
Thermomechanical Properties of Virgin and Recycled Polypropylene—High-Density Polyethylene Blends

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation
Extrusion and Injection Moulding
2.3. Characterisation
2.3.1. DSC
2.3.2. DMA
2.3.3. Tensile Testing
3. Results and Discussion
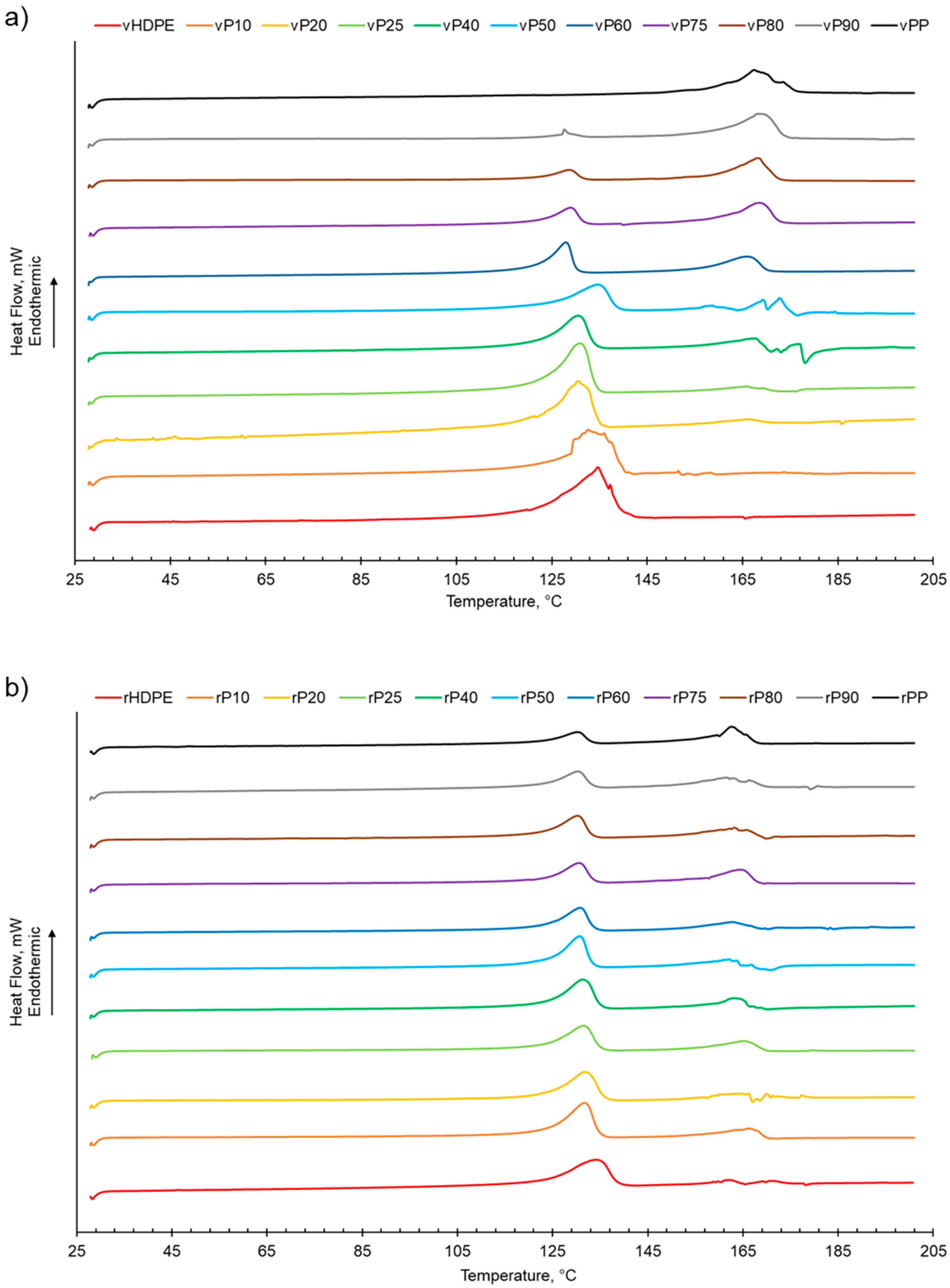
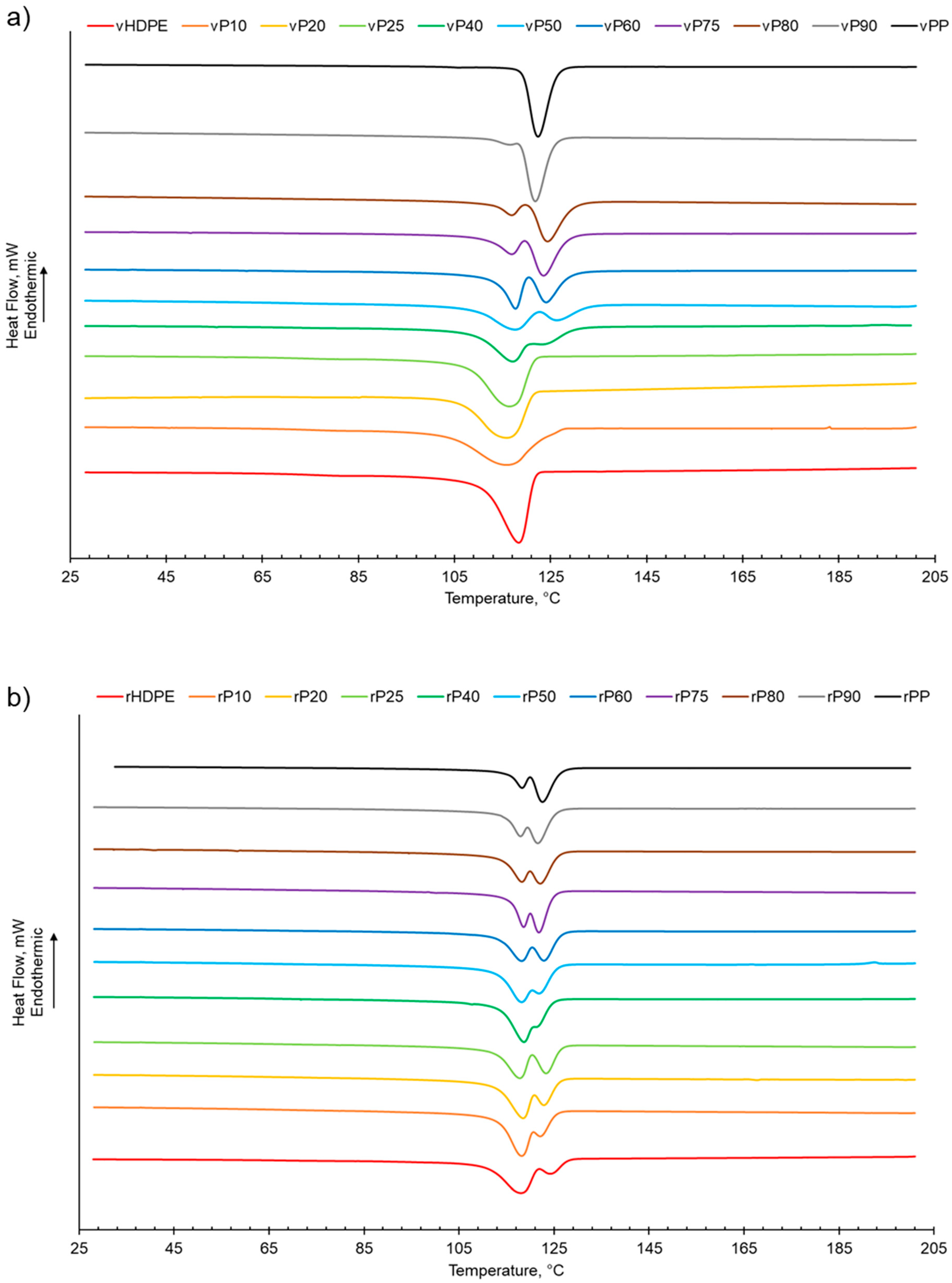
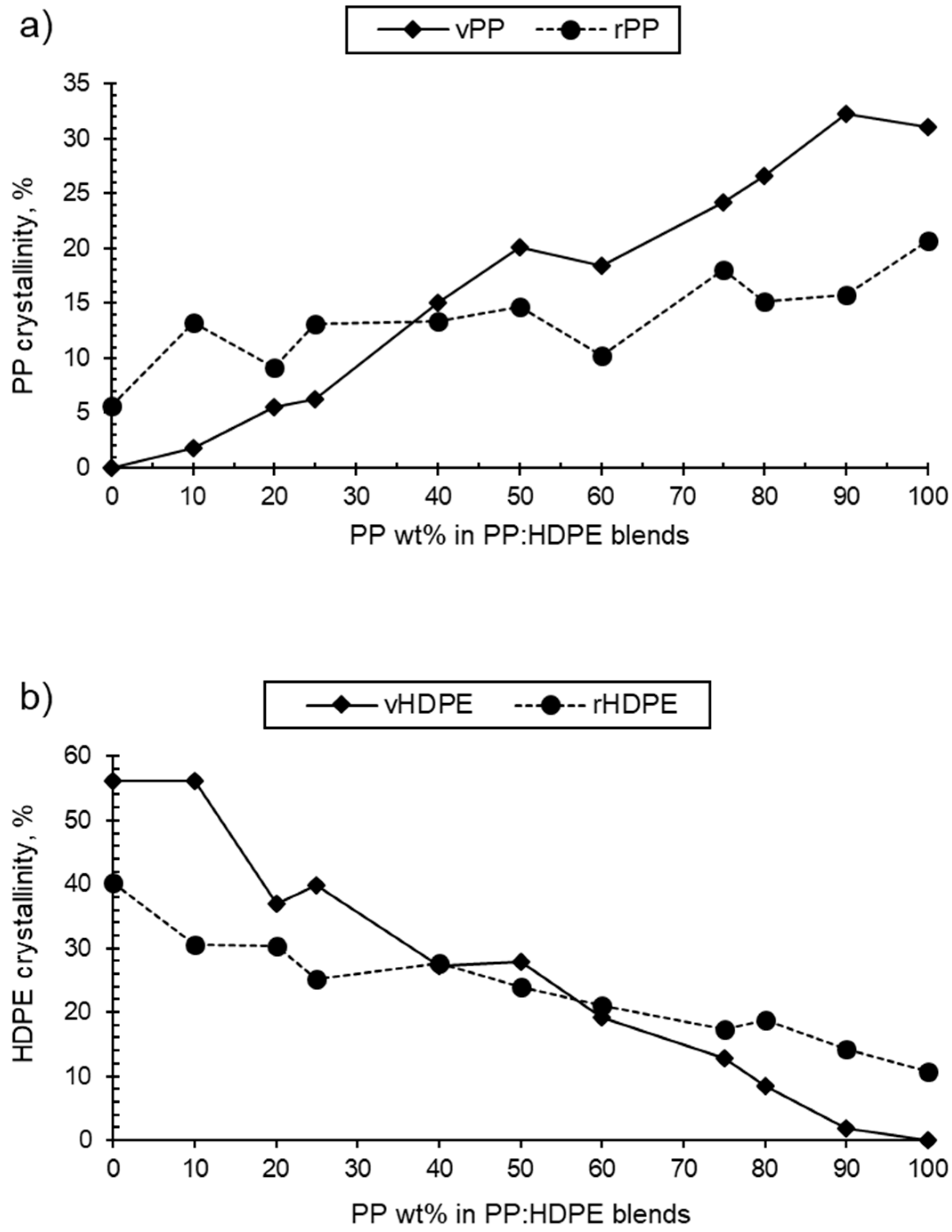
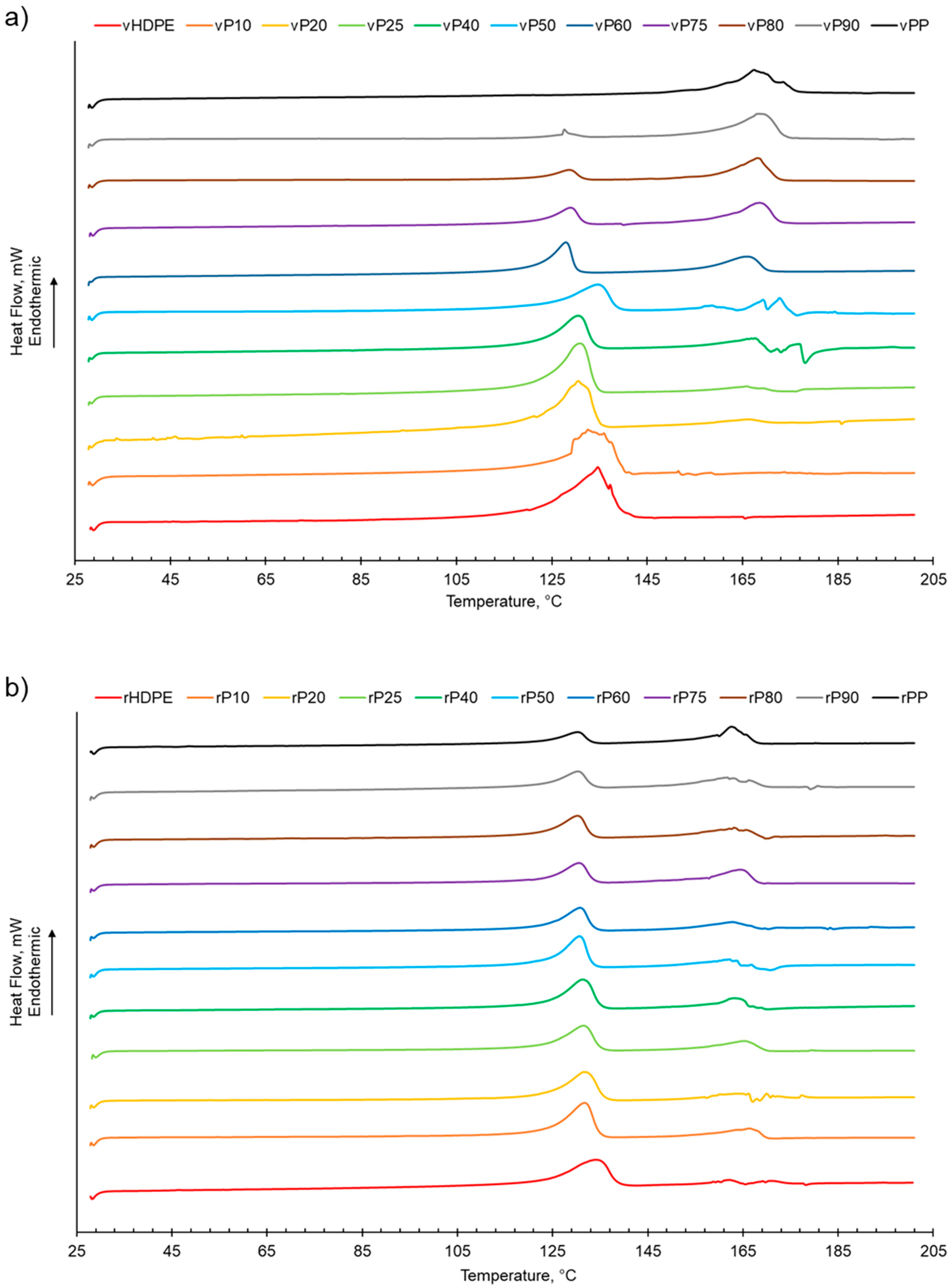
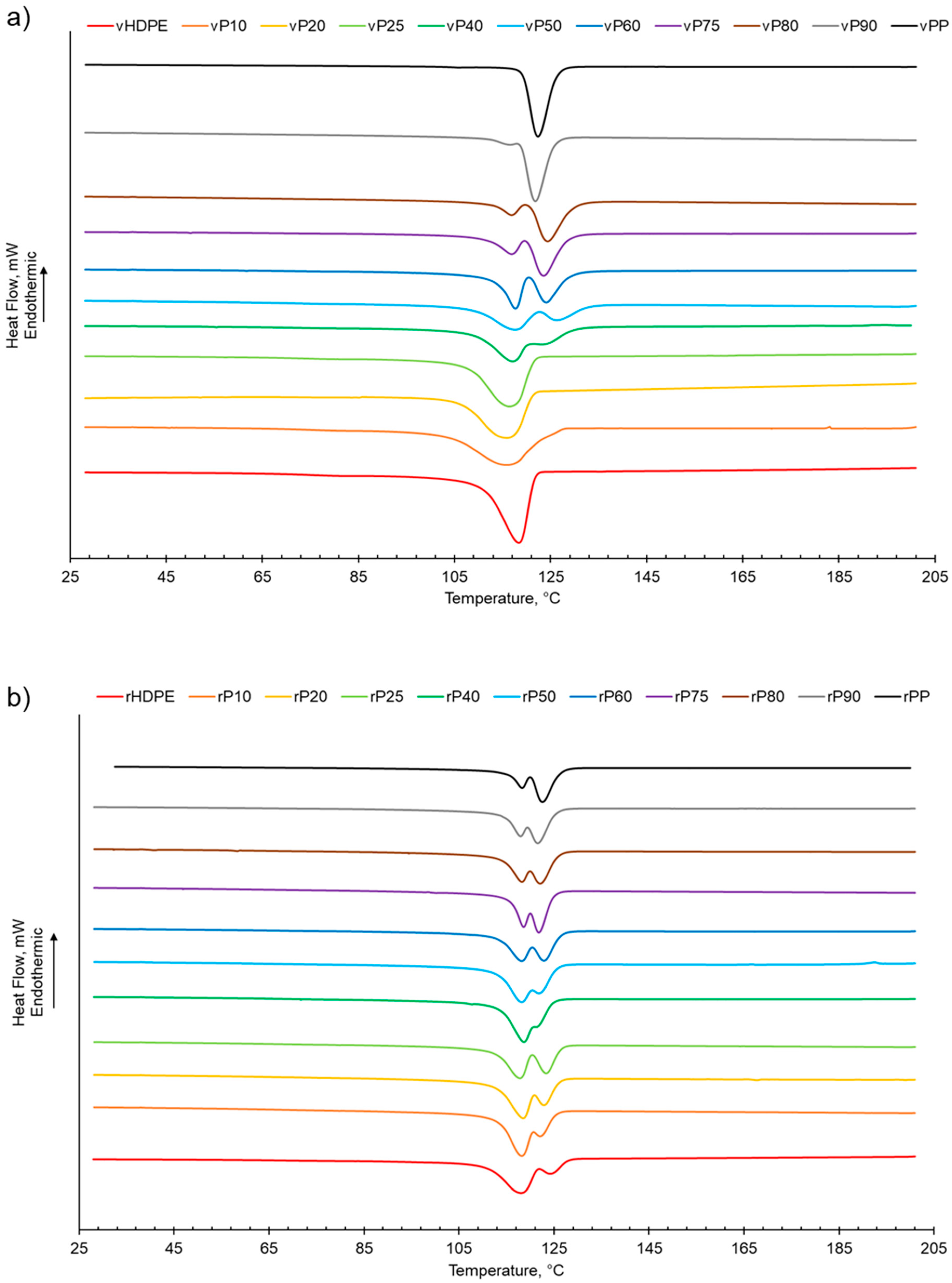
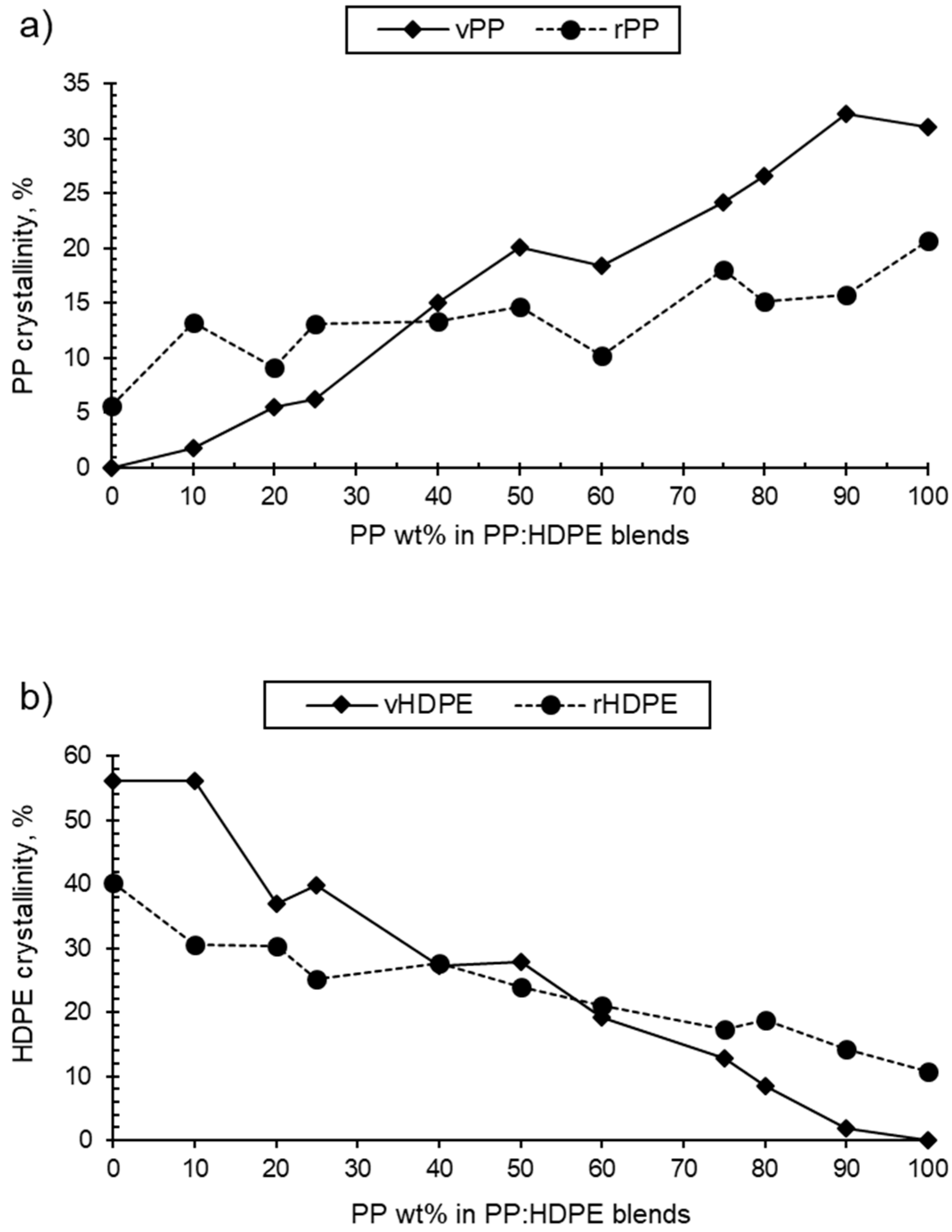
3.1. Thermal Properties of Virgin and Recycled PP:HDPE Blends
3.2. Mechanical Properties of Virgin and Recycled PP:HDPE Blends
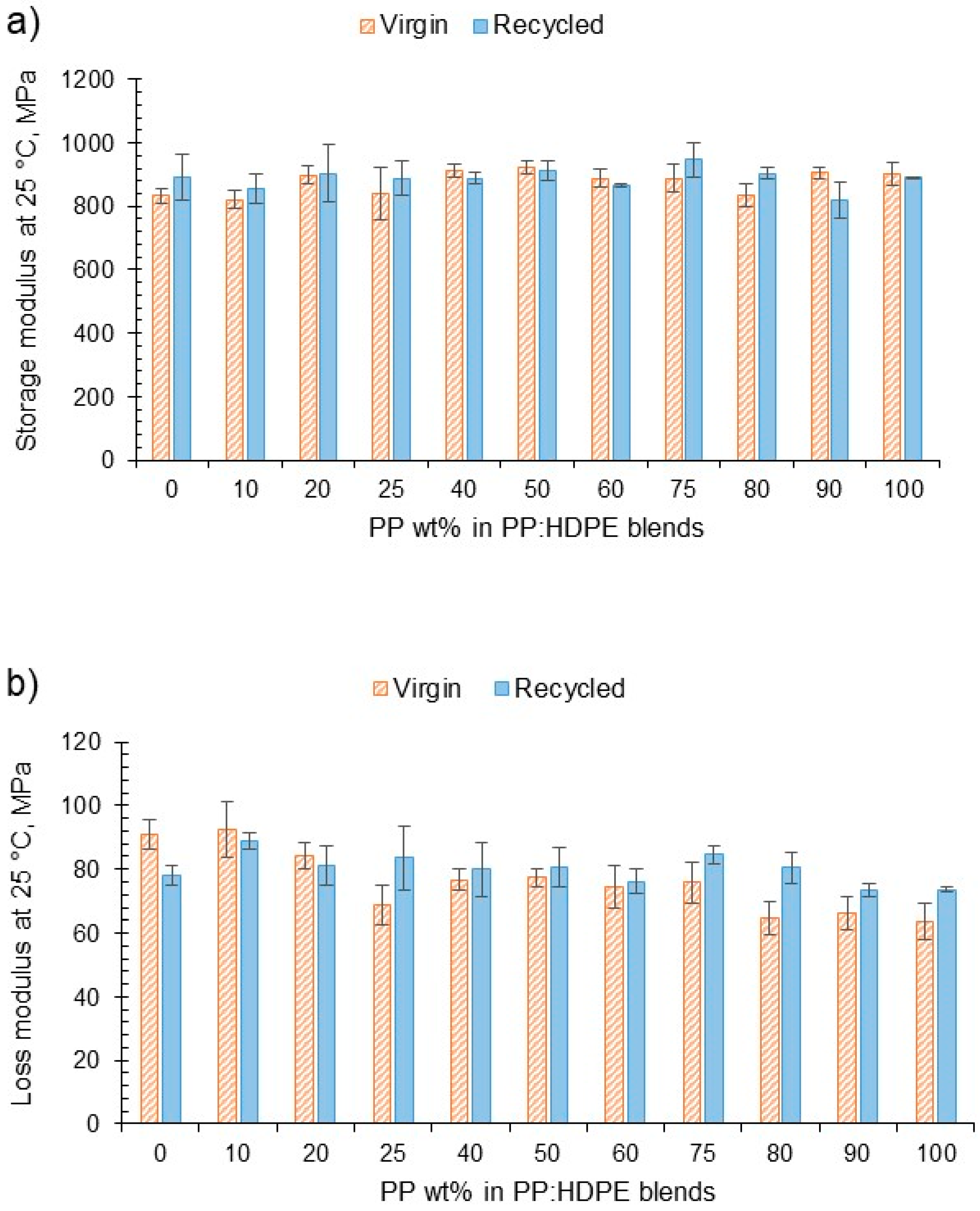
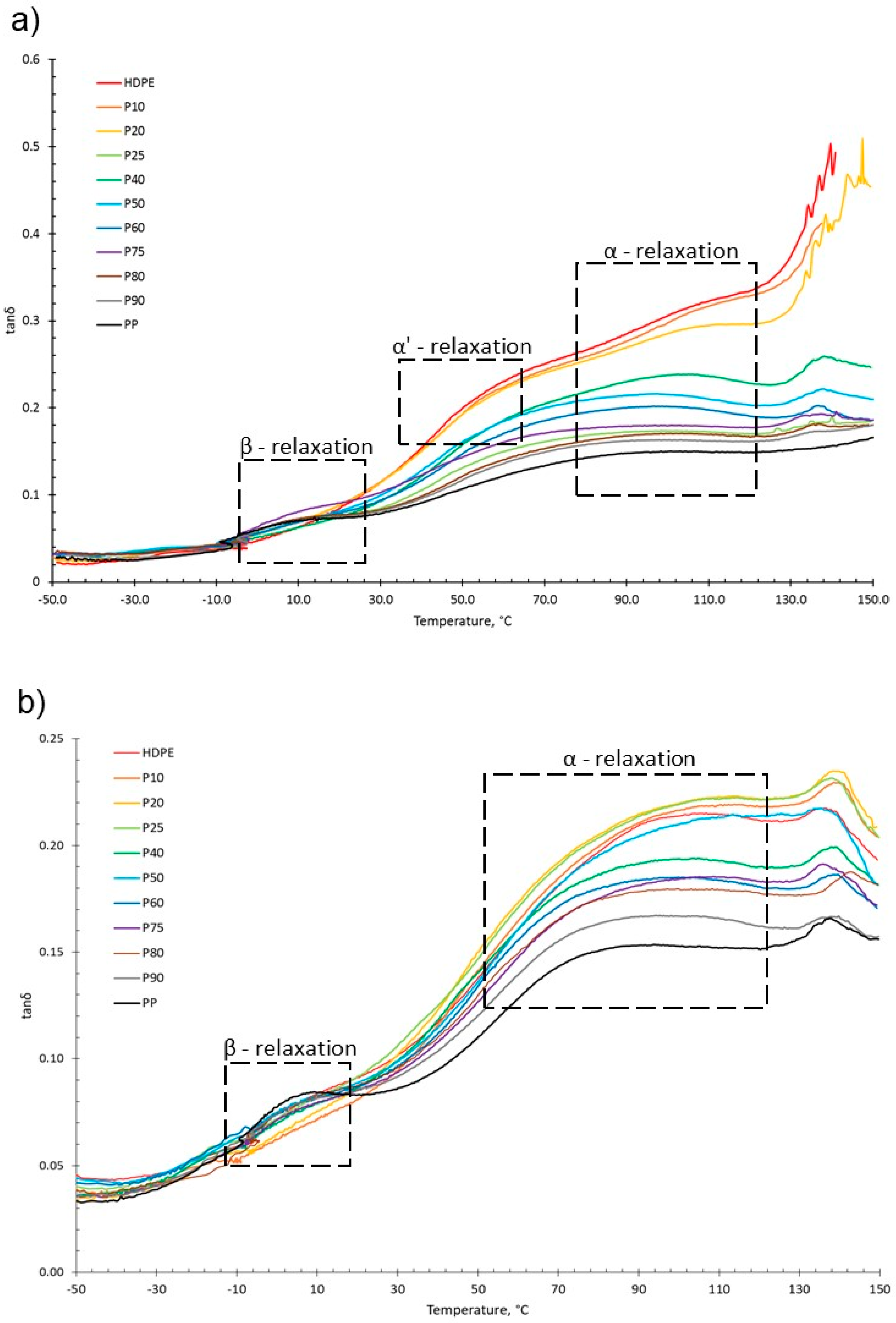
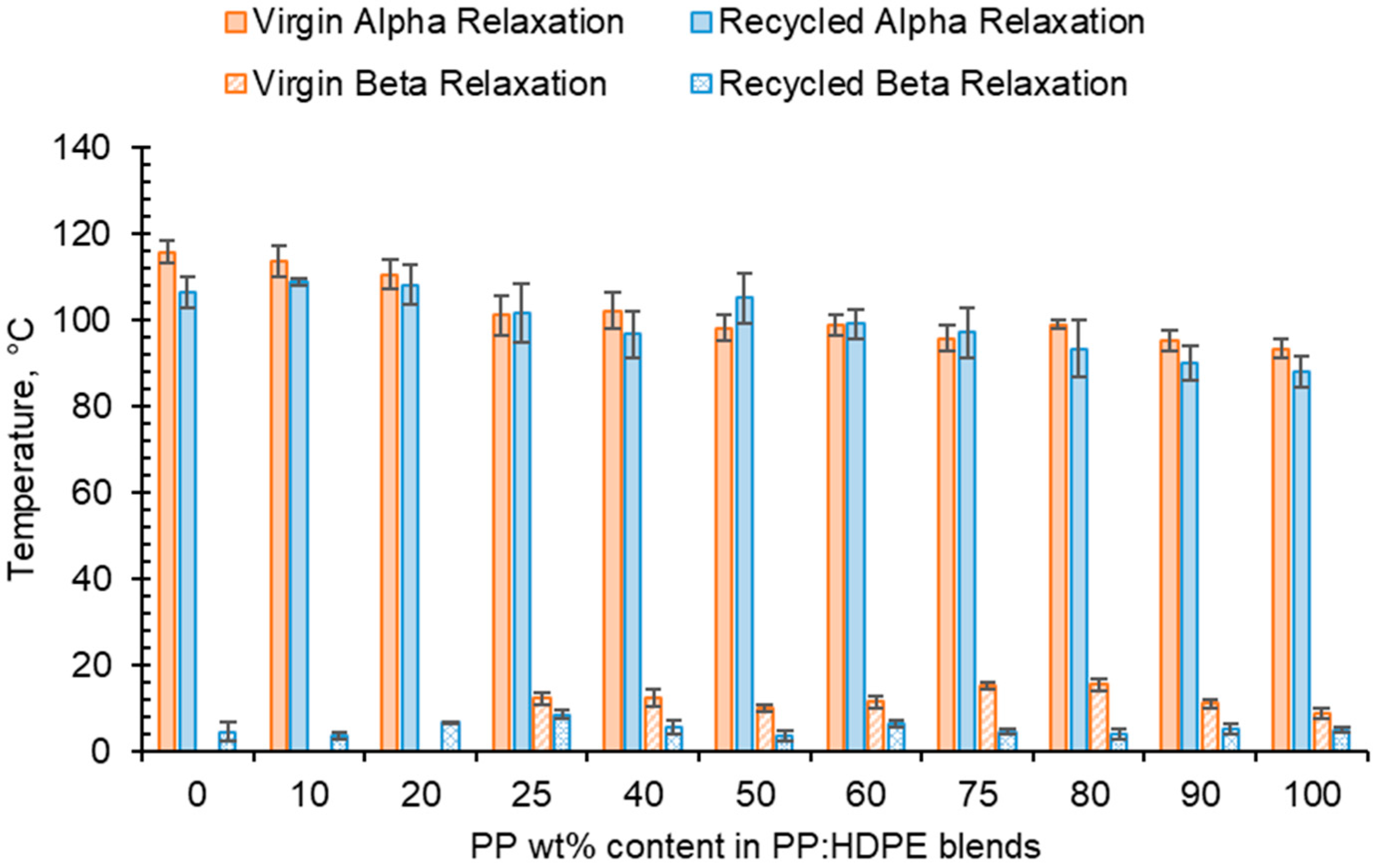
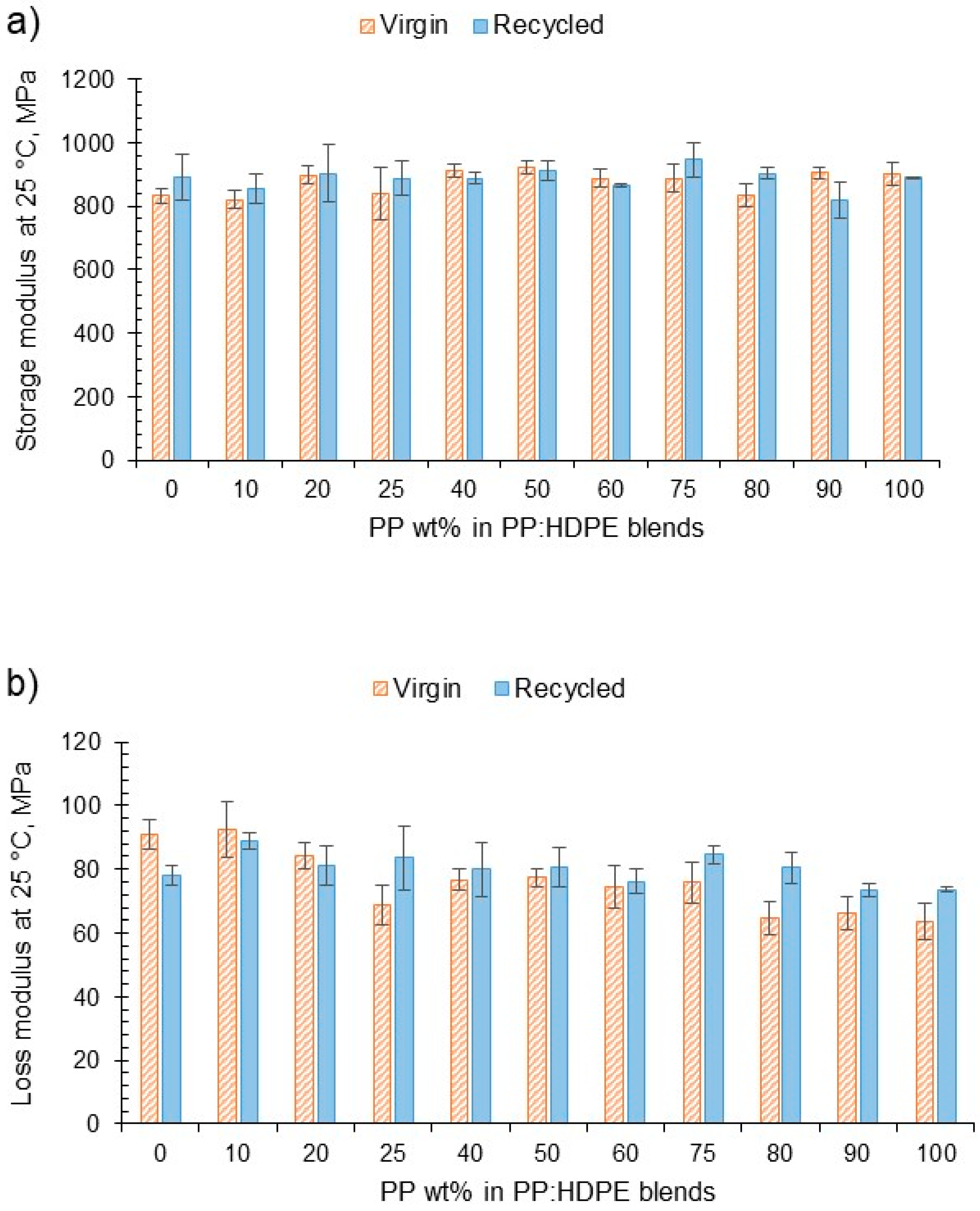
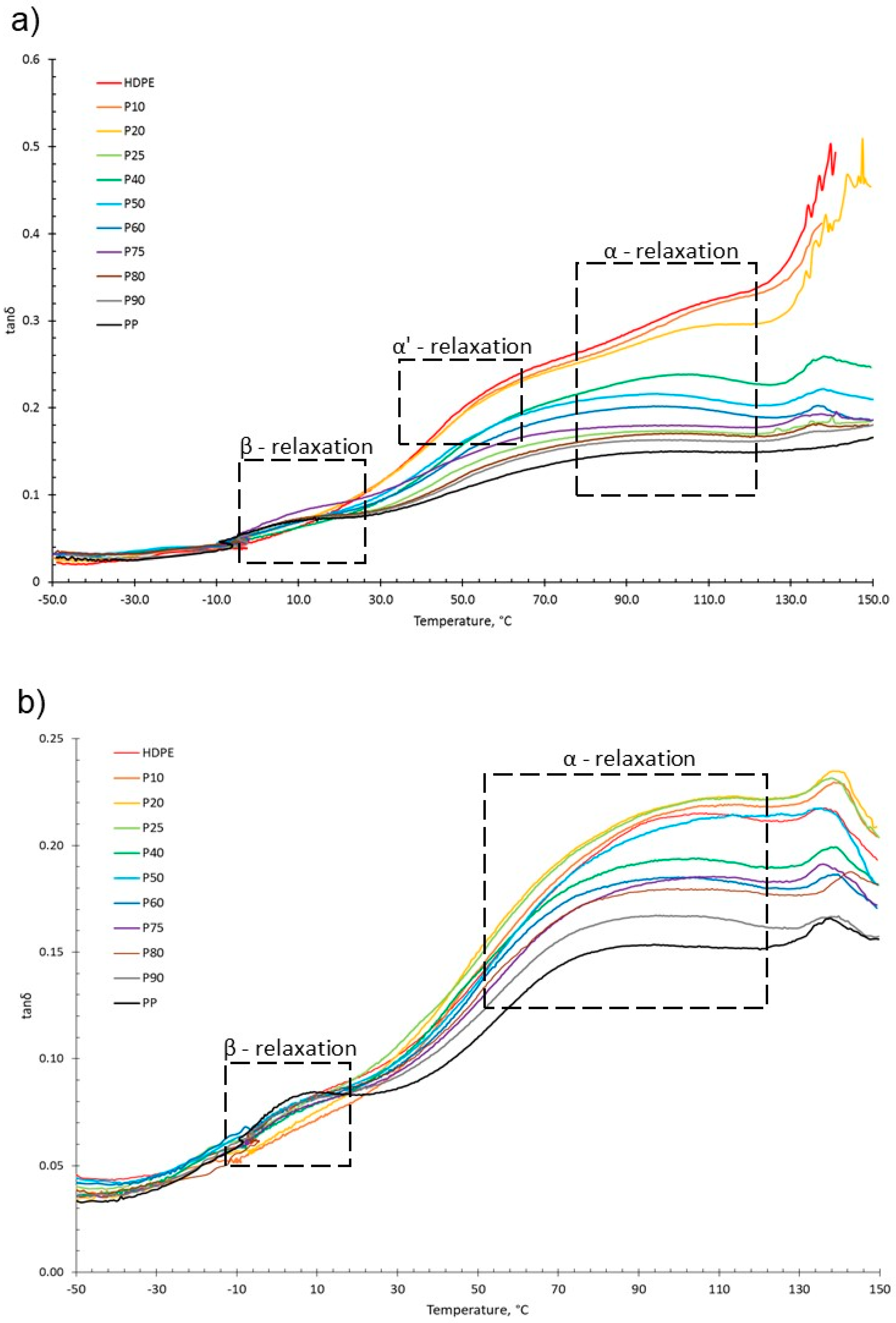
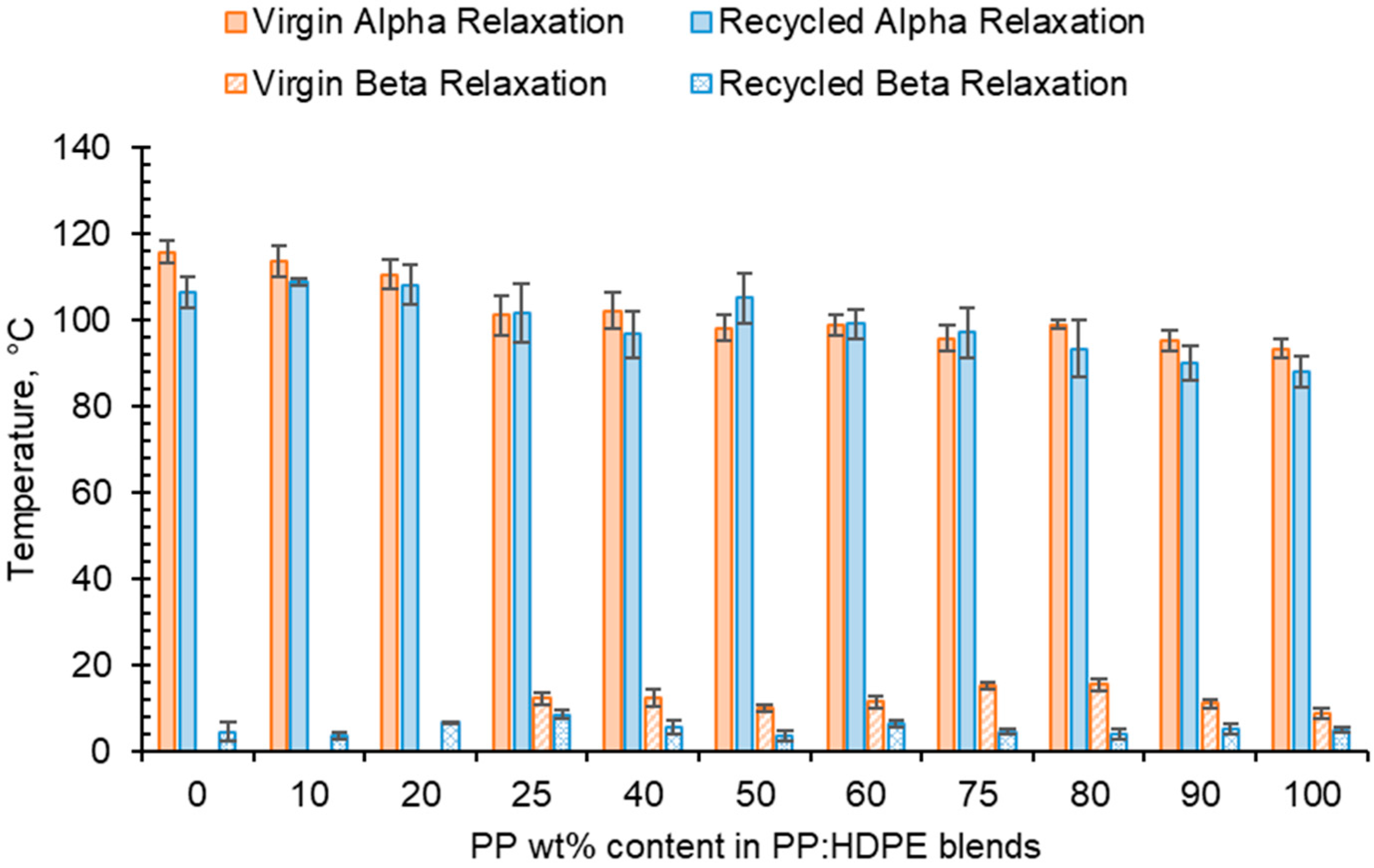
3.2.1. DMA Measurements of Virgin and Recycled PP:HDPE Blends
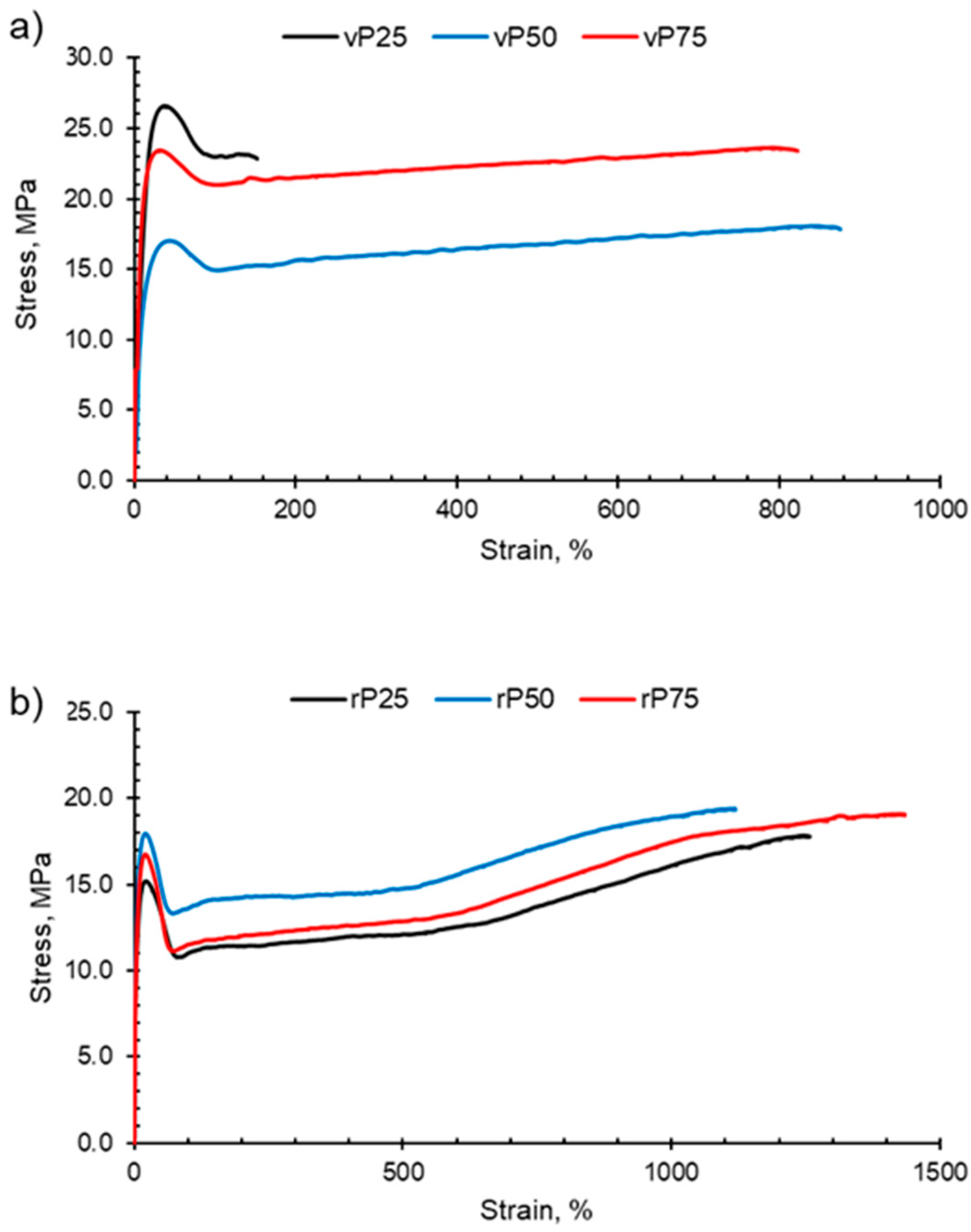
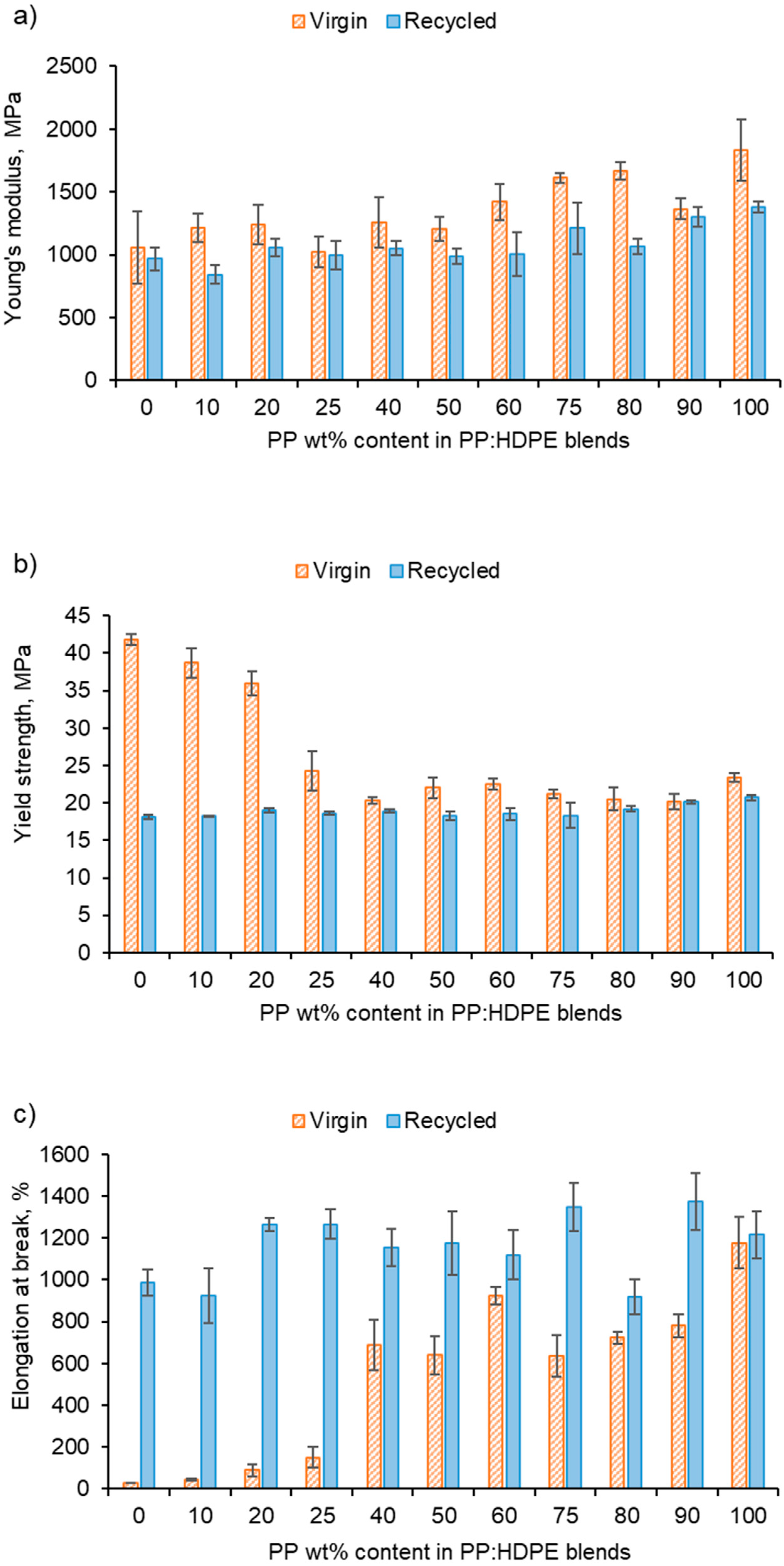
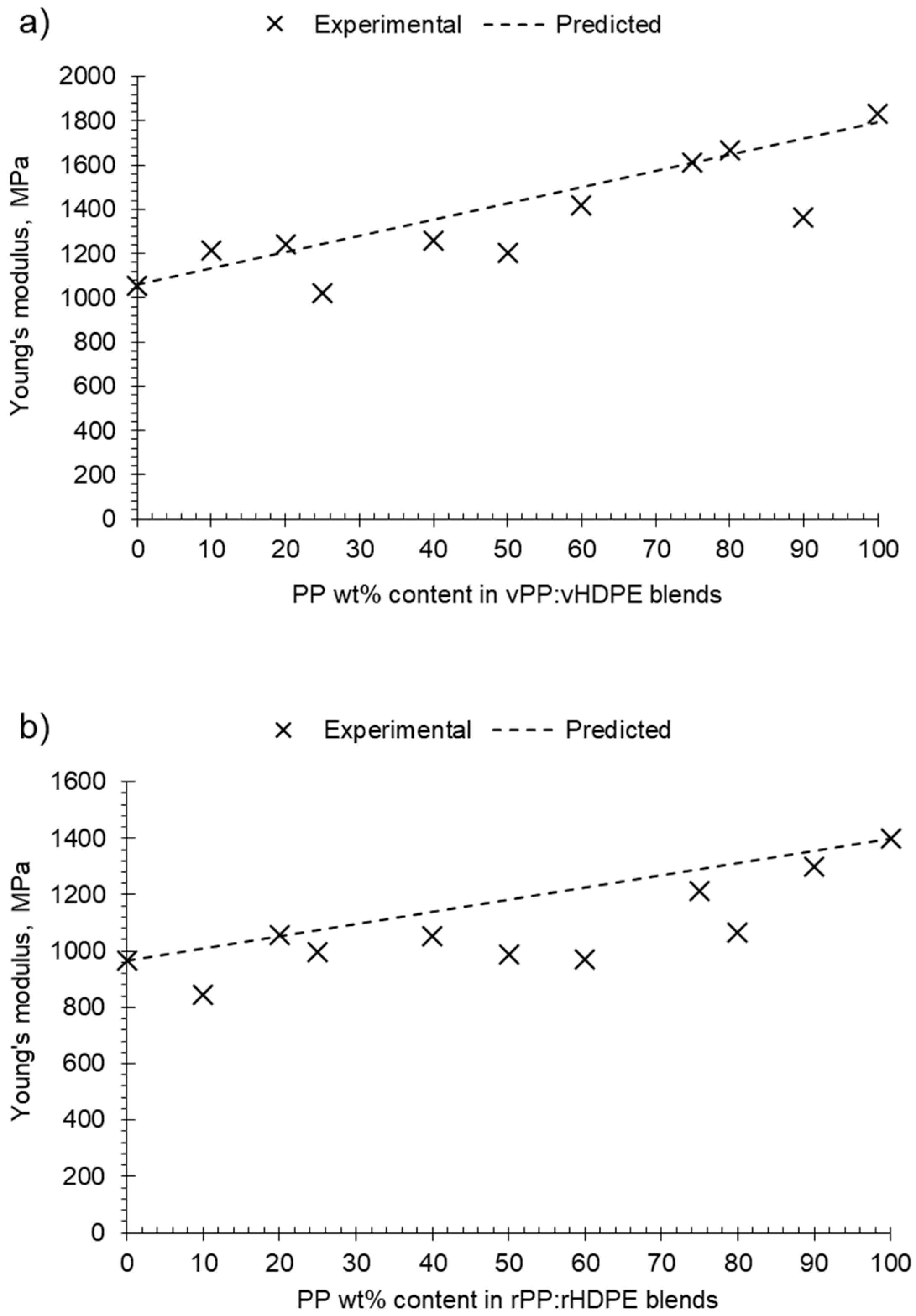
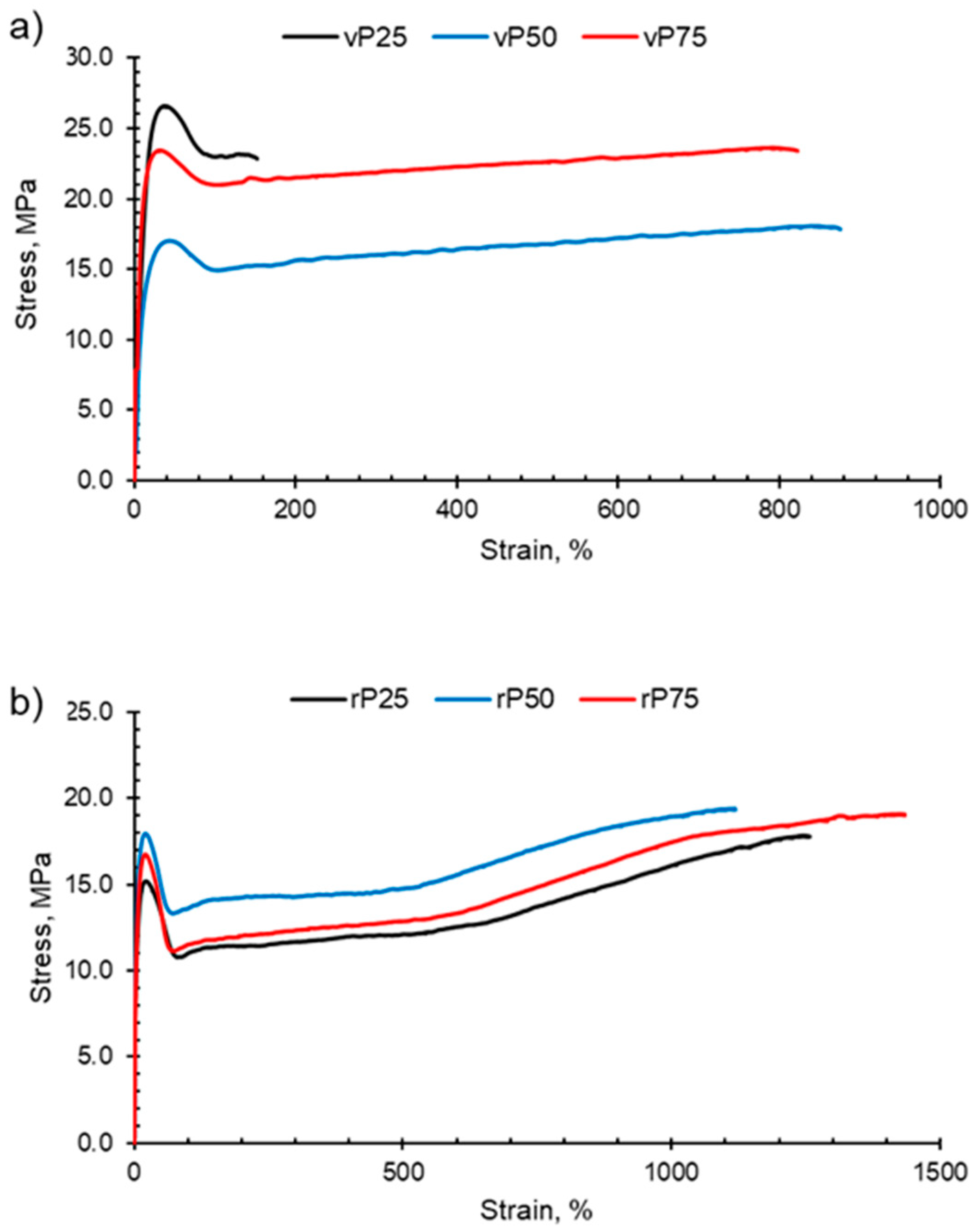
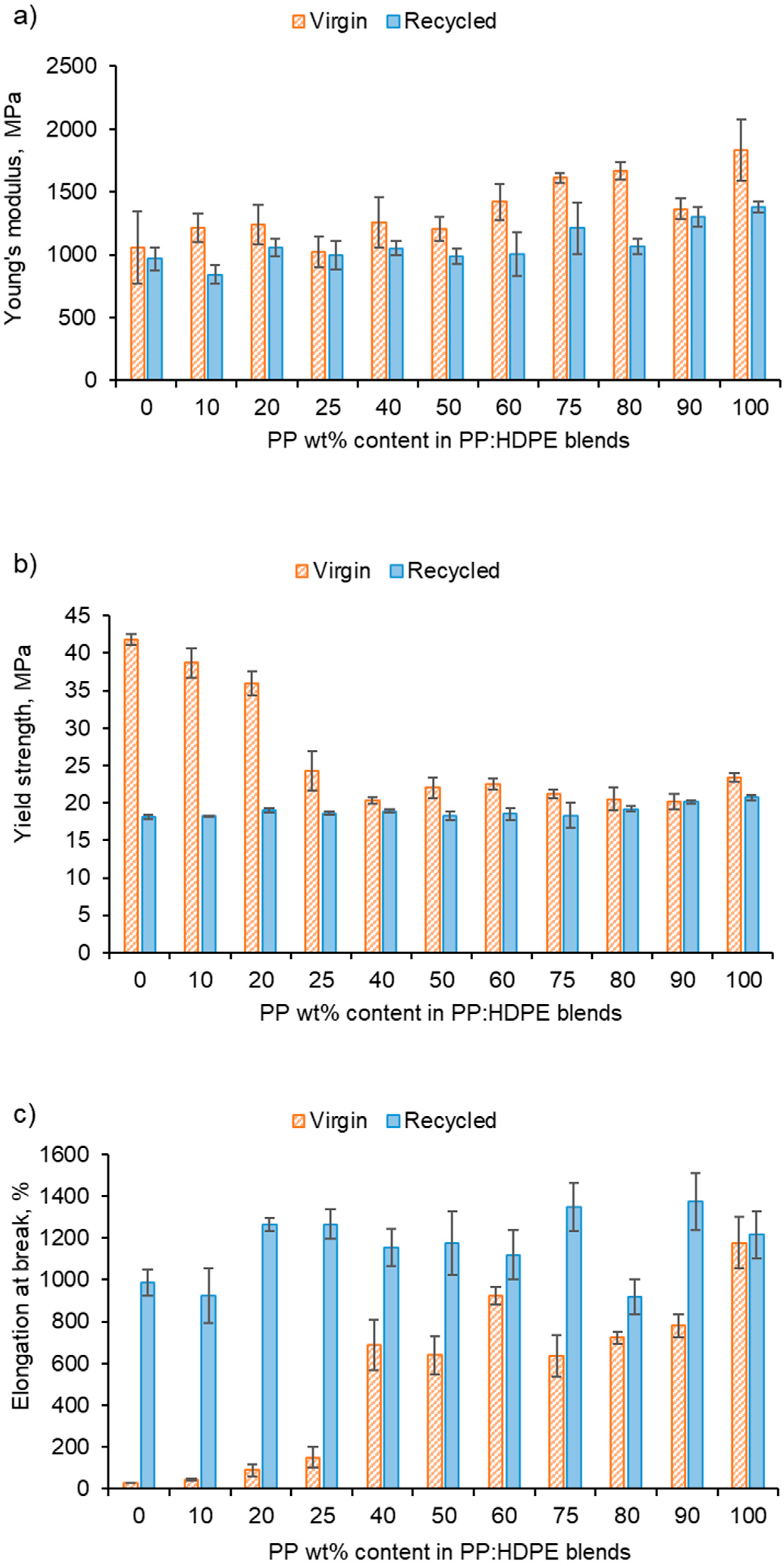
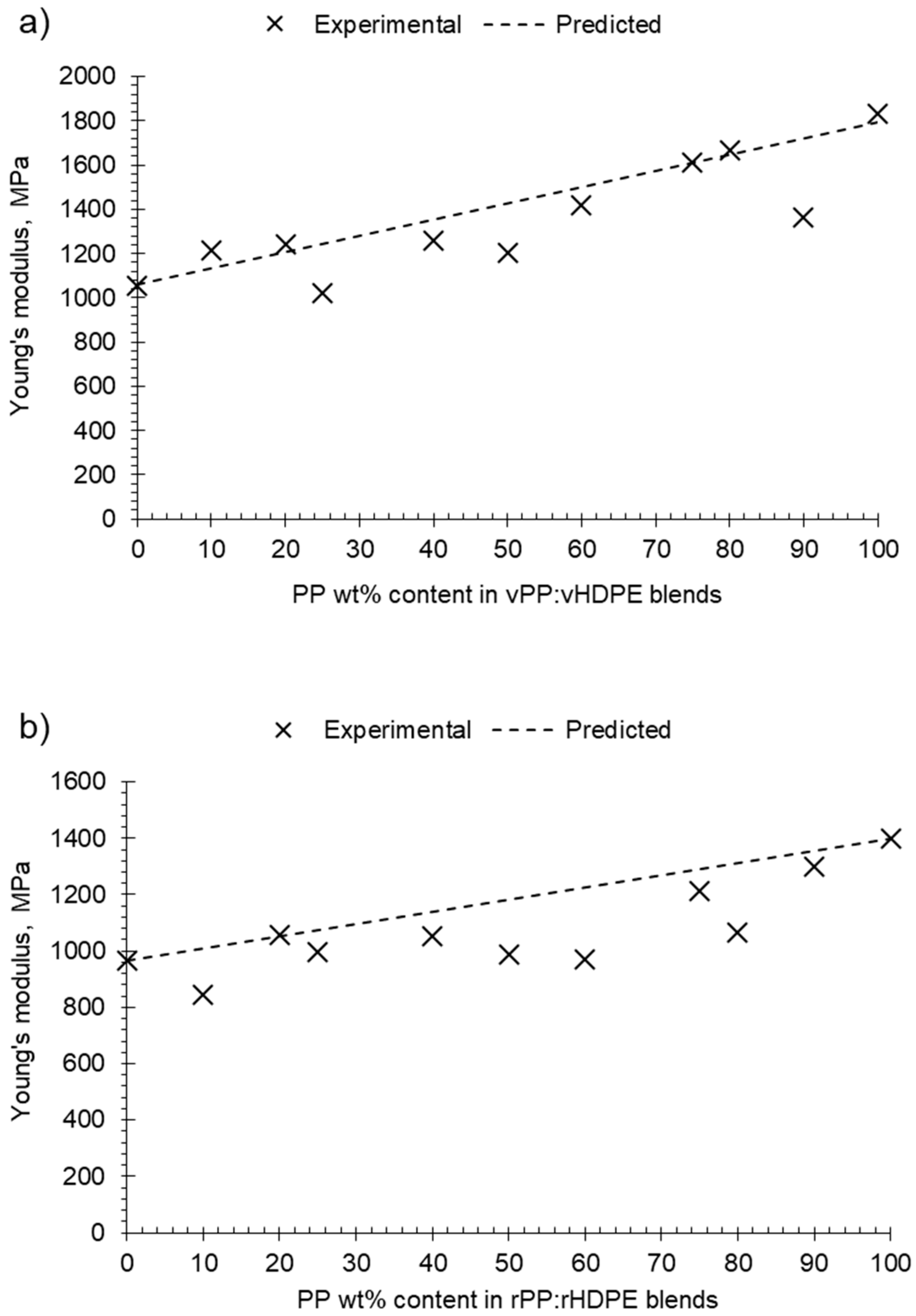
3.2.2. Tensile Measurements of Virgin and Recycled PP:HDPE Blends
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed]
- Jones, H.; Saffar, F.; Koutsos, V.; Ray, D. Polyolefins and Polyethylene Terephthalate Package Wastes: Recycling and Use in Composites. Energies 2021, 14, 7306. [Google Scholar] [CrossRef]
- Maddah, H.A. Polypropylene as a Promising Plastic: A Review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar]
- Kumar, S.; Panda, A.K.; Singh, R.K. A review on tertiary recycling of high-density polyethylene to fuel. Resour. Conserv. Recycl. 2011, 55, 893–910. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Pulikkalparambil, H.; Sanjay, M.R.; Siengchin, S. Polypropylene/high-density polyethylene based blends and nanocomposites with improved toughness. Mater. Res. Express 2019, 6, 075334. [Google Scholar] [CrossRef]
- Jose, S.; Aprem, A.S.; Francis, B.; Chandy, M.C.; Werner, P.; Alstaedt, V.; Thomas, S. Phase morphology, crystallisation behaviour and mechanical properties of isotactic polypropylene/high density polyethylene blends. Eur. Polym. J. 2004, 40, 2105–2115. [Google Scholar] [CrossRef]
- Graziano, A.; Jaffer, S.; Sain, M. Review on modification strategies of polyethylene/polypropylene immiscible thermoplastic polymer blends for enhancing their mechanical behavior. J. Elastomers Plast. 2019, 51, 291–336. [Google Scholar] [CrossRef]
- Strapasson, R.; Amico, S.C.; Pereira, M.F.R.; Sydenstricker, T.H.D. Tensile and impact behavior of polypropylene/low density polyethylene blends. Polym. Test. 2005, 24, 468–473. [Google Scholar] [CrossRef]
- Madi, N.K. Thermal and mechanical properties of injection molded recycled high density polyethylene blends with virgin isotactic polypropylene. Mater. Des. 2013, 46, 435–441. [Google Scholar] [CrossRef]
- Feldman, D. Polyblend Nanocomposites. J. Macromol. Sci. Part A 2015, 52, 648–658. [Google Scholar] [CrossRef]
- Salih, S.E.; Hamood, A.F.; Alsabih, A.H. Comparison of the Characteristics of LDPE:PP and HDPE:PP Polymer Blends. Mod. Appl. Sci. 2013, 7, 33–42. [Google Scholar] [CrossRef]
- Ajji, A.; Utracki, L.A. Interphase and compatibilization of polymer blends. Polym. Eng. Sci. 1996, 36, 1574–1585. [Google Scholar] [CrossRef]
- John, B.; Varughese, K.T.; Oommen, Z.; Pötschke, P.; Thomas, S. Dynamic mechanical behavior of high-density polyethylene/ethylene vinyl acetate copolymer blends: The effects of the blend ratio, reactive compatibilization, and dynamic vulcanization. J. Appl. Polym. Sci. 2003, 87, 2083–2099. [Google Scholar] [CrossRef]
- Scott, C.E.; Macosko, C.W. Morphology development during the initial stages of polymer-polymer blending. Polymer 1995, 36, 461–470. [Google Scholar] [CrossRef]
- Souza, A.M.C.; Demarquette, N.R. Influence of composition on the linear viscoelastic behavior and morphology of PP/HDPE blends. Polymer 2002, 43, 1313–1321. [Google Scholar] [CrossRef]
- Souza, A.M.C.; Demarquette, N.R. Influence of coalescence and interfacial tension on the morphology of PP/HDPE compatibilized blends. Polymer 2002, 43, 3959–3967. [Google Scholar] [CrossRef]
- Favis, B.D. The effect of processing parameters on the morphology of an immiscible binary blend. J. Appl. Polym. Sci. 1990, 39, 285–300. [Google Scholar] [CrossRef]
- Jordan, A.M.; Kim, K.; Soetrisno, D.; Hannah, J.; Bates, F.S.; Jaffer, S.A.; Lhost, O.; Macosko, C.W. Role of Crystallization on Polyolefin Interfaces: An Improved Outlook for Polyolefin Blends. Macromolecules 2018, 51, 2506–2516. [Google Scholar] [CrossRef]
- Albano, C.; González, J.; Ichazo, M.; Rosales, C.; Urbina de Navarro, C.; Parra, C. Mechanical and morphological behavior of polyolefin blends in the presence of CaCO3. Compos. Struct. 2000, 48, 49–58. [Google Scholar] [CrossRef]
- Kallel, T.; Massardier-Nageotte, V.; Jaziri, M.; Gérard, J.-F.; Elleuch, B. Compatibilization of PE/PS and PE/PP blends. I. Effect of processing conditions and formulation. J. Appl. Polym. Sci. 2003, 90, 2475–2484. [Google Scholar] [CrossRef]
- Cao, W.; Wang, K.; Zhang, Q.; Du, R.; Fu, Q. The hierarchy structure and orientation of high density polyethylene obtained via dynamic packing injection molding. Polymer 2006, 47, 6857–6867. [Google Scholar] [CrossRef]
- Huang, D.E.; Kotula, A.P.; Snyder, C.R.; Migler, K.B. Crystallization Kinetics in an Immiscible Polyolefin Blend. Macromolecules 2022, 55, 10921–10932. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Shanks, R.A.; Long, Y. Mechanical properties and morphology of polyethylene–polypropylene blends with controlled thermal history. J. Appl. Polym. Sci. 2000, 76, 1151–1164. [Google Scholar] [CrossRef]
- Şirin, K.; Doğan, F.; Çanlı, M.; Yavuz, M. Mechanical properties of polypropylene (PP) + high-density polyethylene (HDPE) binary blends: Non-isothermal degradation kinetics of PP + HDPE (80/20) Blends. Polym. Adv. Technol. 2013, 24, 715–722. [Google Scholar] [CrossRef]
- Xie, M.; Chen, J.; Li, H. Morphology and mechanical properties of injection-molded ultrahigh molecular weight polyethylene/polypropylene blends and comparison with compression molding. J. Appl. Polym. Sci. 2009, 111, 890–898. [Google Scholar] [CrossRef]
- Aumnate, C.; Rudolph, N.; Sarmadi, M. Recycling of Polypropylene/Polyethylene Blends: Effect of Chain Structure on the Crystallization Behaviors. Polymers 2019, 11, 1456. [Google Scholar] [CrossRef]
- Lin, J.-H.; Pan, Y.-J.; Liu, C.-F.; Huang, C.-L.; Hsieh, C.-T.; Chen, C.-K.; Lin, Z.-I.; Lou, C.-W. Preparation and Compatibility Evaluation of Polypropylene/High Density Polyethylene Polyblends. Materials 2015, 8, 8850–8859. [Google Scholar] [CrossRef]
- Chiu, F.-C.; Yen, H.-Z.; Lee, C.-E. Characterization of PP/HDPE blend-based nanocomposites using different maleated polyolefins as compatibilizers. Polym. Test. 2010, 29, 397–406. [Google Scholar] [CrossRef]
- Kazemi, Y.; Ramezani Kakroodi, A.; Rodrigue, D. Compatibilization efficiency in post-consumer recycled polyethylene/polypropylene blends: Effect of contamination. Polym. Eng. Sci. 2015, 55, 2368–2376. [Google Scholar] [CrossRef]
- Sutar, H.; Sahoo, P.C.; Sahu, P.S.; Sahoo, S.; Murmu, R.; Swain, S.; Mishra, S.C. Mechanical, Thermal and Crystallization Properties of Polypropylene (PP) Reinforced Composites with High Density Polyethylene (HDPE) as Matrix. Mater. Sci. Appl. 2018, 9, 502–515. [Google Scholar] [CrossRef]
- Hammache, Y.; Serier, A.; Chaoui, S. The effect of thermoplastic starch on the properties of polypropylene/high density polyethylene blend reinforced by nano-clay. Mater. Res. Express 2020, 7, 025308. [Google Scholar] [CrossRef]
- Karaagac, E.; Koch, T.; Archodoulaki, V.-M. The effect of PP contamination in recycled high-density polyethylene (rPE-HD) from post-consumer bottle waste and their compatibilization with olefin block copolymer (OBC). Waste Manag. 2021, 119, 285–294. [Google Scholar] [CrossRef] [PubMed]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I.; Maspoch, M.L. Effects of recycling on the microstructure and the mechanical properties of isotactic polypropylene. J. Mater. Sci. 2001, 36, 2607–2613. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Shi, F.; Shanks, R.A.; Combe, M.; Collister, T. Mechanical reprocessing of polyolefin waste: A review. Polym. Eng. Sci. 2015, 55, 2899–2909. [Google Scholar] [CrossRef]
- da Costa, H.M.; Ramos, V.D.; de Oliveira, M.G. Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Ha, K.H.; Kim, M.S. Application to refrigerator plastics by mechanical recycling from polypropylene in waste-appliances. Mater. Des. 2012, 34, 252–257. [Google Scholar] [CrossRef]
- Oliveira, T.A.; Oliveira, R.R.; Barbosa, R.; Azevedo, J.B.; Alves, T.S. Effect of reprocessing cycles on the degradation of PP/PBAT-thermoplastic starch blends. Carbohydr. Polym. 2017, 168, 52–60. [Google Scholar] [CrossRef]
- Bunjes, A.; Arndt, J.-H.; Geertz, G.; Barton, B. Characterization and chemometric modelling of mechanically recycled polypropylene for automotive manufacturing. Polymer 2022, 249, 124823. [Google Scholar] [CrossRef]
- Chen, Z.-F.; Lin, Q.-B.; Su, Q.-Z.; Zhong, H.-N.; Nerin, C. Identification of recycled polyethylene and virgin polyethylene based on untargeted migrants. Food Packag. Shelf Life 2021, 30, 100762. [Google Scholar] [CrossRef]
- Jmal, H.; Bahlouli, N.; Wagner-Kocher, C.; Leray, D.; Ruch, F.; Munsch, J.-N.; Nardin, M. Influence of the grade on the variability of the mechanical properties of polypropylene waste. Waste Manag. 2018, 75, 160–173. [Google Scholar] [CrossRef]
- Jin, H.; Gonzalez-Gutierrez, J.; Oblak, P.; Zupančič, B.; Emri, I. The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym. Degrad. Stab. 2012, 97, 2262–2272. [Google Scholar] [CrossRef]
- Oblak, P.; Gonzalez-Gutierrez, J.; Zupančič, B.; Aulova, A.; Emri, I. Processability and mechanical properties of extensively recycled high density polyethylene. Polym. Degrad. Stab. 2015, 114, 133–145. [Google Scholar] [CrossRef]
- Saikrishnan, S.; Jubinville, D.; Tzoganakis, C.; Mekonnen, T.H. Thermo-mechanical degradation of polypropylene (PP) and low-density polyethylene (LDPE) blends exposed to simulated recycling. Polym. Degrad. Stab. 2020, 182, 109390. [Google Scholar] [CrossRef]
- Cecon, V.S.; Da Silva, P.F.; Vorst, K.L.; Curtzwiler, G.W. The effect of post-consumer recycled polyethylene (PCRPE) on the properties of polyethylene blends of different densities. Polym. Degrad. Stab. 2021, 190, 109627. [Google Scholar] [CrossRef]
- Noor Hasanah, T.I.T.; Wijeyesekera, D.C.; Lim, A.J.M.S.; Ismail, B. Recycled PP/HDPE Blends: A Thermal Degradation and Mechanical Properties Study. Appl. Mech. Mater. 2014, 465–466, 932–936. [Google Scholar] [CrossRef]
- Atiqah, A.A.S.M.; Salmah, H.; Firuz, Z.; Uy Lan, D.N. Properties of Recycled High Density Polyethylene/Recycled Polypropylene Blends: Effect of Maleic Anhydride Polypropylene. Key Eng. Mater. 2014, 594–595, 837–841. [Google Scholar] [CrossRef]
- Fang, C.; Nie, L.; Liu, S.; Yu, R.; An, N.; Li, S. Characterization of polypropylene–polyethylene blends made of waste materials with compatibilizer and nano-filler. Compos. Part B Eng. 2013, 55, 498–505. [Google Scholar] [CrossRef]
- ISO 527-2; Tensile Testing for Plastics. International Organization for Standardization: Geneva, Switzerland, 2012.
- Watt, E.; Abdelwahab, M.A.; Snowdon, M.R.; Mohanty, A.K.; Khalil, H.; Misra, M. Hybrid biocomposites from polypropylene, sustainable biocarbon and graphene nanoplatelets. Sci. Rep. 2020, 10, 10714. [Google Scholar] [CrossRef]
- Shrivastava, A. 3-Plastic Properties and Testing. In Introduction to Plastics Engineering; Shrivastava, A., Ed.; William Andrew Publishing: Oxford, UK, 2018; pp. 49–110. [Google Scholar]
- Wetton, R.E. Thermal analysis. In Polymer Characterisation; Hunt, B.J., James, M.I., Eds.; Springer Netherlands: Dordrecht, The Netherlands, 1993; pp. 178–221. [Google Scholar]
- Nielsen, L.E. Predicting the Properties of Mixtures: Mixture Rules in Science and Engineering; Marcel Dekker: New York, NY, USA, 1978. [Google Scholar]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Momanyi, J.; Herzog, M.; Muchiri, P. Analysis of Thermomechanical Properties of Selected Class of Recycled Thermoplastic Materials Based on Their Applications. Recycling 2019, 4, 33. [Google Scholar] [CrossRef]
- Gu, J.; Xu, H.; Wu, C. Thermal and Crystallization Properties of HDPE and HDPE/PP Blends Modified with DCP. Adv. Polym. Technol. 2014, 33, 21384. [Google Scholar] [CrossRef]
- Mileva, D.; Tranchida, D.; Gahleitner, M. Designing polymer crystallinity: An industrial perspective. Polym. Cryst. 2018, 1, e10009. [Google Scholar] [CrossRef]
- Samanta, P.; Srivastava, R.; Nandan, B.; Chen, H.-L. Crystallization behavior of crystalline/crystalline polymer blends under confinement in electrospun nanofibers of polystyrene/poly(ethylene oxide)/poly(ε-caprolactone) ternary mixtures. Soft Matter 2017, 13, 1569–1582. [Google Scholar] [CrossRef] [PubMed]
- Stangenberg, F.; Ågren, S.; Karlsson, S. Quality Assessments of Recycled Plastics by Spectroscopy and Chromatography. Chromatographia 2004, 59, 101–106. [Google Scholar] [CrossRef]
- Ruj, B.; Pandey, V.; Jash, P.; Srivastava, V. Sorting of plastic waste for effective recycling. Int. J. Appl. Sci. Eng. Res. 2015, 4, 564–571. [Google Scholar]
- Pinheiro, L.A.; Chinelatto, M.A.; Canevarolo, S.V. The role of chain scission and chain branching in high density polyethylene during thermo-mechanical degradation. Polym. Degrad. Stab. 2004, 86, 445–453. [Google Scholar] [CrossRef]
- Shirkavand, M.J.; Azizi, H.; Ghasemi, I.; Karabi, M. Effect of Molecular Structure Parameters on Crystallinity and Environmental Stress Cracking Resistance of High-Density Polyethylene/TiO2 Nanocomposites. Adv. Polym. Technol. 2018, 37, 770–777. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S. Quality Concepts for the Improved Use of Recycled Polymeric Materials: A Review. Macromol. Mater. Eng. 2008, 293, 274–297. [Google Scholar] [CrossRef]
- Sewda, K.; Maiti, S.N. Dynamic mechanical properties of high density polyethylene and teak wood flour composites. Polym. Bull. 2013, 70, 2657–2674. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Correa-Aguirre, J.P.; García-Navarro, S.; Roca-Blay, L. Injection Molding of Coir Coconut Fiber Reinforced Polyolefin Blends: Mechanical, Viscoelastic, Thermal Behavior and Three-Dimensional Microscopy Study. Polymers 2020, 12, 1507. [Google Scholar] [CrossRef]
- McCrum, N.G.; Read, B.E.; Williams, G. Anelastic and Dielectric Effects in Polymeric Solids; John Wiley: London, UK; New York, NY, USA, 1967. [Google Scholar]
- Sethi, M.; Gupta, N.K.; Srivastava, A.K. Dynamic mechanical analysis of polyethylene and ethylene vinylacetate copolymer blends irradiated by electron beam. J. Appl. Polym. Sci. 2002, 86, 2429–2434. [Google Scholar] [CrossRef]
- Suljovrujic, E.; Micic, M.; Milicevic, D. Structural Changes and Dielectric Relaxation Behavior of Uniaxially Oriented High Density Polyethylene. J. Eng. Fibers Fabr. 2013, 8, 131–143. [Google Scholar] [CrossRef]
- Popli, R.; Glotin, M.; Mandelkern, L.; Benson, R.S. Dynamic mechanical studies of α and β relaxations of polyethylenes. J. Polym. Sci. Polym. Phys. Ed. 1984, 22, 407–448. [Google Scholar] [CrossRef]
- Khanna, Y.P.; Turi, E.A.; Taylor, T.J.; Vickroy, V.V.; Abbott, R.F. Dynamic mechanical relaxations in polyethylene. Macromolecules 1985, 18, 1302–1309. [Google Scholar] [CrossRef]
- Fakirov, S.; Krasteva, B. On the Glass Transition Temperature of Polyethylene as Revealed by Microhardness Measurements. J. Macromol. Sci. Part B 2000, 39, 297–301. [Google Scholar] [CrossRef]
- Morris, B.A. 4-Commonly Used Resins and Substrates in Flexible Packaging. In The Science and Technology of Flexible Packaging; Morris, B.A., Ed.; William Andrew Publishing: Oxford, UK, 2017; pp. 69–119. [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Chivers, R.A.; Moore, D.R. The effect of molecular weight and crystallinity on the mechanical properties of injection moulded poly(aryl-ether-ether-ketone) resin. Polymer 1994, 35, 110–116. [Google Scholar] [CrossRef]
- Yang, H.-R.; Lei, J.; Li, L.; Fu, Q.; Li, Z.-M. Formation of Interlinked Shish-Kebabs in Injection-Molded Polyethylene under the Coexistence of Lightly Cross-Linked Chain Network and Oscillation Shear Flow. Macromolecules 2012, 45, 6600–6610. [Google Scholar] [CrossRef]
- Zhao, B.; Li, X.; Huang, Y.; Cong, Y.; Ma, Z.; Shao, C.; An, H.; Yan, T.; Li, L. Inducing Crystallization of Polymer through Stretched Network. Macromolecules 2009, 42, 1428–1432. [Google Scholar] [CrossRef]
- Lei, J.; Zhang, Z.; Jiang, C.; Shen, K. Bi-axial self-reinforcement of high-density polyethylene induced by high-molecular weight polyethylene through dynamic packing injection molding. Polym. Int. 2006, 55, 1021–1026. [Google Scholar] [CrossRef]
- Deng, C.; Lei, J.; Gao, X.; Chen, Z.; Shen, K. Study on the Improvement of Crystallization in HDPE Induced by High–Molecular-Weight Polyethylene Through Dynamic Packing Injection Molding. Polym. Plast. Technol. Eng. 2008, 47, 716–721. [Google Scholar] [CrossRef]
- Bayer, R.K.; Baltá Calleja, F.J.; López Cabarcos, E.; Zachiviann, H.G.; Paulsen, A.; Brüning, F.; Meins, W. Properties of elongational flow injection moulded polyethylene. J. Mater. Sci. 1989, 24, 2643–2652. [Google Scholar] [CrossRef]
- Murugan, D.; Varughese, S.; Swaminathan, T. Recycled Polyolefin-Based Plastic Wastes for Sound Absorption. Polym. Plast. Technol. Eng. 2006, 45, 885–888. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Botta, L.; Mistretta, M.C.; Di Fiore, A.; Titone, V. Recycling of a Biodegradable Polymer Blend. Polymers 2020, 12, 2297. [Google Scholar] [CrossRef] [PubMed]
- Dorigato, A. Recycling of polymer blends. Adv. Ind. Eng. Polym. Res. 2021, 4, 53–69. [Google Scholar] [CrossRef]
- Lovinger, A.J.; Williams, M.L. Tensile properties and morphology of blends of polyethylene and polypropylene. J. Appl. Polym. Sci. 1980, 25, 1703–1713. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PP wt% Content in PP:HDPE | Peak Melting Temperature (°C) | Enthalpy of Fusion (J g−1) | Peak Crystallisation Temperature (°C) | Enthalpy of Crystallisation (J g−1) | Percentage Crystallinity (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| PP | HDPE | PP | HDPE | PP | HDPE | (PP + HDPE) | PP | HDPE | |
| 0 | - | 134.6 | 0.0 | 161.2 | - | 118.4 | 161.4 | 0.0 | 56.2 |
| 159.0 | 132.9 | 11.8 | 115.4 | 125.0 | 116.6 | 147.4 | 7.3 | 36.2 | |
| 10 | 173.9 | 132.6 | 3.8 | 161.0 | - | 115.6 | 161.6 | 1.8 | 56.1 |
| 166.4 | 131.7 | 27.3 | 87.8 | 122.5 | 118.0 | 131.4 | 12.5 | 30.8 | |
| 20 | 166.1 | 130.5 | 11.4 | 105.8 | - | 115.9 | 159.7 | 5.5 | 36.9 |
| 166.1 | 131.5 | 18.9 | 87.0 | 123.1 | 118.4 | 137.3 | 14.0 | 30.4 | |
| 25 | 165.8 | 130.9 | 12.9 | 114.2 | - | 116.4 | 148.3 | 6.2 | 36.8 |
| 165.2 | 131.5 | 27.2 | 72.4 | 123.4 | 117.7 | 116.5 | 13.9 | 23.6 | |
| 40 | 167.6 | 130.5 | 31.1 | 78.5 | 124.5 | 117.1 | 131.4 | 15.0 | 27.4 |
| 163.2 | 131.3 | 27.6 | 79.5 | 122.0 | 118.4 | 129.3 | 12.0 | 27.2 | |
| 50 | 172.8 | 134.6 | 41.5 | 79.7 | 126.5 | 117.5 | 110.4 | 20.1 | 27.8 |
| 162.2 | 130.7 | 30.3 | 68.6 | 122.4 | 117.9 | 125.8 | 13.6 | 21.9 | |
| 60 | 165.9 | 127.9 | 38.2 | 55.2 | 124.1 | 117.7 | 117.4 | 18.4 | 19.2 |
| 162.7 | 130.8 | 21.2 | 60.6 | 123.1 | 118.0 | 116.3 | 15.7 | 20.2 | |
| 75 | 168.5 | 128.9 | 50.0 | 36.6 | 123.6 | 116.9 | 108.6 | 24.2 | 12.7 |
| 164.6 | 130.5 | 37.5 | 50.0 | 122.0 | 118.5 | 110.5 | 16.9 | 16.4 | |
| 80 | 168.0 | 128.7 | 55.2 | 24.0 | 124.4 | 116.9 | 94.5 | 26.7 | 8.4 |
| 163.2 | 130.2 | 31.4 | 53.7 | 122.2 | 118.1 | 105.3 | 15.6 | 17.7 | |
| 90 | 168.2 | 128.7 | 66.9 | 5.4 | 121.8 | 116.1 | 88.6 | 32.3 | 1.9 |
| 161.8 | 130.3 | 32.7 | 41.0 | 121.8 | 117.8 | 107.1 | 17.0 | 13.9 | |
| 100 | 167.4 | - | 64.4 | 0.0 | 122.3 | - | 83.0 | 31.1 | 0.0 |
| 164.9 | 129.5 | 42.8 | 31.1 | 122.7 | 118.2 | 100.2 | 19.6 | 10.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jones, H.; McClements, J.; Ray, D.; Hindle, C.S.; Kalloudis, M.; Koutsos, V. Thermomechanical Properties of Virgin and Recycled Polypropylene—High-Density Polyethylene Blends. Polymers 2023, 15, 4200. https://doi.org/10.3390/polym15214200
Jones H, McClements J, Ray D, Hindle CS, Kalloudis M, Koutsos V. Thermomechanical Properties of Virgin and Recycled Polypropylene—High-Density Polyethylene Blends. Polymers. 2023; 15(21):4200. https://doi.org/10.3390/polym15214200
Chicago/Turabian StyleJones, Hannah, Jake McClements, Dipa Ray, Colin S. Hindle, Michail Kalloudis, and Vasileios Koutsos. 2023. "Thermomechanical Properties of Virgin and Recycled Polypropylene—High-Density Polyethylene Blends" Polymers 15, no. 21: 4200. https://doi.org/10.3390/polym15214200
APA StyleJones, H., McClements, J., Ray, D., Hindle, C. S., Kalloudis, M., & Koutsos, V. (2023). Thermomechanical Properties of Virgin and Recycled Polypropylene—High-Density Polyethylene Blends. Polymers, 15(21), 4200. https://doi.org/10.3390/polym15214200