



Hair-Reinforced Elastomer Matrix Composites: Formulation, Mechanical Testing, and Advanced Microstructural Characterization

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
- Eco-friendliness: Since the hairs are bioderived fibers based on the natural polymer keratin, they represent a natural, cheap, renewable, and biodegradable alternative to polyester, glass, and carbon fibers. However, it should also be noted that cellulose-based fibers derived from plants, such as flax and cotton, can be readily produced on an industrial scale and generally exhibit superior mechanical property reproducibility.
- Attractive surface structure: Hair is a complex, hierarchically structured object with an intricate internal surface [8] structure, which has been extensively studied using various microscopy and tomography methods over decades [9]. Keratin scales on the surface of hair fibers are considered to be effective mechanical hooks for providing a strong interface bond with the matrix, which can be further improved through chemical modification (activation) [10,11].
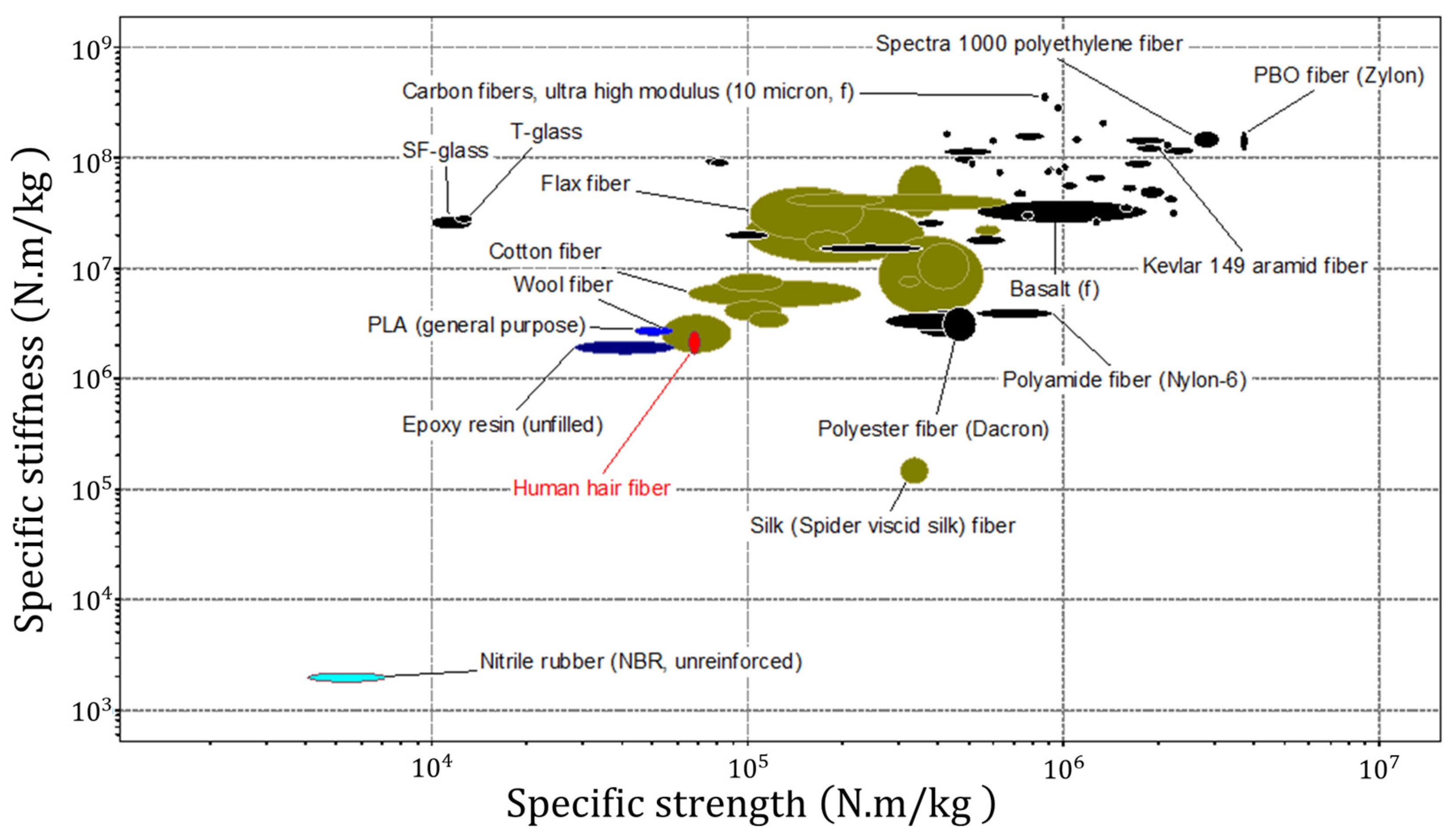
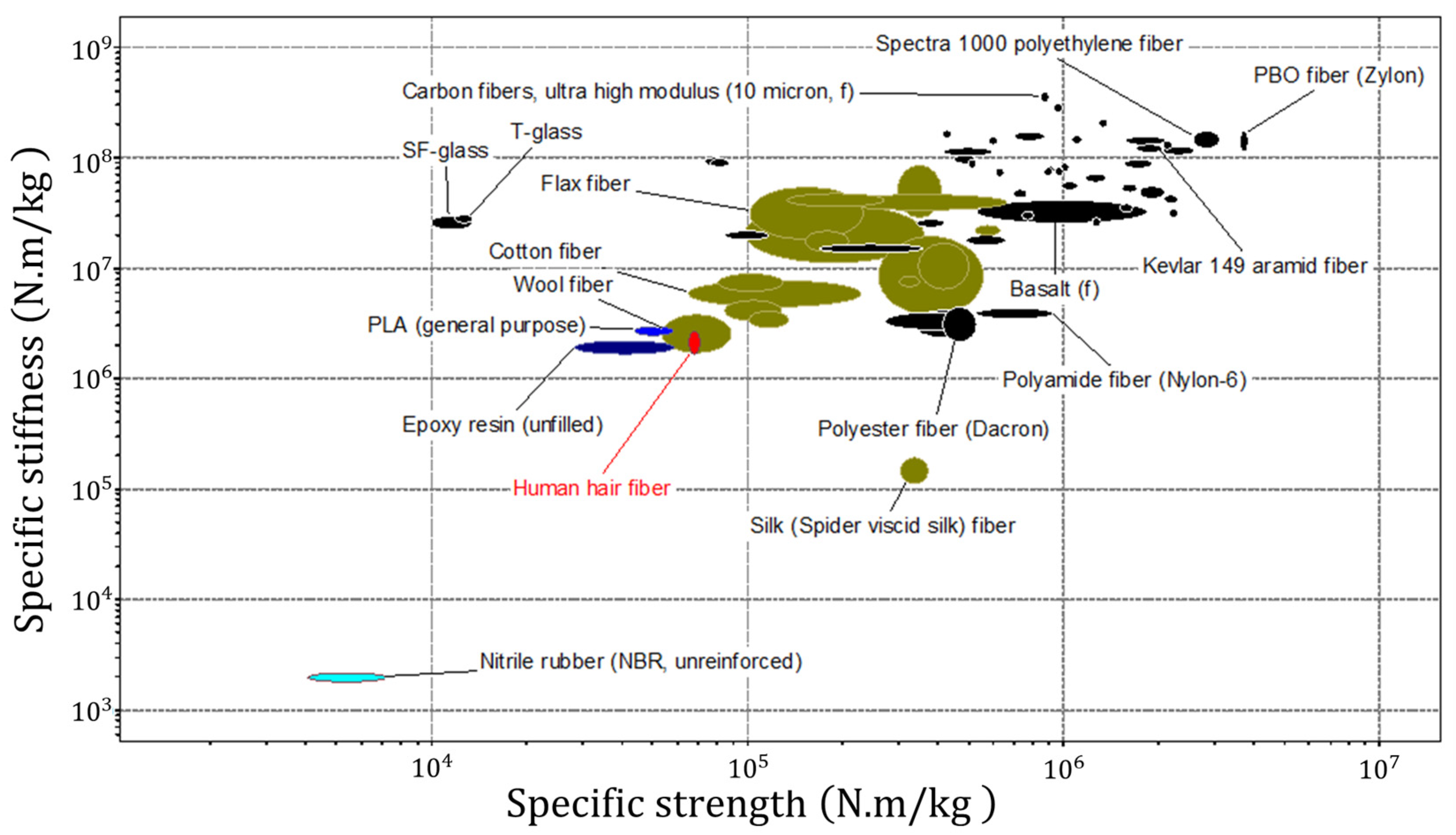
- Rational choice of matrix material: Hairs are very flexible in bending and under tension show large values of elongation to rupture of up to 50%. The specific strength and stiffness of hairs are almost identical to epoxy and PLA, indicating that little or no reinforcement effect can be anticipated in composites using these matrices. The overall mechanical performance of hairs (low stiffness and good flexibility) indicates that the reinforcement effect is likely to be more pronounced for polymer matrices with lower stiffness, such as elastomers [12,13].
2. Materials and Methods
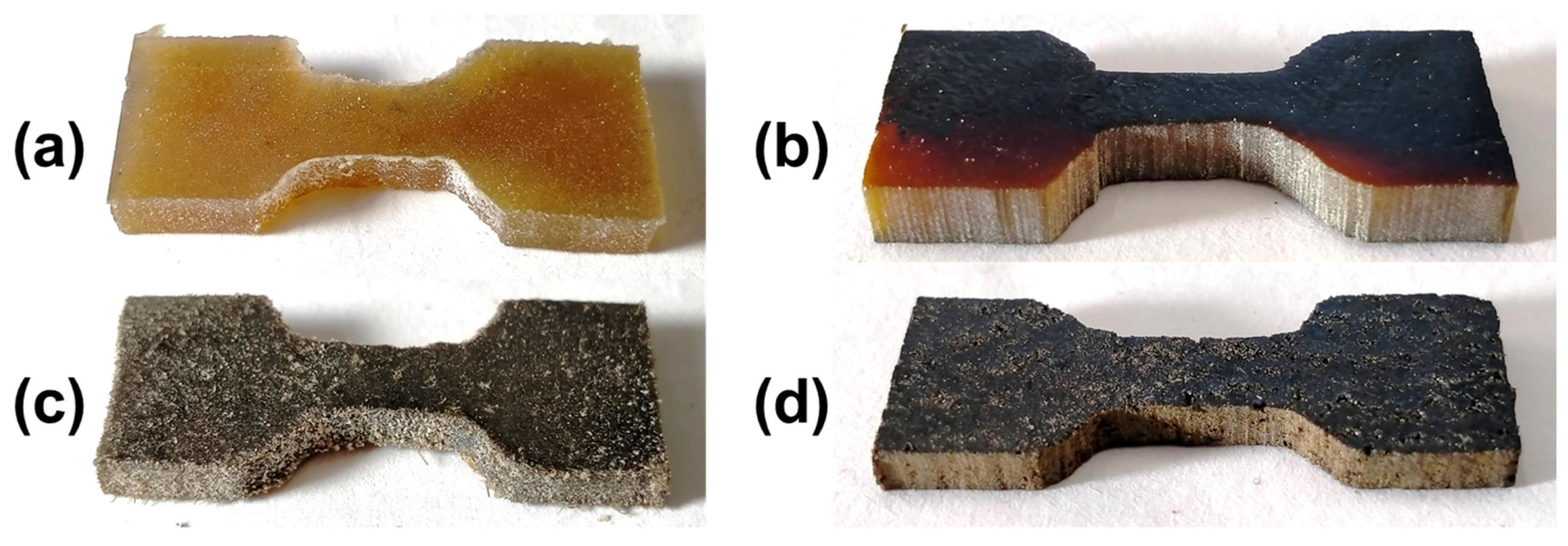
2.1. Samples Preparations
2.2. Scanning Electron Microscopy
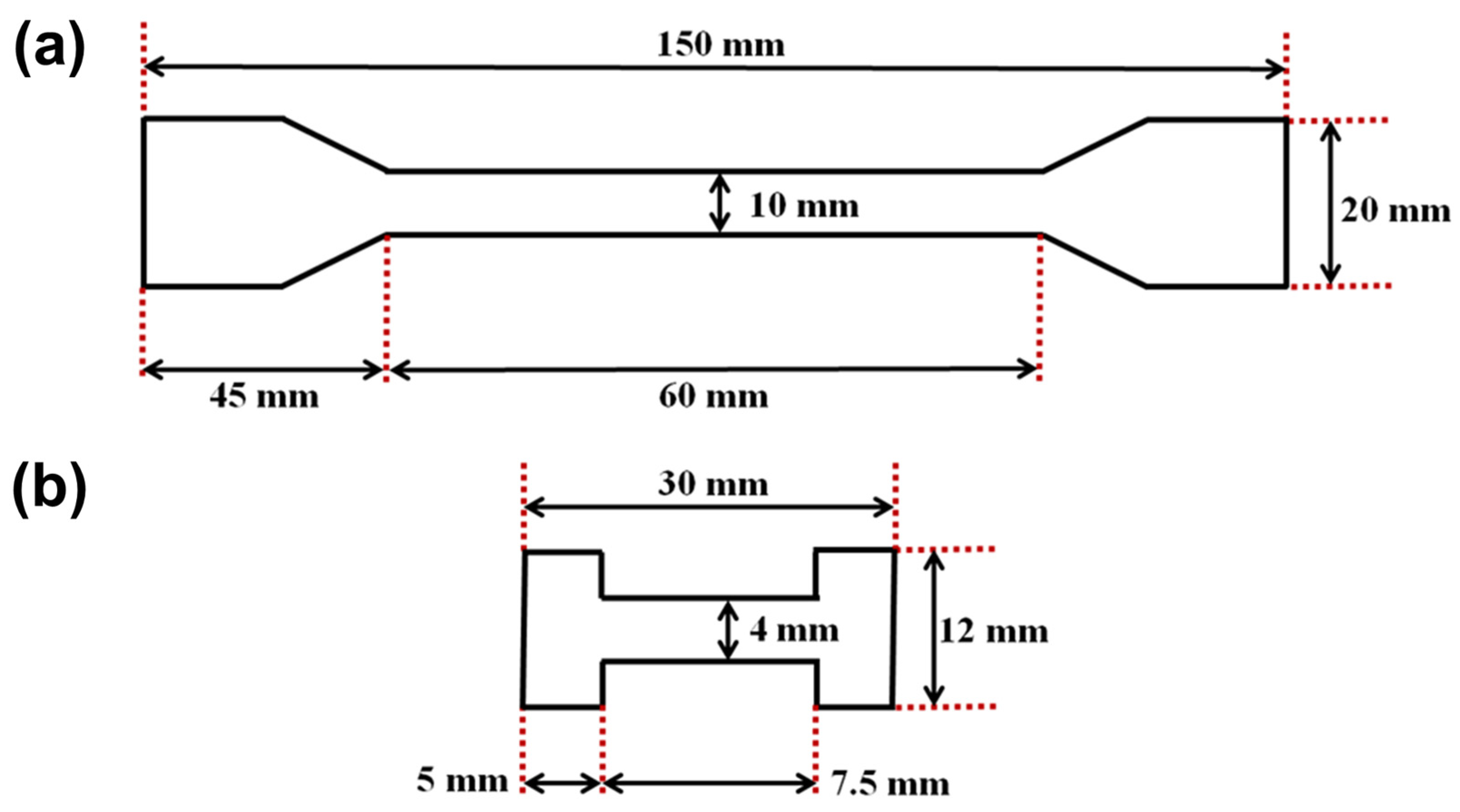
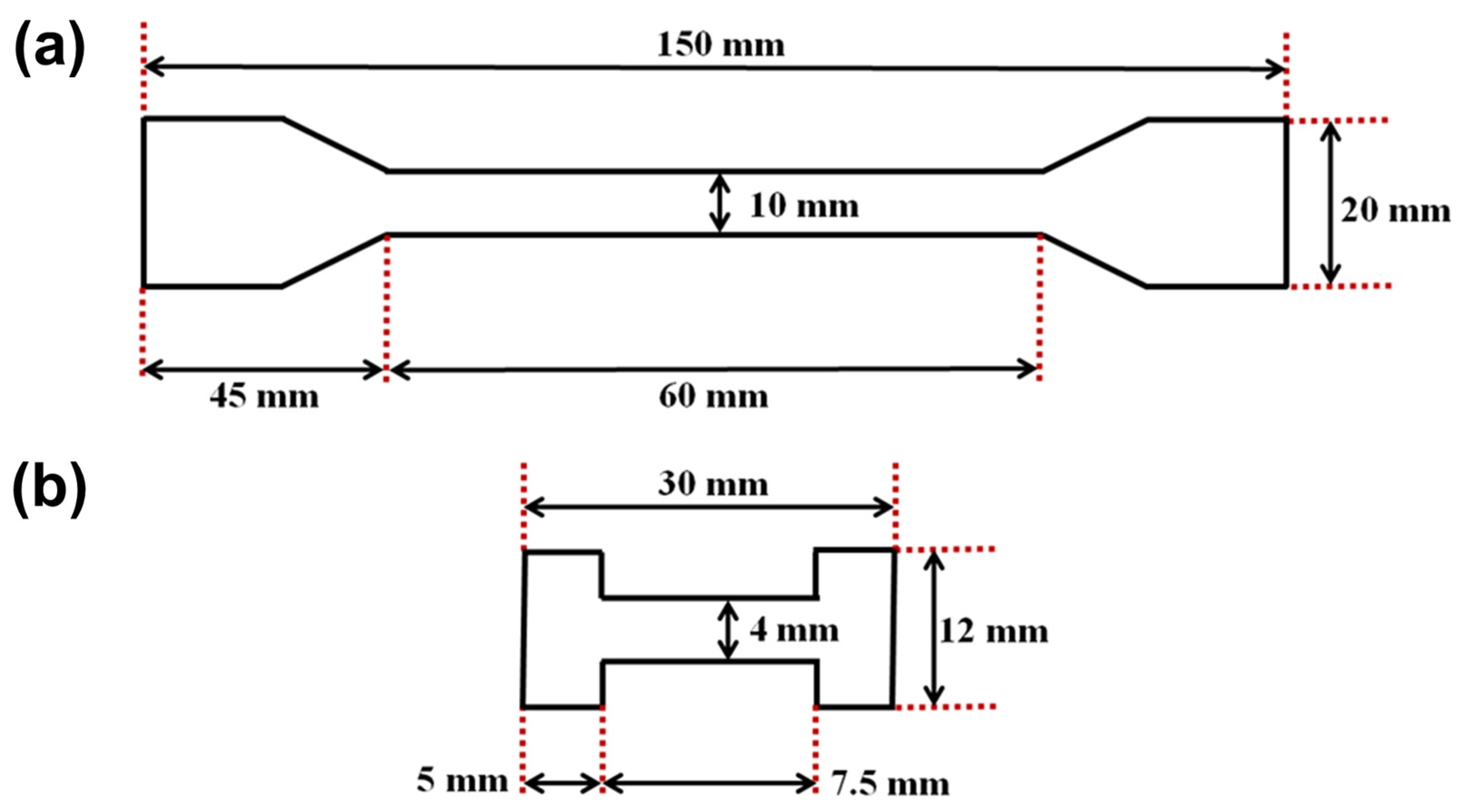
2.3. Tensile Test
2.4. Photoacoustic Microscopy
3. Results and Discussion
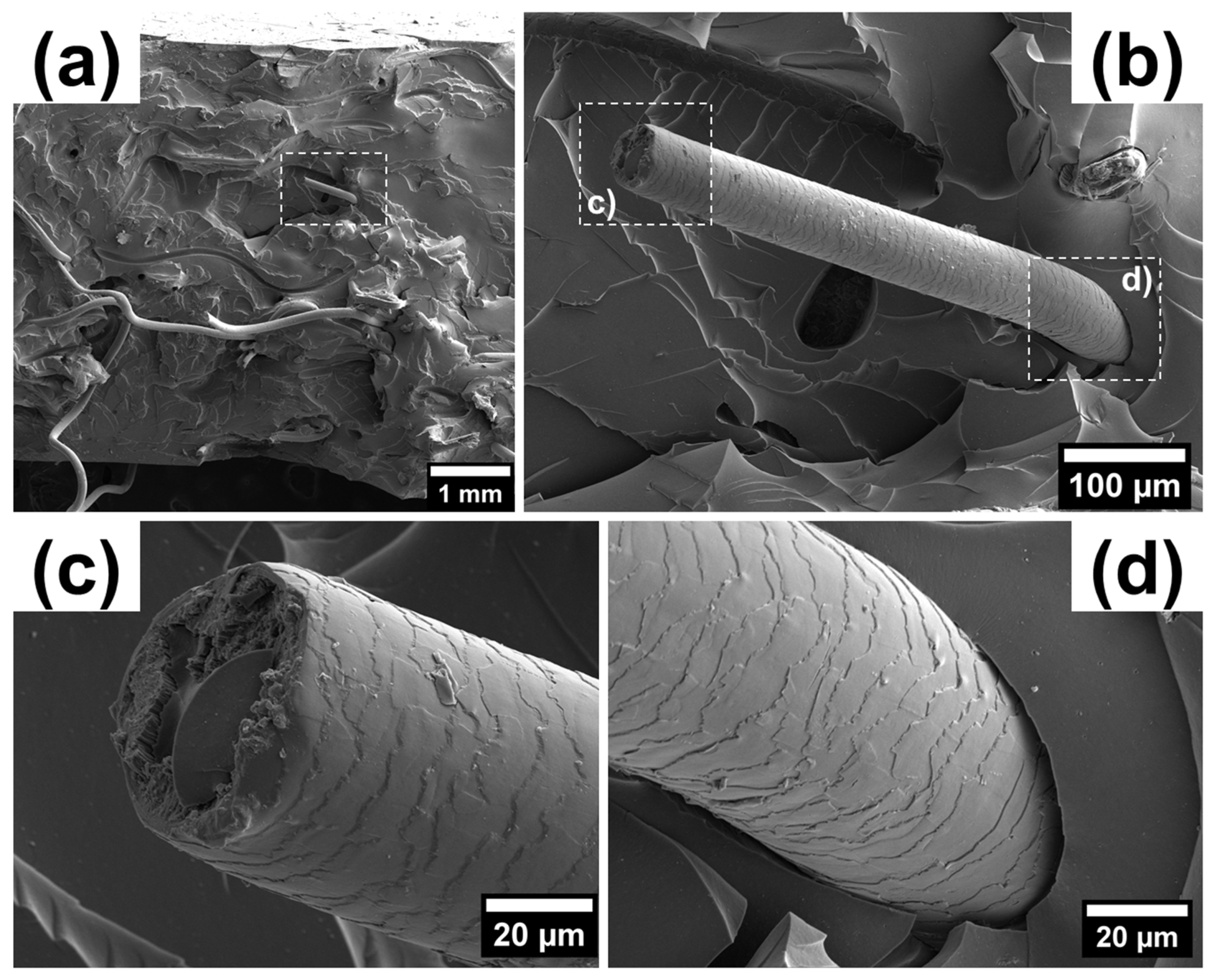
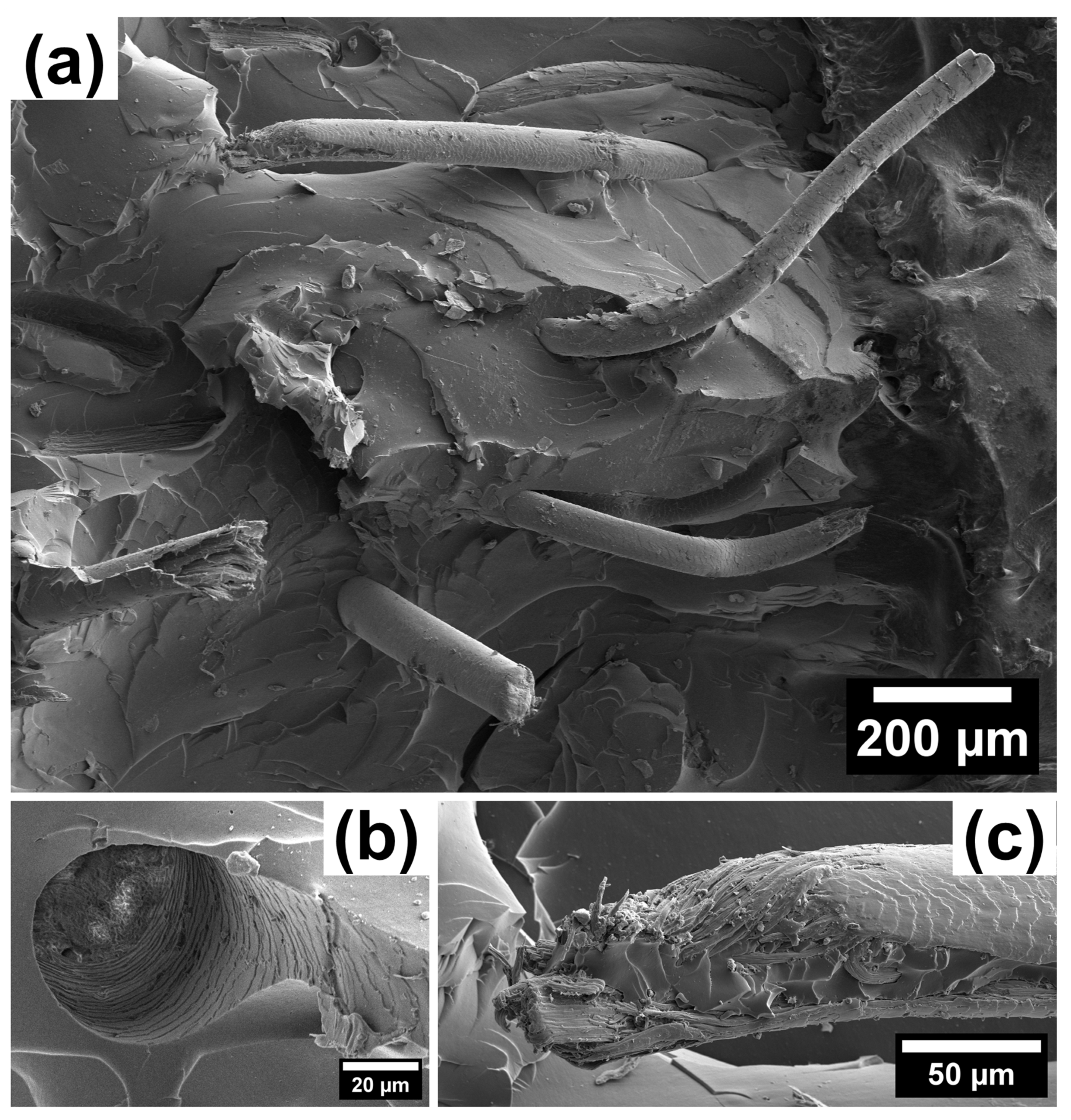
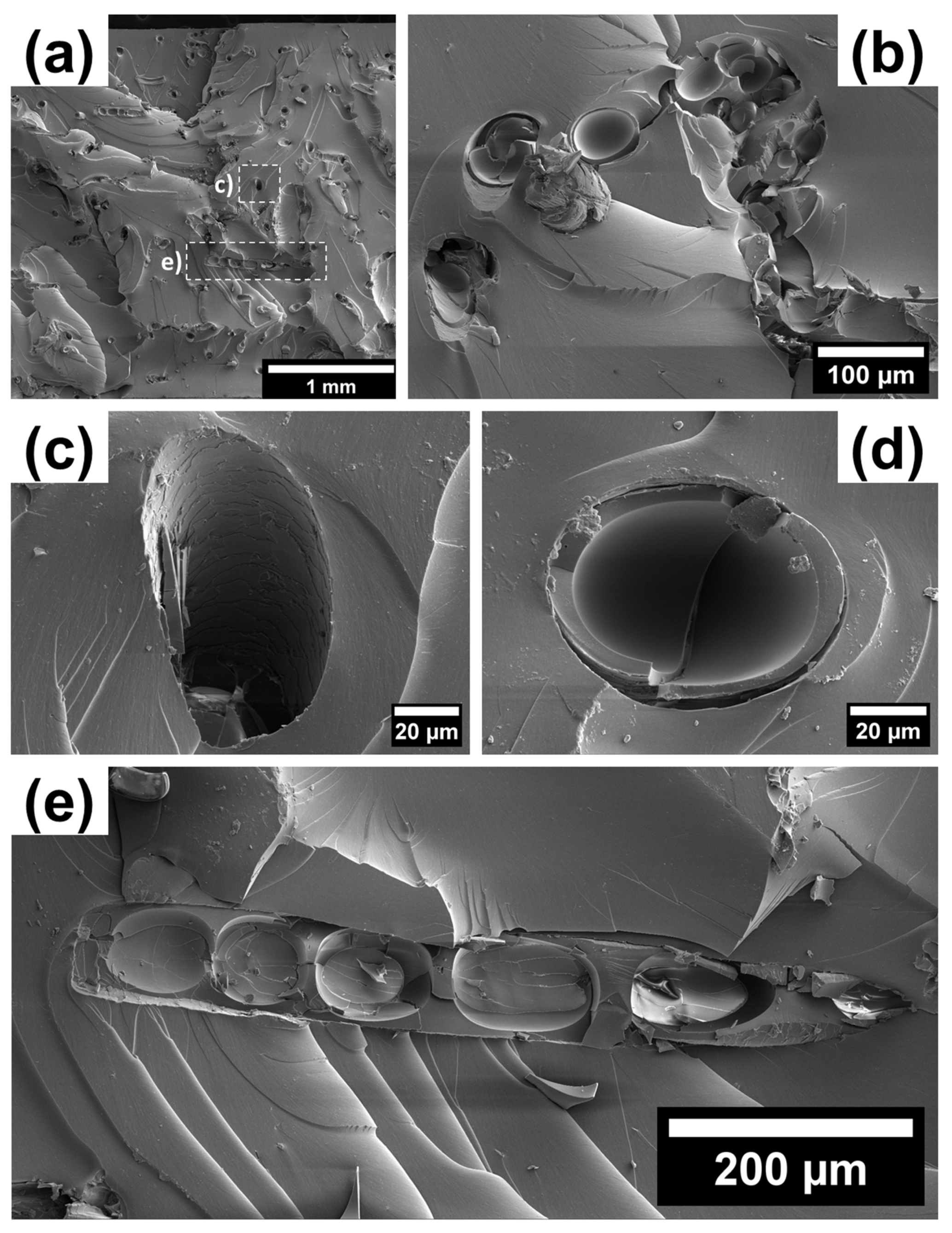
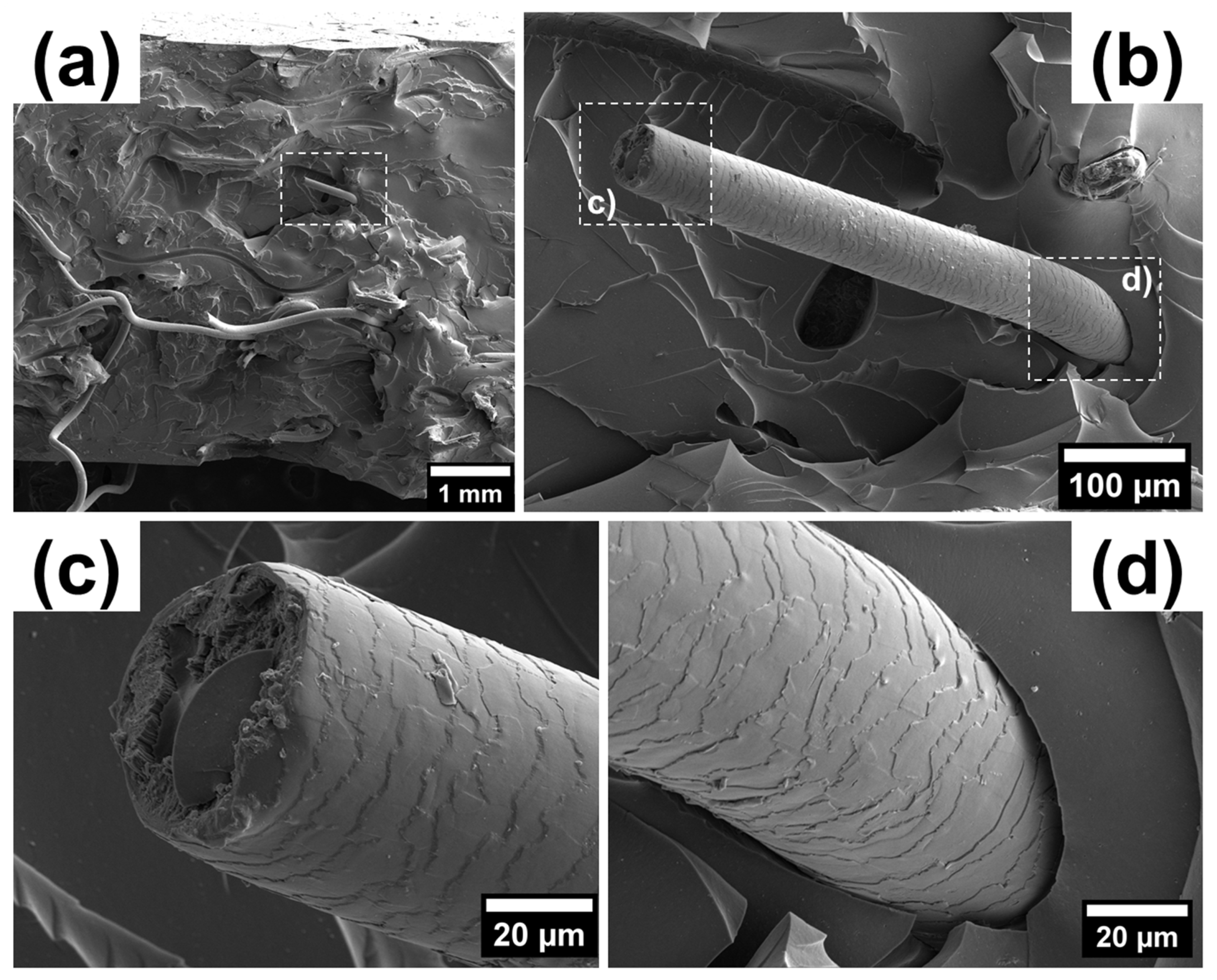
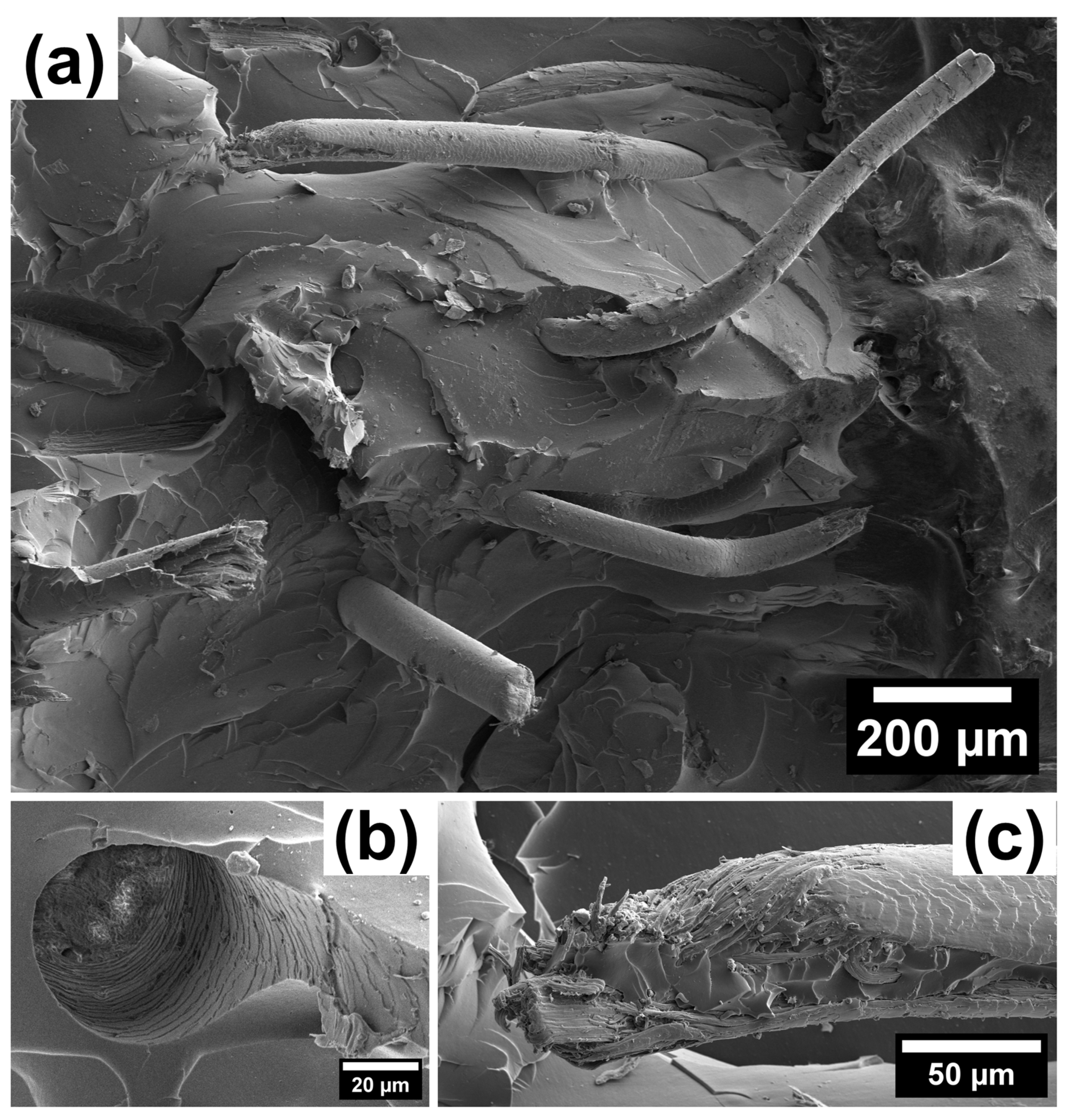
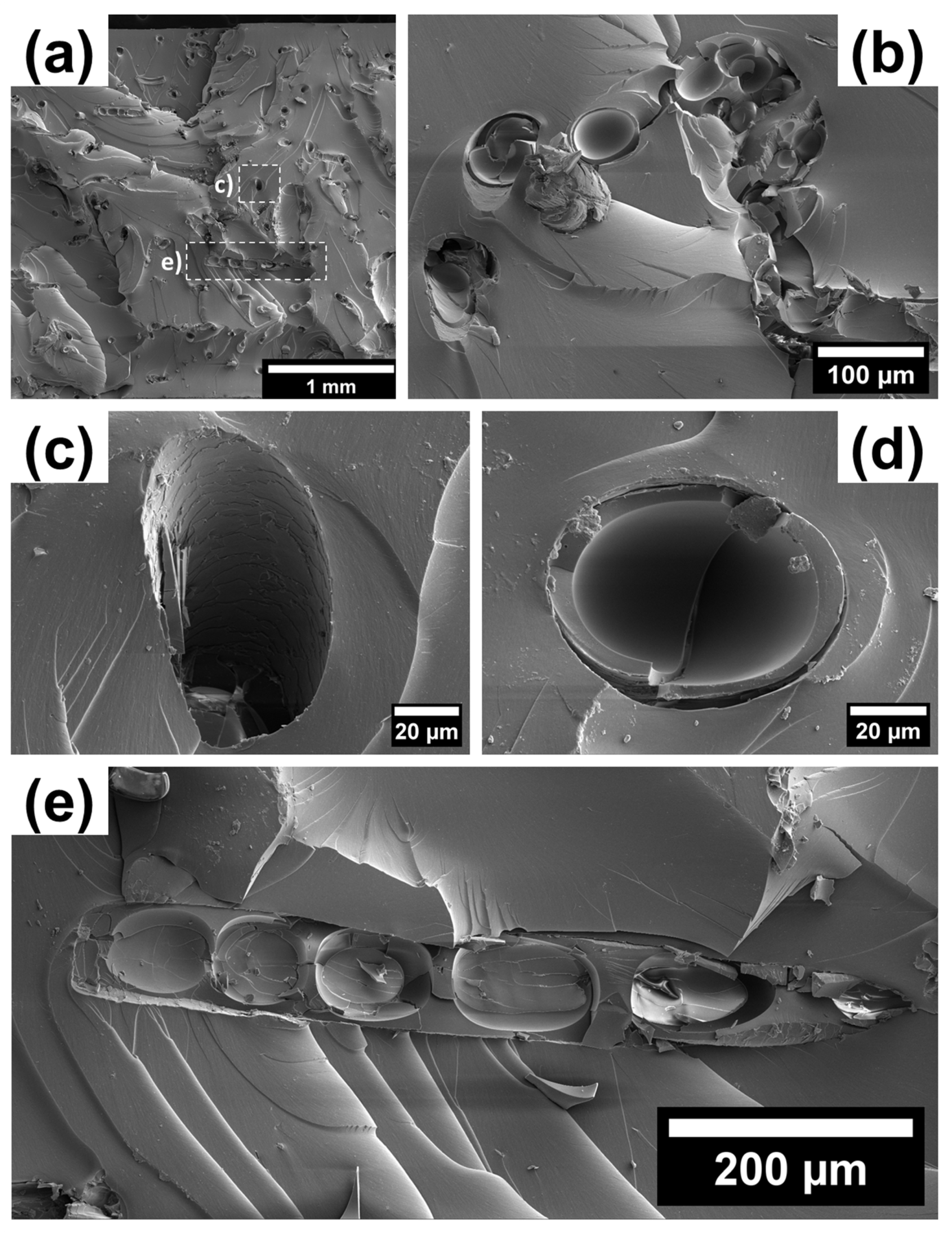
3.1. Microstructure Characterization via Scanning Electron Microscopy
- The optimization of the carbonization temperature to prevent the hair biopolymer’s thermal destruction;
- The chemical modification of the hair surface to enhance its adhesion to the elastomeric matrix, homogenizing the composite during rubber mixture preparation.
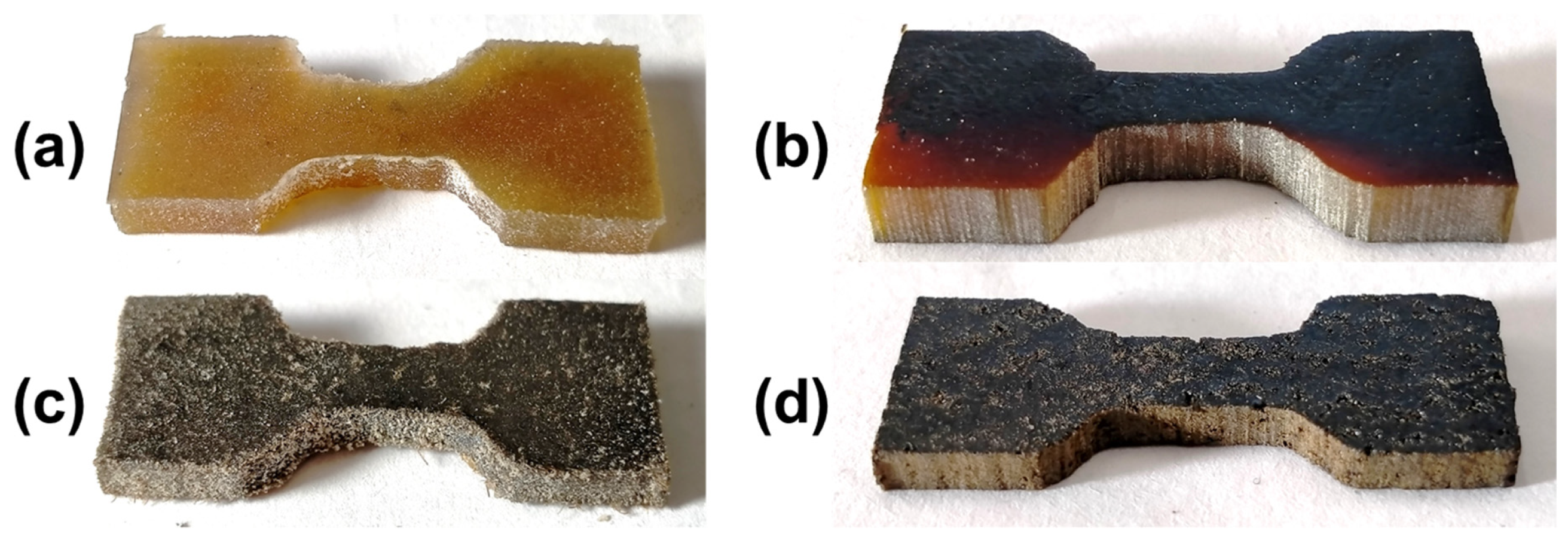
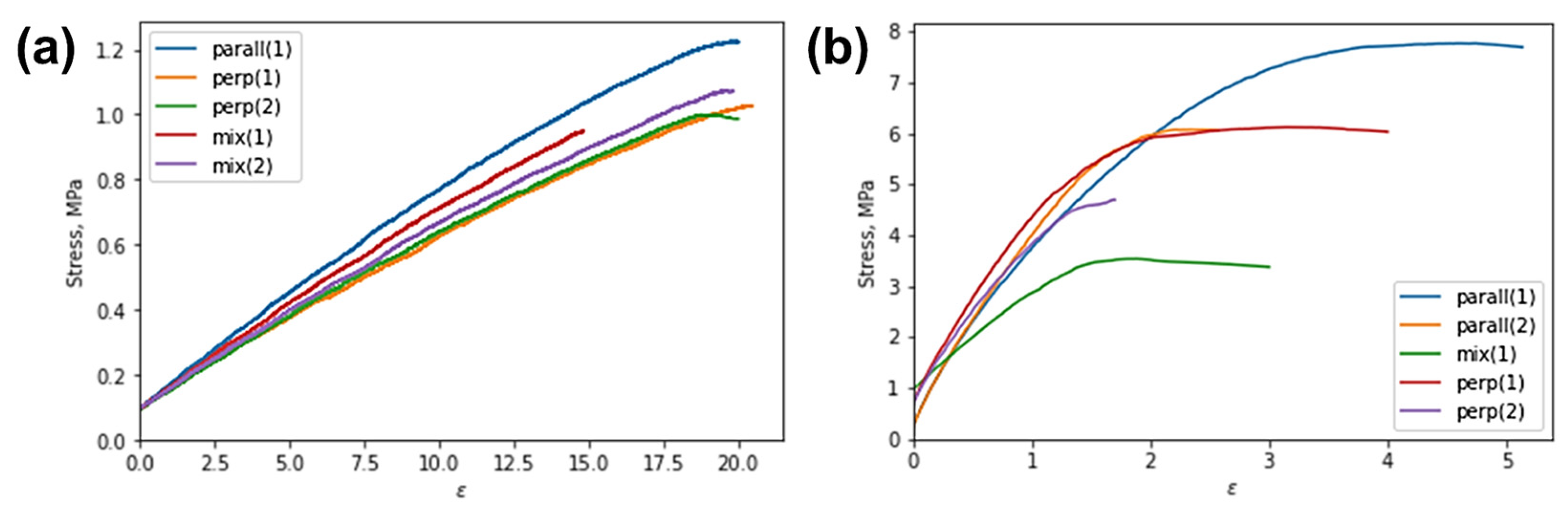
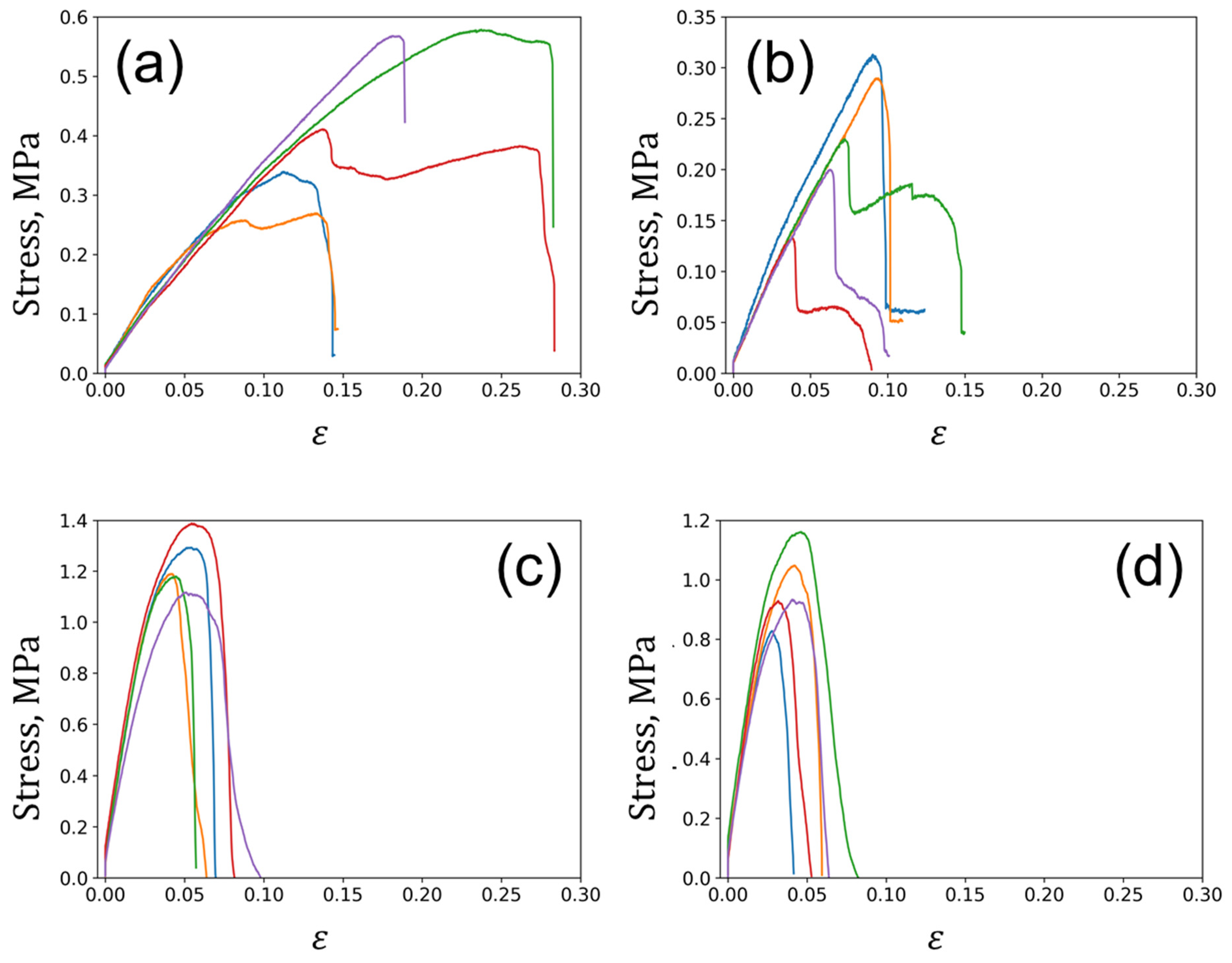
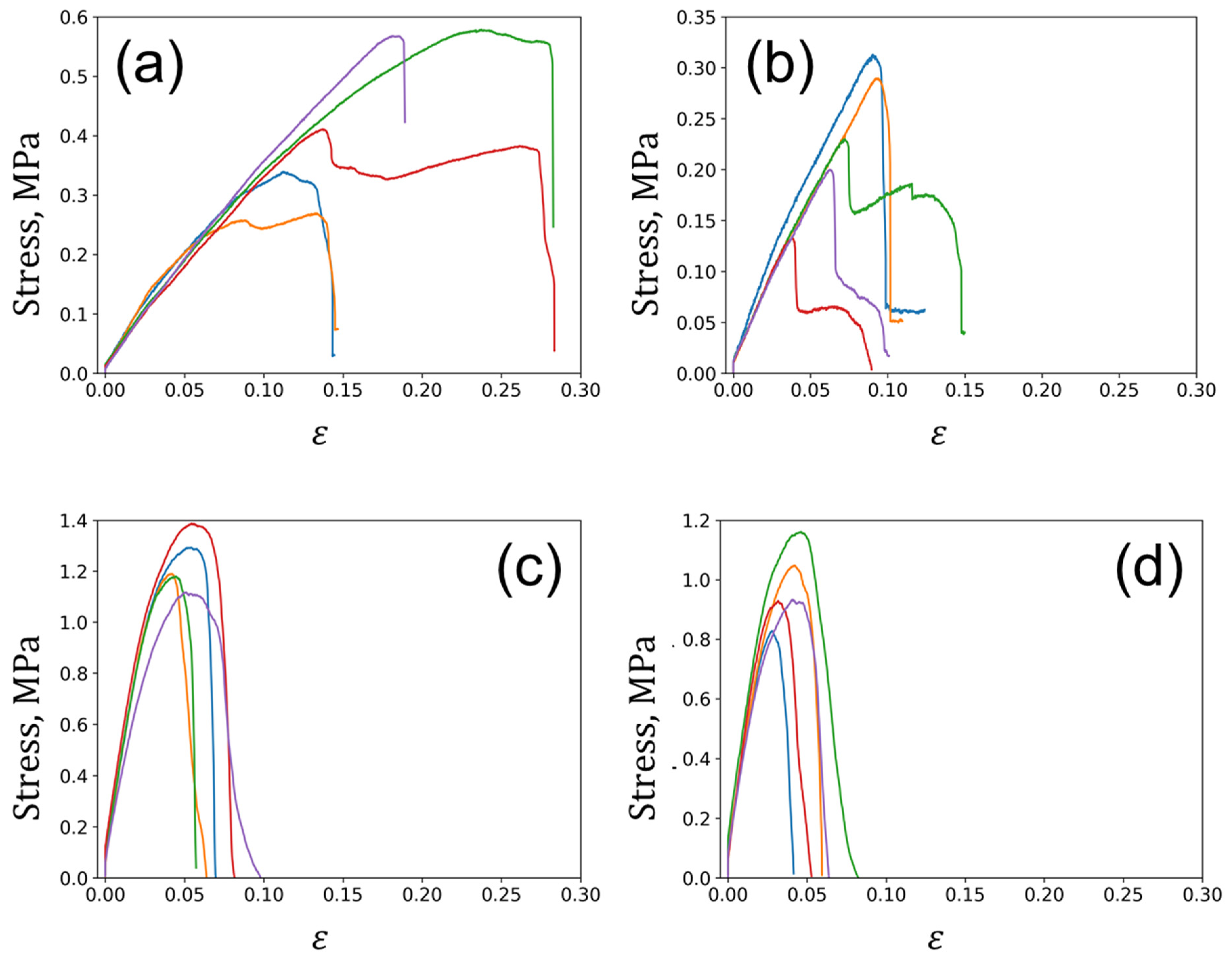
3.2. Mechanical Property Measurements
- (a)
- An obvious decrease in this value in notched specimens compared to unnotched specimens (two and more times);
- (b)
- An increase in the work of fracture resulting from carbonization (3–4 times);
- (c)
- Unfavorable impact of reinforcement on the work of fracture (presumably caused by a decrease in deformability and effective cross-section).
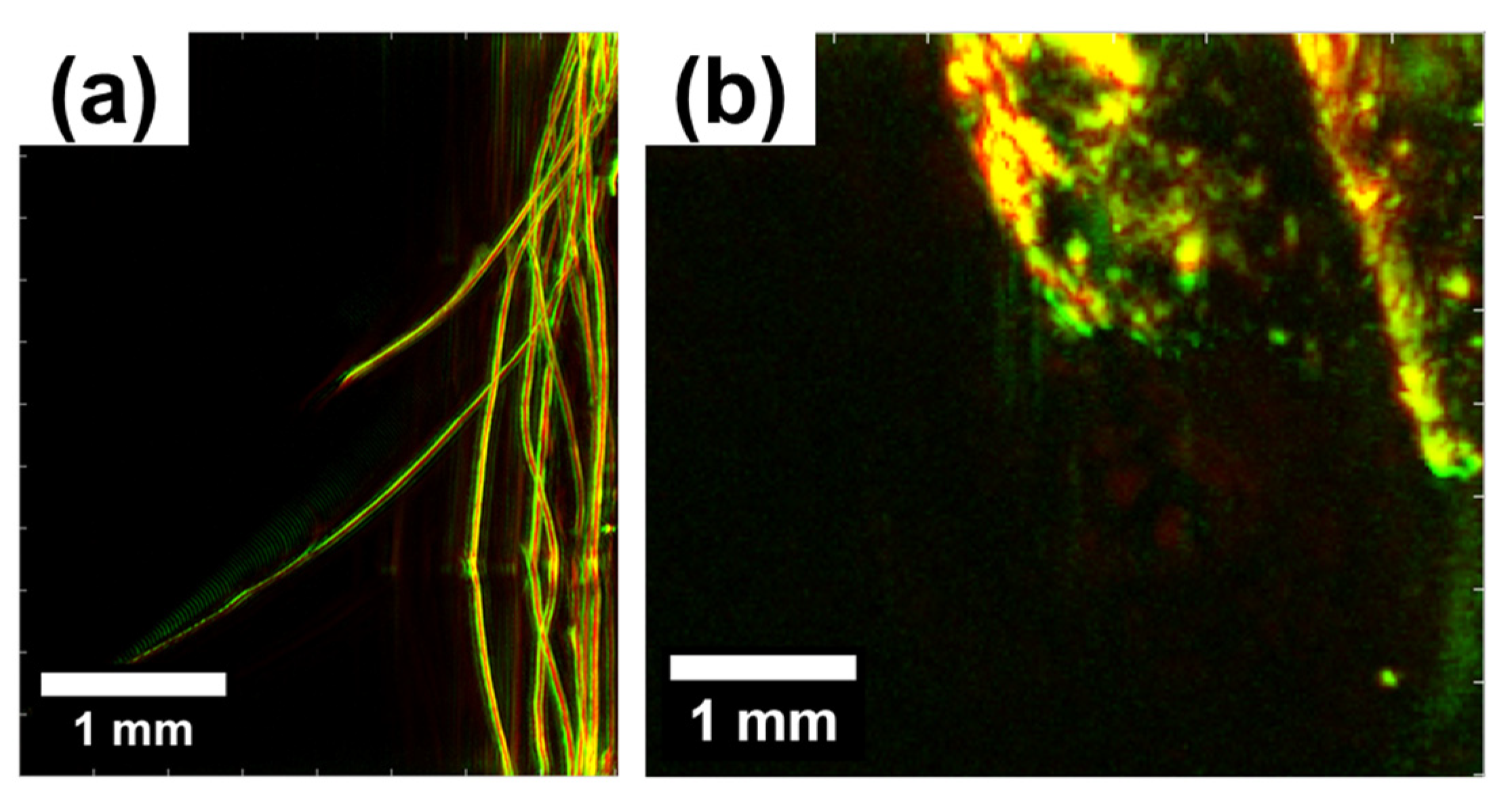
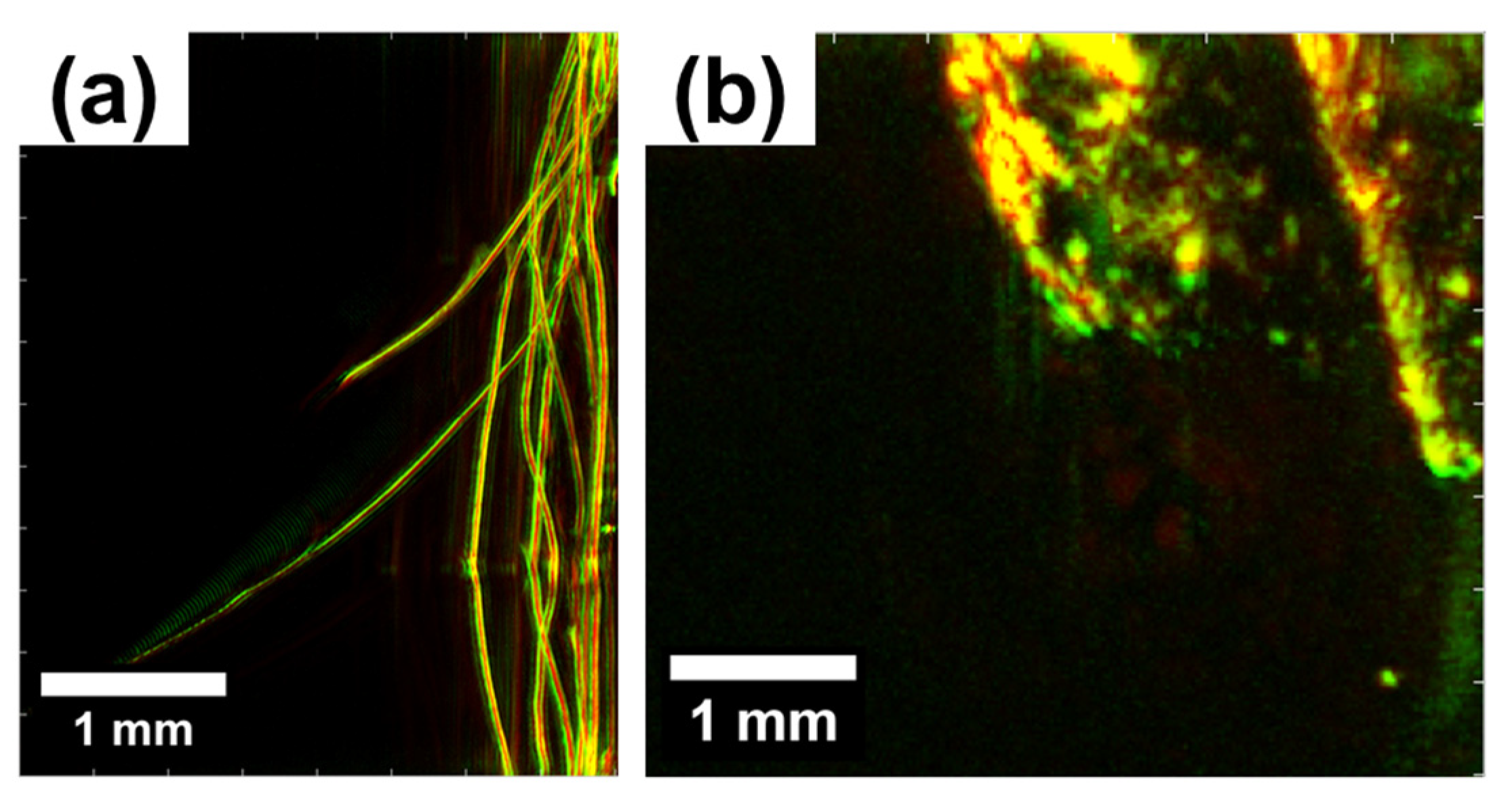
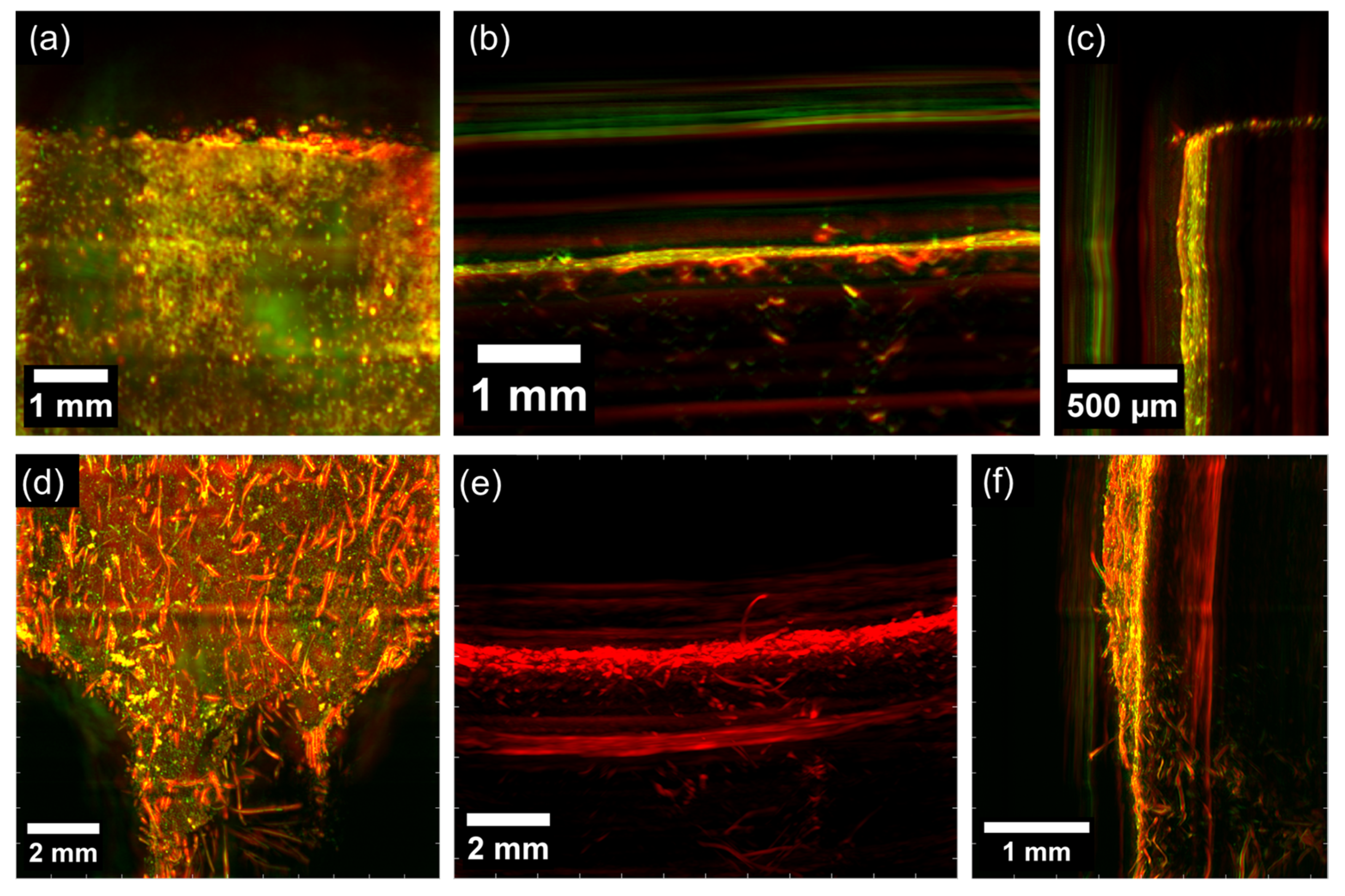
3.3. Microstructure Characterization via Photoacoustic Microscopy
4. Conclusions
- The feasibility of the proposed technique for producing composite materials that exhibit a marked increase in physical and mechanical properties (specifically elastic modulus and tensile strength), while maintaining acceptable levels of deformability and fracture work, has been verified in comparison to unreinforced rubber.
- The experimental results confirm a significant enhancement in properties for both vulcanized and carbonized NR matrix rubber under varying hair orientations (i.e., parallel, perpendicular, and mixed) relative to the tensile axis with and without notches (i.e., stress concentrators).
- Notably, the hair-reinforced composites display a unique fracture behavior that leads to high specimen survivability even after the onset of fracture.
- The study utilizes high-resolution scanning electron microscopy to analyze the fracture surface and proposes mechanisms for fracture development. Specifically, it identifies the structural characteristics of the matrix and reinforcing fibers that effectively block brittle crack propagation.
- The effectiveness of using nanostructured melanin as a marker for photoacoustic imaging of fibers within the matrix is also demonstrated. High-resolution images were acquired to observe the reinforcing fibers within the elastomeric matrix.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sezgin, H.; Yalcin Enis, I. Human hair fiber as a reinforcement material in composite structures. In Proceedings of the 2nd International Symposium on Innovative Approaches n Scientific Studies, Samsun, Turkey, 30 November–2 December 2018; Volume 3, pp. 880–883. [Google Scholar]
- Espín-Lagos, S.M.; Arias, A.R.R.; Guamanquispe-Toasa, J.P.; Avila, E.M.B. Long and Short Human Hair Fiber-Reinforced Polymer Composites: Mechanical Properties for Engineering Applications. Mater. Sci. Forum 2022, 1053, 3–8. [Google Scholar] [CrossRef]
- Brandt, A.M. Fibre reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering. Compos. Struct. 2008, 86, 3–9. [Google Scholar] [CrossRef]
- Naik, H.; Naikoo, N.A.; Dar, S.A.; Showket, M.; Muhamm, S.A. Use of horse hair as fiber reinforcement in concrete. Int. J. Adv. Res. 2015, 3, 1569–1572. [Google Scholar]
- Verma, A.; Singh, V.K. Mechanical, microstructural and thermal characterization of epoxy-based human hair-reinforced composites. J. Test. Eval. 2019, 47, 1193–1215. [Google Scholar] [CrossRef]
- Rojas-Martínez, L.E.; Flores-Hernandez, C.G.; López-Marín, L.M.; Martinez-Hernandez, A.L.; Thorat, S.B.; Reyes Vasquez, C.D.; Del Rio-Castillo, A.E.; Velasco-Santos, C. 3D printing of PLA composites scaffolds reinforced with keratin and chitosan: Effect of geometry and structure. Eur. Polym. J. 2020, 141, 110088. [Google Scholar] [CrossRef]
- Ansys GRANTA EduPack Software; ANSYS, Inc.: Cambridge, UK, 2021; Available online: www.ansys.com/materials (accessed on 10 August 2023).
- Müllner AR, M.; Pahl, R.; Brandhuber, D.; Peterlik, H. Porosity at Different Structural Levels in Human and Yak Belly Hair and Its Effect on Hair Dyeing. Molecules 2020, 25, 2143. [Google Scholar] [CrossRef] [PubMed]
- Stanić, V.; Bettini, J.; Montoro, F.E.; Stein, A.; Evans-Lutterodt, K. Local structure of human hair spatially resolved by sub-micron X-ray beam. Sci. Rep. 2015, 5, 17347. [Google Scholar] [CrossRef] [PubMed]
- Ramachandran, A.; Rangappa, S.M.; Kushvaha, V.; Khan, A.; Seingchin, S.; Dhakal, H.N. Modification of Fibers and Matrices in Natural Fiber Reinforced Polymer Composites: A Comprehensive Review. Macromol. Rapid Commun. 2022, 43, 2100862. [Google Scholar] [CrossRef] [PubMed]
- Yu, Y. Structural and Mechanical Properties of Alpha-Keratin Fibers. Ph.D. Dissertation, NanoEngineering, University of California San Diego, La Jolla, CA, USA, 2017; p. 215. [Google Scholar]
- Tohmyoh, H.; Futada, K. Division of force among layers constituting human hair during bending and tension. J. Mech. Behav. Biomed. Mater. 2022, 133, 105346. [Google Scholar] [CrossRef] [PubMed]
- Yu, Y.; Yang, W.; Wang, B.; Meyers, M.A. Structure and mechanical behavior of human hair. Mater. Sci. Eng. C 2017, 73, 152–163. [Google Scholar] [CrossRef] [PubMed]
- Stepashkin, A.A.; Chukov, D.I.; Kaloshkin, S.D.; Pyatov, I.S.; Deniev, M.Y. Carbonised composite materials based on elastomers filled with carbon nanofillers. Micro Nano Lett. 2018, 13, 588–590. [Google Scholar] [CrossRef]
- Ignatyev, S.D.; Statnik, E.S.; Ozherelkov, D.Y.; Zherebtsov, D.D.; Salimon, A.I.; Chukov, D.I.; Tcherdyntsev, V.V.; Stepashkin, A.A.; Korsunsky, A.M. Fracture Toughness of Moldable Low-Temperature Carbonized Elastomer-Based Composites Filled with Shungite and Short Carbon Fibers. Polymers 2022, 14, 1793. [Google Scholar] [CrossRef] [PubMed]
- Statnik, E.S.; Ignatyev, S.D.; Stepashkin, A.A.; Salimon, A.I.; Chukov, D.; Kaloshkin, S.D.; Korsunsky, A.M. The Analysis of Micro-Scale Deformation and Fracture of Carbonized Elastomer-Based Composites by In Situ SEM. Molecules 2021, 26, 587. [Google Scholar] [CrossRef] [PubMed]
- ISO 37:2017; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. Multiple. American National Standards Institute (ANSI): Washington, DC, USA, 2017.
- Cvjetinovic, J.; Salimon, A.I.; Novoselova, M.V.; Sapozhnikov, P.V.; Shirshin, E.A.; Yashchenok, A.M.; Gorin, D.A. Photoacoustic and Fluorescence Lifetime Imaging of Diatoms. Photoacoustics 2020, 18, 100171. [Google Scholar] [CrossRef] [PubMed]
- He, H.; Schönmann, C.; Schwarz, M.; Hindelang, B.; Berezhnoi, A.; Steimle-Grauer, S.A.; Darsow, U.; Aguirre, J.; Ntziachristos, V. Fast raster-scan optoacoustic mesoscopy enables assessment of human melanoma microvasculature in vivo. Nat. Commun. 2022, 13, 2803. [Google Scholar] [CrossRef] [PubMed]
- Hariri, A.; Moore, C.; Mantri, Y.; Jokerst, J.V. Photoacoustic imaging as a tool for assessing hair follicular organization. Sensors 2020, 20, 5848. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | E (MPa) | σ_max (MPa) | Elongation till Rupture (%) |
|---|---|---|---|
| Vulcanized samples before carbonization | |||
| parall(1) | 10.0 | 1.2 | 23 |
| perp(1) | 5.7 | 1.0 | 22 |
| perp(2) | 6.6 | 1.0 | 21 |
| mix(1) | 6.7 | 1.0 | 15 |
| mix(2) | 6.1 | 1.1 | 21 |
| Carbonized samples | |||
| parall(1) | 282 | 7.8 | 5 |
| parall(2) | 334 | 6.1 | 3 |
| mix(1) | 203 | 3.5 | 5 |
| perp(1) | 396 | 6.1 | 6 |
| perp(2) | 281 | 4.7 | 2 |
| With Notches | With Hairs | Young’s Modulus (MPa) | Tensile Strength (MPa) | Elongation till Rupture (%) | Fracture Work (N·mm) | |
|---|---|---|---|---|---|---|
| Vulcanized | 3.7 ± 0.1 | 0.4 ± 0.1 | 21 ± 3 | 10 ± 2 | ||
| + | 3.8 ± 0.2 | 0.23 ± 0.03 | 11 ± 1 | 2.2 ± 0.4 | ||
| + | 42 ± 2 | 1.23 ± 0.04 | 7 ± 1 | 6 ± 1 | ||
| + | + | 39 ± 1 | 1.0 ± 0.1 | 6 ± 1 | 4 ± 1 | |
| Carbonized | 298 ± 27 | 7.3 ± 0.6 | 14 ± 2 | 81 ± 21 | ||
| + | 257 ± 54 | 4.3 ± 0.6 | 12 ± 2 | 39 ± 10 | ||
| + | 103 ± 16 | 1.9 ± 0.2 | 12 ± 1 | 19 ± 5 | ||
| + | + | 53 ± 6 | 1.0 ± 0.1 | 9 ± 2 | 7 ± 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Statnik, E.S.; Cvjetinovic, J.; Ignatyev, S.D.; Wassouf, L.; Salimon, A.I.; Korsunsky, A.M. Hair-Reinforced Elastomer Matrix Composites: Formulation, Mechanical Testing, and Advanced Microstructural Characterization. Polymers 2023, 15, 4448. https://doi.org/10.3390/polym15224448
Statnik ES, Cvjetinovic J, Ignatyev SD, Wassouf L, Salimon AI, Korsunsky AM. Hair-Reinforced Elastomer Matrix Composites: Formulation, Mechanical Testing, and Advanced Microstructural Characterization. Polymers. 2023; 15(22):4448. https://doi.org/10.3390/polym15224448
Chicago/Turabian StyleStatnik, Eugene S., Julijana Cvjetinovic, Semen D. Ignatyev, Loujain Wassouf, Alexey I. Salimon, and Alexander M. Korsunsky. 2023. "Hair-Reinforced Elastomer Matrix Composites: Formulation, Mechanical Testing, and Advanced Microstructural Characterization" Polymers 15, no. 22: 4448. https://doi.org/10.3390/polym15224448
APA StyleStatnik, E. S., Cvjetinovic, J., Ignatyev, S. D., Wassouf, L., Salimon, A. I., & Korsunsky, A. M. (2023). Hair-Reinforced Elastomer Matrix Composites: Formulation, Mechanical Testing, and Advanced Microstructural Characterization. Polymers, 15(22), 4448. https://doi.org/10.3390/polym15224448