
Impact of the Processing-Induced Orientation of Hexagonal Boron Nitride and Graphite on the Thermal Conductivity of Polyethylene Composites



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composites Preparation
2.3. Characterization
3. Results
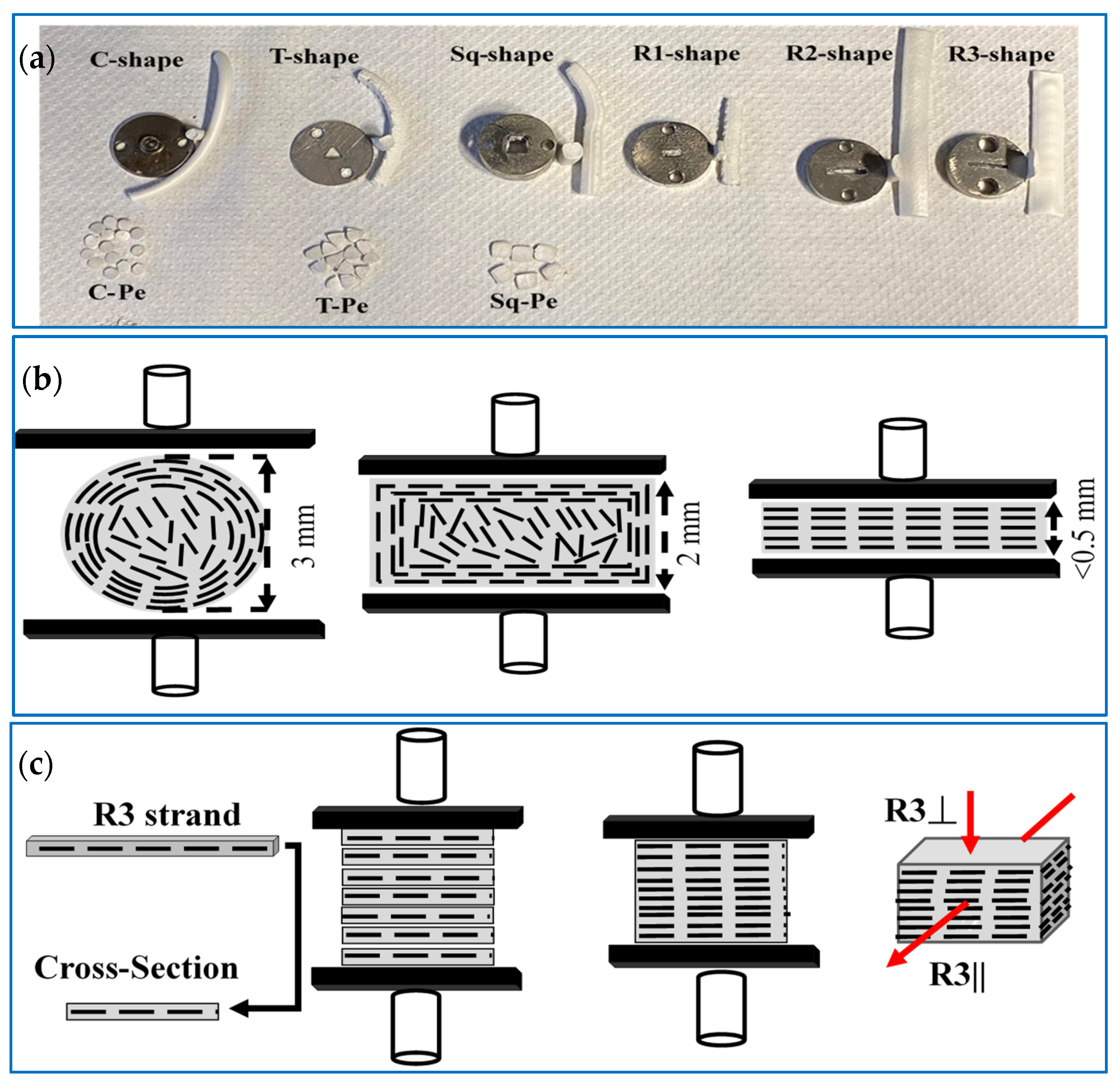
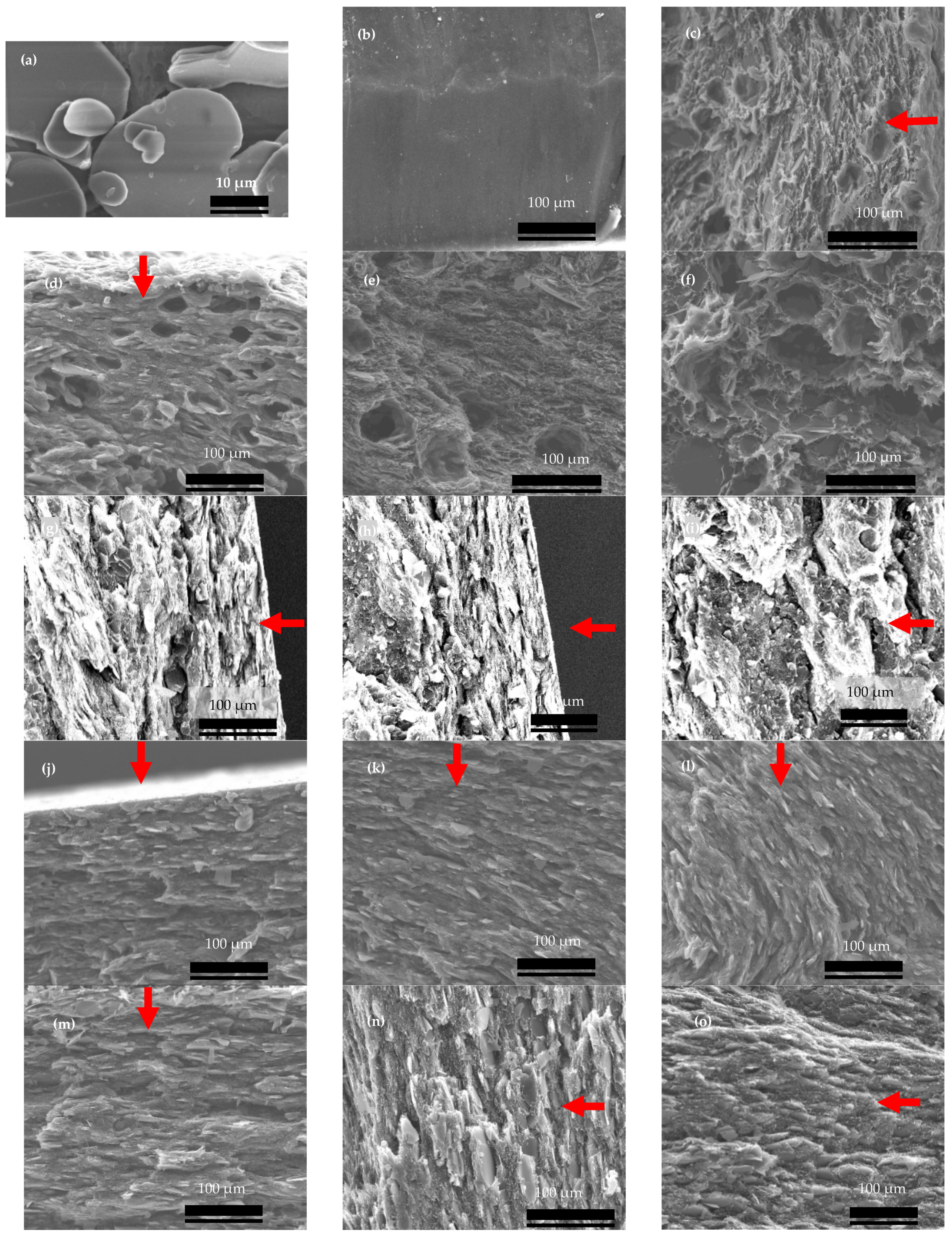
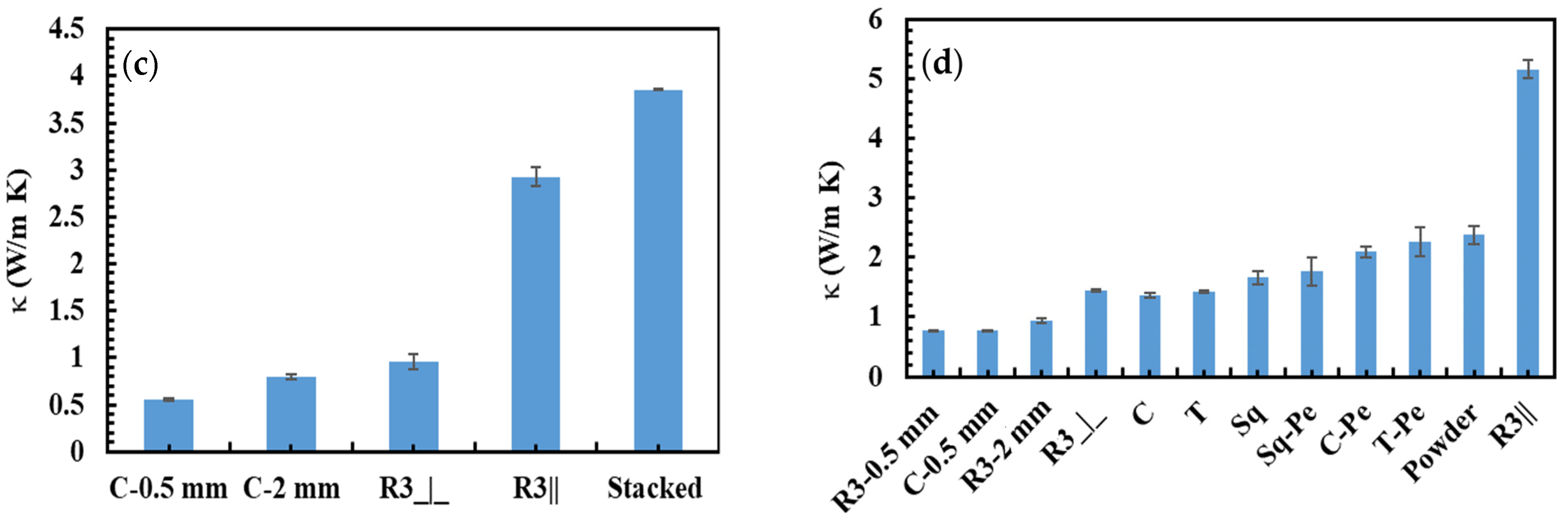
3.1. Compression Molding Induced hBN Orientations
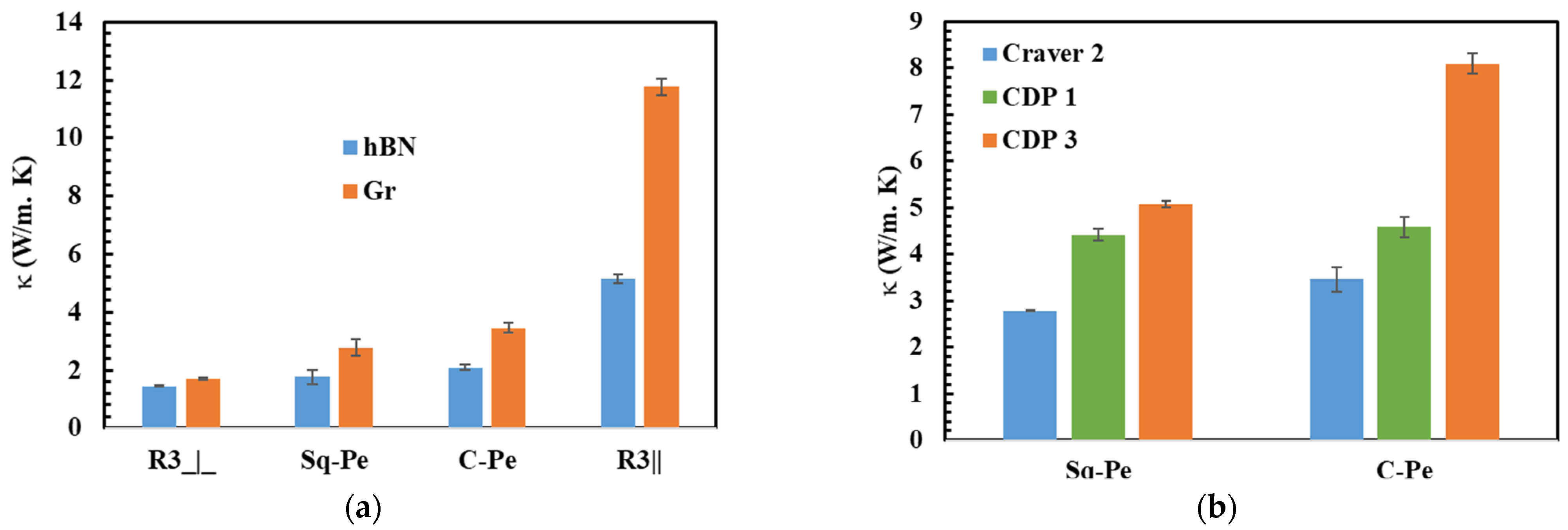
3.2. Extrusion-Induced hBN Orientations
3.3. Extrusion and Compression Molding Induced Graphite Orientations
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, H.; Ginzburg, V.V.; Yang, J.; Yang, Y.; Liu, W.; Huang, Y.; Du, L.; Chen, B. Thermal conductivity of polymer-based composites: Fundamentals and applications. Prog. Polym. Sci. 2016, 59, 41–85. [Google Scholar] [CrossRef]
- Wang, X.; Wu, P. Preparation of Highly Thermally Conductive Polymer Composite at Low Filler Content via a Self-Assembly Process between Polystyrene Microspheres and Boron Nitride Nanosheets. ACS Appl. Mater. Interfaces 2017, 9, 19934–19944. [Google Scholar] [CrossRef] [PubMed]
- Bigg, D.M. Thermal conductivity of heterophase polymer compositions. In Thermal and Electrical Conductivity of Polymer Materials, Advances in Polymer Science; Springer: Berlin/Heidelberg, Germany, 1995; pp. 1–30. [Google Scholar] [CrossRef]
- Gaska, K.; Kádár, R.; Rybak, A.; Siwek, A.; Gubanski, S. Gas barrier, thermal, mechanical and rheological properties of highly aligned graphene-LDPE nanocomposites. Polymers 2017, 9, 294. [Google Scholar] [CrossRef] [PubMed]
- Ouyang, Y.; Pourrahimi, A.M.; Östergren, I.; Mellqvist, M.; Ånevall, J.; Soroudi, A.; Lund, A.; Xu, U.; Gkourmpis, T.; Hagstrand, P.; et al. Highly insulating thermoplastic blends comprising a styrenic copolymer for direct-current power cable insulation. High Volt. 2022, 7, 251–259. [Google Scholar] [CrossRef]
- Gaska, K.; Xu, X.; Gubanski, S.; Kádár, R. Electrical, Mechanical, and Thermal Properties of LDPE Graphene Nanoplatelets Composites Produced by Means of Melt Extrusion Process. Polymers 2017, 9, 11. [Google Scholar] [CrossRef]
- Huang, X.; Jiang, P.; Tanaka, T. A review of dielectric polymer composites with high thermal conductivity. IEEE Electr. Insul. Mag. 2011, 27, 8–16. [Google Scholar] [CrossRef]
- Noh, Y.J.; Kim, S.Y. Synergistic improvement of thermal conductivity in polymer composites filled with pitch based carbon fiber and graphene nanoplatelets. Polym. Test. 2015, 45, 132–138. [Google Scholar] [CrossRef]
- Jiao, J.; Cui, Y.; Xia, Y. Improved thermal conductivity of epoxy composites prepared with a mixed filler of multiwalled carbon nanotubes and aluminum nitride particles. High Perform. Polym. 2017, 29, 484–492. [Google Scholar] [CrossRef]
- Kargar, F.; Barani, Z.; Salgado, R.A.; Debnath, B.; Lewis, J.S.; Aytan, E.; Lake, R.K.; Balandin, A.A. Thermal Percolation Threshold and Thermal Properties of Composites with Graphene and Boron Nitride Fillers. ACS Appl. Mater. Interfaces 2018, 10, 37555–37565. [Google Scholar] [CrossRef]
- Ye, C.-M.; Shentu, B.-Q.; Weng, Z.-X. Thermal conductivity of high density polyethylene filled with graphite. J. Appl. Polym. Sci. 2005, 101, 3806–3810. [Google Scholar] [CrossRef]
- Shin, Y.K.; Lee, W.S.; Yoo, M.J.; Kim, E.S. Effect of BN filler on thermal properties of HDPE matrix composites. Ceram. Int. 2013, 39, S569–S573. [Google Scholar] [CrossRef]
- Ghose, S.; Working, D.C.; Connell, J.W.; Smith, J.G., Jr.; Watson, K.A.; Delozier, D.M.; Lin, Y.; Sun, Y.P. Thermal Conductivity of UltemTM/ Carbon NanoFiller Blends 2. High Perform. Polym. 2006, 18, 961–977. [Google Scholar] [CrossRef]
- Feller, J.F.; Roth, S.; Bourmaud, A. Conductive polymer composites: Electrical, thermal, and rheological study of injected isotactic poly(propylene)/long stainless-steel fibers for electromagnetic interferences shielding. J. Appl. Polym. Sci. 2006, 100, 3280–3287. [Google Scholar] [CrossRef]
- Zhang, S.; Ke, Y.; Cao, X.; Ma, Y.; Wang, F. Effect of Al2O3 fibers on the thermal conductivity and mechanical properties of high density polyethylene with the absence and presence of compatibilizer. J. Appl. Polym. Sci. 2012, 124, 4874–4881. [Google Scholar] [CrossRef]
- Kusunose, T.; Yagi, T.; Firoz, S.H.; Sekino, T. Fabrication of epoxy/silicon nitride nanowire composites and evaluation of their thermal conductivity. J. Mater. Chem. A 2013, 1, 3440–3445. [Google Scholar] [CrossRef]
- Sun, N.; Sun, J.; Zeng, X.; Chen, P.; Qian, J.; Xia, R.; Sun, R. Hot-pressing induced orientation of boron nitride in polycarbonate composites with enhanced thermal conductivity. Compos. Part A Appl. Sci. Manuf. 2018, 110, 45–52. [Google Scholar] [CrossRef]
- Tanimoto, M.; Yamagata, T.; Miyata, K.; Ando, S. Anisotropic Thermal Diffusivity of Hexagonal Boron Nitride-Filled Polyimide Films: Effects of Filler Particle Size, Aggregation, Orientation, and Polymer Chain Rigidity. ACS Appl. Mater. Interfaces 2013, 5, 4374–4382. [Google Scholar] [CrossRef]
- Burger, N.; Laachachi, A.; Mortazavi, B.; Ferriol, M.; Lutz, M.; Toniazzo, V.; Ruch, D. Alignments and network of graphite fillers to improve thermal conductivity of epoxy-based composites. Int. J. Heat Mass Transf. 2015, 89, 505–513. [Google Scholar] [CrossRef]
- Li, B.; Dong, S.; Wu, X.; Wang, C.; Wang, X.; Fang, J. Anisotropic thermal property of magnetically oriented carbon nanotube/graphene polymer composites. Compos. Sci. Technol. 2017, 147, 52–61. [Google Scholar] [CrossRef]
- Yuan, C.; Duan, B.; Li, L.; Xie, B.; Huang, M.; Luo, X. Thermal Conductivity of Polymer-Based Composites with Magnetic Aligned Hexagonal Boron Nitride Platelets. ACS Appl. Mater. Interfaces 2015, 7, 13000–13006. [Google Scholar] [CrossRef]
- Ahn, H.J.; Cha, S.-H.; Lee, W.S.; Kim, E.S. Effects of amphiphilic agent on thermal conductivity of boron nitride/poly(vinyl butyral) composites. Thermochim. Acta 2014, 591, 96–100. [Google Scholar] [CrossRef]
- Yoo, Y.; Lee, H.L.; Ha, S.M.; Jeon, B.K.; Won, J.C.; Lee, S.-G. Effect of graphite and carbon fiber contents on the morphology and properties of thermally conductive composites based on polyamide 6. Polym. Int. 2014, 63, 151–157. [Google Scholar] [CrossRef]
- Chung, S.-H.; Kim, H.; Jeong, S.W. Improved thermal conductivity of carbon-based thermal interface materials by high-magnetic-field alignment. Carbon 2018, 140, 24–29. [Google Scholar] [CrossRef]
- Fujihara, T.; Cho, H.-B.; Nakayama, T.; Suzuki, T.; Jiang, W.; Suematsu, H.; Kim, H.D.; Niihara, K. Field-Induced Orientation of Hexagonal Boron Nitride Nanosheets Using Microscopic Mold for Thermal Interface Materials. J. Am. Ceram. Soc. 2012, 95, 369–373. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, H.; Zhao, W.; Zhang, W.; Chen, G. Preparation of polymer/oriented graphite nanosheet composite by electric field-inducement. Compos. Sci. Technol. 2008, 68, 238–243. [Google Scholar] [CrossRef]
- Zhou, C.; Huang, W.; Chen, Z.; Ji, G.; Wang, M.L.; Chen, D.; Wang, H.W. In-plane thermal enhancement behaviors of Al matrix composites with oriented graphite flake alignment. Compos. Part B Eng. 2015, 70, 256–262. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, H.; Su, Z.; Tian, C.; Zhang, J.T.; Wang, Y.; Yan, F.; Mai, Z.; Xing, S.G. Enhanced thermal conductivity and lower density composites with brick-wall microstructure based on highly oriented graphite nanoplatelet: Towards manufacturable cooling substrates for high power density electronic devices. Nanotechnology 2019, 30, 245204. [Google Scholar] [CrossRef]
- Xie, B.-H.; Huang, X.; Zhang, G.-J. High thermal conductive polyvinyl alcohol composites with hexagonal boron nitride microplatelets as fillers. Compos. Sci. Technol. 2013, 85, 98–103. [Google Scholar] [CrossRef]
- Zhou, S.-X.; Zhu, Y.; Du, H.-D.; Li, B.-H.; Kang, F.-Y. Preparation of oriented graphite/polymer composite sheets with high thermal conductivities by tape casting. New Carbon Mater. 2012, 27, 241–249. [Google Scholar] [CrossRef]
- Yang, S.Y.; Huang, Y.F.; Lei, J.; Zhu, L.; Li, Z.M. Enhanced thermal conductivity of polyethylene/boron nitride multilayer sheets through annealing. Compos. Part A 2017, 107, 135–143. [Google Scholar] [CrossRef]
- Vincent, M.; Giroud, T.; Clarke, A.; Eberhardt, C. Description and modeling of fiber orientation in injection molding of fiber reinforced thermoplastics. Polymer 2005, 46, 6719–6725. [Google Scholar] [CrossRef]
- SadAbadi, H.; Ghasemi, M. Effects of Some Injection Molding Process Parameters on Fiber Orientation Tensor of Short Glass Fiber Polystyrene Composites (SGF/PS). J. Reinf. Plast. Compos. 2007, 26, 1729–1741. [Google Scholar] [CrossRef]
- Advani, S.G.; Sozer, E.M. Process Modeling in Composites Manufacturing; Marcel Dekker, Inc.: New York, NY, USA, 2013. [Google Scholar] [CrossRef]
- Terry, M.T. Thermal Conductivity Theory, Properties, and Applications; Kluwer Academic: New York, NY, USA, 2004; pp. 1–306. [Google Scholar]
- Fan, Y.; Cho, U.R. Effects of graphite and boron nitride based fillers on mechanical, thermal conductive, and thermo-physical properties in solution styrene–butadiene rubber. Polym. Compos. 2018, 40, E1426–E1433. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.; Sobolciak, P.; Krupa, I.; Abdala, A. Impact of the Processing-Induced Orientation of Hexagonal Boron Nitride and Graphite on the Thermal Conductivity of Polyethylene Composites. Polymers 2023, 15, 3426. https://doi.org/10.3390/polym15163426
Ali M, Sobolciak P, Krupa I, Abdala A. Impact of the Processing-Induced Orientation of Hexagonal Boron Nitride and Graphite on the Thermal Conductivity of Polyethylene Composites. Polymers. 2023; 15(16):3426. https://doi.org/10.3390/polym15163426
Chicago/Turabian StyleAli, Mehamed, Patrik Sobolciak, Igor Krupa, and Ahmed Abdala. 2023. "Impact of the Processing-Induced Orientation of Hexagonal Boron Nitride and Graphite on the Thermal Conductivity of Polyethylene Composites" Polymers 15, no. 16: 3426. https://doi.org/10.3390/polym15163426
APA StyleAli, M., Sobolciak, P., Krupa, I., & Abdala, A. (2023). Impact of the Processing-Induced Orientation of Hexagonal Boron Nitride and Graphite on the Thermal Conductivity of Polyethylene Composites. Polymers, 15(16), 3426. https://doi.org/10.3390/polym15163426