




Towards an Advanced Modeling of Hybrid Composite Cutting: Heat Discontinuity at Interface Region
 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Heat Dissipated
2.2. Estimation of Heat Flux Applied to CFRP
2.3. Estimation of Heat Flux Applied to Titanium
3. Constitutive Approach
3.1. Heat Transfer Model for Hybrid Composite
3.2. CFRP Constitutive Behavior
3.2.1. Temperature-Dependent Properties
3.2.2. Damage Initiation Criteria
3.2.3. Damage Evolution
3.3. Titanium Constitutive Behavior
3.4. Finite Element Model
4. Results and Discussion
4.1. Reliability of Thermomechanical Approach in Tensile Test Simulation
4.1.1. Tensile Test Model
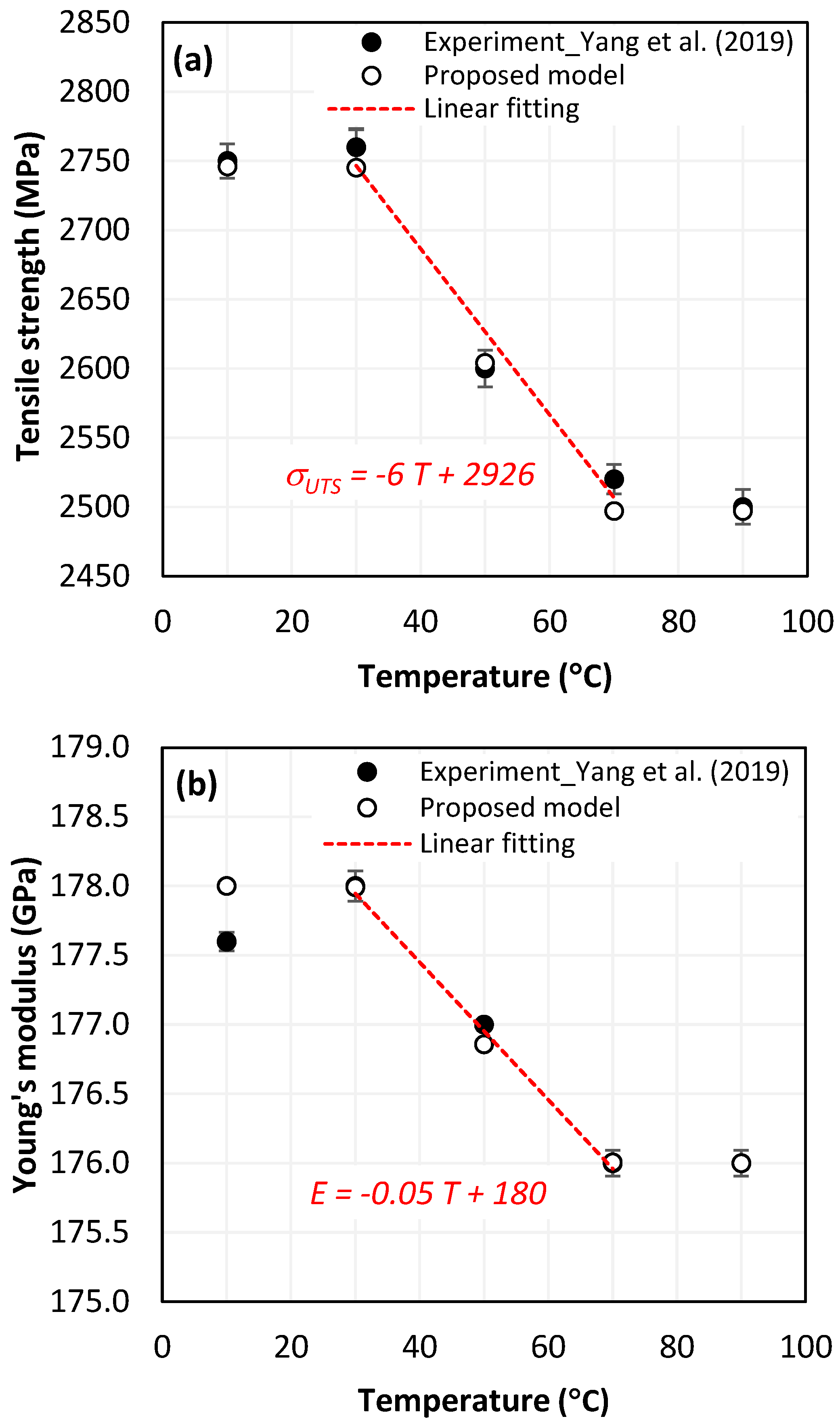
4.1.2. Analysis of Tensile Test Outputs vs. Temperature
4.1.3. Failure Modes vs. Temperature
4.2. Reliability of Thermomechanical Approach in Cutting CFRP Singly
4.2.1. Cutting Model
4.2.2. Cutting Temperature vs. Fibre Orientation
4.3. Reliability of Thermomechanical Approach When Cutting CFRP/Ti Hybrids
4.3.1. Numerical Model: Cutting and Boundary Conditions
4.3.2. Sensitivity of Chip Formation to Heat Transfer within Phases
4.3.3. Temperature Measurement
- Referring to Figure 6b–d, when the tool advances from TC1 to TC4, the temperature at CFRP, interface, and titanium phases rises by 6.03%, 5.86%, and 3.94%, respectively by the effect of heat flow accumulation brought by the cutting tool. These amounts look too close because of relatively small spacing between TCs locations.
- In contrast, when investigating the temperature fields’ in-depth direction as reported in Figure 6b’–d’, it was revealed that peak temperature drops when the depth increases. Thus, highest value was recorded at TC1, lowest value at TC4, and intermediate TCs record the values in-between. This can be rationally attributed to the heat localization that occurs along the nearest subsurface layers to trim plane. From predictions, peak temperature drops by 31.3%, 44.4% and 50.8% when passing from TC1 to TC4 at CFRP, interface, and titanium phases, respectively.
- In terms of in-front direction, predictions show that peak temperature increases with effective rates according to linear laws as (Figure 7a), where denotes the TCs location in-front direction. These laws are valuable out of the front and back free surfaces in which temperature depends sensitively on initial and boundary conditions. The surrounding environment acts to accelerate heat loss since external temperature i.e., room temperature, plays to favor heat dissipation through free surfaces. Both and are dependent material constants.
- In terms of in-depth direction, however, the peak temperature falls linearly with disparate rates following, (Figure 7b), where and denote the law of dependent material constants, and the TCs location in-depth direction. It can be outlined that peak values at the interface and Ti phase decrease ~4 and ~8 times faster than those captured at the CFRP phase while these ratios were found to fluctuate from ~2.8 to ~2.1, respectively, in the cutting direction. Although equal thermal conductivities, Ti phase seems to dissipate temperature much faster than CFRP because of the isotropic nature of the metallic phase, provided that transverse thermal conductivities of CFRP are both too low () compared to that in-plane (). Hence, the “volume effect” plays for dominating heat loss which explains the discrepancies between the temperature rates of the two constituents.
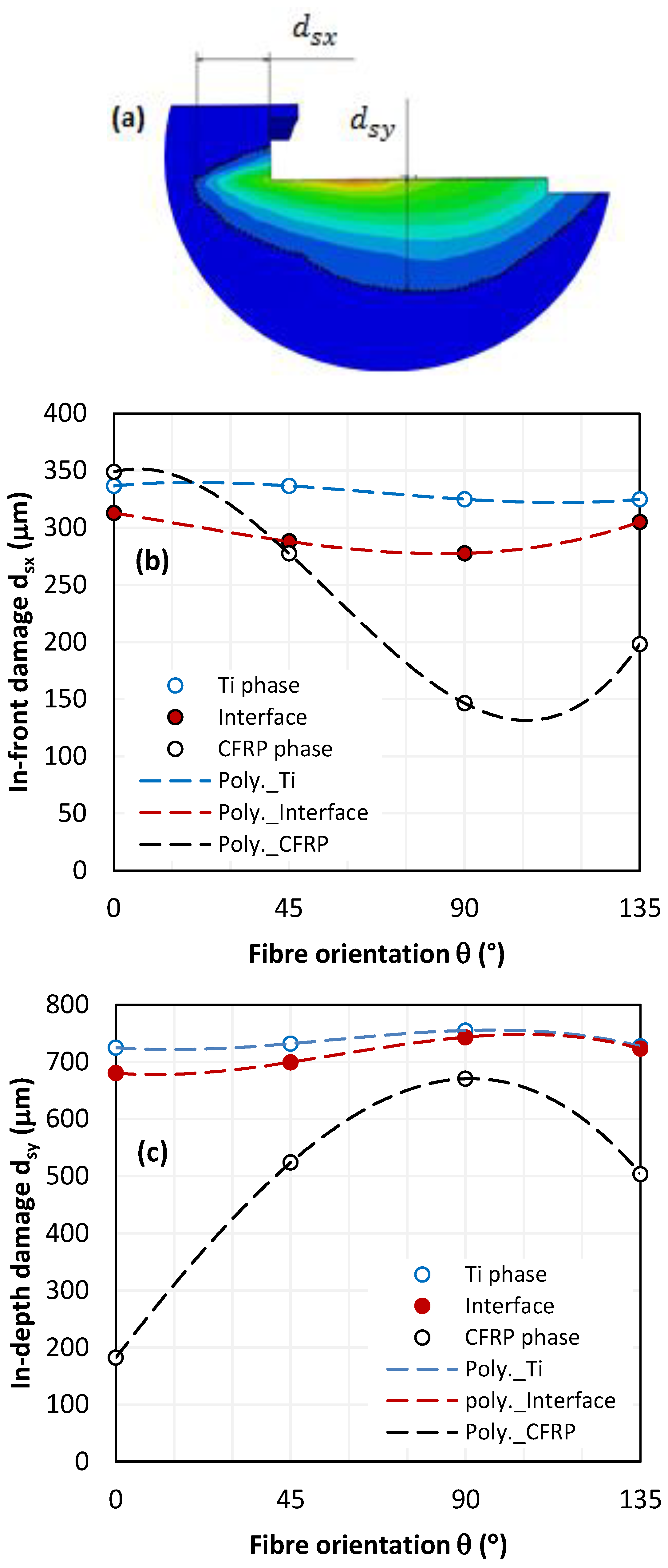
4.3.4. Damage Contours Analysis
4.3.5. Critical Thermal Damage
5. Conclusions
- When cutting CFRP singly, fibre orientation was found to have significant effects on the cutting-induced temperature. The highest and lowest peak values were observed when cutting perpendicular and parallel to the fibre orientation, respectively. The current thermomechanical approach shows high reliability in predicting cutting-induced temperature when compared to Qian et al.’s experiments and model. The predictions-to-experiment errors range within 4.4–9.3% which confirms the efficiency of the proposed temperature-coupled displacement approach.
- When investigating the most critical configuration of hybrid composite, i.e., 90° fibre orientation, the peak temperature drops linearly when the tool advances, regardless of the TCs locations. However, when it comes to the in-depth direction, the peak temperature at interface drops ~4 times lower than at CFRP phase. As for the in-front direction, this ratio does not exceed 2.8. However, temperature overlaps at the interface were found to be dominated by the temperature field generated within the Ti phase.
- Damage analysis owing to temperature overlaps delimiting values higher than the glass transition point (T ≥ Tg) shows severe localization at interface. Heat induced at the Ti phase seems to act together with opposite CFRP phase for enhancing temperature generation at interface. This involves severe discontinuity along the interface that seems to favor failure initiation and, hence, affects the hybrid structure’s integrity during cutting.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, Y.; Jiang, Y.; Liang, H.; Yin, X.; Huang, Y. Study on tensile properties of CFRP plates under elevated temperature exposure. Materials 2019, 12, 1995. [Google Scholar] [CrossRef]
- Salem, B.; Mkaddem, A.; Rubaiee, S.; Bin Mahfouz, A.S.; Al-Zahrani, A.; Jarraya, A. Combined approach for modeling progressive damage in unidirectional CFRP composites. In Advances in Materials, Mechanics, and Manufacturing II; Ben Amar, M., Bouguecha, A., Ghorbel, E., El Mahi, A., Chaari, F., Haddar, M., Eds.; Springer: Cham, Switzerland, 2021; Volume II, pp. 308–316. [Google Scholar]
- Wang, X.M.; Zhang, L.C. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int. J. Mach. Tool. Manuf. 2003, 43, 1015–1022. [Google Scholar] [CrossRef]
- Jia, Z.Y.; Chen, C.; Wang, F.J.; Ma, J.W.; Yang, F. Three-dimensional oblique cutting model for sub-surface damage analysis in CFRP/Ti stack composite machining. Int. J. Adv. Manuf. Technol. 2018, 96, 643–655. [Google Scholar] [CrossRef]
- An, Q.; Dang, J.; Li, J.; Wang, C.; Chen, M. Investigation on the cutting responses of CFRP/Ti stacks: With special emphasis on the effects of drilling sequences. Compos. Struct. 2020, 253, 112794. [Google Scholar] [CrossRef]
- Park, K.H.; Beal, A.; Kim, D.; Kwon, P.; Lantrip, J. Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 2011, 271, 2826–2835. [Google Scholar] [CrossRef]
- Isbilir, O.; Ghassemieh, E. Comparative study of tool life and hole quality in drilling of CFRP/titanium stack using coated carbide drill. Mach. Sci. Technol. 2013, 17, 380–409. [Google Scholar] [CrossRef]
- An, Q.; Zhong, B.; Wang, X.; Zhang, H.; Sun, X.; Chen, M. Effects of drilling strategies for CFRP/Ti stacks on static mechanical property and fatigue behavior of open-hole CFRP laminates. J. Manuf. Process. 2021, 64, 409–420. [Google Scholar] [CrossRef]
- Santiuste, C.; Díaz-Álvarez, J.; Soldani, X.; Miguélez, H. Modelling thermal effects in machining of carbon fiber reinforced polymer composites. J. Reinf. Plast. Compos. 2014, 33, 758–766. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Cai, X.; Peng, T.; Chen, M. Thermal characteristics of unidirectional carbon fiber reinforced polymer laminates during orthogonal cutting. J. Reinf. Plast. Compos. 2018, 37, 905–916. [Google Scholar] [CrossRef]
- Wang, F.; Yin, J.; Ma, J.; Niu, B. Heat partition in dry orthogonal cutting of unidirectional CFRP composite laminates. Compos. Struct. 2018, 197, 28–38. [Google Scholar] [CrossRef]
- Qian, M.; Xiao, J.; Wang, G.; Huang, P.; Chen, Z.; Han, G. Evaluation of heat generation using a microscopic cutting model with thermo-mechanical coupling for carbon fiber reinforced polymer composites. J. Reinf. Plast. Compos. 2020, 39, 793–804. [Google Scholar] [CrossRef]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature measurement of cutting tool and machined surface layer in milling of CFRP. Int. J. Mach. Tool. Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Mkaddem, A.; Zain-ul-Abdein, M.; Mezlini, S.; Bin Mahfouz, A.S.; Jarraya, A. Sensitivity of GFRP composite integrity to machining-induced heat: A numerical approach. In Advances in Acoustics and Vibrations; Fakhfakh, T., Chaari, F., Walha, L., Abdennadher, M., Abbes, M., Haddar, M., Eds.; Springer: Cham, Switzerland, 2017; Volume 5, pp. 205–214. [Google Scholar]
- Guesmi, F.; Elfarhani, M.; Mkaddem, A.; Ghazali, S.; Bin Mahfouz, A.S.; Jarraya, A. Heat analysis of thermal conductive polymer composites: Reference temperature history in pure polymer matrices. Polymers 2022, 14, 2084. [Google Scholar] [CrossRef]
- Shi, B.; Sadek, A.; Meshreki, M.; Attia, H.; Duquesne, J. Numerical and experimental investigation of thermal damage in drilling of CFRP composites. Int. J. Robot. Mechatron. 2017, 4, 16–21. [Google Scholar] [CrossRef]
- Angelone, R.; Caggiano, A.; Improta, I.; Nele, L.; Teti, R. Temperature measurements for the tool wear and hole quality assessment during drilling of CFRP/CFRP stacks. Procedia CIRP 2018, 67, 416–421. [Google Scholar] [CrossRef]
- Shan, C.; Zhang, X.; Shen, B.; Zhang, D. An improved analytical model of cutting temperature in orthogonal cutting of Ti6Al4V. Chin. J. Aeronaut. 2019, 32, 759–769. [Google Scholar] [CrossRef]
- Mane, S.; Joshi, S.S.; Karagadde, S.; Kapoor, S.G. Modeling of variable friction and heat partition ratio at the chip-tool interface during orthogonal cutting of Ti-6Al-4V. J. Manuf. Process. 2020, 55, 254–267. [Google Scholar] [CrossRef]
- Hao, G.; Liu, Z. The heat partition into cutting tool at tool-chip contact interface during cutting process: A review. Int. J. Adv. Manuf. Technol. 2020, 108, 393–411. [Google Scholar] [CrossRef]
- Chen, G.; Gao, Q.; Yang, X.; Liu, J.; Su, Y.; Ren, C. Investigation of heat partition and instantaneous temperature in milling of Ti-6Al-4V alloy. J. Manuf. Process. 2022, 80, 302–319. [Google Scholar] [CrossRef]
- Ramulu, M.; Branson, T.; Kim, D. A study on the drilling of composite and titanium stacks. Compos. Struct. 2001, 54, 67–77. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.Y.; Shi, R.P.; Song, Y.X.; Hu, Y.N. Research on the effect of low temperature on the performance of drilling carbon fibre reinforced polymer and Ti stack materials. Mater. Sci. Forum 2012, 723, 30–34. [Google Scholar] [CrossRef]
- Wei, Y.; An, Q.; Ming, W.; Chen, M. Effect of drilling parameters and tool geometry on drilling performance in drilling carbon fiber–reinforced plastic/Titanium alloy stacks. Adv. Mech. Eng. 2016, 8, 1687814016670281. [Google Scholar] [CrossRef]
- Jia, Z.Y.; Chen, C.; Wang, F.; Zhang, C.; Wang, Q.; Hao, J. Experimental study on drilling temperature and hole quality in drilling of carbon fiber reinforced plastic/Titanium stacks. J. Mech. Eng. Sci. 2020, 234, 2662–2672. [Google Scholar] [CrossRef]
- Zitoune, R.; Vijayan, K.; Collombet, F. Study of drilling of composite material and aluminium stack. Compos. Struct. 2010, 92, 1246–1255. [Google Scholar] [CrossRef]
- Mahdi, A.; Turki, Y.; Habak, M.; Salem, M.; Bouaziz, Z. Experimental study of thrust force and surface quality when drilling hybrid stacks. Int. J. Adv. Manuf. Technol. 2020, 107, 3981–3994. [Google Scholar] [CrossRef]
- Wang, C.Y.; Chen, Y.H.; An, Q.L.; Cai, X.J.; Ming, W.W.; Chen, M. Drilling temperature and hole quality in drilling of CFRP/Aluminum stacks using diamond coated drill. Int. J. Precis. Eng. Manuf. 2015, 16, 1689–1697. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S. Evaluation of workpiece temperature during drilling of GLARE fiber metal laminates using infrared techniques: Effect of cutting parameters, fiber orientation and spray mist application. Materials 2016, 9, 622. [Google Scholar] [CrossRef]
- Castillo-Morales, A.; Rimpault, X.; Chatelain, J.F.; Lebrun, G. Temperature study during the edge trimming of carbon fiber-reinforced plastic/Ti6Al4V stack material. J. Compos. Sci. 2021, 5, 137. [Google Scholar] [CrossRef]
- Ge, J.; Chen, G.; Su, Y.; Zou, Y.; Ren, C.; Qin, X.; Wang, G. Effect of cooling strategies on performance and mechanism of helical milling of CFRP/Ti-6Al-4V stacks. Chin. J. Aeronaut. 2022, 35, 388–403. [Google Scholar] [CrossRef]
- Nayak, D.; Bhatnagar, N.; Mahajan, P. Machining studies of UD-FRP composites. Part-2: Finite element analysis. Mach. Sci. Technol. 2005, 9, 503–528. [Google Scholar] [CrossRef]
- Miguélez, H.; Santiuste, C.; Díaz, J.; Soldani, X.; Cantero, J.L. Three-Dimensional modeling of machining processes. Adv. Mater. Res. 2012, 498, 255–260. [Google Scholar] [CrossRef]
- Santiuste, C.; Olmedo, A.; Soldani, X.; Miguelez, H. Delamination prediction in orthogonal machining of carbon long fiber-reinforced polymer composites. J. Reinf. Plast. Compos. 2012, 31, 875–885. [Google Scholar] [CrossRef]
- Yin, J.W.; Wang, F.J.; Zhang, C.; Chen, C. Analytical and numerical investigation on the mechanical behavior of subsurface damage during orthogonal cutting of carbon fiber reinforced polymer composites. J. Compos. Mater. 2018. [Google Scholar] [CrossRef]
- Wang, B.; Yin, W.; Wang, M.; Zheng, Y.; Li, X.; Ma, Z. Edge chipping mechanism and failure time prediction on carbide cemented tool during drilling of CFRP/Ti stack. Int. J. Adv. Manuf. Technol. 2017, 91, 3015–3024. [Google Scholar] [CrossRef]
- Wang, G.D.; Melly, S.K.; Kafi Ahmed, S.K. Finite element study into the effects of fiber orientations and stacking sequence on drilling induced delamination in CFRP/Al stack. Sci. Eng. Compos. Mater. 2018, 25, 555–563. [Google Scholar] [CrossRef]
- Fleischer, J.; Pabst, R.; Kelemen, S. Heat flow simulation for dry machining of power train castings. CIRP. Ann. Manuf. Technol. 2007, 56, 117–122. [Google Scholar] [CrossRef]
- Shaw, M.C. Energy conversion in cutting and grinding. CIRP Ann. Manuf. Technol. 1996, 45, 101–104. [Google Scholar] [CrossRef]
- García, E.; Méresse, D.; Pombo, I.; Harmand, H.; Sánchez, J.A. Identification of heat partition in grinding related to process parameters, using the inverse heat flux conduction model. Appl. Therm. Eng. 2014, 66, 122–130. [Google Scholar] [CrossRef]
- Gibson, A.G.; Wu, Y.S.; Evans, J.T.; Mouritz, A.P. Laminate theory analysis of composites under load in fire. J. Compos. Mater. 2006, 40, 639–658. [Google Scholar] [CrossRef]
- Khan, S.H.; Sharma, A.P. Progressive damage modeling and interface delamination of cross ply laminates subjected to low velocity impact. J. Strain Anal. Eng. Des. 2018, 53, 435–445. [Google Scholar] [CrossRef]
- Matzenmiller, A.; Lubliner, J.; Taylor, R.L. A constitutive model for anisotropic damage in fiber-composites. Mech. Mater. 1995, 20, 125–152. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Chen, G.; Lu, L.; Ke, Z.; Qin, X.; Ren, C. Influence of constitutive models on finite element simulation of chip formation in orthogonal cutting of Ti-6Al-4V alloy. Procedia Manuf. 2019, 33, 530–537. [Google Scholar] [CrossRef]
- Phadnis, V.A.; Makhdum, F.; Roy, A.; Silberschmidt, V.V. Drilling in carbon/epoxy composites: Experimental investigations and finite element implementation. Compos. Part-A Appl. Sci. Manuf. 2013, 47, 41–51. [Google Scholar] [CrossRef]
- Donadon, M.V.; Iannucci, L.; Falzon, B.G.; Hodgkinson, J.M.; Almeida, S.F.M. A progressive failure model for composite laminates subjected to low velocity impact damage. Comput. Struct. 2008, 86, 1232–1252. [Google Scholar] [CrossRef]
- Salem, B.; Mkaddem, A.; Al-Rubaiee, S.; Al-Zahrani, A.; Bin Mahfouz, A.S.; Jarraya, A. Numerical investigation of thermomechanical damage in CFRP composites. In Design and Modeling of Mechanical Systems V; Walha, L., Jarraya, A., Djemal, F., Chouchane, M., Aifaoui, N., Chaari, F., Abdennadher, M., Benamara, A., Haddar, M., Eds.; Springer: Cham, Switzerland, 2021; pp. 59–66. [Google Scholar]
- Xiao, J.Z.; Gao, C.Y.; Wang, G.F.; Huang, P. Investigation on the effects of microstructure on machining unidirectional carbon fiber reinforced polymer composites with a modified force model. J. Reinf. Plast. Compos. 2019, 38, 379–394. [Google Scholar] [CrossRef]
- Soldani, X.; Santiuste, C.; Muñoz-Sánchez, A.; Miguélez, M.H. Influence of tool geometry and numerical parameters when modeling orthogonal cutting of LFRP composites. Compos. Part-A Appl. Sci. Manuf. 2011, 42, 1205–1216. [Google Scholar] [CrossRef]
- Isbilir, O.; Ghassemieh, E. Finite element analysis of drilling of titanium alloy. Procedia Eng. 2011, 10, 1877–1882. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Failure Mode | Hashin Criterion |
|---|---|
| Fibre tension | |
| Fibre compression | |
| Matrix cracking | |
| Matrix compression |
| Part Geometry | Model | Mesh Type | |
|---|---|---|---|
| CFRP |  |  | , |
| CFRP/Ti |  |  | , |
| Parameters | Symbol | Value |
|---|---|---|
| Density | 1600 | |
| Longitudinal Young’s modulus in-plane | ||
| Transverse Young’s modulus in-plane | ||
| Transverse Young’s modulus normal-to-plane | ||
| In-plane shear modulus | ||
| Shear modulus in plane 1–3 | ||
| Shear modulus in plane 2–3 | ||
| In plane Poisson’s ratio | ||
| Transverse Poisson’s ratio in 1–3 plane | ||
| Transverse Poisson’s ratio in 2–3 plane | ||
| Longitudinal tensile strength in-plane | ||
| Longitudinal compression strength in-plane | ||
| Transverse tensile strength in-plane | ||
| Transverse tensile strength normal-to-plane | ||
| Transverse compression strength in-plane | ||
| Transverse compression strength normal-to-plane | ||
| In-plane shear strength | ||
| Transverse shear strength in plane 1–3 | ||
| Transverse shear strength in plane 2–3 | ||
| In-plane longitudinal thermal conductivity | ||
| Transverse thermal conductivity in-plane | ||
| Transverse thermal conductivity normal-to-plane | ||
| Specific heat |
 | |
 |
| Parameters | Symbol | Value | |
|---|---|---|---|
| Material properties [11] | Density | ||
| Longitudinal Young’s modulus in–plane | |||
| Transverse Young’s modulus in-plane | |||
| Transverse Young’s modulus normal-to-plane | |||
| In-plane shear modulus | |||
| Transverse shear modulus in 1–3 plane | |||
| Transverse shear modulus in 2–3 plane | 2.16 | ||
| In plane Poisson’s ratio | 0.20 | ||
| Transverse Poisson’s ratio in 1–3 plane | 0.20 | ||
| Transverse Poisson’s ratio in 2–3 plane | |||
| Longitudinal tensile strength in-plane | |||
| Transverse tensile strength in-plane | |||
| Transverse tensile strength normal-to-plane | |||
| Longitudinal compression strength in-plane | |||
| Transverse compression strength in-plane | |||
| Transverse compression strength normal-to-plane | 200 | ||
| In-plane shear strength | |||
| Transverse shear strength in 1–3 plane | |||
| Transverse shear strength in 2–3 plane | |||
| In-plane longitudinal thermal conductivity | |||
| Transverse thermal conductivity in-plane | |||
| Transverse thermal conductivity normal-to-plane | |||
| Specific heat | |||
| Cutting conditions [12] | Tool rake angle | ||
| Tool clearance angle | 10 | ||
| Tool-tip radius | |||
| Specimen size | |||
| Cutting speed | |||
| Depth of cut | |||
| Fibre orientation | |||
| Friction coefficient |
| Constants | Symbol | Value | |
|---|---|---|---|
| Titanium alloy properties | Density | ||
| Young’s modulus, | 113 | ||
| Poisson ratio | |||
| Melting temperature, | |||
| Room temperature, | |||
| Thermal conductivity, | |||
| Thermal expansion coefficient | |||
| Specific heat, | |||
| Johnson–Cook constitutive model | |||
| Johnson–Cook damage model | |||
| Tool rake angle | ||
| Tool clearance angle | 10 | |
| Tool-tip radius | ||
| Specimen size | ||
| Cutting speed | ||
| Depth of cut | ||
| Fibre orientation | ||
| Friction coefficient at Tool/CFRP interface | ||
| Friction coefficient at Tool/Ti interface |
| CFRP Plate | Ti Plate | |
|---|---|---|
 |  | |
 |  | |
 |  | |
 |  |
| SD | ||
|---|---|---|
| Ti | ||
| Interface | ||
| CFRP |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salem, B.; Mkaddem, A.; Ghazali, S.; Habak, M.; Felemban, B.F.; Jarraya, A. Towards an Advanced Modeling of Hybrid Composite Cutting: Heat Discontinuity at Interface Region. Polymers 2023, 15, 1955. https://doi.org/10.3390/polym15081955
Salem B, Mkaddem A, Ghazali S, Habak M, Felemban BF, Jarraya A. Towards an Advanced Modeling of Hybrid Composite Cutting: Heat Discontinuity at Interface Region. Polymers. 2023; 15(8):1955. https://doi.org/10.3390/polym15081955
Chicago/Turabian StyleSalem, Brahim, Ali Mkaddem, Sami Ghazali, Malek Habak, Bassem F. Felemban, and Abdessalem Jarraya. 2023. "Towards an Advanced Modeling of Hybrid Composite Cutting: Heat Discontinuity at Interface Region" Polymers 15, no. 8: 1955. https://doi.org/10.3390/polym15081955
APA StyleSalem, B., Mkaddem, A., Ghazali, S., Habak, M., Felemban, B. F., & Jarraya, A. (2023). Towards an Advanced Modeling of Hybrid Composite Cutting: Heat Discontinuity at Interface Region. Polymers, 15(8), 1955. https://doi.org/10.3390/polym15081955