
Natural Rubber/Styrene–Butadiene Rubber Blend Composites Potentially Applied in Damping Bearings

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization and Measurements
3. Result and Discussion
3.1. Curing Characteristics of NR/SBR-x Composites
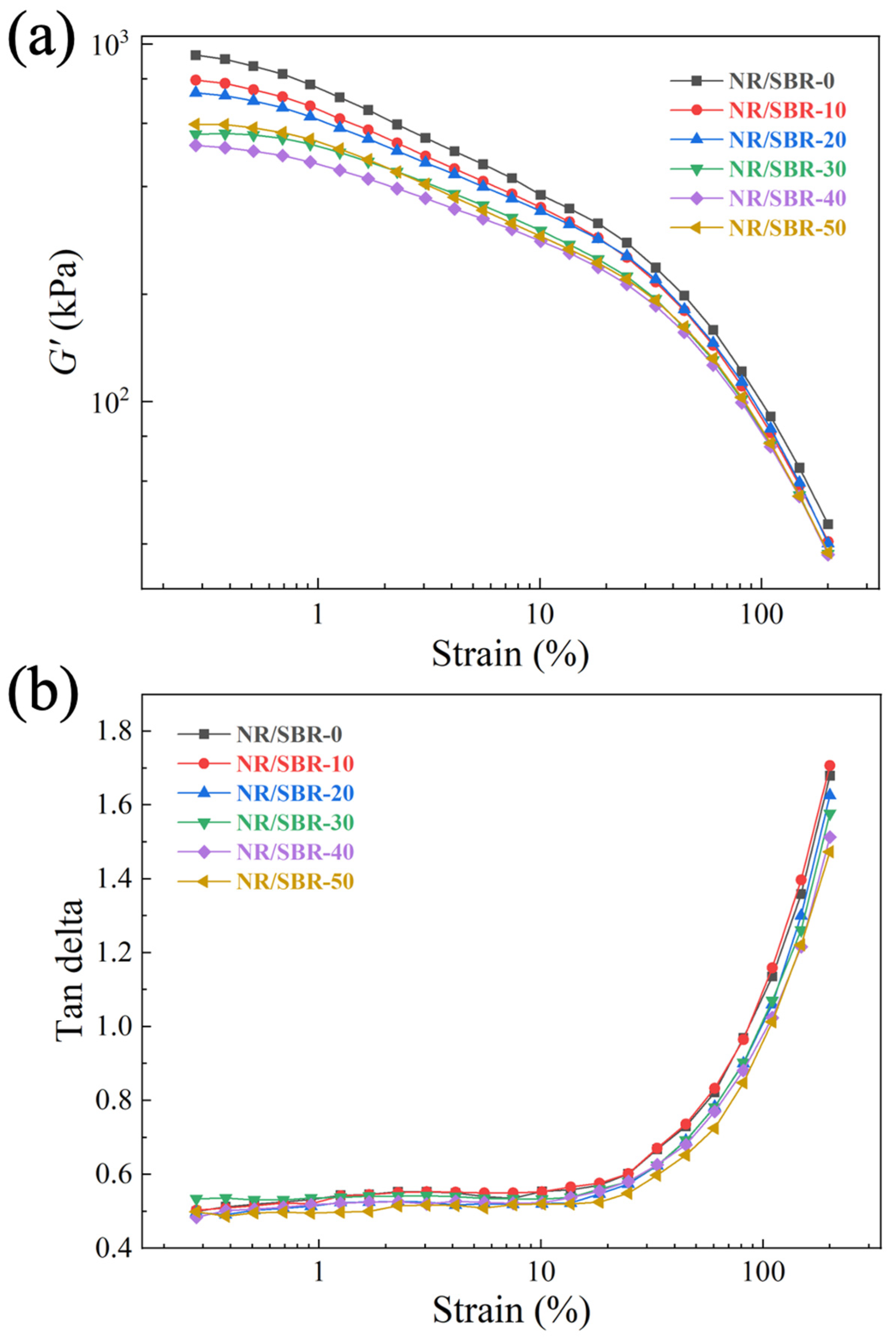
3.2. Strain Sweep Analysis of Uncured NR/SBR-x Compounds
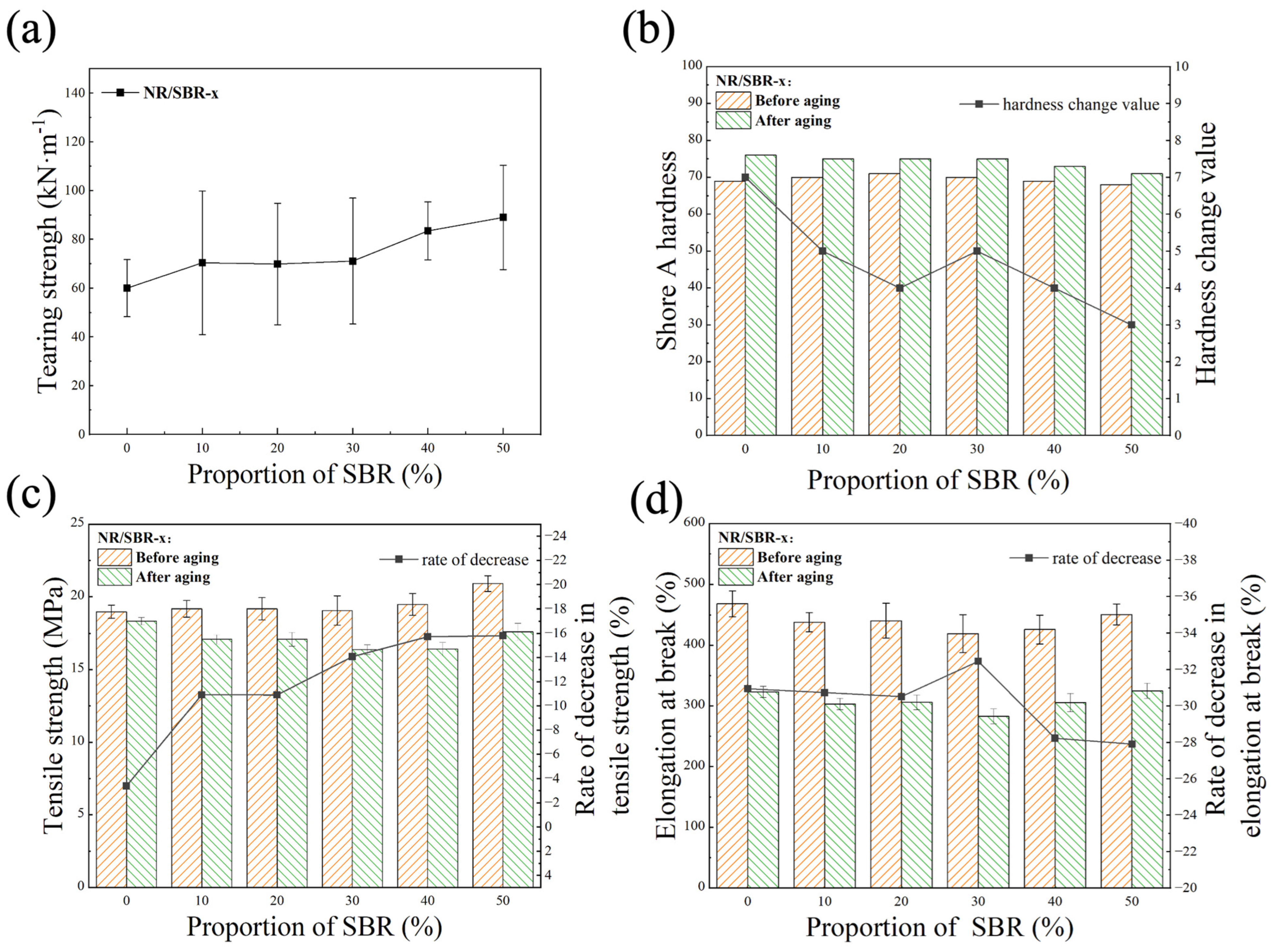
3.3. Mechanical Properties and Thermal Aging Properties
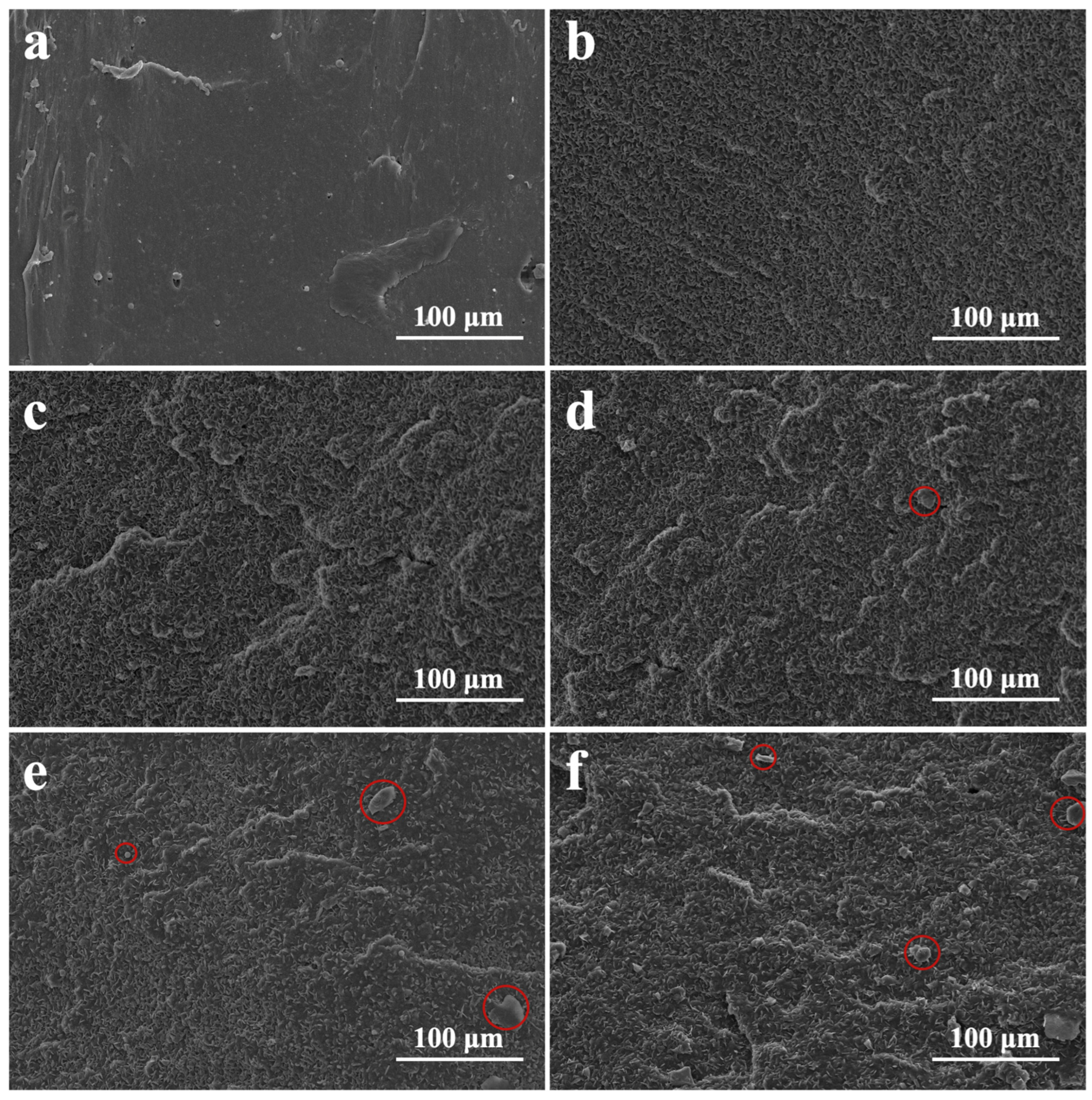
3.4. Microstructure of Tensile Fractured Surface for NR/SBR-x Composites
3.5. Dynamic Viscoelasticity of Cured Rubber
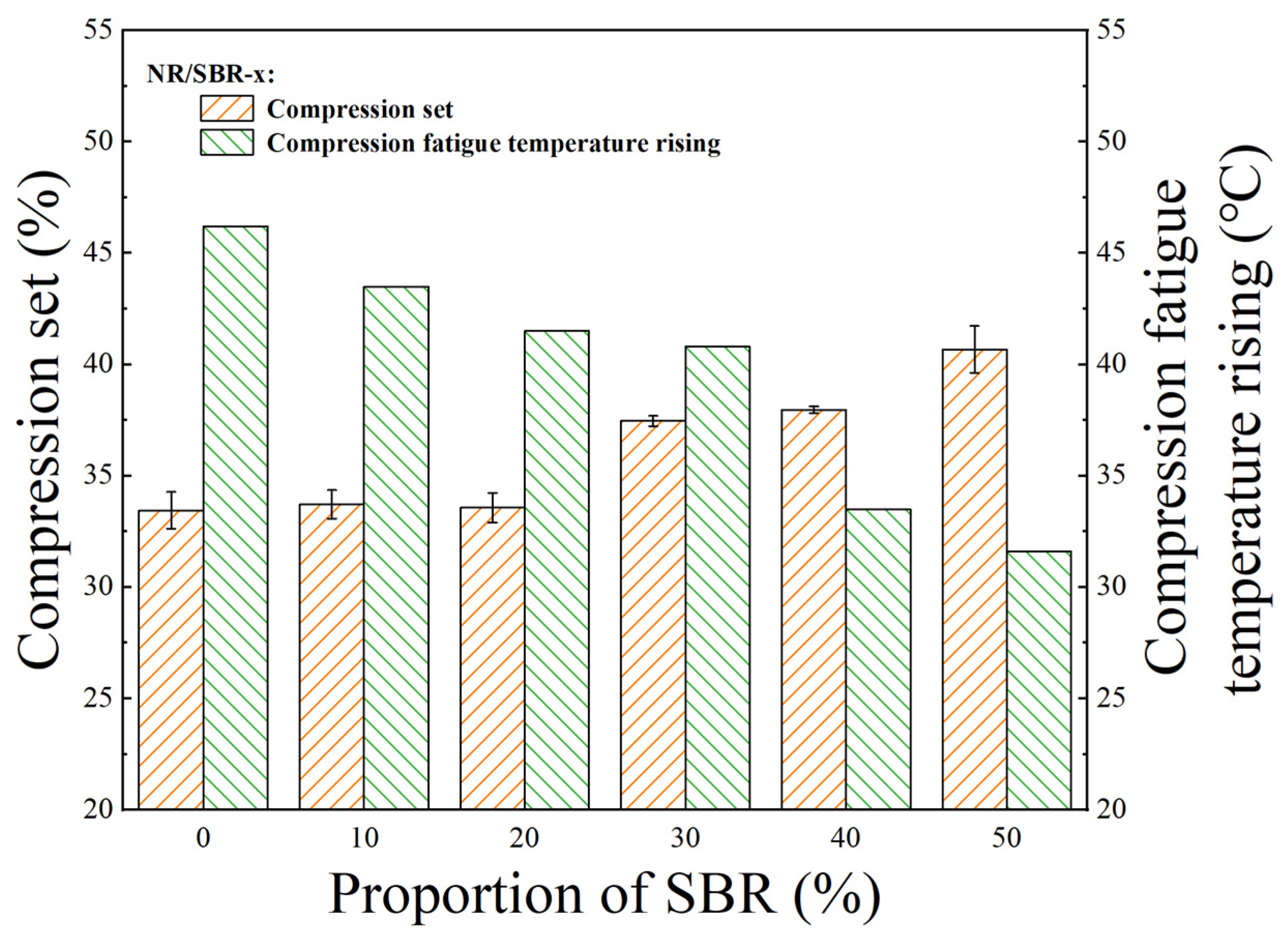
3.6. Compression Properties of NR/SBR-x Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- He, S.J.; Hu, J.B.; Zhang, C.; Wang, J.Q.; Chen, L.; Bian, X.M.; Lin, J.; Du, X.Z. Performance improvement in nano-alumina filled silicone rubber composites by using vinyl tri-methoxysilane. Polym. Test. 2018, 67, 295–301. [Google Scholar] [CrossRef]
- Chen, Z.L.; Li, J.; Li, Z.X.; Wang, J.; Li, Q.; Lin, J.; Zhang, L.Q.; He, S.J. Rubber/clay nanocomposites prepared by compounding clay gel with hydrophilically treated styrene-butadiene rubber. Eur. Polym. J. 2024, 213, 113137. [Google Scholar] [CrossRef]
- Chen, Z.L.; Li, J.; Li, Z.X.; Lin, J.; Zhang, L.Q.; He, S.J. A novel strategy to prepare rubber/clay nanocomposites via compounding clay gel into cocoamidopropyl betaine modified styrene butadiene rubber. Compos. Sci. Technol. 2024, 252, 110602. [Google Scholar] [CrossRef]
- Chen, Z.L.; Wang, W.C.; Li, J.; Lin, J.; Li, F.Z.; Zhang, L.Q.; He, S.J. Bioinspired design of nitrile-butadiene rubber/montmorillonite nanocomposites with hydrogen bond interactions leading to highly effective reinforcement. Polymer 2023, 277, 125968. [Google Scholar] [CrossRef]
- Chen, B.W.; Dai, J.W.; Song, T.S.; Guan, Q.S. Research and development of high-performance high-damping rubber materials for high-damping rubber isolation bearings: A review. Polymers 2022, 14, 2427. [Google Scholar] [CrossRef]
- Chen, J.H.; Zeng, X.H.; Umar, H.A.; Xie, Y.J.; Long, G.C. Study of the vibration reduction performance of rubberized self-compacting concrete filling layer in prefabricated slab track. J. Mater. Civ. Eng. 2023, 35, 14905. [Google Scholar] [CrossRef]
- Yan, W.B.; Jiang, S.Z.; Cai, Y.J.; Wen, L.Z.; Chen, Y. Experimental study of engine mount system’s vibration characteristics. In Proceedings of the 2009 WRI World Congress on Software Engineering, Xiamen, China, 19–21 May 2009; pp. 43–46. [Google Scholar]
- Wang, H.W.; Cao, S.P.; Luo, X.H.; He, X.F.; Zhang, Z.T.; Zhu, Y. Study on the influence of rubber isolator’s dynamic stiffness on the dynamic behavior of seawater hydraulic piston pump. Ocean Eng. 2019, 182, 14–20. [Google Scholar] [CrossRef]
- Liu, W.; Lv, L.T.; Yang, Z.L.; Zheng, Y.Q.; Wang, H. The effect of OMMT on the properties of vehicle damping carbon black natural rubber composites. Polymers 2020, 12, 1983. [Google Scholar] [CrossRef]
- Azar, F.A.N.; Naghshineh, A.K.; Sen, M. Preparation and characterization of natural rubber-based new elastomers for high-damping base isolation systems. J. Elastomers Plast. 2022, 54, 959–974. [Google Scholar] [CrossRef]
- Sulekha, P.B.; Joseph, R.; Manjooran, K.B. New oligomer-bound antioxidants in natural rubber/polvbutadiene rubber and natural rubber/styrene-butadiene rubber blends. J. Appl. Polym. Sci. 2004, 93, 437–443. [Google Scholar] [CrossRef]
- Wei, Y.C.; Xie, W.Y.; He, M.F.; Zhu, D.; Liu, S.; Zhang, L.; Liao, S.Q. The role of non-rubber components acting as endogenous antioxidants on thermal-oxidative aging behavior of natural rubber. Polym. Test. 2022, 111, 107614. [Google Scholar] [CrossRef]
- Honorato, L.R.; Nunes, R.C.R.; Cosme, J.G.L.; Visconte, L.L.Y.; Peres, A.C.D.; Costa, J.M. Effect of the cure system on aging resistance of natural rubber compounds. J. Elastomers Plast. 2020, 52, 397–409. [Google Scholar] [CrossRef]
- Masa, A.; Hayeemasae, N. Dual modification of natural rubber/halloysite nanotubes composites by silane and maleated natural rubber. Int. J. Polym. Anal. Charact. 2023, 28, 714–725. [Google Scholar] [CrossRef]
- Jantachum, P.; Khumpaitool, B.; Utara, S. Effect of silane coupling agent and cellulose nanocrystals loading on the properties of acrylonitrile butadiene rubber/natural rubber nanocomposites. Ind. Crops Prod. 2023, 195, 116407. [Google Scholar] [CrossRef]
- Chiu, H.T.; Tsai, P.A. Aging and mechanical properties of NR/BR blends. J. Mater. Eng. Perform. 2006, 15, 88–94. [Google Scholar] [CrossRef]
- Sae-oui, P.; Suchiva, K.; Thepsuwan, U.; Intiya, W.; Yodjun, P.; Sirisinha, C. Effects of blend ratio and SBR type on properties of silica filled SBR/NR tire tread compounds. Rubber Chem. Technol. 2016, 89, 240–250. [Google Scholar] [CrossRef]
- Ismail, H.; Ahmad, H.S.; Rashid, A.A. Fatigue, resilience, hardness, and swelling behaviour of natural rubber/recycled acrylonitrile-butadiene rubber (NR/NBRr) blends. Polym. Polym. Compos. 2015, 23, 583–588. [Google Scholar] [CrossRef]
- Karl, J.; Kirsch, F.; Faderl, N.; Perko, L.; Fras, T. Optimizing viscoelastic properties of rubber compounds for ballistic applications. Appl. Sci. 2020, 10, 7840. [Google Scholar] [CrossRef]
- Lei, T.; Zhang, Y.W.; Kuang, D.L.; Yang, Y.R. Preparation and properties of rubber blends for high-damping-isolation bearings. Polymers 2019, 11, 1374. [Google Scholar] [CrossRef] [PubMed]
- Qin, R.; Huang, R.L.; Lu, X. Use of gradient laminating to prepare NR/ENR composites with excellent damping performance. Mater. Des. 2018, 149, 43–50. [Google Scholar] [CrossRef]
- Zhang, H.L.; Zhao, D.; Yin, G.Y.; Ni, C.B.; Liu, Y.F.; Shi, T.Y.; Niu, X.F.; Zong, Q.Y.; Ren, S.T.; Wang, H.; et al. Effect of SIS block copolymers on damping properties of natural rubber/AO-80 and the performance enhancement mechanism: Experimental study and molecular dynamics simulation. Colloids Surf. A 2023, 672, 131705. [Google Scholar] [CrossRef]
- Movahed, S.O.; Ansarifar, A.; Mirzaie, F. Effect of various efficient vulcanization cure systems on the compression set of a nitrile rubber filled with different fillers. J. Appl. Polym. Sci. 2015, 132, 10. [Google Scholar] [CrossRef]
- Abdelsalam, A.A.; Araby, S.; El-Sabbagh, S.H.; Abdelmoneim, A.; Hassan, M.A. Effect of carbon black loading on mechanical and rheological properties of natural rubber/styrene-butadiene rubber/nitrile butadiene rubber blends. J. Thermoplast. Compos. 2021, 34, 490–507. [Google Scholar] [CrossRef]
- Wang, X.F.; Wu, L.L.; Yu, H.W.; Xiao, T.L.; Li, H.M.; Yang, J. Analysis of effect of modification of silica and carbon black co-filled rubber composite on mechanical properties. e-Polymers 2021, 21, 279–288. [Google Scholar] [CrossRef]
- Yang, L.; Wang, L.; Guo, H.Q.; Du, A.H. Compressive fatigue behavior of gum and filled SBR vulcanizates. Polymers 2021, 13, 1497. [Google Scholar] [CrossRef] [PubMed]
- ISO 37:2024; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. International Organization for Standardization: Geneva, Switzerland, 2011.
- ISO 188:2023; Rubber, Vulcanized or Thermoplastic—Accelerated Ageing and Heat Resistance Tests. International Organization for Standardization: Geneva, Switzerland, 2011.
- ISO 815-1: 2019; Rubber, Vulcanized or Thermoplastic—Determination of Compression Set. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 4666-3: 2022; Rubber, Vulcanized—Determination of Temperature rise and Resistance to Fatigue in Flexometer Testing Part 3: Compression Flexometer (Constant-Strain Type). International Organization for Standardization: Geneva, Switzerland, 2022.
- Wang, Y.Z.; Zhang, F.Q.; Chen, M.; Huang, H.H.; Mao-Fang, H.; Zeng, R.Z. Effect of Microwave Drying on Cure Characteristics of Natural Rubber. In Proceedings of the 2nd International Conference on Advances in Materials and Manufacturing Processes (ICAMMP 2011), Guilin, China, 16–18 December 2011; Trans Tech Publications Ltd.: Guilin, China, 2011; pp. 27–30. [Google Scholar]
- Utara, S.; Saengsila, P. Effect of divalent metal ions on curing characteristics and dynamic mechanical properties of natural rubber. In Proceedings of the IUPAC World Polymer Congress (MACRO), Chiang Mai, Thailand, 6–11 July 2014; Wiley-V C H Verlag Gmbh: Chiang Mai, Thailand, 2014; pp. 287–293. [Google Scholar]
- Gao, T.M.; Xie, R.H.; Zhang, L.H.; Gui, H.X.; Huang, M.F. Use of rubber process analyzer for characterizing the molecular weight parameters of natural rubber. Int. J. Polym. Sci. 2015, 2015, 6. [Google Scholar] [CrossRef]
- Sathiskumar, P.S.; Madras, G. Ultrasonic degradation of butadiene, styrene and their copolymers. Ultrason. Sonochem. 2012, 19, 503–508. [Google Scholar] [CrossRef] [PubMed]
- Sajjayanukul, T.; Saeoui, P.; Sirisinha, C. Experimental analysis of viscoelastic properties in carbon black-filled natural rubber compounds. J. Appl. Polym. Sci. 2005, 97, 2197–2203. [Google Scholar] [CrossRef]
- He, S.J.; Bai, F.J.; Liu, S.X.; Ma, H.F.; Hu, J.B.; Chen, L.; Lin, J.; Wei, G.S.; Du, X.Z. Aging properties of styrene-butadiene rubber nanocomposites filled with carbon black and rectorite. Polym. Test. 2017, 64, 92–100. [Google Scholar] [CrossRef]
- Zhang, X.M.; Chen, Z.L.; Li, J.; Wu, X.H.; Lin, J.; He, S.J. Mechanical performance design via regulating the interactions in acrylonitrile-butadiene rubber/clay nanocomposites by small molecule compounds. Polym. Test. 2022, 110, 107565. [Google Scholar] [CrossRef]
- Nafeesa, M.S.; Azura, A.R. The influence of different types of rubber on curing behaviour and dynamic properties of rubber compound. In Proceedings of the Regional Conference on Materials/ASEAN Microscopy Conference (RCM and AMC), Penang, Malaysia, 12–13 December 2017; Iop Publishing Ltd.: Penang, Malaysia, 2017. [Google Scholar]
- Findik, F.; Yilmaz, R.; Köksal, T. Investigation of mechanical and physical properties of several industrial rubbers. Mater. Des. 2004, 25, 269–276. [Google Scholar] [CrossRef]
- Zhao, F.; Bi, W.N.; Zhao, S.G. Influence of Crosslink Density on Mechanical Properties of Natural Rubber Vulcanizates. J. Macromol. Sci. B 2011, 50, 1460–1469. [Google Scholar] [CrossRef]
- Hamed, G.R.; Park, B.H. The Mechanism of Carbon Black Reinforcement of SBR and NR Vulcanizates. Rubber Chem. Technol. 1999, 72, 946–959. [Google Scholar] [CrossRef]
- Cotten, G.R.; Murphy, L.J. Mixing of Carbon Black with Rubber. VI. Analysis of NR/SBR Blends. Rubber Chem. Technol. 1988, 61, 609–618. [Google Scholar] [CrossRef]
- He, S.J.; Jia, H.N.; Lin, Y.K.; Qian, H.X.; Lin, J. Effect of clay modification on the structure and properties of sulfonated poly(ether ether ketone) (SPEEK)/clay nanocomposites. Polym. Compos. 2016, 37, 2632–2638. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, W.D.; Jiang, D.Z. Review on heat generation of rubber composites. Polymers 2023, 15, 2. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | NR/SBR-0 | NR/SBR-10 | NR/SBR-20 | NR/SBR-30 | NR/SBR-40 | NR/SBR-50 |
|---|---|---|---|---|---|---|
| NR | 100 | 90 | 80 | 70 | 60 | 50 |
| SBR | 0 | 10 | 20 | 30 | 40 | 50 |
| ZnO | 5 | 5 | 5 | 5 | 5 | 5 |
| hydrophobic silica | 5 | 5 | 5 | 5 | 5 | 5 |
| SA | 2 | 2 | 2 | 2 | 2 | 2 |
| Si-69 | 1 | 1 | 1 | 1 | 1 | 1 |
| Wax | 2 | 2 | 2 | 2 | 2 | 2 |
| 4020 | 2 | 2 | 2 | 2 | 2 | 2 |
| AW | 3 | 3 | 3 | 3 | 3 | 3 |
| rubber plasticizer | 5 | 5 | 5 | 5 | 5 | 5 |
| N330 | 30 | 30 | 30 | 30 | 30 | 30 |
| N774 | 50 | 50 | 50 | 50 | 50 | 50 |
| S | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| DTDC | 1.8 | 1.8 | 1.8 | 1.8 | 1.8 | 1.8 |
| CZ | 1 | 1 | 1 | 1 | 1 | 1 |
| Composites | ML (dN·m) | MH (dN·m) | ΔM (dN·m) | t90 (min.s) | ts2 (min.s) | CRI |
|---|---|---|---|---|---|---|
| NR/SBR-0 | 1.13 | 12.34 | 11.21 | 23.30 | 9.09 | 7.04 |
| NR/SBR-10 | 1.05 | 11.96 | 10.91 | 18.52 | 7.54 | 9.11 |
| NR/SBR-20 | 1.08 | 12.51 | 11.43 | 16.11 | 6.48 | 10.38 |
| NR/SBR-30 | 0.98 | 12.12 | 11.14 | 16.11 | 7.11 | 11.11 |
| NR/SBR-40 | 0.86 | 11.30 | 10.44 | 14.29 | 7.02 | 13.76 |
| NR/SBR-50 | 0.86 | 11.03 | 10.17 | 12.04 | 6.33 | 17.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, S.; Li, Z.; Sun, W.; Liu, Y.; Wang, J.; Wang, X.; Lin, J. Natural Rubber/Styrene–Butadiene Rubber Blend Composites Potentially Applied in Damping Bearings. Polymers 2024, 16, 1945. https://doi.org/10.3390/polym16131945
Tang S, Li Z, Sun W, Liu Y, Wang J, Wang X, Lin J. Natural Rubber/Styrene–Butadiene Rubber Blend Composites Potentially Applied in Damping Bearings. Polymers. 2024; 16(13):1945. https://doi.org/10.3390/polym16131945
Chicago/Turabian StyleTang, Saifeng, Zhanxu Li, Weichong Sun, Yangling Liu, Jian Wang, Xiong Wang, and Jun Lin. 2024. "Natural Rubber/Styrene–Butadiene Rubber Blend Composites Potentially Applied in Damping Bearings" Polymers 16, no. 13: 1945. https://doi.org/10.3390/polym16131945
APA StyleTang, S., Li, Z., Sun, W., Liu, Y., Wang, J., Wang, X., & Lin, J. (2024). Natural Rubber/Styrene–Butadiene Rubber Blend Composites Potentially Applied in Damping Bearings. Polymers, 16(13), 1945. https://doi.org/10.3390/polym16131945