
Printing Polymeric Convex Lenses to Boost the Sensitivity of a Graphene-Based UV Sensor



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
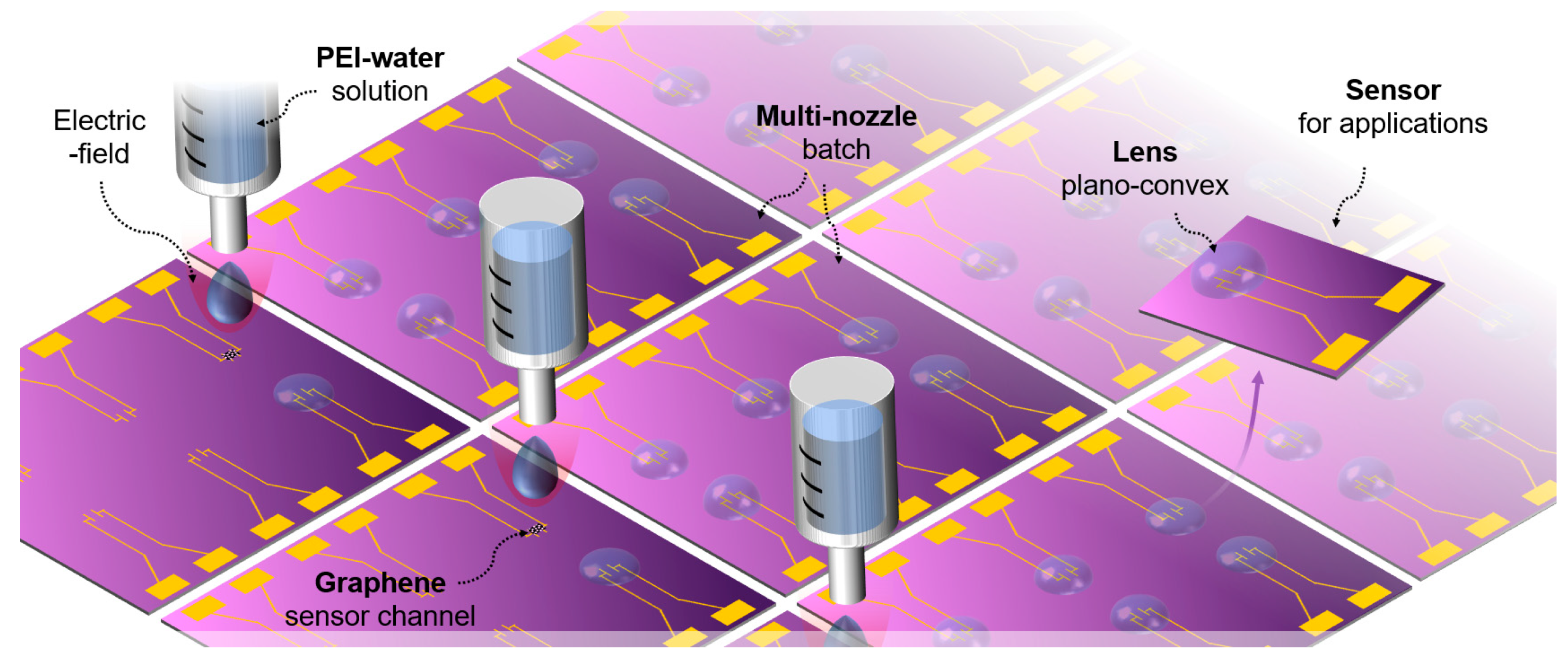
2.2. EF-Printing Technology
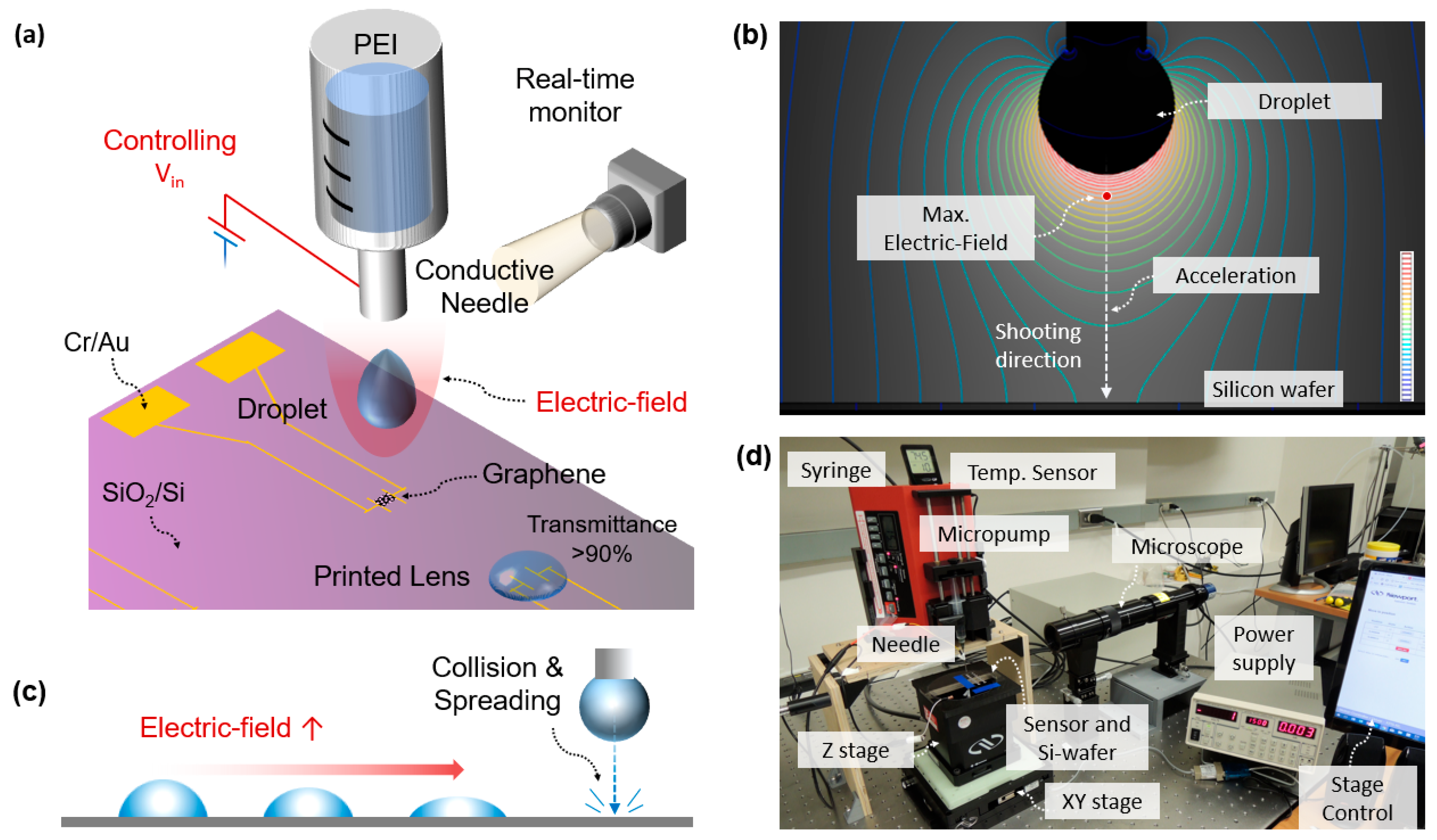
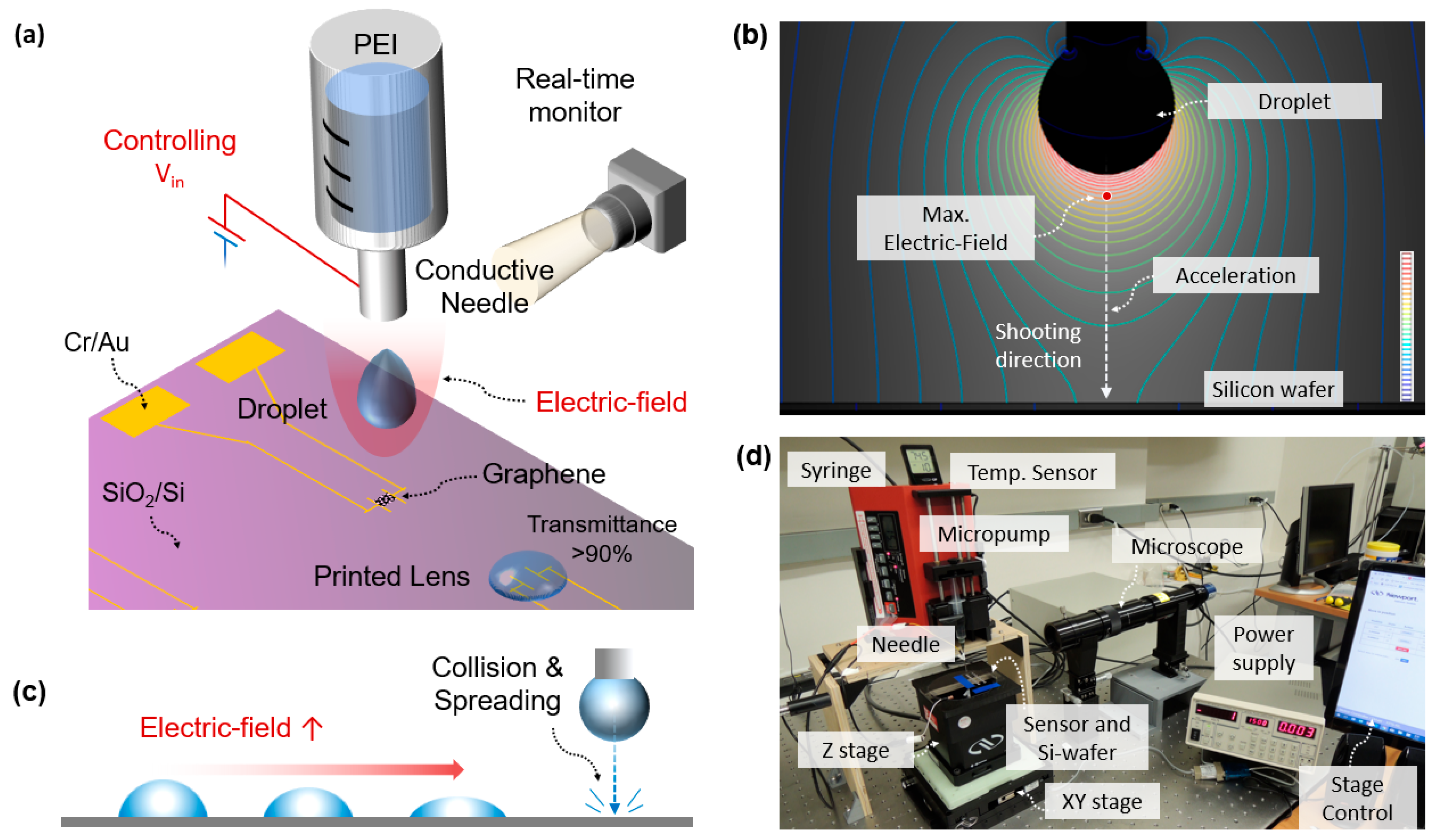
2.3. Printing System
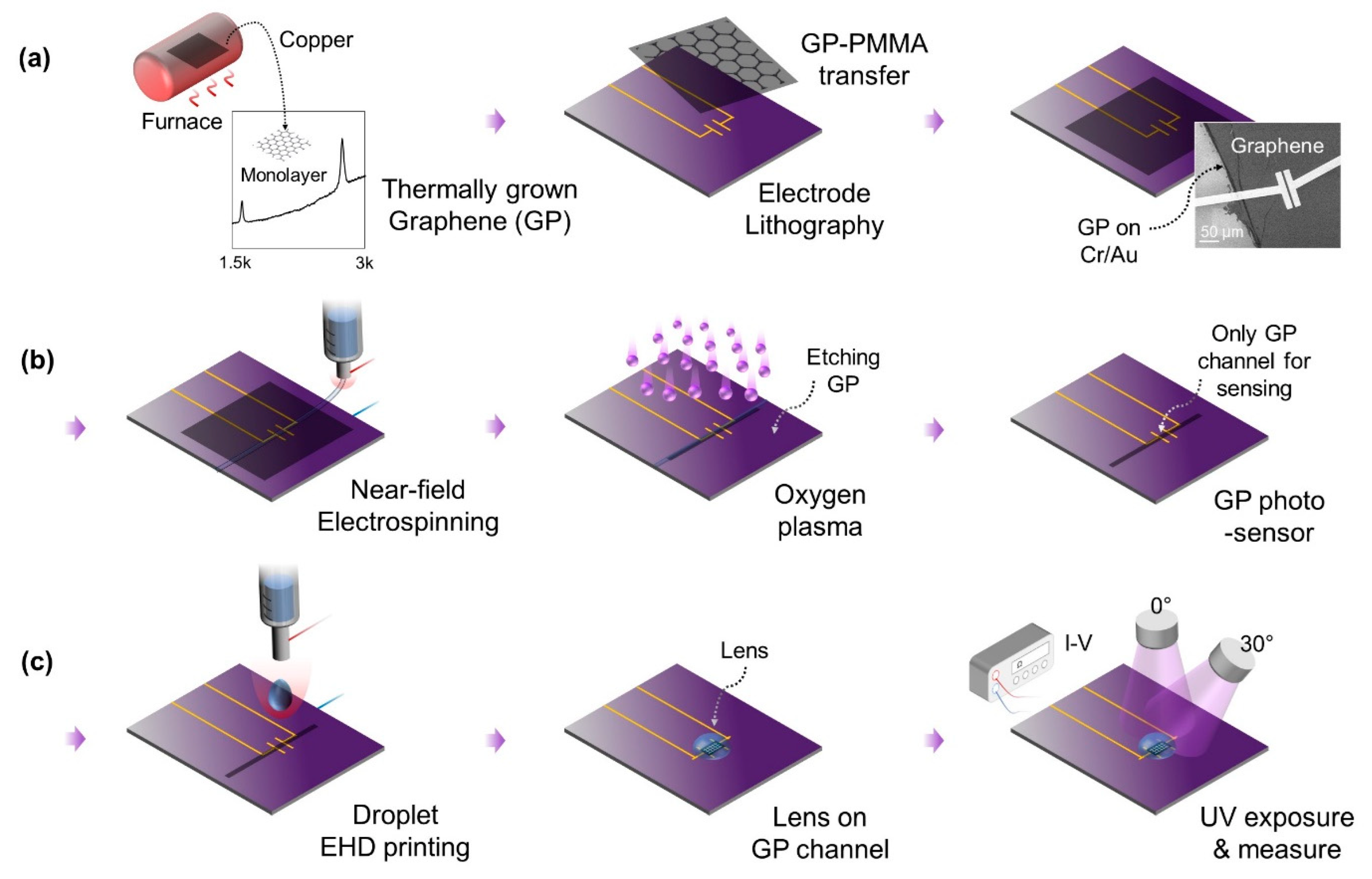
2.4. Fabrication Processes
2.4.1. Graphene Synthesis
2.4.2. Graphene-PMMA Transferring
2.4.3. Graphene Channel via Near-Field Electrospinning
2.4.4. Electric-Field-Assisted Lens Printing
2.4.5. Controlling Curvature of Lenses
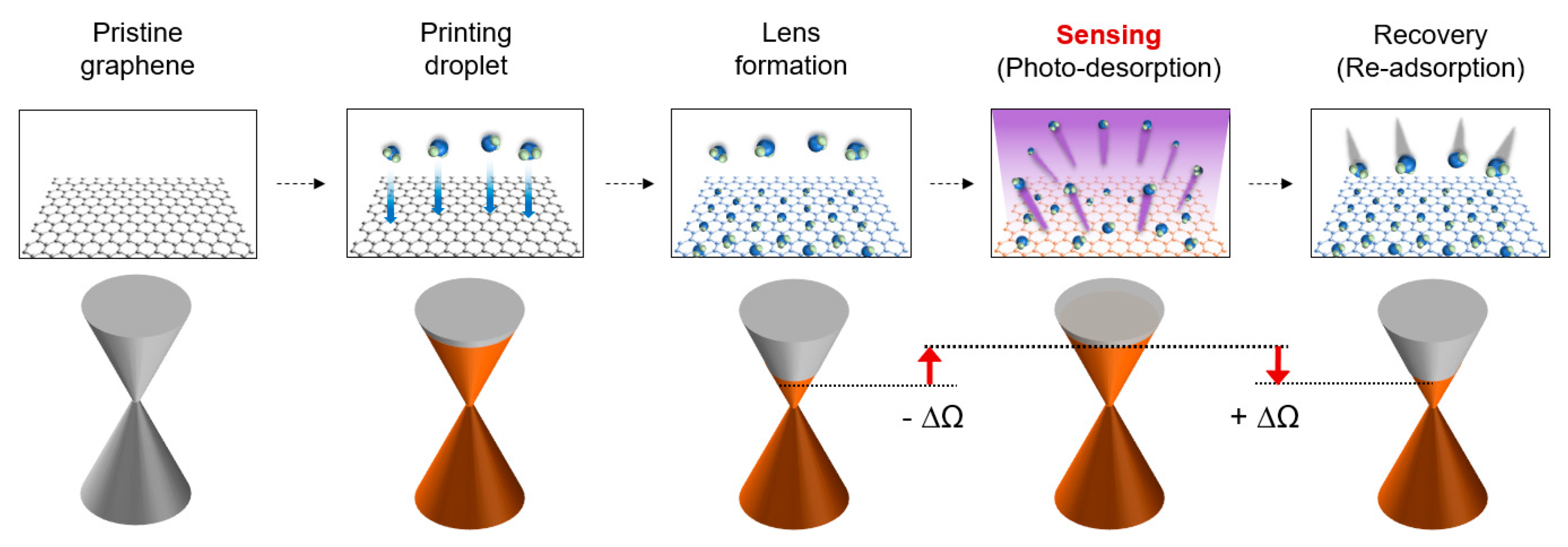
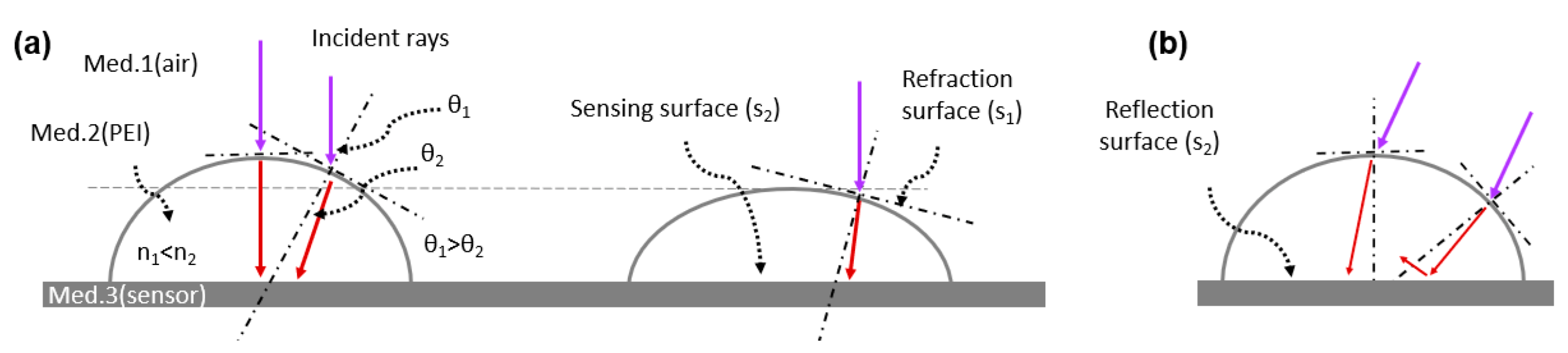
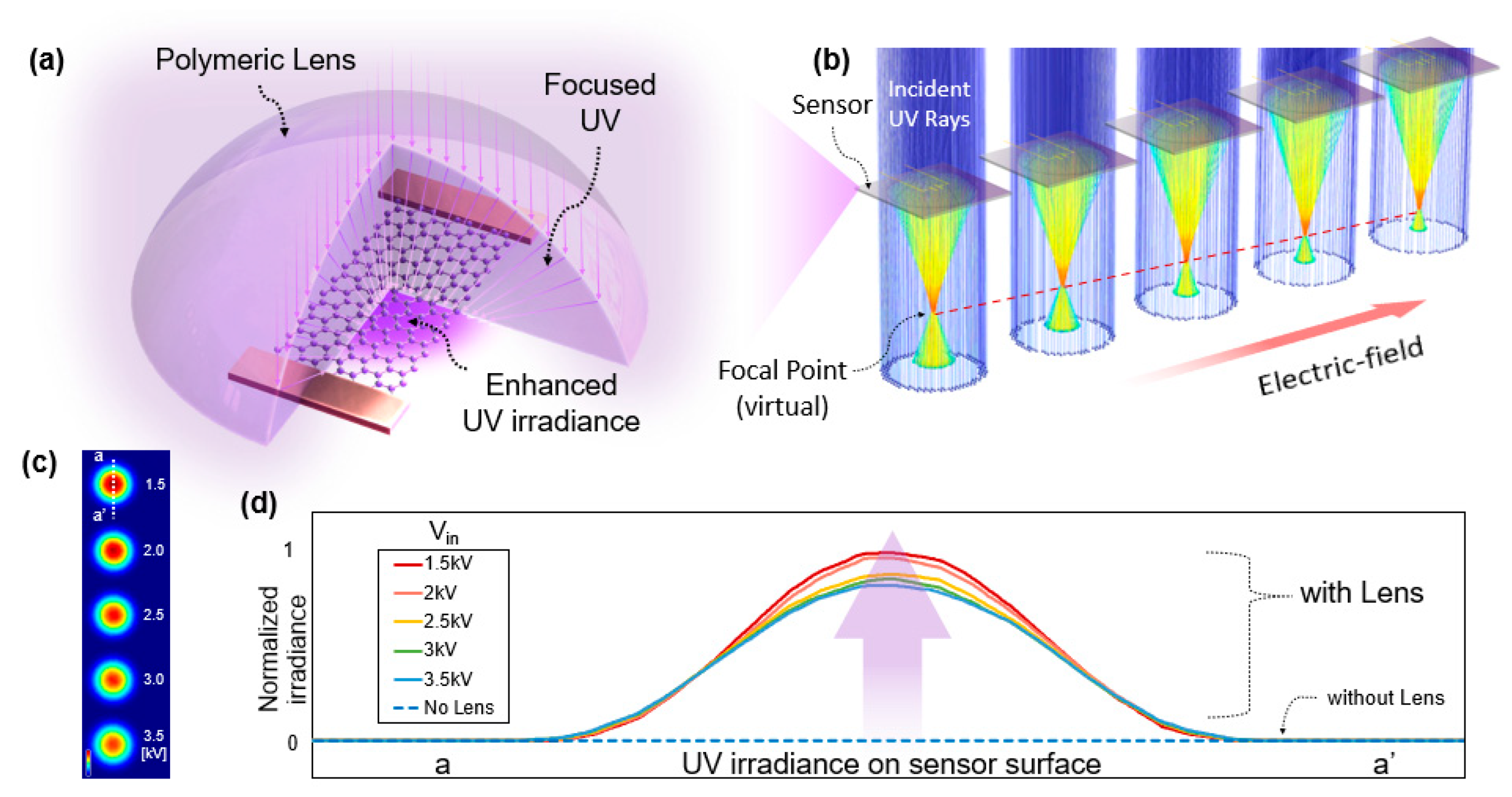
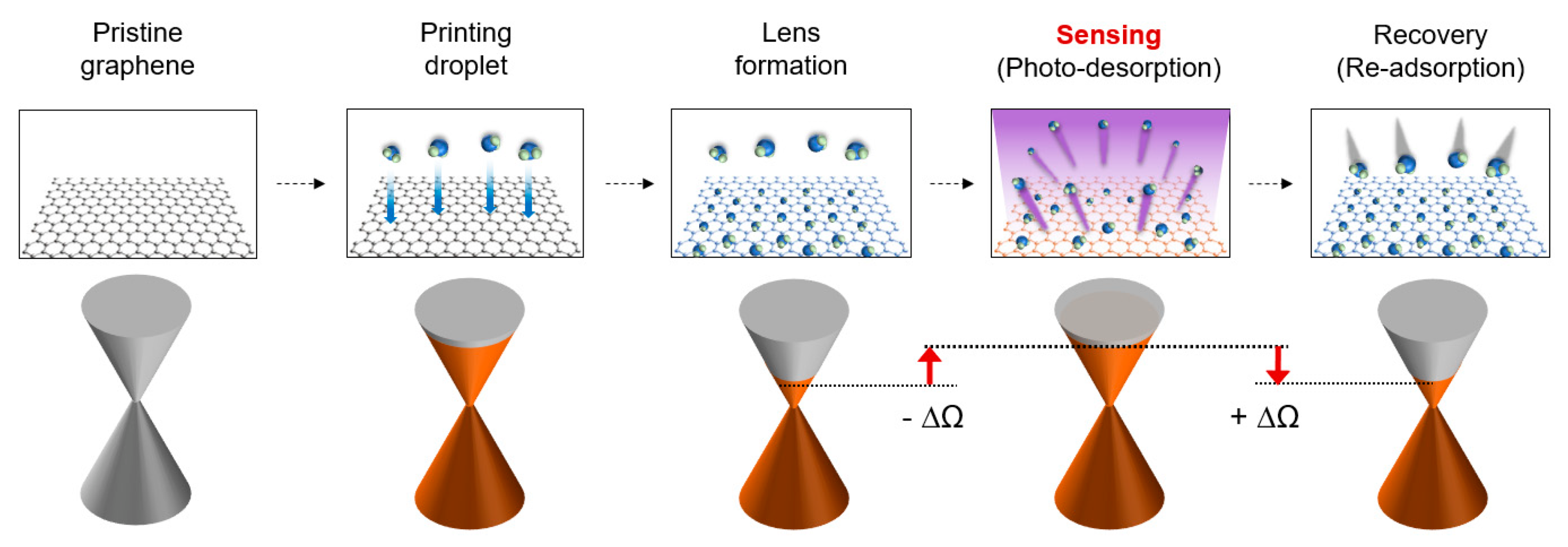
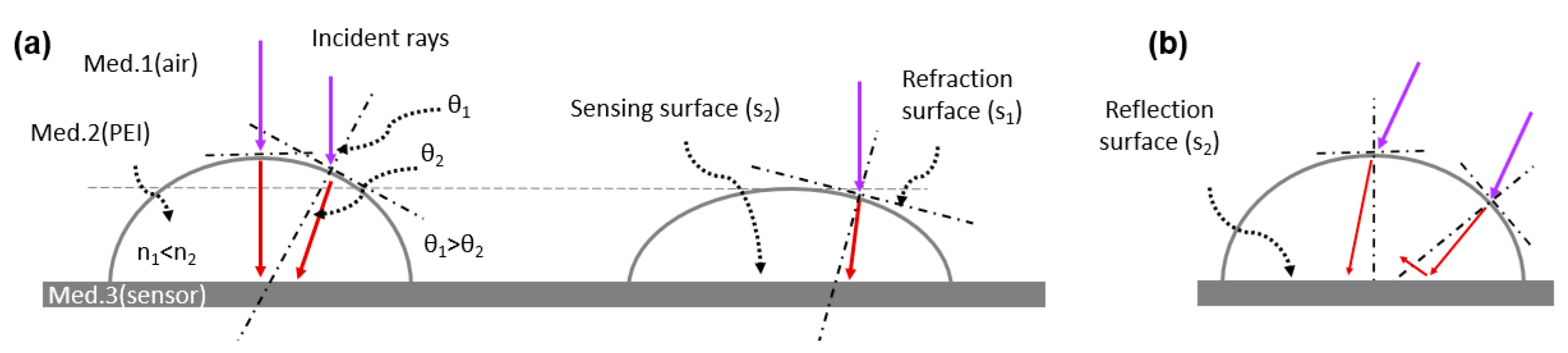
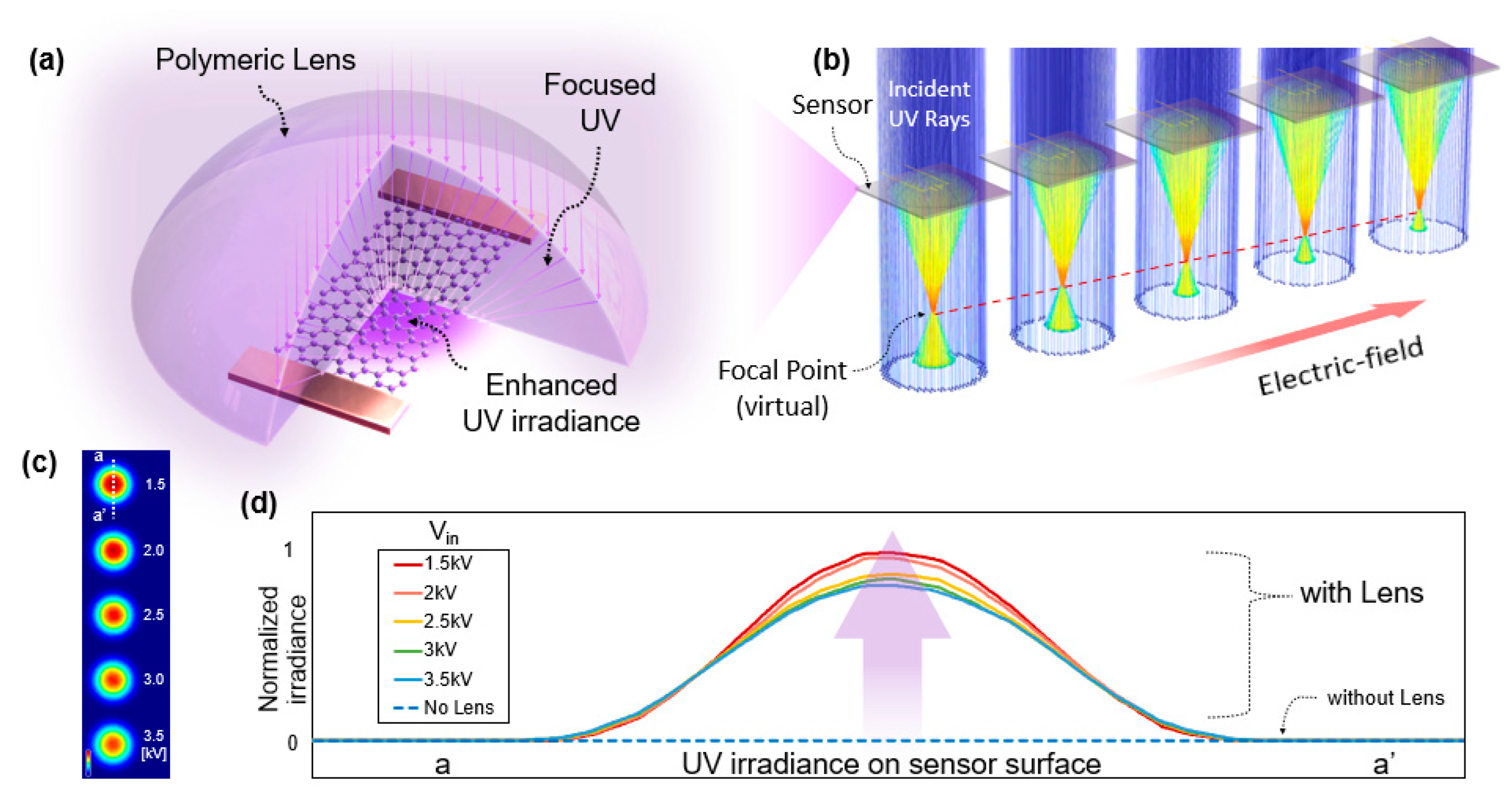
2.5. Principle of Boosting Sensitivity
3. Results and Discussion
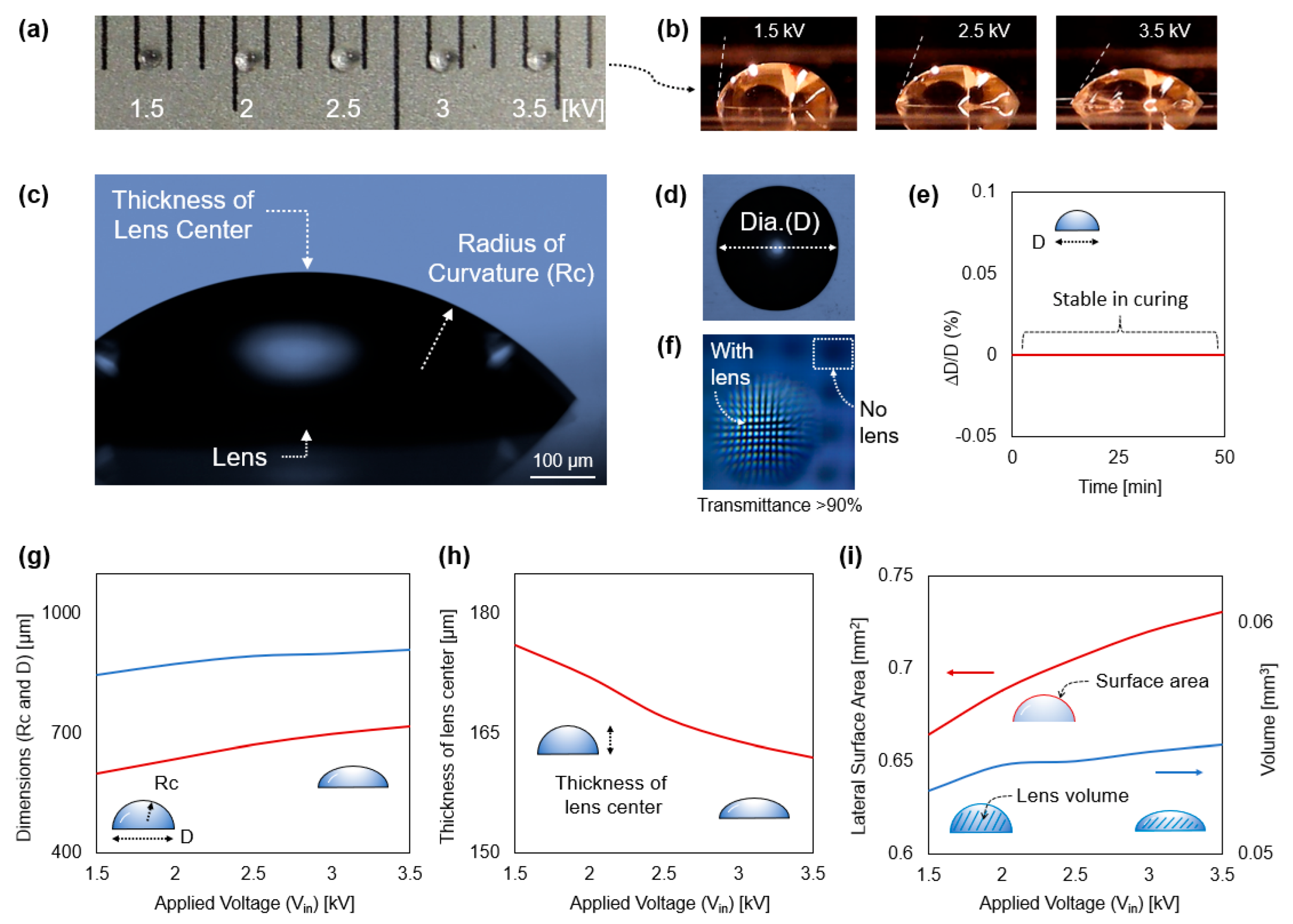
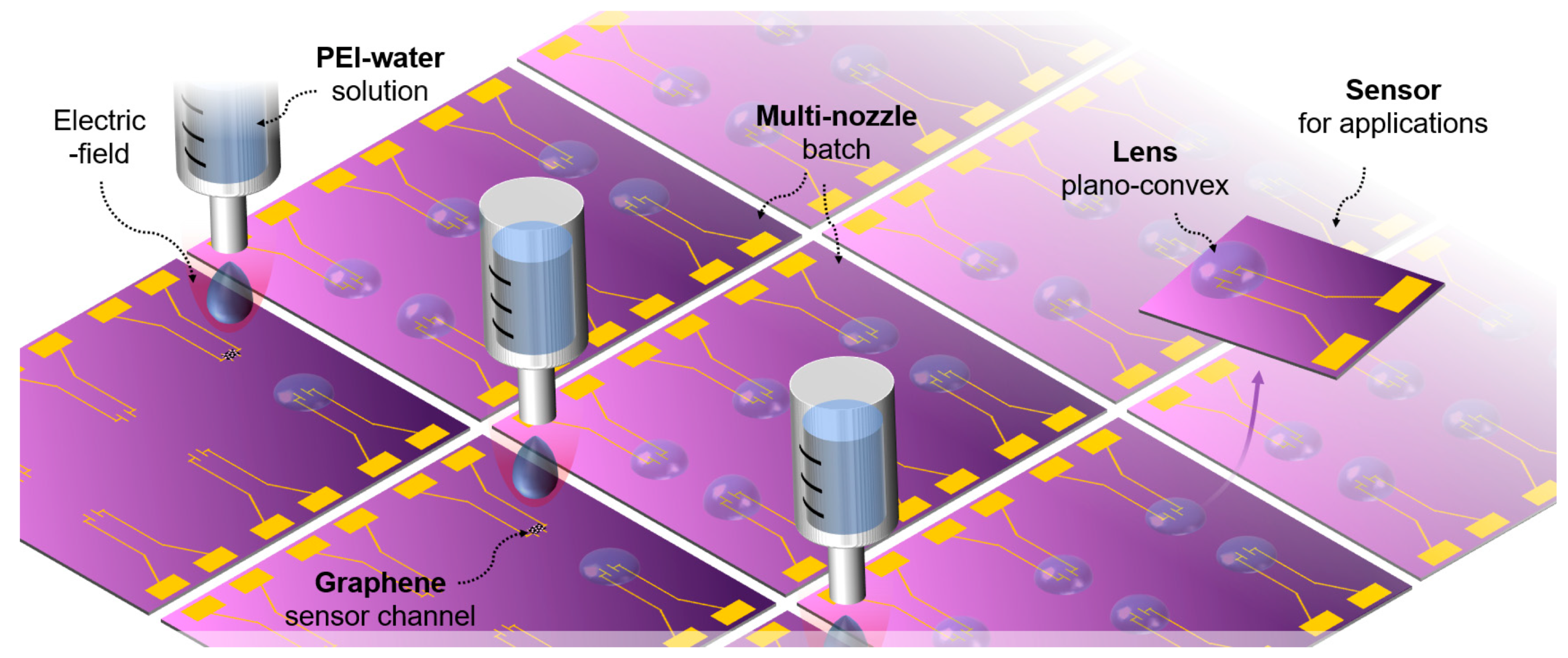
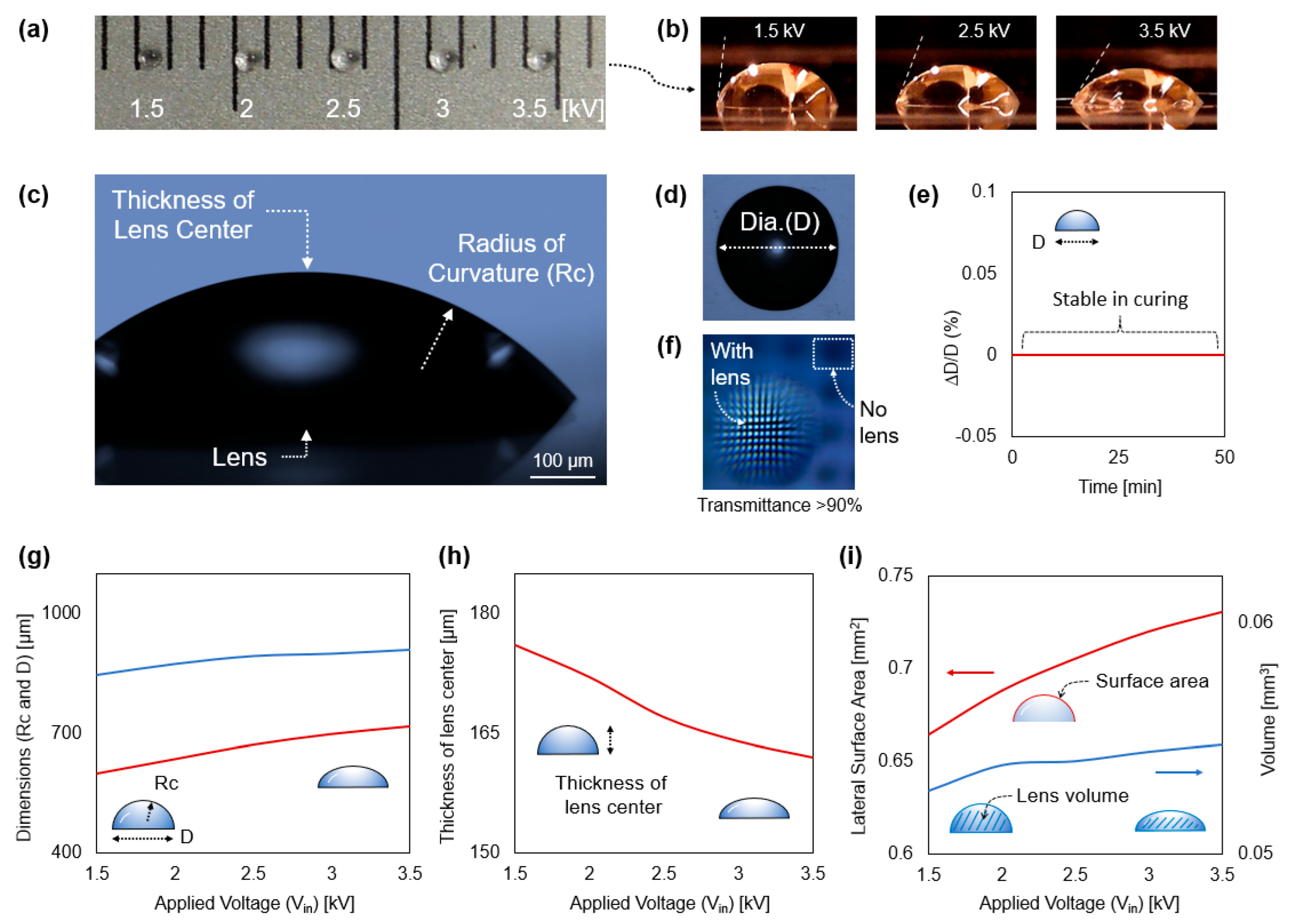
3.1. Lens Fabrication and Products
3.2. Geometrical Analysis
3.3. Ray Optics Simulation
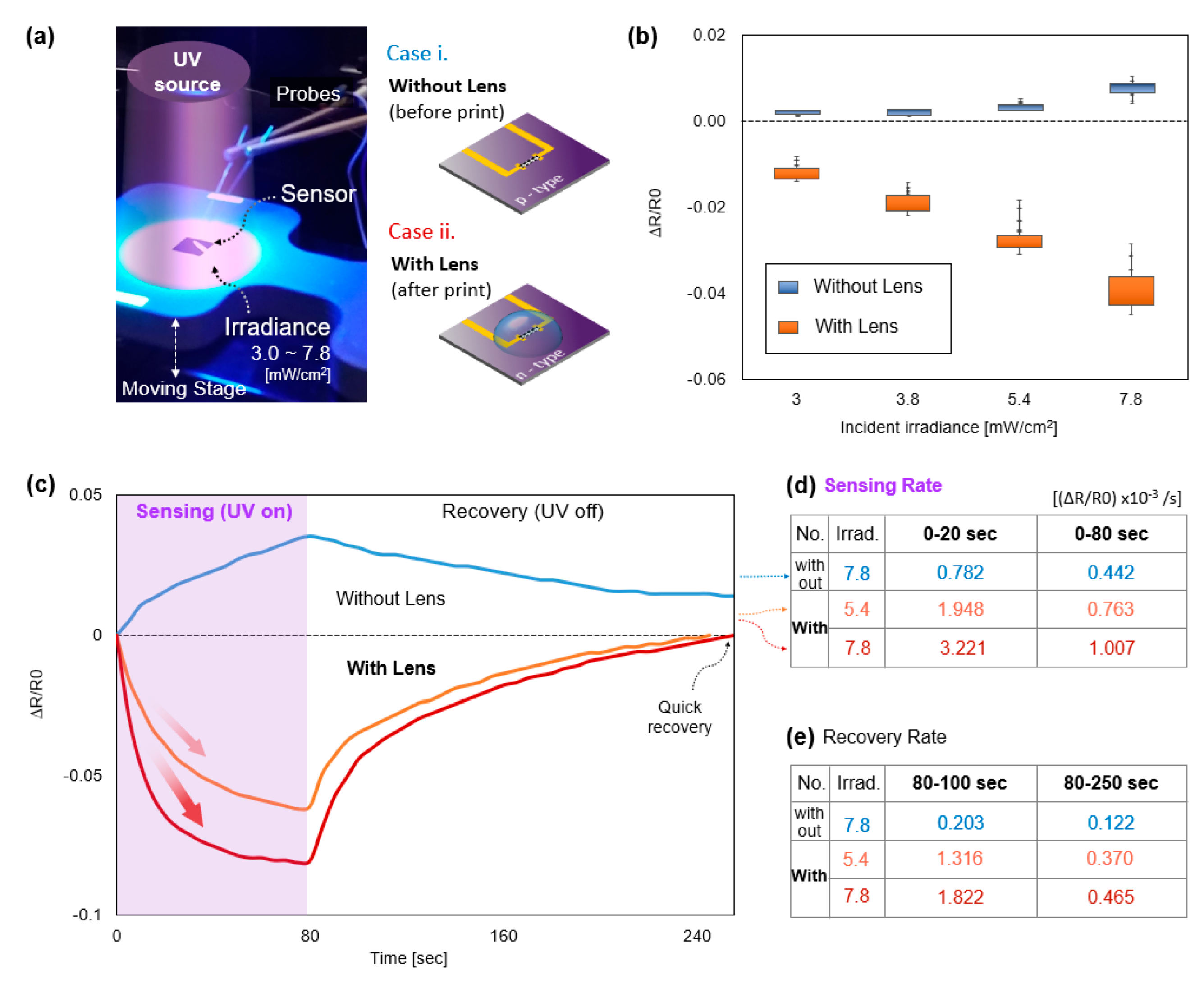
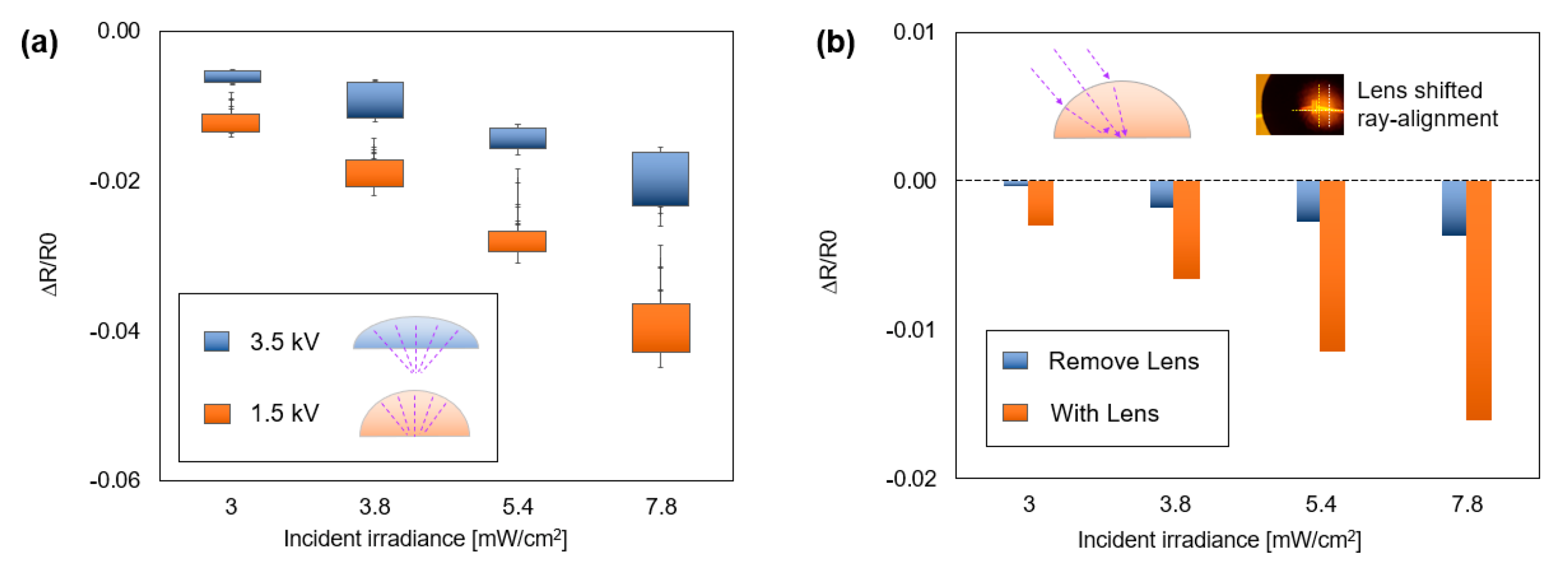
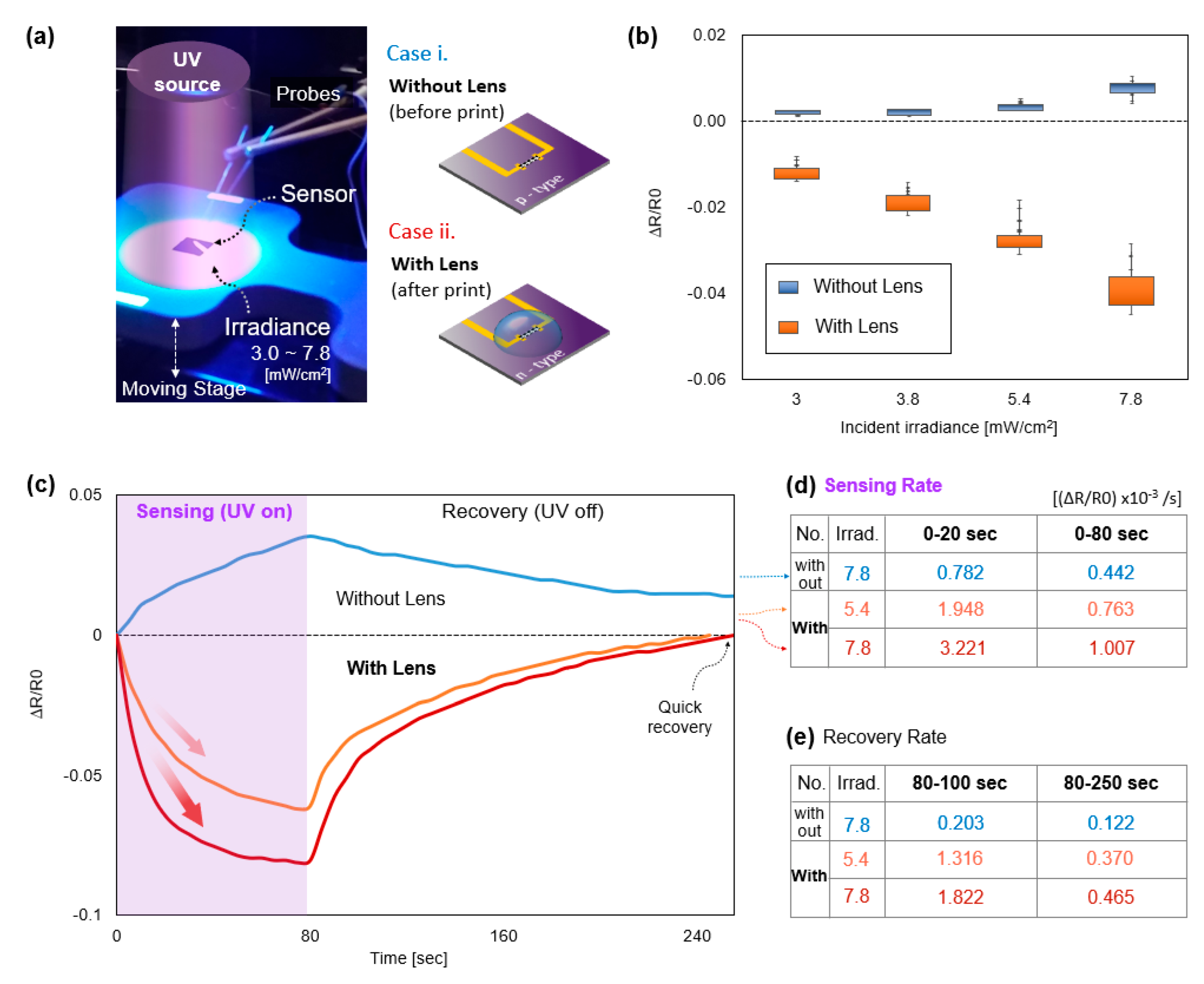
3.4. Verification: Improved Sensitivity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hintermueller, D.; Prakash, R. Comprehensive Characterization of Solution-Cast Pristine and Reduced Graphene Oxide Composite Polyvinylidene Fluoride Films for Sensory Applications. Polymers 2022, 14, 2546. [Google Scholar] [CrossRef] [PubMed]
- Van Tam, T.; Hur, S.H.; Chung, J.S.; Choi, W.M. Ultraviolet light sensor based on graphene quantum dots/reduced graphene oxide hybrid film. Sens. Actuators A Phys. 2015, 233, 368–373. [Google Scholar] [CrossRef]
- Weber, C.M.; Eisele, D.M.; Rabe, J.P.; Liang, Y.; Feng, X.; Zhi, L.; Müllen, K.; Lyon, J.L.; Williams, R.; Bout, D.A.V.; et al. Graphene-Based Optically Transparent Electrodes for Spectroelectrochemistry in the UV–Vis Region. Small 2010, 6, 184–189. [Google Scholar] [CrossRef]
- Bogue, R. Graphene sensors: A review of recent developments. Sens. Rev. 2014, 34, 233–238. [Google Scholar] [CrossRef]
- Hill, E.W.; Vijayaragahvan, A.; Novoselov, K. Graphene sensors. IEEE Sens. J. 2011, 11, 3161–3170. [Google Scholar] [CrossRef]
- Chu, Z.; Li, G.; Gong, X.; Zhao, Z.; Tan, Y.; Jiang, Z. Hierarchical Wrinkles for Tunable Strain Sensing Based on Programmable, Anisotropic, and Patterned Graphene Hybrids. Polymers 2022, 14, 2800. [Google Scholar] [CrossRef] [PubMed]
- Bablich, A.; Kataria, S.; Lemme, M.C. Graphene and two-dimensional materials for optoelectronic applications. Electronics 2016, 5, 13. [Google Scholar] [CrossRef] [Green Version]
- Ghule, B.G.; Shinde, N.M.; Raut, S.D.; Gore, S.K.; Shaikh, S.F.; Ekar, S.U.; Ubaidullah, M.; Pak, J.J.; Mane, R.S. Self-assembled α-Fe2O3-GO nanocomposites: Studies on physical, magnetic and ammonia sensing properties. Mater. Chem. Phys. 2022, 278, 125617. [Google Scholar] [CrossRef]
- Mueller, T.; Xia, F.; Avouris, P. Graphene photodetectors for high-speed optical communications. Nat. Photonics 2010, 4, 297–301. [Google Scholar] [CrossRef] [Green Version]
- Zang, X.; Zhou, Q.; Chang, J.; Teh, K.S.; Wei, M.; Zettl, A.; Lin, L. Synthesis of Single-Layer Graphene on Nickel Using a Droplet CVD Process. Adv. Mater. Interfaces 2017, 4, 1600783. [Google Scholar] [CrossRef]
- Mohammed, A.A.A.; Suriani, A.; Jabur, A.R. The Enhancement Of UV Sensor Response By Zinc Oxide Nanorods / Reduced Graphene Oxide Bilayer Nanocomposites Film. J. Phys. Conf. Ser. 2018, 1003, 012070. [Google Scholar] [CrossRef]
- Lee, M.-L.; Mue, T.S.; Huang, F.; Yang, J.H.; Sheu, J.K. High-performance GaN metal–insulator–semiconductor ultraviolet photodetectors using gallium oxide as gate layer. Opt. Express 2011, 19, 12658. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.-H.; Wang, K.-R.; Tsai, S.-Y.; Chien, H.-J.; Wu, S.-L. Nitride-Based Metal–Semiconductor–Metal Photodetectors with InN/GaN Multiple Nucleation Layers. Jpn. J. Appl. Phys. 2010, 49, 04DG06. [Google Scholar] [CrossRef]
- Garg, M.; Tak, B.R.; Rao, V.R.; Singh, R. Giant UV Photoresponse of GaN-Based Photodetectors by Surface Modification Using Phenol-Functionalized Porphyrin Organic Molecules. ACS Appl. Mater. Interfaces 2019, 11, acsami.8b20694. [Google Scholar] [CrossRef] [PubMed]
- Berashevich, J.; Chakraborty, T. Tunable band gap and magnetic ordering by adsorption of molecules on graphene. Phys. Rev. B 2009, 80, 033404. [Google Scholar] [CrossRef] [Green Version]
- Mitoma, N.; Nouchi, R.; Tanigaki, K. Enhanced sensing response of oxidized graphene formed by UV irradiation in water. Nanotechnology 2015, 26, 105701. [Google Scholar] [CrossRef]
- Li, J.; Niu, L.; Zheng, Z.; Yan, F. Photosensitive Graphene Transistors. Adv. Mater. 2014, 26, 5239–5273. [Google Scholar] [CrossRef]
- Hernaez, M.; Zamarreño, C.; Melendi-Espina, S.; Bird, L.R.; Mayes, A.G.; Arregui, F.J. Optical Fibre Sensors Using Graphene-Based Materials: A Review. Sensors 2017, 17, 155. [Google Scholar] [CrossRef] [Green Version]
- De Sanctis, A.; Mehew, J.D.; Craciun, M.F.; Russo, S. Graphene-Based Light Sensing: Fabrication, Characterisation, Physical Properties and Performance. Materials 2018, 11, 1762. [Google Scholar] [CrossRef] [Green Version]
- Karp, J.H.; Tremblay, E.J.; Ford, J.E. Planar micro-optic solar concentrator. Opt. Express 2010, 18, 1122–1133. [Google Scholar] [CrossRef]
- Yamazato, T.; Takai, I.; Okada, H.; Fujii, T.; Yendo, T.; Arai, S.; Andoh, M.; Harada, T.; Yasutomi, K.; Kagawa, K.; et al. Image-sensor-based visible light communication for automotive applications. IEEE Commun. Mag. 2014, 52, 88–97. [Google Scholar] [CrossRef]
- Sakai, J.; Kimura, T. Design of a miniature lens for semiconductor laser to single-mode fiber coupling. IEEE J. Quantum Electron. 1980, 16, 1059–1067. [Google Scholar] [CrossRef]
- Brueckner, A.; Duparré, J.; Leitel, R.; Dannberg, P.; Bräuer, A.; Tünnermann, A. Thin wafer-level camera lenses inspired by insect compound eyes. Opt. Express 2010, 18, 24379. [Google Scholar] [CrossRef] [PubMed]
- Xie, D.; Zhang, H.H.; Shu, X.Y.; Xiao, J. Fabrication of polymer micro-lens array with pneumatically diaphragm-driven drop-on-demand inkjet technology. Opt. Express 2012, 20, 15186. [Google Scholar] [CrossRef]
- Tsai, S.-W.; Lee, Y.-C. Fabrication of ball-strip convex microlens array using seamless roller mold patterned by curved surface lithography technique. J. Micromech. Microeng. 2014, 24, 015014. [Google Scholar] [CrossRef]
- Popovic, Z.D.; Sprague, R.A.; Connell, G.A.N. Technique for monolithic fabrication of microlens arrays. Appl. Opt. 1988, 27, 1281. [Google Scholar] [CrossRef]
- Bian, H.; Wei, Y.; Yang, Q.; Chen, F.; Zhang, F.; Du, G.; Yong, J.; Hou, X. Direct fabrication of compound-eye microlens array on curved surfaces by a facile femtosecond laser enhanced wet etching process. Appl. Phys. Lett. J. Laser Appl. 2016, 109, 221109. [Google Scholar] [CrossRef] [Green Version]
- Im, M.; Kim, D.-H.; Lee, J.-H.; Yoon, J.-B.; Choi, Y.-K. Electrowetting on a Polymer Microlens Array. Langmuir 2010, 26, 12443–12447. [Google Scholar] [CrossRef]
- Kim, J.Y.; Brauer, N.B.; Fakhfouri, V.; Boiko, D.; Charbon, E.; Grutzner, G.; Brugger, J. Hybrid polymer microlens arrays with high numerical apertures fabricated using simple ink-jet printing technique. Opt. Mater. Express 2011, 1, 259. [Google Scholar] [CrossRef] [Green Version]
- Gorman, C.B.; Biebuyck, H.A.; Whitesides, G.M. Control of the Shape of Liquid Lenses on a Modified Gold Surface Using an Applied Electrical Potential across a Self-Assembled Monolayer. Langmuir 1995, 11, 2242–2246. [Google Scholar] [CrossRef]
- Bhattacharjee, N.; Urrios, A.; Kang, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, J.; Shin, D.; Mahmood, T.; Chang, J. Electric-Field-Assisted Single-Step In Situ Fabrication and Focal Length Control of Polymeric Convex Lens on Flexible Substrate. Adv. Mater. Technol. 2018, 3, 1800108. [Google Scholar] [CrossRef]
- Fang, N.; Sun, C.; Zhang, X. Diffusion-limited photopolymerization in scanning micro-stereolithography. Appl. Phys. A 2004, 79, 1839–1842. [Google Scholar] [CrossRef]
- Kim, J.; Shin, D.; Jang, A.; Choi, S.; Chang, J. 3D Printed Injection Molding for Prototyping Batch Fabrication of Macroscale Graphene/Paraffin Spheres for Thermal Energy Management. JOM 2019, 71, 4569–4577. [Google Scholar] [CrossRef]
- Bin Hamzah, H.H.; Keattch, O.; Covill, D.; Patel, B.A. The effects of printing orientation on the electrochemical behaviour of 3D printed acrylonitrile butadiene styrene (ABS)/carbon black electrodes. Sci. Rep. 2018, 8, 9135. [Google Scholar] [CrossRef] [Green Version]
- Stansbury, J.W.; Idacavage, M.J. Idacavage, 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Kim, J.; Shin, D.; Han, K.-B.; Chang, J. A Quantification of Jet Speed and Nanofiber Deposition Rate in Near-Field Electrospinning Through Novel Image Processing. J. Micro. Nano-Manuf. 2018, 6, 031002. [Google Scholar] [CrossRef]
- Teo, W.E.; Ramakrishna, S. A review on electrospinning design and nanofibre assemblies. Nanotechnology 2006, 17, R89–R106. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Hassan, G.; Al-Sharafi, A.; Ali, H.; Al-Aqeeli, N.; Al-Sarkhi, A. Water Droplet Dynamics on a Hydrophobic Surface in Relation to the Self-Cleaning of Environmental Dust. Sci. Rep. 2018, 8, 2984. [Google Scholar] [CrossRef]
- He, W.; Baird, M.H.I.; Chang, J.S. The effect of electric field on droplet formation and motion in a viscous liquid. Can. J. Chem. Eng. 1991, 69, 1174–1183. [Google Scholar] [CrossRef]
- Dong, Z.; Ma, J.; Jiang, L. Manipulating and Dispensing Micro/Nanoliter Droplets by Superhydrophobic Needle Nozzles. ACS Nano 2013, 7, 10371–10379. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.; Huang, Y.; Fu, J.; Markwald, R.R. Electric field-assisted droplet formation using piezoactuation-based drop-on-demand inkjet printing. J. Micromech. Microeng. 2014, 24, 115011. [Google Scholar] [CrossRef]
- Regmi, A.; Shin, D.; Kim, J.-H.; Choi, S.; Chang, J. Suspended graphene sensor with controllable width and electrical tunability via direct-write functional fibers. J. Manuf. Process. 2020, 58, 458–465. [Google Scholar] [CrossRef]
- Kim, J.-H.; Zhou, Q.; Chang, J. Suspended Graphene-Based Gas Sensor with 1-mW Energy Consumption. Micromachines 2017, 8, 44. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, A.C.; Basko, D.M. Raman spectroscopy as a versatile tool for studying the properties of graphene. Nat. Nanotechnol. 2013, 8, 235–246. [Google Scholar] [CrossRef] [Green Version]
- Shin, D.; Kim, J.; Chang, J. Experimental study on jet impact speed in near-field electrospinning for precise patterning of nanofiber. J. Manuf. Process. 2018, 36, 231–237. [Google Scholar] [CrossRef]
- Shin, D.; Choi, S.; Kim, J.; Regmi, A.; Chang, J. Direct-Printing of Functional Nanofibers on 3D Surfaces Using Self-Aligning Nanojet in Near-Field Electrospinning. Adv. Mater. Technol. 2020, 5, 2000232. [Google Scholar] [CrossRef]
- Xu, W.; Seo, H.-K.; Min, S.-Y.; Cho, H.; Lim, T.-S.; Oh, C.-Y.; Lee, Y.; Lee, T.-W. Rapid Fabrication of Designable Large-Scale Aligned Graphene Nanoribbons by Electro-hydrodynamic Nanowire Lithography. Adv. Mater. 2014, 26, 3459–3464. [Google Scholar] [CrossRef]
- Park, H.; Carr, W.W.; Zhu, J.; Morris, J.F. Single drop impaction on a solid surface. AIChE J. 2003, 49, 2461–2471. [Google Scholar] [CrossRef]
- Sun, Z.; Yan, Z.; Yao, J.; Beitler, E.; Zhu, Y.; Tour, J.M. Growth of graphene from solid carbon sources. Nature 2010, 468, 549–552. [Google Scholar] [CrossRef]
- Schedin, F.; Geim, A.K.; Morozov, S.V.; Hill, E.W.; Blake, P.; Katsnelson, M.I.; Novoselov, K.S. Detection of individual gas molecules adsorbed on graphene. Nat. Mater. 2007, 6, 652–655. [Google Scholar] [CrossRef] [PubMed]
- Sun, P.; Zhu, M.; Wang, K.; Zhong, M.; Wei, J.; Wu, D.; Cheng, Y.; Zhu, H. Photoinduced molecular desorption from graphene films. Appl. Phys. Lett. 2012, 101, 053107. [Google Scholar] [CrossRef]
- Zuppella, P.; Gerlin, F.; Pelizzo, M.G. Angular reflectance of graphene/SiO2/Si in UV spectral range: A study for potential applications. Opt. Mater. 2017, 67, 132–138. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Shin, D.; Chang, J. Printing Polymeric Convex Lenses to Boost the Sensitivity of a Graphene-Based UV Sensor. Polymers 2022, 14, 3204. https://doi.org/10.3390/polym14153204
Kim J, Shin D, Chang J. Printing Polymeric Convex Lenses to Boost the Sensitivity of a Graphene-Based UV Sensor. Polymers. 2022; 14(15):3204. https://doi.org/10.3390/polym14153204
Chicago/Turabian StyleKim, Jonghyun, Dongwoon Shin, and Jiyoung Chang. 2022. "Printing Polymeric Convex Lenses to Boost the Sensitivity of a Graphene-Based UV Sensor" Polymers 14, no. 15: 3204. https://doi.org/10.3390/polym14153204
APA StyleKim, J., Shin, D., & Chang, J. (2022). Printing Polymeric Convex Lenses to Boost the Sensitivity of a Graphene-Based UV Sensor. Polymers, 14(15), 3204. https://doi.org/10.3390/polym14153204