
Synthesis and Characterization of an Environmentally Friendly Phenol–Formaldehyde Resin Modified with Waste Plant Protein

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
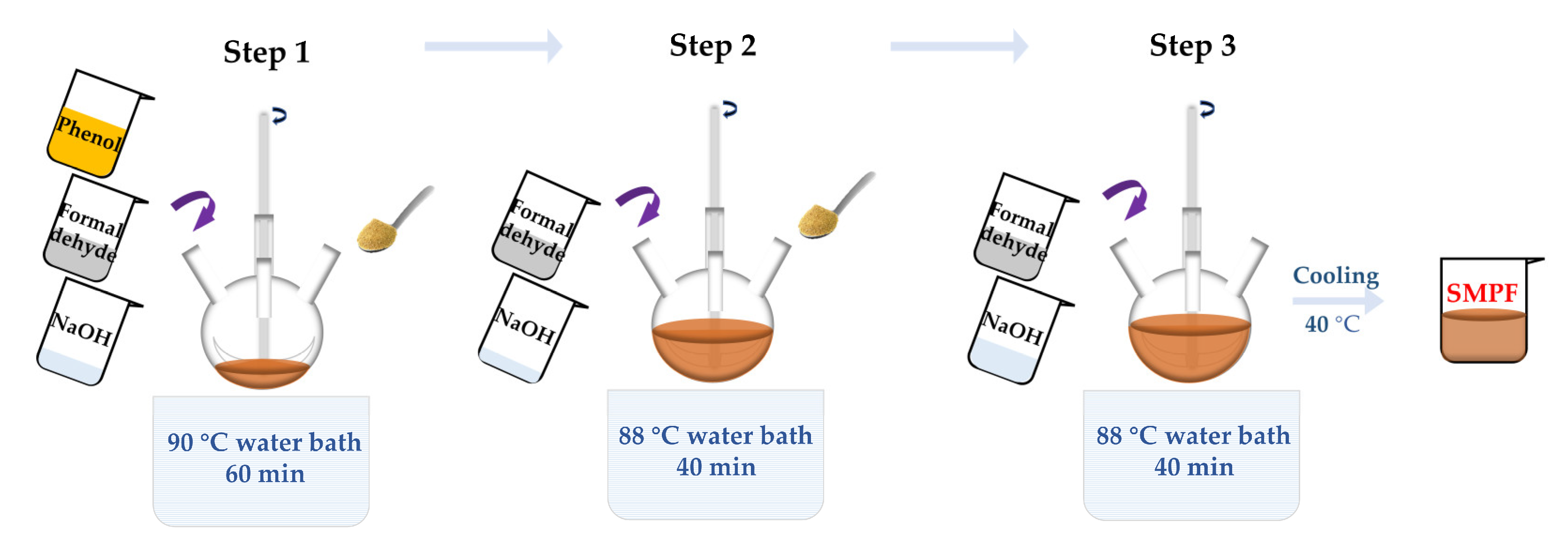
2.2. Preparation of PF and SMPF Resins
2.3. Characterization of the Phenolic Resins
2.4. Plywood
3. Results and Discussion
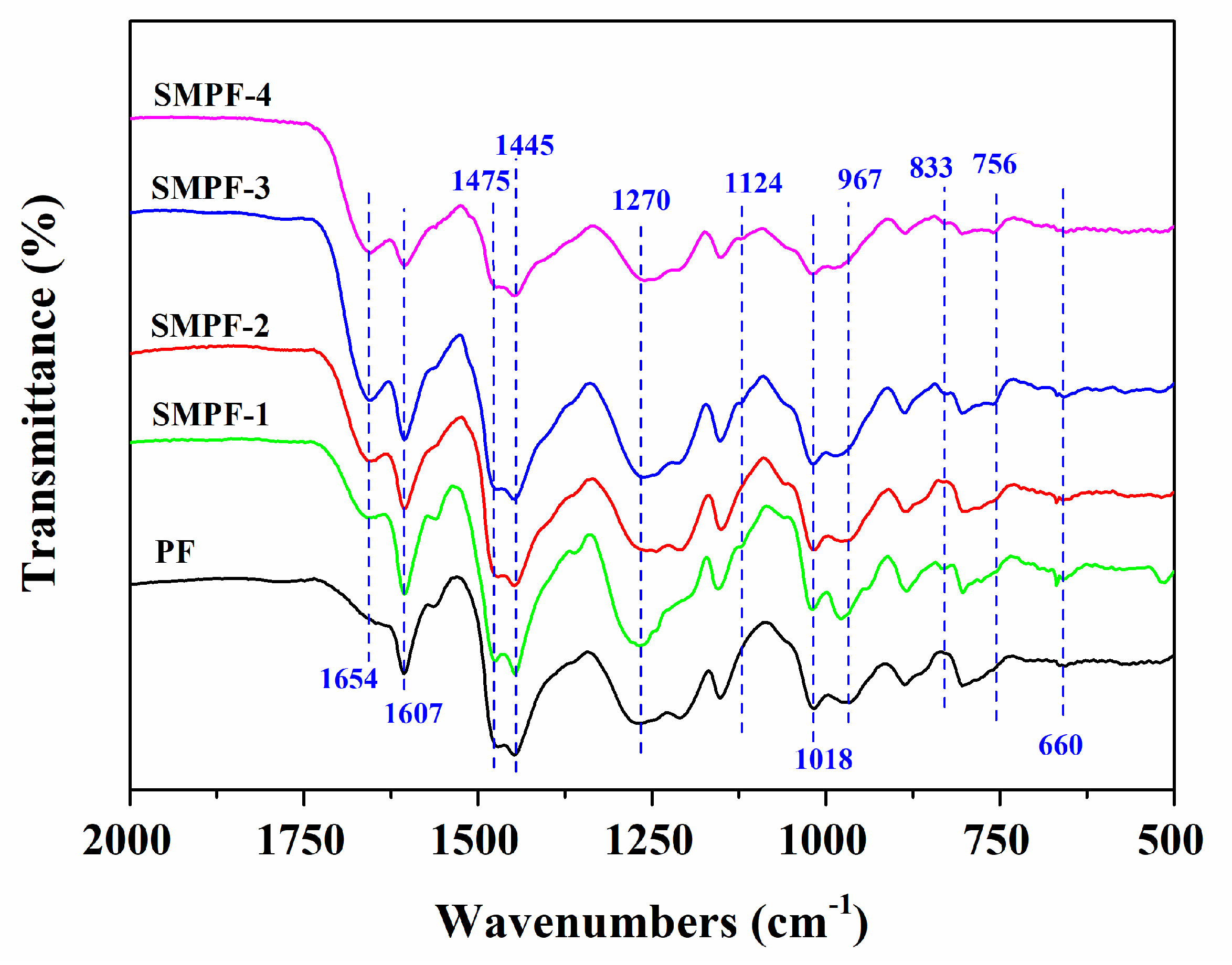
3.1. Characterization of PF and SMPF Resins
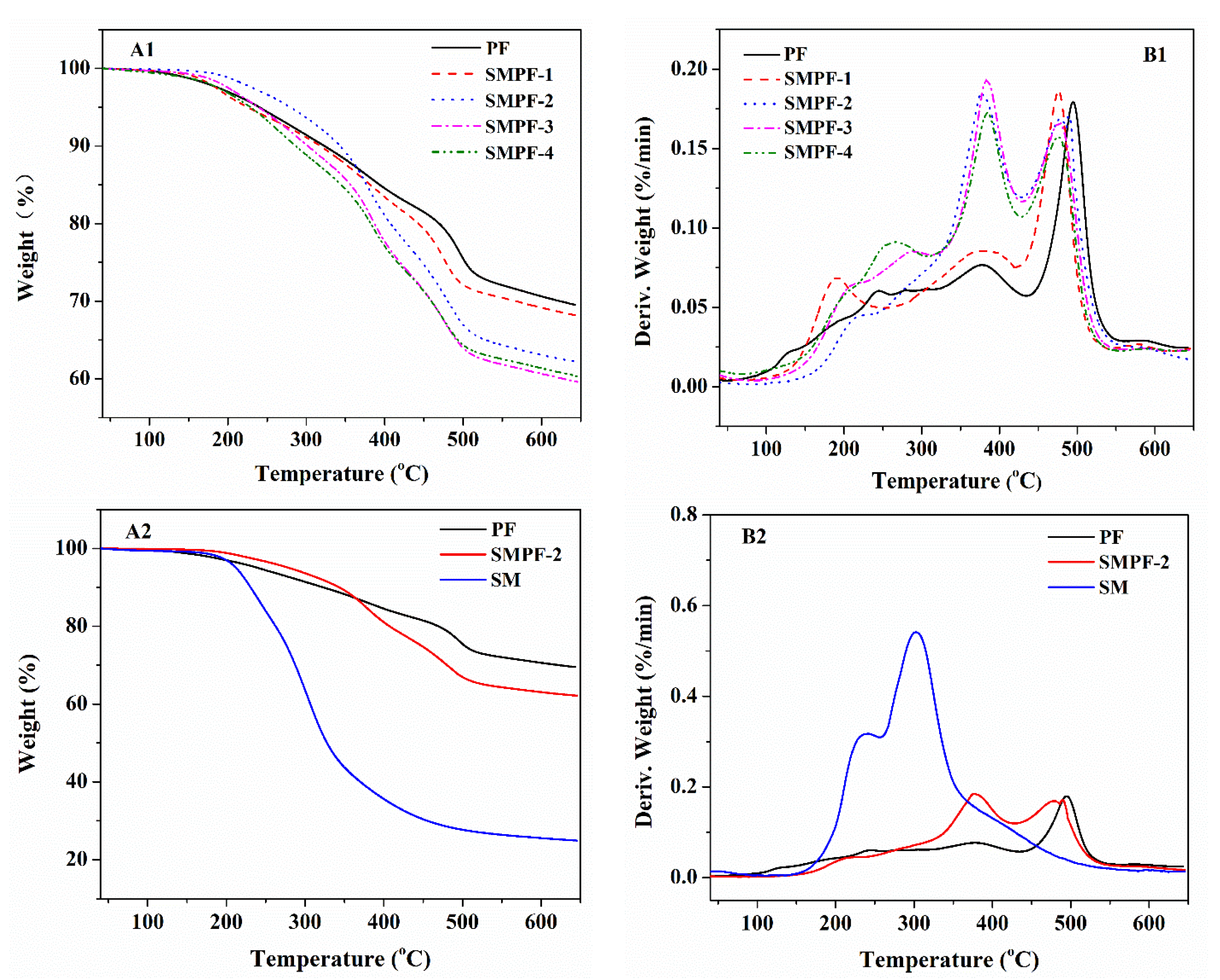
3.2. Thermal Behaviors of the PF and SMPF Resins
3.3. The Properties of the PF and SMPF Resins
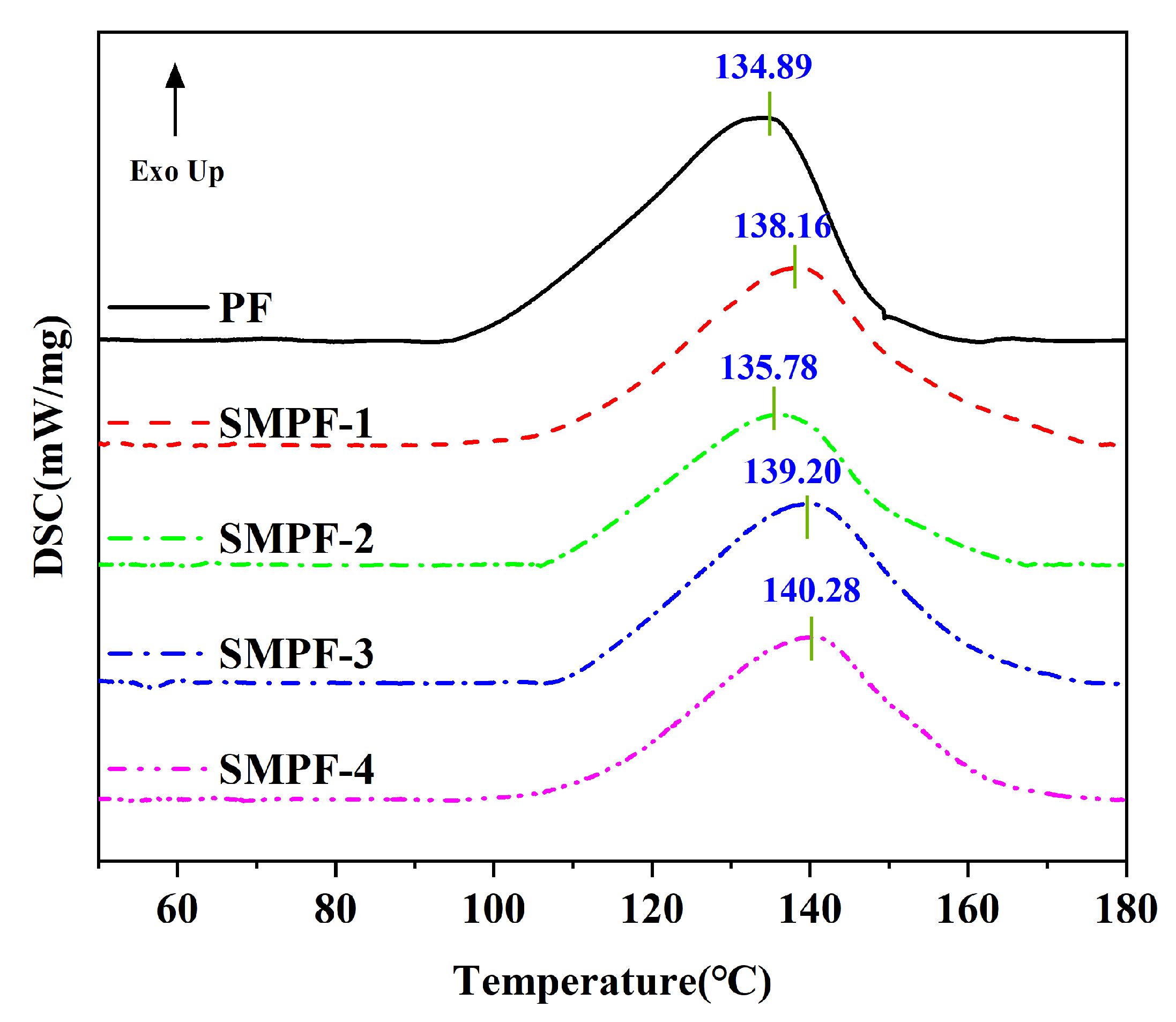
3.4. Curing Behavior of the PF and SMPF Resins
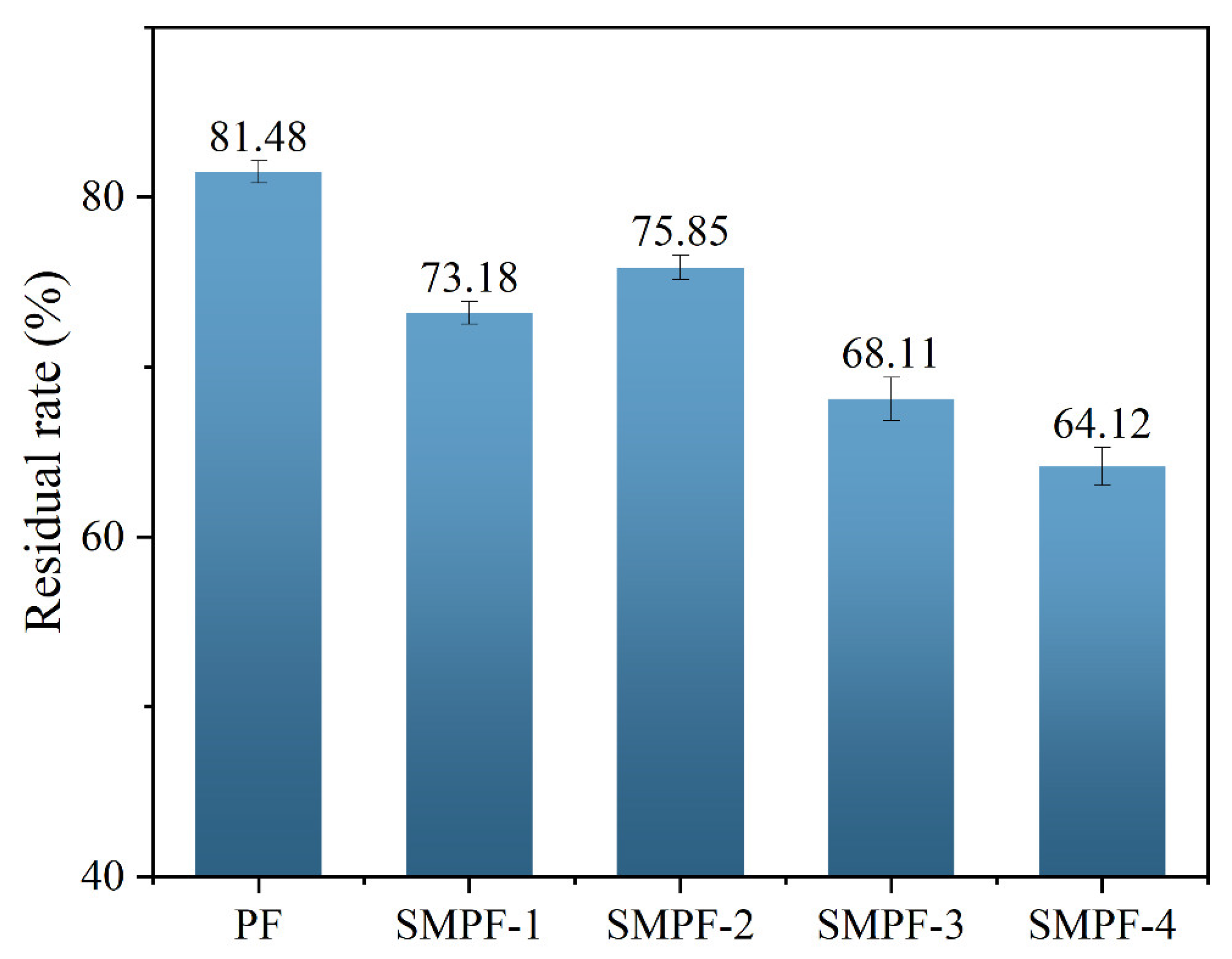
3.5. Residue Analysis
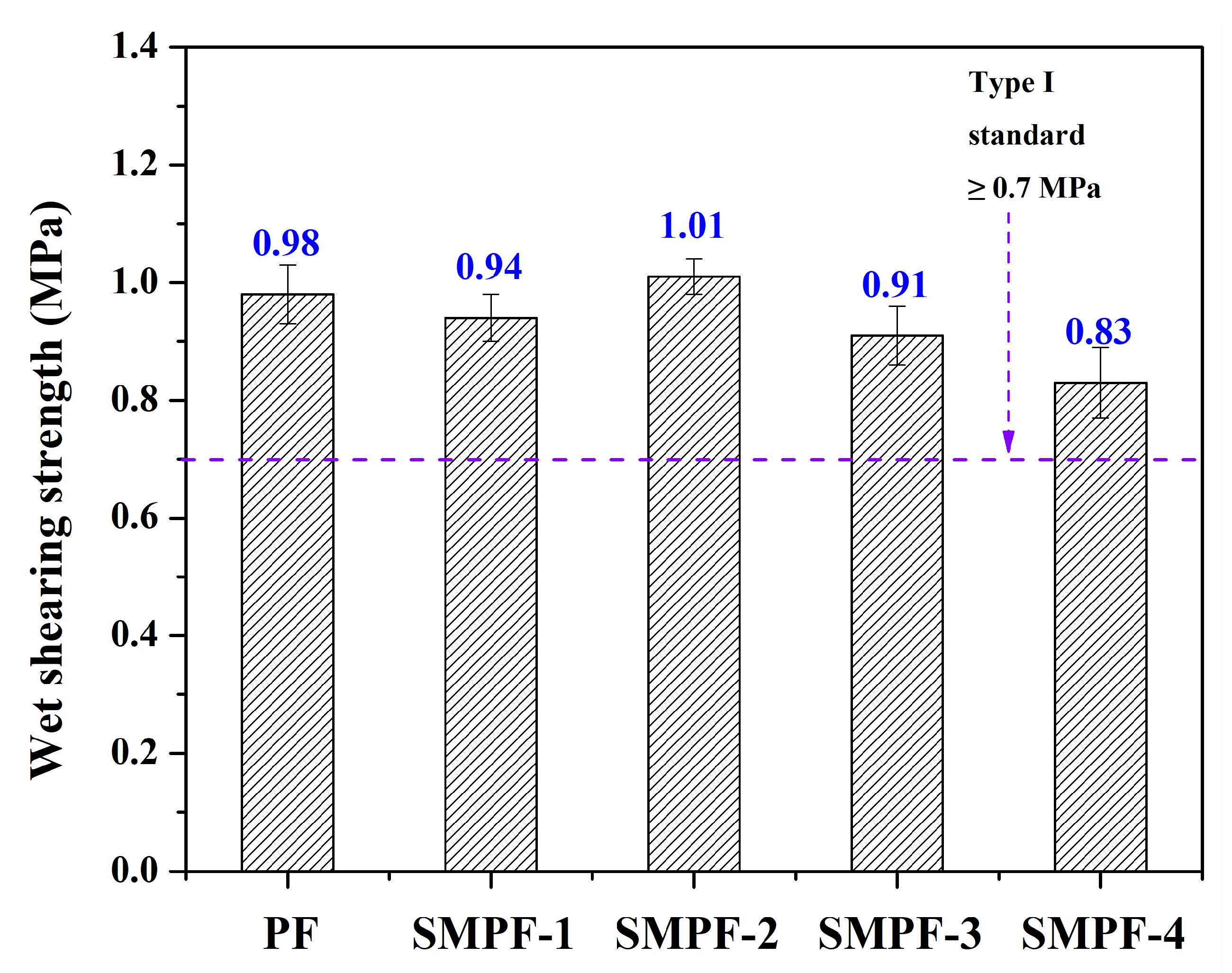
3.6. The Wet Shearing Strength of Plywood Using Different SMPF Adhesives
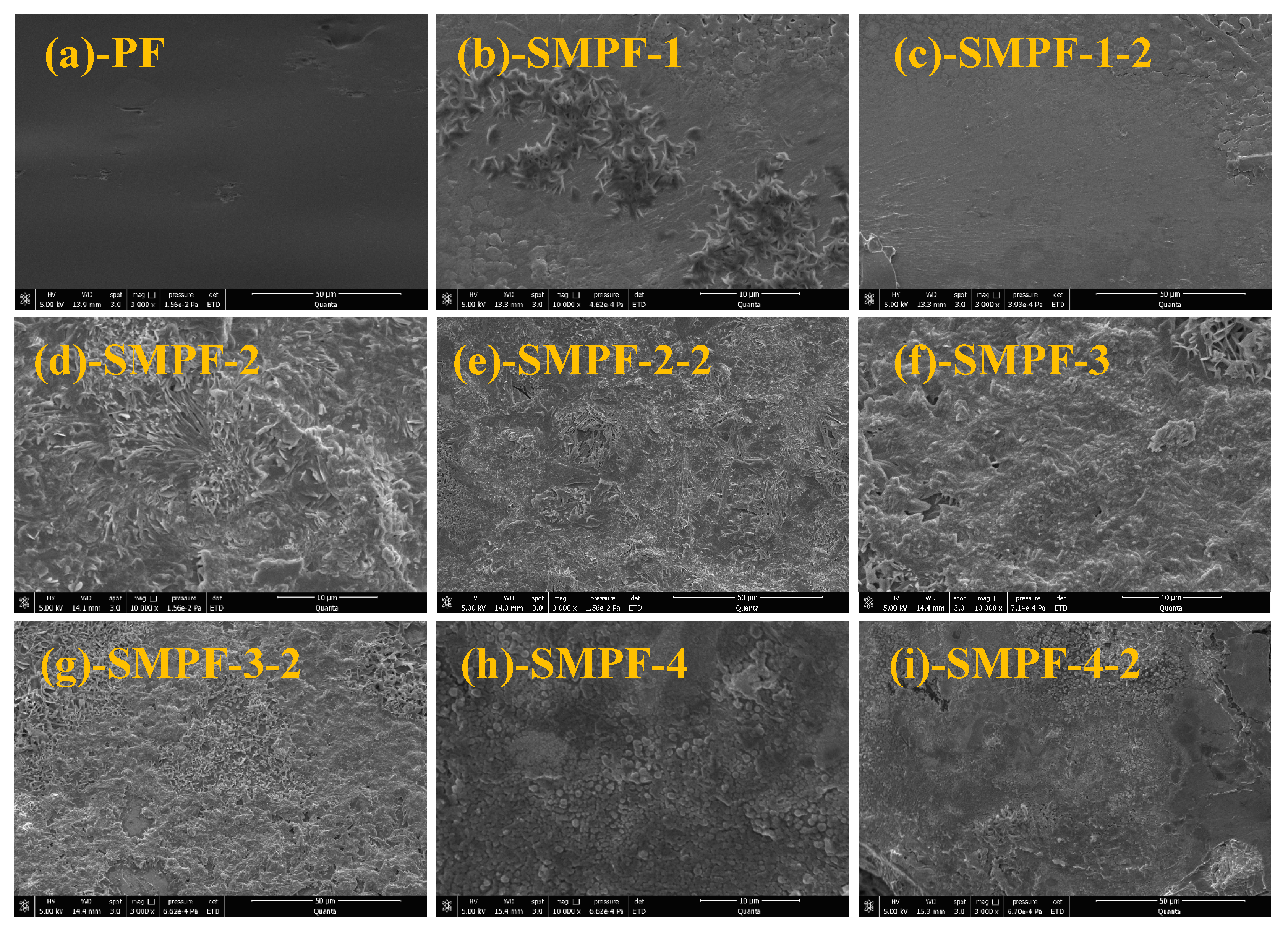
3.7. SEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Li, C.; Zhang, J.; Yi, Z.; Yang, H.; Zhao, B.; Zhang, W.; Li, J. Preparation and characterization of a novel environmentally friendly phenol–formaldehyde adhesive modified with tannin and urea. Int. J. Adhes. Adhes. 2016, 66, 26–32. [Google Scholar] [CrossRef]
- Zhao, M.; Jing, J.; Zhu, Y.; Yang, X.; Wang, X.; Wang, Z. Preparation and performance of lignin–phenol–formaldehyde adhesives. Int. J. Adhes. Adhes. 2016, 64, 163–167. [Google Scholar] [CrossRef]
- Zhang, W.; Ma, Y.; Wang, C.; Li, S.; Zhang, M.; Chu, F. Preparation and properties of lignin–phenol–formaldehyde resins based on different biorefinery residues of agricultural biomass. Ind. Crop. Prod. 2013, 43, 326–333. [Google Scholar] [CrossRef]
- Yan, L.; Cui, Y.; Gou, G.; Wang, Q.; Jiang, M.; Zhang, S.; Hui, D.; Gou, J.; Zhou, Z. Liquefaction of lignin in hot-compressed water to phenolic feedstock for the synthesis of phenol-formaldehyde resins. Compos. Part B Eng. 2017, 112, 8–14. [Google Scholar] [CrossRef]
- Turunen, M.; Alvila, L.; Pakkanen, T.T.; Rainio, J. Modification of phenol-formaldehyde resol resins by lignin, starch, and urea. J. Appl. Polym. Sci. 2003, 88, 582–588. [Google Scholar] [CrossRef]
- Schmidt, K.; Grunwald, D.; Pasch, H. Preparation of phenol–urea–formaldehyde copolymer adhesives under heterogeneous catalysis. J. Appl. Polym. Sci. 2006, 102, 2946–2952. [Google Scholar] [CrossRef]
- Fan, D.-B.; Li, J.-Z.; Chang, J.-M. On the structure and cure acceleration of phenol–urea–formaldehyde resins with different catalysts. Eur. Polym. J. 2009, 45, 2849–2857. [Google Scholar] [CrossRef]
- Stücker, A.; Schütt, F.; Saake, B.; Lehnen, R. Lignins from enzymatic hydrolysis and alkaline extraction of steam refined poplar wood: Utilization in lignin-phenol-formaldehyde resins. Ind. Crop. Prod. 2016, 85, 300–308. [Google Scholar] [CrossRef]
- Qiao, W.; Li, S.; Guo, G.; Han, S.; Ren, S.; Ma, Y. Synthesis and characterization of phenol-formaldehyde resin using enzymatic hydrolysis lignin. J. Ind. Eng. Chem. 2015, 21, 1417–1422. [Google Scholar] [CrossRef]
- Tabarsa, T.; Jahanshahi, S.; Ashori, A. Mechanical and physical properties of wheat straw boards bonded with a tannin modified phenol–formaldehyde adhesive. Compos. Part B Eng. 2011, 42, 176–180. [Google Scholar] [CrossRef]
- Spina, S.; Zhou, X.; Segovia, C.; Pizzi, A.; Romagnoli, M.; Giovando, S.; Pasch, H.; Rode, K.; Delmotte, L. Phenolic resin adhesives based on chestnut (Castanea sativa) hydrolysable tannins. J. Adhes. Sci. Technol. 2013, 27, 2103–2111. [Google Scholar] [CrossRef]
- Viswanthan, T.; Toland, A. Whey modified phenol—Formaldehyde resins as plywood adhesives. Carbohyd. Polym. 1991, 15, 41–49. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, B.; Yan, N.; Farnood, R.R. Synthesis and Characterization of Phenol Formaldehyde Novolac Resin Derived from Liquefied Mountain Pine Beetle Infested Lodgepole Pine Barks. Macromol. React. Eng. 2013, 7, 646–660. [Google Scholar] [CrossRef]
- Zhang, Z.-B.; Lu, Q.; Ye, X.-N.; Li, W.-T.; Hu, B.; Dong, C.-Q. Production of phenolic-rich bio-oil from catalytic fast pyrolysis of biomass using magnetic solid base catalyst. Energy Convers. Manag. 2015, 106, 1309–1317. [Google Scholar] [CrossRef]
- Zhong, Z.; Sun, X.S. Plywood Adhesives by Blending Soy Protein Polymer with Phenol-Formaldehyde Resin. J. Biobased Mater. Bioenergy 2007, 1, 380–387. [Google Scholar] [CrossRef]
- Mamatha, B.S.; Sujatha, D.; Nath, S.K.; Pandey, C.N. Soya based phenolic resin for plywood manufacture. J. Indian Acad. Wood Sci. 2011, 8, 112–115. [Google Scholar] [CrossRef]
- Suvorov, S.A.; Denisov, D.E.; Vanicheva, L.L. Reaction of phenol-formaldehyde bond with refractory filler. Refract. Ind. Ceram. 1986, 27, 454–459. [Google Scholar] [CrossRef]
- Zhao, Y.; Yan, N.; Feng, M.W. Bark extractives-based phenol–formaldehyde resins from beetle-infested lodgepole pine. J. Adhes. Sci. Technol. 2013, 27, 2112–2126. [Google Scholar] [CrossRef]
- Kang, H.; Wang, Z.; Wang, Y.; Zhao, S.; Zhang, S.; Li, J. Development of mainly plant protein-derived plywood bioadhesives via soy protein isolate fiber self-reinforced soybean meal composites. Ind. Crop. Prod. 2019, 133, 10–17. [Google Scholar] [CrossRef]
- Jang, Y.; Li, K. An All-Natural Adhesive for Bonding Wood. J. Am. Oil Chem. Soc. 2015, 92, 431–438. [Google Scholar] [CrossRef]
- Lei, H.; Wu, Z.; Cao, M.; Du, G. Study on the Soy Protein-Based Wood Adhesive Modified by Hydroxymethyl Phenol. Polymers 2016, 8, 256. [Google Scholar] [CrossRef] [PubMed]
- Gu, W.; Liu, X.; Ye, Q.; Gao, Q.; Gong, S.; Li, J.; Shi, S.Q. Bio-inspired co-deposition strategy of aramid fibers to improve performance of soy protein isolate-based adhesive. Ind. Crop. Prod. 2020, 150, 112424. [Google Scholar] [CrossRef]
- Lamaming, S.Z.; Lamaming, J.; Rawi, N.F.M.; Hashim, R.; Kassim, M.H.M.; Hussin, M.H.; Bustami, Y.; Sulaiman, O.; Amini, M.H.M.; Hiziroglu, S. Improvements and limitation of soy protein-based adhesive: A review. Polym. Eng. Sci. 2021, 61, 2393–2405. [Google Scholar] [CrossRef]
- Yang, I.; Kuo, M.; Myers, D.J. Bond quality of soy-based phenolic adhesives in southern pine plywood. J. Am. Oil Chem. Soc. 2006, 73, 231–237. [Google Scholar] [CrossRef]
- Luo, J.; Luo, J.; Yuan, C.; Zhang, W.; Li, J.; Gao, Q.; Chen, H. An eco-friendly wood adhesive from soy protein and lignin: Performance properties. RSC Adv. 2015, 5, 100849–100855. [Google Scholar] [CrossRef]
- Luo, J.; Li, X.; Zhang, H.; Gao, Q.; Li, J. Properties of a soybean meal-based plywood adhesive modified by a commercial epoxy resin. Int. J. Adhes. Adhes. 2016, 71, 99–104. [Google Scholar] [CrossRef]
- Liu, Y.; Li, K. Modification of Soy Protein for Wood Adhesives using Mussel Protein as a Model: The Influence of a Mercapto Group. Macromol. Rapid Commun. 2004, 25, 1835–1838. [Google Scholar] [CrossRef]
- Nasir, M.; Gupta, A.; Beg, M.; Chua, G.K.; Kumar, A. Physical and mechanical properties of medium-density fibreboards using soy-lignin adhesives. J. Trop. For. Sci. 2014, 26, 41–49. [Google Scholar]
- Wu, Z.; Xi, X.; Lei, H.; Du, G. Soy-Based Adhesive Cross-Linked by Phenol-Formaldehyde-Glutaraldehyde. Polymers 2017, 9, 169. [Google Scholar] [CrossRef]
- Wu, Z.; Lei, H.; Cao, M.; Xi, X.; Liang, J.; Du, G. Soy-based adhesive cross-linked by melamine–glyoxal and epoxy resin. J. Adhes. Sci. Technol. 2016, 30, 2120–2129. [Google Scholar] [CrossRef]
- Mo, X.; Sun, X.S. Soy proteins as plywood adhesives: Formulation and characterization. J. Adhes. Sci. Technol. 2013, 27, 2014–2026. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.; Li, X.N.; Luo, J.; Gao, Q.; Li, J.Z. “Green” bio-thermoset resins derived from soy protein isolate and condensed tannins. Ind. Crop. Prod. 2017, 108, 363–370. [Google Scholar] [CrossRef]
- Gu, W.; Li, F.; Liu, X.; Gao, Q.; Gong, S.; Li, J.; Shi, S.Q. Borate chemistry inspired by cell walls converts soy protein into high-strength, antibacterial, flame-retardant adhesive. Green Chem. 2020, 22, 1319–1328. [Google Scholar] [CrossRef]
- Zhang, X.; Zhu, Y.; Yu, Y.; Song, J. Improve Performance of Soy Flour-Based Adhesive with a Lignin-Based Resin. Polymers 2017, 9, 261. [Google Scholar] [CrossRef]
- Li, C.; Wang, W.; Mu, Y.; Zhang, J.; Zhang, S.; Li, J.; Zhang, W. Structural Properties and Copolycondensation Mechanism of Valonea Tannin-Modified Phenol-formaldehyde Resin. J. Polym. Environ. 2018, 26, 1297–1309. [Google Scholar] [CrossRef]
- Li, H.; Wang, Y.; Xie, W.; Tang, Y.; Yang, F.; Gong, C.; Wang, C.; Li, X.; Li, C. Preparation and Characterization of Soybean Protein Adhesives Modified with an Environmental-Friendly Tannin-Based Resin. Polymers 2023, 15, 2289. [Google Scholar] [CrossRef]
- Zeng, Y.; Xu, P.; Yang, W.; Chu, H.; Wang, W.; Dong, W.; Chen, M.; Bai, H.; Ma, P. Soy protein-based adhesive with superior bonding strength and water resistance by designing densely crosslinking networks. Eur. Polym. J. 2021, 142, 110128. [Google Scholar] [CrossRef]
- Xu, C.; Xu, Y.; Chen, M.; Zhang, Y.; Li, J.; Gao, Q.; Shi, S.Q. Soy protein adhesive with bio-based epoxidized daidzein for high strength and mildew resistance. Chem. Eng. J. 2020, 390, 124622. [Google Scholar] [CrossRef]
- Zhang, Y.; Shi, R.; Xu, Y.; Chen, M.; Zhang, J.; Gao, Q.; Li, J. Developing a stable high-performance soybean meal-based adhesive using a simple high-pressure homogenization technology. J. Clean. Prod. 2020, 256, 120336. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Li, J.; Li, C.; Zhang, S.; Gao, Q.; Zhang, W.; Li, J. Degradation mechanism of Acacia mangium tannin in NaOH/urea aqueous solution and application of degradation products in phenolic adhesives. Int. J. Adhes. Adhes. 2020, 98, 102556. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Liu, Y.; Liu, M.L.; Li, C.F. Preparation and performance study of modified silica sol/phenolic resin. Bioresources 2021, 16, 6669–6683. [Google Scholar] [CrossRef]
- Alonso, M.V.; Oliet, M.; Dominguez, J.C.; Rojo, E.; Rodriguez, F. Thermal degradation of lignin–phenol–formaldehyde and phenol–formaldehyde resol resins. J. Therm. Anal. Calorim. 2011, 105, 349–356. [Google Scholar] [CrossRef]
- Domínguez, J.; Oliet, M.; Alonso, M.; Rojo, E.; Rodríguez, F. Structural, thermal and rheological behavior of a bio-based phenolic resin in relation to a commercial resol resin. Ind. Crop. Prod. 2013, 42, 308–314. [Google Scholar] [CrossRef]
- Gao, J.; Liu, Y.; Yang, L. Thermal stability of boron-containing phenol formaldehyde resin. Polym. Degrad. Stab. 1999, 63, 19–22. [Google Scholar] [CrossRef]
- Li, S.; Chen, F.; Zhang, B.; Luo, Z.; Li, H.; Zhao, T. Structure and improved thermal stability of phenolic resin containing silicon and boron elements. Polym. Degrad. Stab. 2016, 133, 321–329. [Google Scholar] [CrossRef]
- Pérez, J.M.; Fernández, A. Thermal stability and pyrolysis kinetics of lignin-phenol-formaldehyde resins. J. Appl. Polym. Sci. 2012, 123, 3036–3045. [Google Scholar] [CrossRef]
- Sun, Z.; Chang, Z.; Bai, Y.; Gao, Z. Effects of working time on properties of a soybean meal-based adhesive for engineered wood flooring. J. Adhes. 2021, 98, 1916–1935. [Google Scholar] [CrossRef]
- Kan, Y.; Sun, B.; Kan, H.; Bai, Y.; Gao, Z. Preparation and characterization of a melamine-urea-glyoxal resin and its modified soybean adhesive. Int. J. Adhes. Adhes. 2021, 111, 102986. [Google Scholar] [CrossRef]
- He, G.; Riedl, B.; Aït-Kadi, A. Curing process of powdered phenol-formaldehyde resol resins and the role of water in the curing systems. J. Appl. Polym. Sci. 2003, 89, 1371–1378. [Google Scholar] [CrossRef]
- Vázquez, G.; González-Alvarez, J.; Antorrena, G. Curing of a phenol-formaldehyde-tannin adhesive in the presence of wood: Analysis by differential scanning calorimetry. J. Therm. Anal. Calorim. 2004, 84, 651–654. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resins | Step 1 100–310 °C | Step 2 310–430 °C | Step 3 430–550 °C | Total Mass Loss (%) | ||||
|---|---|---|---|---|---|---|---|---|
| TP1 (°C) | TP2 (°C) | Mass Loss (%) | TP3 (°C) | Mass Loss (%) | TP4 (°C) | Mass Loss (%) | ||
| PF | 245 | - | 7.89 | 378 | 9.05 | 494 | 9.72 | 30.47 |
| SMPF-1 | 191 | - | 9.32 | 384 | 9.40 | 475 | 10.64 | 31.86 |
| SMPF-2 | 229 | - | 6.97 | 379 | 15.70 | 482 | 12.87 | 37.80 |
| SMPF-3 | 226 | 289 | 11.37 | 383 | 15.52 | 476 | 11.92 | 40.32 |
| SMPF-4 | 215 | 265 | 11.41 | 384 | 14.46 | 475 | 10.98 | 39.60 |
| Resin | pH | Viscosity (mPa‧s) | Solid Content (%) | Gel Time (s) | Pot Life (d) |
|---|---|---|---|---|---|
| PF | 11.98 | 87 | 43.85 | 571 | >30 |
| SMPF-1 | 12.23 | 96 | 39.42 | 423 | >30 |
| SMPF-2 | 12.25 | 309 | 39.78 | 370 | >30 |
| SMPF-3 | 12.17 | 394 | 39.64 | 406 | >30 |
| SMPF-4 | 12.24 | 1083 | 39.52 | 305 | >30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Wang, S.; Zhang, X.; Wu, H.; Wang, Y.; Zhou, N.; Zhao, Z.; Wang, C.; Zhang, X.; Wang, X.; et al. Synthesis and Characterization of an Environmentally Friendly Phenol–Formaldehyde Resin Modified with Waste Plant Protein. Polymers 2023, 15, 2975. https://doi.org/10.3390/polym15132975
Li H, Wang S, Zhang X, Wu H, Wang Y, Zhou N, Zhao Z, Wang C, Zhang X, Wang X, et al. Synthesis and Characterization of an Environmentally Friendly Phenol–Formaldehyde Resin Modified with Waste Plant Protein. Polymers. 2023; 15(13):2975. https://doi.org/10.3390/polym15132975
Chicago/Turabian StyleLi, Hanyin, Sen Wang, Xiang Zhang, Hao Wu, Yujie Wang, Na Zhou, Zijie Zhao, Chao Wang, Xiaofan Zhang, Xian Wang, and et al. 2023. "Synthesis and Characterization of an Environmentally Friendly Phenol–Formaldehyde Resin Modified with Waste Plant Protein" Polymers 15, no. 13: 2975. https://doi.org/10.3390/polym15132975
APA StyleLi, H., Wang, S., Zhang, X., Wu, H., Wang, Y., Zhou, N., Zhao, Z., Wang, C., Zhang, X., Wang, X., & Li, C. (2023). Synthesis and Characterization of an Environmentally Friendly Phenol–Formaldehyde Resin Modified with Waste Plant Protein. Polymers, 15(13), 2975. https://doi.org/10.3390/polym15132975