
Bio-Based Waterborne PU for Durable Textile Coatings


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
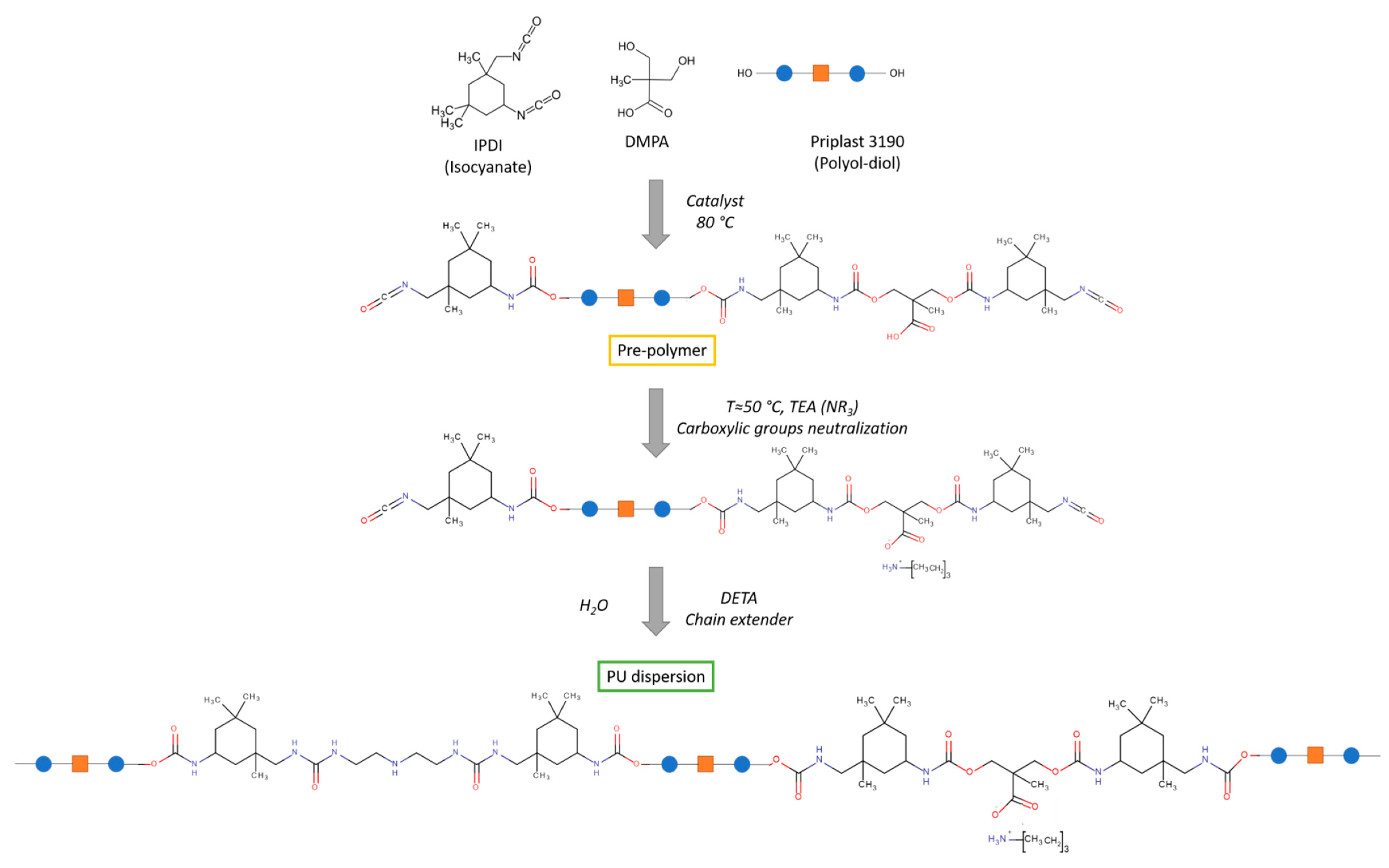
2.2. Synthesis of Bio-Based PU Dispersion
2.3. Fabric Coating
2.4. Characterisation
3. Results and Discussion
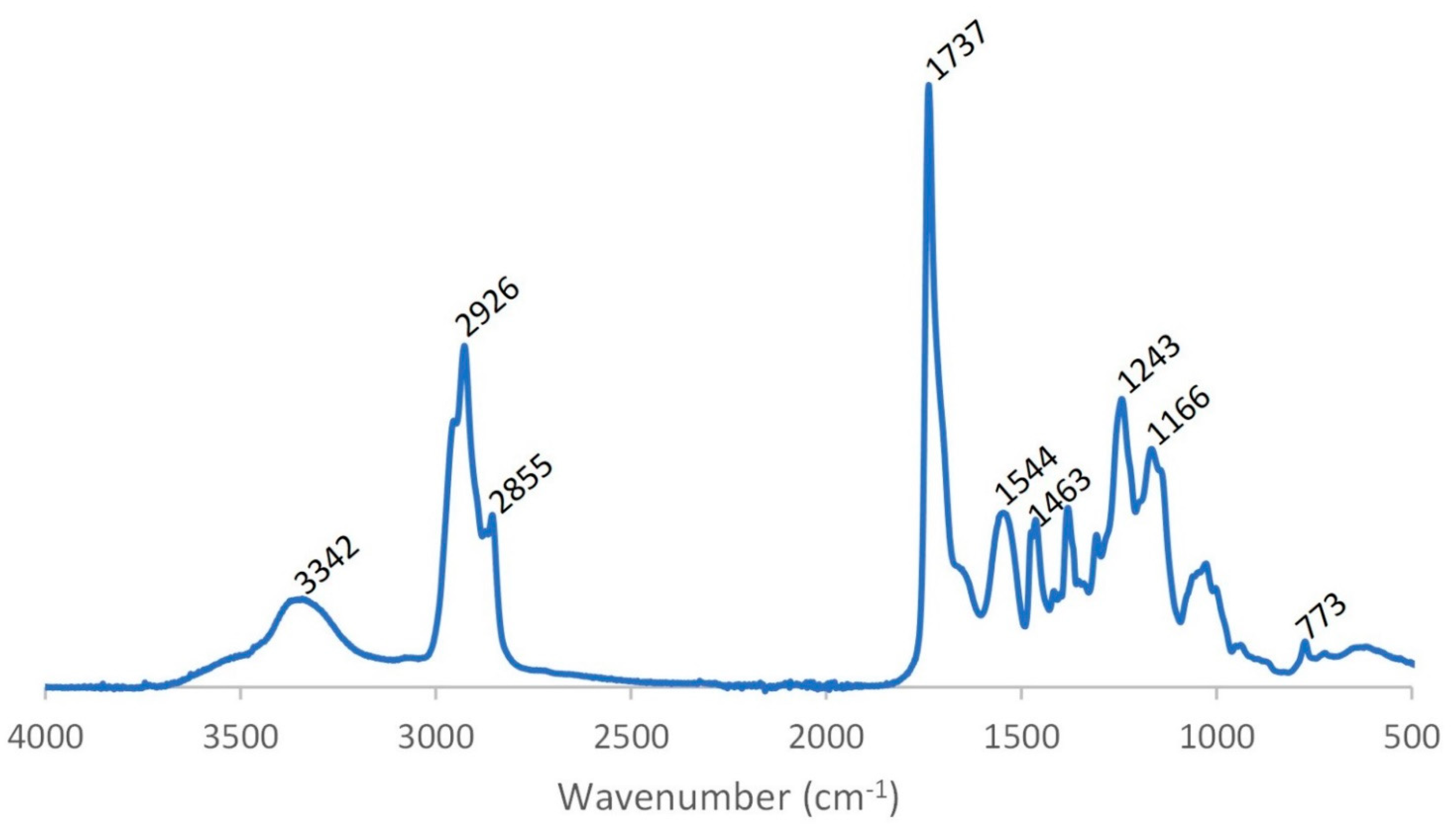
3.1. Structural Characterisation of Bio-Based PUD
3.2. Dispersion and Coating Characteristics
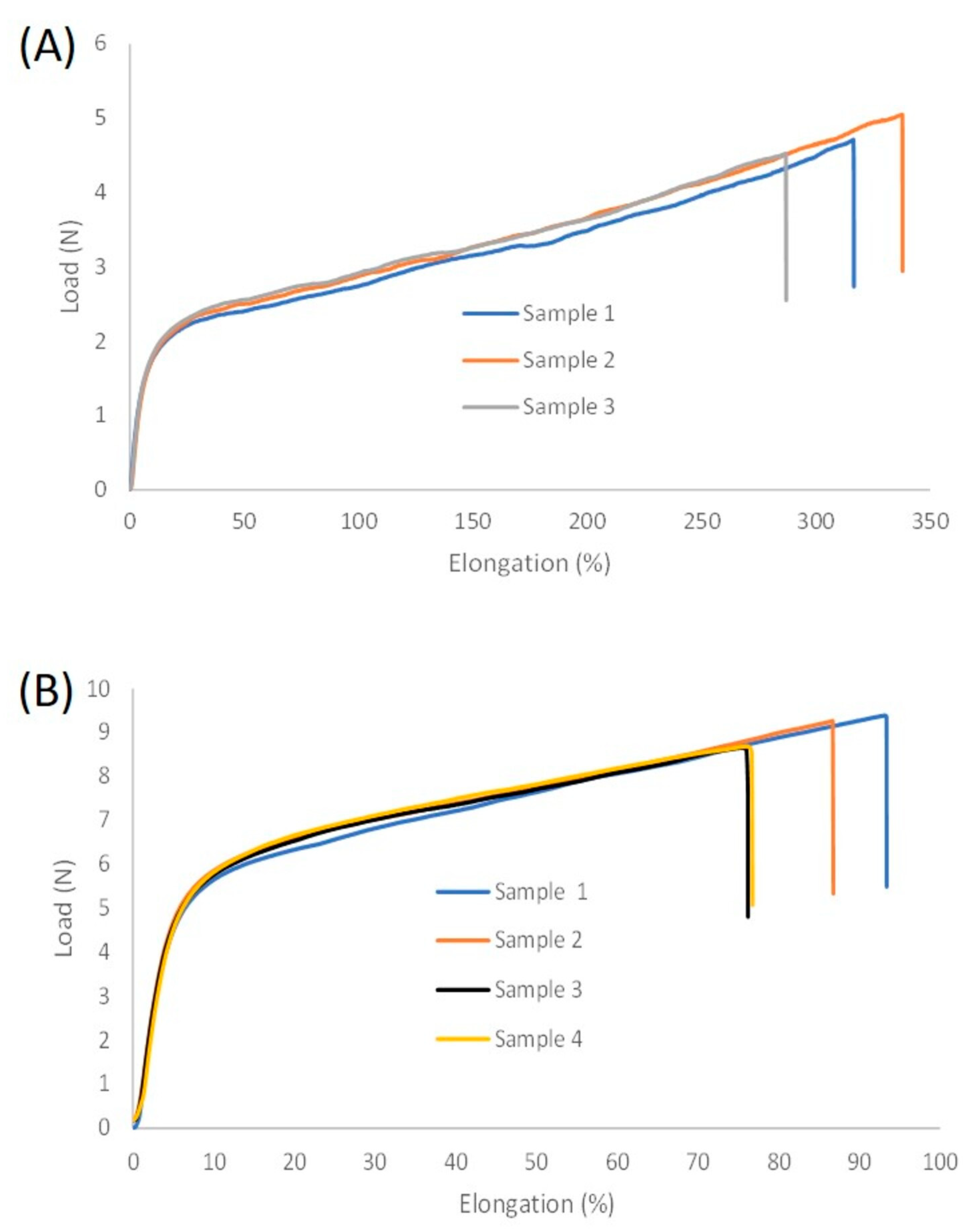
3.3. Mechanical Characteristics
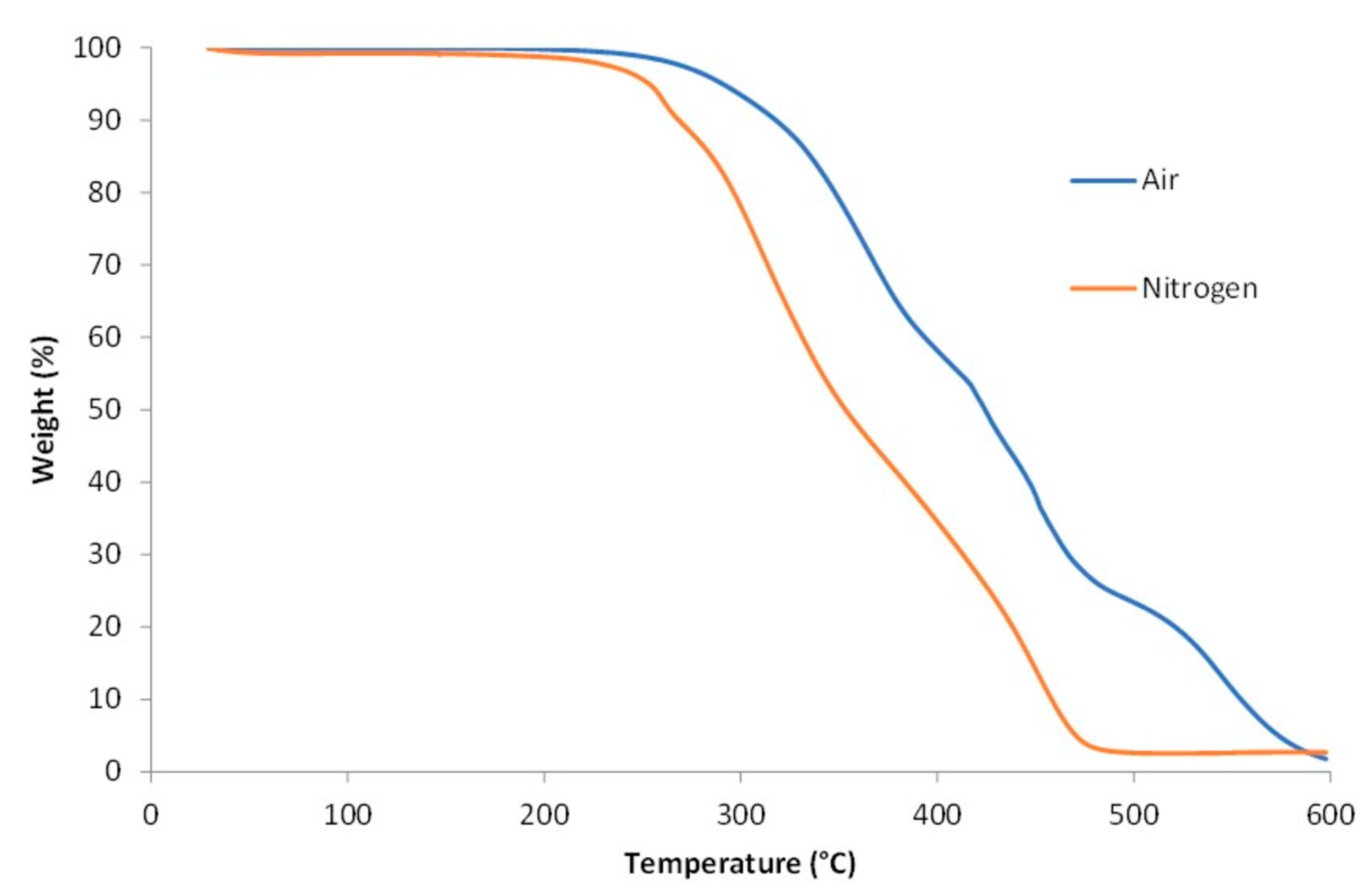
3.4. Thermal Behavior
3.5. Performance of the Bio-Based PUD Coating
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Azizi, N.; Chevalier, Y.; Majdoub, M. Isorbide-based microcapsules for cosmeto-textiles. Ind. Crops Prod. 2014, 52, 150–157. [Google Scholar] [CrossRef]
- Noreen, A.; Zia, K.M.; Zuber, M.; Tabasum, S.; Zahoor, A.F. Bio-based polyurethane: An efficient and environment friendly coating systems: A review. Prog. Org. Coat. 2016, 91, 25–32. [Google Scholar] [CrossRef]
- Kim, B.; Kim, K.; Jeonc, H. Aqueous dispersion of polyurethane anionomers from H12MDI/IPDI, PCL, BD and DMPA. J. Appl. Polym. Sci. 1994, 53, 371–378. [Google Scholar] [CrossRef]
- Philipp, C.; Eschig, S. Waterborne polyurethane wood coatings based on rapeseed fatty acid methyl esters. Prog. Org. Coat. 2012, 74, 705–711. [Google Scholar] [CrossRef]
- European Commission. Analysis of the Most Appropriate Regulatory Management Option. Available online: https://echa.europa.eu/documents/10162/f96ae430-bfba-f349-36aa-fd9cc13c4f01 (accessed on 30 November 2021).
- Santamaria-Echart, A.; Fernandes, I.; Barreiro, F.; Corcuera, M.; Eceiza, A. Adavances in waterborne polyurethane and polyurethane-urea dispersions and their eco-friendly derivatives: A review. Polymers 2021, 13, 409. [Google Scholar] [CrossRef]
- Liang, H.; Feng, Y.; Lu, J.; Liu, L.; Yang, Z.; Luo, Y.; Zhang, Y.; Zhang, C. Bio-based cationic waterborne polyurethanes dispersions prepared from different vegetable oils. Ind. Crops Prod. 2018, 122, 448–455. [Google Scholar] [CrossRef]
- Fridrihsone, A.; Romagnoli, F.; Kirsanovs, V.; Cabulis, U. Life cycle assessment of vegetable oil based polyols for polyurethane production. J. Clean. Prod. 2020, 266, 121403. [Google Scholar] [CrossRef]
- Alinejad, M.; Henry, C.; Nikafshar, S.; Gondaliya, A.; Bagheri, S.; Chen, N.; Singh, S.K.; Hodge, D.B.; Nejad, M. Lignin-based polyurethanes: Opportunities for bio-based foams, elastomers, coatings and adhesives. Polymers 2019, 11, 1202. [Google Scholar] [CrossRef] [Green Version]
- Panda, S.S.; Panda, B.P.; Nayak, S.K.; Mohanty, S. A review on waterborne thermosetting polyurethane coatings based on castor oil: Synthesis, characterization, and application. Polym. Plast. Technol. Eng. 2018, 57, 500–522. [Google Scholar] [CrossRef]
- Gogoi, G.; Gogoi, S.; Karak, N. Dimer acid based waterborne hyperbranched poly(ester amide) thermoset as a sustainable coating material. Prog. Org. Coat. 2017, 112, 57–65. [Google Scholar] [CrossRef]
- Chaudhuri, H.; Karak, N. Water dispersed bio-derived transparent polyurethane: Synthesis, properties including chemical resistance, UV-aging, and biodegradability. Prog. Org. Coat. 2020, 146, 105730. [Google Scholar] [CrossRef]
- Chandra, S.; Karak, N. Environmentally friendly polyurethane dispersion derived from dimer acid and citric acid. ACS Sustain. Chem. Eng. 2018, 6, 16412–16423. [Google Scholar] [CrossRef]
- Liu, L.; Lu, J.; Zhang, Y.; Liang, H.; Liang, D.; Jiang, J.; Lu, Q.; Quirino, R.; Zhang, C. Thermosetting polyurethanes prepared with the aid of a fully bio-based emulsifier with high bio-content, solid content, and superior mechanical properties. Green Chem. 2019, 21, 526–537. [Google Scholar] [CrossRef]
- Hormaiztegui, M.E.V.; Daga, B.; Aranguren, M.I.; Mucci, V. Bio-based waterborne polyurethanes reinforced with cellulose nanocrystals as coating films. Prog. Org. Coat. 2020, 144, 105649. [Google Scholar] [CrossRef]
- Ren, L.; Zhao, Y.; Qiang, T.; He, Q. Synthesis of a bio-based waterborne polyurethane with epichlorohydrin-modified lignin. J. Dispers. Sci. Technol. 2019, 40, 1499–1506. [Google Scholar] [CrossRef]
- Man, L.; Feng, Y.; Hu, Y.; Yuan, T.; Yang, Z. A renewable and multifunctional eco-friendly coating from novel tung oil-based cationic waterborne polyurethane dispersions. J. Clean. Prod. 2019, 241, 118341. [Google Scholar] [CrossRef]
- Liang, H.; Li, Y.; Huang, S.; Huang, K.; Zeng, X.; Dong, Q.; Liu, C.; Feng, P.; Zhang, C. Tailoring the performance of vegetable oil-based waterborne polyurethanes through incorporation of rigid cyclic rings into soft polymer networks. ACS Sustain. Chem. Eng. 2019, 8, 914–925. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, H.; Zeng, W.; Zhou, Q. High biobased carbon content polyurethane dispersions synthesized from fatty acid-based isocyanate. Ind. Eng. Chem. Res. 2019, 58, 5195–5201. [Google Scholar] [CrossRef]
- Konieczny, J.; Loos, K. Green polyurethanes from renewable isocyanates and biobased white dextrins. Polymers 2019, 11, 256. [Google Scholar] [CrossRef] [Green Version]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. Preparation, characterization and mechanical properties of bio-based polyurethane adhesives from isocyanate-functionalized cellulose acetate and castor oil for bonding wood. Polymers 2017, 9, 132. [Google Scholar] [CrossRef] [Green Version]
- De Haro, J.C.; Allegretti, C.; Smit, A.T.; Turri, S.; D’Arrigo, P.; Griffini, G. Biobased polyurethane coatings with high biomass content: Tailored properties by lignin selection. ACS Sustain. Chem. Eng. 2019, 7, 11700–11711. [Google Scholar] [CrossRef]
- Tawade, B.; Shingte, R.; Kuhire, S.; Sadavarte, N.; Garg, K.; Maher, D.; Ichake, A.; More, A.; Wadgaonkar, P. Bio-based Di-/poly-isocyanates for polyurethanes: An overview. Polyurethanes Today 2017, 11, 41–46. [Google Scholar]
- Wilhelm, C.; Gardette, J.-L. Infrared analysis of the photochemical behaviour of segmented polyurethanes: 1. Aliphatic poly(ester-urethane). Polymer 1997, 38, 4019–4031. [Google Scholar] [CrossRef]
- Irusta, L.; Fernanadez-Berridi, J. Aromatic poly(ester-urethanes): Effect of the polyol molecular weight on the photochemical behavior. Polymer 2000, 41, 3297–3302. [Google Scholar] [CrossRef]
- Coates, J. Interpretation of Infrared Spectra: A Practical Approach in Encyclopedia of Analytical Chemistry; Mayers, R., Ed.; Wiley: Chichester, UK, 2000; pp. 10815–11083. [Google Scholar]
- Kaushiva, B.; McCartney, S.; Rossmy, G.; Wilkes, G. Surfactant level influences on structure and properties of flexible slabstock polyurethane foams. Polymer 2000, 41, 285–310. [Google Scholar] [CrossRef]
- Nilsson, S.; Hjertberg, T.; Smedberg, A. Structural effects on thermal properties and morphology in XLPE. Eur. Polym. J. 2010, 46, 1759–1769. [Google Scholar] [CrossRef]
- Gu, R.; Sain, M.M. Effects of wood fiber and microclay on the performance of soy based polyurethane foams. J. Polym. Environ. 2012, 21, 30–38. [Google Scholar] [CrossRef]
- Ahmad, S.; Zafar, F.; Sharmin, E.; Garg, N.; Kashif, M. Synthesis and characterization of corrosion protective polyurethanefattyamide/silica hybrid coating material. Prog. Org. Coat. 2012, 73, 112–117. [Google Scholar] [CrossRef]
- Anand, A.; Kulkarni, R.; Gite, V. Preparation and properties of eco-friendly two pack PU coatings based on renewable source (sorbitol) and its property improvement by nano ZnO. Prog. Org. Coat. 2012, 74, 764–767. [Google Scholar] [CrossRef]
- Marathe, R.; Tatiya, P.; Chaudhari, A.; Lee, J.; Mahulikar, P.; Sohn, D.; Gite, V. Neem acetylated polyester polyol—Renewable source based smart PU coatings containing quinoline (corrosion inhibitor) encapsulated polyurea microcapsules for enhance anticorrosive property. Ind. Crops Prod. 2015, 77, 239–250. [Google Scholar] [CrossRef]
- Endo, Y.; Tani, T.; Kodama, M. Antimicrobial activity of tertiary amine covalently bonded to a polystyrene fiber. Appl. Environ. Microbiol. 1987, 53, 2050–2055. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, L.; Siedlecki, C. Antibacterial polyurethanes. In Advances in Polyurethane Biomaterials; Cooper, S., Guan, J., Eds.; Woodhead Publishing: Duxford, UK, 2016; pp. 247–284. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Light Source | UVA 340 |
|---|---|
| Mode of exposure | Alternate light/condensation: 0.76 W/m2 at 340 nm |
| Temperature | 60 °C |
| Duration of ageing | 4 h |
| Condensation | 50 °C |
| Duration of ageing | 4 h |
| Bio-Based PUD | |
|---|---|
| Wavenumber (cm−1) | Corresponding Group |
| 773 | COO urethane (deformation vibration) |
| 1166 | C-O-C ester (elongation vibration) |
| 1243 | C-O-C urethane (elongation vibration) |
| 1463 | CH (deformation vibration) |
| 1544 | N-H and C-N amide |
| 1737 | C=O urethane and ester (elongation vibration) |
| 2855 | CH (elongation vibration) |
| 2926 | CH (elongation vibration) |
| 3342 | NH (elongation vibration) |
| Elongation (%) | Stress at Break (MPa) | Elasticity Modulus (MPa) | |
|---|---|---|---|
| Bio-based PUD | 314 ± 25 | 2.6 ± 0.1 | 0.20 ± 0.01 |
| Bio-based PUD + 4% Edolan XCI | 83 ± 8 | 5.0 ± 0.2 | 0.77 ± 0.02 |
| Resistance to Hydrostatic Pressure (mbar) | |||
|---|---|---|---|
| Initial | QUV Ageing | 10 Washing Cycles (40 °C) | Hydrolysis |
| ≥1000 | 970 | ≥1000 | ≥1000 |
| Antibacterial Activity | |
|---|---|
| Staphylococcus aureus | Klebsiella pneumoniae |
| 1.2 | 1.1 |
| Surface Ignition | ||||||
|---|---|---|---|---|---|---|
| Sample | Afterflame (s) | Afterglow (s) | Flaming/molten debris | Flame on Edge | Hole on Edge | Hole Formed |
| Polyester | 4 | 0 | yes | yes | yes | yes |
| Coated polyester | 0 | 0 | no | no | no | yes |
| Edge Ignition | ||||||
| Sample | Afterflame (s) | Afterglow (s) | Flaming/Molten Debris | Flame on Edge | ||
| Polyester | 17 | 0 | yes | yes | ||
| Coated polyester | 0 | 0 | no | no | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Smet, D.; Wéry, M.; Uyttendaele, W.; Vanneste, M. Bio-Based Waterborne PU for Durable Textile Coatings. Polymers 2021, 13, 4229. https://doi.org/10.3390/polym13234229
De Smet D, Wéry M, Uyttendaele W, Vanneste M. Bio-Based Waterborne PU for Durable Textile Coatings. Polymers. 2021; 13(23):4229. https://doi.org/10.3390/polym13234229
Chicago/Turabian StyleDe Smet, David, Madeleine Wéry, Willem Uyttendaele, and Myriam Vanneste. 2021. "Bio-Based Waterborne PU for Durable Textile Coatings" Polymers 13, no. 23: 4229. https://doi.org/10.3390/polym13234229
APA StyleDe Smet, D., Wéry, M., Uyttendaele, W., & Vanneste, M. (2021). Bio-Based Waterborne PU for Durable Textile Coatings. Polymers, 13(23), 4229. https://doi.org/10.3390/polym13234229