
Influence of Bentonite Particles on the Mechanical Properties of Polyester–Sisal Fiber Composites
 , ,
, ,  , , and
, , and 
Abstract
:1. Introduction
- ▪
- The literature does not cover the combinations and analyses used here.
- ▪
- This study allows a deeper understanding of the mechanical behavior of this composite material under various working conditions.
2. Materials and Methods
2.1. Materials
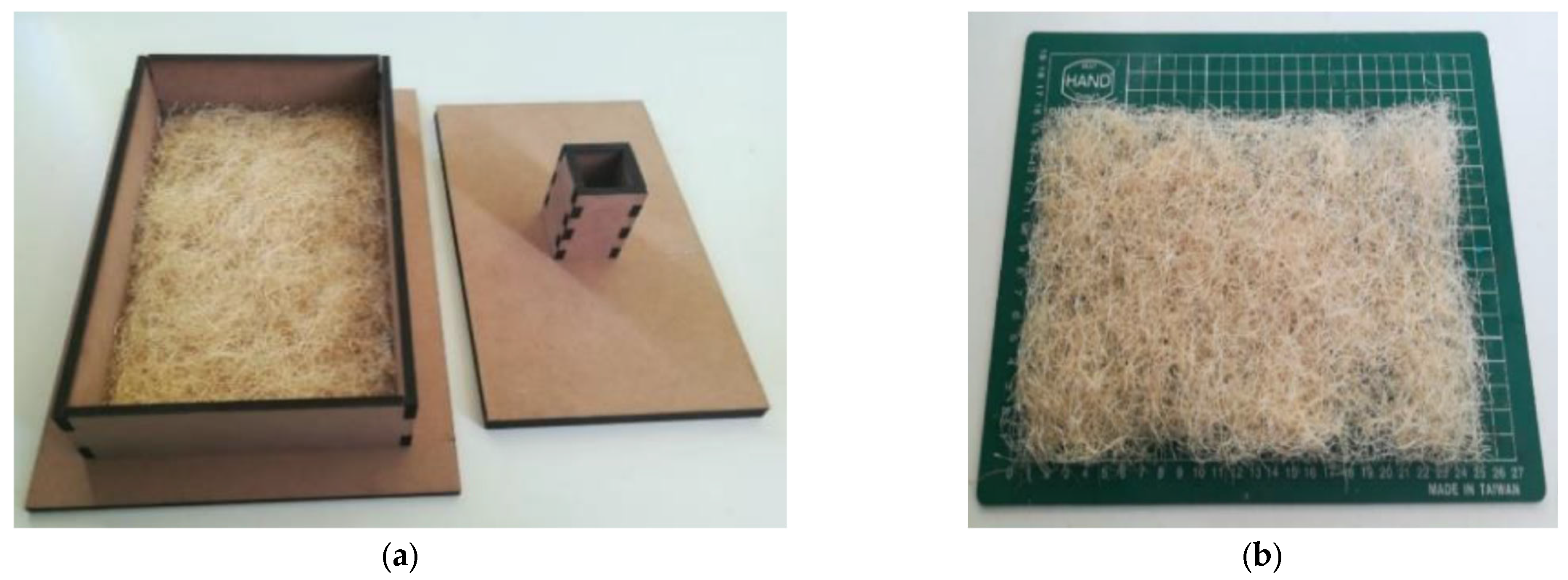
2.2. Composite Fabrication
2.3. EDS and SEM Characterization
2.4. Mechanical Characterization
3. Results
3.1. Energy-Dispersive X-ray Spectroscopy (EDS)
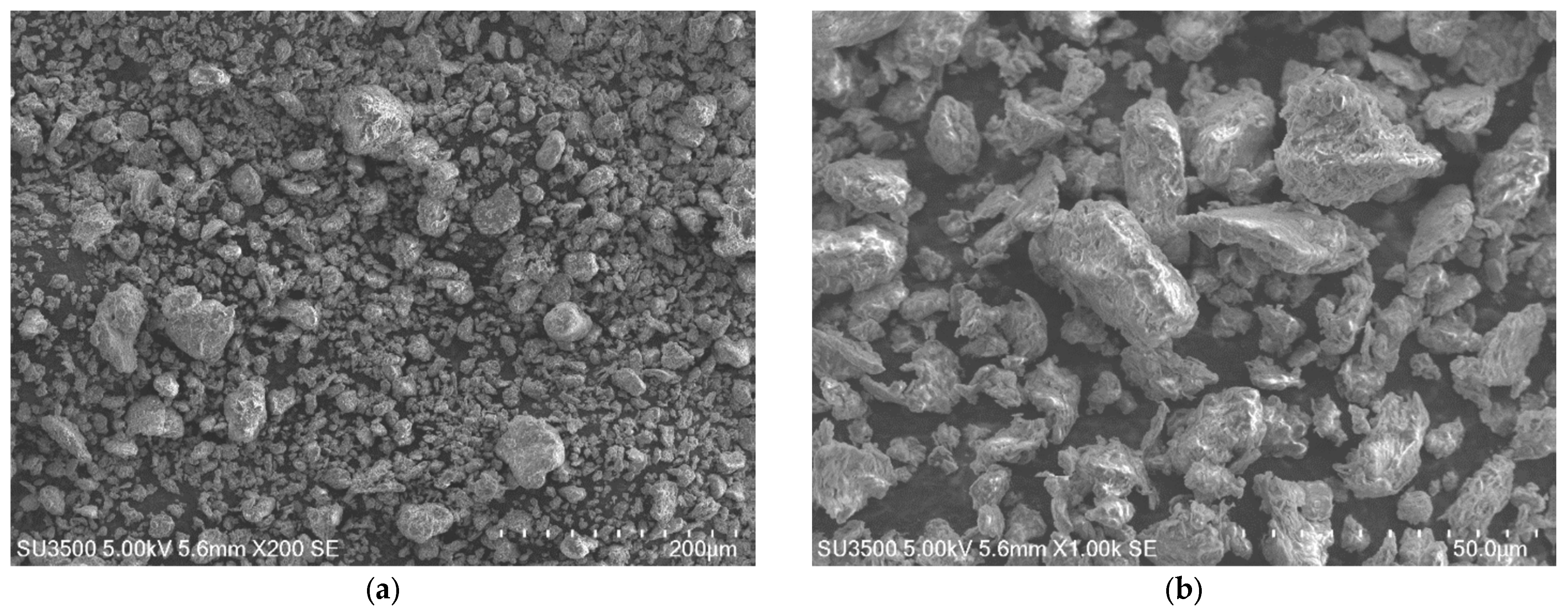
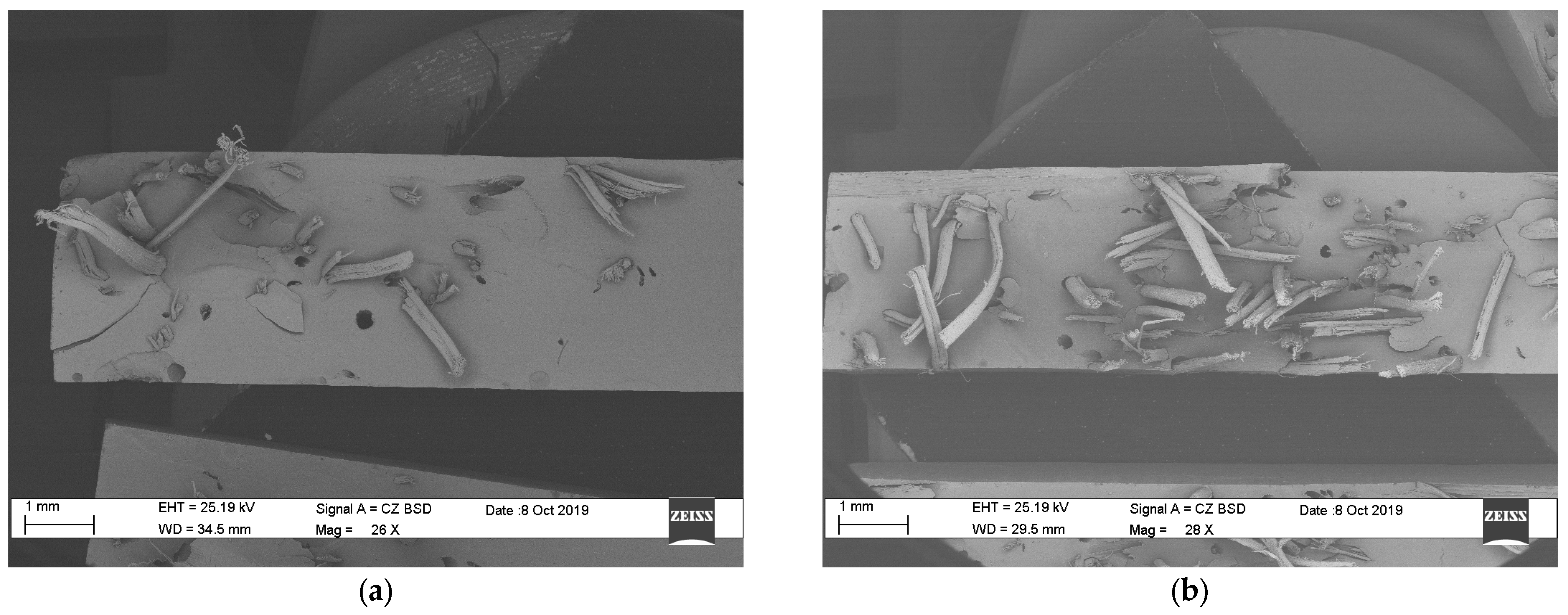
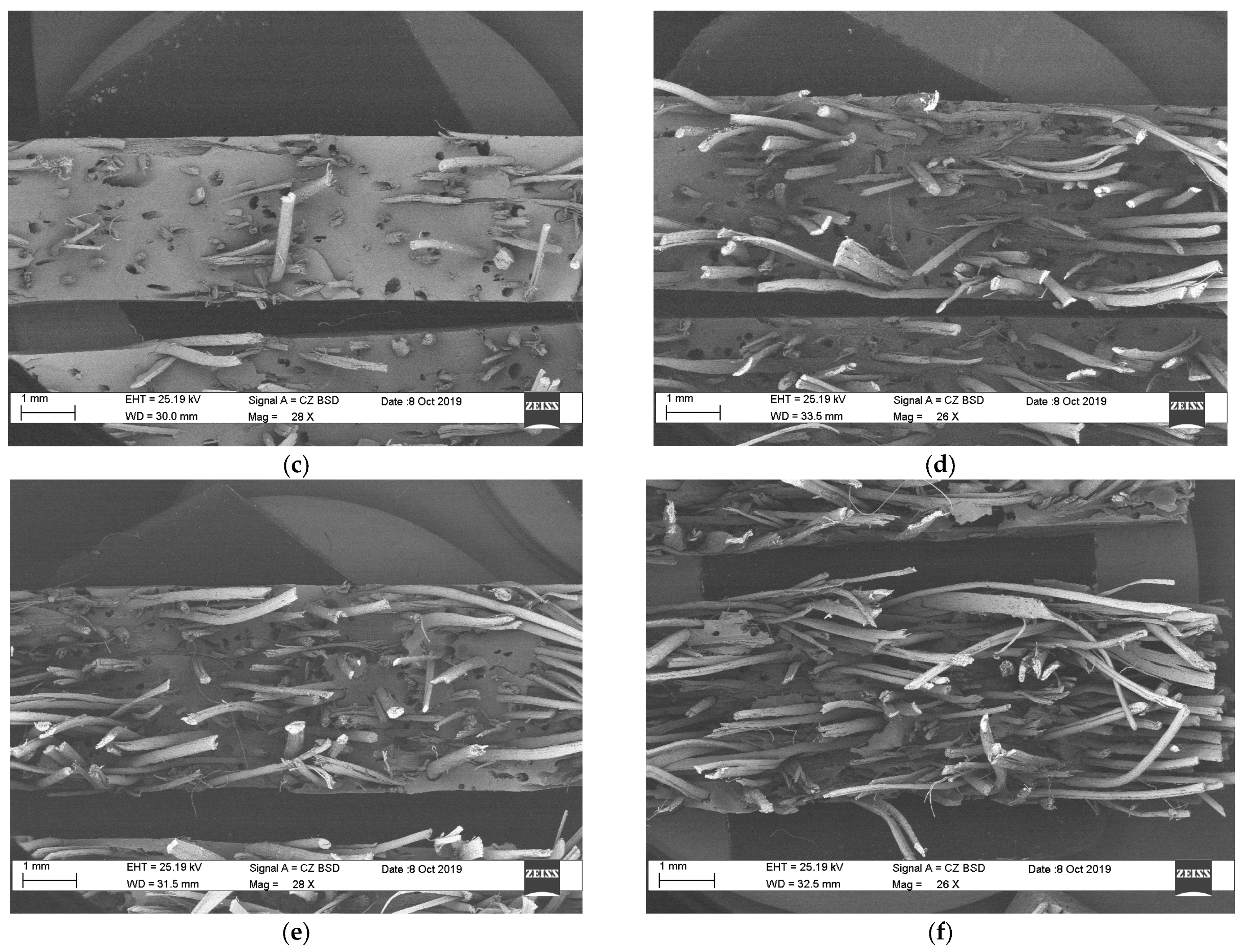
3.2. Scanning Electron Microscopy (SEM)
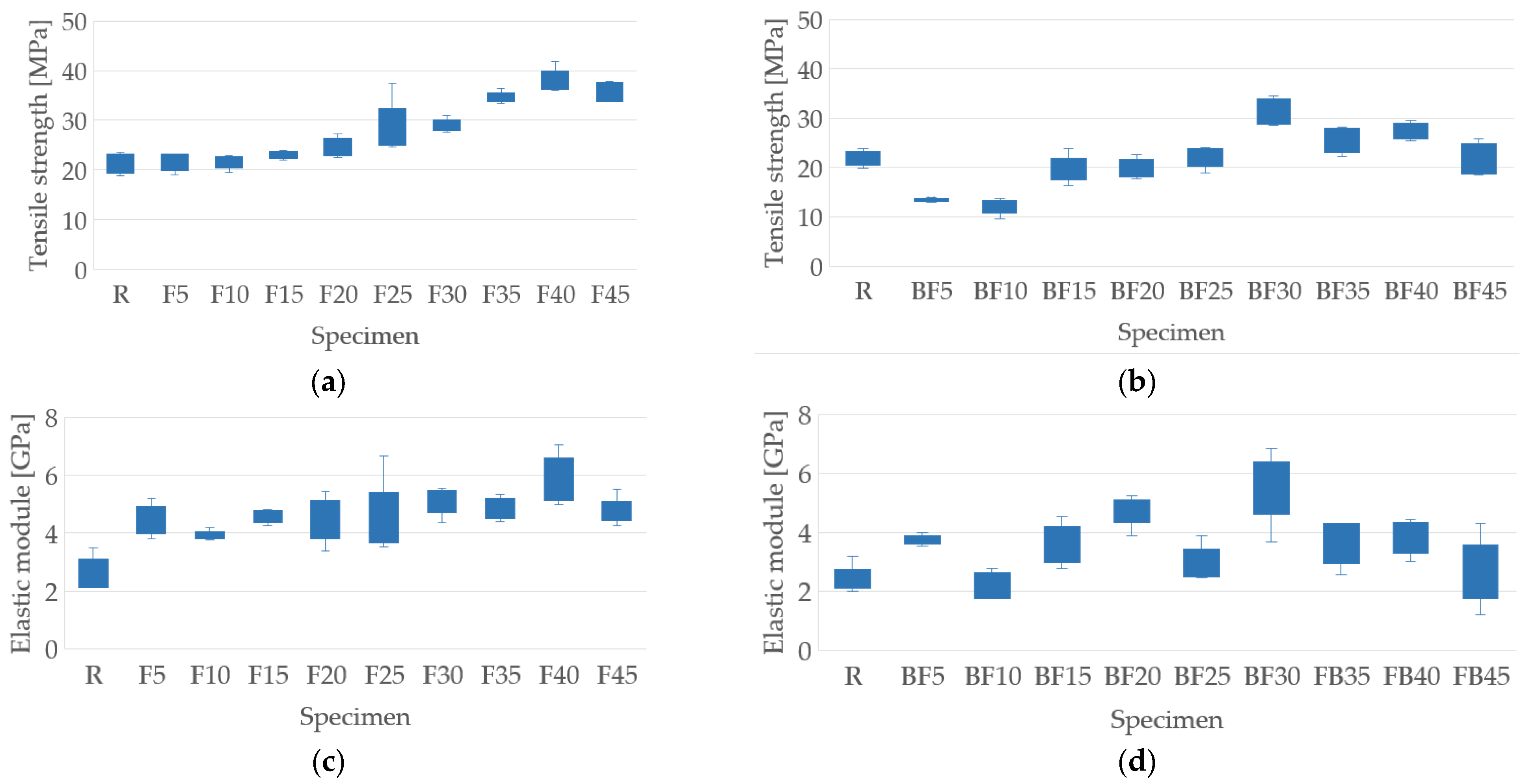
3.3. Tensile Test
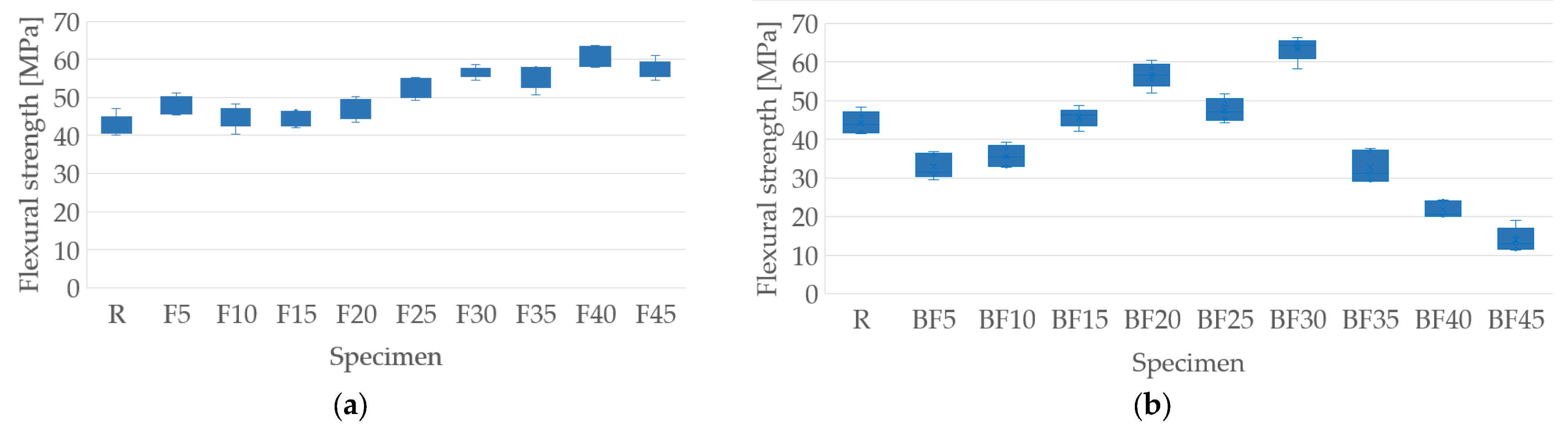
3.4. Flexural Test
3.5. Step Creep Test
3.6. Relaxation Essay Test
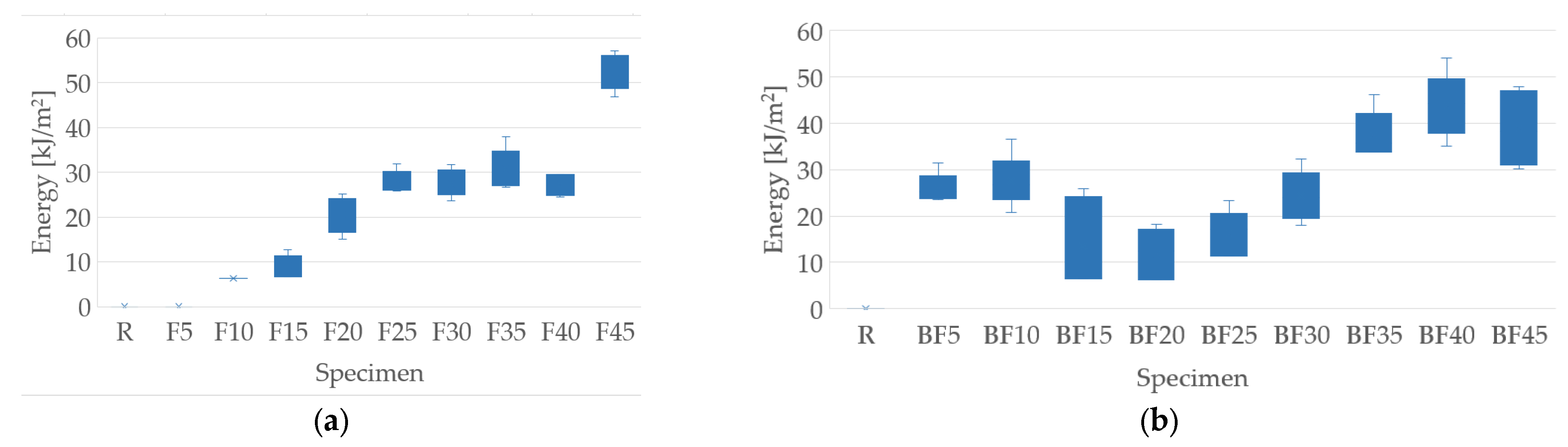
3.7. Impact Test
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Filizzola, D.M.; Santos, T.D.; Miranda, A.G.; Costa, J.C.; Nascimento, N.R.; Santos, M.D.; Bello, R.H.; Pino, G.G.; Macêdo Neto, J.C. Annealing Effect on the Microstructure and Mechanical Properties of AA 5182 Aluminum Alloy. Mater. Res. 2021, 24, e20200545. [Google Scholar] [CrossRef]
- Pino, G.G. Evaluation of composite materials with fiber of curauá pineaple (Ananas erectifolius). Rev. Res. 2015, 4, ROR-1355. [Google Scholar]
- Kieling, A.C.; Santana, G.P.; Santos, M.C.D.; Neto, J.C.D.M.; Pino, G.G.D.; Santos, M.D.D.; Duvoisin, S.; Panzera, T.H. Wood-plastic Composite Based on Recycled Polypropylene and Amazonian Tucumã (Astrocaryum aculeatum) Endocarp Waste. Fibers Polym. 2021, 22, 2834–2845. [Google Scholar] [CrossRef]
- Betené, A.D.O.; Betené, F.E.; Ngali, F.E.; Noah, P.M.A.; Ndiwé, B.; Soppie, A.G.; Atangana, A.; Moukené, R. Influence of sampling area and extraction method on the thermal, physical and mechanical properties of Cameroonian Ananas comosus leaf fibers. Heliyon 2022, 8, 10127. [Google Scholar] [CrossRef]
- Khelifa, H.; Bezazi, A.; Boumediri, H.; Garcia del Pino, G.; Reis, P.N.B.; Scarpa, F.; Dufresne, A. Mechanical characterization of mortar reinforced by date palm mesh fibers: Experimental and statistical analysis. Constr. Build. Mater. 2021, 300, 124067. [Google Scholar] [CrossRef]
- Kumar, N.; Walia, R.S.; Angra, S. Study of mechanical properties of pultruded jute-glass reinforced unsaturated polyester bio-composites with hybrid filler loading. World J. Eng. 2021, 18, 660–674. [Google Scholar] [CrossRef]
- Huisken Mejouyo, P.W.; Tiaya, E.M.; Sikame Tagne, N.R.; Tiwa, S.T.; Njeugna, E. Experimental study of water-sorption and desorption of several varieties of oil palm mesocarp fibers. Results Mater. 2022, 14, 100284. [Google Scholar] [CrossRef]
- Obame, S.V.; Betené, A.D.O.; Naoh, P.M.; Betené, F.E.; Atangana, A. Characterization of the Neuropeltis acuminatas liana fiber treated as composite reinforcement. Results Mater. 2022, 16, 100327. [Google Scholar] [CrossRef]
- Bezazi, A.; Boumediri, H.; Garcia del Pino, G.; Bezzazi, B.; Scarpa, F.; Reis, P.N.B.; Dufresne, A. Alkali Treatment Effect on Physicochemical and Tensile Properties of Date Palm Rachis Fibers. J. Nat. Fibers 2022, 19, 3770–3787. [Google Scholar] [CrossRef]
- De Klerk, M.D.; Kayondo, M.; Moelich, G.M.; de Villiers, W.I.; Combrinck, R.; Boshoff, W.P. Durability of chemically modified sisal fibre in cement-based composites. Constr. Build. Mater. 2020, 241, 117835. [Google Scholar] [CrossRef]
- Guerra-Silva, Y.; Valin-Rivera, J.L.; Fernández-Abreu, M.E.; Wiebeck, H.; Alfonso-Alvarez, A.; Valenzuela-Diaz, F.R.; Gonçalves, E.; Mondelo-García, F.J. Caracterización de la interface de material compuesto de matriz polimérica termofija reforzada con fibras de henequén cubano. Rev. Cienc. Téc. Agropecu. 2017, 26, 26–39. [Google Scholar]
- Gupta, M.K.; Srivastava, R.K. Properties of sisal fibre reinforced epoxy composite. Indian J. Fibre Text. Res. IJFTR 2016, 41, 235–241. [Google Scholar]
- Mancinoa, A.; Marannano, G.; Zuccarello, B. Implementation of eco-sustainable biocomposite materials reinforced by optimized agave fibers. Procedia Struct. Integr. 2018, 8, 526–538. [Google Scholar] [CrossRef]
- Mishra, R.; Bu Aamiri, O.; Satyavolu, J.; Kate, K. Effect of process conditions on the filament diameter in single screw extrusion of natural fiber composite. Manuf. Lett. 2022, 32, 15–18. [Google Scholar] [CrossRef]
- Rodríguez Soto, A.-A.; Sanabio-Alves-Borges, L.-M.; Valin-Rivera, J.-L.; Díaz Batista, D. Fabricación de compuesto de matriz epoxi reforzado con fibras largas de henequén orientadas aleatoriamente. Ing. Mecánica 2015, 18, 122–128. [Google Scholar]
- De Castro, B.D.; Fotouhi, M.; Vieira, L.M.G.; de Faria, P.E.; Campos Rubio, J.C. Mechanical Behaviour of a Green Composite from Biopolymers Reinforced with Sisal Fibres. J. Polym. Environ. 2021, 29, 429–440. [Google Scholar] [CrossRef]
- Rajesh, G.; Raghavendra Rao, M.V.; Vijay, K.; Gopinath, S. Evaluation of Tensile Properties of Nanoclay-Filled Madar Fiber-Reinforced Polyester Hybrid Composites. In Advances in Manufacturing Technology; Hiremath, S.S., Shanmugam, N.S., Bapu, B.R.R., Eds.; Springer: Singapore, 2019; pp. 1–8. [Google Scholar]
- Shuvo, S.N.; Shorowordi, K.; Islam, M.A. Effect of Nanoclay on Jute Fiber Reinforced Polyester Composites. Int. J. Adv. Eng. Nano Technol. 2015, 2, 20–26. [Google Scholar]
- Hasan, M.H.; Mollik, M.S. Mechanical Performance of Montmorillonite Dispersed Jute Reinforced Composite. MATEC Web Conf. 2015, 30, 01007. [Google Scholar] [CrossRef]
- Del Pino, G.G.; Bezazi, A.; Boumediri, H.; Kieling, A.C.; Silva, C.C.; Dehaini, J.; Rivera, J.L.V.; Das Graças Da Silva Valenzuela, M.; Díaz, F.R.V.; Panzera, T.H. Hybrid epoxy composites made from treated curauá fibres and organophilic clay. J. Compos. Mater. 2021, 55, 57–69. [Google Scholar] [CrossRef]
- García del Pino, G.; Kieling, A.C.; Bezazi, A.; Boumediri, H.; Rolim de Souza, J.F.; Valenzuela Díaz, F.; Valin Rivera, J.L.; Dehaini, J.; Panzera, T.H. Hybrid Polyester Composites Reinforced with Curauá Fibres and Nanoclays. Fibers Polym. 2020, 21, 399–406. [Google Scholar] [CrossRef]
- Kieling, A.C.; de Macedo Neto, J.C.; del Pino, G.G.; da Silva Barboza, R.; Diáz, F.R.V.; Rivera, J.L.V.; Fernández, M.V.; Ketterer, C.G.; Ortega, A.G.; Abarzúa, R.I. Development of an Epoxy Matrix Hybrid Composite with Astrocaryum Aculeatum (Tucumã) Endocarp and Kaolin from the Amazonas State in Brazil. Polymers 2023, 15, 2532. [Google Scholar] [CrossRef] [PubMed]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-based packaging: Materials, modifications, industrial applications and sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef] [PubMed]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Mahmoud Zaghloul, M.Y.; Yousry Zaghloul, M.M.; Yousry Zaghloul, M.M. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Fernández, M.V.; González, M.J.A.; Oyanadel, R.B.; Rivera, J.L.V.; Soto, A.R.; Ortega, A.G.; Ketterer, C.G.; Alvarez, A.A.; Diaz, F.R.V.; García del Pino, G. Effect of Nanometric Particles of Bentonite on the Mechanical Properties of a Thermoset Polymeric Matrix Reinforced with Hemp Fibers. Polymers 2023, 15, 1571. [Google Scholar] [CrossRef] [PubMed]
- Ollier, R.; Rodriguez, E.; Alvarez, V. Unsaturated polyester/bentonite nanocomposites: Influence of clay modification on final performance. Compos. Part Appl. Sci. Manuf. 2013, 48, 137–143. [Google Scholar] [CrossRef]
- Onyedika, G.O.; Onuegbu, G.C.; Onuoha, C. Modeling the Mechanical Properties of Clay Powder Filled Recycled Low Density Polyethylene Composites. J. Mater. Sci. Chem. Eng. 2020, 8, 36–47. [Google Scholar] [CrossRef]
- Rodríguez Soto, A.A.; Valín Rivera, J.L.; Alves Borges, L.M.S.; Palomares Ruiz, J.E. Tensile, Impact, and Thermal Properties of an Epoxynovolac Matrix Composites with Cuban Henequen Fibers. Mech. Compos. Mater. 2018, 54, 341–348. [Google Scholar] [CrossRef]
- Jastrzębska, M.; Janik, H.; Paukszta, D. The investigation of polyester composites filled by modified bentonite. Polimery 2014, 59, 656–661. [Google Scholar] [CrossRef]
- Poilâne, C.; Cherif, Z.E.; Richard, F.; Vivet, A.; Ben Doudou, B.; Chen, J. Polymer reinforced by flax fibres as a viscoelastoplastic material. Compos. Struct. 2014, 112, 100–112. [Google Scholar] [CrossRef]
- Placet, V.; Cissé, O.; Lamine Boubakar, M. Nonlinear tensile behaviour of elementary hemp fibres. Part I: Investigation of the possible origins using repeated progressive loading with in situ microscopic observations. Compos. Part Appl. Sci. Manuf. 2014, 56, 319–327. [Google Scholar] [CrossRef]
- Sala, B.; Gabrion, X.; Trivaudey, F.; Guicheret-Retel, V.; Placet, V. Influence of the stress level and hygrothermal conditions on the creep/recovery behaviour of high-grade flax and hemp fibre reinforced GreenPoxy matrix composites. Compos. Part Appl. Sci. Manuf. 2021, 141, 106204. [Google Scholar] [CrossRef]
- Fernández, M.V.; Rivera, J.L.V.; Rodríguez, F.P.; Losada, H.F.; Abreu, M.E.F.; Diaz, F.R.V.; Soto, A.R.; Alvarez, A.A.; Quinteros, R.; Ketterer, C.G.; et al. Mechanical Characterization of a Polymer/Natural Fibers/Bentonite Composite Material with Implementation of a Continuous Damage Model. Appl. Sci. 2023, 13, 2677. [Google Scholar] [CrossRef]
- Suriyaprakash, M.; Nallusamy, M.; Shri Ram Shanjai, K.; Akash, N.; Rohith, V. Experimental investigation on mechanical properties of Ramie, Hemp fiber and coconut shell particle hybrid composites with reinforced epoxy resin. Mater. Today Proc. 2023, 72, 2952–2956. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Typical Values |
|---|---|
| (Density, g/cm3) | 1.128 |
| Refractive index | 1.547 |
| Acidity index (mg KOH/g) | 24 |
| Brookfield® viscosity (cp) | 550 |
| Thixotropy | N/A |
| Gel time (min) | 11 |
| Monomer content (%) | 39 |
| Flashpoint (°C) | 33 |
| Degradation temperature (°C) | 170 |
| Specimen | Polyester Resin (R) [%] | Sisal Fiber (F) [%] | Bentonite (B) [%] |
|---|---|---|---|
| R | 100 | - | - |
| F5 | 95 | 5 | - |
| F10 | 90 | 10 | - |
| F15 | 85 | 15 | - |
| F20 | 80 | 20 | - |
| F25 | 75 | 25 | - |
| F30 | 70 | 30 | - |
| F35 | 65 | 35 | - |
| F40 | 60 | 40 | - |
| F45 | 55 | 45 | - |
| BF5 | 88 | 5 | 7 |
| BF10 | 83 | 10 | 7 |
| BF15 | 78 | 15 | 7 |
| BF20 | 73 | 20 | 7 |
| BF25 | 68 | 25 | 7 |
| BF30 | 63 | 30 | 7 |
| BF35 | 58 | 35 | 7 |
| BF40 | 53 | 40 | 7 |
| BF45 | 48 | 45 | 7 |
| Element | At. No. | Netto | Mass [%] | Mass Norm. [%] | Atom [%] | Abs. Error [%] (1 Sigma) | Real. Error [%] (1 Sigma) |
|---|---|---|---|---|---|---|---|
| Oxygen | 8 | 5765 | 40.43 | 42.30 | 43.47 | 6.20 | 15.33 |
| Carbon | 6 | 1635 | 27.60 | 28.93 | 39.61 | 5.53 | 19.88 |
| Silicon | 14 | 15,592 | 16.18 | 16.93 | 9.91 | 0.74 | 4.56 |
| Aluminum | 13 | 5906 | 7.41 | 7.75 | 4.72 | 0.41 | 5.49 |
| Magnesium | 12 | 930 | 1.41 | 1.48 | 1.00 | 0.13 | 9.07 |
| Iron | 26 | 278 | 0.85 | 0.88 | 0.26 | 0.08 | 9.92 |
| Fluorine | 9 | 59 | 0.52 | 0.55 | 0.47 | 0.35 | 66.87 |
| Potassium | 19 | 353 | 0.52 | 0.54 | 0.23 | 0.06 | 11.51 |
| Calcium | 20 | 228 | 0.38 | 0.40 | 0.16 | 0.05 | 14.35 |
| Sodium | 11 | 94 | 0.22 | 0.23 | 0.16 | 0.06 | 26.31 |
| Sum | 95.57 | 100.00 | 100.00 |
| Specimen | Tensile Strength (MPa) | Increase/ Decrease | Elastic Module (GPa) | Increase/ Decrease |
|---|---|---|---|---|
| R | 21.63 | - | 2.58 | - |
| F5 | 21.59 | - | 4.41 | - |
| BF5 | 13.54 | −37.29 | 3.76 | −14.74 |
| F10 | 21.54 | - | 3.93 | - |
| BF10 | 12.06 | −44.01 | 2.22 | −43.51 |
| F15 | 23.01 | - | 4.61 | - |
| BF15 | 19.45 | −15.47 | 3.61 | −21.69 |
| F20 | 24.52 | - | 4.47 | - |
| BF20 | 20.00 | −18.43 | 4.75 | 6.26 |
| F25 | 26.23 | - | 4.40 | - |
| BF25 | 22.13 | −15.63 | 2.93 | −33.41 |
| F30 | 28.94 | - | 5.10 | - |
| BF30 | 31.39 | 33.72 | 5.51 | 8.04 |
| F35 | 34.53 | - | 4.81 | - |
| BF35 | 25.41 | −26.41 | 3.67 | −23.70 |
| F40 | 38.01 | - | 5.83 | - |
| BF40 | 27.37 | −27.99 | 3.81 | −34.65 |
| F45 | 35.89 | - | 4.74 | - |
| BF45 | 21.99 | −38.73 | 2.64 | −44.30 |
| Specimen | Flexural Strength (MPa) | Increase/ Decrease | Elastic Module (GPa) | Increase/ Decrease |
|---|---|---|---|---|
| R | 42.74 | - | 2.3 | - |
| F5 | 47.8 | - | 2.05 | - |
| BF5 | 32.99 | −30.98 | 2.71 | 32.20 |
| F10 | 44.98 | - | 2.51 | - |
| BF10 | 35.58 | −20.90 | 2.99 | 19.12 |
| F15 | 44.5 | - | 2.67 | - |
| BF15 | 45.71 | 2.72 | 3.45 | 29.21 |
| F20 | 46.79 | - | 2.65 | - |
| BF20 | 56.62 | 21.01 | 3.78 | 42.64 |
| F25 | 52.62 | - | 2.27 | - |
| BF25 | 47.63 | −9.48 | 2.64 | 16.30 |
| F30 | 56.49 | - | 2.85 | - |
| BF30 | 63.49 | 12.39 | 3.73 | 30.88 |
| F35 | 55.19 | - | 3.07 | - |
| BF35 | 32.83 | −40.51 | 2.23 | −27.36 |
| F40 | 61 | - | 3.14 | - |
| BF40 | 21.8 | −64.26 | 1.93 | −38.54 |
| F45 | 57.24 | - | 3.35 | - |
| BF45 | 14 | −75.54 | 0.61 | −81.79 |
| Specimen | Step 1 | Step 2 | Step 3 | |||
|---|---|---|---|---|---|---|
| Ɛe * (%) | Ɛv ** (%) | Ɛe (%) | Ɛv (%) | Ɛe (%) | Ɛv (%) | |
| F35 | 0.06 | 0.03 | 0.08 | 0.04 | 0.06 | 0.10 |
| F40 | 0.06 | 0.02 | 0.06 | 0.05 | 0.07 | 0.08 |
| F45 | 0.07 | 0.02 | 0.07 | 0.06 | 0.06 | 0.10 |
| BF25 | 0.06 | 0.02 | 0.06 | 0.05 | 0.06 | 0.07 |
| BF30 | 0.06 | 0.03 | 0.07 | 0.07 | 0.06 | 0.11 |
| BF35 | 0.12 | 0.18 | 0.10 | 0.32 | 0.04 | 0.58 |
| Specimen | Maximum Tension (MPa) | Relaxation Tension (MPa) | Relaxation Module (GPa) |
|---|---|---|---|
| F35 | 11.72 | 6.04 | 2.24 |
| F40 | 12.2 | 5.75 | 2.15 |
| F45 | 11.17 | 5.61 | 2.06 |
| BF25 | 6.41 | 4.01 | 2.64 |
| BF30 | 9.07 | 5.62 | 3.9 |
| BF35 | 7.23 | 3.23 | 1.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valin Rivera, J.L.; Valenzuela Reyes, C.R.; Quinteros Wachtendorff, A.A.; Rodríguez Soto, A.; Valin Fernández, M.; Iquilio Abarzúa, R.; González Ortega, A.; García del Pino, G.; Valenzuela Diaz, F.R. Influence of Bentonite Particles on the Mechanical Properties of Polyester–Sisal Fiber Composites. Polymers 2023, 15, 3963. https://doi.org/10.3390/polym15193963
Valin Rivera JL, Valenzuela Reyes CR, Quinteros Wachtendorff AA, Rodríguez Soto A, Valin Fernández M, Iquilio Abarzúa R, González Ortega A, García del Pino G, Valenzuela Diaz FR. Influence of Bentonite Particles on the Mechanical Properties of Polyester–Sisal Fiber Composites. Polymers. 2023; 15(19):3963. https://doi.org/10.3390/polym15193963
Chicago/Turabian StyleValin Rivera, José Luis, Cristian Rodolfo Valenzuela Reyes, Arturo Andrés Quinteros Wachtendorff, Angel Rodríguez Soto, Meylí Valin Fernández, Roberto Iquilio Abarzúa, Alvaro González Ortega, Gilberto García del Pino, and Francisco Rolando Valenzuela Diaz. 2023. "Influence of Bentonite Particles on the Mechanical Properties of Polyester–Sisal Fiber Composites" Polymers 15, no. 19: 3963. https://doi.org/10.3390/polym15193963
APA StyleValin Rivera, J. L., Valenzuela Reyes, C. R., Quinteros Wachtendorff, A. A., Rodríguez Soto, A., Valin Fernández, M., Iquilio Abarzúa, R., González Ortega, A., García del Pino, G., & Valenzuela Diaz, F. R. (2023). Influence of Bentonite Particles on the Mechanical Properties of Polyester–Sisal Fiber Composites. Polymers, 15(19), 3963. https://doi.org/10.3390/polym15193963