
Injection Molding Condition Effects on the Mechanical Properties of Coconut-Wood-Powder-Based Polymer Composite

Abstract
1. Introduction
2. Experimental Methods
Materials and Method
3. Results and Discussion
3.1. Tensile Test Results
3.2. Flexural Test Results
3.3. SEM, DSC and Water Absorption Tests Results
3.4. Optimization by Taguchi Method
4. Conclusions
- -
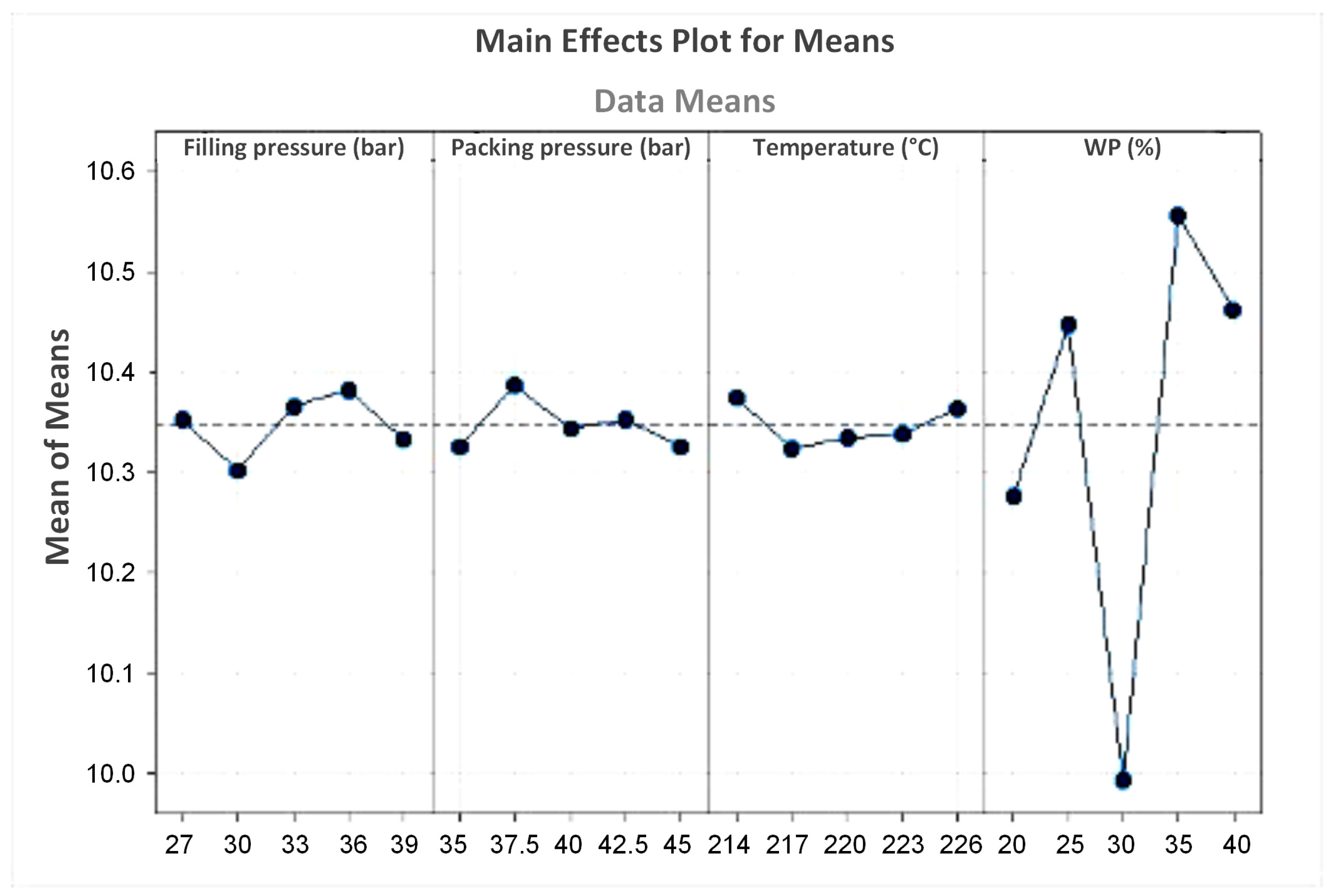
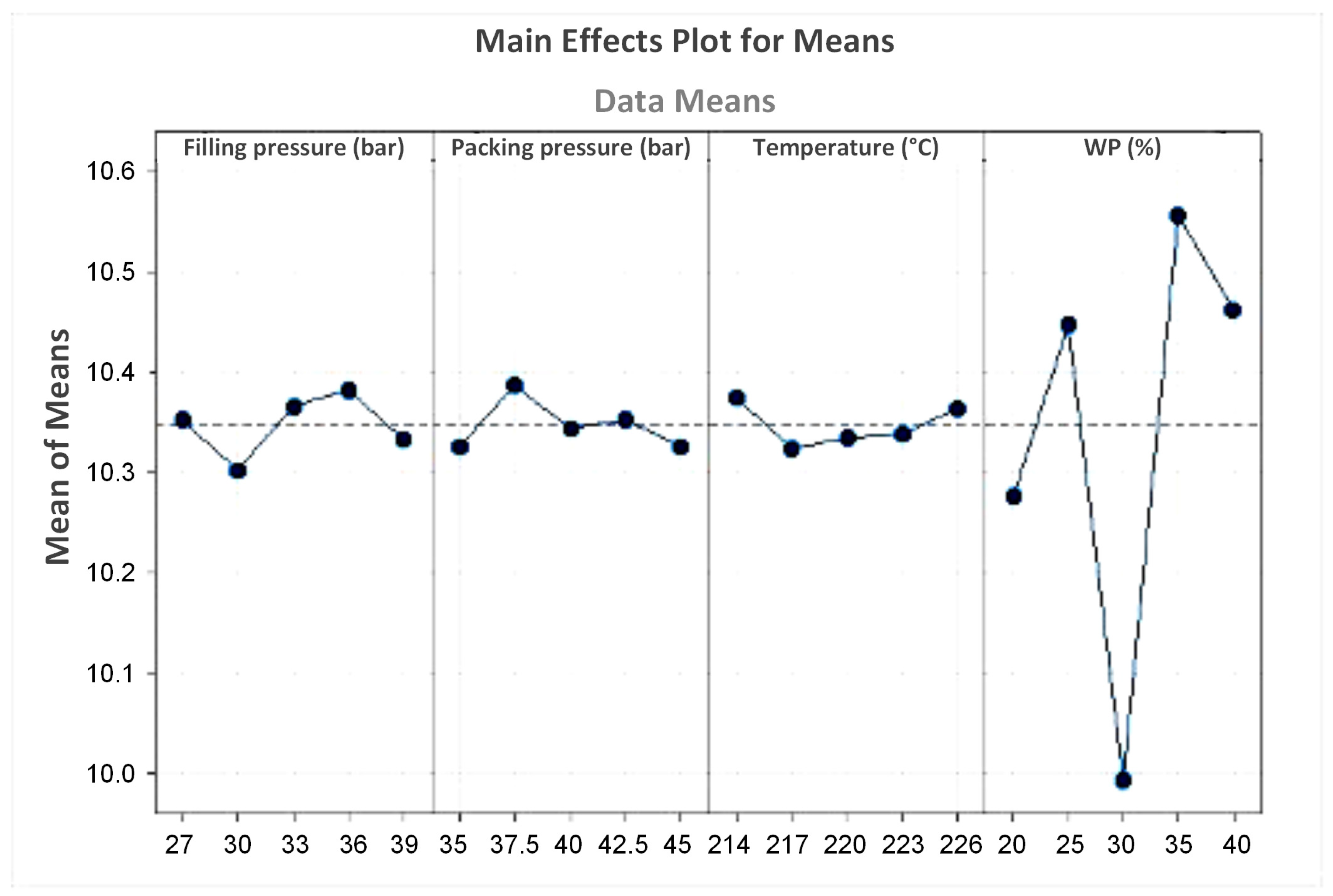
- Depending on the coconut WP content and the desired properties, the mechanical properties of the WPC would achieve their best results at different WP contents. The highest UTS value is achieved at 35 wt.% WP. The elongation reaches the highest value of 7.40 wt.% at 20 wt.% WP, while the elastic modulus obtains the highest value of 433.6 MPa at 30 wt.% WP.
- -
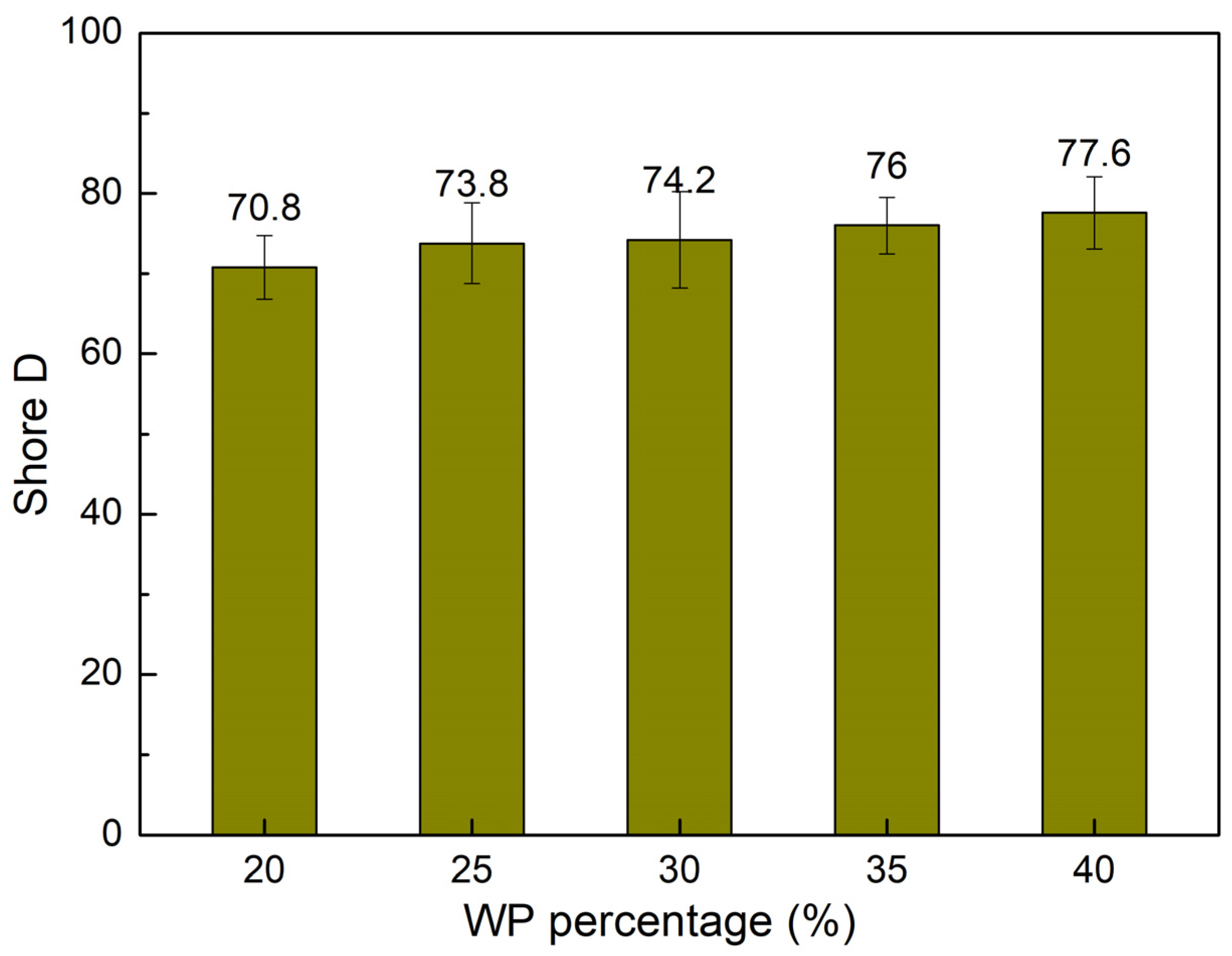
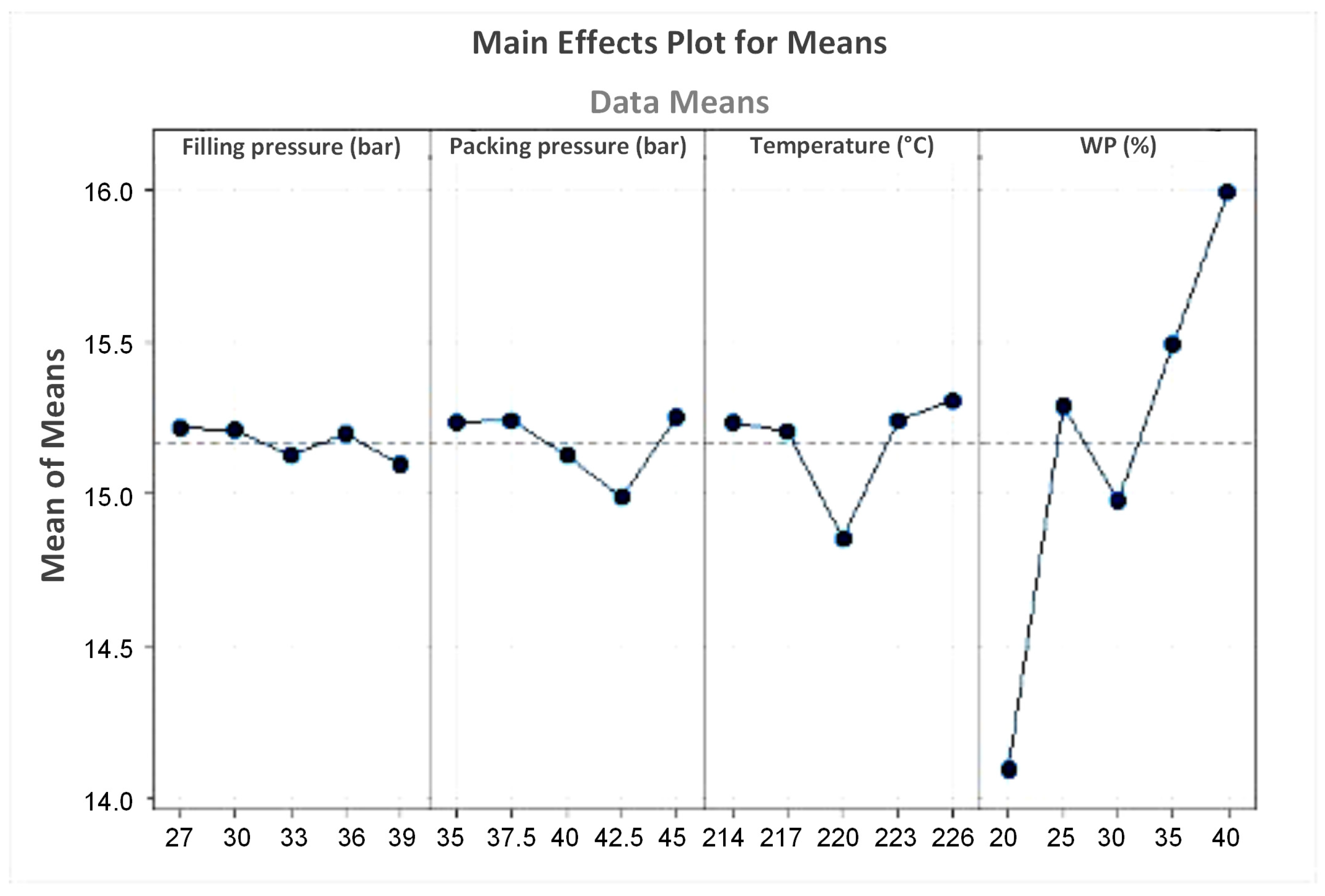
- The flexural strength, the flexural elastic modulus, and the shore D hardness have a linear relation to the WP content. An increase in WP content will increase these properties, reaching their best properties at 40% WP.
- -
- SEM results show that all WPC samples present good bonding between the WP and the PP matrix. Moreover, the WP is distributed evenly on the composite matrix due to the presence of the compatibilizer.
- -
- The crystallinity of the WPC reduces gradually and slightly when the WP content increases, indicating that the WP does not strongly impact the WPC crystallinity.
- -
- Taguchi’s results show that WP content plays the most important role in the UTS value of the coconut WPC. The filling pressure has the second rank, followed by the packing pressure. Finally, the surveyed melt temperature does not strongly impact the UTS value like the other parameters. Therefore, controlling the WP content could lead to a suitable selection when using the WPC. Further studies should focus on WPCs with a coconut WP percentage greater than 45%.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sam-Daliri, O.; Ghabezi, P.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Recovery of Particle Reinforced Composite 3D Printing Filament from Recycled Industrial Polypropylene and Glass Fibre Waste. Proc. World Congr. Mech. Chem. Mater. Eng. 2022, 177, 3–4. [Google Scholar]
- Shulga, E.; Karamov, R.; Sergeichev, I.S.; Konev, S.D.; Shurygina, L.I.; Akhatov, I.S.; Shandakov, S.D.; Nasibulin, A.G. Fused filament fabricated polypropylene composite reinforced by aligned glass fibers. Materials 2020, 13, 3442. [Google Scholar] [CrossRef]
- Velmurugan, G.; Natrayan, L.; Chohan, J.S.; Vasanthi, P.; Angalaeswari, S.; Pravin, P.; Kaliappan, S.; Arunkumar, D. Investigation of mechanical and dynamic mechanical analysis of bamboo/olive tree leaves powder-based hybrid composites under cryogenic conditions. In Biomass Conversion and Biorefinery; Springer: Berlin/Heidelberg, Germany, 2023; pp. 1–13. [Google Scholar]
- Raj, S.S.; Elangovan, E.; Arulmozhi, P.; Murugan, N. Selective micro wood reinforcements for bio-wood plastics deliberating mechanical and degradation properties. Mater. Today Proc. 2023, 90, 24–28. [Google Scholar] [CrossRef]
- Cui, L.; Pan, M.; Zhou, Y.; Xu, H.; Ning, L.; Jia, S.; Wang, X.; Su, Z. A strong, biodegradable, and closed-loop recyclable bamboo-based plastic substitute enabled by polyimine covalent adaptable networks. Chem. Eng. J. 2023, 477, 146952. [Google Scholar] [CrossRef]
- Burhani, D.; Sudarmanto; Wijayanto, A.; Andreansyah, I.; Widyawati, Y.; Nurhamiyah, Y.; Fransiska, D.; Agustina, S.; Kusumaningrum, W.B.; Fatriasari, W.; et al. Utilization of Indonesian seaweed in polyethylene-based composite with coconut husk powder as bio-compatibilizer. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Khoaele, K.K.; Gbadeyan, O.J.; Chunilall, V.; Sithole, B. A review on waste wood reinforced polymer composites and their processing for construction materials. Int. J. Sustain. Eng. 2023, 16, 104–116. [Google Scholar] [CrossRef]
- Velmurugan, G.; Karunakaran, P.; Sampath, P.S.; Varahamoorthi, R. Experimental Study of Sugarcane Bagasse Fiber with Rice Husk and Wood Powder Polymer Matrix Composite. J. Nat. Fibers 2023, 20, 2224977. [Google Scholar] [CrossRef]
- Teacă, C.A.; Shahzad, A.; Duceac, I.A.; Tanasă, F. The Re-/Up-Cycling of Wood Waste in Wood–Polymer Composites (WPCs) for Common Applications. Polymers 2023, 15, 3467. [Google Scholar] [CrossRef]
- Yang, Y.; Kang, X.; Yang, Y.; Ye, H.; Jiang, J.; Zheng, G.; Wei, K.; Ge, S.; Lam, S.S.; Ouyang, H.; et al. Research progress in green preparation of advanced wood-based composites. Adv. Compos. Hybrid Mater. 2023, 6, 202. [Google Scholar] [CrossRef]
- Ribeiro, L.S.; Stolz, C.M.; Amario, M.; Silva, A.L.N.D.; Haddad, A.N. Use of Post-Consumer Plastics in the Production of Wood-Plastic Composites for Building Components: A Systematic Review. Energies 2023, 16, 6549. [Google Scholar] [CrossRef]
- Pan, J.; Ren, J.; Xie, Y.; Wei, X.; Guan, Y.; Yan, X.; Tang, H.; Cheng, X. Porous SiOC composites fabricated from preceramic polymers and wood powders for efficient dye adsorption and removal. Res. Chem. Intermed. 2017, 43, 3813–3832. [Google Scholar] [CrossRef]
- Guo, X.; Gao, Q.; Du, D.; Sun, C. Effects of Filling Rate and Resin Concentration on Pore Characteristics and Properties of Carbon Based Wood Ceramics. Materials 2021, 14, 2441. [Google Scholar] [CrossRef] [PubMed]
- Amirthan, G.; Udayakumar, A.; Prasad, V.B.; Balasubramanian, M. Solid particle erosion studies on biomorphic Si/SiC ceramic composites. Wear 2010, 268, 145–152. [Google Scholar] [CrossRef]
- Chen, H.; Bahmani, M.; Humar, M.; Cheng, D. Properties of wood ceramics prepared from thermo-modified Poplar. Forests 2020, 11, 1204. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, G.J.; Saunders, T. Wood-derived ultra-high temperature carbides and their composites: A review. Ceram. Int. 2020, 46, 5536–5547. [Google Scholar] [CrossRef]
- Dikobe, D.G.; Luyt, A.S. Comparative study of the morphology and properties of PP/LLDPE/wood powder and MAPP/LLDPE/wood powder polymer blend composites. Express Polym. Lett. 2010, 4, 729–741. [Google Scholar] [CrossRef]
- Nygård, P.; Tanem, B.S.; Karlsen, T.; Brachet, P.; Leinsvang, B. Extrusion-based wood fibre–PP composites: Wood powder and pelletized wood fibres—A comparative study. Compos. Sci. Technol. 2008, 68, 3418–3424. [Google Scholar] [CrossRef]
- Buddi, T.; Rao, B.N.; Singh, S.K.; Purohit, R.; Rana, R.S. Development and analysis of high density poly ethylene (HDPE) nano SiO2 and wood powder reinforced polymer matrix hybrid nano composites. J. Exp. Nanosci. 2018, 13 (Suppl. S1), S24–S30. [Google Scholar] [CrossRef]
- He, P.; Bai, S.; Wang, Q. Structure and performance of Poly (vinyl alcohol)/wood powder composite prepared by thermal processing and solid state shear milling technology. Compos. Part B Eng. 2016, 99, 373–380. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Wang, L. Wood–plastic composite technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef]
- da Silva, W.A.; Luna, C.B.B.; de Melo, J.B.D.C.A.; Araujo, E.M.; Filho, E.A.D.S.; Duarte, R.N.C. Feasibility of manufacturing disposable cups using PLA/PCL composites reinforced with wood powder. J. Polym. Environ. 2021, 29, 2932–2951. [Google Scholar] [CrossRef]
- Das, A.K.; Agar, D.A.; Rudolfsson, M.; Larsson, S.H. A review on wood powders in 3D printing: Processes, properties and potential applications. J. Mater. Res. Technol. 2021, 15, 241–255. [Google Scholar] [CrossRef]
- Huang, Y.; Löschke, S.; Proust, G. In the mix: The effect of wood composition on the 3D printability and mechanical performance of wood-plastic composites. Compos. Part C Open Access 2021, 5, 100140. [Google Scholar] [CrossRef]
- Kajaks, J.; Kalnins, K.; Uzulis, S.; Matvejs, J. Physical and mechanical properties of composites based on polypropylene and timber industry waste. Cent. Eur. J. Eng. 2014, 4, 385–390. [Google Scholar] [CrossRef]
- Kajaks, J.; Kolbins, A.; Kalnins, K. Some exploitation poperties of wood plastic composites (WPC) based on high density polyethylene (HDPE) and plywood poduction waste. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016; Volume 111, p. 012003. [Google Scholar]
- Salemane, M.G.; Luyt, A.S. Thermal and mechanical properties of polypropylene–wood powder composites. J. Appl. Polym. Sci. 2006, 100, 4173–4180. [Google Scholar] [CrossRef]
- Yu, Y.; Yang, Y.; Murakami, M.; Nomura, M.; Hamada, H. Physical and mechanical properties of injection-molded wood powder thermoplastic composites. Adv. Compos. Mater. 2013, 22, 425–435. [Google Scholar] [CrossRef]
- Lin, Z.; Xiang, Q.; Dongmei, X. Study on Water Resistance of Polypropylene Based Wood-Plastic Composites Used in Building. Compos. Adv. Mater. 2023, 32, 26349833231218017. [Google Scholar] [CrossRef]
- ISO 1133-1:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. ISO: Geneva, Switzerland, 2022.
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- ISO 179-2:2020; Plastics—Determination of Charpy Impact Properties—Part 2: Instrumented Impact Test. ISO: Geneva, Switzerland, 2020.
- ISO 2039-1:2001; Plastics—Determination of Hardness—Part 1: Ball Indentation Method. ISO: Geneva, Switzerland, 2001.
- ISO 3146:2022; Plastics—Determination of Melting Behaviour (Melting Temperature or Melting Range) of Semi-Crystalline Polymers by Capillary Tube and Polarizing-Microscope Methods. ISO: Geneva, Switzerland, 2022.
- ISO 75-2:2013; Plastics—Determination of Temperature of Deflection under Load—Part 2: Plastics and Ebonite. ISO: Geneva, Switzerland, 2013.
- ISO 306:2022; Plastics—Thermoplastic Materials—Determination of Vicat Softening Temperature (VST). ISO: Geneva, Switzerland, 2022.
- ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. ISO: Geneva, Switzerland, 2019.
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM: West Conshehoken, PA, USA, 2022.
- ASTM D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM: West Conshehoken, PA, USA, 2017.
- Kaymakci, A. Effect of titanium dioxide on some mechanical, thermal, and surface properties of wood-plastic nanocomposites. BioResources 2019, 14, 1969–1979. [Google Scholar] [CrossRef]
- Valles-Rosales, D.J.; Rodríguez-Picón, L.A.; Méndez-González, L.C.; del Valle-Carrasco, A.; Alodan, H. Analysis of the mechanical properties of wood-plastic composites based on agriculture Chili pepper waste. Maderas Cienc. Y Tecnol. 2016, 18, 43–54. [Google Scholar] [CrossRef]
- Bessa, J.; Mota, C.; Cunha, F.; Fangueiro, R. Influence of different thermoplastic polymer/wood ratios on the mechanical and thermal properties of composite materials. Procedia Eng. 2017, 200, 480–486. [Google Scholar] [CrossRef]
- Teymoorzadeh, H.; Rodrigue, D. Biocomposites of wood flour and polylactic acid: Processing and properties. J. Biobased Mater. Bioenergy 2015, 9, 252–257. [Google Scholar] [CrossRef]
- Ratanawilai, T.; Nakawirot, K.; Deachsrijan, A.; Homkhiew, C. Influence of wood species and particle size on mechanical and thermal properties of wood polypropylene composites. Fibers Polym. 2014, 15, 2160–2168. [Google Scholar] [CrossRef]
- Torrecillas, H.V.; Costa, L.C.; Souza, A.M.C. Influence of mixing protocol on the morphology and mechanical properties of PP/SEBS/MMT and PP/SEBS/PPgMA/MMT blends. Polym. Test. 2018, 72, 322–329. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Unit | Test Method | Value |
|---|---|---|---|
| Melt flow rate (230 °C/2.16 KG) | g/10 min | ISO 1133 [30] | 12 |
| Tensile modulus of elasticity | MPa | ISO 527-2 [31] | 1550 |
| Tensile stress at yield | MPa | ISO 527-2 | 35 |
| Tensile strain at yield | % | ISO 527-2 | 8 |
| Tensile strain at break | % | ISO 527-2 | >50 |
| Charpy impact strength notched | kJ/m2 | ISO 179/1eA [32] | 3.0 |
| Ball indentation hardness (H 358/30) | MPa | ISO 2039-1 [33] | 78 |
| Melting point, DSC | °C | ISO 3146 [34] | 163 |
| Heat deflection temperature—HDT/B (0.45 Mpa) | °C | ISO 75-2 [35] | 85 |
| Vicat softening temperature—VST/A50 (10 N) | °C | ISO 306 [36] | 154 |
| Density | g/cm3 | ISO 1183 [37] | 0.91 |
| Sample No. | Filling Pressure (Bar) | Packing Pressure (Bar) | Melt Temperature (°C) | Powder Content (wt.%) |
|---|---|---|---|---|
| 1 | 27 | 35 | 214 | 20 |
| 2 | 27 | 37.5 | 217 | 25 |
| 3 | 27 | 40 | 220 | 30 |
| 4 | 27 | 42.5 | 223 | 35 |
| 5 | 27 | 45 | 226 | 40 |
| 6 | 30 | 35 | 217 | 30 |
| 7 | 30 | 37.5 | 220 | 35 |
| 8 | 30 | 40 | 223 | 40 |
| 9 | 30 | 42.5 | 226 | 20 |
| 10 | 30 | 45 | 214 | 25 |
| 11 | 33 | 35 | 220 | 40 |
| 12 | 33 | 37.5 | 223 | 20 |
| 13 | 33 | 40 | 226 | 25 |
| 14 | 33 | 42.5 | 214 | 30 |
| 15 | 33 | 45 | 217 | 35 |
| 16 | 36 | 35 | 223 | 25 |
| 17 | 36 | 37.5 | 226 | 30 |
| 18 | 36 | 40 | 214 | 35 |
| 19 | 36 | 42.5 | 217 | 40 |
| 20 | 36 | 45 | 220 | 20 |
| 21 | 39 | 35 | 226 | 35 |
| 22 | 39 | 37.5 | 214 | 40 |
| 23 | 39 | 40 | 217 | 20 |
| 24 | 39 | 42.5 | 220 | 25 |
| 25 | 39 | 45 | 223 | 30 |
| Level | Filling Pressure (Bar) | Packing Pressure (Bar) | Melt Temperature (°C) | WP Content (wt.%) |
|---|---|---|---|---|
| 1 | 10.352 | 10.326 | 10.374 | 10.276 |
| 2 | 10.302 | 10.386 | 10.324 | 10.446 |
| 3 | 10.366 | 10.344 | 10.334 | 9.994 |
| 4 | 10.382 | 10.352 | 10.338 | 10.556 |
| 5 | 10.332 | 10.326 | 10.364 | 10.462 |
| Delta | 0.080 | 0.060 | 0.050 | 0.562 |
| Rank | 2 | 3 | 4 | 1 |
| Level | Filling Pressure (Bar) | Packing Pressure (Bar) | Melt Temperature (°C) | WP Content (wt.%) |
|---|---|---|---|---|
| 1 | 15.22 | 15.23 | 15.24 | 14.10 |
| 2 | 15.21 | 15.24 | 15.21 | 15.29 |
| 3 | 15.13 | 15.13 | 14.86 | 14.98 |
| 4 | 15.20 | 14.99 | 15.24 | 15.49 |
| 5 | 15.10 | 15.26 | 15.31 | 15.99 |
| Delta | 0.12 | 0.27 | 0.45 | 1.89 |
| Rank | 4 | 3 | 2 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thiem, Q.V.; Nguyen, V.-T.; Phan, D.T.T.; Minh, P.S. Injection Molding Condition Effects on the Mechanical Properties of Coconut-Wood-Powder-Based Polymer Composite. Polymers 2024, 16, 1225. https://doi.org/10.3390/polym16091225
Thiem QV, Nguyen V-T, Phan DTT, Minh PS. Injection Molding Condition Effects on the Mechanical Properties of Coconut-Wood-Powder-Based Polymer Composite. Polymers. 2024; 16(9):1225. https://doi.org/10.3390/polym16091225
Chicago/Turabian StyleThiem, Quach Van, Van-Thuc Nguyen, Dang Thu Thi Phan, and Pham Son Minh. 2024. "Injection Molding Condition Effects on the Mechanical Properties of Coconut-Wood-Powder-Based Polymer Composite" Polymers 16, no. 9: 1225. https://doi.org/10.3390/polym16091225
APA StyleThiem, Q. V., Nguyen, V.-T., Phan, D. T. T., & Minh, P. S. (2024). Injection Molding Condition Effects on the Mechanical Properties of Coconut-Wood-Powder-Based Polymer Composite. Polymers, 16(9), 1225. https://doi.org/10.3390/polym16091225