
Mechanism of PVDF Membrane Formation by NIPS Revisited: Effect of Precipitation Bath Nature and Polymer–Solvent Affinity

 ,
, 
 , ,
, , 

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Membrane Preparation
2.2.2. Evaluation of Membrane Shrinkage and Water Contact Angle
2.2.3. Mechanical Properties
2.2.4. Membrane Morphology
2.2.5. Transport Properties of the Membranes
2.2.6. X-ray Investigations of the Membrane Samples
3. Results and Discussion
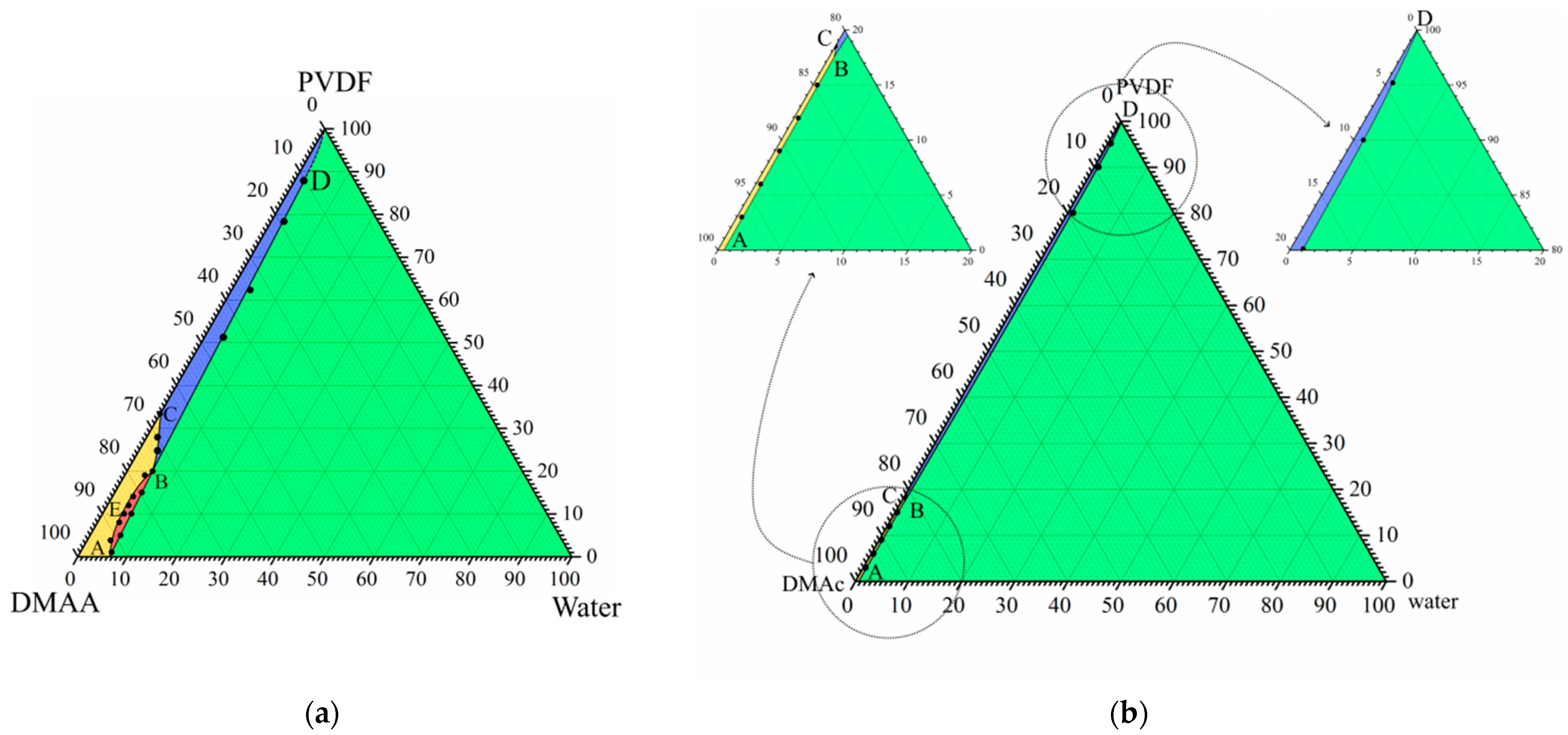
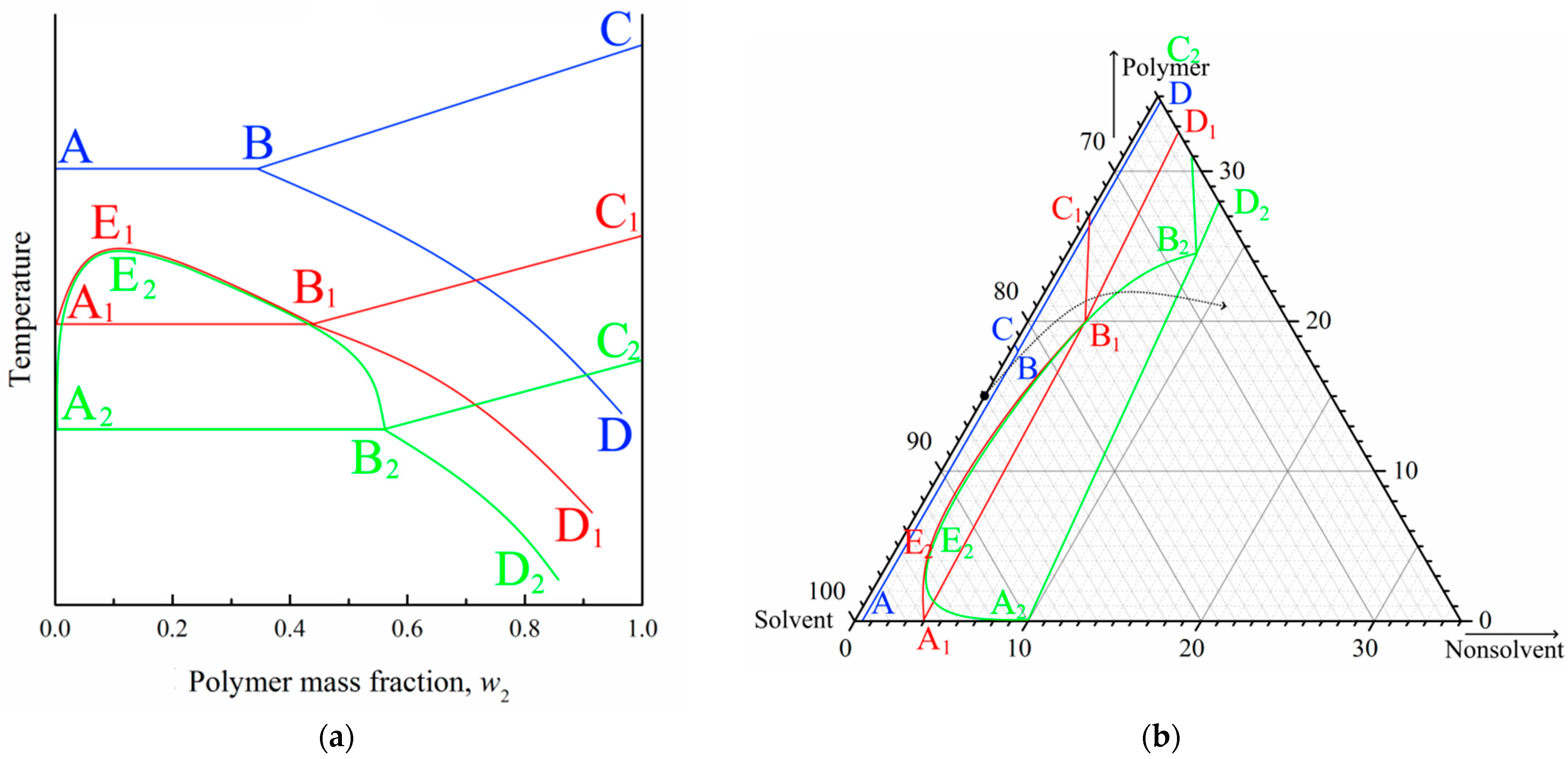
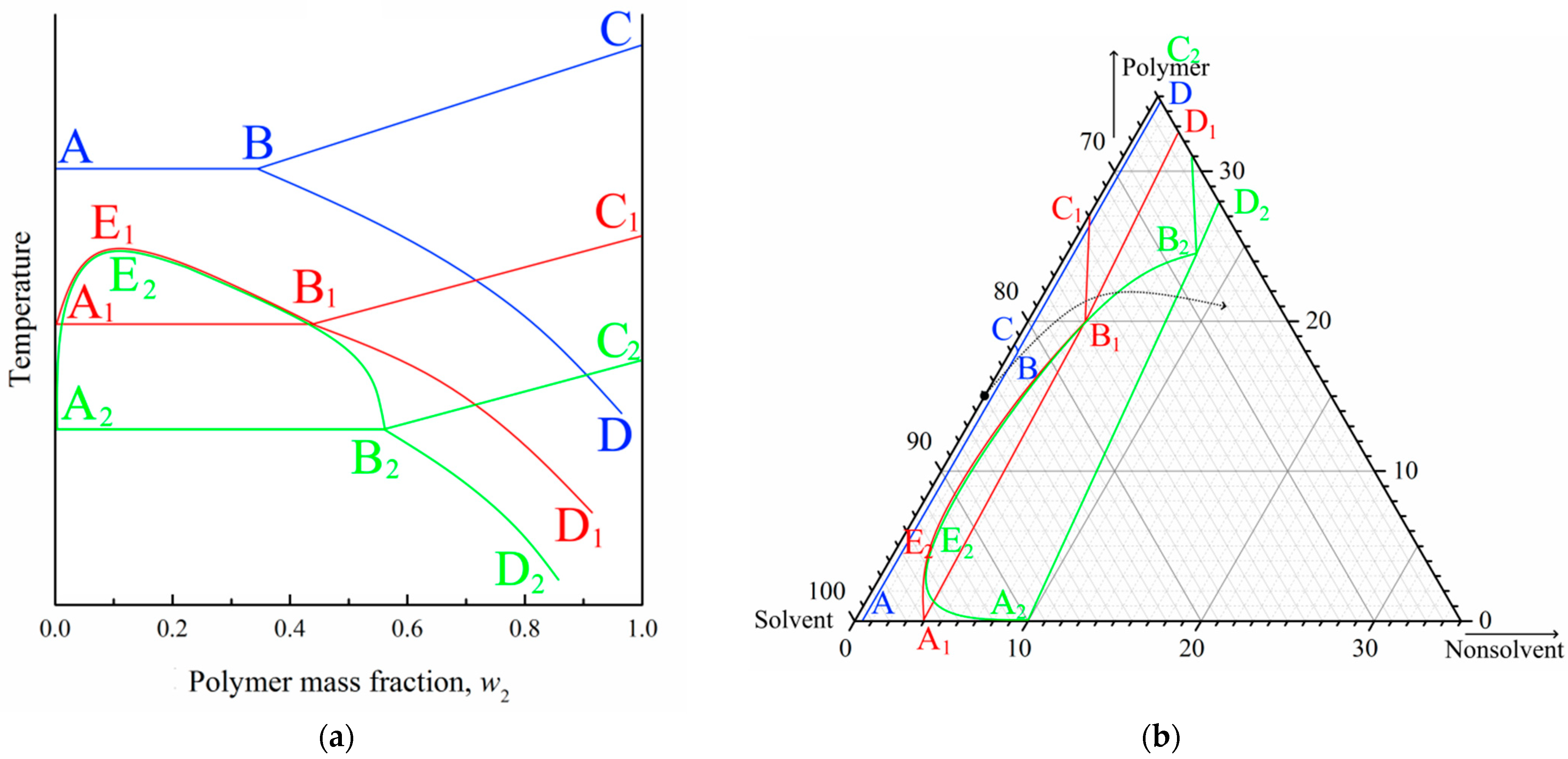
3.1. Themodynamic Discourse of the Membranes Structure Formation Process via NIPS
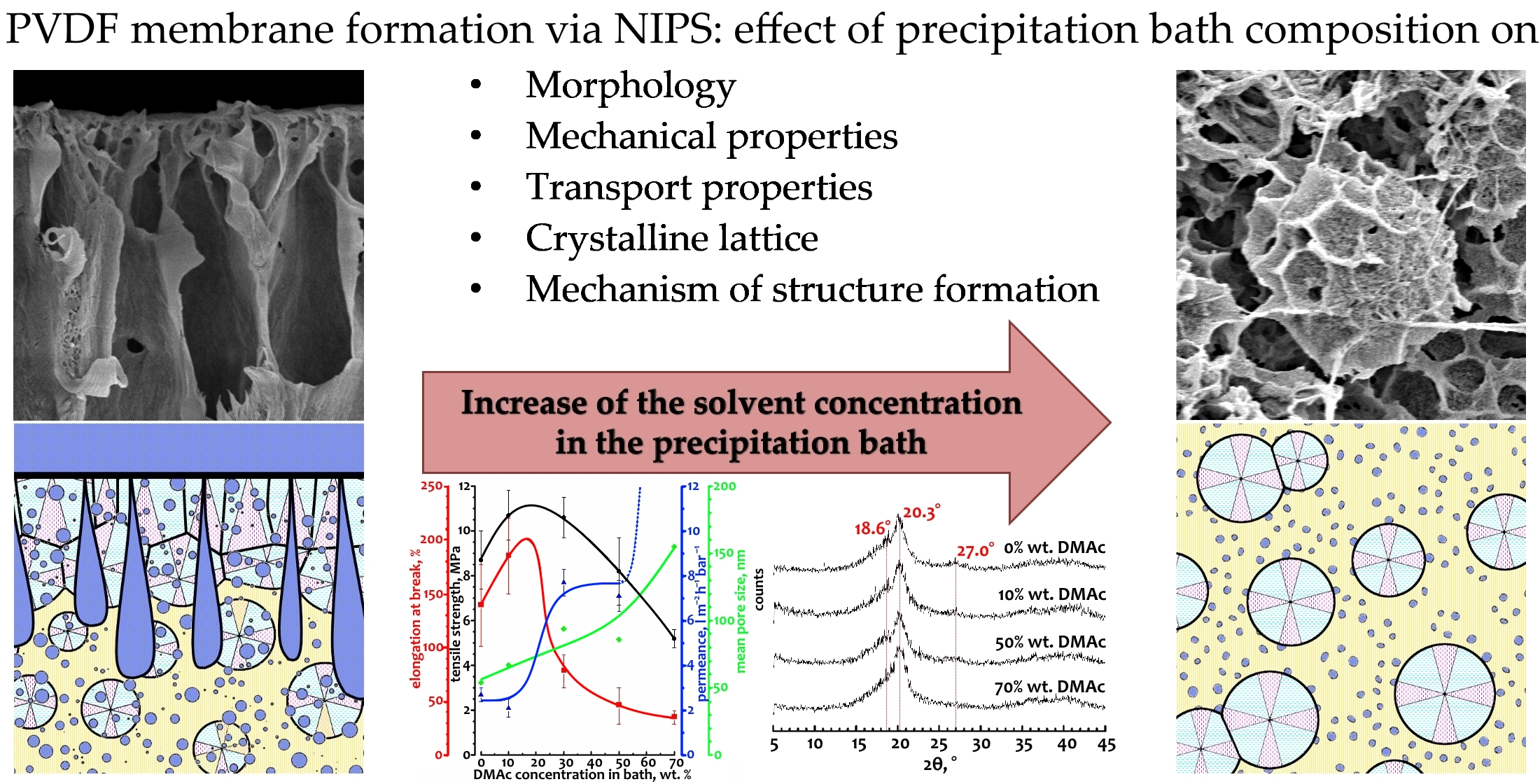
3.2. Effect of Precipitation Bath Harshness on Morphology and Properties of the Membranes
3.2.1. Effect of Precipitation Bath Harshness on the Structure Formation Process and Morphology of the Membranes
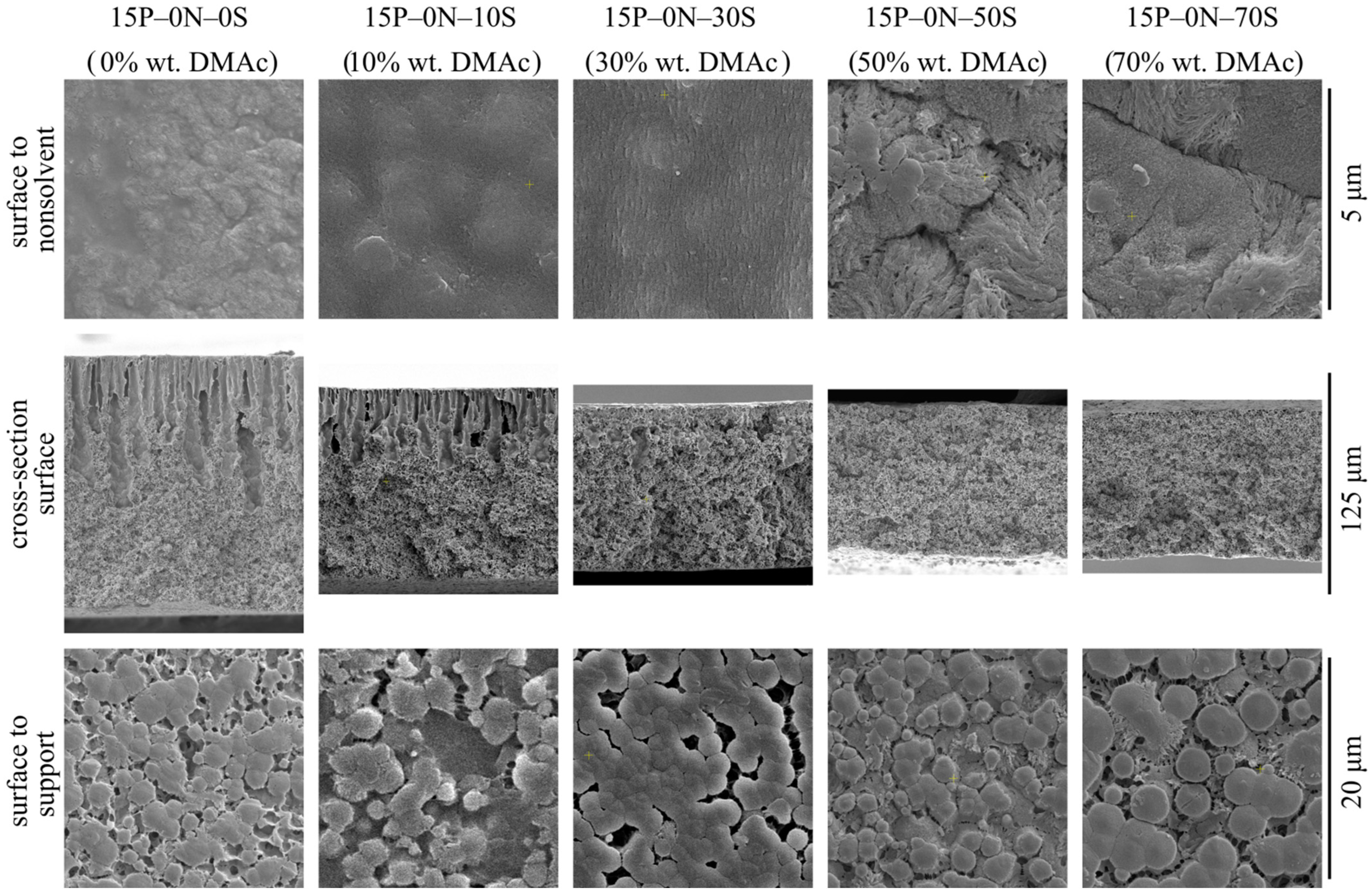
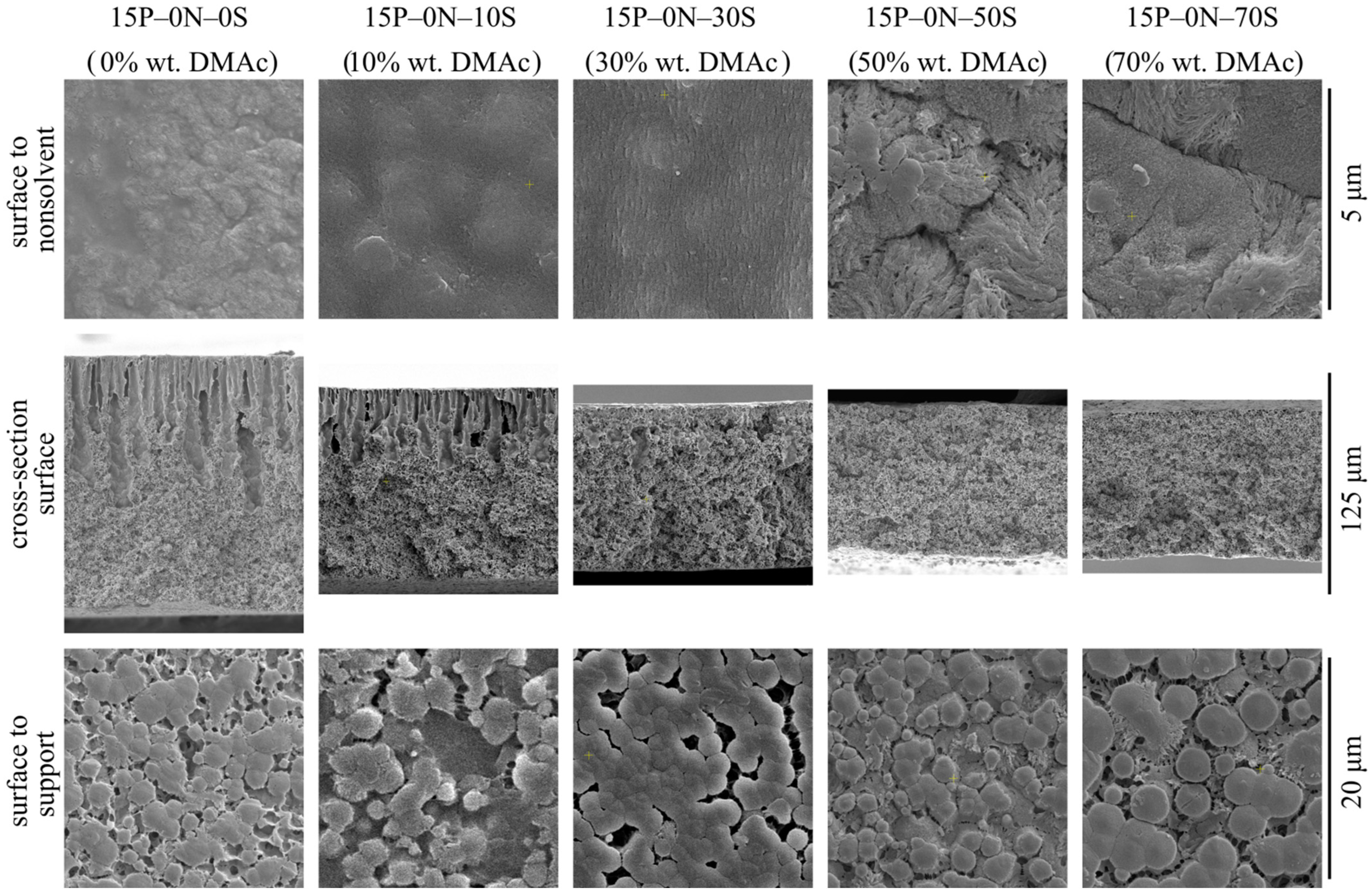
- The morphology of the 15P–0N–0S and 15P–0N–10S samples is very similar. Nonetheless, even small transformations in the morphology lead to noticeable changes in the membrane’s mechanical and transport properties, as will be shown below.
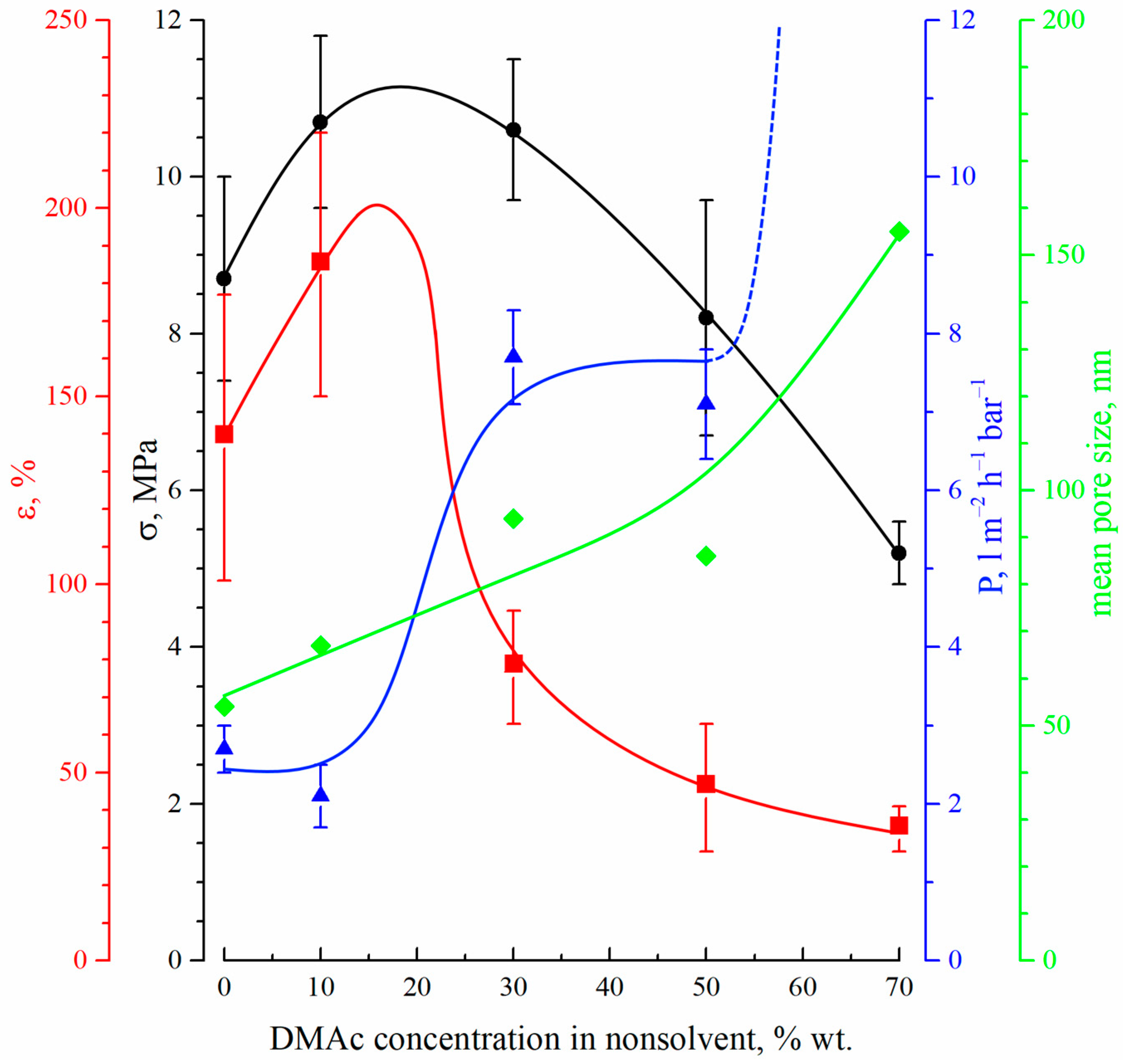
- The porosity (except for the FLP) of the samples in the upper part of the membrane (that was in contact with the nonsolvent) increases with an increase in DMAc concentration in the bath. This is due to the abovementioned decrease in the extraction ability of the precipitation bath.
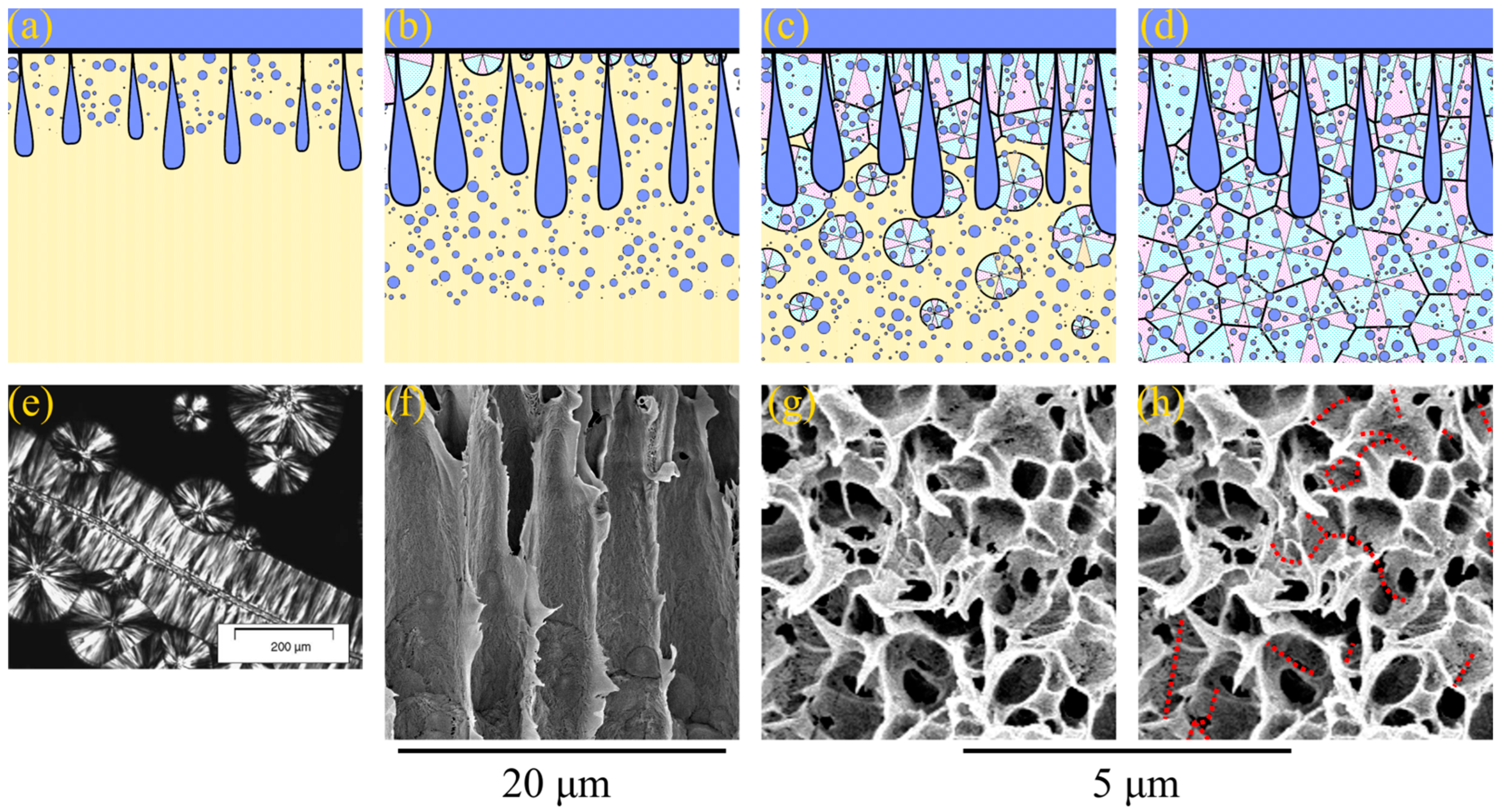
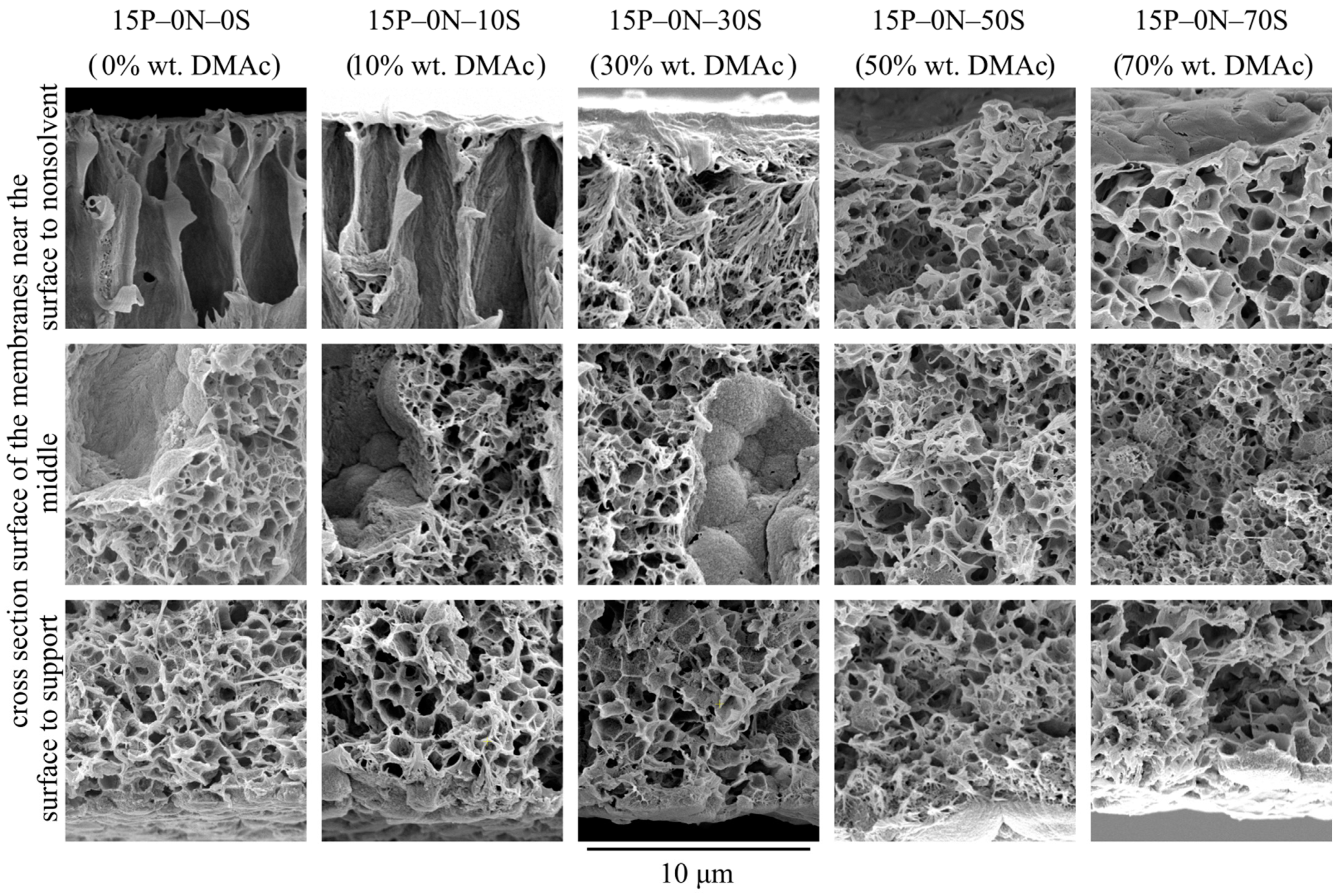
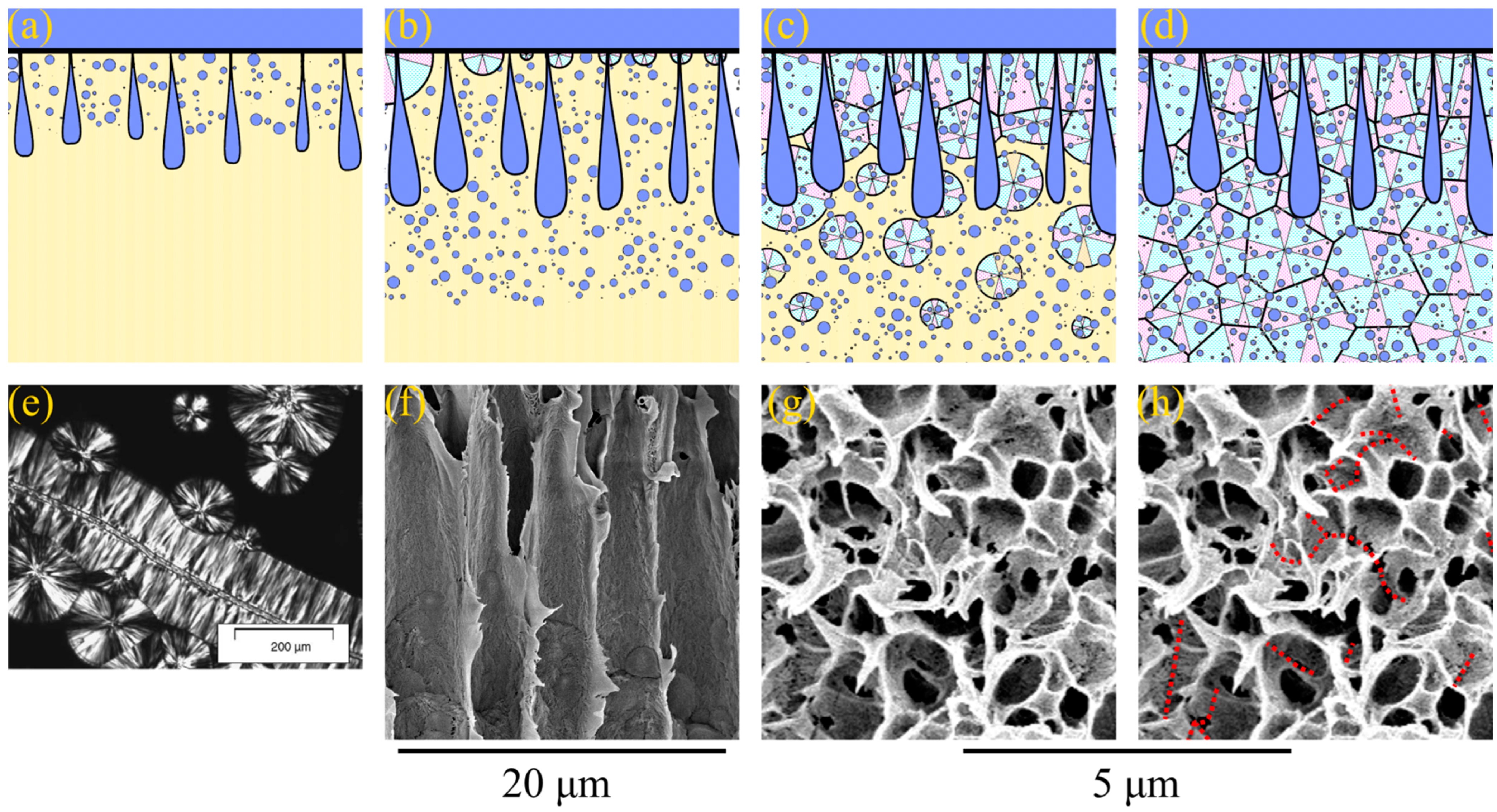
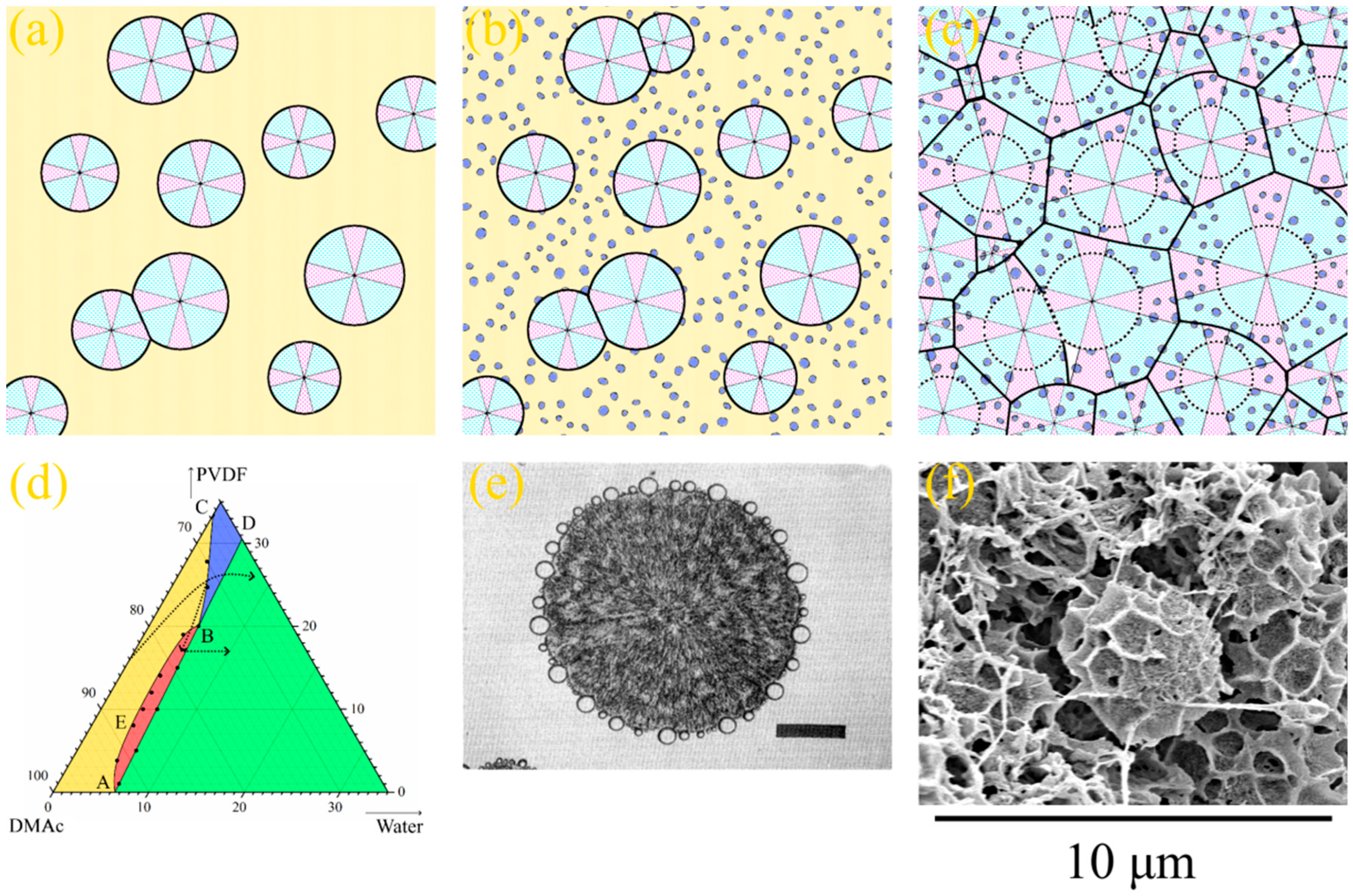
- In the walls of the upper part of FLP (Figure 3, samples 15P–0N–0S and 15P–0N–10S), there are dendritic lamellar structures containing small pores in the interlamellar spaces. This fact agrees well with the discourse on structure formation mechanism outlined in Section 3.1. Specifically, the microphase separation of gel that occurs during NIPS simultaneously with the polymer crystallization leads to the formation of small droplets of the polymer-lean phase in the amorphous interlamellar regions.
- The walls of the lower part of the FLP in samples 15P–0N–0S and 15P–0N–10S (and for the 15P–0N–30S sample all the walls of the FLP) are composed of porous spherulites (later in the present paper; type 1 spherulites). A cross-section of these spherulites shows a typical sponge-like structure. This means that crystallization of the polymer in these samples occurred in the mixture that had already undergone liquid—liquid phase separation with the formation of polymer-lean droplets emulsion in the polymer-rich phase. The spherulites growing in the polymer-rich dispersion medium “encircled” the droplets of the polymer-lean liquid. The sponge-like structure of the membranes is composed of such spherulites. In SEM images, however, it is most noticeable in areas where the growth of spherulites stopped abruptly (i.e., on the surface of FLP and on the surface in contact with the PET substrate).
- The structure of the 15P–0N–50S and 15P–0N–70S does not contain FLP. However, in these samples, as well as in sample 15P–0N–30S, one can notice spherical particles (later in the present paper; type 2 spherulites) decorated with the “web” of the sponge-like structure.

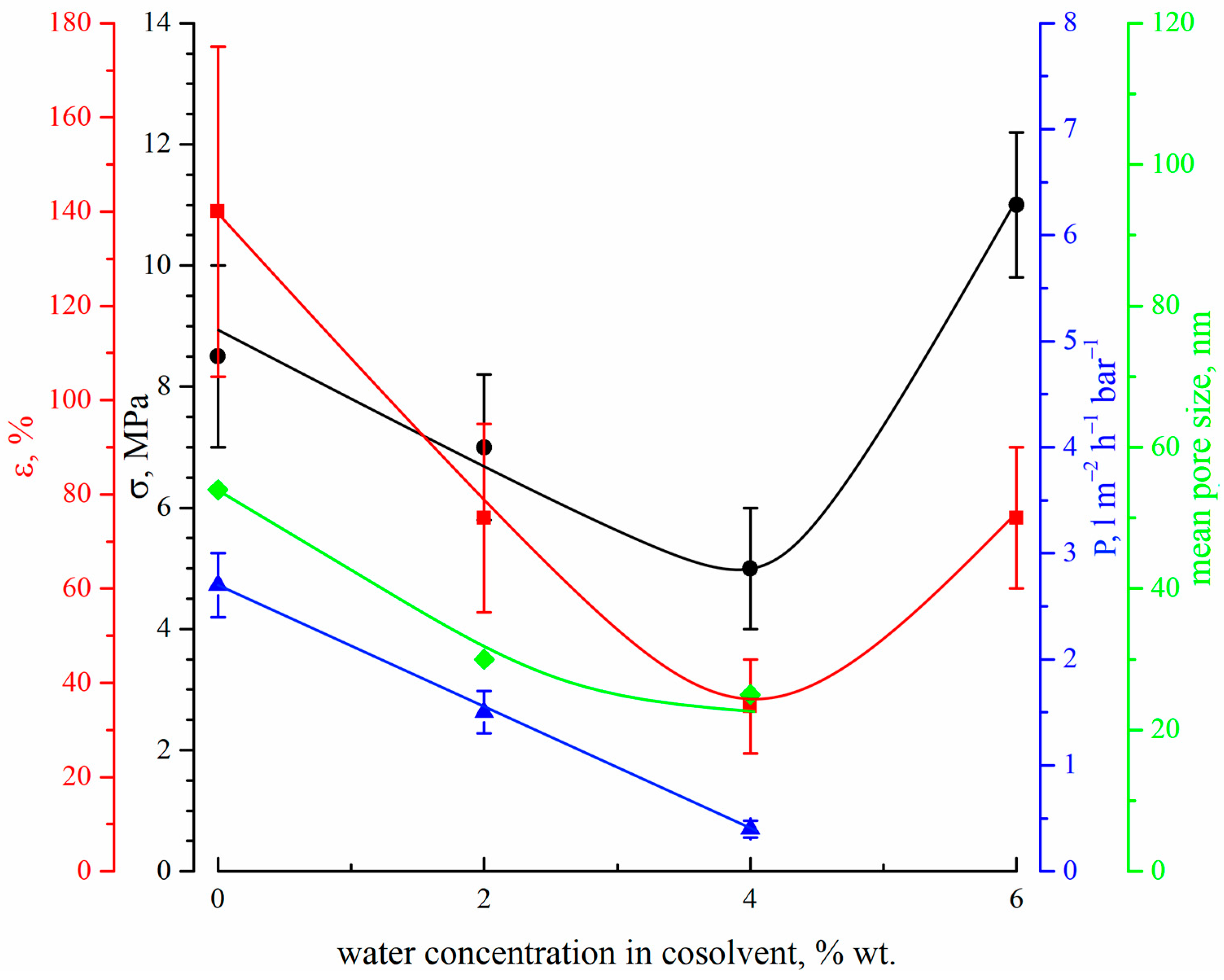
3.2.2. The Effect of Precipitation Bath Harshness on the Mechanical, Transport and Other Properties of the Membranes
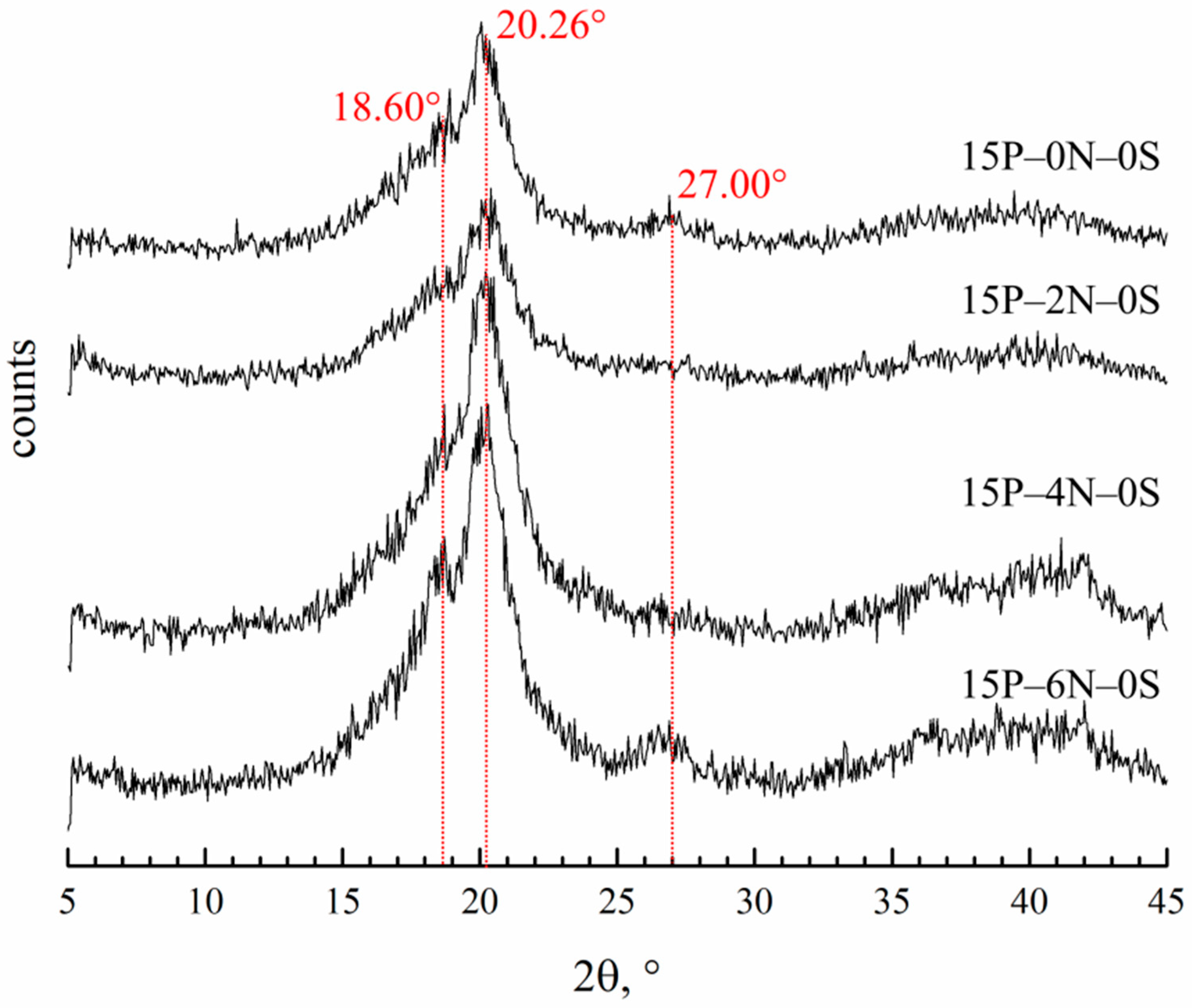
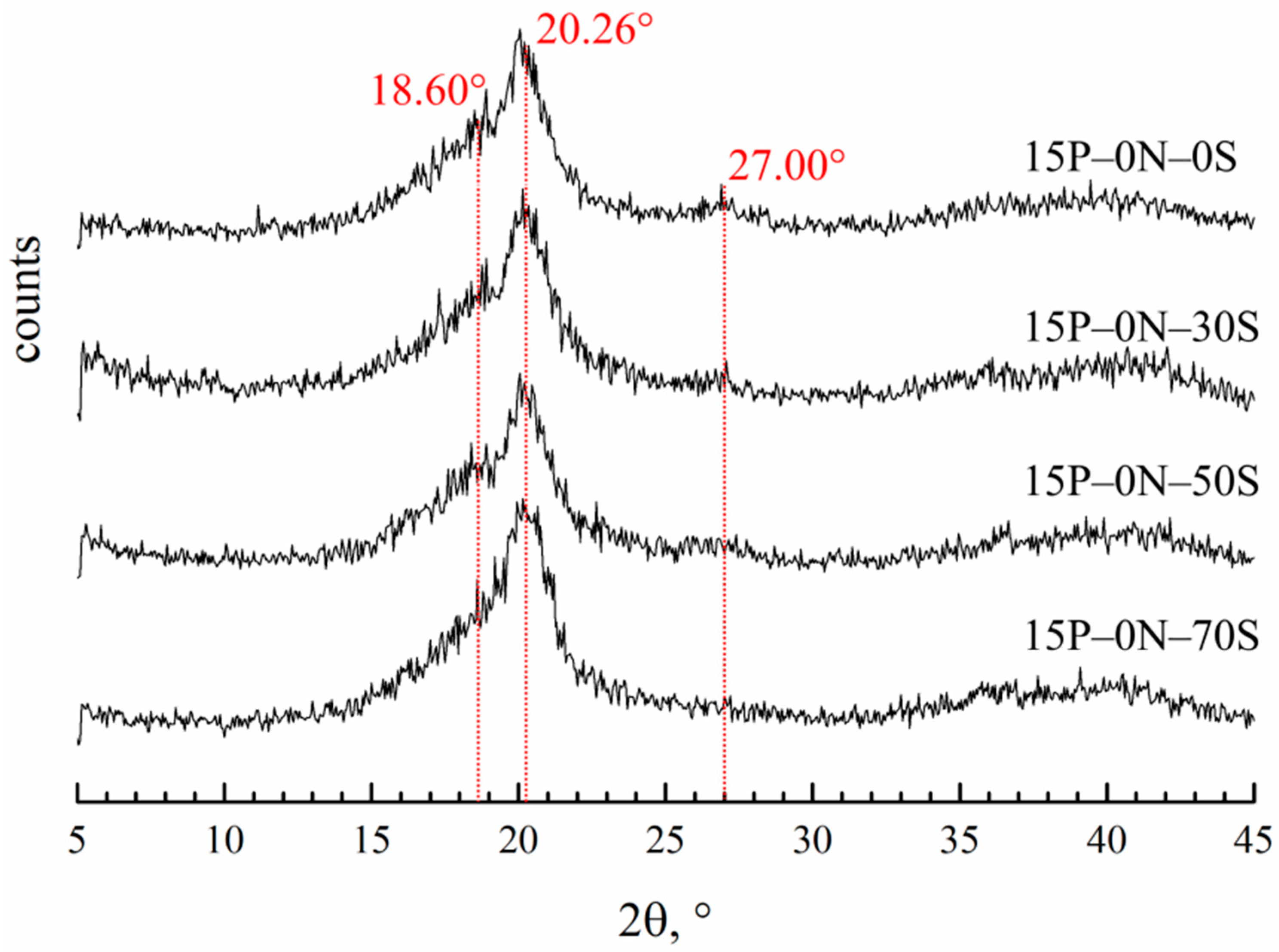
3.2.3. Effect of Precipitation Bath Harshness on the Membranes’ Crystalline Structure
3.3. Effect of the Solvent Thermodynamic Affinity to the PVDF on the Membrane Morphology and Properties
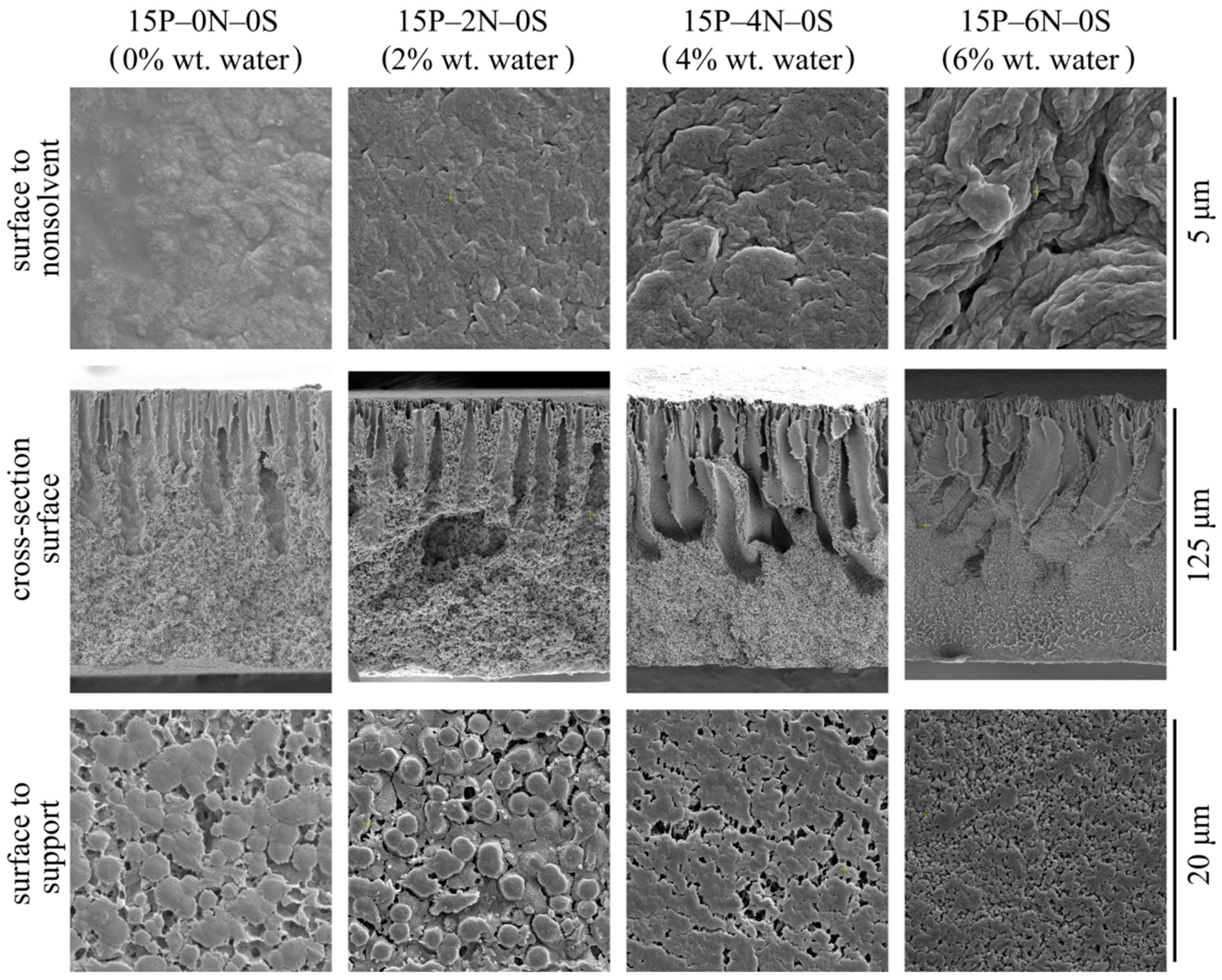
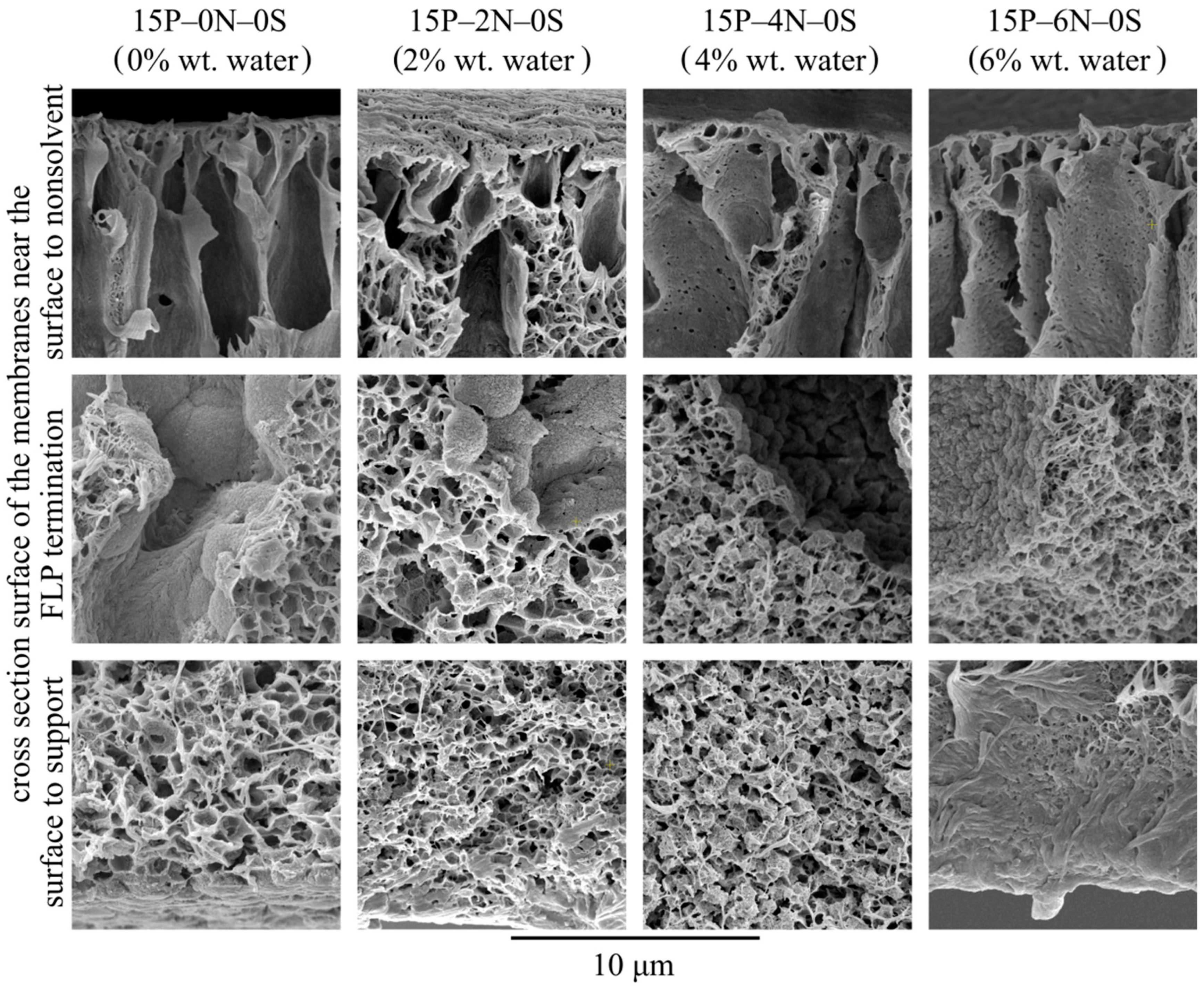
3.3.1. Effect of Nonsolvent Concentration in the Dope Solution on the Morphology of the Membranes
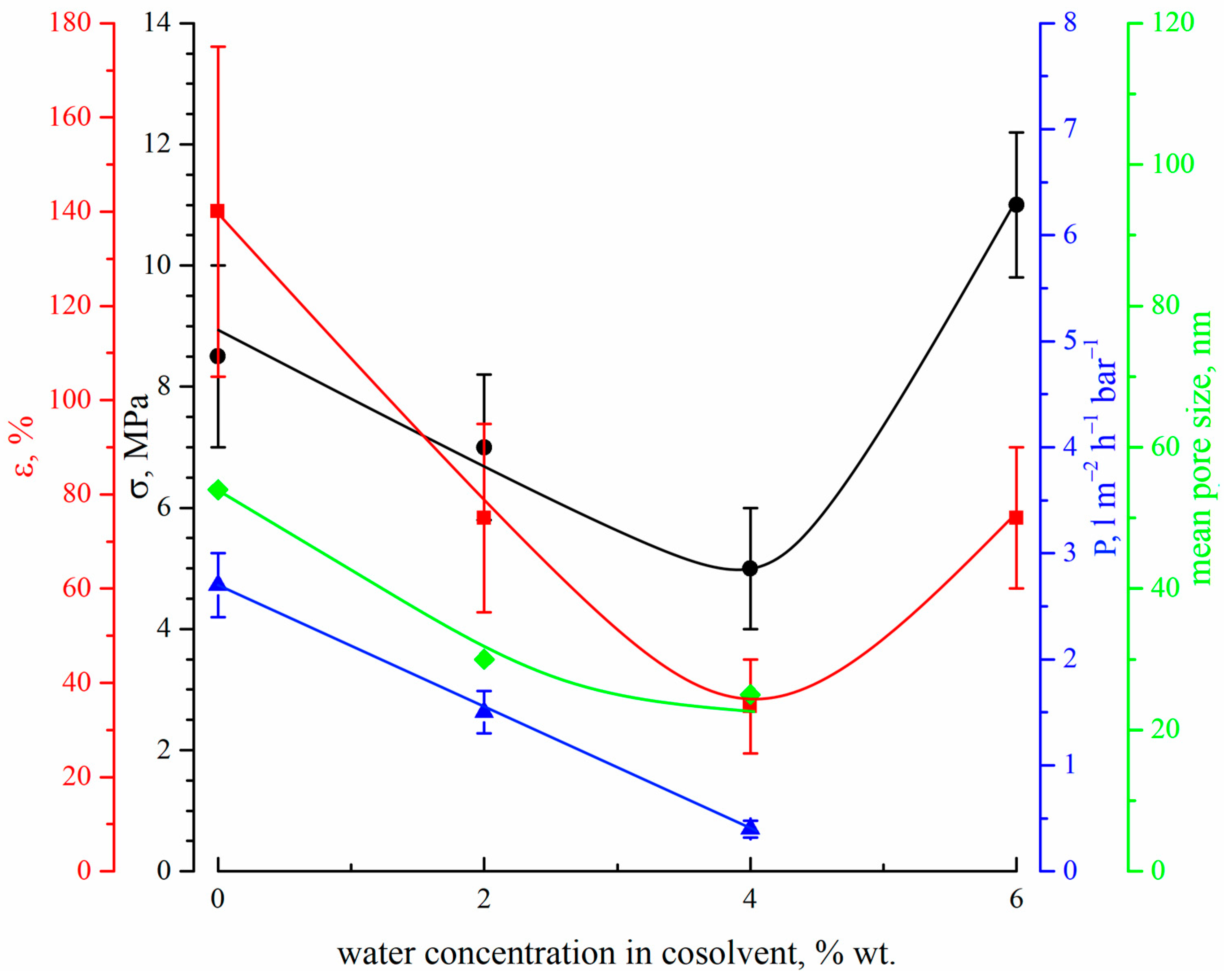
3.3.2. Effect of the Nonsolvent Concentration of the Dope Solution on the Transport and Mechanical Properties of the Membranes
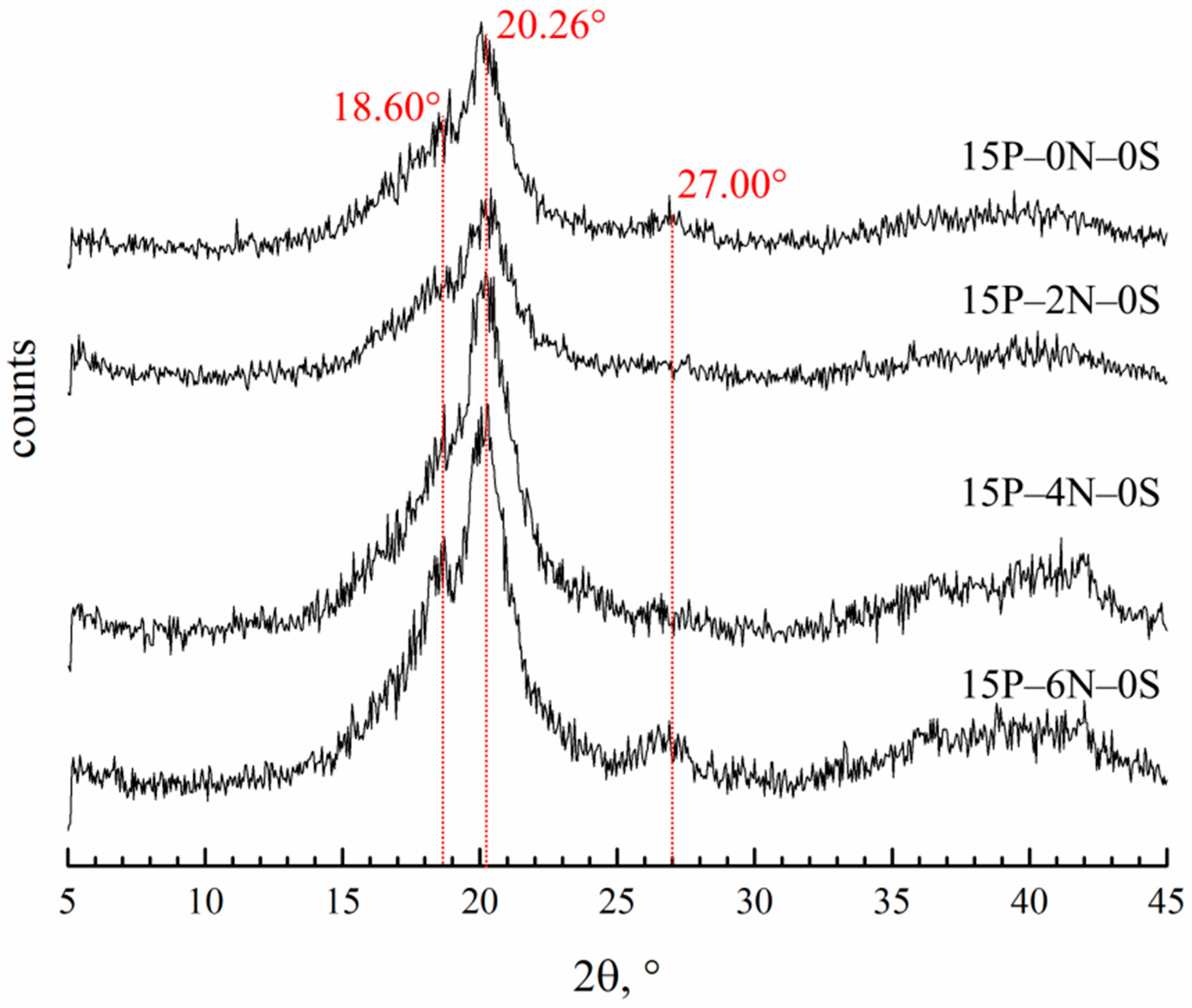
3.3.3. Effect of the Nonsolvent Concentration in the Dope Solution on the Membranes Crystalline Structure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tan, X.M.; Rodrigue, D. A Review on Porous Polymeric Membrane Preparation. Part I: Production Techniques with Polysulfone and Poly (Vinylidene Fluoride). Polymers 2019, 11, 1160. [Google Scholar] [CrossRef]
- Tan, X.M.; Rodrigue, D. A Review on Porous Polymeric Membrane Preparation. Part II: Production Techniques with Polyethylene, Polydimethylsiloxane, Polypropylene, Polyimide, and Polytetrafluoroethylene. Polymers 2019, 11, 1310. [Google Scholar] [CrossRef]
- Tang, Y.; Lin, Y.; Ma, W.; Wang, X. A Review on Microporous Polyvinylidene Fluoride Membranes Fabricated via Thermally Induced Phase Separation for MF/UF Application. J. Membr. Sci. 2021, 639, 119759. [Google Scholar] [CrossRef]
- Amy, G.; Ghaffour, N.; Li, Z.; Francis, L.; Linares, R.V.; Missimer, T.; Lattemann, S. Membrane-Based Seawater Desalination: Present and Future Prospects. Desalination 2017, 401, 16–21. [Google Scholar] [CrossRef]
- Zou, D.; Nunes, S.P.; Vankelecom, I.F.J.; Figoli, A.; Lee, Y.M. Recent Advances in Polymer Membranes Employing Non-Toxic Solvents and Materials. Green Chem. 2021, 23, 9815–9843. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Chakraborty, S.; Tow, E.W.; Plumlee, M.H.; Bellona, C.; Loutatidou, S.; Karimi, L.; Mikelonis, A.M.; Achilli, A.; Ghassemi, A.; et al. A Review of Polymeric Membranes and Processes for Potable Water Reuse. Prog. Polym. Sci. 2018, 81, 209–237. [Google Scholar] [CrossRef]
- Basko, A.; Pochivalov, K. Current State-of-the-Art in Membrane Formation from Ultra-High Molecular Weight Polyethylene. Membranes 2022, 12, 1137. [Google Scholar] [CrossRef]
- Ma, W.; Zhou, Z.; Ismail, N.; Tocci, E.; Figoli, A.; Khayet, M.; Matsuura, T.; Cui, Z.; Tavajohi, N. Membrane Formation by Thermally Induced Phase Separation: Materials, Involved Parameters, Modeling, Current Efforts and Future Directions. J. Membr. Sci. 2023, 669, 121303. [Google Scholar] [CrossRef]
- Cui, Z.; Hassankiadeh, N.T.; Zhuang, Y.; Drioli, E.; Lee, Y.M. Crystalline Polymorphism in Poly(Vinylidenefluoride) Membranes. Prog. Polym. Sci. 2015, 51, 94–126. [Google Scholar] [CrossRef]
- Xia, W.; Zhang, Z. PVDF-Based Dielectric Polymers and Their Applications in Electronic Materials. IET Nanodielectr. 2018, 1, 17–31. [Google Scholar] [CrossRef]
- Dmitriev, I.Y.; Kuryndin, I.S.; Lavrentyev, V.K.; Elyashevich, G.K. Structure and Piezoelectric Properties of Microporous Polyvinylidene Fluoride Films. Phys. Solid State 2017, 59, 1041–1046. [Google Scholar] [CrossRef]
- Liu, F.; Hashim, N.A.; Liu, Y.; Abed, M.R.M.; Li, K. Progress in the Production and Modification of PVDF Membranes. J. Membr. Sci. 2011, 375, 1–27. [Google Scholar] [CrossRef]
- Javadi, O.; Fathollahi Zonouz, A.; Soltanieh, M.; Mousavi, S.A. PVDF/PU Blend Membrane Separator for Lithium-Ion Batteries via Non-Solvent-Induced Phase Separation (NIPS). J. Solid State Electrochem. 2021, 25, 2385–2394. [Google Scholar] [CrossRef]
- Marino, T.; Russo, F.; Figoli, A. The Formation of Polyvinylidene Fluoride Membranes with Tailored Properties via Vapour/Non-Solvent Induced Phase Separation. Membranes 2018, 8, 71. [Google Scholar] [CrossRef] [PubMed]
- Lin, D.J.; Chang, H.H.; Chen, T.C.; Lee, Y.C.; Cheng, L.P. Formation of Porous Poly(Vinylidene Fluoride) Membranes with Symmetric or Asymmetric Morphology by Immersion Precipitation in the Water/TEP/PVDF System. Eur. Polym. J. 2006, 42, 1581–1594. [Google Scholar] [CrossRef]
- Méricq, J.P.; Mendret, J.; Brosillon, S.; Faur, C. High Performance PVDF-TiO2 Membranes for Water Treatment. Chem. Eng. Sci. 2015, 123, 283–291. [Google Scholar] [CrossRef]
- Yang, H.; Wang, Y.; Fang, S.; Wang, G.; Zhu, L.; Zeng, Z.; Wang, L. Janus Polyvinylidene Fluoride Membranes with Controllable Asymmetric Configurations and Opposing Surface Wettability Fabricated via Nanocasting for Emulsion Separation. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 616, 126120. [Google Scholar] [CrossRef]
- Mahdavi, H.; Ghanbari, R. Preparation of Loose Nanofiltration PVDF Membrane Coated with Dopamine and EPPTMS Layers Based on Mussel Inspired Technique and Ring-Opening Reaction via a Facile VIPS-NIGPS Method for Dye Separation Applications. J. Ind. Eng. Chem. 2022, 113, 132–141. [Google Scholar] [CrossRef]
- Kang, D.; Shao, H.; Chen, G.; Dong, X.; Qin, S. Fabrication of Highly Permeable PVDF Loose Nanofiltration Composite Membranes for the Effective Separation of Dye/Salt Mixtures. J. Membr. Sci. 2021, 621, 118951. [Google Scholar] [CrossRef]
- Isawi, H. Evaluating the performance of different nano-enhanced ultrafiltration membranes for the removal of organic pollutants from wastewater. J. Water Process Eng. 2019, 31, 100833. [Google Scholar] [CrossRef]
- Ilyas, A.; Mertens, M.; Oyaert, S.; Vankelecom, I.F.J. Synthesis of Patterned PVDF Ultrafiltration Membranes: Spray-Modified Non-Solvent Induced Phase Separation. J. Membr. Sci. 2020, 612, 118383. [Google Scholar] [CrossRef]
- Liu, X.; Yuan, H.; Wang, C.; Zhang, S.; Zhang, L.; Liu, X.; Liu, F.; Zhu, X.; Rohani, S.; Ching, C.; et al. A Novel PVDF/PFSA-g-GO Ultrafiltration Membrane with Enhanced Permeation and Antifouling Performances. Sep. Purif. Technol. 2020, 233, 116038. [Google Scholar] [CrossRef]
- Park, S.H.; Ahn, Y.; Jang, M.; Kim, H.J.; Cho, K.Y.; Hwang, S.S.; Lee, J.H.; Baek, K.Y. Effects of Methacrylate Based Amphiphilic Block Copolymer Additives on Ultra Filtration PVDF Membrane Formation. Sep. Purif. Technol. 2018, 202, 34–44. [Google Scholar] [CrossRef]
- Russo, F.; Galiano, F.; Pedace, F.; Aricò, F.; Figoli, A. Dimethyl Isosorbide As a Green Solvent for Sustainable Ultrafiltration and Microfiltration Membrane Preparation. ACS Sustain. Chem. Eng. 2020, 8, 659–668. [Google Scholar] [CrossRef]
- Woo, S.H.; Lee, J.S.; Lee, H.H.; Park, J.; Min, B.R. Preparation Method of Crack-Free PVDF Microfiltration Membrane with Enhanced Antifouling Characteristics. ACS Appl. Mater. Interfaces 2015, 7, 16466–16477. [Google Scholar] [CrossRef]
- Loeb, S.; Sourirajan, S. Sea Water Demineralization by Means of an Osmotic Membrane. Adv. Chem. 1963, 38, 117–132. [Google Scholar] [CrossRef]
- Strathmann, H.; Kock, K.; Amar, P.; Baker, R.W. The Formation Mechanism of Asymmetric Membranes. Desalination 1975, 16, 179–203. [Google Scholar] [CrossRef]
- Wijmans, J.G.; Baaij, J.P.B.; Smolders, C.A. The Mechanism of Formation of Microporous or Skinned Membranes Produced by Immersion Precipitation. J. Membr. Sci. 1983, 14, 263–274. [Google Scholar] [CrossRef]
- Wienk, I.M.; Boom, R.M.; Beerlage, M.A.M.; Bulte, A.M.W.; Smolders, C.A.; Strathmann, H. Recent Advances in the Formation of Phase Inversion Membranes Made from Amorphous or Semi-Crystalline Polymers. J. Membr. Sci. 1996, 113, 361–371. [Google Scholar] [CrossRef]
- Young, T.H.; Cheng, L.P.; Lin, D.J.; Fane, L.; Chuang, W.Y. Mechanisms of PVDF Membrane Formation by Immersion-Precipitation in Soft (1-Octanol) and Harsh (Water) Nonsolvents. Polymer 1999, 40, 5315–5323. [Google Scholar] [CrossRef]
- Cheng, L.P.; Young, T.H.; Chuang, W.Y.; Chen, L.Y.; Chen, L.W. The Formation Mechanism of Membranes Prepared from the Nonsolvent-Solvent-Crystalline Polymer Systems. Polymer 2001, 42, 443–451. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, L.; Sun, D.; An, Q.; Chen, H. Formation Mechanism and Crystallization of Poly(Vinylidene Fluoride) Membrane via Immersion Precipitation Method. Desalination 2009, 236, 170–178. [Google Scholar] [CrossRef]
- Guillen, G.R.; Ramon, G.Z.; Kavehpour, H.P.; Kaner, R.B.; Hoek, E.M.V. Direct Microscopic Observation of Membrane Formation by Nonsolvent Induced Phase Separation. J. Membr. Sci. 2013, 431, 212–220. [Google Scholar] [CrossRef]
- Wang, C.; Quan, X.; Liao, M.; Li, L.; Zhou, J. Computer Simulations on the Channel Membrane Formation by Nonsolvent Induced Phase Separation. Macromol. Theory Simul. 2017, 26, 1700027. [Google Scholar] [CrossRef]
- Garcia, J.U.; Iwama, T.; Chan, E.Y.; Tree, D.R.; Delaney, K.T.; Fredrickson, G.H. Mechanisms of Asymmetric Membrane Formation in Nonsolvent-Induced Phase Separation. ACS Macro Lett. 2020, 9, 1617–1624. [Google Scholar] [CrossRef] [PubMed]
- Hamta, A.; Ashtiani, F.Z.; Karimi, M.; Moayedfard, S. Asymmetric Block Copolymer Membrane Fabrication Mechanism through Self-Assembly and Non-Solvent Induced Phase Separation (SNIPS) Process. Sci. Rep. 2022, 12, 771. [Google Scholar] [CrossRef]
- Tree, D.R.; Iwama, T.; Delaney, K.T.; Lee, J.; Fredrickson, G.H. Marangoni Flows during Nonsolvent Induced Phase Separation. ACS Macro Lett. 2018, 7, 582–586. [Google Scholar] [CrossRef]
- Lin, H.H.; Tang, Y.H.; Matsuyama, H.; Wang, X.L. Dissipative Particle Dynamics Simulation on the Membrane Formation of Polymer–Solvent System via Nonsolvent Induced Phase Separation. J. Membr. Sci. 2018, 548, 288–297. [Google Scholar] [CrossRef]
- Jiang, H.; Chen, T.; Chen, Z.; Huo, J.; Zhang, L.; Zhou, J. Computer Simulations on Double Hydrophobic PS-b-PMMA Porous Membrane by Non-Solvent Induced Phase Separation. Fluid Phase Equilibria 2020, 523, 112784. [Google Scholar] [CrossRef]
- Huo, J.; Chen, Z.; Zhou, J. Zwitterionic Membrane via Nonsolvent Induced Phase Separation: A Computer Simulation Study. Langmuir 2019, 35, 1973–1983. [Google Scholar] [CrossRef]
- Wang, B.; Ji, J.; Chen, C.; Li, K. Porous Membranes Prepared by a Combined Crystallisation and Diffusion (CCD) Method: Study on Formation Mechanisms. J. Membr. Sci. 2018, 548, 136–148. [Google Scholar] [CrossRef]
- Maffi, J.M.; Meira, G.R.; Estenoz, D.A. Mechanisms and Conditions That Affect Phase Inversion Processes: A Review. Can. J. Chem. Eng. 2021, 99, 178–208. [Google Scholar] [CrossRef]
- Tang, Y.; Lin, Y.; Ford, D.M.; Qian, X.; Cervellere, M.R.; Millett, P.C.; Wang, X. A Review on Models and Simulations of Membrane Formation via Phase Inversion Processes. J. Membr. Sci. 2021, 640, 119810. [Google Scholar] [CrossRef]
- Yu, L.; Yang, F.; Xiang, M. Phase Separation in a PSf/DMF/Water System: A Proposed Mechanism for Macrovoid Formation. RSC Adv. 2014, 4, 42391–42402. [Google Scholar] [CrossRef]
- Stropnik, R.; Kaiser, V. Polymeric Membranes Preparation by Wet Phase Separation: Mechanisms and Elementary Processes. Desalination 2002, 145, 1–10. [Google Scholar] [CrossRef]
- Yu, Y.; Han, Q.; Lin, H.; Zhang, S.; Yang, Q.; Liu, F. Fine Regulation on Hour-Glass like Spongy Structure of Polyphenylsulfone (PPSU)/Sulfonated Polysulfone (SPSf) Microfiltration Membranes via a Vapor-Liquid Induced Phase Separation (V-LIPS) Technique. J. Membr. Sci. 2022, 660, 120872. [Google Scholar] [CrossRef]
- Wang, B.; Lai, Z. Finger-like Voids Induced by Viscous Fingering during Phase Inversion of Alumina/PES/NMP Suspensions. J. Membr. Sci. 2012, 405–406, 275–283. [Google Scholar] [CrossRef]
- Wang, R.; Hou, X.; Ma, B.; Zhang, R. Preparation of Flexible and Ultralow Dielectric Polyimide Porous Films by a Low-Cost and Environmentally Friendly Non-Solvent Phase Separation. Mater. Lett. 2023, 344, 134417. [Google Scholar] [CrossRef]
- Hopp-Hirschler, M.; Safdari Shadloo, M.; Nieken, U. Viscous Fingering Phenomena in the Early Stage of Polymer Membrane Formation. J. Fluid Mech. 2019, 864, 97–140. [Google Scholar] [CrossRef]
- Yushkin, A.; Basko, A.; Balynin, A.; Efimov, M.; Lebedeva, T.; Ilyasova, A.; Pochivalov, K.; Volkov, A. Effect of Acetone as Co-Solvent on Fabrication of Polyacrylonitrile Ultrafiltration Membranes by Non-Solvent Induced Phase Separation. Polymers 2022, 14, 4603. [Google Scholar] [CrossRef]
- Algebraistova, P.Y.; Basko, A.V.; Ilyasova, A.N.; Lebedeva, T.N.; Mironov, A.V.; Pochivalov, K.V.; Popov, V.K. Phase Equilibria and Structure Formation in the Polylactic-Co-Glycolic Acid/Tetraglycol/Water Ternary System. Polymers 2023, 15, 1281. [Google Scholar] [CrossRef]
- Pochivalov, K.V.; Basko, A.V.; Ilyasova, A.N.; Lebedeva, T.N.; Yurov, M.Y.; Bronnikov, S.V. Experimental Phase Diagram for the PVDF—DMAc– Water Ternary System with New Topology: Method of Construction, Thermodynamics, and Structure Formation of Membranes. Polymer 2023, 282, 126152. [Google Scholar] [CrossRef]
- Wang, H.H.; Jung, J.T.; Kim, J.F.; Kim, S.; Drioli, E.; Lee, Y.M. A Novel Green Solvent Alternative for Polymeric Membrane Preparation via Nonsolvent-Induced Phase Separation (NIPS). J. Membr. Sci. 2019, 574, 44–54. [Google Scholar] [CrossRef]
- Kim, S.; Son, J.; Park, H.; Jeong, E.; Nam, K.H.; Bae, J.S. Polymer Concentration and Liquid—Liquid Demixing Time Correlation with Porous Structure of Low Dielectric Polyimide in Diffusion-Driven Phase Separation. Polymers 2022, 14, 1425. [Google Scholar] [CrossRef]
- Benhabiles, O.; Galiano, F.; Marino, T.; Mahmoudi, H.; Lounici, H.; Figoli, A. Preparation and Characterization of TiO2-PVDF/PMMA Blend Membranes Using an Alternative Non-Toxic Solvent for UF/MF and Photocatalytic Application. Molecules 2019, 24, 724. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, S.; Zhang, Y.; Zhao, S. Comparing the Antifouling Effects of Activated Carbon and TiO2 in Ultrafiltration Membrane Development. J. Colloid Interface Sci. 2018, 515, 109–118. [Google Scholar] [CrossRef]
- Zhao, S.; Wang, Z.; Wei, X.; Tian, X.; Wang, J.; Yang, S.; Wang, S. Comparison Study of the Effect of PVP and PANI Nanofibers Additives on Membrane Formation Mechanism, Structure and Performance. J. Membr. Sci. 2011, 385–386, 110–122. [Google Scholar] [CrossRef]
- Mousavi, S.M.; Zadhoush, A. Investigation of the Relation between Viscoelastic Properties of Polysulfone Solutions, Phase Inversion Process and Membrane Morphology: The Effect of Solvent Power. J. Membr. Sci. 2017, 532, 47–57. [Google Scholar] [CrossRef]
- Chang, H.H.; Chang, L.K.; Yang, C.D.; Lin, D.J.; Cheng, L.P. Effect of Solvent on the Dipole Rotation of Poly(Vinylidene Fluoride) during Porous Membrane Formation by Precipitation in Alcohol Baths. Polymer 2017, 115, 164–175. [Google Scholar] [CrossRef]
- Dong, X.; Al-Jumaily, A.; Escobar, I.C. Investigation of the Use of a Bio-Derived Solvent for Non-Solvent-Induced Phase Separation (NIPS) Fabrication of Polysulfone Membranes. Membranes 2018, 8, 23. [Google Scholar] [CrossRef]
- Chang, H.H.; Chen, S.C.; Lin, D.J.; Cheng, L.P. Preparation of Bi-Continuous Nylon-66 Porous Membranes by Coagulation of Incipient Dopes in Soft Non-Solvent Baths. Desalination 2013, 313, 77–86. [Google Scholar] [CrossRef]
- Young, T.H.; Lin, D.J.; Gau, J.J.; Chuang, W.Y.; Cheng, L.P. Morphology of Crystalline Nylon-610 Membranes Prepared by the Immersion-Precipitation Process: Competition between Crystallization and Liquid–Liquid Phase Separation. Polymer 1999, 40, 5011–5021. [Google Scholar] [CrossRef]
- Jung, J.T.; Kim, J.F.; Wang, H.H.; di Nicolo, E.; Drioli, E.; Lee, Y.M. Understanding the Non-Solvent Induced Phase Separation (NIPS) Effect during the Fabrication of Microporous PVDF Membranes via Thermally Induced Phase Separation (TIPS). J. Membr. Sci. 2016, 514, 250–263. [Google Scholar] [CrossRef]
- Jiang, Z.; Yang, J.; Zhang, Q.; Yang, L.; Li, Z.; Wu, X. Influence of Ethanol Content and Temperature in Coagulation Bath on the Microstructure and Performance of Polyvinylidene Fluoride Ultrafiltration Membranes. Ferroelectrics 2022, 595, 73–87. [Google Scholar] [CrossRef]
- Cervellere, M.R.; Qian, X.; Ford, D.M.; Carbrello, C.; Giglia, S.; Millett, P.C. Phase-Field Modeling of Non-Solvent Induced Phase Separation (NIPS) for PES/NMP/Water with Comparison to Experiments. J. Membr. Sci. 2021, 619, 118779. [Google Scholar] [CrossRef]
- Nejati, S.; Boo, C.; Osuji, C.O.; Elimelech, M. Engineering Flat Sheet Microporous PVDF Films for Membrane Distillation. J. Membr. Sci. 2015, 492, 355–363. [Google Scholar] [CrossRef]
- Sukitpaneenit, P.; Chung, T.S. Molecular Elucidation of Morphology and Mechanical Properties of PVDF Hollow Fiber Membranes from Aspects of Phase Inversion, Crystallization and Rheology. J. Membr. Sci. 2009, 340, 192–205. [Google Scholar] [CrossRef]
- Pagliero, M.; Bottino, A.; Comite, A.; Costa, C. Novel Hydrophobic PVDF Membranes Prepared by Nonsolvent Induced Phase Separation for Membrane Distillation. J. Membr. Sci. 2020, 596, 117575. [Google Scholar] [CrossRef]
- Nishiyama, T.; Sumihara, T.; Sasaki, Y.; Sato, E.; Yamato, M.; Horibe, H. Crystalline Structure Control of Poly(Vinylidene Fluoride) Films with the Antisolvent Addition Method. Polym. J. 2016, 48, 1035–1038. [Google Scholar] [CrossRef]
- Chan, K.Y.; Li, C.L.; Wang, D.M.; Lai, J.Y. Formation of Porous Structures and Crystalline Phases in Poly(Vinylidene Fluoride) Membranes Prepared with Nonsolvent-Induced Phase Separation—Roles of Solvent Polarity. Polymers 2023, 15, 1314. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhang, Z. PVDF Hollow Fiber Formation via Modified NIPS Method: Evolution Elucidation of Phase Separation Mechanism, Structure and Properties of Membrane with Coagulation Strength Varied. Macromol. Res. 2014, 22, 1275–1281. [Google Scholar] [CrossRef]
- Zhang, R.; Tang, W.; Gao, H.; Wu, C.; Gray, S.; Lu, X. In-Situ Construction of Superhydrophobic PVDF Membrane via NaCl-H2O Induced Polymer Incipient Gelation for Membrane Distillation. Sep. Purif. Technol. 2021, 274, 117762. [Google Scholar] [CrossRef]
- Basko, A.V.; Pochivalov, K.V.; Yurov, M.Y.; Lebedeva, T.N.; Yushkin, A.A.; Volkov, A.V. Preparation of Thermostable Polypropylene Membranes with a Controlled Structure by Nonsolvent Thermally Induced Phase Separation. Polym. Technol. Mater. 2022, 62, 247–259. [Google Scholar] [CrossRef]
- Lin, D.J.; Chang, C.L.; Chang, C.L.; Chen, T.C.; Cheng, L.P. Fine Structure of Poly(Vinylidene Fluoride) Membranes Prepared by Phase Inversion from a Water/N-Methyl-2-Pyrollidone/Poly(Vinylidene Fluoride) System. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 830–842. [Google Scholar] [CrossRef]
- Peng, Y.; Fan, H.; Ge, J.; Wang, S.; Chen, P.; Jiang, Q. The Effects of Processing Conditions on the Surface Morphology and Hydrophobicity of Polyvinylidene Fluoride Membranes Prepared via Vapor-Induced Phase Separation. Appl. Surf. Sci. 2012, 263, 737–744. [Google Scholar] [CrossRef]
- Lin, D.J.; Chang, C.L.; Lee, C.K.; Cheng, L.P. Fine Structure and Crystallinity of Porous Nylon 66 Membranes Prepared by Phase Inversion in the Water/Formic Acid/Nylon 66 System. Eur. Polym. J. 2006, 42, 356–367. [Google Scholar] [CrossRef]
- Wang, H.; Yang, X.; Yan, C.; Wang, S.; Yang, H.; Wang, X.; Schultz, J.M. Preparation of Gamma-PVDF with Controlled Orientation and Insight into Phase Transformation. Polymer 2017, 123, 282–289. [Google Scholar] [CrossRef]
- Yu, Y.; Yang, S.; Yu, H.; Li, J.; Guo, S. Temperature-Dependent Alternating α- Or β-Transcrystalline Layers in Coextruded Isotactic Polypropylene Multilayered Films. Macromolecules 2017, 50, 5098–5106. [Google Scholar] [CrossRef]
- Garkhail, S.; Wieland, B.; George, J.; Soykeabkaew, N.; Peijs, T. Transcrystallisation in PP/Flax Composites and Its Effect on Interfacial and Mechanical Properties. J. Mater. Sci. 2009, 44, 510–519. [Google Scholar] [CrossRef]
- Arbelaiz, A.; Fernández, B.; Ramos, J.A.; Mondragon, I. Thermal and Crystallization Studies of Short Flax Fibre Reinforced Polypropylene Matrix Composites: Effect of Treatments. Thermochim. Acta 2006, 440, 111–121. [Google Scholar] [CrossRef]
- Pochivalov, K.V.; Basko, A.V.; Lebedeva, T.N.; Yurov, M.Y.; Yushkin, A.A.; Volkov, A.V. A Facile Method for Selection of Solvents for Fabrication of Polypropylene Membranes by Thermally Induced Phase Separation. J. Macromol. Sci. Part B Phys. 2022, 61, 238–254. [Google Scholar] [CrossRef]
- Pochivalov, K.V.; Basko, A.V.; Lebedeva, T.N.; Ilyasova, A.N.; Yurov, M.Y.; Golovanov, R.Y.; Artemov, V.V.; Volkov, V.V.; Ezhov, A.A.; Volkov, A.V.; et al. Thermally Induced Phase Separation in Semicrystalline Polymer Solutions: How Does the Porous Structure Actually Arise? Mater. Today Commun. 2021, 28, 102558. [Google Scholar] [CrossRef]
- Tanaka, H.; Nishi, T. New Types of Phase Separation Behavior during the Crystallization Process in Polymer Blends with Phase Diagram. Phys. Rev. Lett. 1985, 55, 1102. [Google Scholar] [CrossRef] [PubMed]
- Lloyd, D.R.; Kim, S.S.; Kinzer, K.E. Microporous Membrane Formation via Thermally-Induced Phase Separation. II. Liquid-Liquid Phase Separation. J. Membr. Sci. 1991, 64, 1–11. [Google Scholar] [CrossRef]
- Zhou, J.; Yin, J.; Lv, R.; Du, Q.; Zhong, W. Preparation and Properties of MPEG-Grafted EAA Membranes via Thermally Induced Phase Separation. J. Membr. Sci. 2005, 267, 90–98. [Google Scholar] [CrossRef]
- Woo, S.H.; Park, J.; Min, B.R. Relationship between Permeate Flux and Surface Roughness of Membranes with Similar Water Contact Angle Values. Sep. Purif. Technol. 2015, 146, 187–191. [Google Scholar] [CrossRef]
- Kuo, C.Y.; Lin, H.N.; Tsai, H.A.; Wang, D.M.; Lai, J.Y. Fabrication of a High Hydrophobic PVDF Membrane via Nonsolvent Induced Phase Separation. Desalination 2008, 233, 40–47. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | PVDF Mass Fraction in Dope Solution, wt. % | DMAc Mass Fraction in Dope Solution, wt. % | Water Mass Fraction in Dope Solution, wt.% | DMAc Mass Fraction in Precipitation Bath, wt. % | Water Mass Fraction in Precipitation Bath, wt. % |
|---|---|---|---|---|---|
| 15P–0N–0S | 15 | 85 | 0 | 0 | 100 |
| 15P–0N–10S | 15 | 85 | 0 | 10 | 90 |
| 15P–0N–30S | 15 | 85 | 0 | 30 | 70 |
| 15P–0N–50S | 15 | 85 | 0 | 50 | 50 |
| 15P–0N–70S | 15 | 85 | 0 | 70 | 30 |
| 15P–2N–0S | 15 | 83.3 | 1.7 | 0 | 100 |
| 15P–4N–0S | 15 | 81.6 | 3.4 | 0 | 100 |
| 15P–6N–0S | 15 | 79.9 | 5.1 | 0 | 100 |
| Sample Code | Crystallinity Degree, % | Fraction of α-Modification Crystallites, % |
|---|---|---|
| 15P–0N–0S | 50 | 20 |
| 15P–0N–30S | 55 | 15 |
| 15P–0N–50S | 56 | 15 |
| 15P–0N–70S | 50 | 7 |
| Sample Code | Crystallinity Degree, % | Fraction of α-Modification Crystallites, % |
|---|---|---|
| 15P–0N–0S | 50 | 20 |
| 15P–2N–0S | 53 | 15 |
| 15P–4N–0S | 53 | 10 |
| 15P–6N–0S | 55 | 20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basko, A.; Lebedeva, T.; Yurov, M.; Ilyasova, A.; Elyashevich, G.; Lavrentyev, V.; Kalmykov, D.; Volkov, A.; Pochivalov, K. Mechanism of PVDF Membrane Formation by NIPS Revisited: Effect of Precipitation Bath Nature and Polymer–Solvent Affinity. Polymers 2023, 15, 4307. https://doi.org/10.3390/polym15214307
Basko A, Lebedeva T, Yurov M, Ilyasova A, Elyashevich G, Lavrentyev V, Kalmykov D, Volkov A, Pochivalov K. Mechanism of PVDF Membrane Formation by NIPS Revisited: Effect of Precipitation Bath Nature and Polymer–Solvent Affinity. Polymers. 2023; 15(21):4307. https://doi.org/10.3390/polym15214307
Chicago/Turabian StyleBasko, Andrey, Tatyana Lebedeva, Mikhail Yurov, Anna Ilyasova, Galina Elyashevich, Viktor Lavrentyev, Denis Kalmykov, Alexey Volkov, and Konstantin Pochivalov. 2023. "Mechanism of PVDF Membrane Formation by NIPS Revisited: Effect of Precipitation Bath Nature and Polymer–Solvent Affinity" Polymers 15, no. 21: 4307. https://doi.org/10.3390/polym15214307
APA StyleBasko, A., Lebedeva, T., Yurov, M., Ilyasova, A., Elyashevich, G., Lavrentyev, V., Kalmykov, D., Volkov, A., & Pochivalov, K. (2023). Mechanism of PVDF Membrane Formation by NIPS Revisited: Effect of Precipitation Bath Nature and Polymer–Solvent Affinity. Polymers, 15(21), 4307. https://doi.org/10.3390/polym15214307