
Sustainable Development of Hot-Pressed All-Lignocellulose Composites—Comparing Wood Fibers and Nanofibers


Abstract
:1. Introduction
2. Lignin-Containing Wood Pulp Fibers
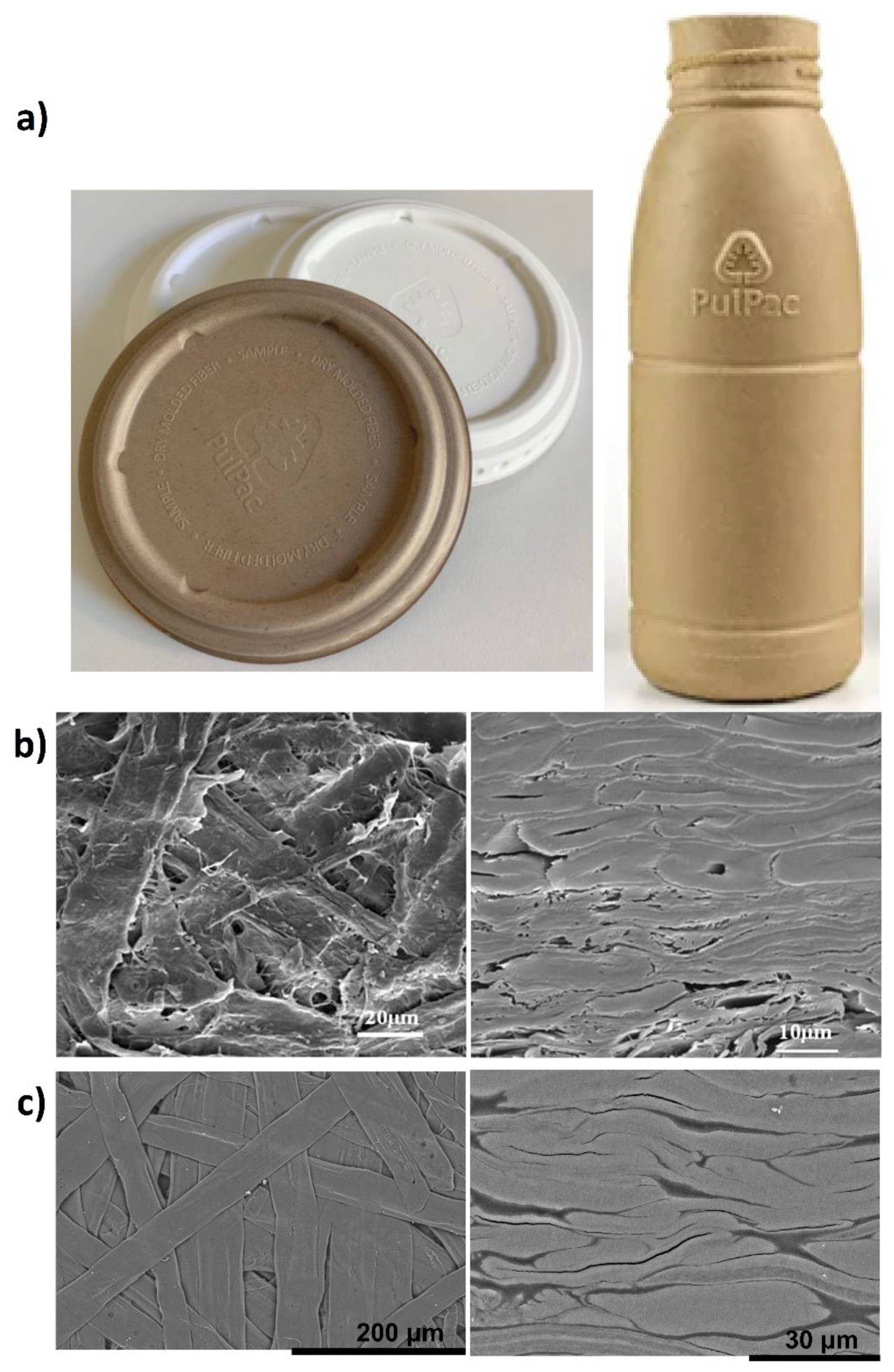
3. Molded Wood Pulp Fibers
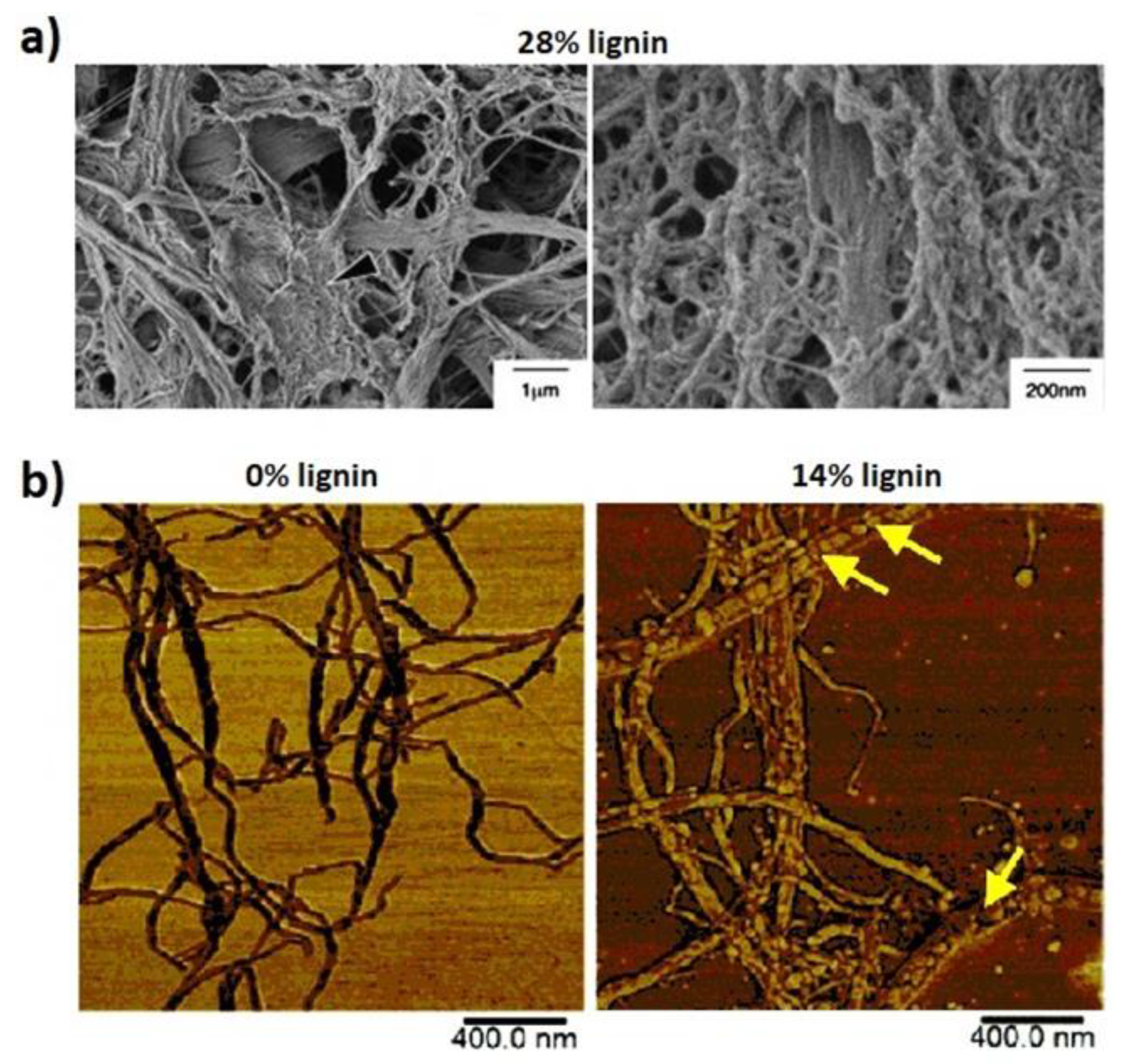
4. Microfibrillated Lignocellulosic Nanofibers (MFLC) and Nanopaper Properties
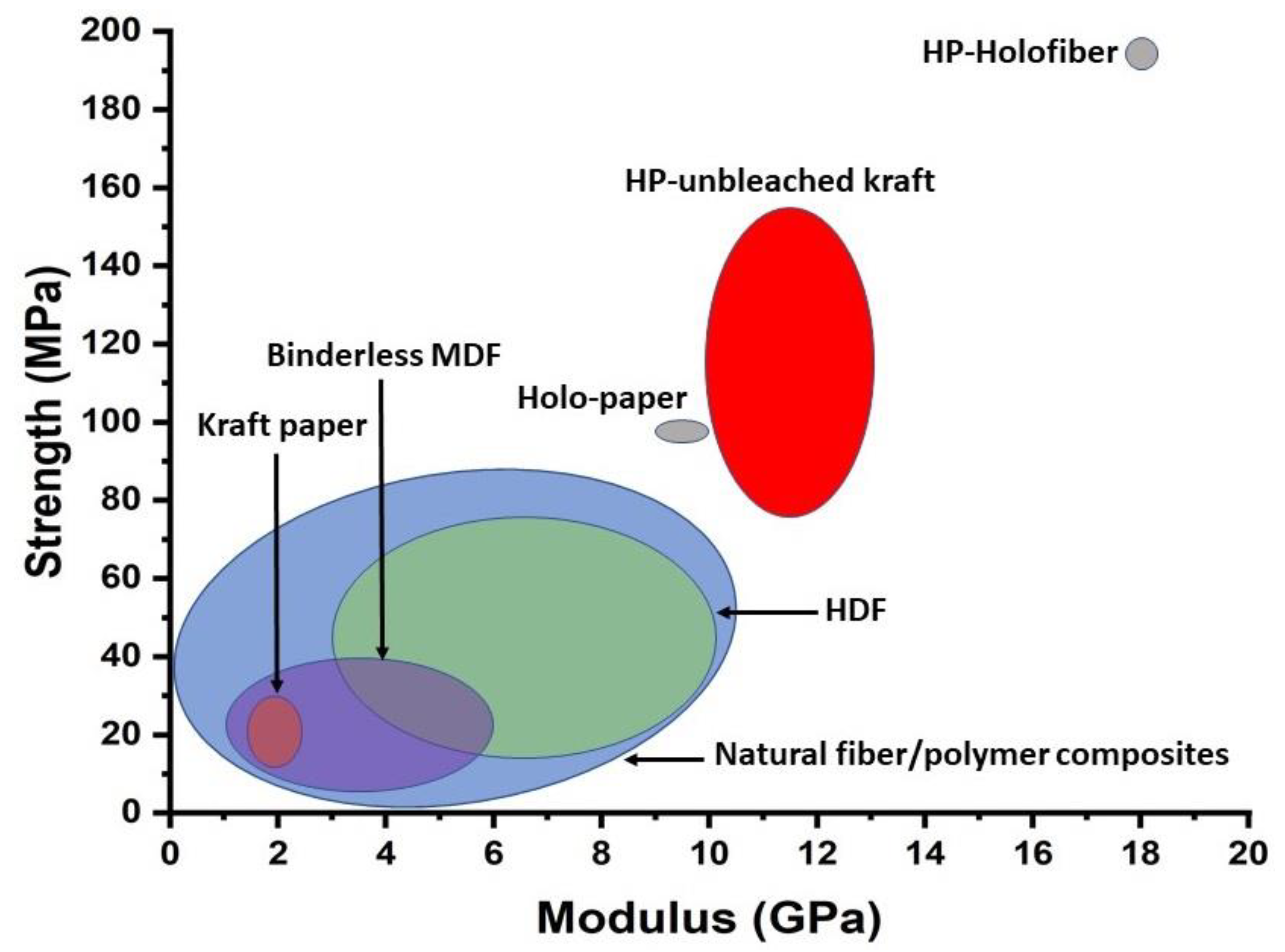
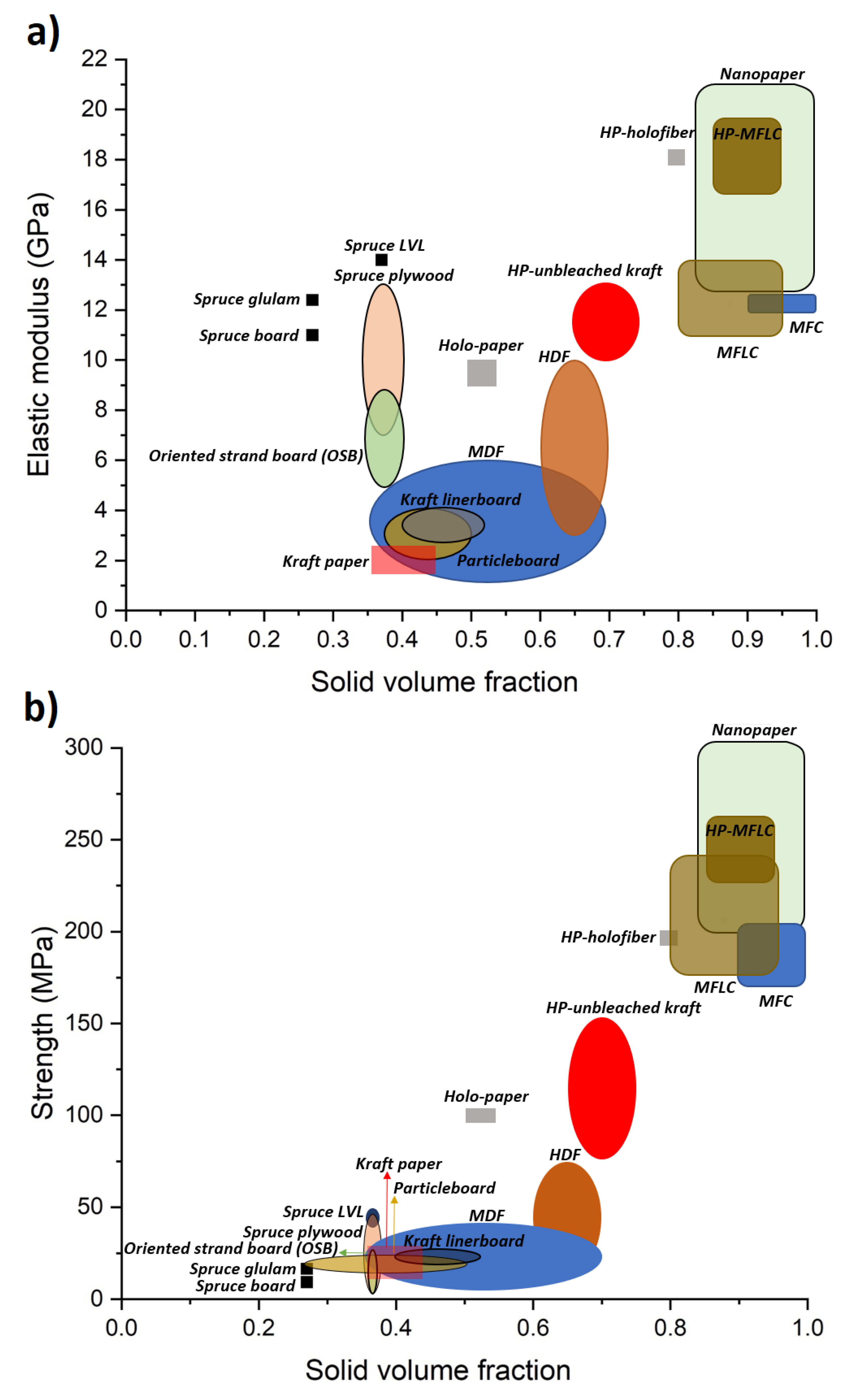
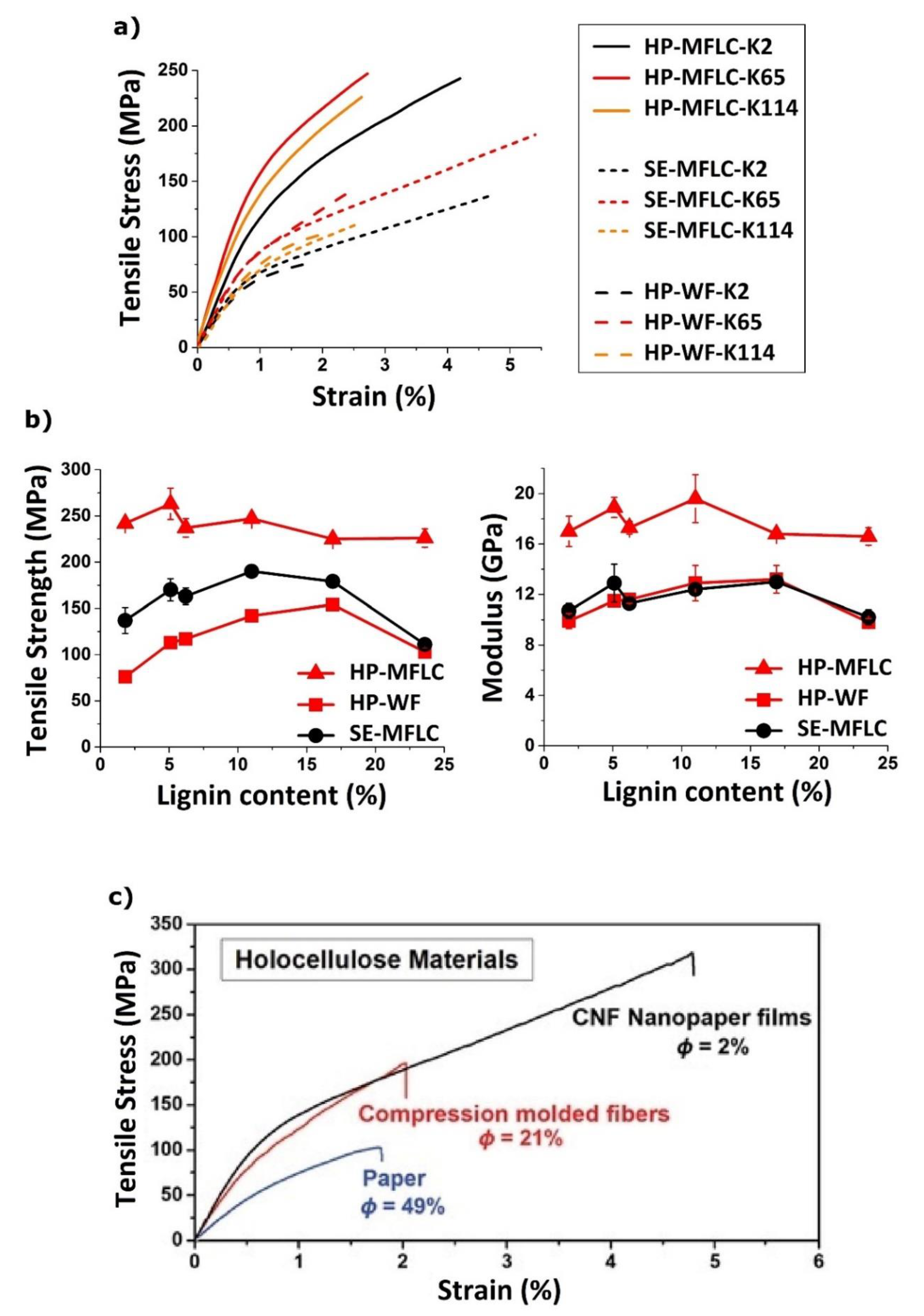
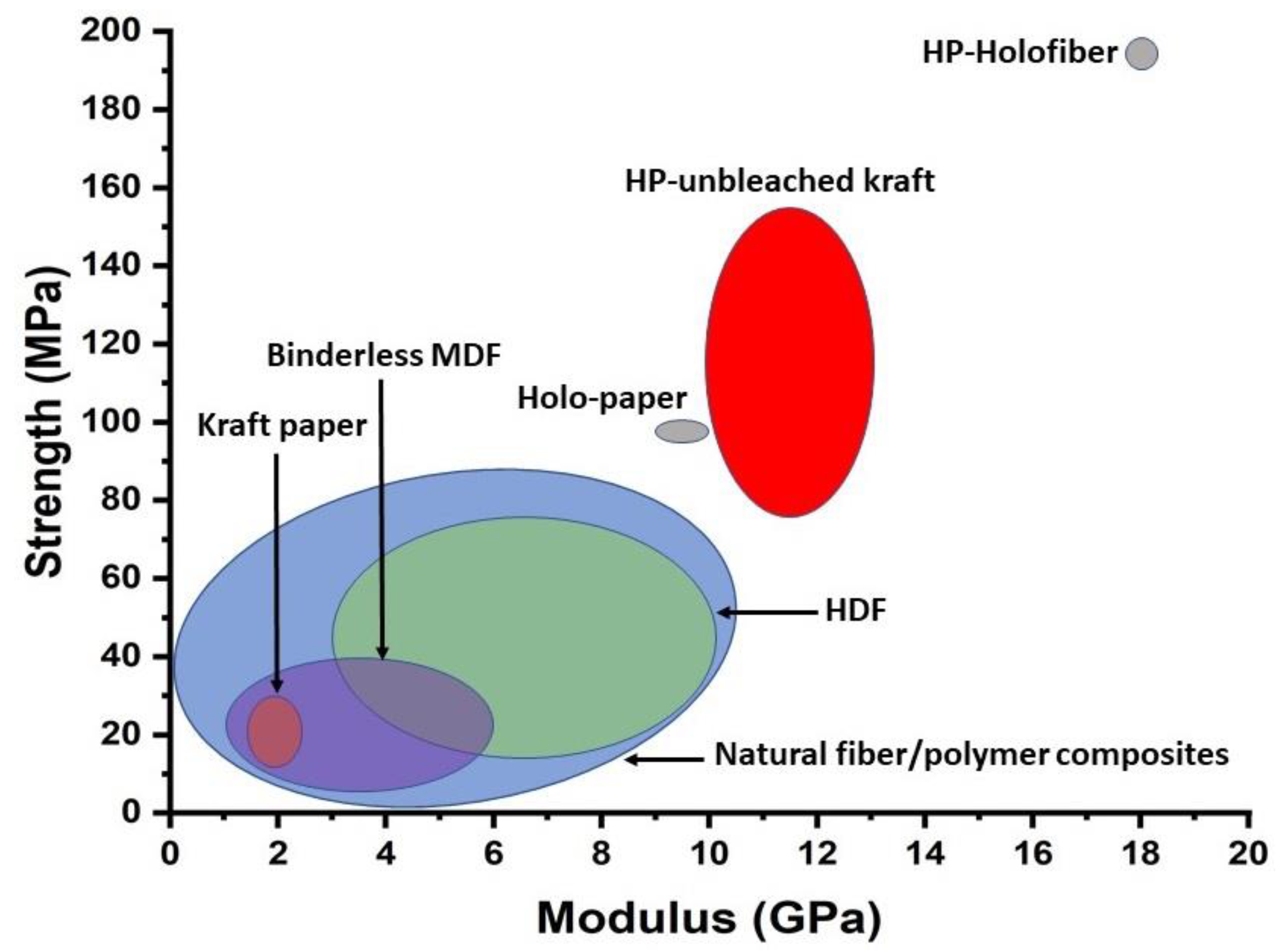
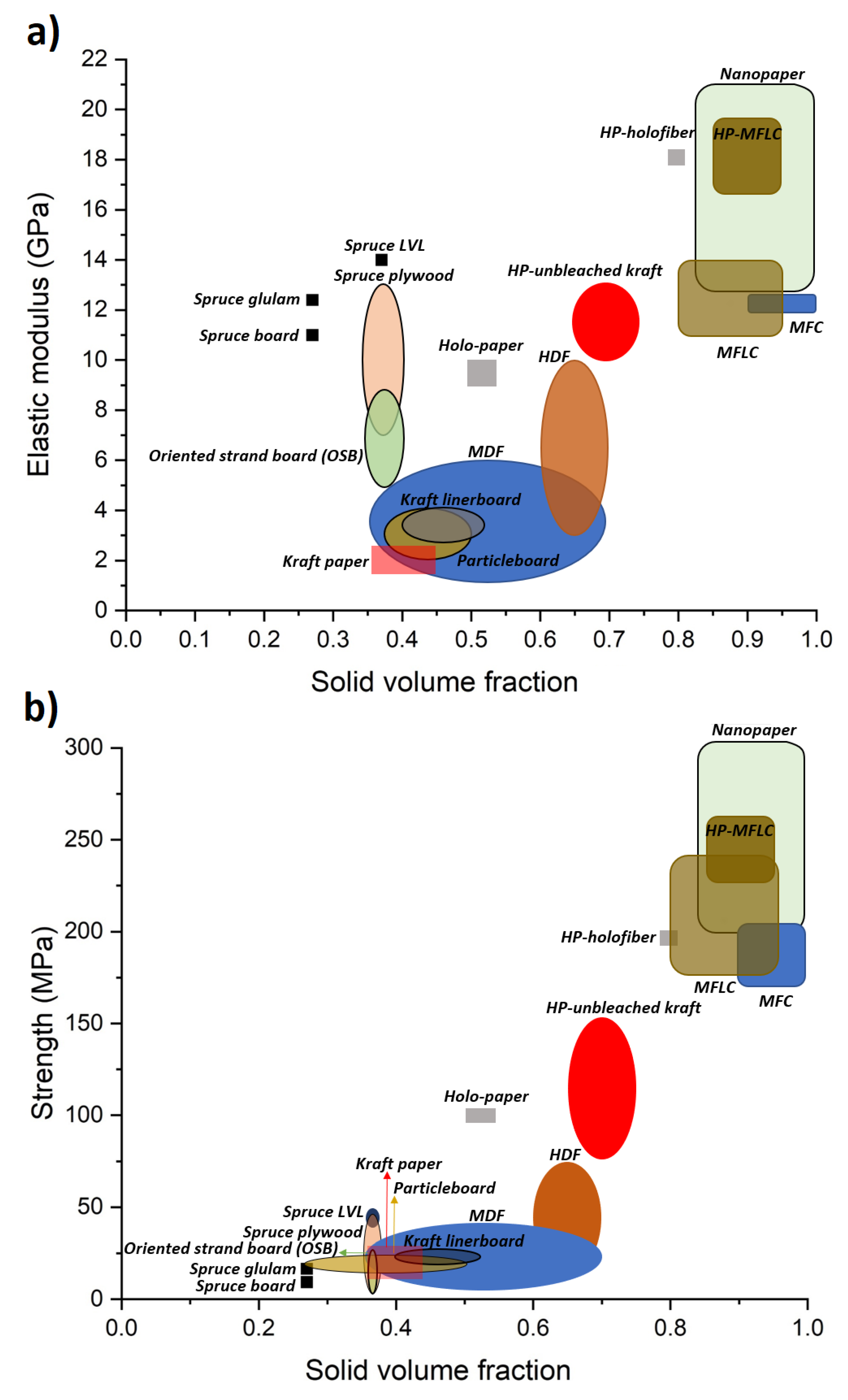
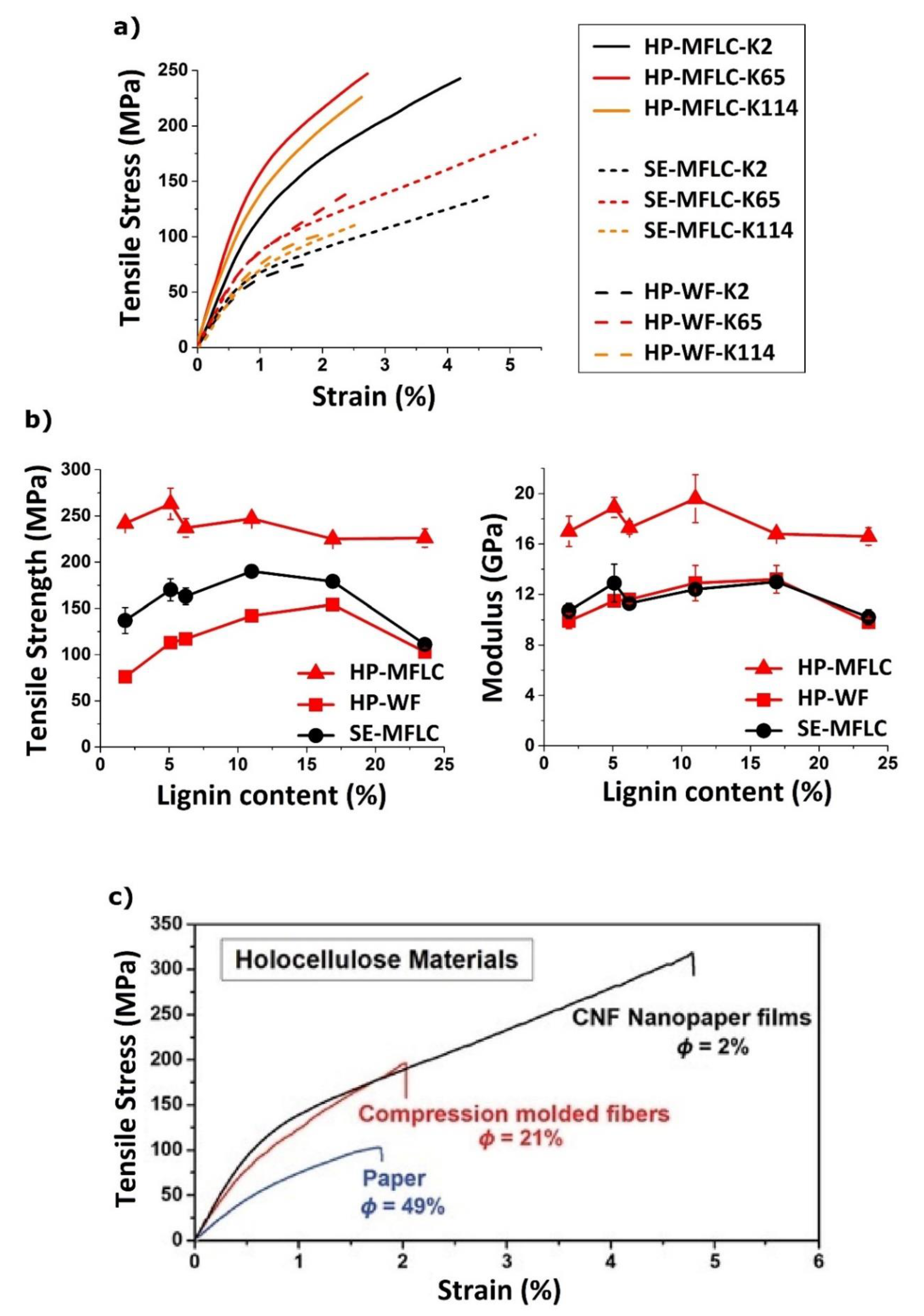
5. Mechanical Property Comparison of Lignocellulosic Wood Fiber and Nanofiber Materials
6. Aspects of Sustainable Development
7. Conclusions and Perspective
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Plastics—The Facts 2020—An Analysis of European Plastics Production, Demand and Waste Data; PlasticsEurope: Brussels, Belgium, 2021; Available online: https://www.plasticseurope.org/download_file/force/4829/181 (accessed on 2 July 2021).
- Spierling, S.; Knüpffer, E.; Behnsen, H.; Mudersbach, M.; Krieg, H.; Springer, S.; Albrecht, S.; Herrmann, C.; Endres, H.-J. Bio-based plastics—A review of environmental, social and economic impact assessments. J. Clean. Prod. 2018, 185, 476–491. [Google Scholar] [CrossRef]
- Berglund, L.A.; Peijs, T. Cellulose biocomposites—From bulk moldings to nanostructured systems. MRS Bull. 2011, 35, 201–207. [Google Scholar] [CrossRef]
- Didone, M.; Saxena, P.; Brilhuis-Meijer, E.; Tosello, G.; Bissacco, G.; Mcaloone, T.C.; Pigosso, D.C.A.; Howard, T.J. Moulded pulp manufacturing: Overview and prospects for the process technology. Packag. Technol. Sci. 2017, 30, 231–249. [Google Scholar] [CrossRef] [Green Version]
- Nilsson, H.; Galland, S.; Larsson, P.T.; Gamstedt, E.K.; Nishino, T.; Berglund, L.A.; Iversen, T. A non-solvent approach for high-stiffness all-cellulose biocomposites based on pure wood cellulose. Compos. Sci. Technol. 2010, 70, 1704–1712. [Google Scholar] [CrossRef]
- Didone, M.; Tosello, G. Moulded pulp products manufacturing with thermoforming. Packag. Technol. Sci. 2019, 32, 7–22. [Google Scholar] [CrossRef] [Green Version]
- Arévalo, R.; Peijs, T. Binderless all-cellulose fibreboard from microfibrillated lignocellulosic natural fibres. Compos. Part A Appl. Sci. Manuf. 2016, 83, 38–46. [Google Scholar] [CrossRef]
- Yang, X.; Berthold, F.; Berglund, L.A. Preserving cellulose structure: Delignified wood fibers for paper structures of high strength and transparency. Biomacromolecules 2018, 19, 3020–3029. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Pizzi, A.; Zhang, H.; Halis, R. Critical links governing performance of self-binding and natural binders for hot-pressed reconstituted lignocellulosic board without added formaldehyde: A review. BioResources 2017, 13, 67. [Google Scholar] [CrossRef]
- Abe, K.; Nakatsubo, F.; Yano, H. High-strength nanocomposite based on fibrillated chemi-thermomechanical pulp. Compos. Sci. Technol. 2009, 69, 2434–2437. [Google Scholar] [CrossRef]
- Davidsdottir, B. Forest Products and Energy. In Reference Module in Earth Systems and Environmental Sciences; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar] [CrossRef]
- Saka, S.; Thomas, R.J.; Gratzl, J.S.; Abson, D. Topochemistry of delignification in Douglas-fir wood with soda, soda-anthraquinone and karft pulping as determined by SEM-EDXA. Wood Sci. Technol. 1982, 16, 139–153. [Google Scholar] [CrossRef]
- Mohlin, U.B.; Dahlbom, J.; Hornatowska, J. Fibre deformation and sheet strength. TAPPI J. 1996, 79, 105–111. [Google Scholar]
- Oliaei, E.; Berthold, F.; Berglund, L.A.; Lindström, T. Eco-friendly high-strength composites based on hot-pressed lignocellulose microfibrils or fibers. ACS Sustain. Chem. Eng. 2021, 9, 1899–1910. [Google Scholar] [CrossRef]
- Heinemann, S.; Ander, P. Standard pulp and paper tests. In Fine Structure of Papermaking Fibres; Ander, P., Bauer, W., Heinemann, S., Kallio, P., Passas, R., Treimanis, A., Eds.; European Science Foundation (ESF): Uppsala, Sweden, 2011; Available online: https://www.cost.eu/wp-content/uploads/2018/07/53627.pdf (accessed on 21 July 2021).
- Ander, P.; Henniges, U.; Potthast, A. SEC studies on HCL treated softwood and birch kraft pulps. In Fine Structure of Papermaking Fibres; Ander, P., Bauer, W., Heinemann, S., Kallio, P., Passas, R., Treimanis, A., Eds.; European Science Foundation (ESF): Uppsala, Sweden, 2011; Available online: https://www.cost.eu/wp-content/uploads/2018/07/53627.pdf (accessed on 21 July 2021).
- Oliaei, E.; Lindén, P.A.; Wu, Q.; Berthold, F.; Berglund, L.; Lindström, T. Microfibrillated lignocellulose (MFLC) and nanopaper films from unbleached kraft softwood pulp. Cellulose 2020, 27, 2325–2341. [Google Scholar] [CrossRef] [Green Version]
- Lindström, T. Chemical factors affecting the behaviour of fibres—During papermaking. Nord. Pulp Pap. Res. J. 1992, 4, 181–192. [Google Scholar] [CrossRef]
- MacLeod, M. The top ten factors in kraft pulp yield. Pap. Puu/Pap. Timber 2007, 89, 417–424. [Google Scholar]
- Brundage, A.; Evans, C.; Lizas, D.; Freed, R. OECD Global Forum on Environment: Sustainable Materials Management; Organisation for Economic Co-Operation and Development (OECD): Mechelen, Belgium, 2010; Available online: https://www.oecd.org/env/waste/49804908.pdf (accessed on 20 October 2020).
- Suhr, M.; Klein, G.; Kourti, I.; Gonzalo, M.R.; Santonja, G.G.; Roudier, S.; Sancho, L.D. Best Available Techniques (BAT) Reference Document for the Production of Pulp, Paper and Board; Institute for Prospective Technological Studies: Luxembourg, 2015; Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2019-11/PP_revised_BREF_2015.pdf (accessed on 20 October 2020).
- Guidance on Best Available Techniques (BAT) Conclusions for the Production of Pulp, Paper and Board; 6702; Swedish Environmental Protection Agency (EPA): Stockholm, Sweden, 2019; Available online: http://www.swedishepa.se/upload/stod-i-miljoarbetet/vagledning/industriutslappsdirektivet/bat-slutsatser-bref-dokument/guidance-bat-pulp-paper-board-2019-08-22.pdf (accessed on 20 October 2020).
- Gavrilescu, D.; Puitel, A.C.; Dutuc, G.; Craciun, G. Environmental impact of pulp and paper mills. Environ. Eng. Manag. J. 2012, 11, 81–86. [Google Scholar] [CrossRef]
- Jour, P.; Halldén, K.; Wackerberg, E. Environmental systems analysis of alternative bleaching sequences with focus on carbon footprint. In Proceedings of the ABTCP, the 46th ABTCP International Pulp and Paper Congress, Sao Paulo, Brazil, 8–10 October 2013; pp. 8–10. [Google Scholar]
- Man, Y.; Li, J.; Hong, M.; Han, Y. Energy transition for the low-carbon pulp and paper industry in China. Renew. Sustain. Energy Rev. 2020, 131, 109998. [Google Scholar] [CrossRef]
- Joelsson, T. High Strength Paper from High Yield Pulps by Means of Hotpressing. Licentiate Thesis, Mid Sweden University, Sundsvall, Sweden, 2020. [Google Scholar]
- Sjöström, E.; Alén, R. Analytical Methods in Wood Chemistry, Pulping, and Papermaking; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Mishra, A.K. Effect of Refining on the Brightness of Softwood CTMP and TMP. Master’s Thesis, Western Michigan University, Kalamazoo, MI, USA, 1990. Available online: https://scholarworks.wmich.edu/cgi/viewcontent.cgi?article=2078&context=masters_theses#:~:text=Refining%20increased%20the%20k%2Dvalues,decreases%20in%20brightness%20with%20refining (accessed on 6 August 2021).
- Keyes, F.E. Method of Molding Pulp Articles. U.S. Patent 424003A, 25 March 1890. [Google Scholar]
- Keyes, M.L. Apparatus for making pulp articles. U.S. Patent 740023A, 29 September 1903. [Google Scholar]
- Price, S.; Sloan, E.C. Package. U.S. Patent 2217455, 8 October 1940. [Google Scholar]
- Wang, Q.; Xiao, S.; Shi, S.Q.; Cai, L. Effect of light-delignification on mechanical, hydrophobic, and thermal properties of high-strength molded fiber materials. Sci. Rep. 2018, 8, 955. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Global Molded Pulp Packaging Market (2020–2025); Mordor Intelligence: Hyderabad, India, 2019; Available online: https://www.mordorintelligence.com/industry-reports/molded-pulp-packaging-market (accessed on 27 February 2021).
- Molded Fiber Packaging Applications. Available online: https://www.imfa.org/molded-fiber/ (accessed on 10 May 2021).
- Bajpai, P. Effects of Recycling on Pulp Quality. In Recycling and Deinking of Recovered Paper; Elsevier Science: London, UK, 2014. [Google Scholar]
- Walker, J.C.F. Pulp and paper manufacture. In Primary Wood Processing: Principles and Practice; Springer: Dordrecht, The Netherlands, 2006; pp. 477–534. [Google Scholar]
- Neagu, R.C.; Gamstedt, E.K.; Berthold, F. Stiffness contribution of various wood fibers to composite materials. J. Compos. Mater. 2006, 40, 663–699. [Google Scholar] [CrossRef]
- Vesterlind, E.-L.; Höglund, H. Chemitermomechanical pulp made from birch at high temperature. Nord. Pulp Pap. Res. J. 2006, 21, 216–221. [Google Scholar] [CrossRef] [Green Version]
- The PulPac Technology Can Be Used to Make Most Types of Rigid Packaging and Single-Use Products. Available online: https://www.pulpac.com/technology/applications/ (accessed on 1 March 2021).
- Mason, W.H. Process of Making Integral Insulating Board with Hard Welded Surfaces. U.S. Patent 1812969, 7 July 1931. [Google Scholar]
- Okuda, N.; Sato, M. Manufacture and mechanical properties of binderless boards from kenaf core. J. Wood Sci. 2004, 50, 53–61. [Google Scholar] [CrossRef]
- Hanna Karlsson, L.B.; Lars, N.; Lennart, S. Abaca as a reinforcement fiber for softwood pulp. TAPPI J. 2007, 6, 25–32. [Google Scholar]
- Khakalo, A.; Vishtal, A.; Retulainen, E.; Filpponen, I.; Rojas, O.J. Mechanically-induced dimensional extensibility of fibers towards tough fiber networks. Cellulose 2017, 24, 191–205. [Google Scholar] [CrossRef]
- Kouko, J.; Jajcinovic, M.; Fischer, W.; Ketola, A.; Hirn, U.; Retulainen, E. Effect of mechanically induced micro deformations on extensibility and strength of individual softwood pulp fibers and sheets. Cellulose 2019, 26, 1995–2012. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Berglund, L.A. Recycling without fiber degradation—strong paper structures for 3D forming based on nanostructurally tailored wood holocellulose fibers. ACS Sustain. Chem. Eng. 2020, 8, 1146–1154. [Google Scholar] [CrossRef]
- Westin, P.-O.; Yang, X.; Svedberg, A.; Grundberg, H.; Berglund, L.A. Single step PAA delignification of wood chips for high-performance holocellulose fibers. Cellulose 2021, 28, 1873–1880. [Google Scholar] [CrossRef]
- Hunt, J.F.; Vick, C.B. Strength and processing properties of wet-formed hardboards from recycled corrugated containers and commercial hardboard fibers. For. Prod. J. 1999, 49, 69–74. [Google Scholar]
- Anglès, M.N.; Reguant, J.; Montané, D.; Ferrando, F.; Farriol, X.; Salvadó, J. Binderless composites from pretreated residual softwood. J. Appl. Polym. Sci. 1999, 73, 2485–2491. [Google Scholar] [CrossRef]
- McNatt, J.D.; Myers, G. Selected properties of commercial high-density hardboards. For. Prod. J. 1993, 43, 59–62. [Google Scholar]
- Bouajila, J.; Limare, A.; Joly, C.; Dole, P. Lignin plasticization to improve binderless fiberboard mechanical properties. Polym. Eng. Sci. 2005, 45, 809–816. [Google Scholar] [CrossRef]
- Shah, D.U. Natural fibre composites: Comprehensive Ashby-type materials selection charts. Mater. Des. 2014, 62, 21–31. [Google Scholar] [CrossRef]
- Turbak, A.F.; Snyder, F.W.; Sandberg, K.R. Microfibrillated cellulose, a new cellulose product: Properties, uses and commercial potential. J. Appl. Polym. Sci. Appl. Polym. Symp. 1983, 37, 815–827. [Google Scholar]
- Saito, T.; Kimura, S.; Nishiyama, Y.; Isogai, A. Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 2007, 8, 2485–2491. [Google Scholar] [CrossRef] [PubMed]
- Wågberg, L.; Decher, G.; Norgren, M.; Lindström, T.; Ankerfors, M.; Axnäs, K. The Build-Up of Polyelectrolyte Multilayers of Microfibrillated Cellulose and Cationic Polyelectrolytes. Langmuir 2008, 24, 784–795. [Google Scholar] [CrossRef] [PubMed]
- Olszewska, A.; Eronen, P.; Johansson, L.-S.; Malho, J.-M.; Ankerfors, M.; Lindström, T.; Ruokolainen, J.; Laine, J.; Österberg, M. The behaviour of cationic nanofibrillar cellulose in aqueous media. Cellulose 2011, 18, 1213. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef]
- Rojo, E.; Peresin, M.S.; Sampson, W.W.; Hoeger, I.C.; Vartiainen, J.; Laine, J.; Rojas, O.J. Comprehensive elucidation of the effect of residual lignin on the physical, barrier, mechanical and surface properties of nanocellulose films. Green Chem. 2015, 17, 1853–1866. [Google Scholar] [CrossRef] [Green Version]
- Herrera, M.; Thitiwutthisakul, K.; Yang, X.; Rujitanaroj, P.-O.; Rojas, R.; Berglund, L. Preparation and evaluation of high-lignin content cellulose nanofibrils from eucalyptus pulp. Cellulose 2018, 25, 3121–3133. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Chen, H.; Liu, L.; Yu, J.; Fan, Y.; Saito, T.; Isogai, A. Influence of chemical and enzymatic TEMPO-mediated oxidation on chemical structure and nanofibrillation of lignocellulose. ACS Sustain. Chem. Eng. 2020, 8, 14198–14206. [Google Scholar] [CrossRef]
- Herzele, S.; Veigel, S.; Liebner, F.; Zimmermann, T.; Gindl-Altmutter, W. Reinforcement of polycaprolactone with microfibrillated lignocellulose. Ind. Crop. Prod. 2016, 93, 302–308. [Google Scholar] [CrossRef]
- Osong, S.H.; Norgren, S.; Engstrand, P. An approach to produce nano-ligno-cellulose from mechanical pulp fine materials. Nord. Pulp Pap. Res. J. 2013, 28, 472–479. [Google Scholar] [CrossRef] [Green Version]
- Yousefi, H.; Faezipour, M.; Hedjazi, S.; Mousavi, M.M.; Azusa, Y.; Heidari, A.H. Comparative study of paper and nanopaper properties prepared from bacterial cellulose nanofibers and fibers/ground cellulose nanofibers of canola straw. Ind. Crop. Prod. 2013, 43, 732–737. [Google Scholar] [CrossRef]
- Farooq, M.; Zou, T.; Riviere, G.; Sipponen, M.H.; Österberg, M. Strong, ductile, and waterproof cellulose nanofibril composite films with colloidal lignin particles. Biomacromolecules 2019, 20, 693–704. [Google Scholar] [CrossRef]
- Berglund, L. Mechanics of Paper Products. In 12 Wood Biocomposites—Extending the Property Range of Paper Products; De Gruyter: Berlin, Germany, 2011; pp. 231–254. [Google Scholar]
- Larsson, P.A.; Riazanova, A.V.; Cinar Ciftci, G.; Rojas, R.; Øvrebø, H.H.; Wågberg, L.; Berglund, L.A. Towards optimised size distribution in commercial microfibrillated cellulose: A fractionation approach. Cellulose 2018, 26, 1565–1575. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Berglund, L.A. Structural and ecofriendly holocellulose materials from wood: Microscale fibers and nanoscale fibrils. Adv. Mater. 2021, 33, 2001118. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials and the Environment: Eco-Informed Material Choice, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 2021. [Google Scholar]
- Ansari, F.; Berglund, L.A. Toward semistructural cellulose nanocomposites: The need for scalable processing and interface tailoring. Biomacromolecules 2018, 19, 2341–2350. [Google Scholar] [CrossRef] [PubMed]
- Pachauri, R.K.; Meyer, L.A. Climate Change Synthesis Report: Contribution of Working Groups I, II and III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Intergovernmental Panel on Climate Change (IPCC): Geneva, Switzerland, 2014; p. 151. Available online: https://www.ipcc.ch/site/assets/uploads/2018/02/SYR_AR5_FINAL_full.pdf (accessed on 16 November 2020).
- De Figueirêdo, M.C.B.; De Freitas Rosa, M.; Ugaya, C.M.L.; De Souza, M.D.S.M.; Da Silva Braid, A.C.C.; De Melo, L.F.L. Life cycle assessment of cellulose nanowhiskers. J. Clean. Prod. 2012, 35, 130–139. [Google Scholar] [CrossRef]
- Nguyen, T.D. Life Cycle Energy Assessment of Wood-Based Nano Fibrillated Cellulose. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2014. Available online: https://hdl.handle.net/20.500.12380/200195 (accessed on 6 August 2021).
- Arvidsson, R.; Nguyen, D.; Svanström, M. Life cycle assessment of cellulose nanofibrils production by mechanical treatment and two different pretreatment processes. Environ. Sci. Technol. 2015, 49, 6881–6890. [Google Scholar] [CrossRef] [PubMed]
- Foroughi, F.; Rezvani Ghomi, E.; Morshedi Dehaghi, F.; Borayek, R.; Ramakrishna, S. A review on the life cycle assessment of cellulose: From properties to the potential of making it a low carbon material. Materials 2021, 14, 714. [Google Scholar] [CrossRef]
- Li, Q.; McGinnis, S.; Sydnor, C.; Wong, A.; Renneckar, S. Nanocellulose life cycle assessment. ACS Sustain. Chem. Eng. 2013, 1, 919–928. [Google Scholar] [CrossRef]
- Kim, J.-H.; Shim, B.S.; Kim, H.S.; Lee, Y.-J.; Min, S.-K.; Jang, D.; Abas, Z.; Kim, J. Review of nanocellulose for sustainable future materials. Int. J. Precis. Eng. Manuf. Green Technol. 2015, 2, 197–213. [Google Scholar] [CrossRef] [Green Version]
- Ashby, M.F. Materials and the Environment, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2009. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Young’s Modulus (GPa) | Ultimate Strength (MPa) | Porosity (%) | Elongation at Break (%) | Ref |
|---|---|---|---|---|---|
| Binder-less MDF | 1–6 | 5–40 | 30–65 | - | [41] |
| Kraft paper | ~2 | 12–30 | 55–65 | 2–4 | [42,43,44,45] |
| Holo-paper | 9–10 | ~100 | 45–50 | 1.5–2 | [45,46] |
| Hot-pressed (HP)-NSSC | - | 55–85 | 40–45 | 2–2.5 | [26] |
| HDF | 3–10 | 15–75 | 30–40 | <1 | [47,48,49,50] |
| HP-unbleached kraft | - | 75–95 | ~35 | 3–4 | [26] |
| HP-unbleached kraft | 10–13 | 110–155 | ~25 | 2–2.5 | [14] |
| HP-Holo-fiber | 18 | 195 | ~20 | 2 | [8] |
| Pulp Fiber CED (MJ/Kg) | Chemicals/Water Energy (MJ/Kg) | Fibrillation Energy (MJ/Kg) | Mix/Wash Energy (MJ/Kg) | Total CED (MJ/Kg) | |
|---|---|---|---|---|---|
| Bleached kraft pulp (BKP) | 14 | - | - | - | 14 |
| MFC from BKP pulp | 14 | 1 | 90 | - | 105 |
| TEMPO-CNF from BKP pulp | 14 | 7.1 | 5.4 | 2.3 | 28.8 |
| Unbleached kraft pulp (UBKP) | 9 | - | - | - | 9 |
| MFLC from UBKP pulp | 9 | - | >>90 * | - | >>99 * |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliaei, E.; Lindström, T.; Berglund, L.A. Sustainable Development of Hot-Pressed All-Lignocellulose Composites—Comparing Wood Fibers and Nanofibers. Polymers 2021, 13, 2747. https://doi.org/10.3390/polym13162747
Oliaei E, Lindström T, Berglund LA. Sustainable Development of Hot-Pressed All-Lignocellulose Composites—Comparing Wood Fibers and Nanofibers. Polymers. 2021; 13(16):2747. https://doi.org/10.3390/polym13162747
Chicago/Turabian StyleOliaei, Erfan, Tom Lindström, and Lars A. Berglund. 2021. "Sustainable Development of Hot-Pressed All-Lignocellulose Composites—Comparing Wood Fibers and Nanofibers" Polymers 13, no. 16: 2747. https://doi.org/10.3390/polym13162747
APA StyleOliaei, E., Lindström, T., & Berglund, L. A. (2021). Sustainable Development of Hot-Pressed All-Lignocellulose Composites—Comparing Wood Fibers and Nanofibers. Polymers, 13(16), 2747. https://doi.org/10.3390/polym13162747