
The Role of Drying Schedule and Conditioning in Moisture Uniformity in Wood: A Machine Learning Approach


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experiments
2.3. Machine Learning
3. Results and Discussion
3.1. Wood Indices and Drying Parameters Analysis
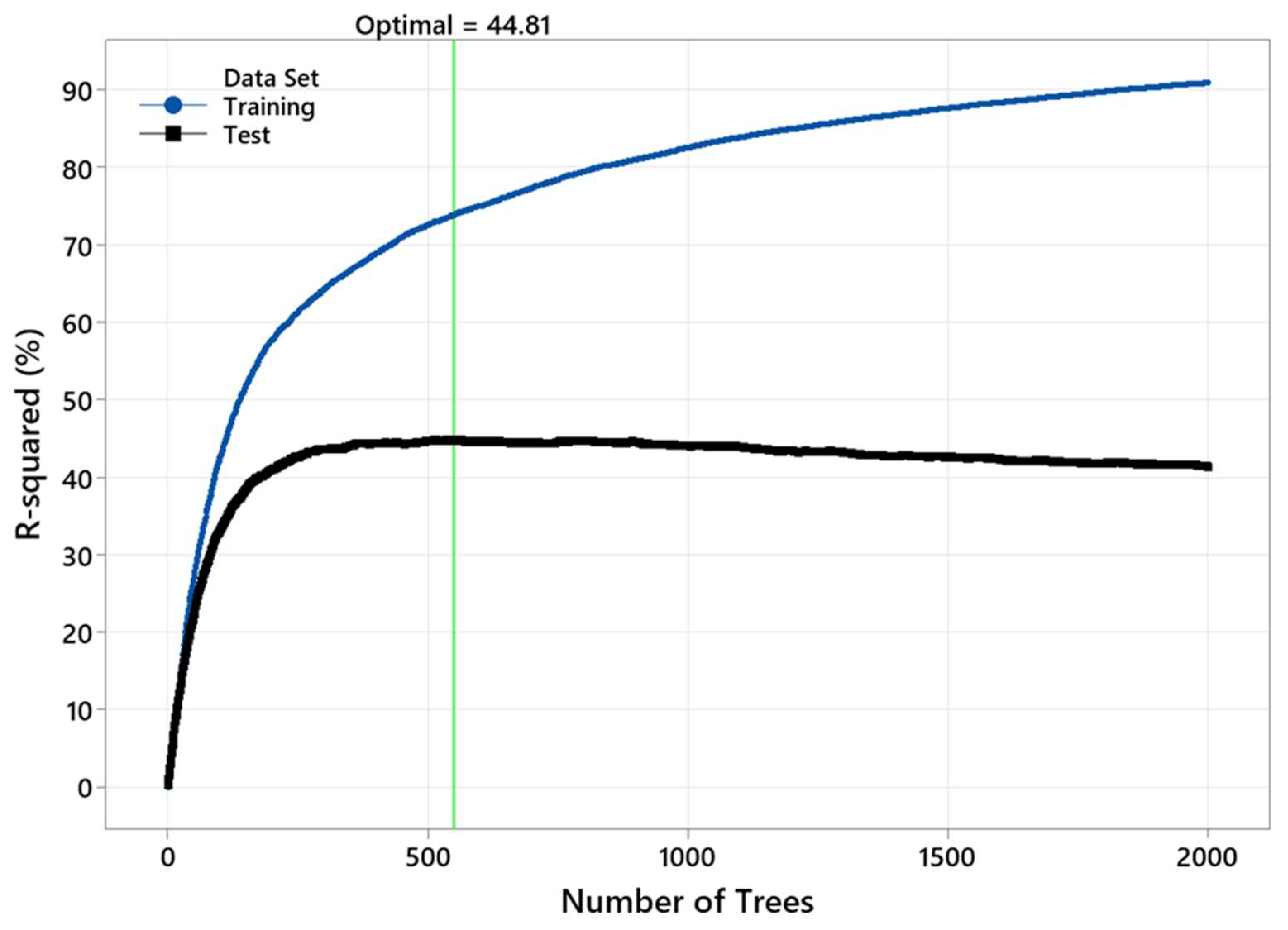
3.2. Moisture Prediction by TreeNet
3.3. Moisture Classification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Glass, S.V.; Zelinka, S.L. Chapter 4: Moisture Relations and Physical Properties of Wood. In Wood Handbook Wood as an Engineering Material. General Technical Report FPL-GTR-282; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2021; 22p. [Google Scholar]
- Fathi, H.; Kazemirad, S.; Nasir, V. Anondestructive guided wave propagation method for the characterization of moisture-dependentviscoelastic properties of wood materials. Mater. Struct. 2020, 53, 147. [Google Scholar] [CrossRef]
- Herrera-Díaz, R.; Sepúlveda-Villarroel, V.; Pérez-Peña, N.; Salvo-Sepúlveda, L.; Salinas-Lira, C.; Llano-Ponte, R.; Ananías, R.A. Effect of wood drying and heat modification on some physical and mechanical properties of radiata pine. Dry. Technol. 2018, 36, 537–544. [Google Scholar] [CrossRef]
- Lamrani, B.; Bekkioui, N.; Simo-Tagne, M.; Ndukwu, M.C. Recent progress in solar wood drying: An updated review. Dry. Technol. 2022, 1–23. [Google Scholar] [CrossRef]
- Haygreen, J.G.; Bowyer, J.L. Forest Products and Wood Science, an Introduction, 3rd ed.; Iowa State University Press: Ames, IA, USA, 1996; 484p. [Google Scholar]
- Reeb, J.E. Drying Wood. FOR-55; University of Kentucky: Lexington, KY, USA; Cooperative Extension Service: Fairbanks, AK, USA, 1997; 8p. [Google Scholar]
- Pang, S. Moisture content gradient in a softwood board during drying: Simulation from a 2-D model and measurement. Wood Sci. Technol. 1996, 30, 165–178. [Google Scholar] [CrossRef]
- Perre, P. Fundamental Wood Drying; European COST: Nancy, France, 2007; 366p. [Google Scholar]
- Simpson, W.T. Dry Kiln Operator’s Manual; United States Department of Agriculture, Forest Service Forest Products Laboratory: Madison, WI, USA, 1991; 256p. [Google Scholar]
- Esping, B. Energy Saving in Wood Drying; Wood Technology Report No. 12; Svenska Traforsknings Institute: Stockholm, Sweden, 1982. (In Swedish) [Google Scholar]
- Bond, B.H.; Espinoza, O. A decade of improved lumber drying technology. Curr. For. Rep. 2016, 2, 106–118. [Google Scholar] [CrossRef]
- Simpson, W.T. Drying wood: A review-part I. Dry. Technol. 1983, 2, 235–264. [Google Scholar] [CrossRef]
- Keey, R.B.; Langrish, T.A.; Walker, J.C. Kiln-Drying of Lumber; Springer Science & Business Media: Berlin, Germany, 2000; 326p. [Google Scholar]
- Rosen, H.N. Drying of Wood and Wood Products. In Handbook of Industrial Drying, 2nd ed.; Marcel Dekker: New York, NY, USA, 1995; pp. 899–921. [Google Scholar]
- Shahverdi, M.; Oliveira, L.; Avramidis, S. Kiln-drying optimization for quality pacific coast hemlock lumber. Dry. Technol. 2017, 35, 1867–1873. [Google Scholar] [CrossRef]
- Rohrbach, K.; Oliveira, L.; Avramidis, S. Drying schedule structure and subsequent post-drying equalisation effect on hemlock timber quality. Int. Wood Prod. J. 2014, 5, 55–64. [Google Scholar] [CrossRef]
- Nogi, M.; Yamamoto, H.; Okuyama, T. Relaxation mechanism of residual stress inside logs by heat treatment: Choosing the heating time and temperature. J. Wood Sci. 2003, 49, 22–28. [Google Scholar] [CrossRef]
- Coast Forest Products Association Coastal Products. Available online: http://www.coast-forest.org/products/product-directory/species/ (accessed on 24 November 2018).
- Wada, N.; Avramidis, S.; Oliveira, L.C. Internal moisture evolution in timbers exposed to ambient conditions following kiln drying. Eur. J. Wood Prod. 2014, 72, 377–384. [Google Scholar] [CrossRef]
- Sackey, E.K.; Avramidis, S.; Oliveira, L.C. Exploratory Evaluation of Oscillation Drying for Thick Hemlock Timbers. Holzforschung 2004, 58, 428–433. [Google Scholar] [CrossRef]
- Bradic, S.; Avramidis, S. Impact of Juvenile Wood on Hemlock Timber Drying Characteristics. For. Prod. J. 2007, 57, 53–59. [Google Scholar]
- Berberovic, A.; Milota, M.R. Impact of wood variability on the drying rate at different moisture content levels. For. Prod. J. 2011, 61, 435–442. [Google Scholar] [CrossRef]
- Elustondo, D.; Oliveira, L.; Ananias, R.A. Visual method to assess lumber sorting before drying. Dry. Technol. 2013, 31, 32–39. [Google Scholar] [CrossRef]
- Watanabe, K.; Mansfield, S.D.; Avramidis, S. Application of near-infrared spectroscopy for moisture-based sorting of green hem-fir timber. J. Wood Sci. 2011, 57, 288–294. [Google Scholar] [CrossRef]
- Aune, J.E. Kiln Tests with Species and Moisture Content Sorted, 116 mm Square, Hem-Fir Merch Lumber; Final Report Prepared for the Stability Work Group; ZAIRAI Lumber Partnership Ltd.: Vancouver, BC, Canada, 2000. [Google Scholar]
- Yang, L.; Liu, H. Study of the collapse and recovery of Eucalyptus urophydis during conventional kiln drying. Eur. J. Wood Prod. 2021, 79, 129–137. [Google Scholar] [CrossRef]
- Dawson, B.S.; Pearson, H.; Kimberley, M.O.; Davy, B.; Dickson, A.R. Effect of supercritical CO2 treatment and kiln drying on collapse in Eucalyptus nitens wood. Eur. J. Wood Prod. 2020, 78, 209–217. [Google Scholar] [CrossRef]
- Botter-Kuisch, H.P.; Van den Bulcke, J.; Baetens, J.M.; Van Acker, J. Cracking the code: Real-time monitoring of wood drying and the occurrence of cracks. Wood Sci. Technol. 2020, 54, 1029–1049. [Google Scholar] [CrossRef]
- Suchomelová, P.; Trcala, M.; Tippner, J. Numerical simulations of coupled moisture and heat transfer in wood during kiln drying: Influence of material nonlinearity. BioResources 2019, 14, 9786–9805. [Google Scholar]
- Kumar, S.; Kelkar, B.U.; Mishra, A.K.; Jena, S.K. Variability in physical properties of plantation-grown progenies of Melia composita and determination of a kiln-drying schedule. J. For. Res. 2018, 29, 1435–1442. [Google Scholar] [CrossRef]
- Marier, P.; Gaudreault, J.; Noguer, T. Kiln drying operations scheduling with dynamic composition of loading patterns. For. Prod. J. 2021, 71, 101–110. [Google Scholar] [CrossRef]
- Yin, Q.; Liu, H.H. Drying stress and strain of wood: A Review. Appl. Sci. 2021, 11, 5023. [Google Scholar] [CrossRef]
- Watanabe, K.; Matsushita, Y.; Kobayashi, I.; Kuroda, N. Artificial neural network modeling for predicting final moisture content of individual Sugi (Cryptomeria japonica) samples during air-drying. J. Wood Sci. 2013, 59, 112–118. [Google Scholar] [CrossRef]
- Chai, H.; Chen, X.; Cai, Y.; Zhao, J. Artificial neural network modeling for predicting wood moisture content in high frequency vacuum drying process. Forests 2018, 10, 16. [Google Scholar] [CrossRef]
- Rabidin, Z.A.; Seng, G.K.; Wahab, M.J.A. Characteristics of timbers dried using kiln drying and radio frequency-vacuum drying systems. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2017; Volume 108, p. 10001. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J.; Jiang, W.; Cai, Y. Characteristics of commercial-scale Radio-frequency/vacuum (RF/V) drying for hardwood lumber. BioResources 2019, 14, 6923–6935. [Google Scholar] [CrossRef]
- Ozsahin, S.; Murat, M. Prediction of equilibrium moisture content and specific gravity of heat-treated wood by artificial neural networks. Eur. J. Wood Prod. 2018, 76, 563–572. [Google Scholar] [CrossRef]
- Rahimi, S.; Avramidis, S. Predicting moisture content in kiln dried timbers using machine learning. Eur. J. Wood. Prod. 2022, 80, 681–692. [Google Scholar] [CrossRef]
- Rahimi, S.; Nasir, V.; Avramidis, S.; Sassani, F. Wood moisture monitoring and classification in kiln-dried timber. Struct. Control Health Monit. 2022, 29, e2911. [Google Scholar] [CrossRef]
- Rahimi, S.; Nasir, V.; Avramidis, S.; Sassani, F. Benchmarking moisture prediction in kiln-dried Pacific Coast hemlock wood. Int. Wood Prod. J. 2022, 13, 219–226. [Google Scholar] [CrossRef]
- Rahimi, S.; Avramidis, S.; Lazarescu, C. Estimating moisture content variation in kiln dried Pacific coast hemlock. Holzforschung 2021, 76, 26–36. [Google Scholar] [CrossRef]
- Nisgoski, S.; de Oliveira, A.A.; de Muñiz, G.I.B. Artificial neural network and SIMCA classification in some wood discrimination based on near-infrared. Wood Sci. Technol. 2017, 51, 929–942. [Google Scholar] [CrossRef]
- Cui, X.; Wang, Q.; Zhao, Y.; Qiao, X.; Teng, G. Laser-induced breakdown spectroscopy (LIBS) for classification of wood species integrated with artificial neural network (ANN). Appl. Phys. B 2019, 125, 56. [Google Scholar] [CrossRef]
- Bardak, S.; Tiryaki, S.; Nemli, G.; Aydın, A. Investigation and neural network prediction of wood bonding quality based on pressing conditions. Int. J. Adhes. Adhes. 2016, 68, 115–123. [Google Scholar] [CrossRef]
- Bardak, S.; Tiryaki, S.; Bardak, T.; Aydin, A.Y.T.A.Ç. Predictive performance of artificial neural network and multiple linear regression models in predicting adhesive bonding strength of wood. Strength Mater. 2016, 48, 811–824. [Google Scholar] [CrossRef]
- Ayanleye, S.; Nasir, V.; Avramidis, S.; Cool, J. Effect of wood surface roughness on prediction of structural timber properties by infrared spectroscopy using ANFIS, ANN and PLS regression. Eur. J. Wood Prod. 2021, 79, 101–115. [Google Scholar] [CrossRef]
- Tiryaki, S.; Aydın, A. An artificial neural network model for predicting compression strength of heat-treated woods and comparison with a multiple linear regression model. Constr. Build. Mater. 2014, 62, 102–108. [Google Scholar] [CrossRef]
- Tiryaki, S.; Malkoçoğlu, A.; Özşahin, Ş. Using artificial neural networks for modeling surface roughness of wood in machining process. Constr. Build. Mater. 2014, 66, 329–335. [Google Scholar] [CrossRef]
- Dong, X.; Yu, Z.; Cao, W.; Shi, Y.; Ma, Q. A survey on ensemble learning. Front. Comput. Sci. 2020, 14, 241–258. [Google Scholar] [CrossRef]
- Rohrbach, K. Schedule and Post-Drying Storage Effects on Western Hemlock Squares Quality. Master’s Thesis, University of British Columbia, Vancouver, BC, Canada, 2008; p. 113. [Google Scholar]
- Kollmann, F. Technologie des Holzes und der Holzwerkstoffe, Zweiter Band; Springer: Berlin/Heidelberg, Germany, 1955. [Google Scholar]
- Skaar, C. Water in Wood; Syracuse University Press: Syracuse, NY, USA, 1972. [Google Scholar]
- Hao, B.; Avramidis, S. Annual ring orientation effect and slope of grain in hemlock timber drying. For. Prod. J. 2004, 54, 41–49. [Google Scholar]
- Hao, B.; Avramidis, S. Timber moisture class assessment in kiln drying. J. Inst. Wood Sci. 2006, 17, 121–133. [Google Scholar] [CrossRef]
- Siau, J.F. Wood: Influence of Moisture on Physical Properties; Department of Wood Science and Forest Products, Virginia Polytechnic Institute and State University: Blacksburg, VA, USA, 1995; 227p. [Google Scholar]
- Steinberg, D. CART: Classification and regression trees. In The Top Ten Algorithms in Data Mining; Wu, X., Kumar, V., Eds.; Taylor & Francis Group: New York, NY, USA, 2009; pp. 179–201. [Google Scholar]
- van Blokland, J.; Nasir, V.; Cool, J.; Avramidis, S.; Adamopoulos, S. Machine learning-based prediction of surface checks and bending properties in weathered thermally modified timber. Constr. Build. Mater. 2021, 307, 124996. [Google Scholar] [CrossRef]
- Breiman, L.; Friedman, J.H.; Olshen, R.A.; Stone, C.J. Classification and Regression Trees; Chapman & Hall/CRC: Boca Raton, FL, USA, 1984. [Google Scholar]
- van Blokland, J.; Nasir, V.; Cool, J.; Avramidis, S.; Adamopoulos, S. Machine learning-based prediction of internal checks in weathered thermally modified timber. Constr. Build. Mater. 2021, 281, 122193. [Google Scholar] [CrossRef]
- Nasir, V.; Fathi, H.; Kazemirad, S. Combined machine learning–wave propagation approach for monitoring timber mechanical properties under UV aging. Struct. Health Monit. 2021, 20, 2035–2053. [Google Scholar] [CrossRef]
- Nasir, V.; Fathi, H.; Fallah, A.; Kazemirad, S.; Sassani, F.; Antov, P. Prediction of mechanical properties of artificially weathered wood by color change and machine learning. Materials 2021, 14, 6314. [Google Scholar] [CrossRef]
- Nasir, V.; Parvari, Y.; Fathi, H.; Kazemirad, S.; Sassani, F. Identification of wood species and duration of exposure in weathered wood using guided wave propagation. Wood Mater. Sci. Eng. 2022, 1–12. [Google Scholar] [CrossRef]
- Grinsztajn, L.; Oyallon, E.; Varoquaux, G. Why do tree-based models still outperform deep learning on tabular data? arXiv 2022, arXiv:2207.08815. [Google Scholar]
- Liaw, A.; Wiener, M. Classification and regression by random Forest. R News 2002, 2, 18–22. [Google Scholar]
- Schubert, M.; Luković, M.; Christen, H. Prediction of mechanical properties of wood fiber insulation boards as a function of machine and process parameters by random forest. Wood Sci. Technol. 2020, 54, 703–713. [Google Scholar] [CrossRef]
- Nasir, V.; Kooshkbaghi, M.; Cool, J.; Sassani, F. Cutting tool temperature monitoring in circular sawing: Measurement and multi-sensor feature fusion-based prediction. Int. J. Adv. Manufac. Technol. 2021, 112, 2413–2424. [Google Scholar] [CrossRef]
- Nasir, V.; Kooshkbaghi, M.; Cool, J. Sensor fusion and random forest modeling for identifying frozen and green wood during lumber manufacturing. Manuf. Lett. 2020, 26, 53–58. [Google Scholar] [CrossRef]
- Modeler, S.P. Introducing TreeNet Gradient-Boosting Machine; Minitab, LLC: State College, PA, USA, 2019. [Google Scholar]
- Sun, Y.; Lin, Q.; He, X.; Zhao, Y.; Dai, F.; Qiu, J.; Cao, Y. Wood species recognition with small data: A deep learning approach. Int. J. Comput. Intell. Syst. 2021, 14, 1451–1460. [Google Scholar] [CrossRef]
- Zhuang, Z.; Liu, Y.; Ding, F.; Wang, Z. Online color classification system of solid wood flooring based on characteristic features. Sensors 2021, 21, 336. [Google Scholar] [CrossRef] [PubMed]
- Carty, D.M.; Young, T.M.; Zaretzki, R.L.; Guess, F.M.; Petutschnigg, A. Predicting and correlating the strength properties of wood composite process parameters by use of boosted regression tree models. For. Prod. J. 2015, 65, 365–371. [Google Scholar] [CrossRef]
- Nasir, V.; Dibaji, S.; Alaswad, K.; Cool, J. Tool wear monitoring by ensemble learning and sensor fusion using power, sound, vibration, and AE signals. Manuf. Lett. 2021, 30, 32–38. [Google Scholar] [CrossRef]
- Fathi, H.; Nasir, V.; Kazemirad, S. Prediction of the mechanical properties of wood using guided wave propagation and machine learning. Const. Build. Mater. 2020, 262, 120848. [Google Scholar] [CrossRef]
- McMillen, J.M. Stresses in Wood during Drying; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1958; Volume 1652, 174p. [Google Scholar]
- Diawanich, P.; Tomad, S.; Matan, N.; Kyokong, B. Novel assessment of casehardening in kiln-dried lumber. Wood Sci. Technol. 2012, 46, 101–114. [Google Scholar] [CrossRef]
- Denig, J.; Wengert, E.M.; Simpson, W.T. Drying Hardwood Lumber; Gen. Tech. Rep. FPL-GTR-118; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2000; 138p. [Google Scholar]
- Rahimi, S.; Faezipour, M.; Tarmian, A. Drying of internal-check prone poplar lumber using three different conventional kiln drying schedules. J. Indian Acad. Wood Sci. 2011, 8, 6–10. [Google Scholar] [CrossRef]
- Pratt, G.H. Timber Drying Manual; Building Research Establishment: Buckinghamshire, UK, 1974; 152p. [Google Scholar]
- Nasir, V.; Ayanleye, S.; Kazemirad, S.; Sassani, F.; Adamopoulos, S. Acoustic emission monitoring of wood materials and timber structures: A critical review. Const. Build. Mater. 2022, 350, 128877. [Google Scholar] [CrossRef]
- Leblon, B.; Adedipe, O.; Hans, G.; Haddadi, A.; Tsuchikawa, S.; Burger, J.; Stirling, R.; Pirouz, Z.; Groves, K.; Nader, J.; et al. A review of near-infrared spectroscopy for monitoring moisture content and density of solid wood. For. Chron. 2013, 89, 595–606. [Google Scholar] [CrossRef]
- Tsuchikawa, S.; Kobori, H. A review of recent application of near infrared spectroscopy to wood science and technology. J. Wood Sci. 2013, 61, 213–220. [Google Scholar] [CrossRef]
- Tsuchikawa, S. A review of recent near infrared research for wood and paper. Appl. Spectrosc. Rev. 2007, 42, 43–71. [Google Scholar] [CrossRef]
- Tsuchikawa, S.; Schwanninger, M. A review of recent near-infrared research for wood and paper (Part 2). Appl. Spectrosc. Rev. 2013, 48, 560–587. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run Number | Schedule | Conditioning | Storage | Name |
|---|---|---|---|---|
| 1 | Control (unmodified) | Yes | No | UN |
| 2 | Modified I | Yes | No | I_C_NS |
| 3 | Modified I | No | No | I_NC_NS |
| 4 | Modified II | No | No | II_NC_NS |
| 5 | Modified I | Yes | Yes | I_C_S |
| 6 | Modified I | No | Yes | I_NC_S |
| 7 | Modified II | Yes | Yes | II_C_S |
| 8 | Modified II | No | Yes | II_NC_S |
| 9 | Modified II | Yes | No | II_C_NS |
| Step | Time (h) | Dry-Bulb Temperature (°C) | Wet-Bulb Temperature (°C) | Relative Humidity (%) | Equilibrium Moisture Content (%) |
|---|---|---|---|---|---|
| 1 | 12 | 48.9 | 48.9 | 100.0 | 25.5 |
| 2 | 24 | 51.7 | 50.6 | 94.2 | 20.8 |
| 3 | 24 | 55.0 | 52.8 | 89.0 | 17.6 |
| 4 | 24 | 57.8 | 55.0 | 86.5 | 16.2 |
| 5 | 24 | 61.7 | 56.7 | 77.7 | 12.7 |
| 6 | 24 | 65.6 | 58.9 | 71.9 | 10.8 |
| 7 | 24 | 70.0 | 60.6 | 63.7 | 8.8 |
| 8 | 24 | 73.9 | 62.8 | 59.4 | 7.8 |
| 9 | Till Mf = 12% | 77.8 | 65.0 | 55.7 | 7.0 |
| 10 | 12 | 71.7 | 66.7 | 79.4 | 12.3 |
| Step | Time (h) | Dry-Bulb Temperature (°C) | Wet-Bulb Temperature (°C) | Relative Humidity (%) | Equilibrium Moisture Content (%) |
|---|---|---|---|---|---|
| 1 | 12 | 48.9 | 48.9 | 100.0 | 25.5 |
| 2 | 24 | 57.8 | 54.4 | 83.8 | 15.1 |
| 3 | 24 | 54.4 | 46.1 | 62.7 | 9.7 |
| 4 | 24 | 60.0 | 46.1 | 46.1 | 6.8 |
| 5 | 24 | 62.2 | 46.1 | 41.0 | 6.0 |
| 6 | 24 | 71.1 | 51.7 | 37.0 | 5.1 |
| 7 | Till Mf = 12% | 78.8 | 54.4 | 30.1 | 4.1 |
| 8 | 12 (optional) | 71.7 | 66.7 | 79.4 | 12.3 |
| 9 | 168 (optional) | 20 | 16 | 65 | 12.3 |
| Step | Time (h) | Dry-Bulb Temperature (°C) | Wet-Bulb Temperature (°C) | Relative Humidity (%) | Equilibrium Moisture Content (%) |
|---|---|---|---|---|---|
| 1 | 12 | 48.9 | 48.9 | 100.0 | 25.5 |
| 2 | 24 | 62.8 | 60.6 | 89.8 | 17.2 |
| 3 | 24 | 68.3 | 64.4 | 83.2 | 13.9 |
| 4 | 24 | 71.1 | 64.4 | 73.1 | 10.7 |
| 5 | 24 | 79.4 | 64.4 | 50.4 | 6.2 |
| 6 | Till Mf = 12% | 85.0 | 64.4 | 39.5 | 4.7 |
| 7 | 12 (optional) | 71.7 | 66.7 | 79.4 | 12.3 |
| 8 | 168 (optional) | 20 | 16 | 65 | 12.3 |
| Drying Schedule | Correlation between Wood Indices | ||
|---|---|---|---|
| Mi and Mf | wi and Mf | ρb and Mf | |
| UN | 0.15 | 0.40 | 0.18 |
| I_C_NS | 0.62 | 0.74 | 0.28 |
| I_NC_NS | 0.54 | 0.61 | 0.29 |
| II_NC_NS | 0.22 | 0.59 | 0.60 |
| I_C_S | 0.45 | 0.61 | 0.29 |
| I_NC_S | 0.47 | 0.75 | 0.50 |
| II_C_S | 0.53 | 0.61 | 0.15 |
| II_NC_S | 0.25 | 0.38 | 0.12 |
| II_C_NS | 0.37 | 0.55 | 0.28 |
| Statistics | Training (%) | Test (%) |
|---|---|---|
| R-squared (R2) | 73.86 | 44.81 |
| Root mean squared error (RMSE) | 2.48 | 3.61 |
| Mean squared error (MSE) | 6.15 | 13.05 |
| Mean absolute deviation (MAD) | 1.68 | 2.43 |
| Mean absolute percent error (MAPE) | 0.12 | 0.17 |
| Statistics | Training (%) | Test (%) |
|---|---|---|
| R-squared (R2) | 56.80 | 32.10 |
| Root mean squared error (RMSE) | 3.19 | 4.00 |
| Mean squared error (MSE) | 10.17 | 16.04 |
| Mean absolute deviation (MAD) | 2.33 | 2.92 |
| Mean absolute percent error (MAPE) | 0.17 | 0.21 |
| Actual Class | Count | Predicted Training Class | Predicted Test Class | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Over- Dried | Acceptable | Under-Dried | Correct (%) | Over- Dried | Acceptable | Under-Dried | Correct (%) | ||
| Over-dried | 58 | 52 | 5 | 1 | 89.66 | 34 | 23 | 1 | 58.62 |
| Acceptable | 268 | 44 | 192 | 32 | 71.64 | 38 | 192 | 38 | 71.64 |
| Under-dried | 52 | 0 | 8 | 44 | 84.62 | 2 | 15 | 35 | 67.31 |
| ALL | 378 | 96 | 205 | 77 | 76.19 | 74 | 230 | 74 | 69.05 |
| Actual Class | Count | Predicted Training Class | Predicted Test Class | ||
|---|---|---|---|---|---|
| Misclassed | Error (%) | Misclassed | Error (%) | ||
| Over-dried | 58 | 6 | 10.34 | 24 | 41.38 |
| Acceptable | 268 | 76 | 28.36 | 76 | 28.36 |
| Under-dried | 52 | 8 | 15.38 | 17 | 32.69 |
| ALL | 378 | 90 | 23.81 | 117 | 30.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahimi, S.; Nasir, V.; Avramidis, S.; Sassani, F. The Role of Drying Schedule and Conditioning in Moisture Uniformity in Wood: A Machine Learning Approach. Polymers 2023, 15, 792. https://doi.org/10.3390/polym15040792
Rahimi S, Nasir V, Avramidis S, Sassani F. The Role of Drying Schedule and Conditioning in Moisture Uniformity in Wood: A Machine Learning Approach. Polymers. 2023; 15(4):792. https://doi.org/10.3390/polym15040792
Chicago/Turabian StyleRahimi, Sohrab, Vahid Nasir, Stavros Avramidis, and Farrokh Sassani. 2023. "The Role of Drying Schedule and Conditioning in Moisture Uniformity in Wood: A Machine Learning Approach" Polymers 15, no. 4: 792. https://doi.org/10.3390/polym15040792
APA StyleRahimi, S., Nasir, V., Avramidis, S., & Sassani, F. (2023). The Role of Drying Schedule and Conditioning in Moisture Uniformity in Wood: A Machine Learning Approach. Polymers, 15(4), 792. https://doi.org/10.3390/polym15040792