
Effect of Sheet Properties of Cellulosic Polyglycidyl Methacrylate-Grafted Fibers in a Cationic Polyacrylamide/SiO2/Anionic Polyacrylamide Retention Aid System


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
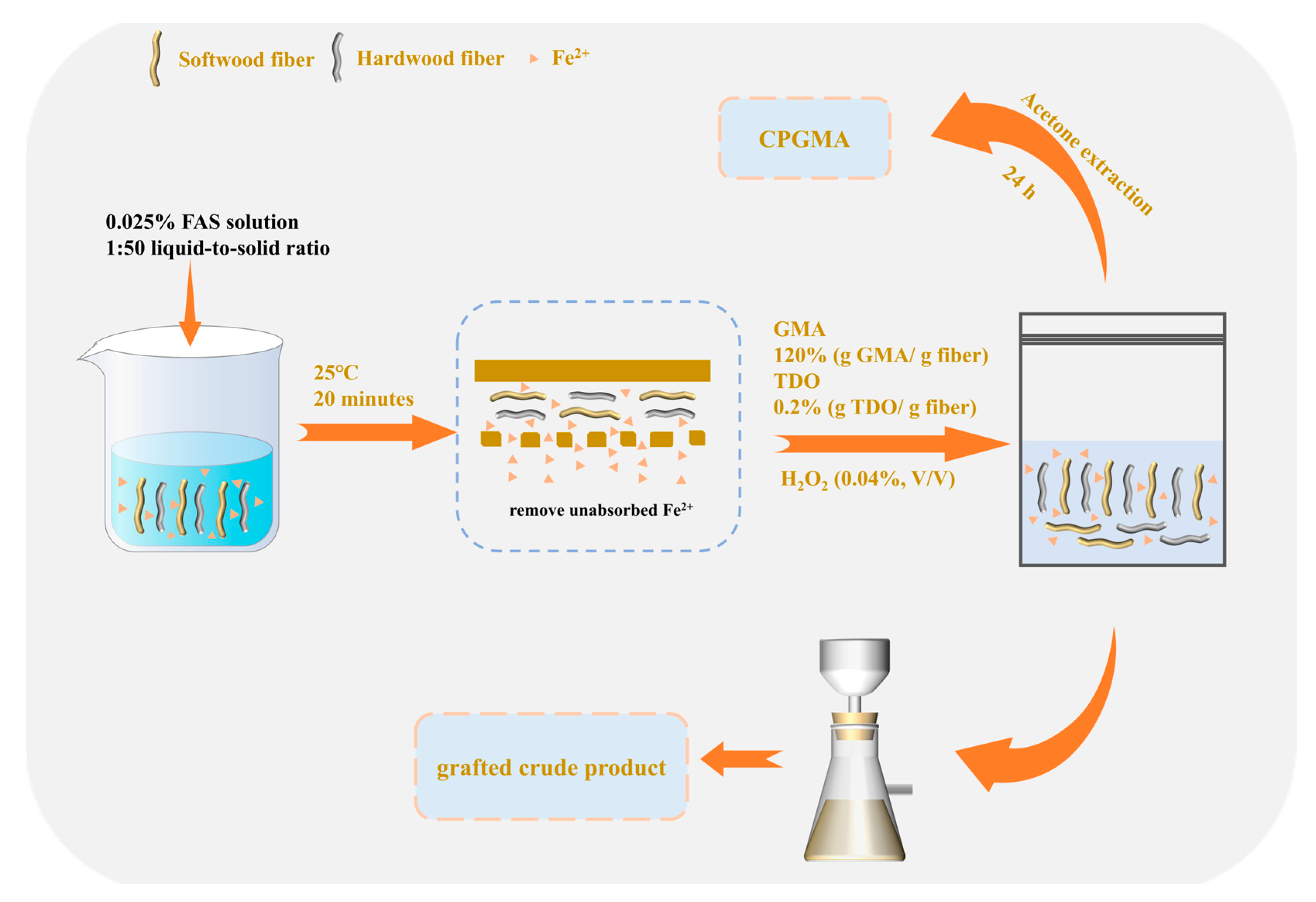
2.2. Synthesis of CPGMAs
2.3. Stock Preparation
2.4. Handsheet Formation
2.5. Handsheet Formation Measurement
2.6. Water Contact Angle
2.7. Handsheet Physical Strength
2.8. Handsheet Air Permeability
2.9. Data Analysis
3. Results and Discussion
3.1. Properties of CPGMAs
3.2. Impact of CPGMA Substitution on Sheet Formation
3.3. Effects of CPGMA Substitution on Sheet Physical Strength
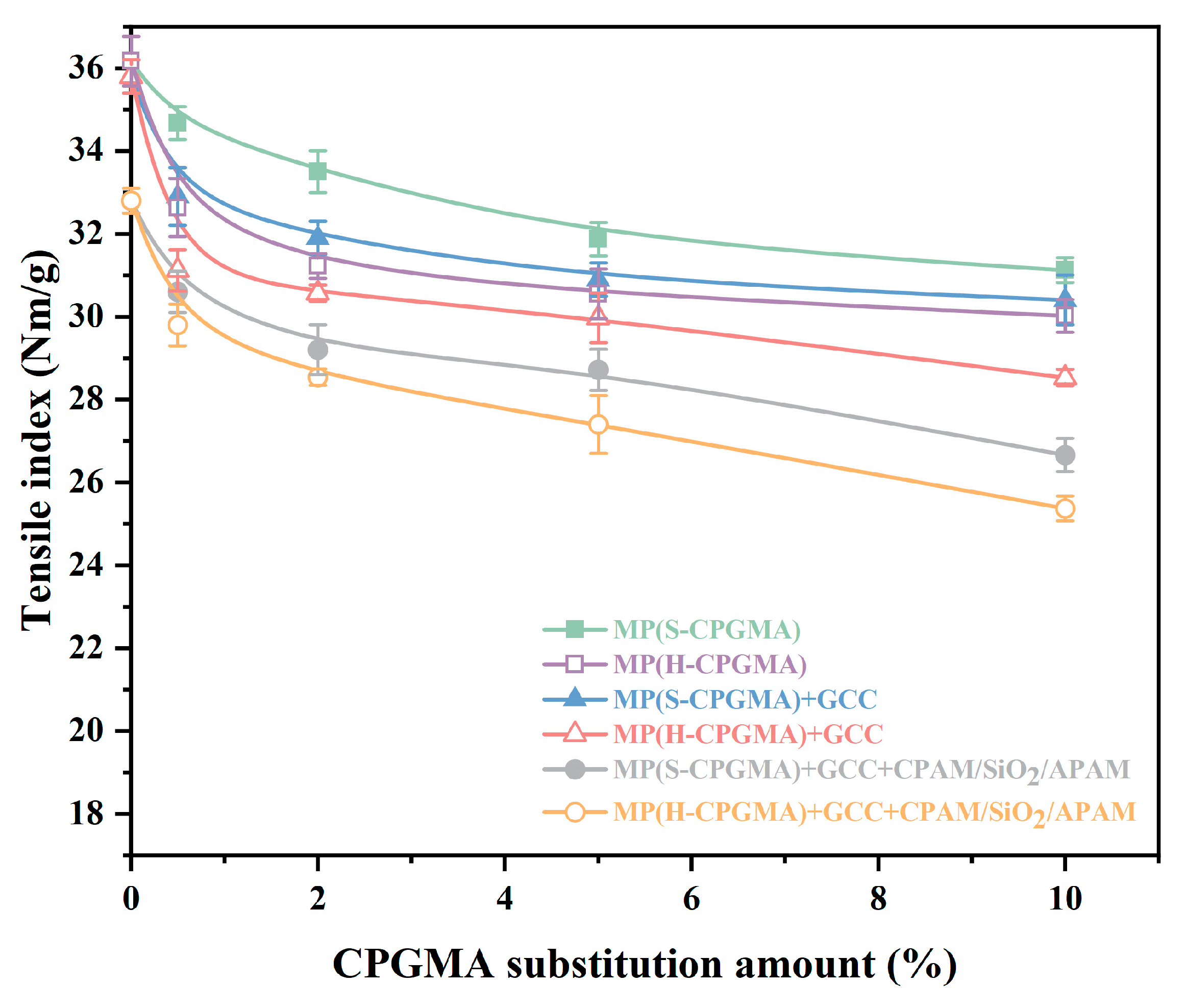
3.3.1. Tensile Strength
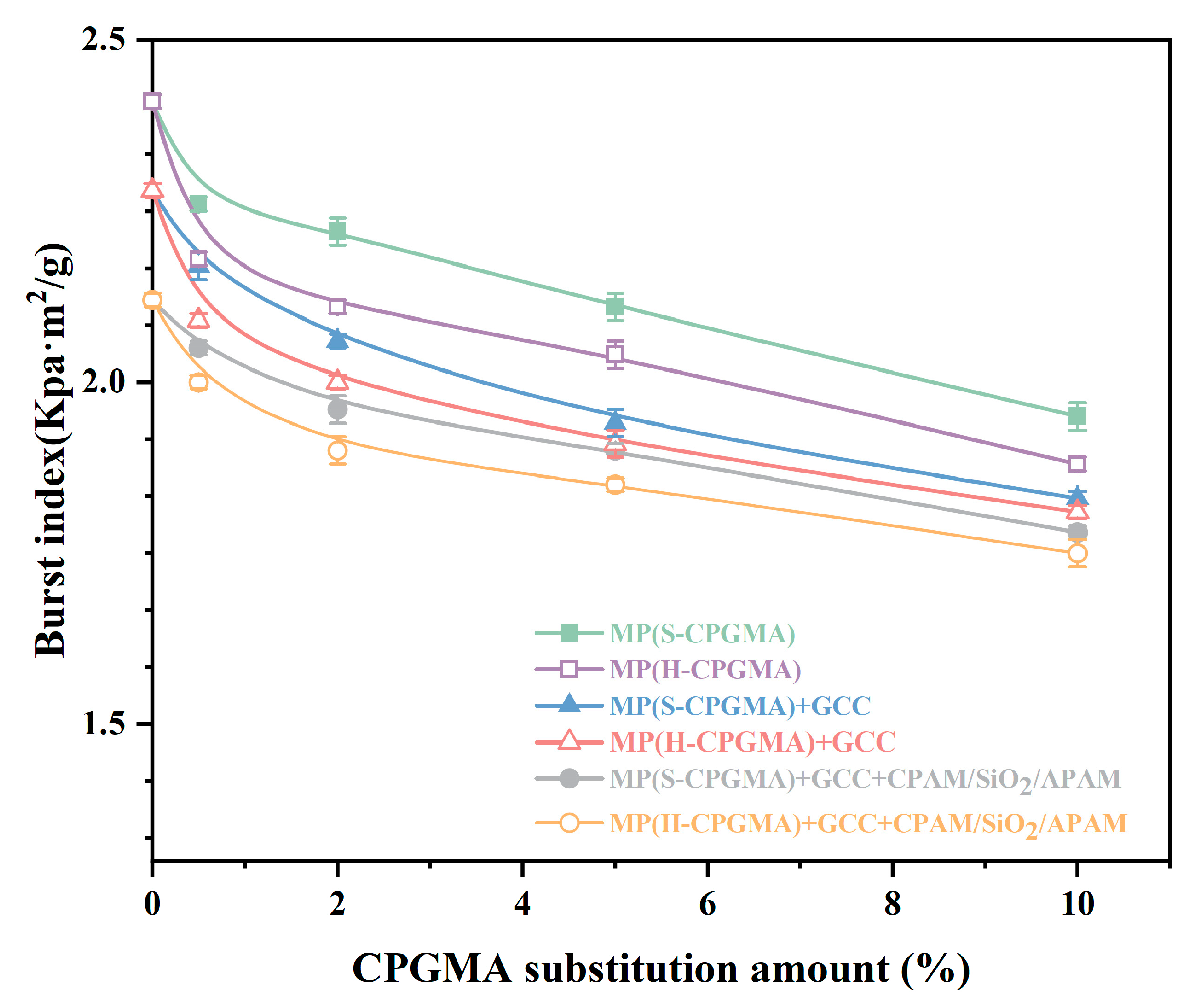
3.3.2. Bursting Strength
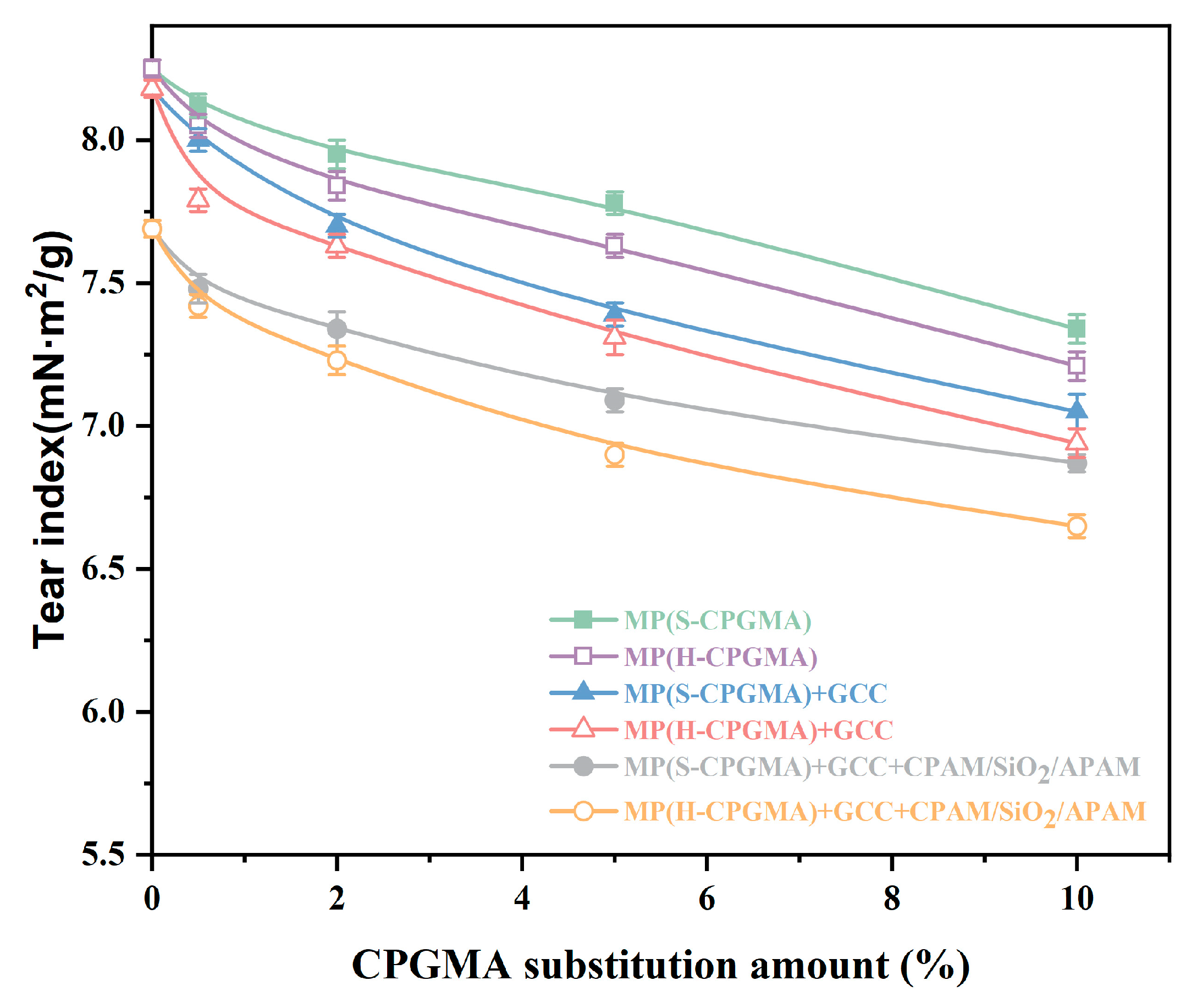
3.3.3. Tearing Resistance
3.3.4. Folding Endurance
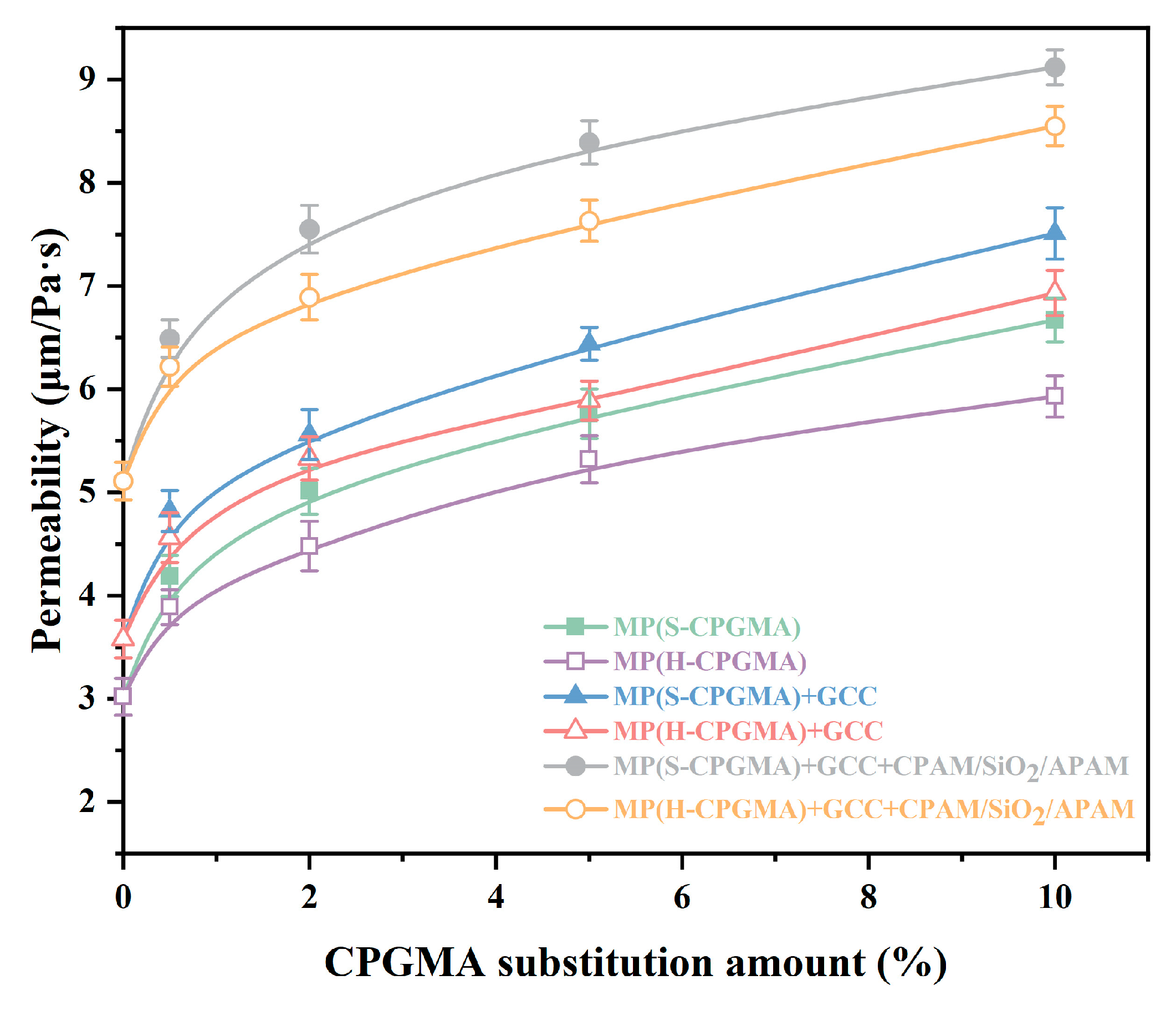
3.4. Effects of CPGMA Substitution on Sheet Air Permeability
4. Conclusions
- (1)
- As the percentage of CPGMA replacement in the stock rose, the sheet’s tensile strength, bursting strength, tearing strength, and folding endurance all reduced.
- (2)
- The paper air permeability increased with the CPGMA substitution amount in the stock. A small amount of CPGMAs can distinctly improve the paper’s air permeability.
- (3)
- The substitution of fibers with CPGMAs in the stock had little effect on the paper formation.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Cai, J.; Wu, Z.; Liu, C.; Wang, X.; Wang, X. Click chemistry to synthesize exfoliated xylan-g-quaternized chitosan/montmorillonite nanocomposites for retention and drainage-aid. Carbohydr. Polym. 2019, 224, 115197. [Google Scholar] [CrossRef] [PubMed]
- Andersson, K.; Sandström, A. The use of cationic starch and colloidal silica to improve the drainage characteristics of kraft pulps. Nord. Pulp Pap. Res. J. 1986, 1, 26–30. [Google Scholar] [CrossRef]
- Langley, J.; Litchfield, E. Dewatering aids for paper application. In Proceedings of the TAPPI Papermakers Conference, New Orleans, LA, USA, 14–16 April 1986; TAPPI Press: Atlanta, GA, USA, 1986. [Google Scholar]
- Hubbe, M. Micro and Nanoparticles in Papermaking; TAPPI Press: Atlanta, GA, USA, 2005; Chapter 1. [Google Scholar]
- Andersson, K.; Lindgren, E. Important properties of colloidal silica in microparticulate systems. Nord. Pulp Pap. Res. J. 1996, 11, 15–21. [Google Scholar] [CrossRef]
- Wågberg, L.; Bjőrklund, M.; Åsell, I.; Swerin, A. On the mechanism of flocculation by microparticle retention-aid systems. TAPPI J. 1996, 79, 157–164. [Google Scholar]
- Vishtal, A.; Rousu, P.; Hultholm, T.; Turku, K.; Paananen, P.; Käyhkö, J. Drainage and retention enhancement of a wheat straw-containing pulp furnish using microparticle retention aids. BioResources 2011, 6, 791–806. [Google Scholar] [CrossRef]
- Cadotte, M.; Tellier, M.; Blanco, A.; Fuente, E.; Theo, G.; Paris, J. Flocculation, Retention and Drainage in Papermaking: A Comparative Study of Polymeric Additives. Can. J. Chem. Eng. 2007, 85, 240–248. [Google Scholar] [CrossRef]
- Van de Ven, T.; Qasaimeh, M.; Paris, J. PEO-induced flocculation of fines: Effects of PEO dissolution conditions and shear history. Colloids Sur. A 2004, 248, 151–156. [Google Scholar] [CrossRef]
- Zhang, X.; Gu, W.; Li, H.; Chi, H.; Chen, L. Flocculation of reed pulp suspensions by quaternary chitosan-nanoparticle SiO2 retention aid systems. J. Appl. Polym. Sci. 2010, 117, 742–749. [Google Scholar] [CrossRef]
- Asselman, T.; Alince, B.; Garnier, G.; Van de Ven, T. Mechanism of polyacrylamide-bentonite—Microparticulate retention aids. Nord. Pulp Rap. Res. J. 2000, 15, 515–519. [Google Scholar] [CrossRef]
- Hubbe, M.; Nanko, H.; McNeal, M. Retention aid polymer interactions with cellulosic surfaces and suspensions: A review. BioResources 2009, 4, 850–906. [Google Scholar] [CrossRef]
- Guo, L.; Li, D.; Lennholm, H.; Zhai, H.; EK, M. Structural and functional modification of cellulose nanofibrils using graft copolymerization with glycidyl methacrylate by Fe2+–thiourea dioxide–H2O2 redox system. Cellulose 2019, 26, 4853–4864. [Google Scholar] [CrossRef]
- Guo, L.; Meng, A.; Wang, L.; Huang, J.; Wang, X.; Ren, H.; Zhai, H.; EK, M. Improving the compatibility, surface strength, and dimensional stability of cellulosic fibers using glycidyl methacrylate grafting. J. Mater. Sci. 2020, 55, 12906–12920. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, J.; Ma, P.; Guo, L.; Zhai, H.; Ren, H. Effect of cellulose fiber graft copolymerization with glycidyl methacrylate on the papermaking process retention and drainage aid performance. Nord. Pulp Pap. Res. J. 2022, 37, 71. [Google Scholar] [CrossRef]
- Huang, J.; Zhai, H. Graft Copolymerization of Glycidyl Methacrylate with Eucalypyus Pulp Induced by Fe2+-H2O2-thioureadioxide Redox System. Chem. Ind. For. Prod. 2008, 28, 59–62. [Google Scholar] [CrossRef]
- T 536 om-22; Resistance of Paper to Passage of Air (High-Pressure Gurley Method). TAPPI: Atlanta, GA, USA, 2002.
- Marcuello, C.; Foulon, L.; Chabbert, B.; Molinari, M.; Aguié-Béghin, V. Langmuir-Blodgett Procedure to Precisely Control the Coverage of Functionalized AFM Cantilevers for SMFS Measurements: Application with Cellulose Nanocrystals. Langmuir 2018, 34, 9376–9386. [Google Scholar] [CrossRef] [PubMed]
- Uetsuji, Y.; Higuchi, S.; Murayama, K.; Aoki, K. Interfacial adhesion of a grafted polymer on a cellulose surface: A first-principles study. J. Mater. Sci. 2021, 56, 3589–3599. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SBKP (%) | HBKP (%) | BCTMP (%) | GCC (%) (/g MP) | CPAM/SiO2/APAM (ppm) | S-CPGMA (%) | H-CPGMA (%) | |
|---|---|---|---|---|---|---|---|
| MP | 28.0 | 52.0 | 20.0 | - | - | - | - |
| MP (S-CPGMA) | 27.5/26.0/23.0/18.0 | 52.0 | 20.0 | - | - | 0.5/2.0/5.0/10.0 | - |
| MP (H-CPGMA) | 28.0 | 51.5/50.0/47.0/42.0 | 20.0 | - | - | - | 0.5/2.0/5.0/10.0 |
| MP + GCC | 28.0 | 52.0 | 20.0 | 20.0 | - | - | - |
| MP + GCC (S-CPGMA) | 27.5/26.0/23.0/18.0 | 52.0 | 20.0 | 20.0 | - | 0.5/2.0/5.0/10.0 | - |
| MP + GCC (H-CPGMA) | 28.0 | 51.5/50.0/47.0/42.0 | 20.0 | 20.0 | - | 0.5/2.0/5.0/10.0 | |
| MP + GCC + CPAM/SiO2/APAM | 28.0 | 52.0 | 20.0 | 20.0 | 300/3600/250 | - | - |
| MP + GCC + CPAM/SiO2/APAM (S-CPGMA) | 17.5/26.0/23.0/18.0 | 52.0 | 20.0 | 20.0 | 300/3600/250 | 0.5/2.0/5.0/10.0 | - |
| MP + GCC + CPAM/SiO2/APAM (H-CPGMA) | 28.0 | 51.5/50.0/47.0/42.0 | 20.0 | 20.0 | 300/3600/250 | - | 0.5/2.0/5.0/10.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Ma, P.; Huang, J.; Guo, L.; Wang, Y.; Zhai, H.; Ren, H. Effect of Sheet Properties of Cellulosic Polyglycidyl Methacrylate-Grafted Fibers in a Cationic Polyacrylamide/SiO2/Anionic Polyacrylamide Retention Aid System. Polymers 2024, 16, 1678. https://doi.org/10.3390/polym16121678
Wang Y, Ma P, Huang J, Guo L, Wang Y, Zhai H, Ren H. Effect of Sheet Properties of Cellulosic Polyglycidyl Methacrylate-Grafted Fibers in a Cationic Polyacrylamide/SiO2/Anionic Polyacrylamide Retention Aid System. Polymers. 2024; 16(12):1678. https://doi.org/10.3390/polym16121678
Chicago/Turabian StyleWang, Yueyue, Pu Ma, Jun Huang, Lifang Guo, Yu Wang, Huamin Zhai, and Hao Ren. 2024. "Effect of Sheet Properties of Cellulosic Polyglycidyl Methacrylate-Grafted Fibers in a Cationic Polyacrylamide/SiO2/Anionic Polyacrylamide Retention Aid System" Polymers 16, no. 12: 1678. https://doi.org/10.3390/polym16121678
APA StyleWang, Y., Ma, P., Huang, J., Guo, L., Wang, Y., Zhai, H., & Ren, H. (2024). Effect of Sheet Properties of Cellulosic Polyglycidyl Methacrylate-Grafted Fibers in a Cationic Polyacrylamide/SiO2/Anionic Polyacrylamide Retention Aid System. Polymers, 16(12), 1678. https://doi.org/10.3390/polym16121678