
Biocomposite Based on Polylactic Acid and Rice Straw for Food Packaging Products


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. PLA/RS Composite Preparation
2.3. Characterizations
2.3.1. Melt Flow Index
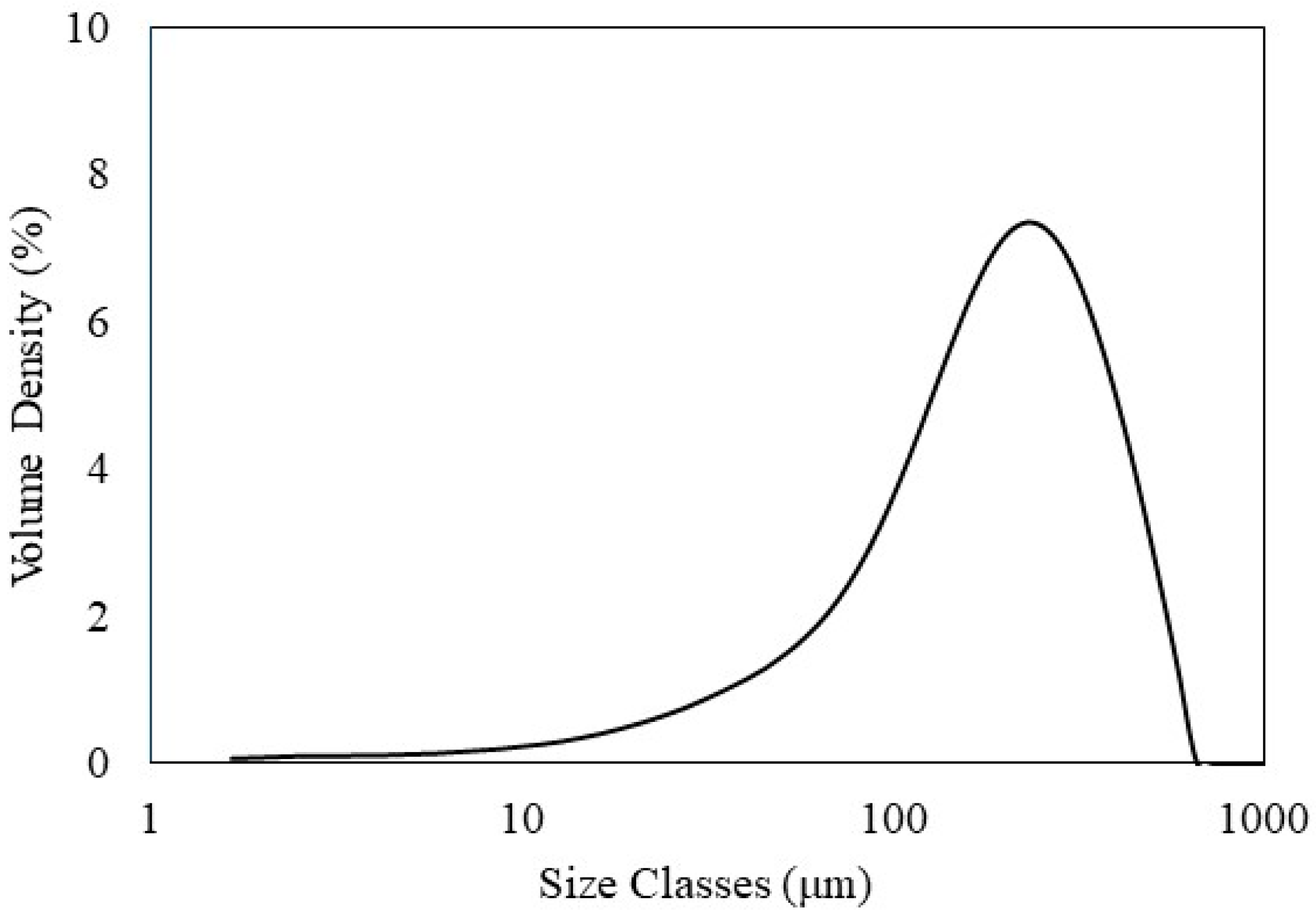
2.3.2. Particle Size Distribution
2.3.3. Mechanical Properties
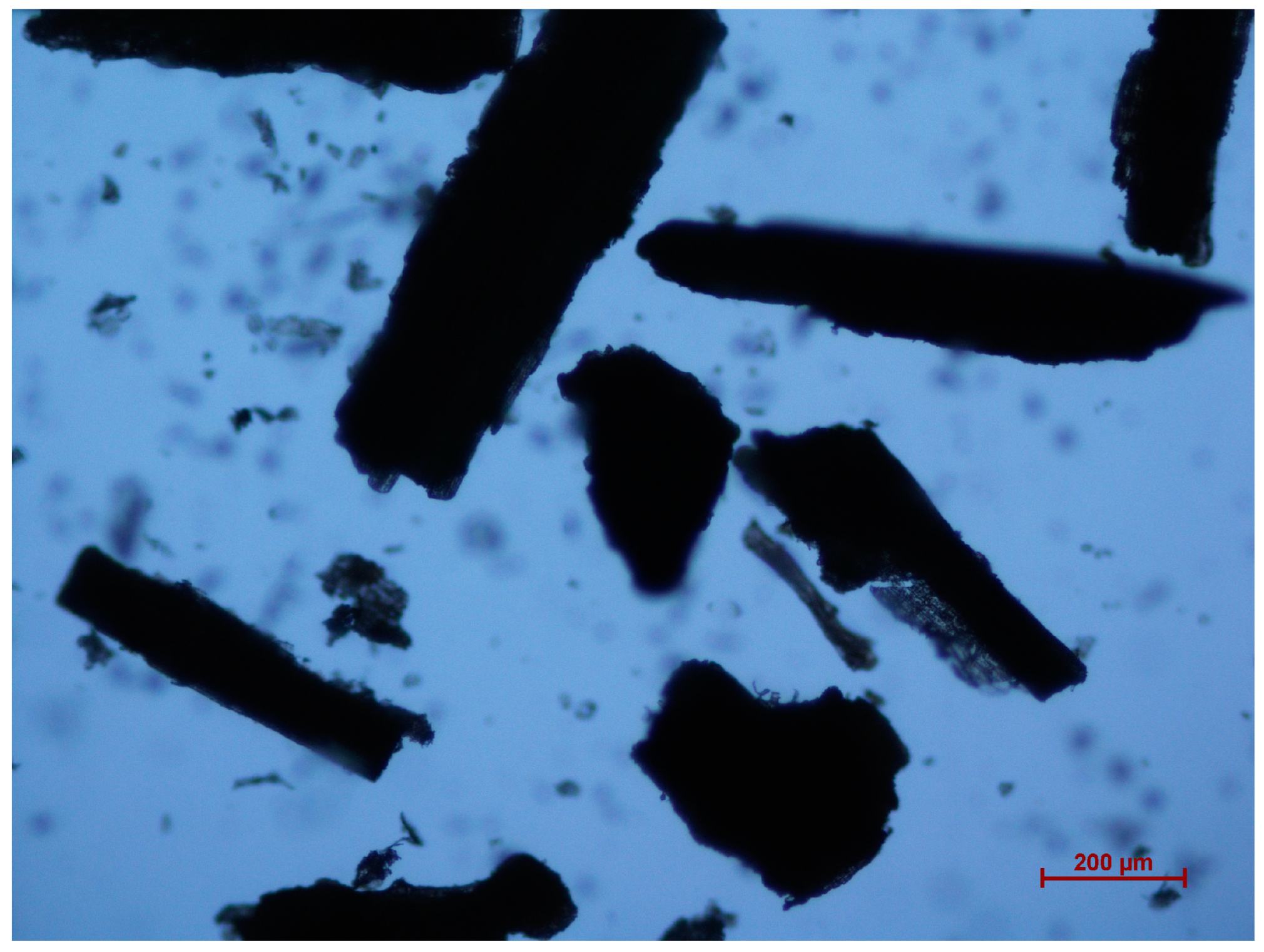
2.3.4. Morphology Analysis
2.3.5. Thermal Behavior
2.3.6. Water Absorption Test
2.3.7. Migration Testing for Food Contact Materials (FCMs)
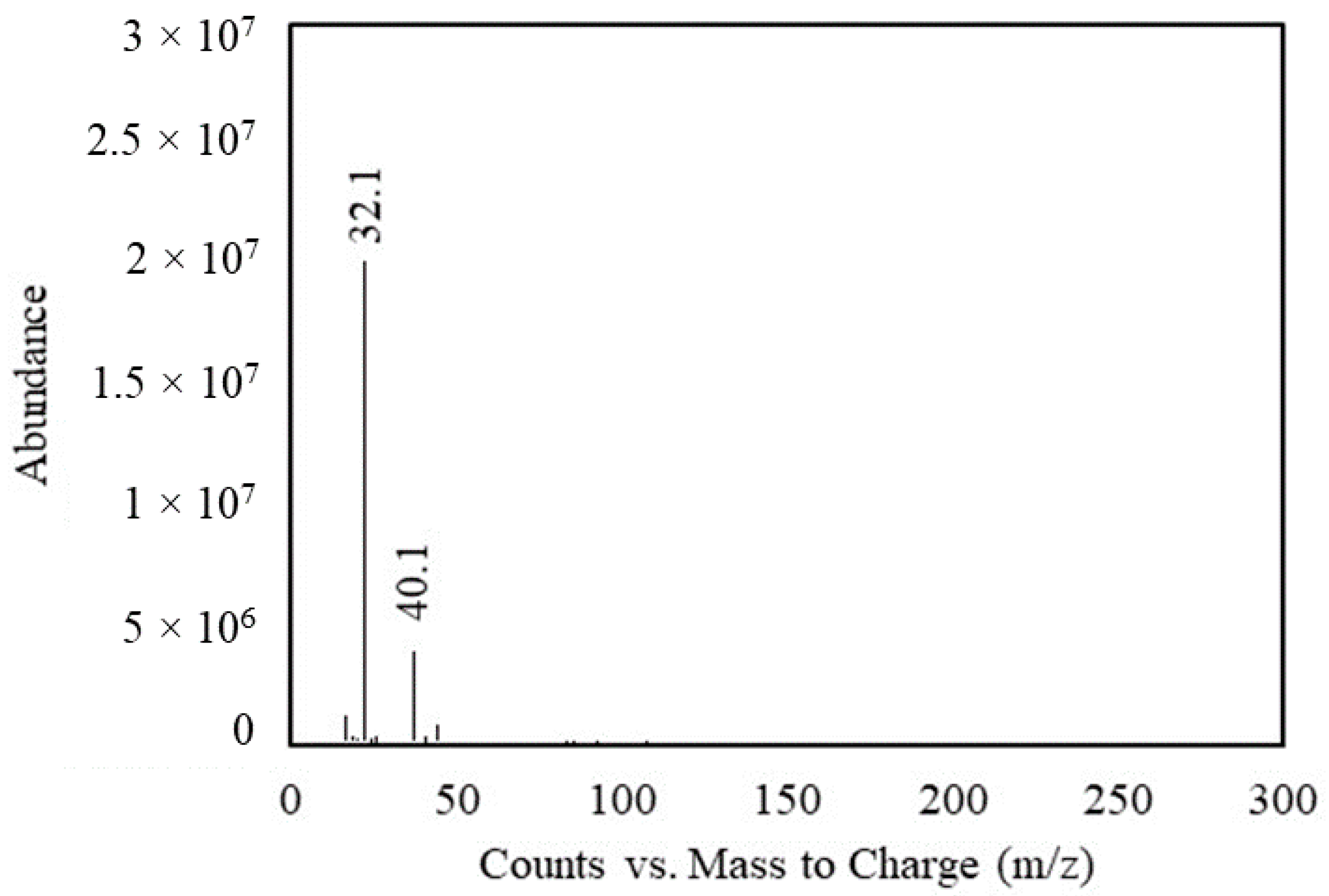
2.3.8. Gas Chromatography-Mass Spectrometry (GC-MS)
3. Results and Discussion
3.1. Melt Flow Index
3.2. Particle Size Distribution
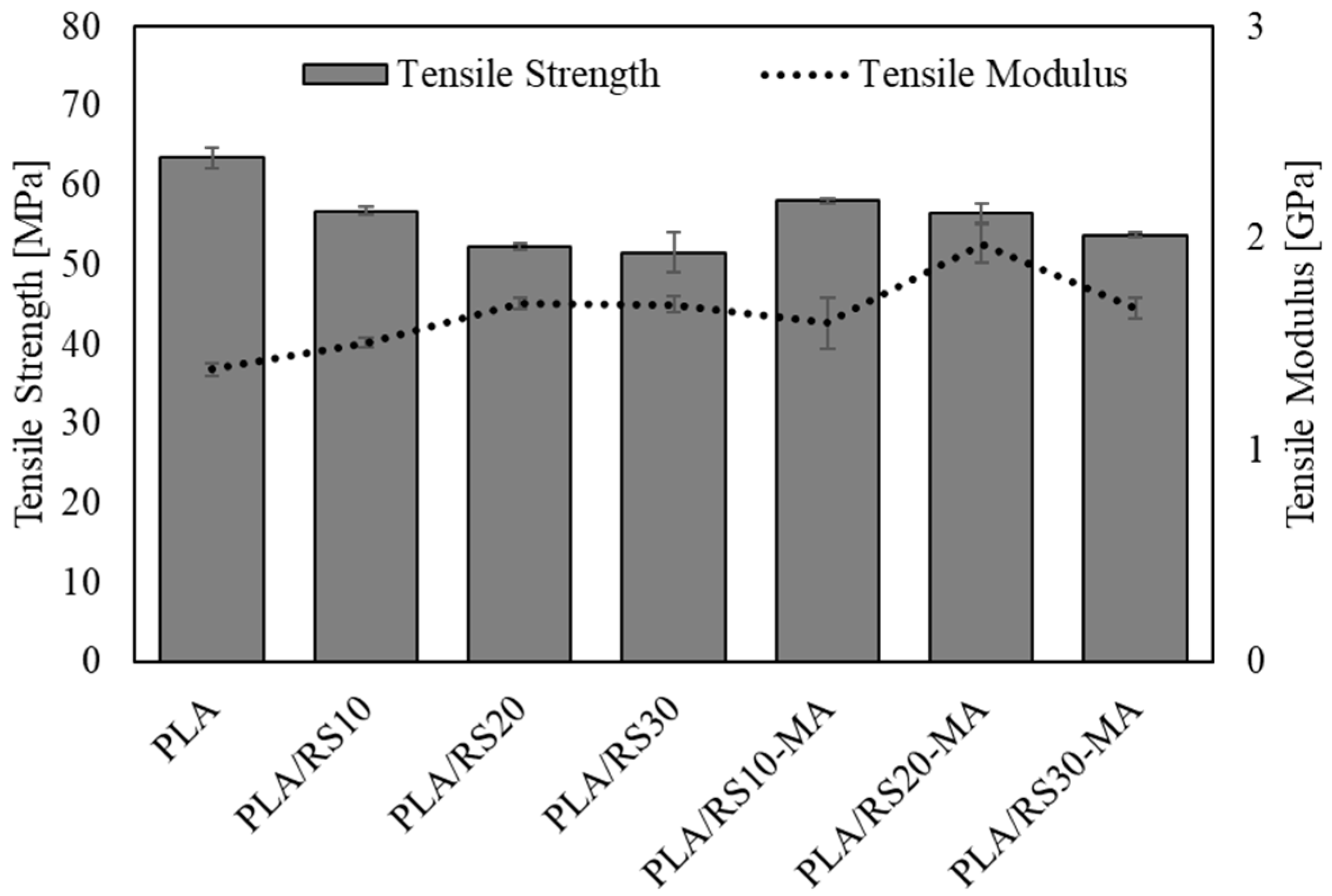
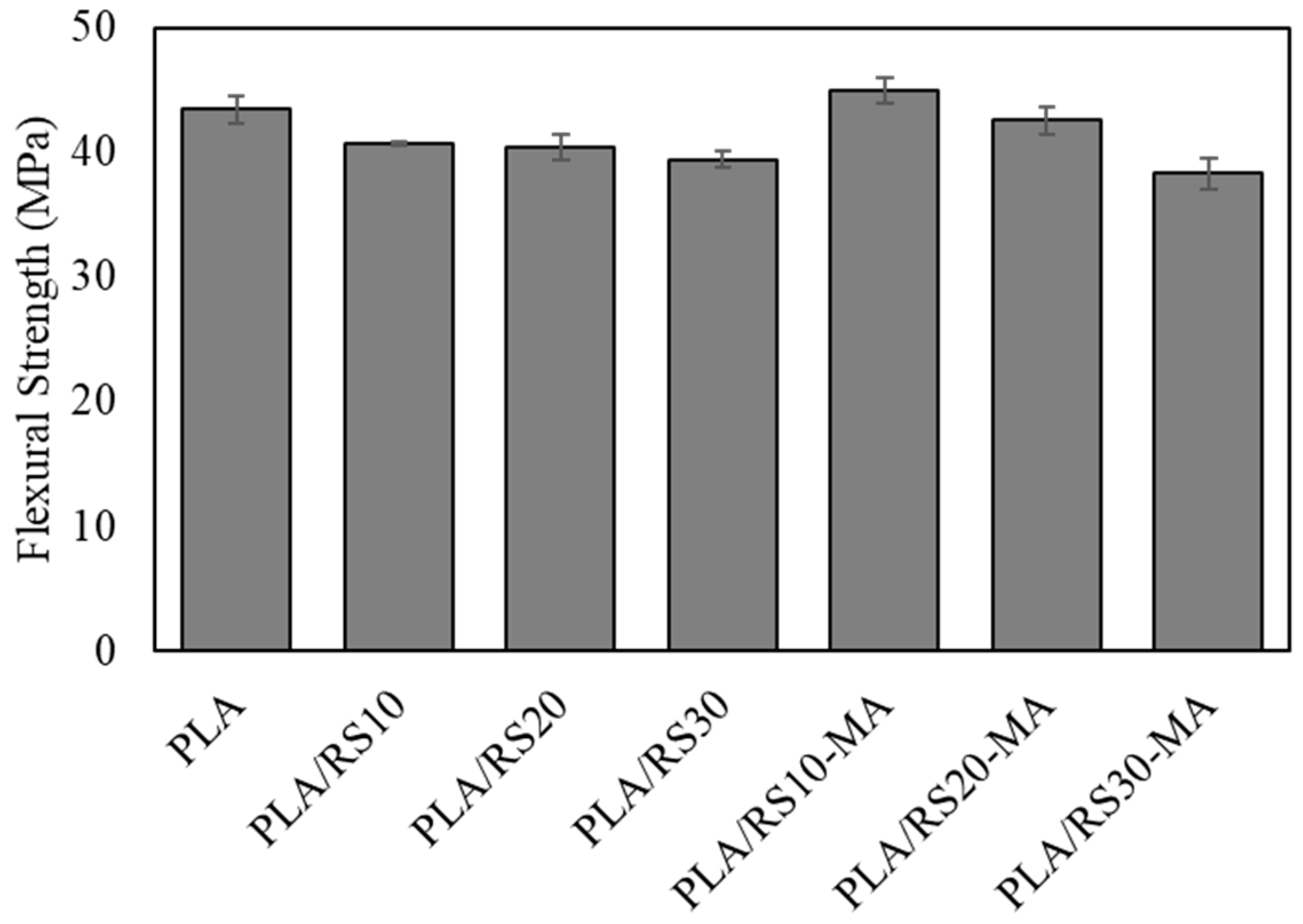
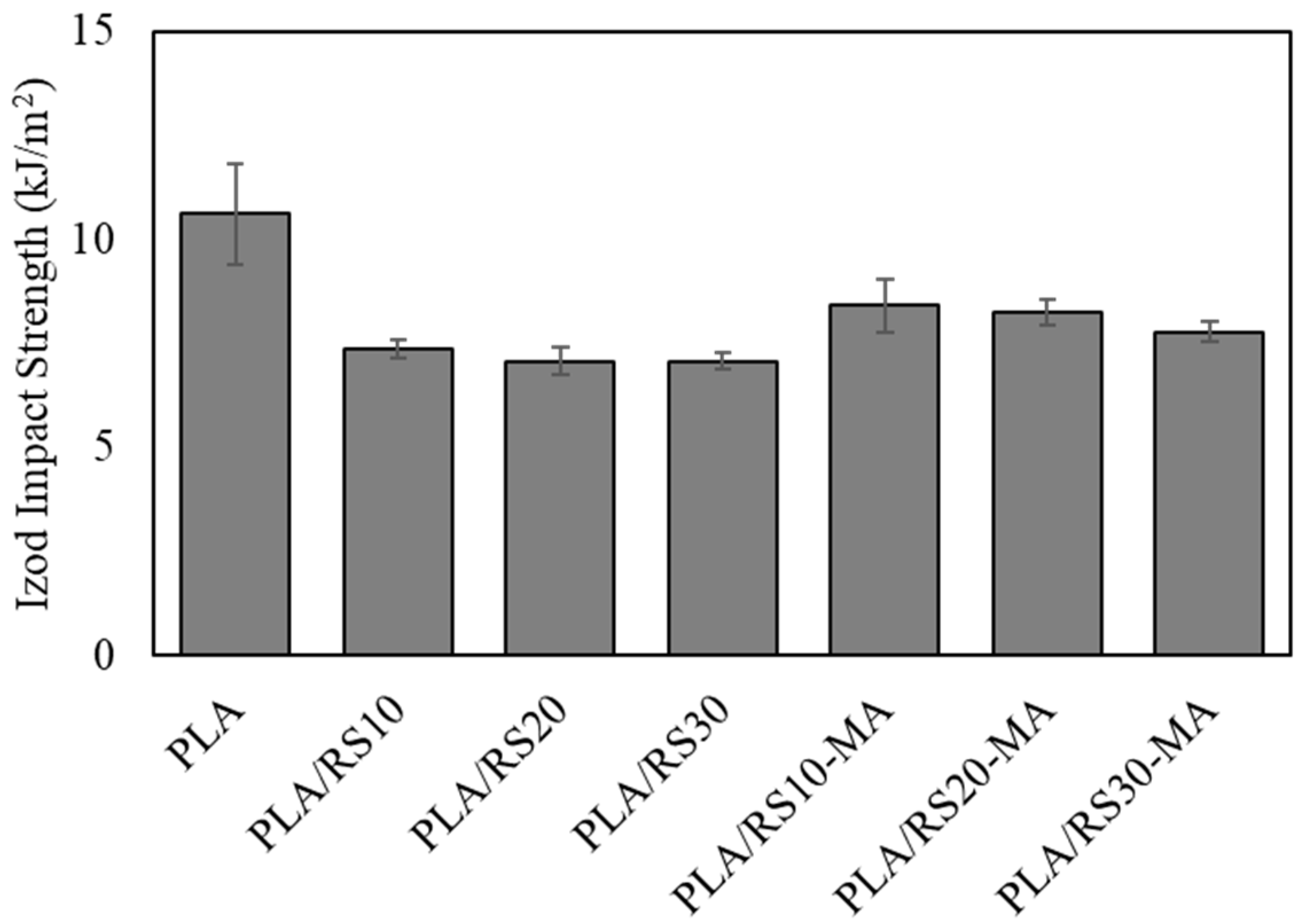
3.3. Mechanical Properties
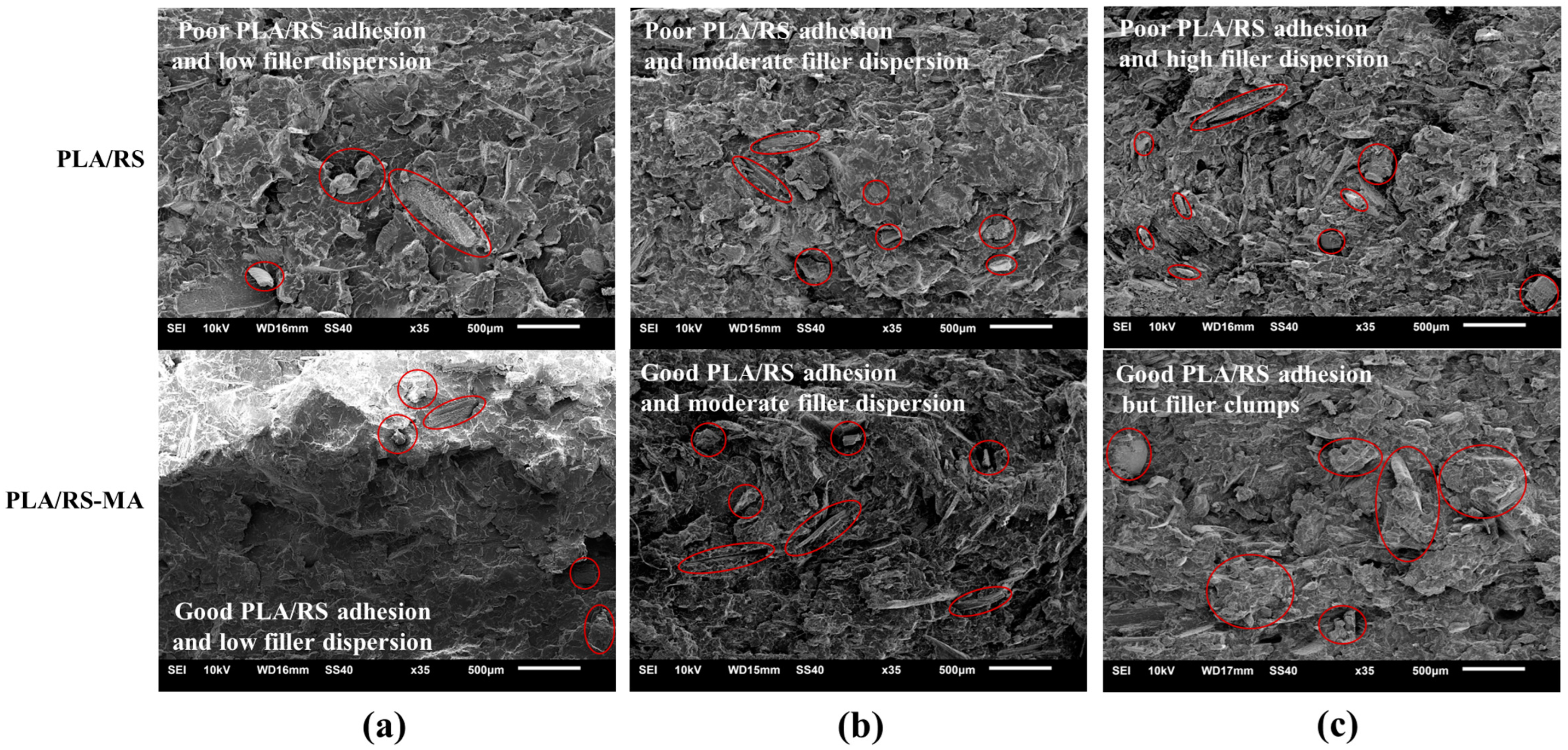
3.4. Morphology Inspection
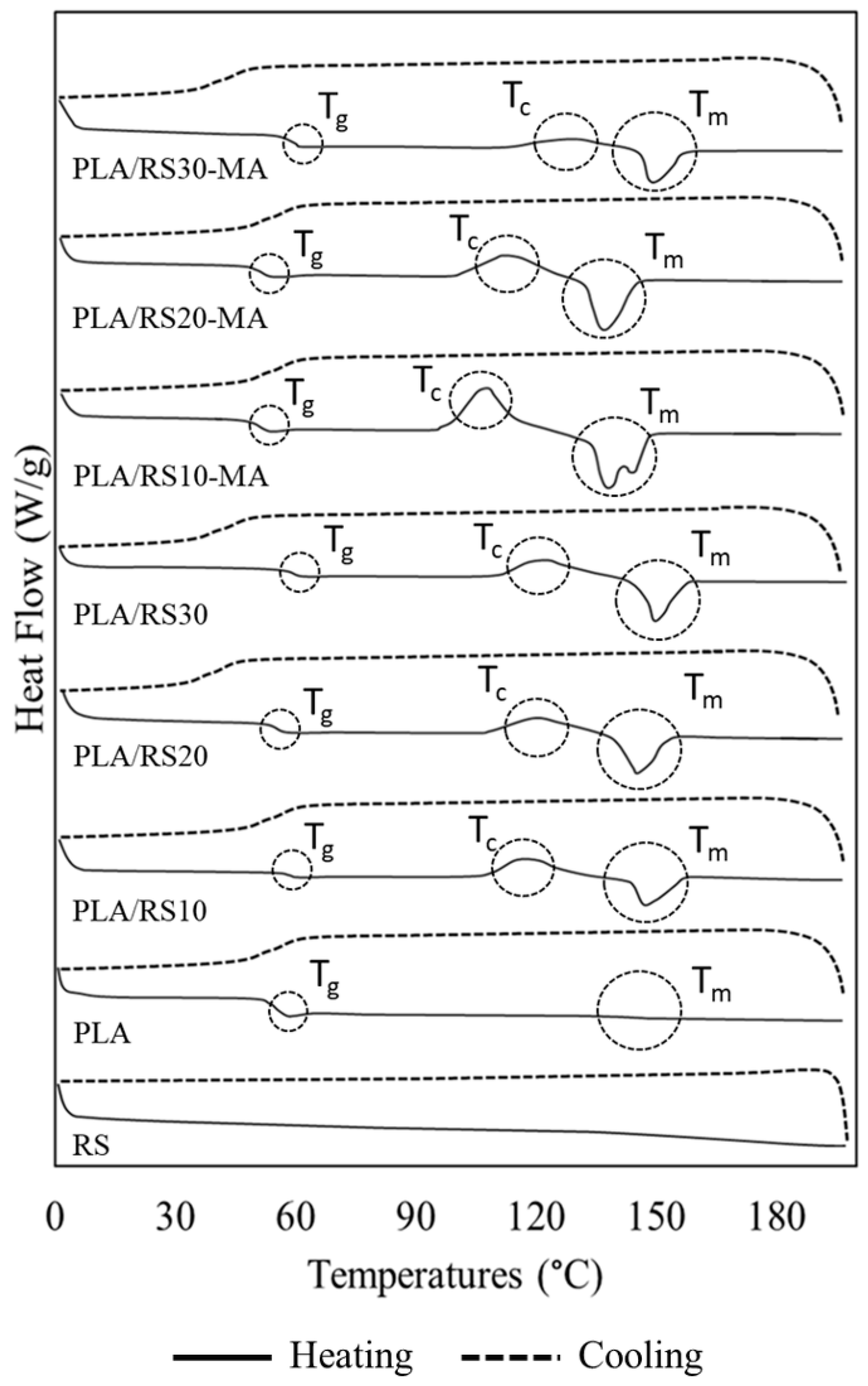
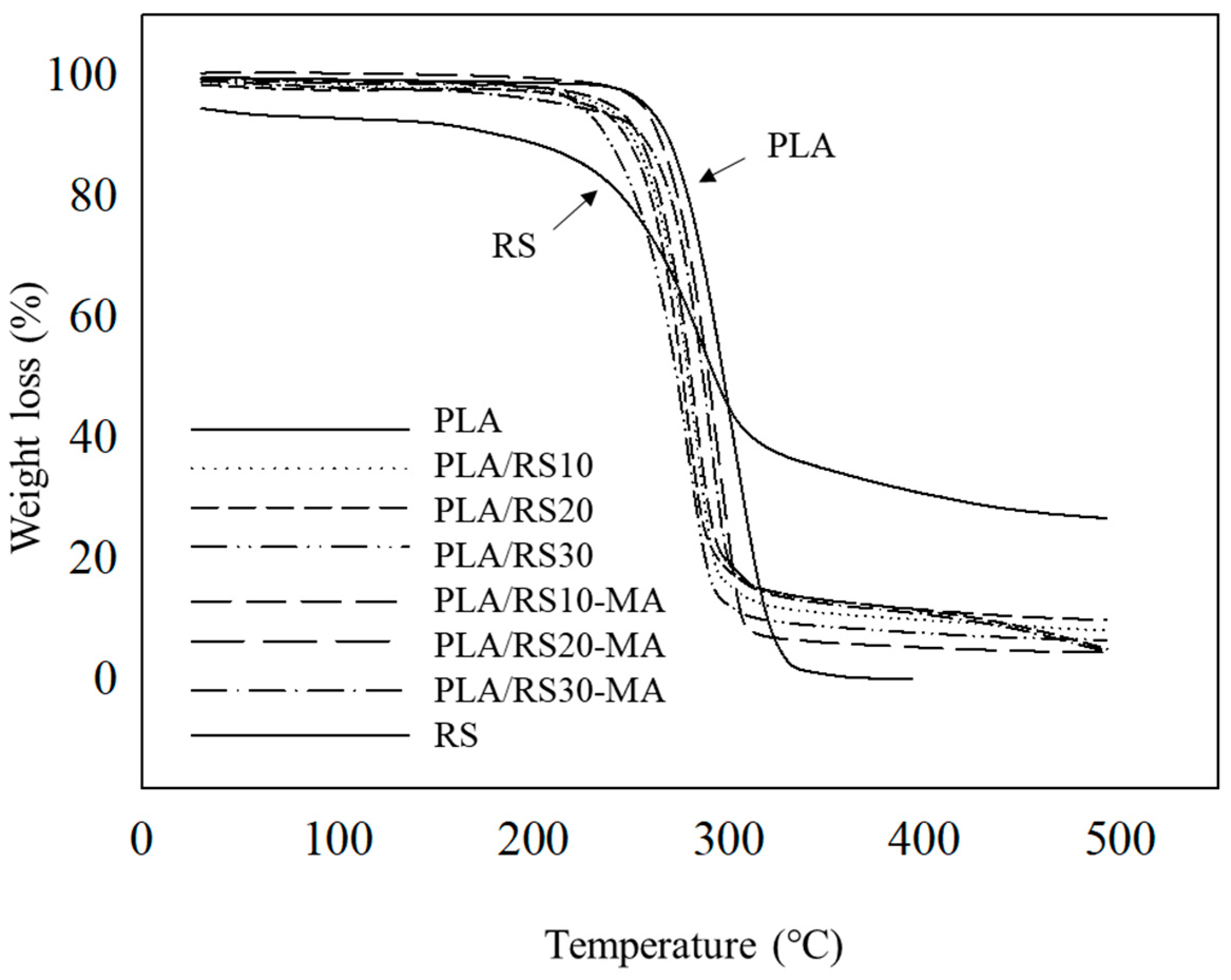
3.5. Thermal Properties
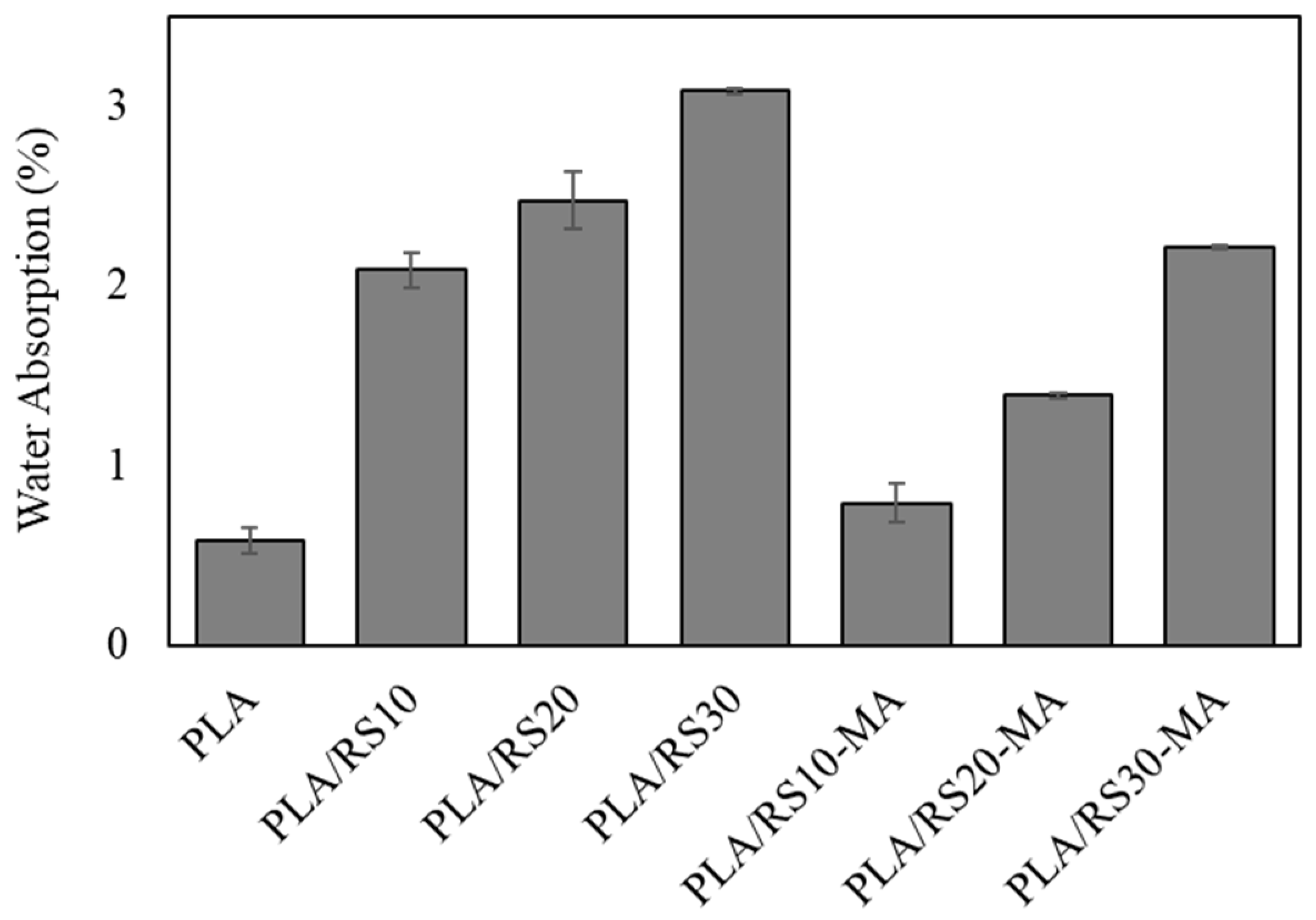
3.6. Water Absorption
3.7. Migration Testing for Food Contact Materials (FCMs)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dobermann, A.; Fairhurst, T. Rice straw management. Better Crops Int. 2002, 16, 7–11. [Google Scholar]
- Ibrahim, R.; Sapuan, S.; Ilyas, R.; Atikah, M. Utilization of rice straw as a raw material for food packaging. In Bio-Based Packaging: Material, Environmental and Economic Aspects; Wiley & Sons Ltd.: Hoboken, NJ, USA, 2021; pp. 205–224. [Google Scholar]
- Suriyawong, P.; Chuetor, S.; Samae, H.; Piriyakarnsakul, S.; Amin, M.; Furuuchi, M.; Hata, M.; Inerb, M.; Phairuang, W. Airborne particulate matter from biomass burning in Thailand: Recent issues, challenges, and options. Heliyon 2023, 9, e14261. [Google Scholar] [CrossRef] [PubMed]
- Buya, S.; Lim, A.; Saelim, R.; Musikasuwan, S.; Choosong, T.; Taneepanichskul, N. Impact of air pollution on cardiorespiratory morbidities in Southern Thailand. Clin. Epidemiol. Glob. Health 2024, 25, 101501. [Google Scholar] [CrossRef]
- Xing, Y.F.; Xu, Y.H.; Shi, M.H.; Lian, Y.X. The impact of PM2.5 on the human respiratory system. J. Thorac. Dis. 2016, 8, E69–E74. [Google Scholar] [PubMed]
- Goodman, B.A. Utilization of waste straw and husks from rice production: A review. J. Bioresour. Bioprod. 2020, 5, 143–162. [Google Scholar] [CrossRef]
- Bassyouni, M.; Hasan, S.W.U. The use of rice straw and husk fibers as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Elsevier: Amsterdam, The Netherlands, 2015; pp. 385–422. [Google Scholar]
- Kitisatorn, W. Mechanical and Sound Absorption of Rice Straw Fiber Reinforced Bio-Epoxy Composites for Lightweight Components in Rail Vehicles. Mater. Sci. Forum 2023, 1100, 39–44. [Google Scholar] [CrossRef]
- Saidah, A.; Susilowati, S.E.; Nofendri, Y. Effect of fiber loading and alkali treatment on rice straw fiber reinforced composite for automotive bumper beam application. Int. J. Adv. Sci. Eng. Inf. Technol. 2019, 9, 1865–1870. [Google Scholar] [CrossRef]
- Tawfik, M.E.; Eskander, S.; Nawwar, G.A. Hard wood-composites made of rice straw and recycled polystyrene foam wastes. J. Appl. Polym. Sci. 2017, 134, 44770. [Google Scholar] [CrossRef]
- Xu, H.; Dun, M.; Zhang, Z.; Zhang, L.; Shan, W.; Wang, W. A New Process of Preparing Rice Straw-Reinforced LLDPE Composite. Polymers 2022, 14, 2243. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Xu, H.; Wang, W. Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing. Polymers 2020, 12, 860. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Wang, Z.; Cong, L.; Nie, S.; Li, J. Effects of fiber content and size on the mechanical properties of wheat straw/recycled polyethylene composites. J. Polym. Environ. 2020, 28, 1833–1840. [Google Scholar] [CrossRef]
- Zhang, W.; Chen, J.; Bekele, L.D.; Liu, Y.; Duns, G.J.; Jin, L. Physical and mechanical properties of modified wheat straw-filled polyethylene composites. BioResources 2016, 11, 4472–4484. [Google Scholar] [CrossRef][Green Version]
- Kuang, X.; Kuang, R.; Zheng, X.; Wang, Z. Mechanical properties and size stability of wheat straw and recycled LDPE composites coupled by waterborne coupling agents. Carbohydr. Polym. 2010, 80, 927–933. [Google Scholar] [CrossRef]
- Pan, M.Z.; Zhou, D.G.; Bousmina, M.; Zhang, S. Effects of wheat straw fiber content and characteristics, and coupling agent concentration on the mechanical properties of wheat straw fiber-polypropylene composites. J. Appl. Polym. Sci. 2009, 113, 1000–1007. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Mat Zubir, N.H.; Ting, S.S.; Santiagoo, R.; Noimam, N.; Wang, J. Tensile properties of rice straw fiber reinforced poly (lactic acid) biocomposites. Adv. Mater. Res. 2016, 1133, 598–602. [Google Scholar] [CrossRef]
- Liao, Z.F.; Song, G.L.; Shi, F.; Yin, Z.S.; Yang, Y.; Niu, Z.; Tang, G.Y. Preparation and characterization of pla/rice straw fiber composite. Appl. Mech. Mater. 2011, 71, 1154–1157. [Google Scholar] [CrossRef]
- Yu, W.; Dong, L.; Lei, W.; Zhou, Y.; Pu, Y.; Zhang, X. Effects of rice straw powder (RSP) size and pretreatment on properties of FDM 3D-printed RSP/poly (lactic acid) biocomposites. Molecules 2021, 26, 3234. [Google Scholar] [CrossRef] [PubMed]
- Nyambo, C.; Mohanty, A.K.; Misra, M. Effect of maleated compatibilizer on performance of PLA/wheat Straw-Based green composites. Macromol. Mater. Eng. 2011, 296, 710–718. [Google Scholar] [CrossRef]
- Asheghi-Oskooee, R.; Morsali, P.; Mohammadi-Roshandeh, J.; Hemmati, F. Tailoring interfacial adhesion and mechanical performance of biocomposites based on poly(lactic acid)/rice straw by using maleic anhydride through reactive extrusion process. J. Appl. Polym. Sci. 2024, 141, e55153. [Google Scholar] [CrossRef]
- ASTM Standard D1238; For Melt Flow Rates of Thermoplastics by Extrusion Plastomer. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM Standard D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM Standard D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM Standard D256; Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM Standard D570; Standard Test Method for Water Absorption of Plastics. ASTM International: West Conshohocken, PA, USA, 2016.
- Kānphǣt, T.K.W.; National Bureau of Agricultural Commodity and Food Standards. Compendium of Methods for Food Analysis /cDepartment of Medical Sciences and National Bureau of Agriculture Commodity and Food Standards; Department: Bangkok, Thailand, 2003. [Google Scholar]
- Japan External Trade Organization. Specifications, Standards and Testing Methods for Foodstuffs, Implements, Containers and Packaging, Toys, Detergents; Japan External Trade Organization (JETRO): Tokyo, Japan, 2008. [Google Scholar]
- Charoen, N.; Kampeerapappun, P.; Charoenlarp, K.; Petchwattana, N.; Jansri, E. Green composites based on PLA and cotton fabric waste: Preparation and characterization. Recycling 2022, 7, 78. [Google Scholar] [CrossRef]
- Clasen, S.H.; Müller, C.M.; Pires, A.T. Maleic anhydride as a compatibilizer and plasticizer in TPS/PLA blends. J. Braz. Chem. Soc. 2015, 26, 1583–1590. [Google Scholar] [CrossRef]
- Freitas, P.A.V.; González-Martínez, C.; Chiralt, A. Application of ultrasound pre-treatment for enhancing extraction of bioactive compounds from rice straw. Foods 2020, 9, 1657. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.-S.; Lee, B.-H.; Choi, S.-W.; Kim, S.; Kim, H.-J. The effect of types of maleic anhydride-grafted polypropylene (MAPP) on the interfacial adhesion properties of bio-flour-filled polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1473–1482. [Google Scholar] [CrossRef]
- Lv, S.; Gu, J.; Tan, H.; Zhang, Y. Modification of wood flour/PLA composites by reactive extrusion with maleic anhydride. J. Appl. Polym. Sci. 2016, 133, 43295. [Google Scholar] [CrossRef]
- Dominguez-Candela, I.; Gomez-Caturla, J.; Cardona, S.; Lora-Garcia, J.; Fombuena, V. Novel compatibilizers and plasticizers developed from epoxidized and maleinized chia oil in composites based on PLA and chia seed flour. Eur. Polym. J. 2022, 173, 111289. [Google Scholar] [CrossRef]
- Jang, H.; Kwon, S.; Kim, S.J.; Park, S.-i. Maleic anhydride-grafted PLA preparation and characteristics of compatibilized PLA/PBSeT blend films. Int. J. Mol. Sci. 2022, 23, 7166. [Google Scholar] [CrossRef] [PubMed]
- Petchwattana, N.; Channuan, W.; Naknaen, P.; Narupai, B. 3D printing filaments prepared from modified poly (lactic acid)/teak wood flour composites: An investigation on the particle size effects and silane coupling agent compatibilisation. J. Phys. Sci. 2019, 30, 169–188. [Google Scholar] [CrossRef]
- Petchwattana, N.; Covavisaruch, S.; Chanakul, S. Mechanical properties, thermal degradation and natural weathering of high density polyethylene/rice hull composites compatibilized with maleic anhydride grafted polyethylene. J. Polym. Res. 2012, 19, 9921. [Google Scholar] [CrossRef]
- Azmin, S.N.H.M.; Nor, M.S.M. Development and characterization of food packaging bioplastic film from cocoa pod husk cellulose incorporated with sugarcane bagasse fibre. J. Bioresour. Bioprod. 2020, 5, 248–255. [Google Scholar] [CrossRef]
- Bascón-Villegas, I.; Pereira, M.; Espinosa, E.; Sánchez-Gutiérrez, M.; Rodríguez, A.; Pérez-Rodríguez, F. A new eco-friendly packaging system incorporating lignocellulose nanofibres from agri-food residues applied to fresh-cut lettuce. J. Clean. Prod. 2022, 372, 133597. [Google Scholar] [CrossRef]
- Varghese, S.A.; Pulikkalparambil, H.; Promhuad, K.; Srisa, A.; Laorenza, Y.; Jarupan, L.; Nampitch, T.; Chonhenchob, V.; Harnkarnsujarit, N. Renovation of Agro-Waste for sustainable food packaging: A Review. Polymers 2023, 15, 648. [Google Scholar] [CrossRef] [PubMed]
- Chang, S.Y.; Ismail, H.; Ahsana, Q. Effect of maleic anhydride on kenaf dust filled polycaprolactone/thermoplastic sago starch composites. Bioresources 2012, 7, 1594–1616. [Google Scholar] [CrossRef]
- Manaia, J.P.; Manaia, A. Interface modification, water absorption behaviour and mechanical properties of injection moulded short hemp fiber-reinforced thermoplastic composites. Polymers 2021, 13, 1638. [Google Scholar] [CrossRef] [PubMed]
- Manaia, J.P.; Manaia, A.T.; Rodriges, L. Industrial hemp fibers: An overview. Fibers 2019, 7, 106. [Google Scholar] [CrossRef]
- Mutjé, P.; Vallejos, M.; Girones, J.; Vilaseca, F.; López, A.; López, J.; Méndez, J. Effect of maleated polypropylene as coupling agent for polypropylene composites reinforced with hemp strands. J. Appl. Polym. Sci. 2006, 102, 833–840. [Google Scholar] [CrossRef]
- Thai Industrial Standard, Plastic Utensils for Food—Part 1 Polyethylene, Polypropylene, Polystyrene, poly(ethylene terephthalate), poly(vinyl alcohol) and poly(methyl pentene); TIS 655 (Part 1-2010). 2010. Available online: https://www.jetro.go.jp/thailand/e_survey/_493154.html (accessed on 26 March 2024).
- National Center for Biotechnology Information. PubChem Compound Summary for CID 977, Oxygen. 2024. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Oxygen (accessed on 26 March 2024).
- Gao, Y.; Walker, M.J.; Barrett, J.A.; Hosseinaei, O.; Harper, D.P.; Ford, P.C.; Williams, B.J.; Foston, M.B. Analysis of gas chromatography/mass spectrometry data for catalytic lignin depolymerization using positive matrix factorization. Green Chem. 2018, 20, 4366–4377. [Google Scholar] [CrossRef]
- National Center for Biotechnology Information. PubChem Compound Summary for CID 7923, Maleic Anhydride. 2024. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Maleic-Anhydride (accessed on 26 March 2024).
- NIST Mass Spectrometry Data Center. Maleic Anhydride Mass Spectrum. 2014. Available online: https://webbook.nist.gov/cgi/cbook.cgi?ID=C108316&Mask=200#Top (accessed on 26 March 2024).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Melt Flow Index (g/10 min) (210 °C/2.16 kg) |
|---|---|
| PLA (Processed) | 25.37 (±1.14) |
| PLA/RS10 | 21.74 (±0.64) |
| PLA/RS20 | 18.80 (±0.60) |
| PLA/RS30 | 15.90 (±1.17) |
| PLA/RS10-MA | 23.51 (±0.45) |
| PLA/RS20-MA | 19.01 (±0.39) |
| PLA/RS30-MA | 17.77 (±1.27) |
| Samples | Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Izod Impact Strength (kJ/m2) |
|---|---|---|---|---|
| PLA | 63.47 (±1.27) | 1.38 (±0.03) | 43.45 (±1.08) | 10.6 (±1.21) |
| PLA/RS10 | 56.76 (±0.46) | 1.51 (±0.02) | 40.67 (±0.09) | 7.36 (±0.23) |
| PLA/RS20 | 52.30 (±0.43) | 1.69 (±0.03) | 40.40 (±0.96) | 7.06 (±0.32) |
| PLA/RS30 | 51.57 (±2.60) | 1.69 (±0.04) | 39.40 (±0.65) | 7.06 (±0.18) |
| PLA/RS10-MA | 58.08 (±0.31) | 1.60 (±0.12) | 44.93 (±1.04) | 8.40 (±0.63) |
| PLA/RS20-MA | 56.53 (±1.25) | 1.97 (±0.09) | 42.83 (±1.08) | 8.23 (±0.30) |
| PLA/RS30-MA | 53.73 (±0.31) | 1.67 (±0.05) | 38.27 (±1.18) | 7.76 (±0.23) |
| Samples | Differential Scanning Calorimetry (DSC) | Thermogravimetric Analysis (TGA) | |||||
|---|---|---|---|---|---|---|---|
| Tg (°C) | Tc (°C) | Tm (°C) | Crystallinity (%Xc) | Weight Loss (%) | Temperature Decomposition (Tonset) (°C) | Temperature Decomposition (Tpeak) (°C) | |
| PLA | 61.71 | - | 148.05 | 0.12 | 99.63 | 293.07 | 342.32 |
| RS | - | - | - | - | 69.16 | 264.04 | 337.42 |
| PLA/RS10 | 62.44 | 120.04 | 149.94 | 0.43 | 97.76 | 281.19 | 314.93 |
| PLA/RS20 | 62.64 | 128.45 | 146.35 | 1.41 | 95.98 | 278.34 | 313.20 |
| PLA/RS30 | 61.60 | 121.96 | 148.87 | 1.44 | 93.19 | 272.65 | 312.81 |
| PLA/RS10-MA | 58.33 | 114.16 | 145.99 | 2.06 | 95.13 | 291.08 | 326.25 |
| PLA/RS20-MA | 57.58 | 122.99 | 147.61 | 2.79 | 94.29 | 293.42 | 324.00 |
| PLA/RS30-MA | 61.77 | 130.22 | 152.01 | 2.97 | 86.85 | 281.77 | 314.55 |
| Food Simulant Substitutes | Residue Content (mg/dm3) | Color Release (mg/dm3) | Maximum Permitted Concentrations (mg/dm3) * |
|---|---|---|---|
| Distilled water | 11.5 | - | <30 |
| 4% acetic acid | 7.5 | - | <30 |
| 20% ethanol | 6.8 | - | <30 |
| n-heptane (25 °C/60 min) | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kampeerapappun, P.; O-Charoen, N.; Dhamvithee, P.; Jansri, E. Biocomposite Based on Polylactic Acid and Rice Straw for Food Packaging Products. Polymers 2024, 16, 1038. https://doi.org/10.3390/polym16081038
Kampeerapappun P, O-Charoen N, Dhamvithee P, Jansri E. Biocomposite Based on Polylactic Acid and Rice Straw for Food Packaging Products. Polymers. 2024; 16(8):1038. https://doi.org/10.3390/polym16081038
Chicago/Turabian StyleKampeerapappun, Piyaporn, Narongchai O-Charoen, Pisit Dhamvithee, and Ektinai Jansri. 2024. "Biocomposite Based on Polylactic Acid and Rice Straw for Food Packaging Products" Polymers 16, no. 8: 1038. https://doi.org/10.3390/polym16081038
APA StyleKampeerapappun, P., O-Charoen, N., Dhamvithee, P., & Jansri, E. (2024). Biocomposite Based on Polylactic Acid and Rice Straw for Food Packaging Products. Polymers, 16(8), 1038. https://doi.org/10.3390/polym16081038