrossRef]
- Yue, L.; Maiorana, A.; Khelifa, F.; Patel, A.; Raquez, J.-M.; Bonnaud, L.; Gross, R.; Dubois, P.; Manas-Zloczower, I. Surface-modified cellulose nanocrystals for biobased epoxy nanocomposites. Polymer 2018, 134, 155–162. [Google Scholar] [CrossRef]
- Tang, L.; Weder, C. Cellulose Whisker/Epoxy Resin Nanocomposites. ACS Appl. Mater. Interfaces 2010, 2, 1073–1080. [Google Scholar] [CrossRef]
- Rana, A.K.; Thakur, V.K. Impact of physico-chemical properties of nanocellulose on rheology of aqueous suspensions and its utility in multiple fields: A review. J. Vinyl Addit. Technol. 2023, 29, 617–648. [Google Scholar] [CrossRef]
- Samyn, P.; Taheri, H. Rheology of fibrillated cellulose suspensions after surface modification by organic nanoparticle deposits. J. Mater. Sci. 2016, 51, 9830–9848. [Google Scholar] [CrossRef]
- Aoki, M.; Shundo, A.; Kuwahara, R.; Yamamoto, S.; Tanaka, K. Mesoscopic heterogeneity in the curing process of an epoxy–amine system. Macromolecules 2019, 52, 2075–2082. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Samyn, P. Novel production method for in-situ hydrophobization of a microfibrillated cellulose network. Mater. Lett. 2014, 120, 196–199. [Google Scholar] [CrossRef]
- Samyn, P.; Bosmans, J.; Cosemans, P. Benchmark study of epoxy coatings with selection of bio-based phenalkamine versus fossil-based amine crosslinkers. Molecules 2023, 28, 4259. [Google Scholar] [CrossRef] [PubMed]
- Peng, S.X.; Moon, R.J.; Youngblood, J.P. Design and characterization of cellulose nanocrystal-enhanced epoxy hardeners. Green Mater. 2014, 2, 193–205. [Google Scholar] [CrossRef]
- Omrani, A.; Simon, L.C.; Rostami, A.A. Influences of cellulose nanofiber on the epoxy network formation. Mater. Sci. Eng. A 2008, 490, 131–137. [Google Scholar] [CrossRef]
- Saba, N.; Safwan, A.; Sanyang, M.L.; Mohammad, F.; Pervaiz, M.; Jawaid, M.; Alothman, O.Y.; Sain, M. Thermal and dynamic mechanical properties of cellulose nanofibers reinforced epoxy composites. Int. J. Biol. Macromol. 2017, 102, 822–828. [Google Scholar] [CrossRef] [PubMed]
- Corcione, C.E.; Frigione, M. Characterization of nanocomposites by thermal analysis. Materials 2012, 5, 2960–2980. [Google Scholar] [CrossRef]
- Pruksawan, S.; Samitsu, S.; Fujii, Y.; Torikai, N.; Naito, M. Toughening Effect of Rodlike Cellulose Nanocrystals in Epoxy Adhesive. ACS Appl. Polym. Mater. 2020, 2, 1234–1243. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Moon, K.-S.; Wong, C.P. Glass transition and relaxation behavior of epoxy nanocomposites. J. Polym. Sci. B Polym. Phys. 2004, 42, 3849–3858. [Google Scholar] [CrossRef]
- Kumar, A.; Negi, Y.S.; Choudhary, V.; Bhardwaj, N.K. Characterization of cellulose nanocrystals produced by acid-hydrolysis from sugarcane bagasse as agro-waste. J. Mater. Phys. Chem. 2014, 2, 1–8. [Google Scholar] [CrossRef]
- Li, J.; Wei, L.; Leng, W.; Hunt, J.F.; Cai, Z. Fabrication and characterization of cellulose nanofibrils/epoxy nanocomposite foam. J. Mater. Sci. 2018, 53, 4949–4960. [Google Scholar] [CrossRef]
- Grumo, J.C.; Bulayog, L.J.J.; Lubguban, A.A.; Capangpangan, R.; Yabuki, A.; Alguno, A.C. Effects of Nanocellulose Extracted from Pineapple Leaf Fiber Incorporation on the Physico-Chemical and Thermal Properties of Reinforced Epoxy Nanocomposites. Nano Hybrids Compos. 2023, 41, 1–8. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Stanssens, D.; Samyn, P. Mechanism for tuning the hydrophobicity of microfibrillated cellulose films by controlled thermal release of encapsulated wax. Materials 2014, 7, 7196–7216. [Google Scholar] [CrossRef] [PubMed]
- Tambe, S.P.; Jagtap, S.D.; Choudhari, R.N.; Mallik, B.P. Influence of cross-linking agents and curing condition on the performance of epoxy coating. Pigment Resin Technol. 2016, 45, 354–362. [Google Scholar] [CrossRef]
- Correa, C.E.; García, G.L.; García, A.N.; Bejarano, W.; Guzmán, A.A.; Toro, A. Wear mechanisms of epoxy-based composite coatings submitted to cavitation. Wear 2011, 271, 2274–2279. [Google Scholar] [CrossRef]
- Cividanes, L.S.; Brunelli, D.D.; Antunes, E.F.; Corat, E.J.; Sakane, K.K.; Thim, G.P. Cure study of epoxy resin reinforced with multiwalled carbon nanotubes by Raman and luminescence spectroscopy. J. Appl. Polym. Sci. 2013, 127, 544–553. [Google Scholar] [CrossRef]
- Riahipour, R.; Nemati, M.S.; Zadehmohamad, M.; Abadyan, M.; Abadyan Reza, M.; Tehrani, M.; Baniassadi, M. Mechanical properties of an epoxy-based coating reinforced with silica aerogel and ammonium polyphosphate additives. Polym. Polym. Compos. 2022, 30, 96739112110690. [Google Scholar] [CrossRef]
- Cantwell, W.J.; Kausch, H.H. Fracture behaviour of epoxy resins. In Chemistry and Technology of Epoxy Resins; Ellis, B., Ed.; Springer: Dordrecht, The Netherlands, 1993. [Google Scholar]
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Liaghat, G.H.; Vahid, S. Improving the fracture toughness and the strength of epoxy using nanomaterials—A review of the current status. Nanoscale 2015, 7, 1294–1329. [Google Scholar] [CrossRef]
- Salimian, S.; Zadhoush, A.; Talebi, Z.; Fischer, B.; Winiger, P.; Winnefeld, F.; Zhao, S.; Barbezat, M.; Koebel, M.M.; Malfait, W.J. Silica Aerogel–epoxy nanocomposites: Understanding epoxy reinforcement in terms of aerogel surface chemistry and epoxy–silica interface compatibility. ACS Appl. Nano Mater. 2018, 1, 4179–4189. [Google Scholar] [CrossRef]
- Jumahat, A.; Soutis, C.; Jones, F.R.; Hodzic, A. Effect of silica nanoparticles on compressive properties of an epoxy polymer. J. Mater. Sci. 2010, 45, 5973–5983. [Google Scholar] [CrossRef]
- Zhang, H.; Tang, L.-C.; Zhang, Z.; Friedrich, K.; Sprenger, S. Fracture behaviours of in situ silica nanoparticle-filled epoxy at different temperatures. Polymer 2008, 49, 3816–3825. [Google Scholar] [CrossRef]
- Javanshour, F.; Prapavesis, A.; Parnanen, T.; Orell, O.; Belone, M.L.; Layek, R.; Kanerva, M.; Kallio, P.; Van Vuure, A.V.; Sarlin, E. Modulating impact resistance of flax epoxy composites with thermoplastic interfacial toughening. Compos. A-Appl. Sci. Manuf. 2021, 150, 106628. [Google Scholar] [CrossRef]
- Molero, G.; Sue, H.J. Scratch behavior of model epoxy resins with different crosslinking densities. Mater. Des. 2019, 182, 107965. [Google Scholar] [CrossRef]
- Lange, J.; Luisier, A.; Hult, A. Influence of crosslink density, glass transition temperature and addition of pigment and wax on the scratch resistance of an epoxy coating. J. Coat. Technol. 1997, 69, 77–82. [Google Scholar] [CrossRef]
- Uygunoğlu, T.; Brostow, W.; Gunes, I. Wear and friction of composites of an epoxy with boron containing wastes. Polím. Ciênc. Tecnol. 2015, 25, 271–276. [Google Scholar] [CrossRef]
- Yang, H.; Mo, Q.; Li, W.; Gu, F. Preparation and properties of self-healing and self-lubricating epoxy coatings with polyurethane microcapsules containing bifunctional linseed oil. Polymers 2019, 11, 1578. [Google Scholar] [CrossRef] [PubMed]
- Loos, M.R.; Manas-Zloczower, I. Micromechanical models for carbon nanotube and cellulose nanowhisker reinforced composites. Polym. Eng. Sci. 2013, 53, 882–887. [Google Scholar] [CrossRef]
- Khelifa, F.; Habibi, Y.; Benard, F.; Dubois, P. Effect of cellulosic nanowhiskers on the performances of epoxidized acrylic copolymers. J. Mater. Chem. 2012, 22, 20520–20528. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanocellulose Type | Concentration (wt.%) | Resin Type |
|---|---|---|
| None | - | 10 g DGEBA + 21.2 g NX-8102 |
| MCC | 1, 2, 5, 7.5, 10 | |
| CNC CNF CMF mCMF | 0.1, 0.2, 0.5, 0.75, 1, 1.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samyn, P.; Cosemans, P. Nanocellulose Grades with Different Morphologies and Surface Modification as Additives for Waterborne Epoxy Coatings. Polymers 2024, 16, 1095. https://doi.org/10.3390/polym16081095
Samyn P, Cosemans P. Nanocellulose Grades with Different Morphologies and Surface Modification as Additives for Waterborne Epoxy Coatings. Polymers. 2024; 16(8):1095. https://doi.org/10.3390/polym16081095
Chicago/Turabian StyleSamyn, Pieter, and Patrick Cosemans. 2024. "Nanocellulose Grades with Different Morphologies and Surface Modification as Additives for Waterborne Epoxy Coatings" Polymers 16, no. 8: 1095. https://doi.org/10.3390/polym16081095
APA StyleSamyn, P., & Cosemans, P. (2024). Nanocellulose Grades with Different Morphologies and Surface Modification as Additives for Waterborne Epoxy Coatings. Polymers, 16(8), 1095. https://doi.org/10.3390/polym16081095