
Determination of Correlations between Melt Quality and the Screw Performance Index in the Extrusion Process

Abstract
:1. Introduction
1.1. The Most Common Screw Concepts
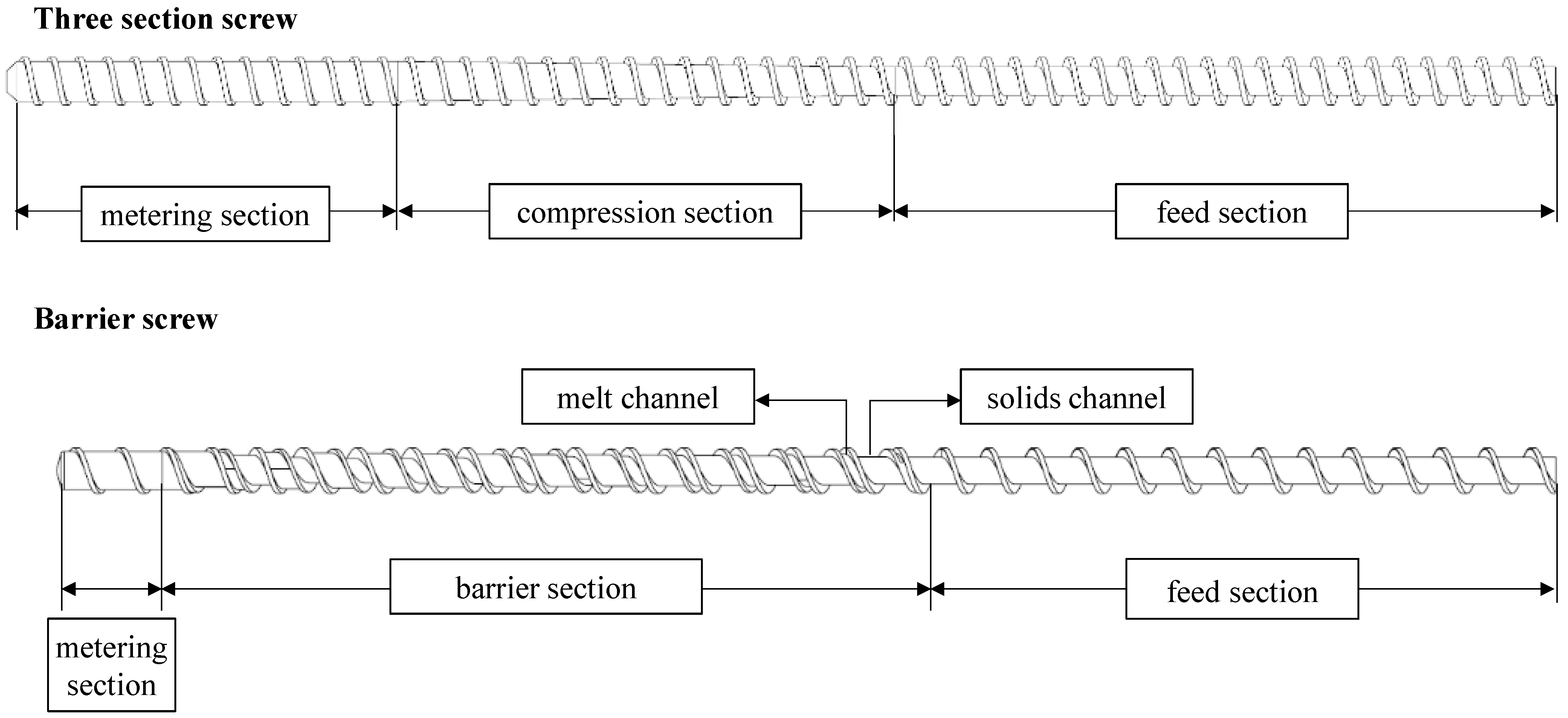
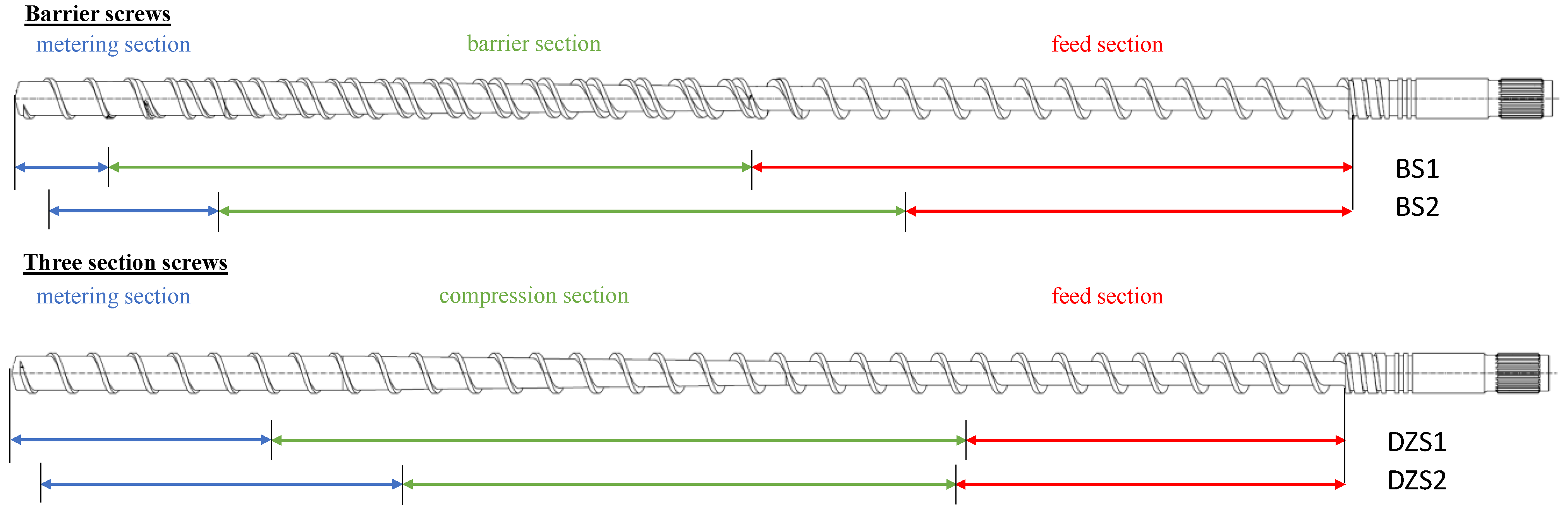
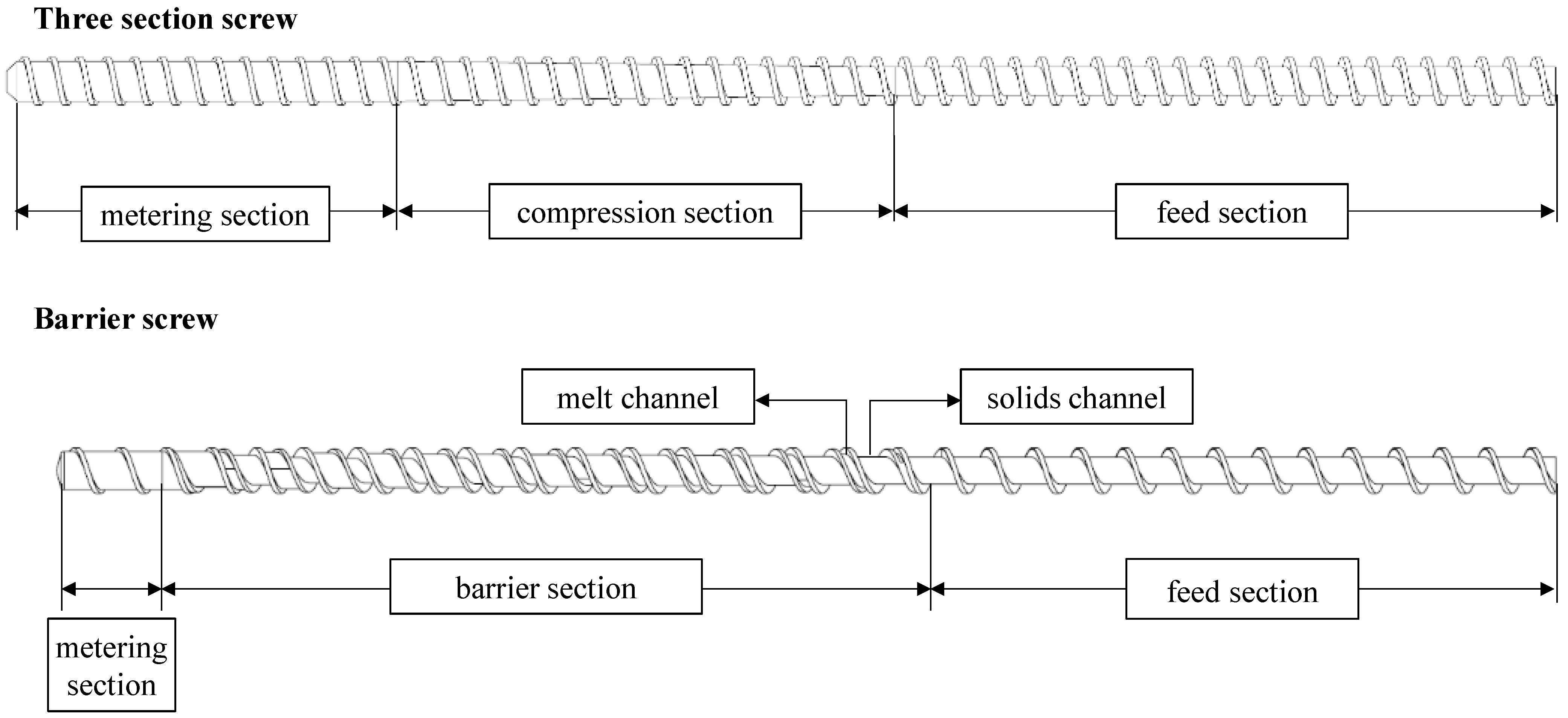
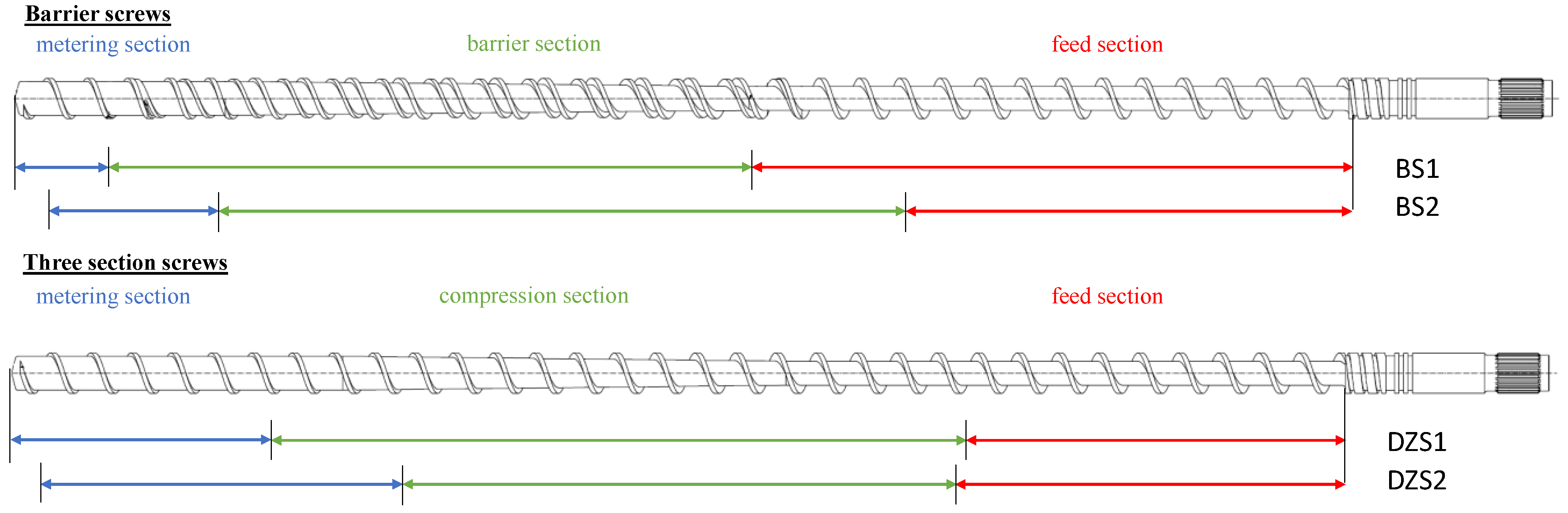
1.1.1. The Three-Section Screw and Barrier Screw
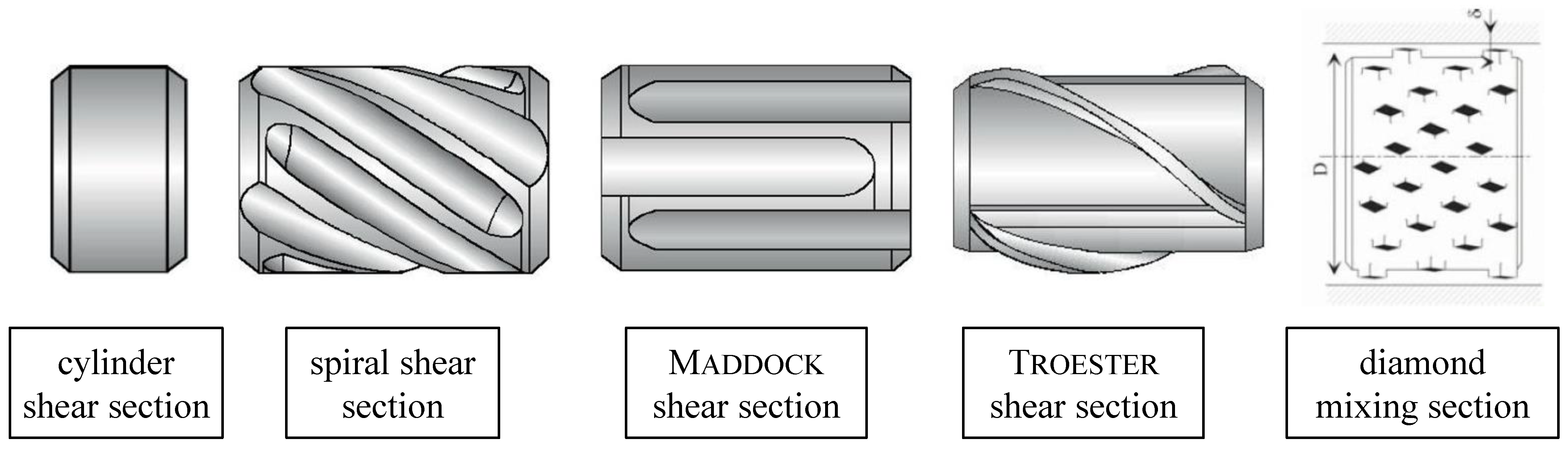
1.1.2. Shearing and Mixing Section
1.2. Quality Criteria of Polymer Melts
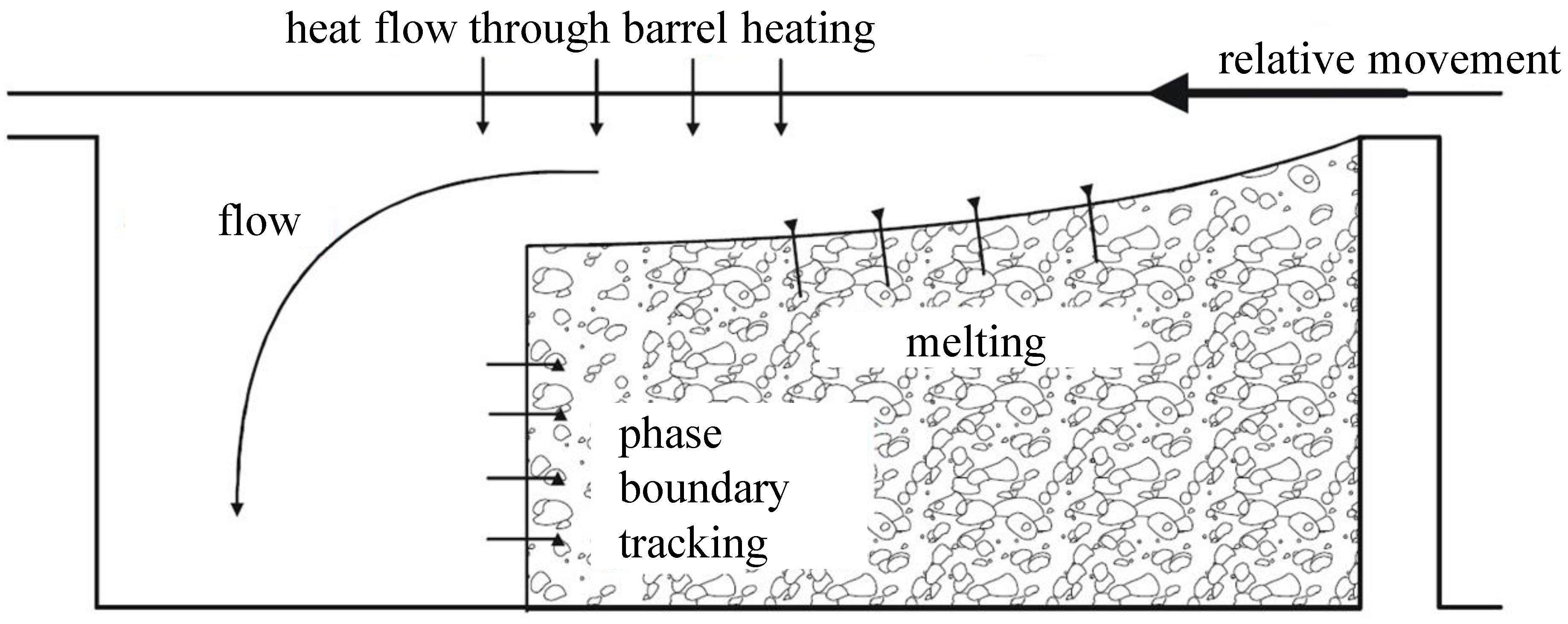
1.2.1. Degree of Melting and Melt Temperature
1.2.2. Material and Thermal Homogeneity
1.2.3. Fluctuations in Pressure and Temperature
1.2.4. Pressure Curve or Maximum Pressure
1.2.5. Material Damage and Degradation
1.2.6. Energy Efficiency
1.3. Screw Performance Index
- SPI: Screw performance index;
- : Minimum and maximum processing temperatures of the polymer;
- : Degree of melting;
- : Back pressure fluctuation;
- : Difference between the max. pressure and the back pressure;
- : Melt temperature;
- : Temperature fluctuation;
- : Thermal homogeneity;
- : Degree of efficiency;
- : Change in the MFR value.
2. Materials and Methods
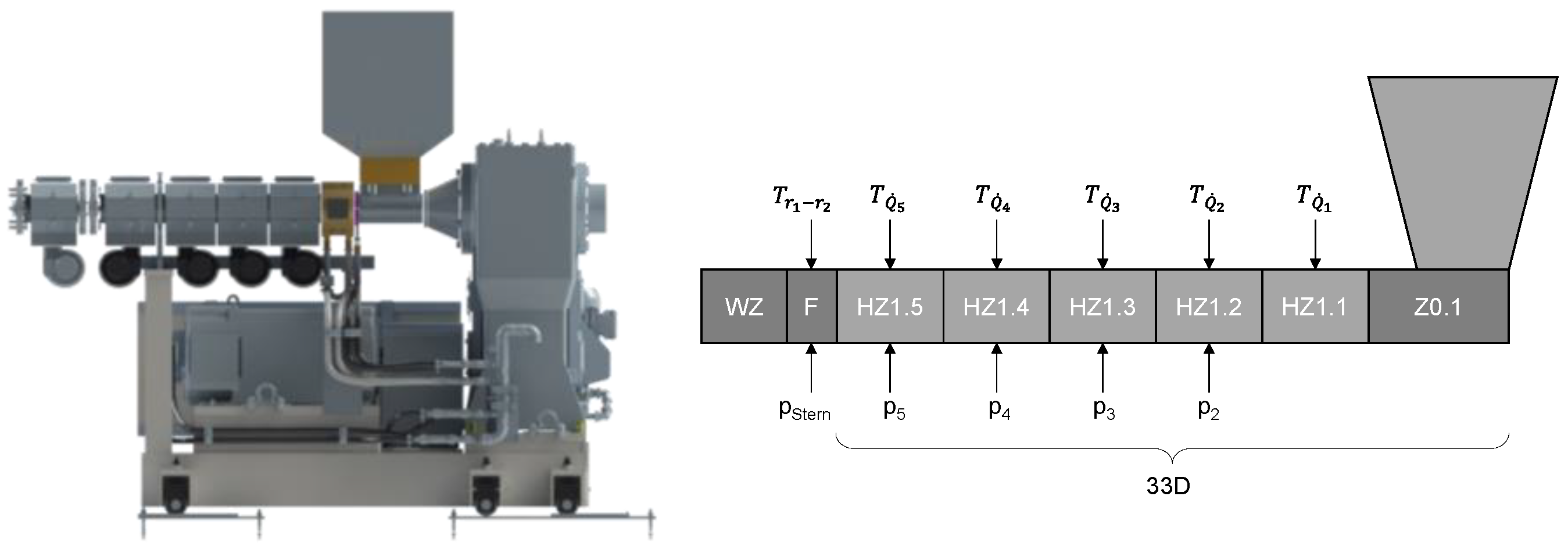
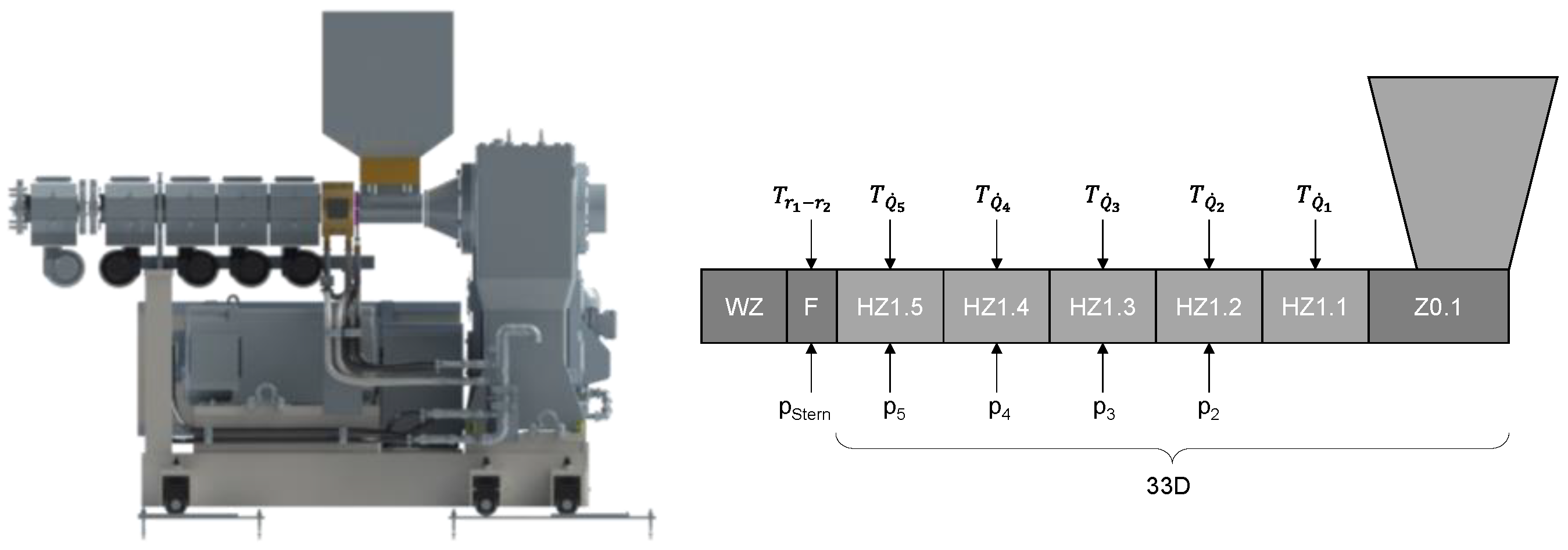
2.1. Machine Configuration
2.2. Investigated Materials
- : Viscosity;
- Shear rate;
- Zero viscosity;
- Reciprocal transition shear rate;
- C: Slope of the shear thinning viscosity (1 − n);
- n: Flow exponent.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Melting Point [°C] | Zero Viscosity A [Pa∙s] | Reciprocal Transition Shear Rate B [s] | Slope of the Shear Thinning Viscosity [-] | Solid Density [kg/m³] |
|---|---|---|---|---|---|
| Moplen 420M (PP) | 167 | 1390 | 0.0633 | 0.678 | 0.9 |
| Lupolen 2420D (PE) | 114 | 19,335 | 1.57699 | 0.633 | 0.918 |
2.3. Screw Concepts Investigated
2.4. Investigation Plan
2.5. Evaluation Methods
- : Average gray value;
- Total pixels;
- Gray value;
- Number of pixels with this gray value.
- Flow velocity in the axial direction;
- Considered radius;
- Flow index;
- Consistency factor;
- Inner radius of the pipe cross section;
- Length of the pipe cross-section;
- Pressure difference.
- Mean flow velocity in the circular ring;
- : Outer diameter of the circular ring;
- Inner diameter of the circular ring.
- Area of the circular ring.
- Total volume flow.
- : Variance;
- Area of the circular ring;
- : Mean flow velocity in the circular ring;
- Total volume flow;
- Flow index of the power law;
- Inner diameter of the circular ring;
- Outer diameter of the circular ring;
- Inner radius of the pipe cross-section.
- : Weighted average melt temperature
- Arithmetic mean of the temperature measured at measuring position i
- Number of measuring positions.
3. Results
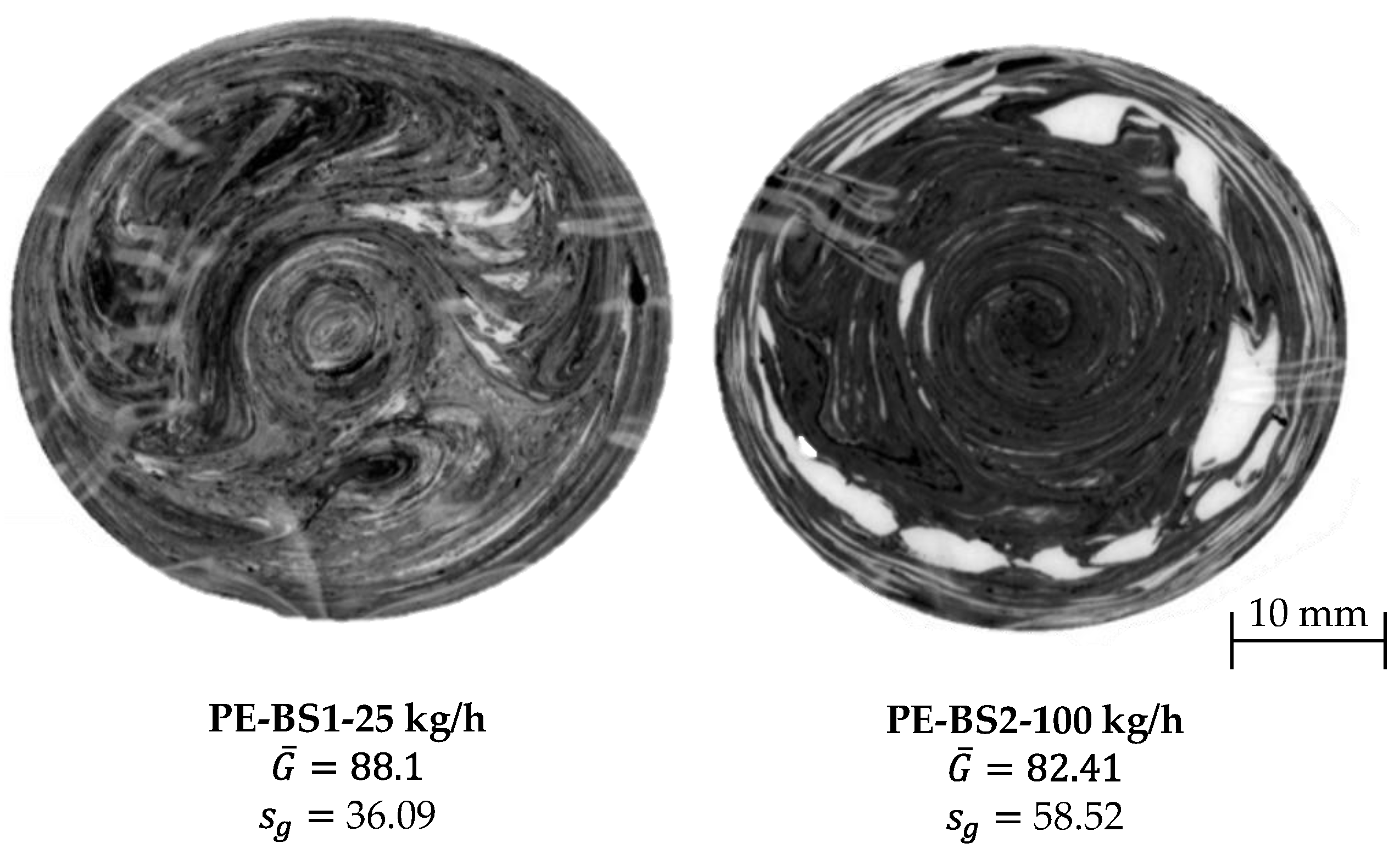
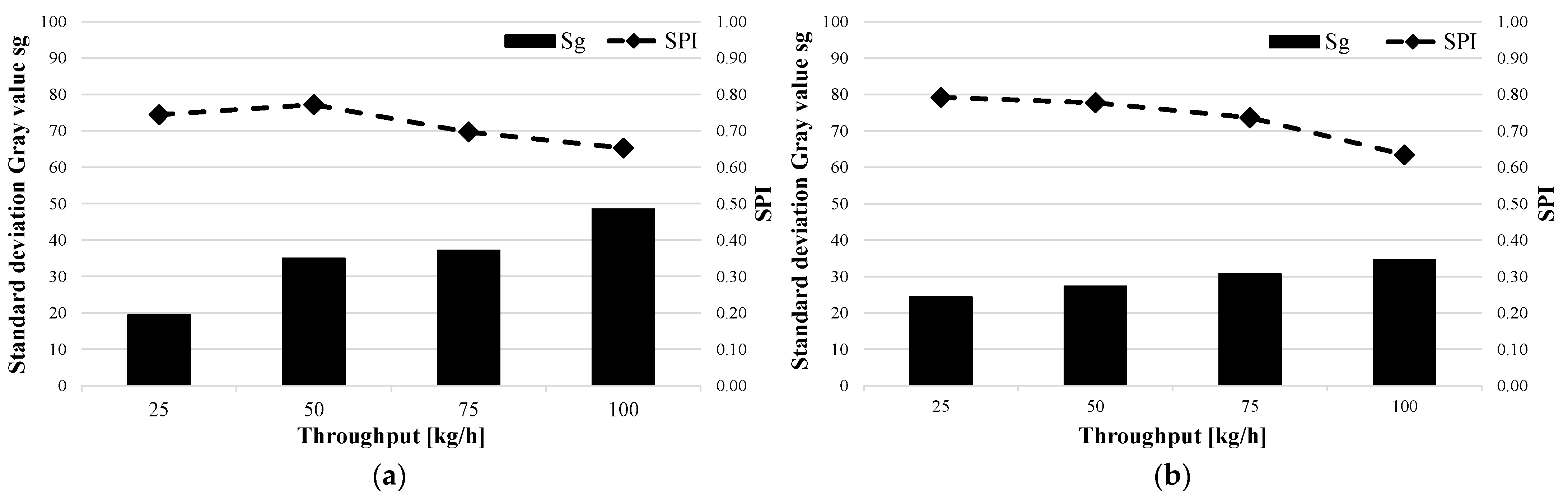
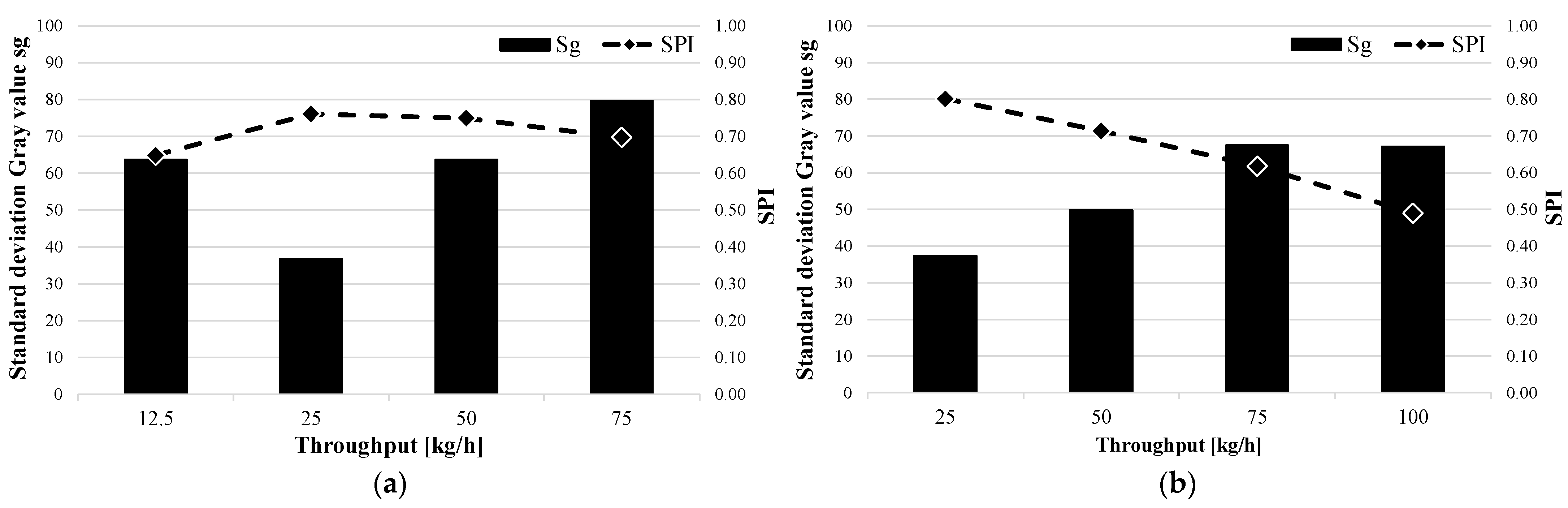
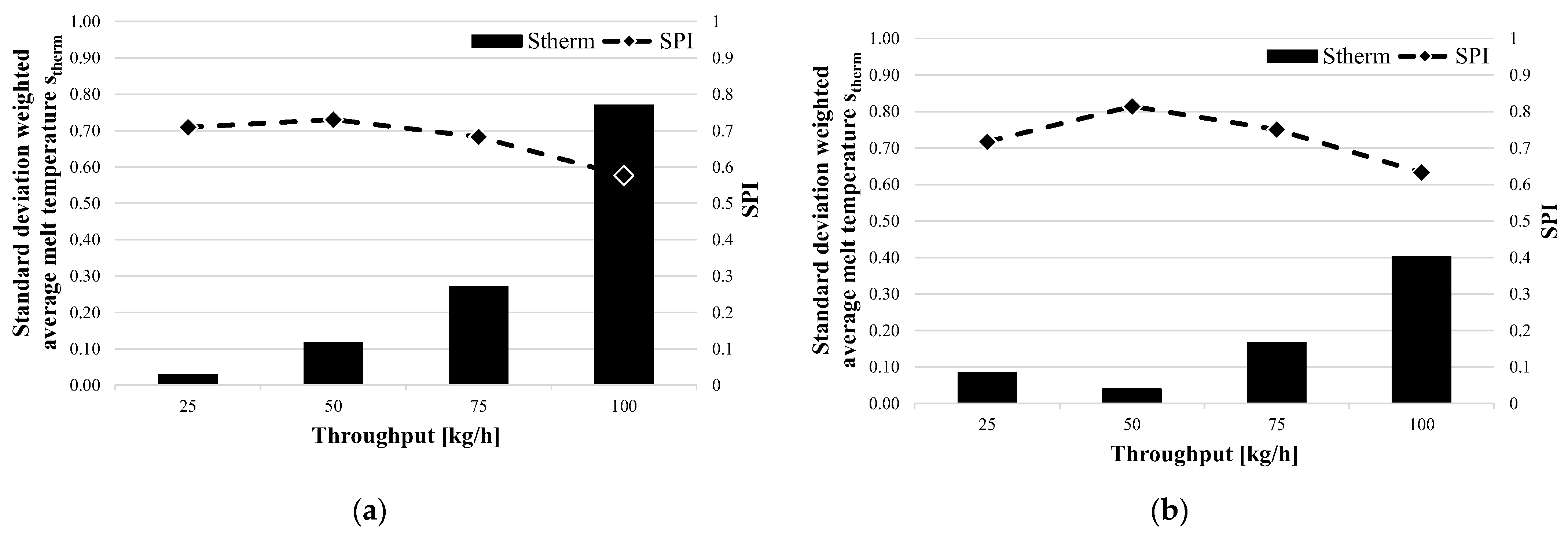
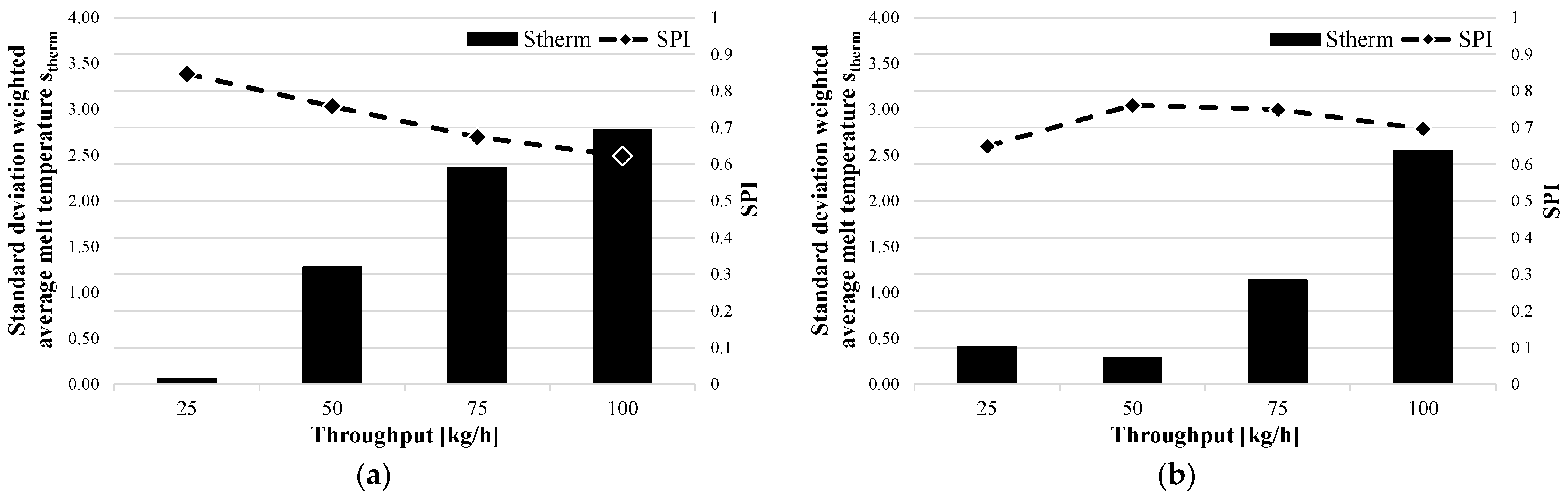
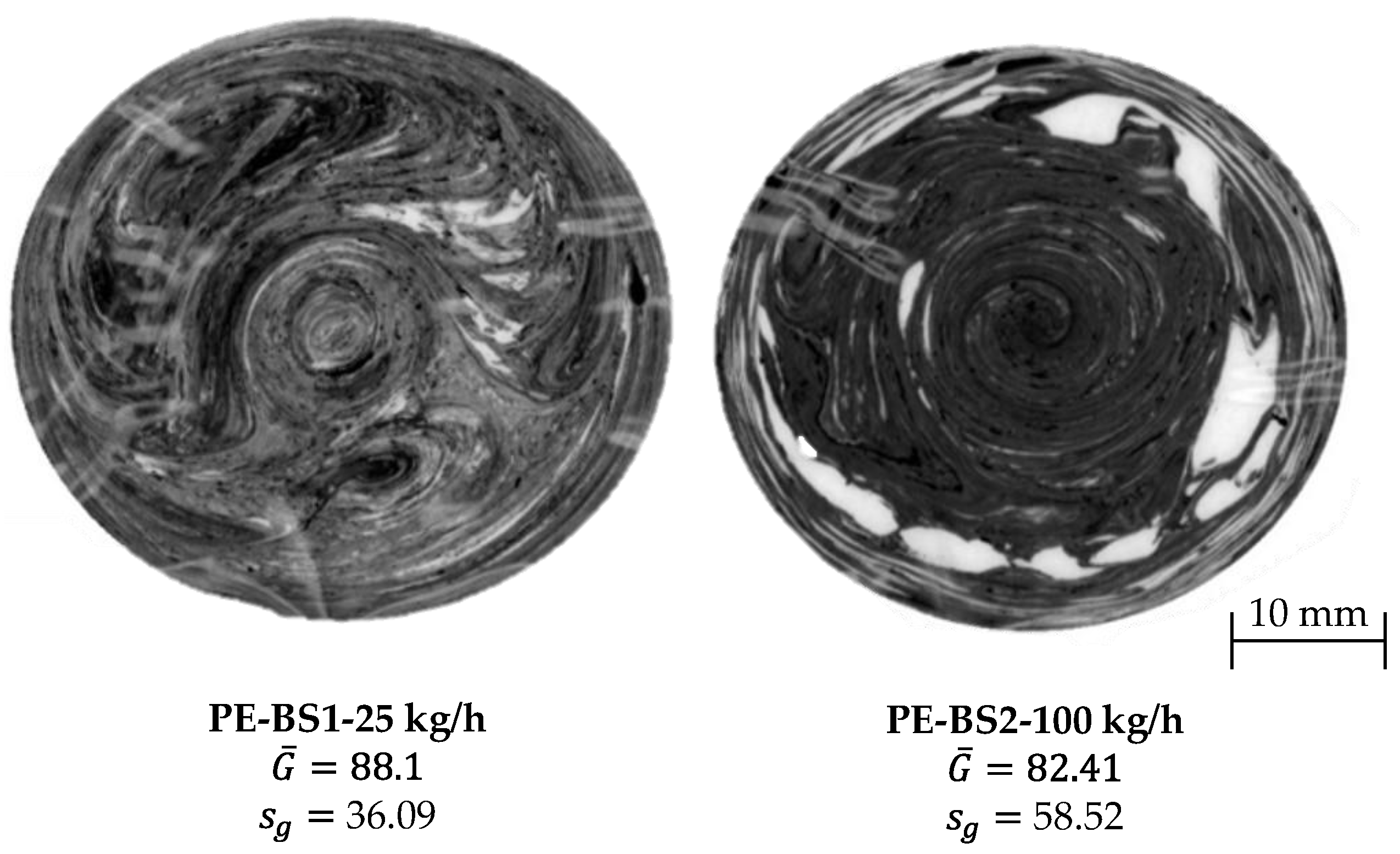
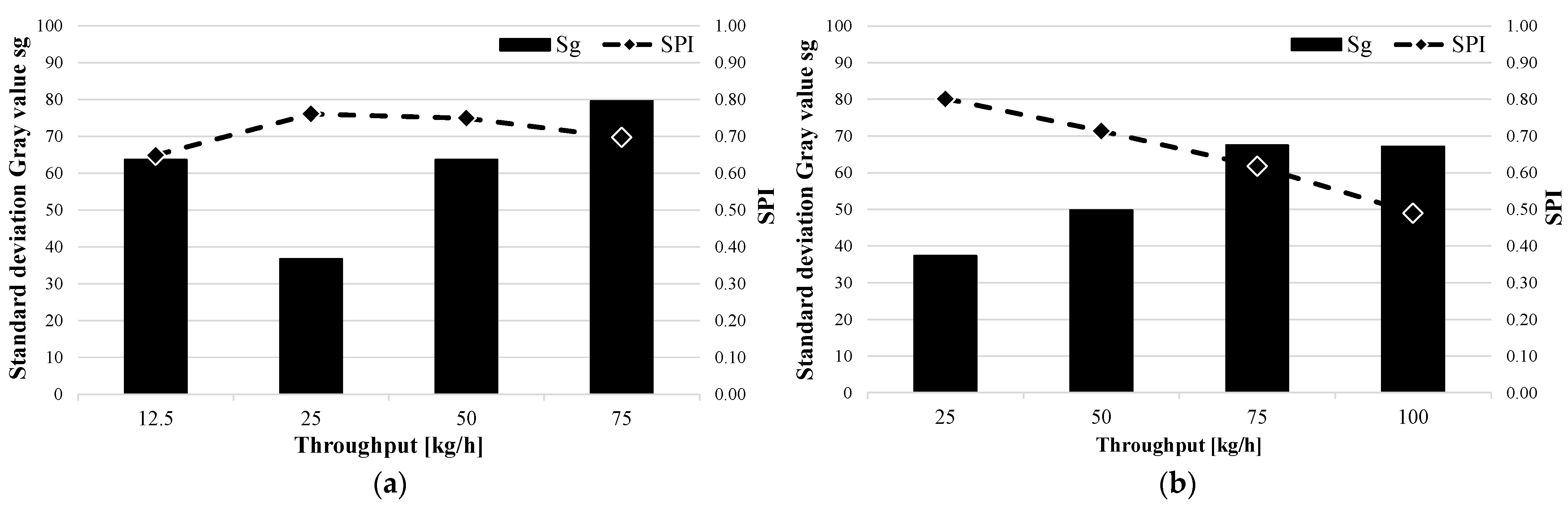
3.1. Evaluation of Material Homogeneity
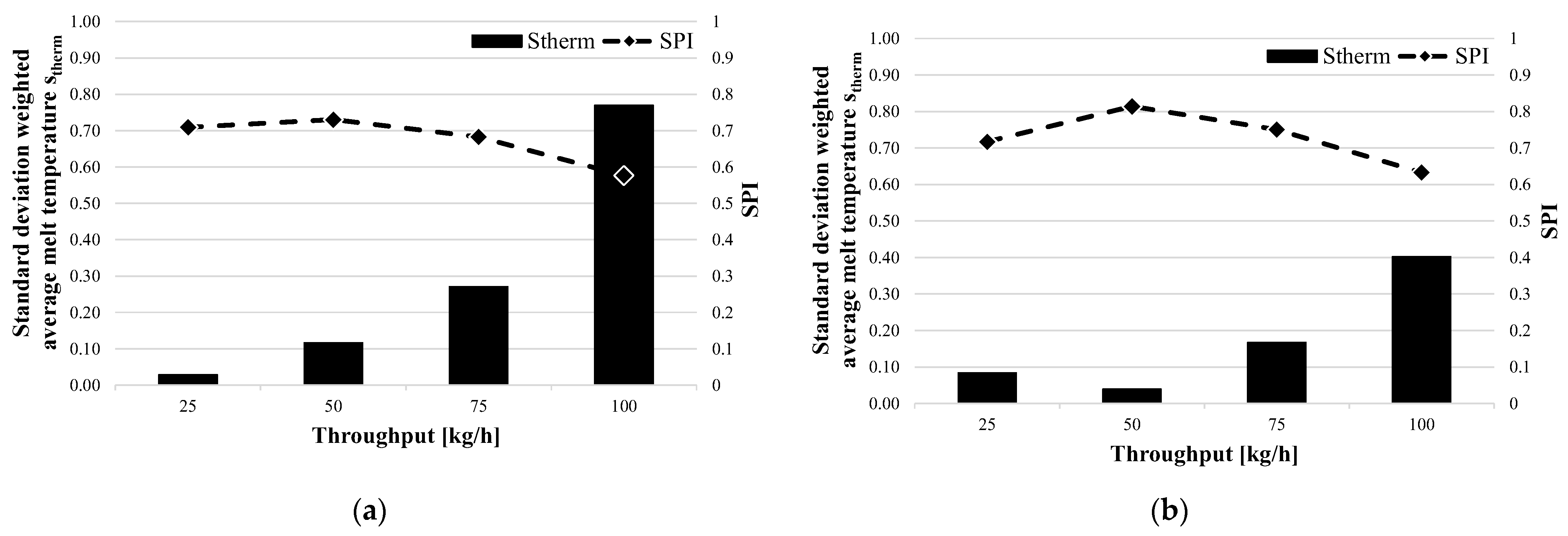
3.2. Evaluation of the Material Homogeneity
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Käufer, H. Arbeiten mit Kunststoffen: Band 2 Verarbeitung; Springer: Berlin/Heidelberg, Germany, 1981. [Google Scholar]
- Baur, E.; Brinkmann, S.; Osswald, T.A.; Rudolph, N.; Schmachtenberg, E.; Saechtling, H. Saechtling Kunststoff Taschenbuch, 31st ed.; Hanser: München, Germany, 2013. [Google Scholar]
- Rauwendaal, C. Understanding Extrusion, 3rd ed.; Hanser Publishers: Cincinnati, OH, USA, 2019. [Google Scholar]
- Bonnet, M. Kunststofftechnik: Grundlagen, Verarbeitung, Werkstoffauswahl und Fallbeispiele, 3rd ed.; Springer Fachmedien: Wiesbaden, Germany, 2016. [Google Scholar]
- Rauwendaal, C. Polymer Extrusion, 5th ed.; Hanser Publishers: Cincinnati, OH, USA, 2014. [Google Scholar]
- Campbell, G.A. Analyzing and Troubleshooting Single-Screw Extruders, 2nd ed.; Hanser Publishers: München, Germany, 2020. [Google Scholar]
- Michaeli, W.; Spur, G.; Bührig-Polaczek, A. Handbuch Urformen; Hanser Publishers: München, Germany, 2013. [Google Scholar]
- Schöppner, V.; Potente, H.; Angerand, K.; Weddige, R. Kunststofftechnik im Zeitalter der Informationsgesellschaft; ForschungsForum Paderborn: Paderborn, Germany, 2009; pp. 18–22. [Google Scholar]
- Alfaro, J.A.A. Der Aufschmelzvorgang von Einschneckenextrudern mit Genutetem Plastifizierzylinder. Ph.D. Dissertation, Universität Stuttgart, Stuttgart, Germany, 2016. [Google Scholar]
- Limper, A. Verfahrenstechnik der Thermoplastextrusion; Hanser Verlag: München, Germany, 2012. [Google Scholar]
- Abts, G. Kunststoff-Wissen für Einsteiger: Grundlagen, Eigenschaften und Recycling Polymerer Werkstoffe, 4th ed.; Hanser Publishers: München, Germany, 2020. [Google Scholar]
- Greif, H.; Limper, A.; Fattmann, G. Technologie der Extrusion: Lern- und Arbeitsbuch für Die Aus- und Weiterbildung, 2nd ed.; Hanser Publishers: München, Germany, 2017. [Google Scholar]
- Schüle, H.; Eyerer, P. Polymer Engineering 2: Verarbeitung, Oberflächentechnologie, Gestaltung, 2nd ed.; Springer: Stuhr, Deutschland, 2020. [Google Scholar]
- Pohl, T.C. Entwicklung Schnelldrehender Einschneckensysteme für Die Kunststoffverarbeitung auf Basis Theoretischer Grundlagenuntersuchungen. Ph.D. Dissertation, Universität Paderborn, Paderborn, Germany, 2003. [Google Scholar]
- Chung, C.I. Extrusion of Polymers: Theory and Practice, 3rd ed.; Hanser Publishers: München, Germany, 2019. [Google Scholar]
- Osswald, T.A.; Hernández-Ortiz, J.P. Polymer Processing: Modeling and Simulation, 1st ed.; Hanser Publishers: Cincinnati, OH, USA, 2006. [Google Scholar]
- Hopmann, C.; Michaeli, W. Einführung in Die Kunststoffverarbeitung, 7th ed.; Hanser Publishers: München, Germany, 2015. [Google Scholar]
- Bonten, C. Kunststofftechnik: Einführung und Grundlagen, 3rd ed.; Hanser Publishers: München, Germany, 2020. [Google Scholar]
- Hopmann, C.; Greif, H.; Wolters, L. Technologie der Kunststoffe: Lern- und Arbeitsbuch für Die Aus- und Weiterbildung, 5th ed.; Hanser Publishers: München, Germany, 2021. [Google Scholar]
- Michels, R. Barriereschnecken 2001; ETA Kunststofftechnologie GmbH: Troisdorf, Germany, 2001. [Google Scholar]
- Dörner, M. Wave-Schnecken in der Einschneckenextrusion. Ph.D. Dissertation, Universität Paderborn, Paderborn, Germany, 2022. [Google Scholar]
- Manas-Zloczower, I.; Agassant, J.-F. Mixing and Compounding of Polymers: Theory and Practice, 2nd ed.; Hanser Publishers: München, Germany, 2009. [Google Scholar]
- Hörmann, H. Theoretische und Experimentelle Betrachtung Schnelllaufender Einschneckenextruder. Ph.D. Dissertation, Universität Paderborn, Paderborn, Germany, 2014. [Google Scholar]
- Schöppner, V. Verfahrenstechnische Auslegung von Extrusionsanlagen [Habilitationsschrift]; VDI: Paderborn, Germany, 2001. [Google Scholar]
- Ehrenstein, G.W.; Pongratz, S. Beständigkeit von Kunststoffen; Hanser Publishers: München, Germany, 2007. [Google Scholar]
- Frick, A.; Stern, C. Einführung in Die Kunststoffprüfung: Prüfmethoden und Anwendungen; Hanser Publishers: München, Germany, 2017. [Google Scholar]
- Grellmann, W.; Seidler, S.; Altstädt, V.; Radusch, H.-J. Kunststoffprüfung, 2nd ed.; Hanser Publishers: München, Germany, 2011. [Google Scholar]
- Moritzer, E. Kunststofftechnologie 1 [Vorlesungsskript]; Universität Paderborn: Paderborn, Germany, 2021. [Google Scholar]
- Trienens, D.; Schöppner, V. Investigation of the influence of screw geometry on the resulting melt quality for cast film extrusion. In Proceedings of the 38th International Conference of the Polymer Processing Society (PPS38) 2023, St. Gallen, Switzerland, 22–26 May 2023. [Google Scholar]



| Material/ Screw Concept | Barrel Sections [°C] | Measuring Flange [°C] | Die Sections [°C] | |||||
|---|---|---|---|---|---|---|---|---|
| HZ1.1 | HZ1.2 | HZ1.3 | HZ1.4 | HZ1.5 | F | WZ | ||
| Moplen 420M | Barrier screws BS1 & BS2 | 70 | 160 | 190 | 220 | 240 | 240 | 240 |
| Three-section screws DZS1, DZS2, SM1 & SM2 | 70 | 170 | 190 | 210 | 220 | 230 | 230 | |
| Lupolen 2420D | All | 70 | 160 | 180 | 200 | 220 | 220 | 220 |
| Throughput [kg/h] | Material | |||
|---|---|---|---|---|
| Moplen 420 M | Lupolen 2420D | |||
| Screw concept | Barrier screws | BS1 | 12,5, 25, 50, 75 | 25, 50, 75, 100 |
| BS2 | 12,5, 25, 50, 75 | 25, 50, 75, 100 | ||
| Three-section screws | DZS1 | 12,5, 16, 25, 32,5 | 25, 50, 75, 100 | |
| DZS2 | 12,5, 16, 25, 32,5 | 25, 50, 75, 100 | ||
| Shearing and mixing parts | SM1 | 12,5, 25, 50, 75 | 25, 50, 75, 100 | |
| SM2 | 12,5, 25, 50, 75 | 25, 50, 75, 100 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trienens, D.; Schöppner, V.; Bunse, R. Determination of Correlations between Melt Quality and the Screw Performance Index in the Extrusion Process. Polymers 2023, 15, 3427. https://doi.org/10.3390/polym15163427
Trienens D, Schöppner V, Bunse R. Determination of Correlations between Melt Quality and the Screw Performance Index in the Extrusion Process. Polymers. 2023; 15(16):3427. https://doi.org/10.3390/polym15163427
Chicago/Turabian StyleTrienens, Dorte, Volker Schöppner, and Robin Bunse. 2023. "Determination of Correlations between Melt Quality and the Screw Performance Index in the Extrusion Process" Polymers 15, no. 16: 3427. https://doi.org/10.3390/polym15163427
APA StyleTrienens, D., Schöppner, V., & Bunse, R. (2023). Determination of Correlations between Melt Quality and the Screw Performance Index in the Extrusion Process. Polymers, 15(16), 3427. https://doi.org/10.3390/polym15163427