
Pilot-Scale Melt Electrospinning of Polybutylene Succinate Fiber Mats for a Biobased and Biodegradable Face Mask

 ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
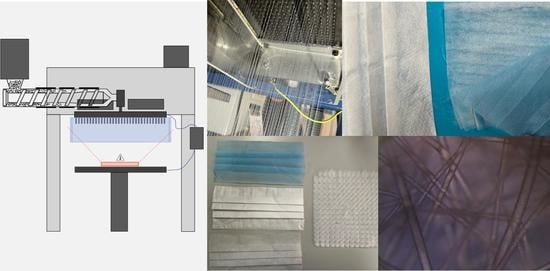
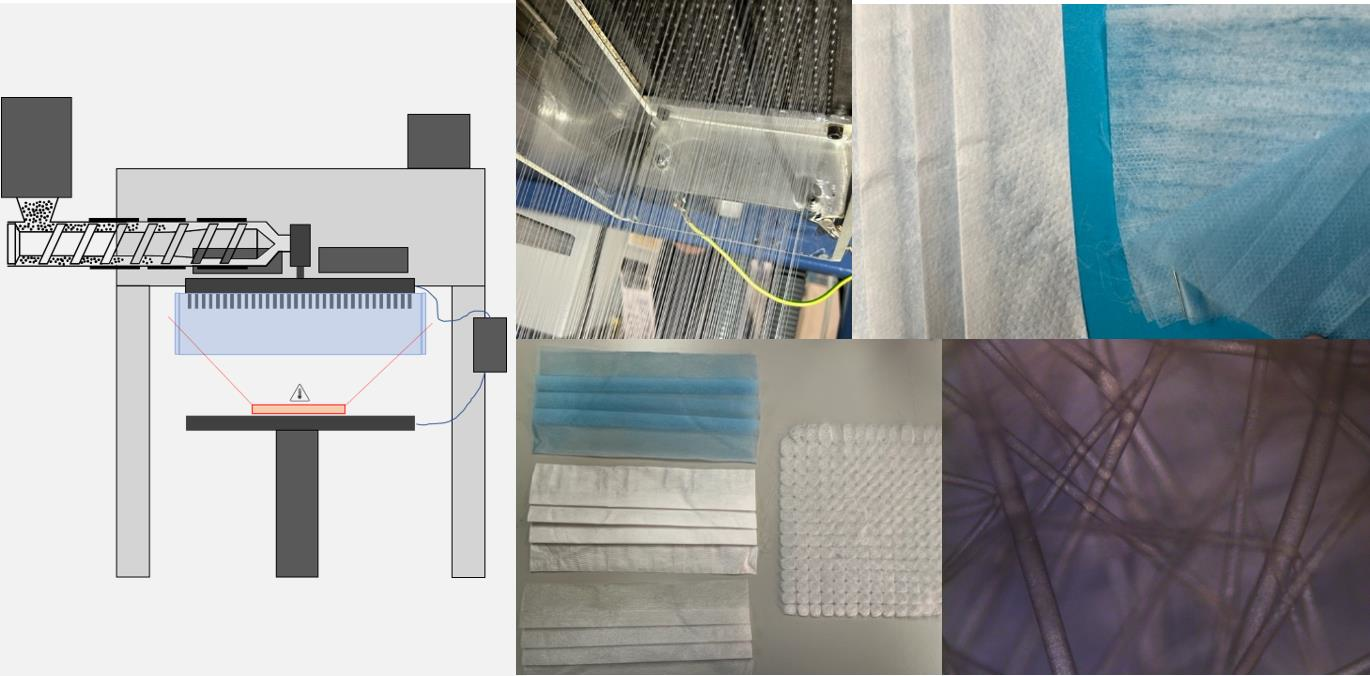
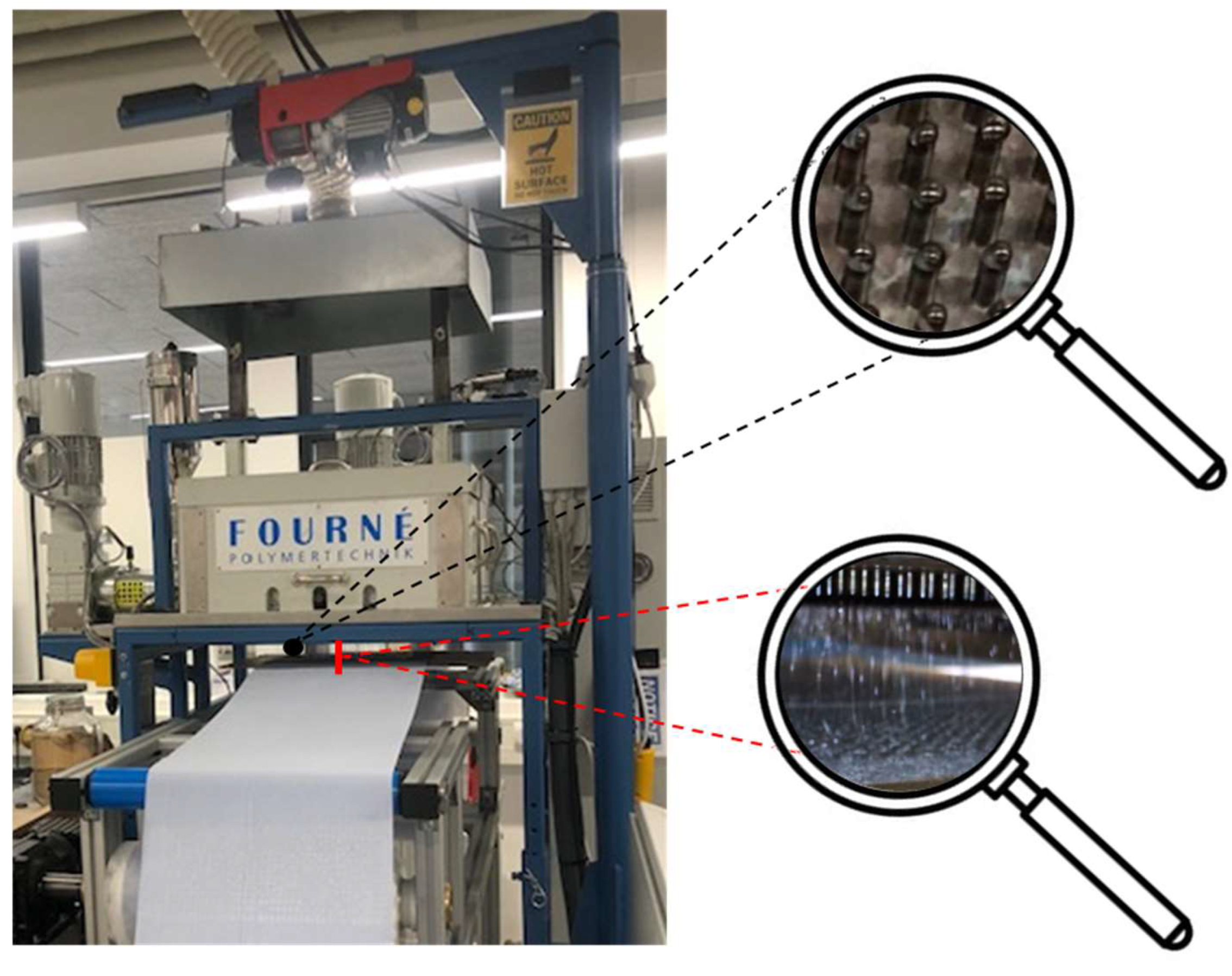
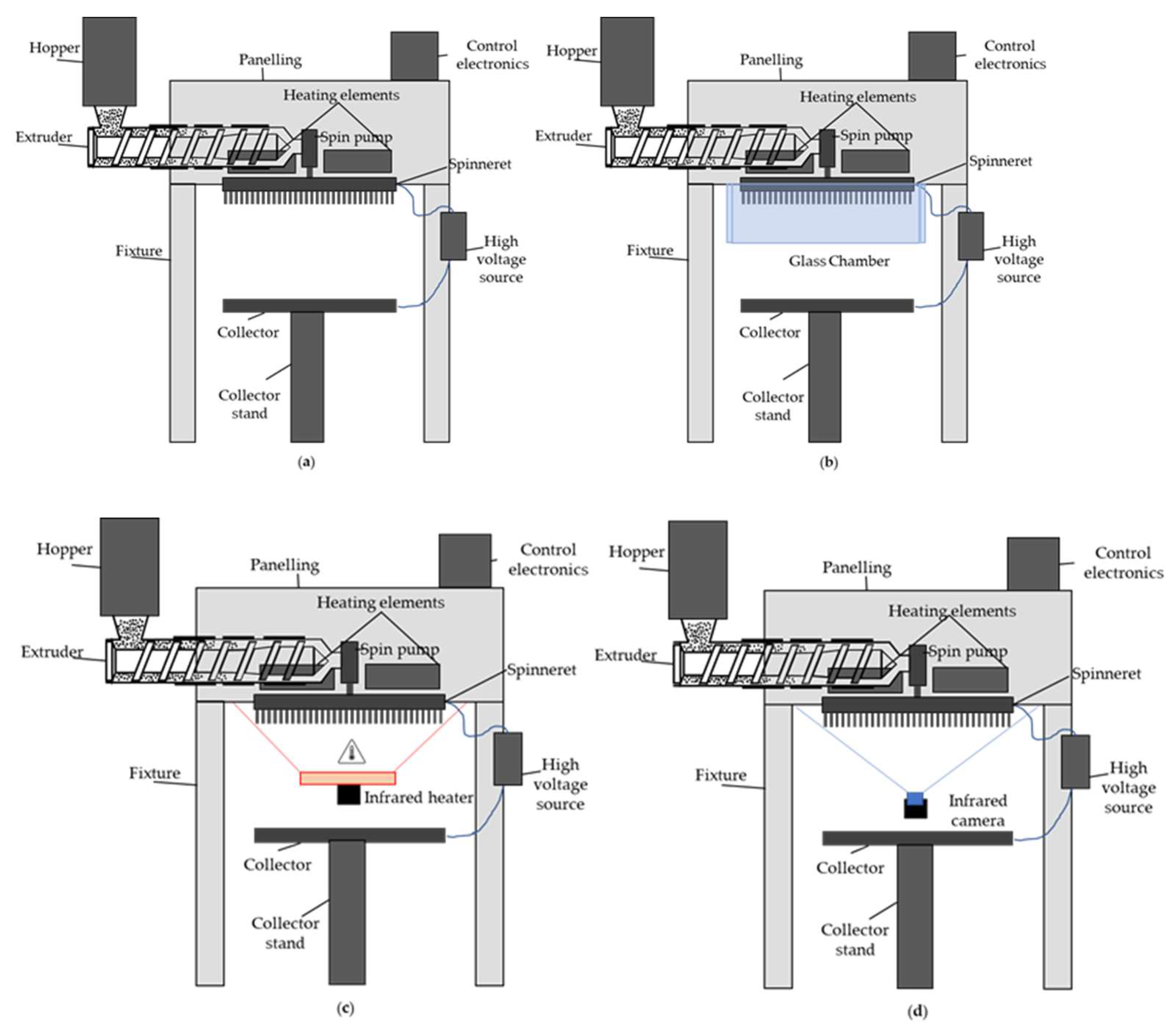
2.2. Melt Electrospinning Equipment
2.3. Characterization of PBS Granules
2.4. Characterization of PBS Fibers
2.5. Characterization of the PBS Filter Prototype
3. Results and Discussion
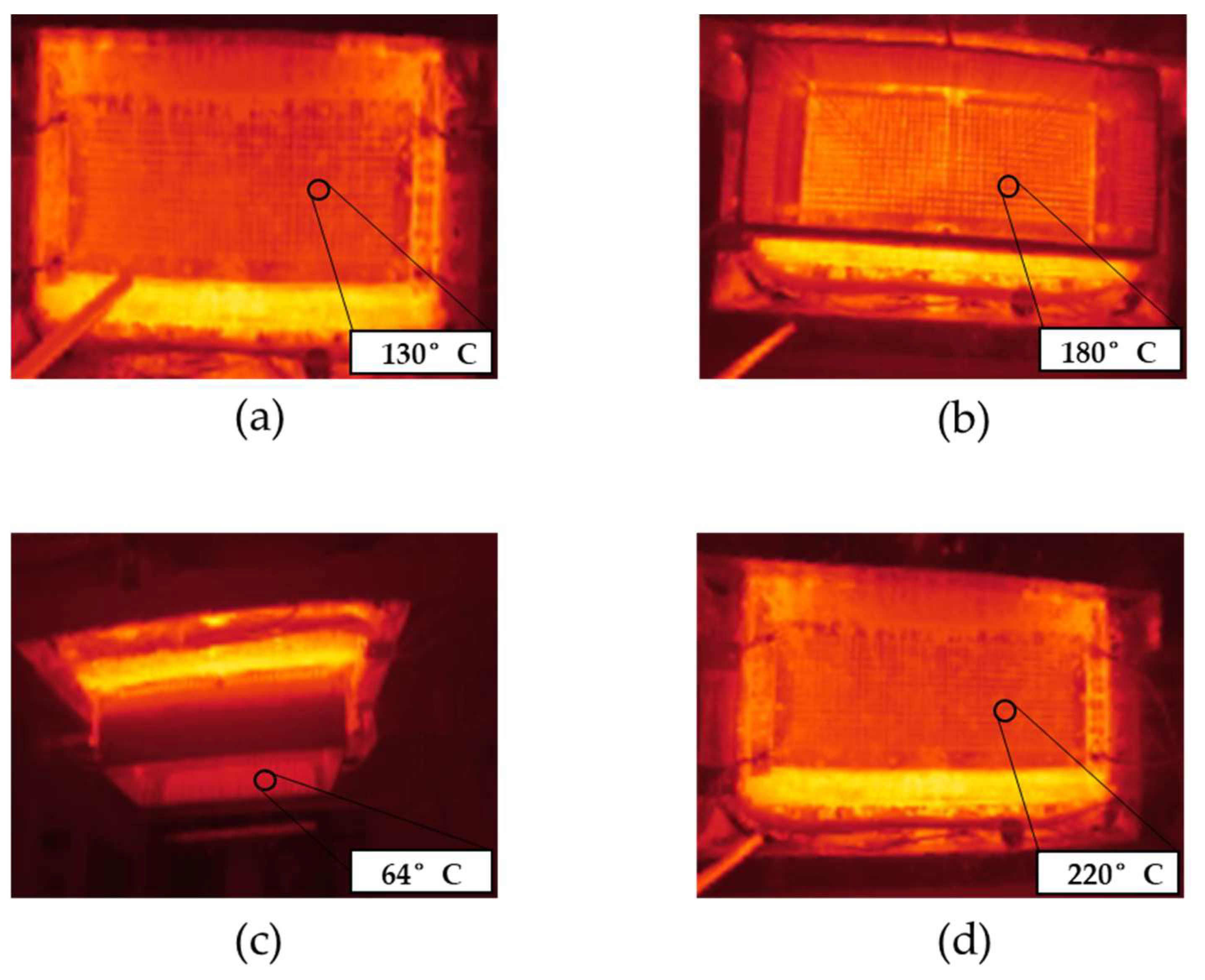
3.1. Glass Chamber and Infrared Heating to Delay Polymer Crystallization
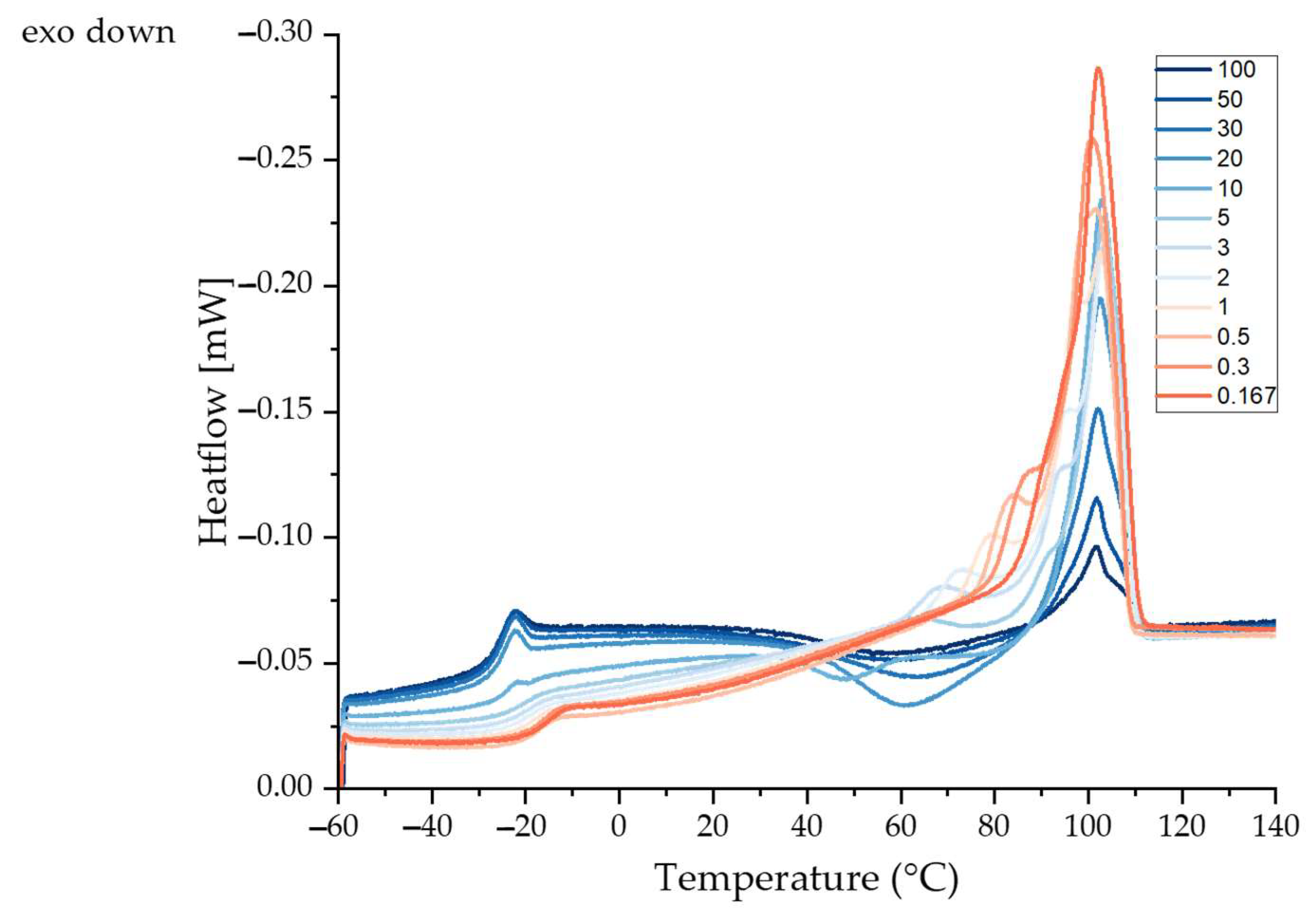
3.2. Thermal Analysis of PBS
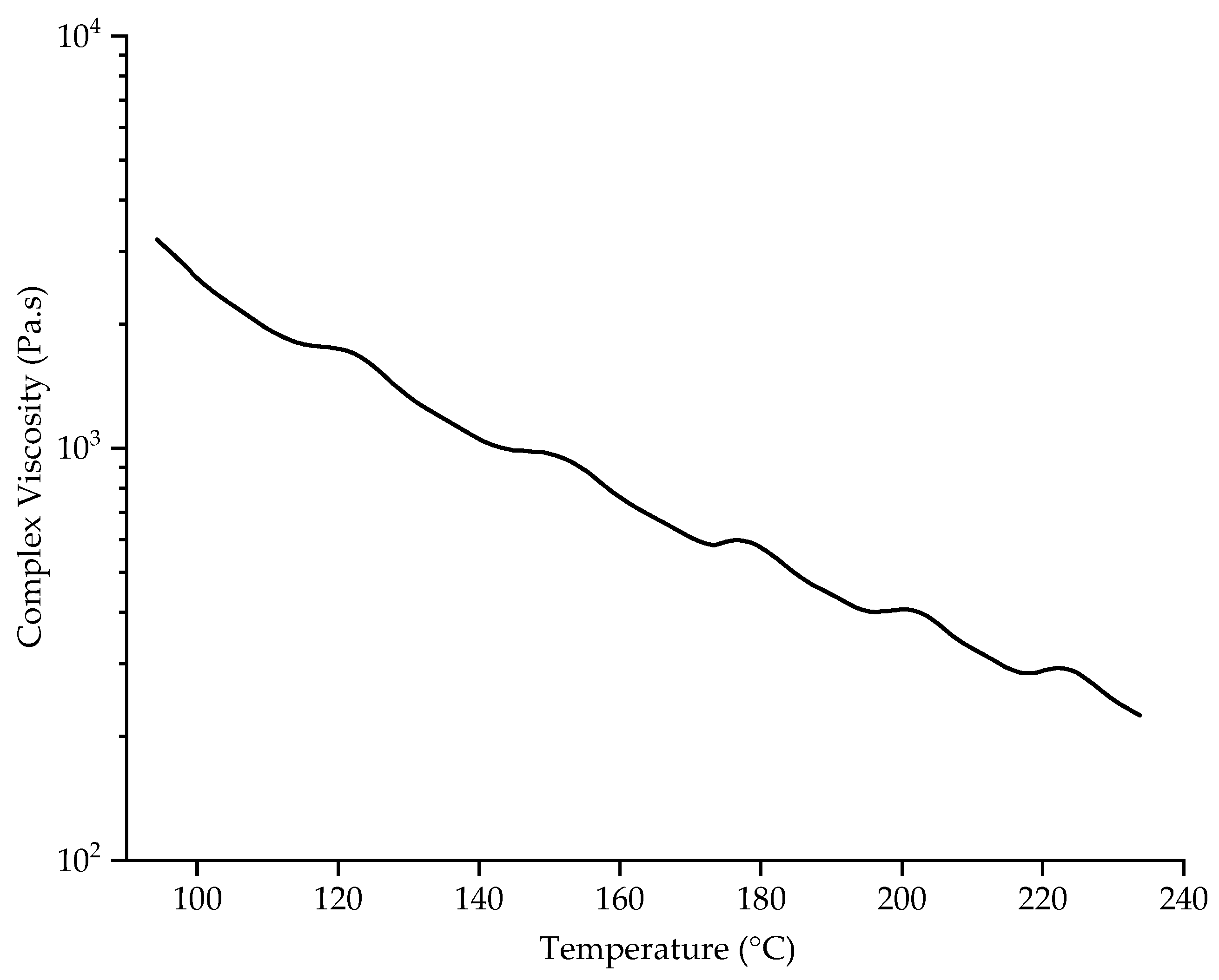
3.3. Effect of Temperature on Viscosity
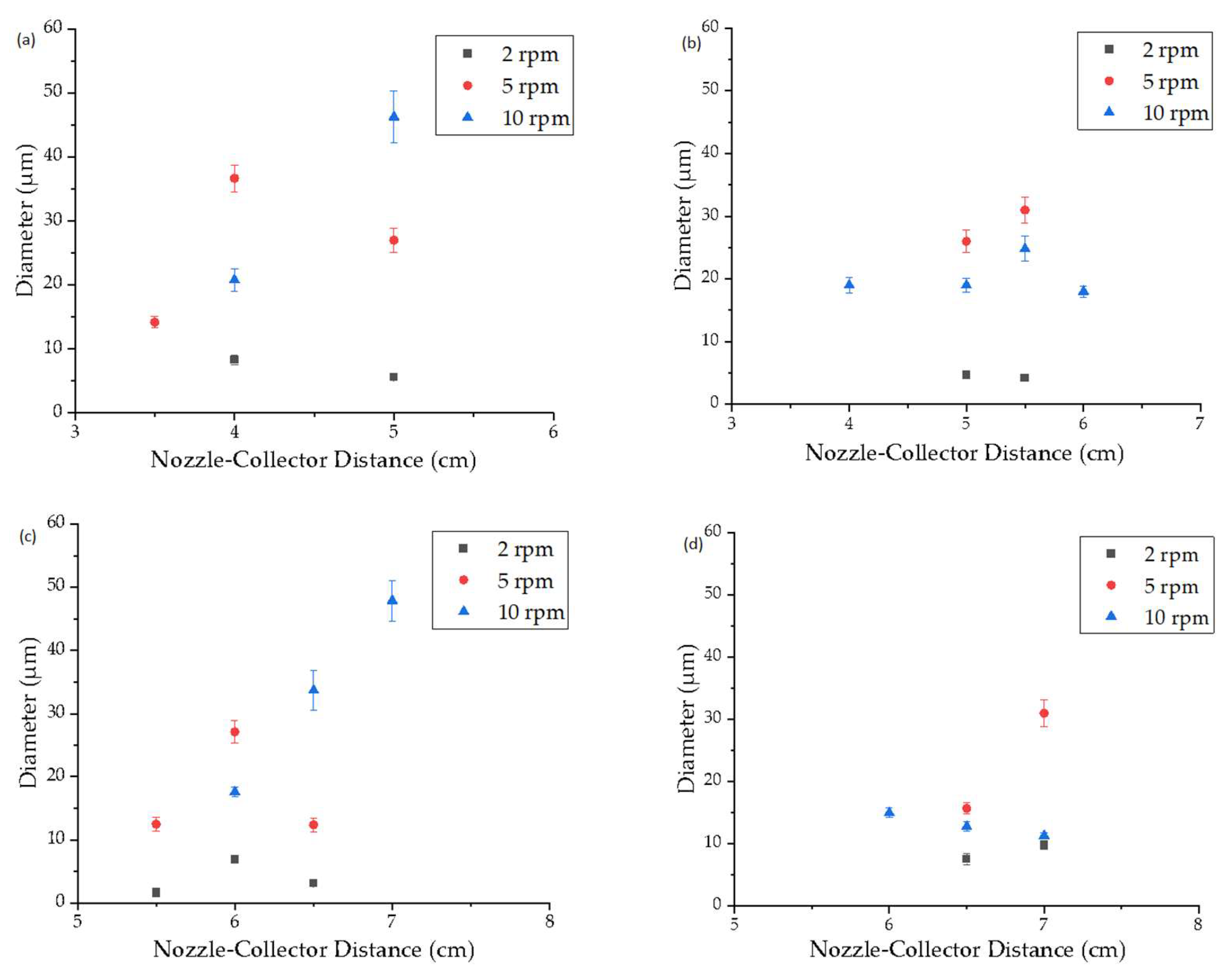
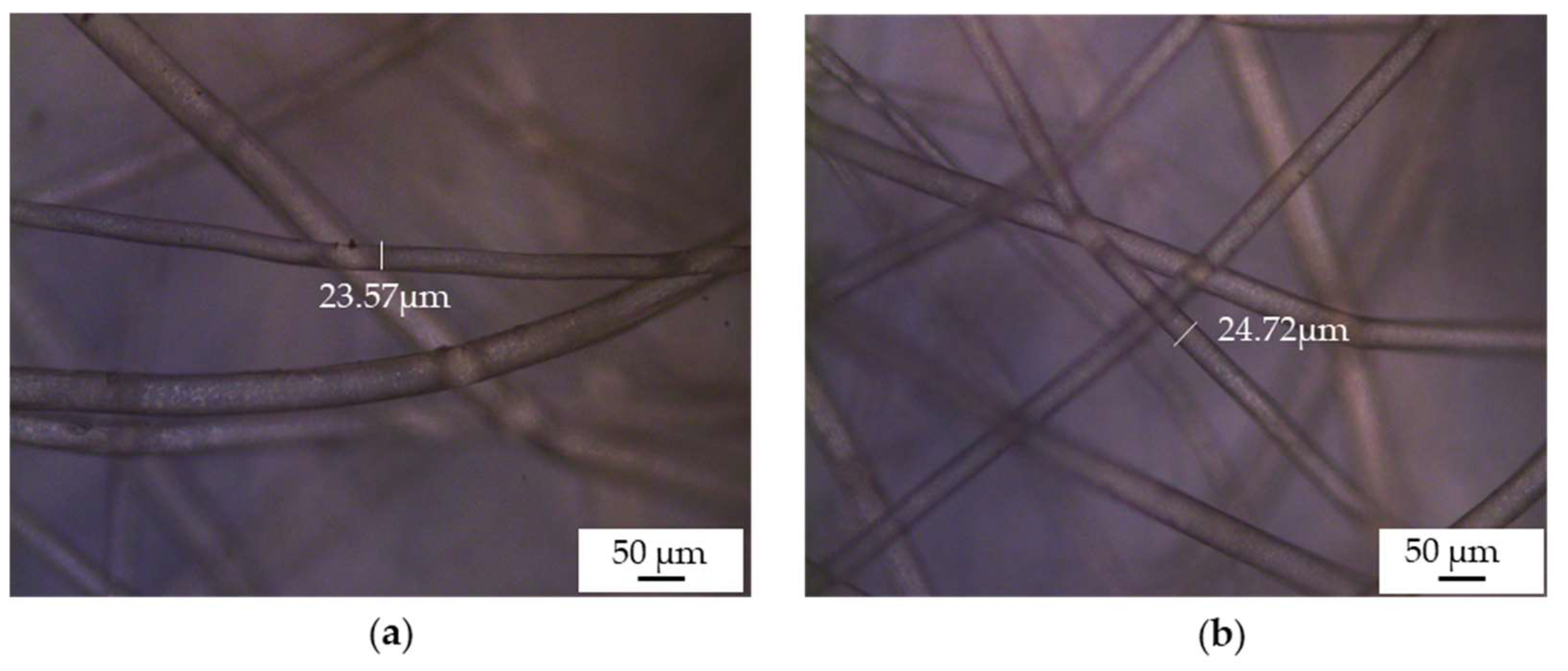
3.4. Fiber Diameter and Distribution
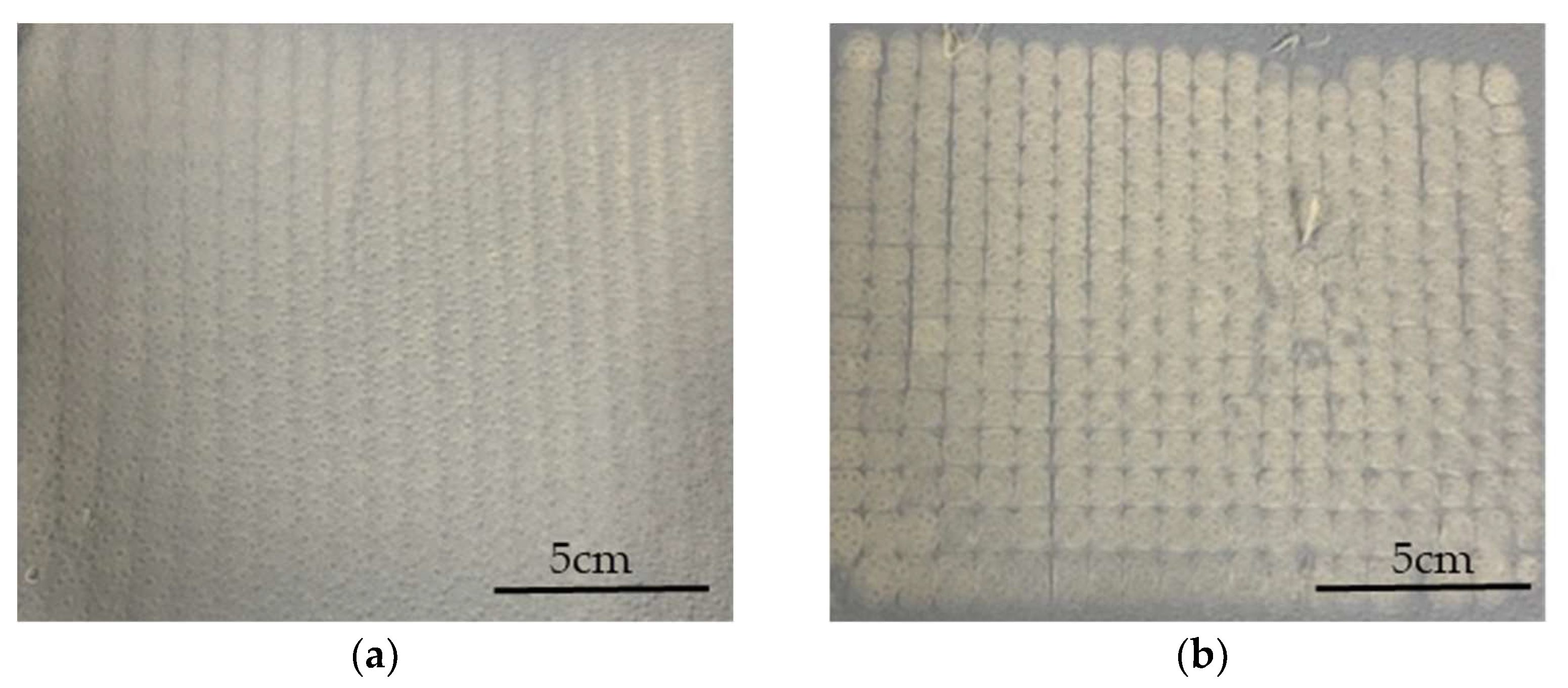
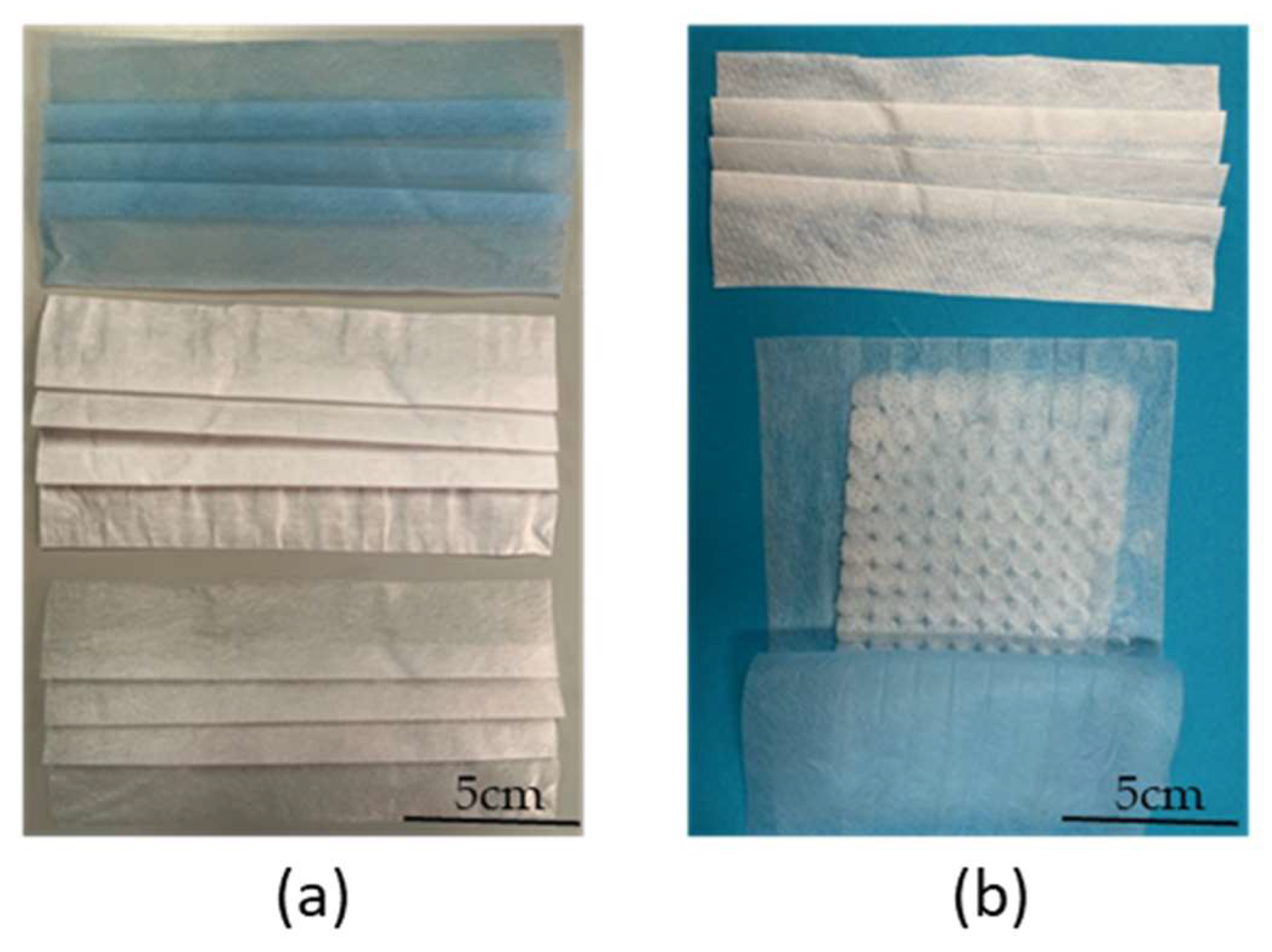
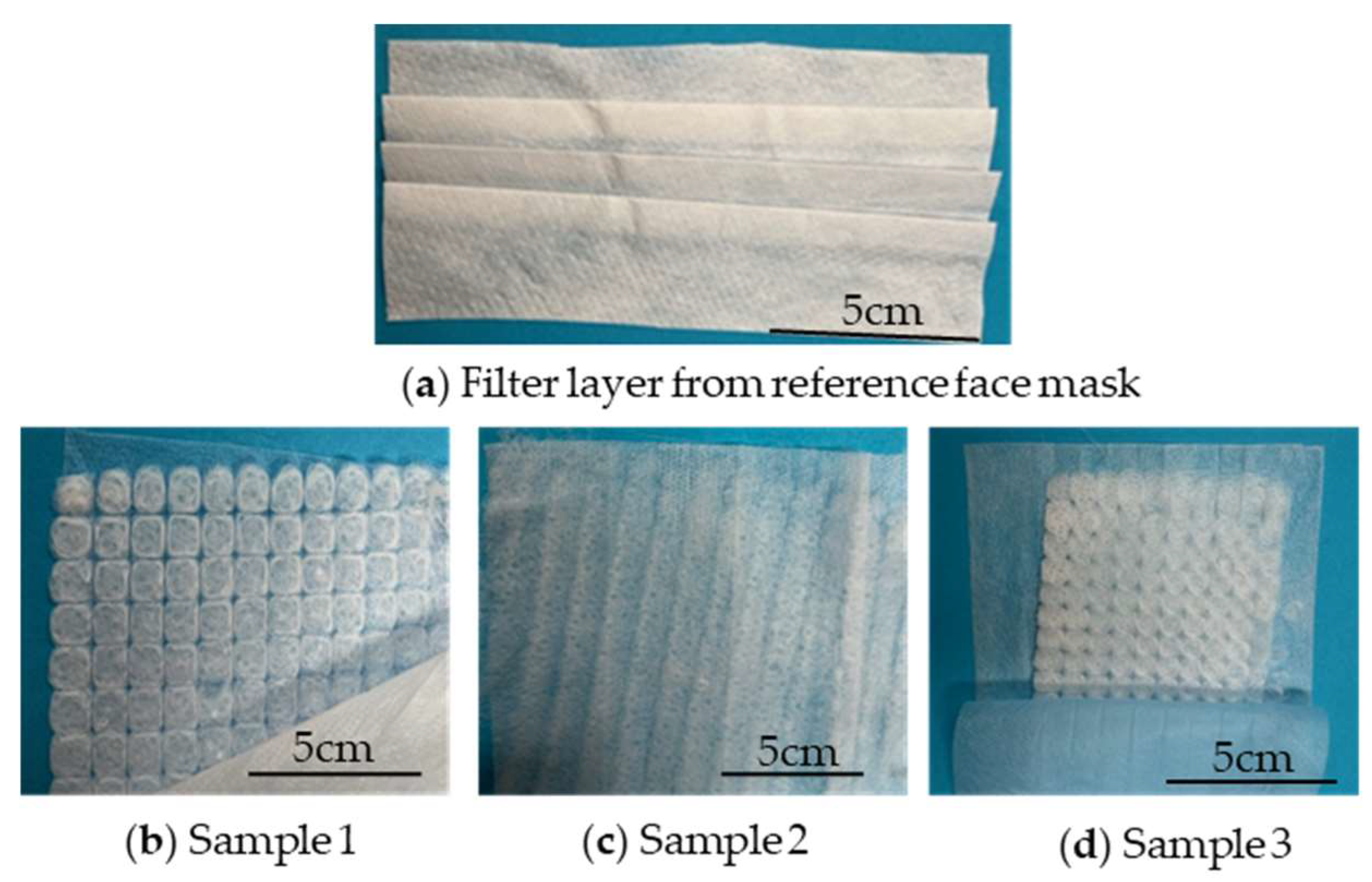
3.5. Prototyping
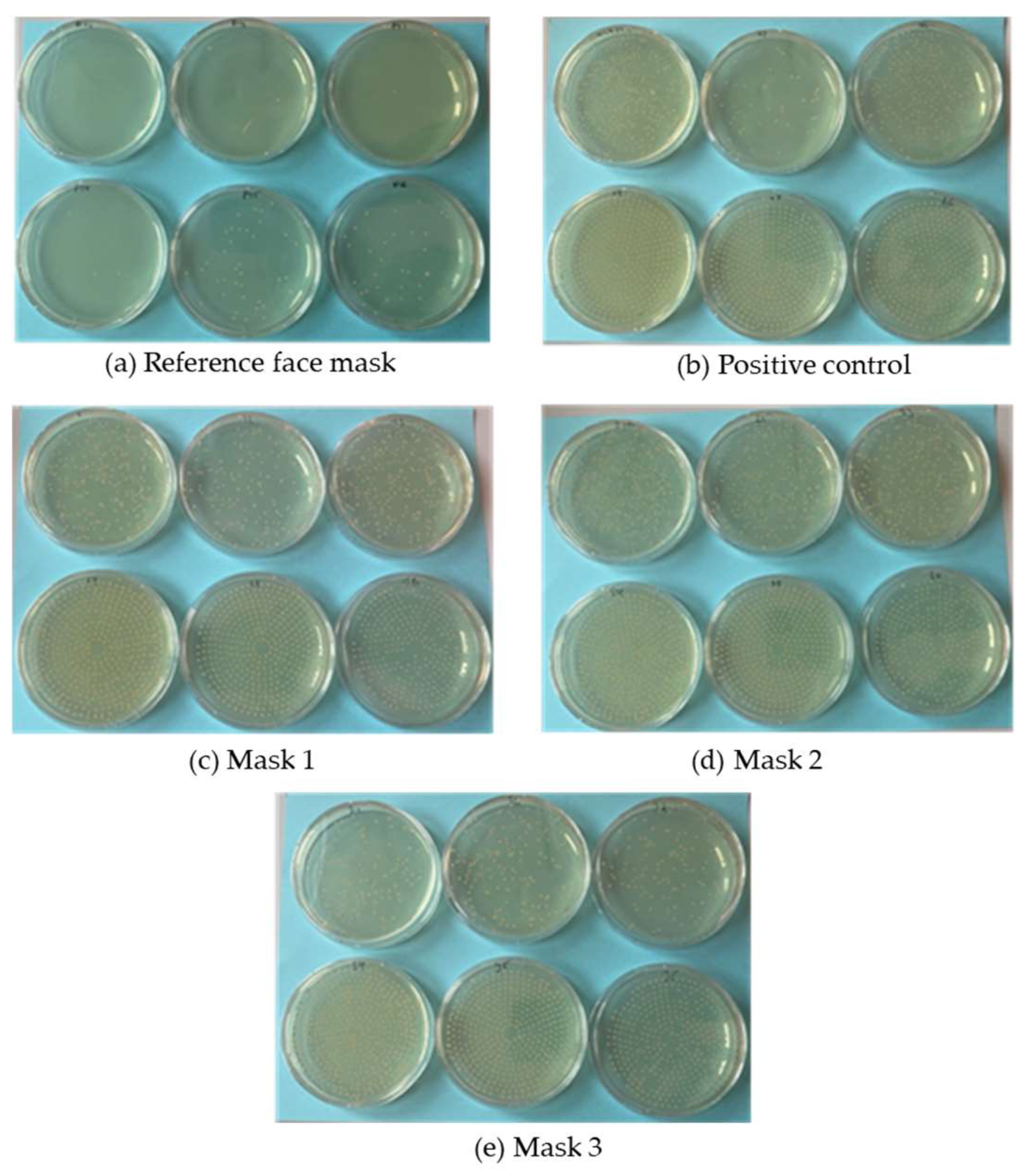
3.6. Bacterial Filtration Efficiency of the Prototypes
3.7. Pore Size Measurements
4. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Khan, J.; Momin, S.A.; Mariatti, M.; Vilay, V.; Todo, M. Recent advancements in nonwoven bio-degradable facemasks to ameliorate the post-pandemic environmental impact. Mater. Res. Express 2021, 8, 112001. [Google Scholar] [CrossRef]
- Benson, N.U.; Bassey, D.E.; Palanisami, T. COVID pollution: Impact of COVID-19 pandemic on global plastic waste footprint. Heliyon 2021, 7, e06343. [Google Scholar] [CrossRef] [PubMed]
- Bhat, G.S.; Malkan, S.R. Extruded continuous filament nonwovens: Advances in scientific aspects. J. Appl. Polym. Sci. 2002, 83, 572–585. [Google Scholar] [CrossRef]
- Tuin, S.A.; Pourdeyhimi, B.; Loboa, E.G. Creating tissues from textiles: Scalable nonwoven manufacturing techniques for fabrication of tissue engineering scaffolds. Biomed. Mater. 2016, 11, 015017. [Google Scholar] [CrossRef]
- Abdullah, A.; Abdullah, A.Z.; Ahmed, M.; Okoye, P.U.; Shahadat, M. A review on bi/multifunctional catalytic oxydehydration of bioglycerol to acrylic acid: Catalyst type, kinetics, and reaction mechanism. Can. J. Chem. Eng. 2021, 100, 2956–2985. [Google Scholar] [CrossRef]
- Din, M.I.; Ghaffar, T.; Najeeb, J.; Hussain, Z.; Khalid, R.; Zahid, H. Potential perspectives of biodegradable plastics for food packaging application-review of properties and recent developments. Food Addit. Contam. Part A Chem. Anal. Control Expo Risk Assess 2020, 37, 665–680. [Google Scholar] [CrossRef]
- Kamarudin, S.F.; Mustapha, M.; Kim, J.-K. Green Strategies to Printed Sensors for Healthcare Applications. Polym. Rev. 2020, 61, 116–156. [Google Scholar] [CrossRef]
- Lee, S.; Kay Obendorf, S. Developing protective textile materials as barriers to liquid penetration using melt-electrospinning. J. Appl. Polym. Sci. 2006, 102, 3430–3437. [Google Scholar] [CrossRef]
- Shin, Y.M.; Hohman, M.M.; Brenner, M.P.; Rutledge, G.C. Electrospinning: A whipping fluid jet generates submicron polymer fibers. Appl. Phys. Lett. 2001, 78, 1149–1151. [Google Scholar] [CrossRef]
- Bhat, G.S. Advances in polymeric nanofiber manufacturing technologies. J. Nanomater. Mol. Nanotechnol. 2016, 5, 1–2. [Google Scholar] [CrossRef]
- Wang, J.; Li, Y.; Sun, X. Challenges and opportunities of nanostructured materials for aprotic rechargeable lithium–air batteries. Nano Energy 2013, 2, 1459–1478. [Google Scholar] [CrossRef]
- Sundarrajan, S.; Tan, K.L.; Lim, S.H. Electrospun nanofibers for air filtration applications. Procedia Eng. 2014, 75, 159–163. [Google Scholar] [CrossRef]
- Wang, X.; Drew, C.; Lee, S.-H. Electrospun Nanofibrous membranes for highly sensitive optical sensors. Nano Lett. 2002, 2, 1273–1275. [Google Scholar] [CrossRef]
- Brown, T.D.; Dalton, P.D.; Hutmacher, D.W. Melt electrospinning today: An opportune time for an emerging polymer process. Prog. Polym. Sci. 2016, 56, 116–166. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef]
- de Almeida, D.S.; Martins, L.D.; Muniz, E.C.; Rudke, A.P.; Squizzato, R.; Beal, A.; de Souza, P.R.; Bonfim, D.P.F.; Aguiar, M.L.; Gimenes, M.L. Biodegradable CA/CPB electrospun nanofibers for efficient retention of airborne nanoparticles. Process Saf. Environ. Prot. 2020, 144, 177–185. [Google Scholar] [CrossRef]
- Ren, L.; Ozisik, R.; Kotha, S.P.; Underhill, P. Highly efficient fabrication of polymer nanofiber assembly by centrifugal jet spinning: Process and characterization. Macromolecules 2015, 48, 2593–2602. [Google Scholar] [CrossRef]
- Ostheller, M.E.; Balakrishnan, N.K.; Groten, R.; Seide, G. The Effect of Electrical Polarity on the Diameter of Biobased Polybutylene Succinate Fibers during Melt Electrospinning. Polymers 2022, 14, 2865. [Google Scholar] [CrossRef]
- Ostheller, M.E.; Abdelgawad, A.M.; Balakrishnan, N.K.; Hassanin, A.H.; Groten, R.; Seide, G. Curcumin and Silver Doping Enhance the Spinnability and Antibacterial Activity of Melt-Electrospun Polybutylene Succinate Fibers. Nanomaterials 2022, 12, 283. [Google Scholar] [CrossRef]
- Balakrishnan, N.K.; Ostheller, M.E.; Aldeghi, N.; Schmitz, C.; Groten, R.; Seide, G. Pilot-Scale Electrospinning of PLA Using Biobased Dyes as Multifunctional Additives. Polymers 2022, 14, 2989. [Google Scholar] [CrossRef]
- Koenig, K.; Langensiepen, F.; Seide, G.; Daenicke, J.; Schubert, D. From Lab to Pilot Scale: Melt Electrospun Nanofibers of Polypropylene with Conductive Additives. J. Nanomater. Mol. Nanotechnol. 2018, 7, 1–8. [Google Scholar]
- Koenig, K.; Hermanns, S.; Ellerkmann, J.; Saralidze, K.; Langensiepen, F.; Seide, G. The effect of additives and process parameters on the pilot-scale manufacturing of polylactic acid sub-microfibers by melt electrospinning. Text. Res. J. 2020, 90, 1948–1961. [Google Scholar] [CrossRef]
- Koenig, K.; Balakrishnan, N.; Hermanns, S.; Langensiepen, F.; Seide, G. Biobased Dyes as Conductive Additives to Reduce the Diameter of Polylactic Acid Fibers during Melt Electrospinning. Materials 2020, 13, 1055. [Google Scholar] [CrossRef] [PubMed]
- Balakrishnan, N.K.; Koenig, K.; Seide, G. The Effect of Dye and Pigment Concentrations on the Diameter of Melt-Electrospun Polylactic Acid Fibers. Polymers 2020, 12, 2321. [Google Scholar] [CrossRef]
- Manavitehrani, I.; Fathi, A.; Badr, H.; Daly, S.; Negahi Shirazi, A.; Dehghani, F. Biomedical Applications of Biodegradable Polyesters. Polymers 2016, 8, 20. [Google Scholar] [CrossRef]
- Chen, G.-Q. Introduction of Bacterial Plastics PHA, PLA, PBS, PE, PTT, and PPP; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1–16. [Google Scholar]
- Rafiqah, S.A.; Khalina, A.; Harmaen, A.S.; Tawakkal, I.A.; Zaman, K.; Asim, M.; Nurrazi, M.N.; Lee, C.H. A Review on Properties and Application of Bio-Based Poly(Butylene Succinate). Polymers 2021, 13, 1436. [Google Scholar] [CrossRef] [PubMed]
- Choi, S.; Jeon, H.; Jang, M.; Kim, H.; Shin, G.; Koo, J.M.; Lee, M.; Sung, H.K.; Eom, Y.; Yang, H.S.; et al. Biodegradable, Efficient, and Breathable Multi-Use Face Mask Filter. Adv. Sci. 2021, 8, 2003155. [Google Scholar] [CrossRef] [PubMed]
- Zhu, M.; Han, J.; Wang, F.; Shao, W.; Xiong, R.; Zhang, Q.; Pan, H.; Yang, Y.; Samal, S.K.; Zhang, F.; et al. Electrospun Nanofibers Membranes for Effective Air Filtration. Macromol. Mater. Eng. 2017, 302, 1600353. [Google Scholar] [CrossRef]
- Ostheller, M.E.; Balakrishnan, N.K.; Groten, R.; Seide, G. Detailed Process Analysis of Biobased Polybutylene Succinate Microfibers Produced by Laboratory-Scale Melt Electrospinning. Polymers 2021, 13, 1024. [Google Scholar] [CrossRef]
- Koenig, K.; Beukenberg, K.; Langensiepen, F.; Seide, G. A new prototype melt-electrospinning device for the production of biobased thermoplastic sub-microfibers and nanofibers. Biomater. Res. 2019, 23, 10. [Google Scholar] [CrossRef]
- Louise Slade, H.L. Non-Equilibrium Melting of Native Granular Starch: Part I. Temperature Location of the Glass Transition Associated with Gelatinization of A-Type Cereal Starches. Carbohydr. Polym. 1988, 8, 183–208. [Google Scholar] [CrossRef]
- Askadskii, A.; Popova, M.; Matseevich, T.; Kurskaya, E. The Influence of the Degree of Crystallinity on the Glass Transition Temperature of Polymers. Adv. Mater. Res. 2013, 864–867, 751–754. [Google Scholar] [CrossRef]
- Aliotta, L.; Seggiani, M.; Lazzeri, A.; Gigante, V.; Cinelli, P. A Brief Review of Poly (Butylene Succinate) (PBS) and Its Main Copolymers: Synthesis, Blends, Composites, Biodegradability, and Applications. Polymers 2022, 14, 844. [Google Scholar] [CrossRef] [PubMed]
- Furushima, Y.; Nakada, M.; Ishikiriyama, K.; Toda, A.; Androsch, R.; Zhuravlev, E.; Schick, C. Two crystal populations with different melting/reorganization kinetics of isothermally crystallized polyamide 6. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 2126–2138. [Google Scholar] [CrossRef]
- Hu, Y.; Liao, Y.; Zheng, Y.; Ikeda, K.; Okabe, R.; Wu, R.; Ozaki, R.; Xu, J.; Xu, Q. Influence of Cooling Rate on Crystallization Behavior of Semi-Crystalline Polypropylene: Experiments and Mathematical Modeling. Polymers 2022, 14, 3646. [Google Scholar] [CrossRef]
- Leonas, K.K.; Jones, C.R. The Relationship of Fabric Properties and Bacterial Filtration Efficiency for Selected Surgical Face Masks. J. Text. Appareal Technol. Manag. 2003, 3, 1–8. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial | Spin Pump Speed (rpm) | Nozzle–Collector Distance (cm) | Electric Field (kV) |
|---|---|---|---|
| 5–10 | 2 | 3, 3.5, 4, 5, 5.5, 6 | −30 |
| 11–12 | 2 | 5, 5.5 | −35 |
| 13–15 | 2 | 5.5, 6, 5.5 | −40 |
| 16–18 | 2 | 6.5, 7, 7.5 | −45 |
| 19–21 | 5 | 3.5, 4, 5 | −30 |
| 22–24 | 5 | 5, 5.5, 6 | −35 |
| 25–27 | 5 | 5.5, 6, 6.5 | −40 |
| 28–29 | 5 | 6.5, 7 | −45 |
| 30–31 | 10 | 4, 5 | −30 |
| 32–37 | 10 | 3, 3.5, 4, 5, 5.5, 6 | −35 |
| 38–40 | 10 | 6, 6.5, 7 | −40 |
| 41–44 | 10 | 5.5, 6, 6.5, 7 | −45 |
| Cooling Rate (K/s) | Tg | Trc (°C) | Tm1 (°C) | Tm2 (°C) | Tm3 (°C) |
|---|---|---|---|---|---|
| 100 | −20 | 60 | 101 | - | - |
| 50 | −20 | 60 | 101 | - | - |
| 30 | −20 | 60 | 102 | - | - |
| 20 | −20 | 60 | 102 | - | - |
| 10 | −20 | 48 | 102 | - | - |
| 5 | −15 | 77 | 102 | 92 | 62.8 |
| 3 | −15 | 78 | 102 | 94.3 | 68.6 |
| 2 | −15 | 80 | 102 | 95.6 | 72.6 |
| 1 | −15 | 82 | 102 | 97.9 | 79.4 |
| 0.5 | −15 | 85 | 102 | 99.2 | 84.1 |
| 0.3 | −12 | 88 | 102 | 87.17 | - |
| 0.167 | −12 | - | 102 | 94.5 | - |
| Mask | Manufacturing and Product Details |
|---|---|
| 1 | Nonsterile disposable medical face mask (Europapa) Three layers: outer hydrophobic nonwoven layer, inter melt-blown filter layer and inner soft absorbent layer BFE > 98% |
| 2 | 7 cm nozzle-to-collector distance 10 rpm spin pump speed −45 kV applied voltage |
| 3 | 5 cm nozzle-to-collector distance 5 rpm spin pump speed −35 kV applied voltage collector rotated |
| 4 | 5.5 cm nozzle-to-collector distance 10 rpm spin pump speed −35 kV applied voltage |
| Mask | %BFE | Colony Forming Units (CFUs) |
|---|---|---|
| 1 | 98.80 | 48 |
| 2 | 4.5 | 4372 |
| 3 | 13.3 | 3969 |
| 4 | 13.9 | 3942 |
| Lowest Pore Size (µm) | Medium Pore Size (µm) | Upper Pore Size (µm) | Share Cumulative (%) |
|---|---|---|---|
| 13.2 | 14.4 | 15.5 | 99.2 |
| 15.5 | 16.7 | 17.8 | 0.8 |
| 17.8 | 19.0 | 20.1 | 0.0 |
| 20.1 | 21.3 | 22.4 | 0.0 |
| 22.4 | 23.5 | 24.7 | 0.0 |
| 24.7 | 25.8 | 27.0 | 0.0 |
| 27.0 | 28.1 | 29.3 | 0.0 |
| 29.3 | 30.4 | 31.6 | 0.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ostheller, M.-E.; Balakrishnan, N.K.; Beukenberg, K.; Groten, R.; Seide, G. Pilot-Scale Melt Electrospinning of Polybutylene Succinate Fiber Mats for a Biobased and Biodegradable Face Mask. Polymers 2023, 15, 2936. https://doi.org/10.3390/polym15132936
Ostheller M-E, Balakrishnan NK, Beukenberg K, Groten R, Seide G. Pilot-Scale Melt Electrospinning of Polybutylene Succinate Fiber Mats for a Biobased and Biodegradable Face Mask. Polymers. 2023; 15(13):2936. https://doi.org/10.3390/polym15132936
Chicago/Turabian StyleOstheller, Maike-Elisa, Naveen Kumar Balakrishnan, Konrad Beukenberg, Robert Groten, and Gunnar Seide. 2023. "Pilot-Scale Melt Electrospinning of Polybutylene Succinate Fiber Mats for a Biobased and Biodegradable Face Mask" Polymers 15, no. 13: 2936. https://doi.org/10.3390/polym15132936
APA StyleOstheller, M.-E., Balakrishnan, N. K., Beukenberg, K., Groten, R., & Seide, G. (2023). Pilot-Scale Melt Electrospinning of Polybutylene Succinate Fiber Mats for a Biobased and Biodegradable Face Mask. Polymers, 15(13), 2936. https://doi.org/10.3390/polym15132936