Rigid Polyurethane Foams with Various Isocyanate Indices Based on Polyols from Rapeseed Oil and Waste PET

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Rigid PUR Foams
2.3. Characterization of Rigid PUR Foams
3. Results and Discussion
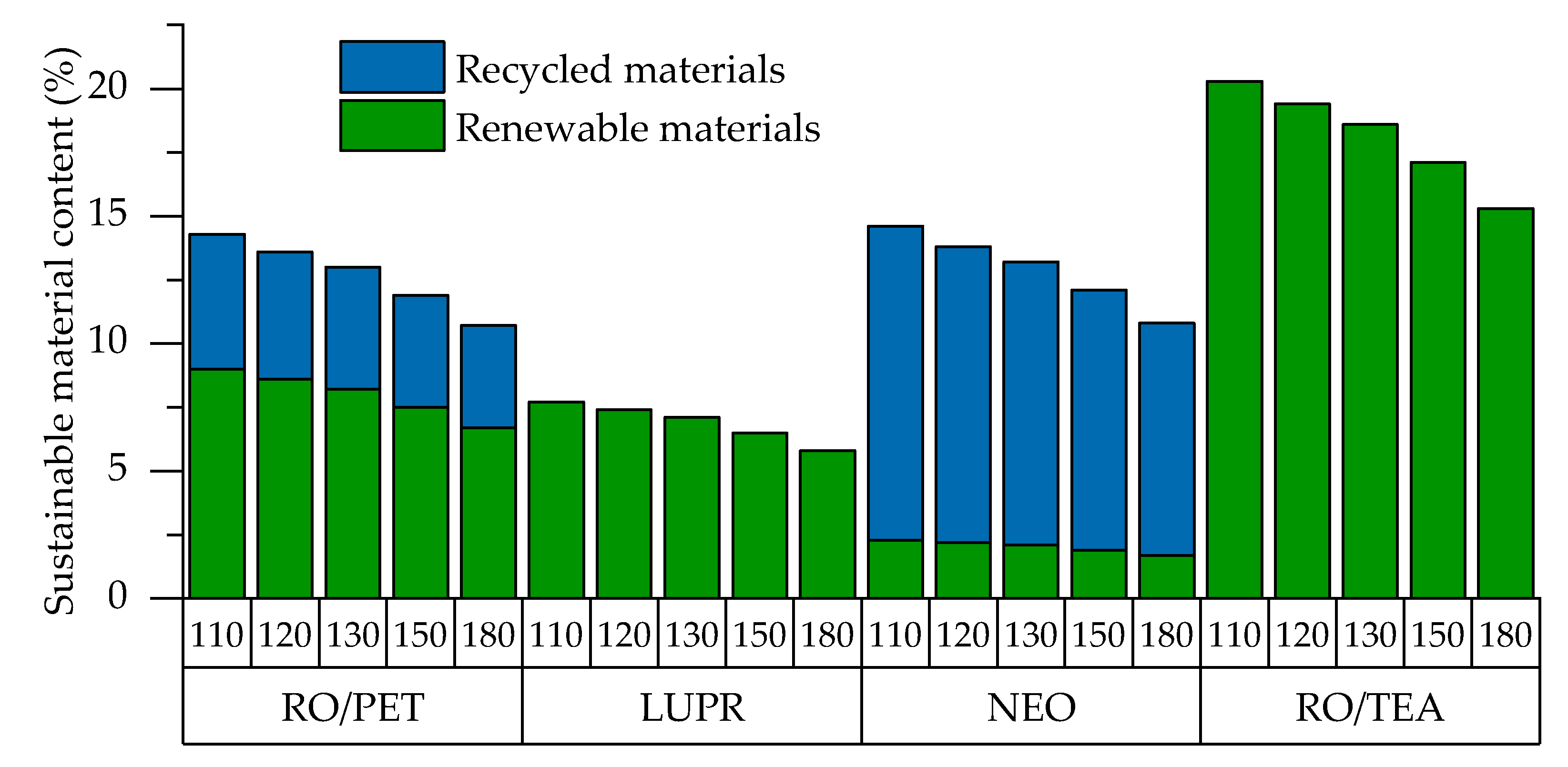
3.1. Sustainable Material Content
3.2. Apparent Density and Closed-Cell Content
3.3. Reactivity of Foam Formation
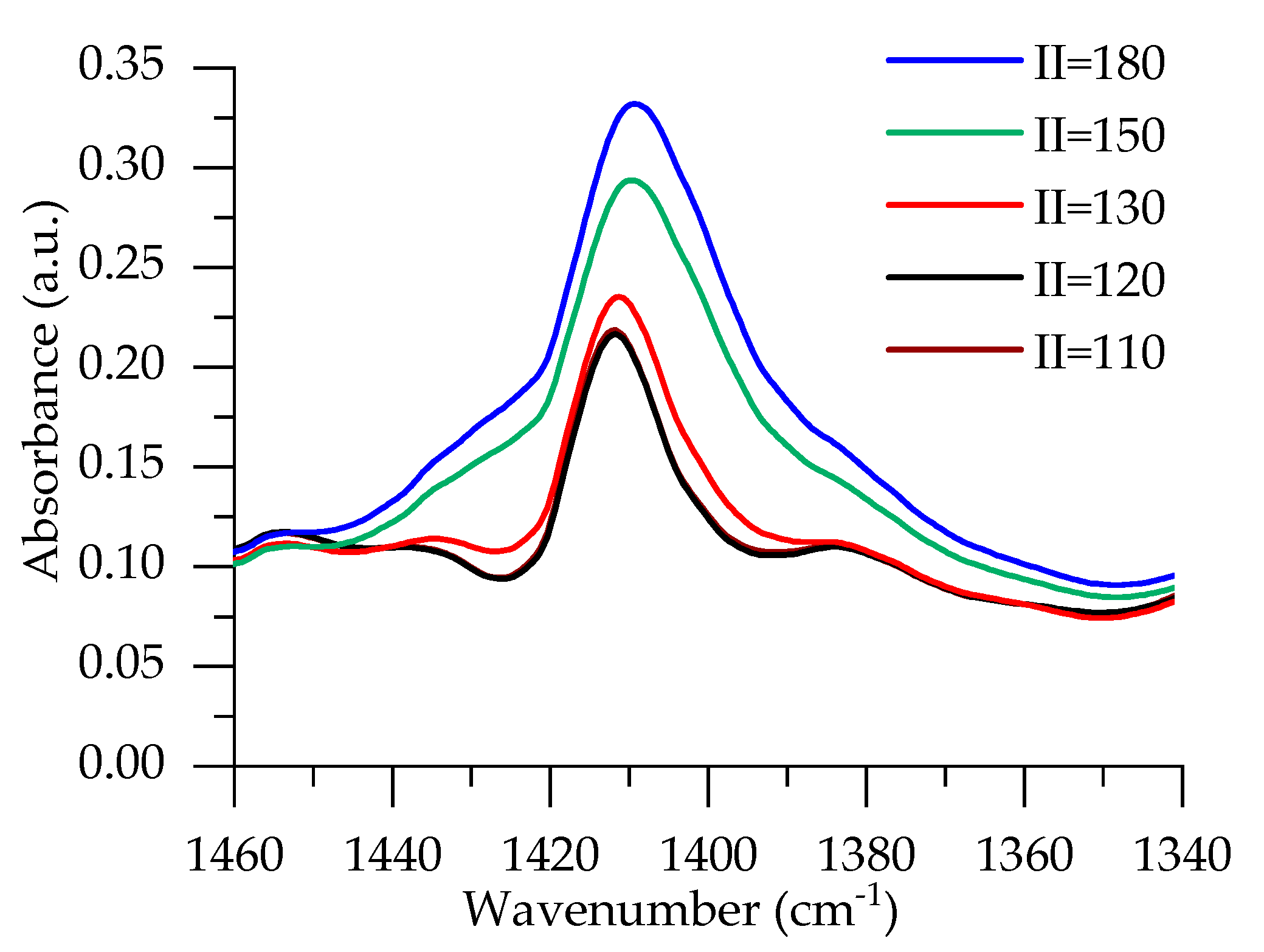
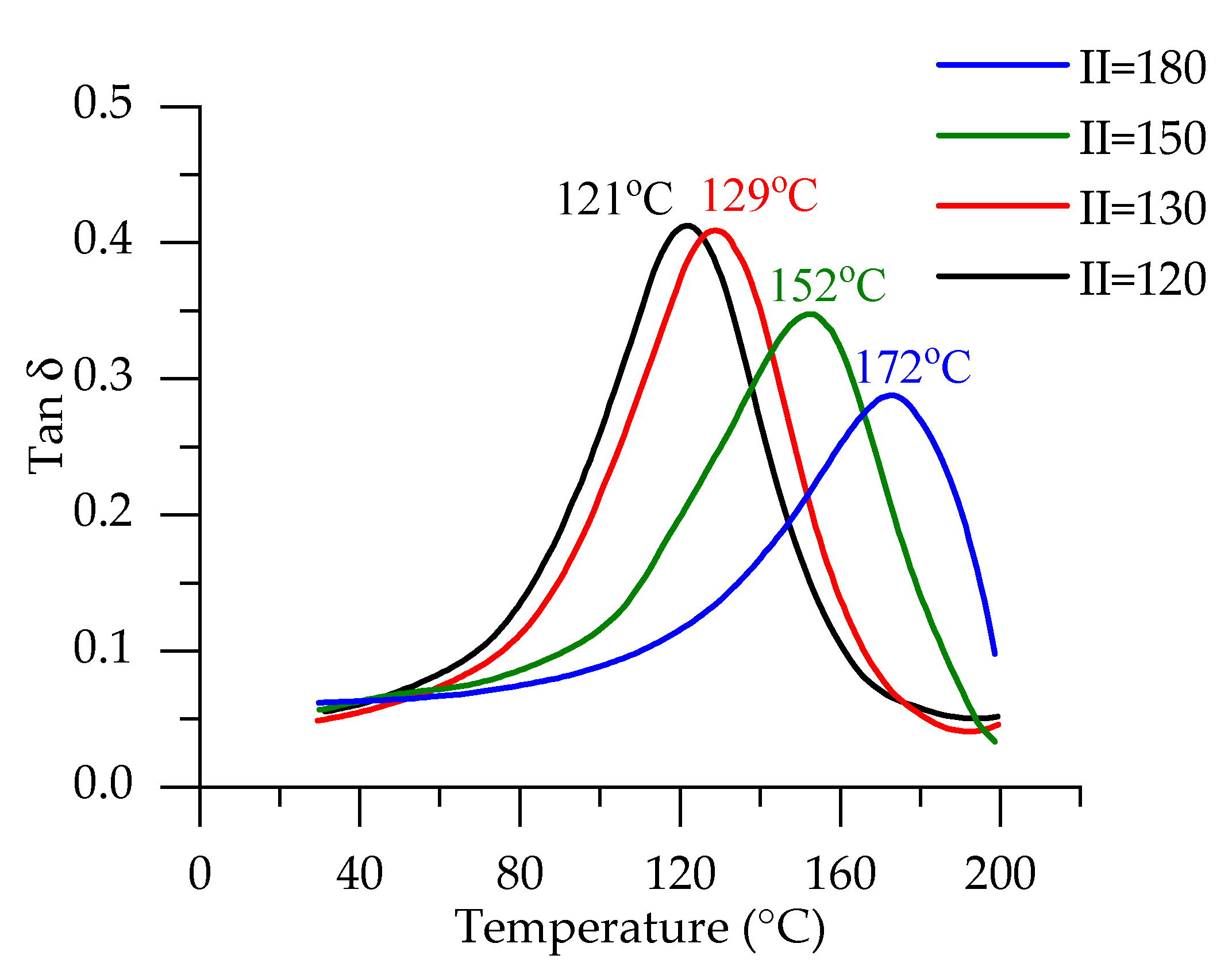
3.4. FTIR and DMA Results
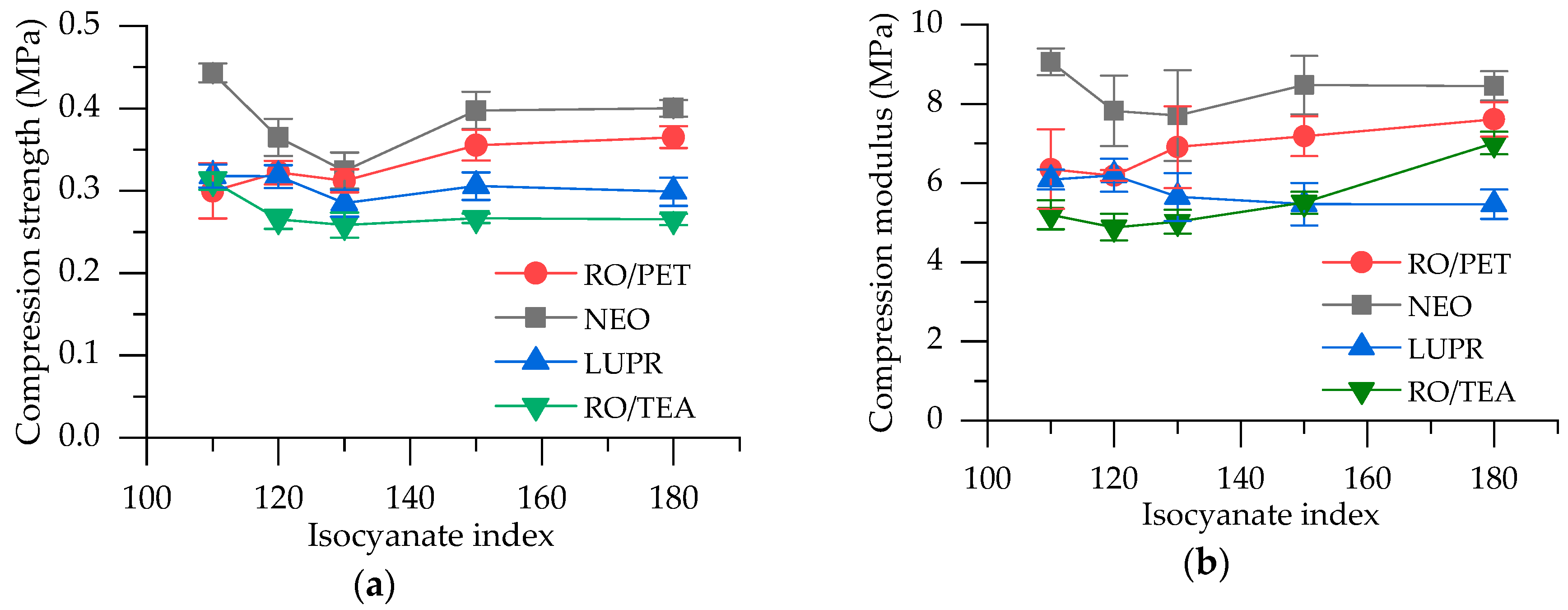
3.5. Compression Strength
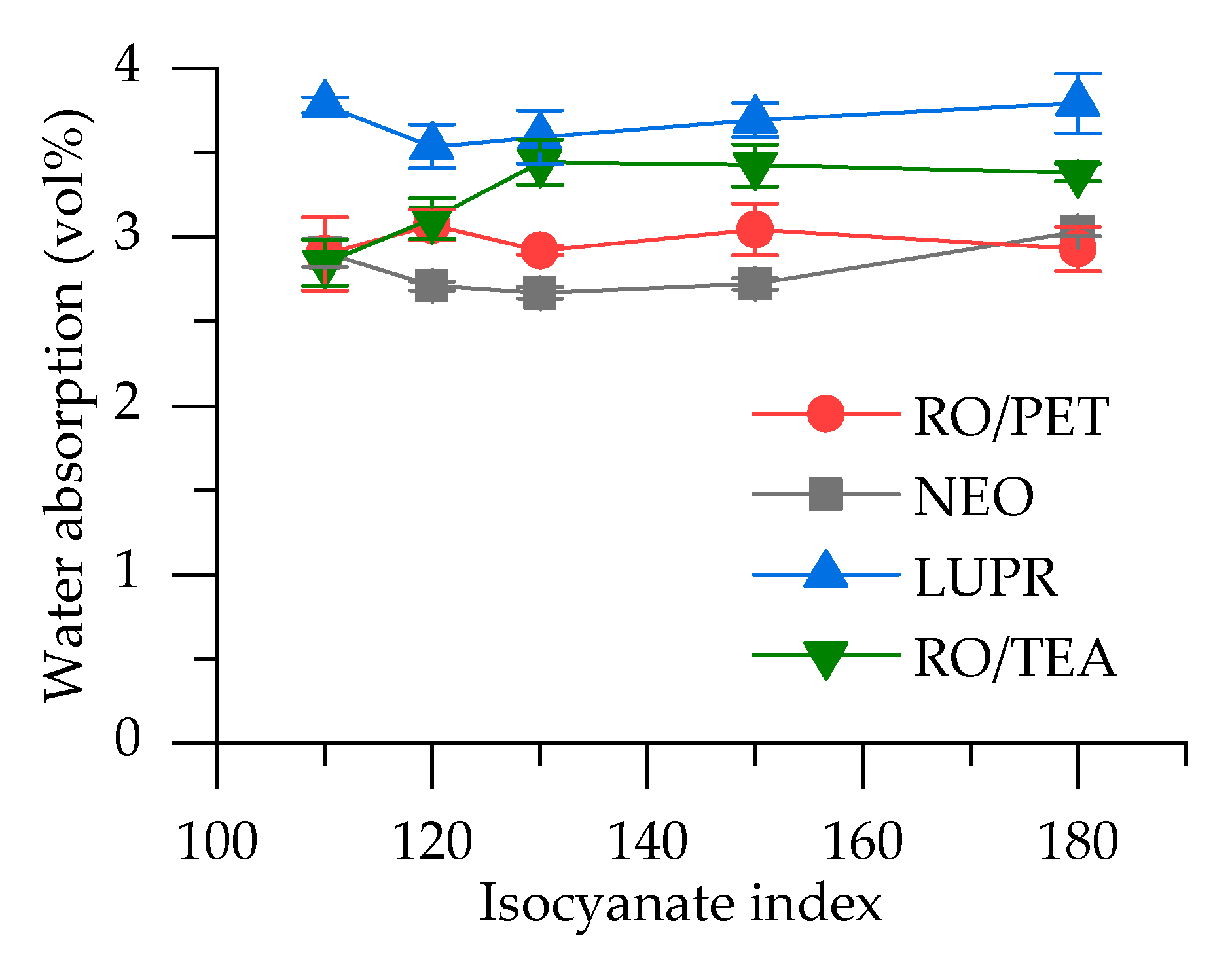
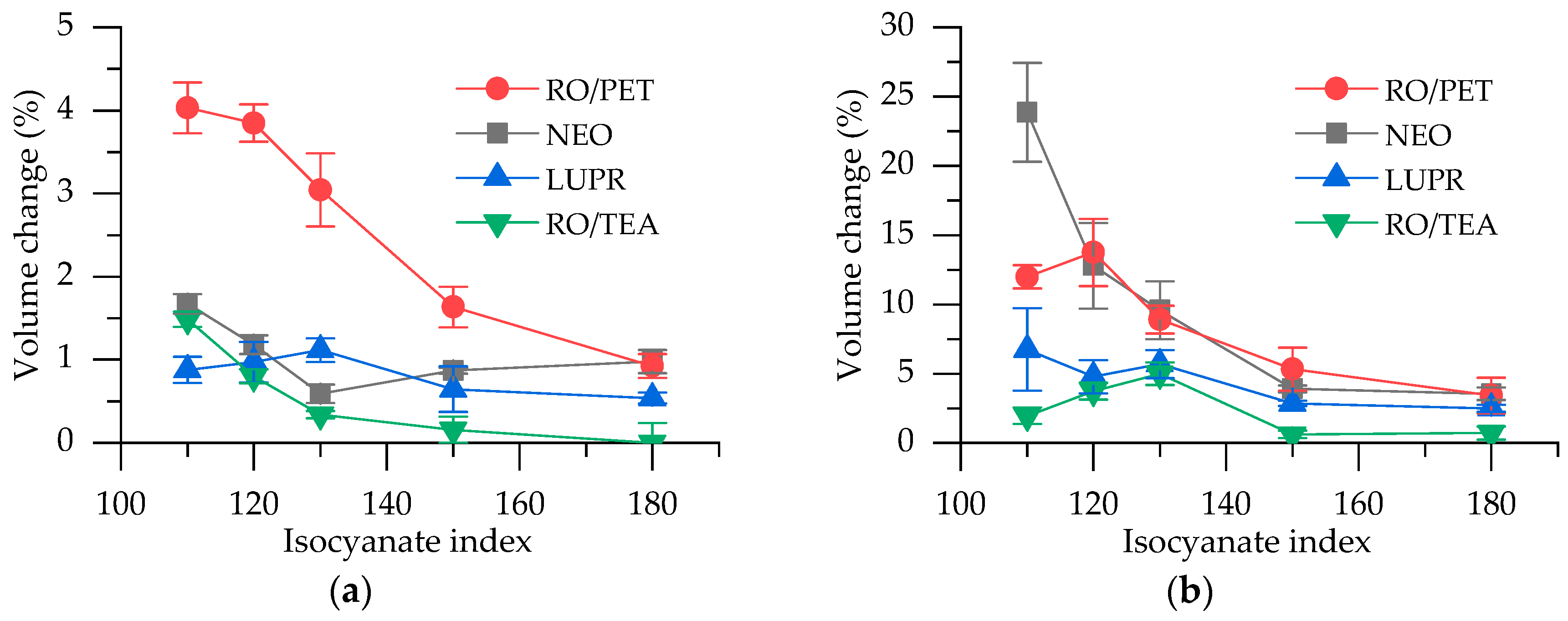
3.6. Dimensional Stability and Water Absorption
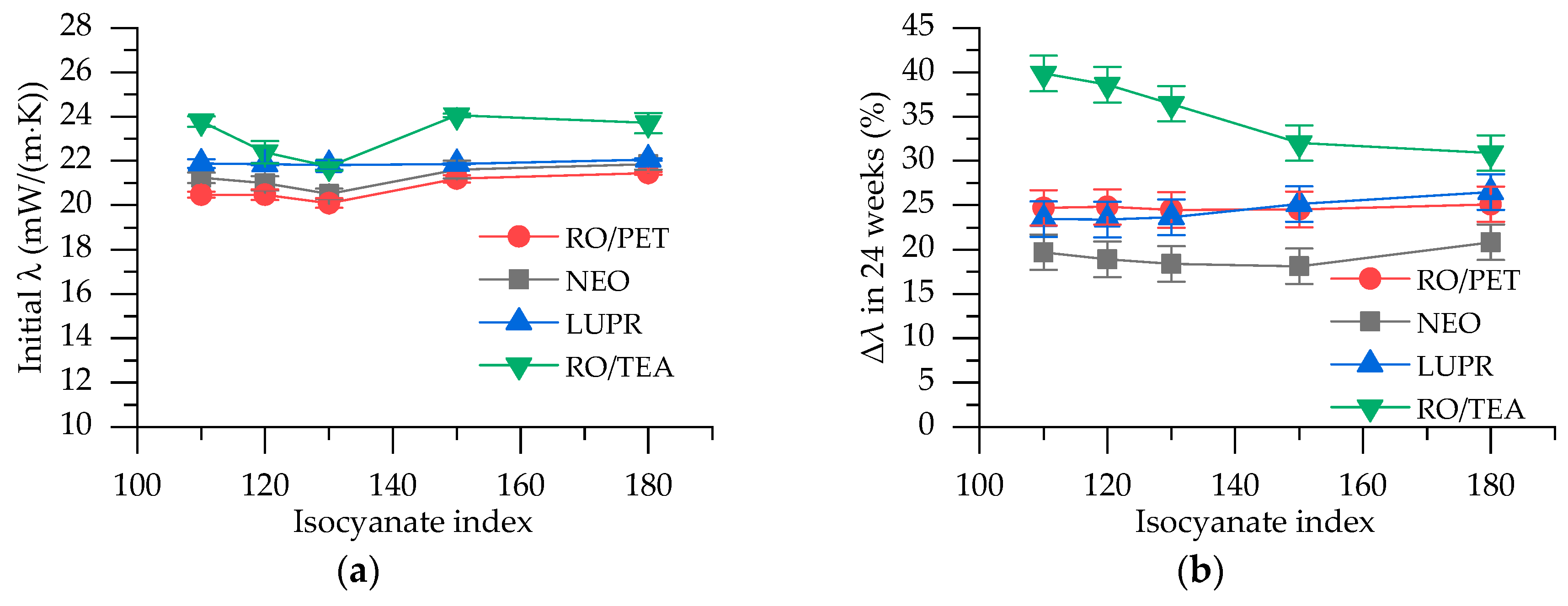
3.7. Thermal Conductivity
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Babb, D.A. Polyurethanes from Renewable Sources. Adv. Polym. Sc. 2011, 245, 315–360. [Google Scholar]
- Thakur, S.; Karak, N. Castor oil-based hyperbranched polyurethanes as advanced surface coating materials. Prog. Org. Coat. 2013, 76, 157–164. [Google Scholar] [CrossRef]
- Okieimen, F.E.; Pavithran, C.; Bakare, I.O. Epoxidation and hydroxlation of rubber seed oil: One-pot multi-step reactions. Eur. J. Lipid. Sci. Technol. 2005, 107, 330–336. [Google Scholar] [CrossRef]
- Kirpluks, M.; Cabulis, U.; Ivdre, A.; Kuranska, M.; Zieleniewska, M.; Auguscik, M. Mechanical and Thermal Properties of High-Density Rigid Polyurethane Foams from Renewable Resources. J. Renew. Mater. 2016, 4, 86–100. [Google Scholar] [CrossRef]
- Mizera, K.; Ryszkowska, J. Polyurethane elastomers from polyols based on soybean oil with a different molar ratio. Polym. Degrad. Stab. 2016, 132, 21–31. [Google Scholar] [CrossRef]
- Ji, D.; Fang, Z.; He, W.; Luo, Z.; Jiang, X.; Wang, T.; Guo, K. Polyurethane rigid foams formed from different soy-based polyols by the ring opening of epoxidised soybean oil with methanol, phenol, and cyclohexanol. Ind. Crops Prod. 2015, 74, 76–82. [Google Scholar] [CrossRef]
- Ionescu, M.; Radojčić, D.; Wan, X.; Shrestha, M.L.; Petrović, Z.S.; Upshaw, T.A. Highly functional polyols from castor oil for rigid polyurethanes. Eur. Polym. J. 2016, 84, 736–749. [Google Scholar] [CrossRef]
- Zhang, M.; Pan, H.; Zhang, L.; Hu, L.; Zhou, Y. Study of the mechanical, thermal properties and flame retardancy of rigid polyurethane foams prepared from modified castor-oil-based polyols. Ind. Crops Prod. 2014, 59, 135–143. [Google Scholar] [CrossRef]
- Tanaka, R.; Hirose, S.; Hatakeyama, H. Preparation and characterization of polyurethane foams using a palm oil-based polyol. Bioresour. Technol. 2008, 99, 3810–3816. [Google Scholar] [CrossRef]
- Ng, W.S.; Lee, C.S.; Chuah, C.H.; Cheng, S.-F. Preparation and modification of water-blown porous biodegradable polyurethane foams with palm oil-based polyester polyol. Ind. Crops Prod. 2017, 97, 65–78. [Google Scholar] [CrossRef]
- Omrani, I.; Farhadian, A.; Babanejad, N.; Shendi, H.K.; Ahmadi, A.; Nabid, M.R. Synthesis of novel high primary hydroxyl functionality polyol from sunflower oil using thiolyne reaction and their application in polyurethane coating. Eur. Polym. J. 2016, 82, 220–231. [Google Scholar] [CrossRef]
- Das, B.; Konwar, U.; Mandal, M.; Karak, N. Sunflower oil based biodegradable hyperbranched polyurethane as a thin film material. Ind. Crops Prod. 2013, 44, 396–404. [Google Scholar] [CrossRef]
- Zieleniewska, M.; Leszczyński, M.K.; Kurańska, M.; Prociak, A.; Szczepkowski, L.; Krzyzowska, M.; Ryszkowska, J. Preparation and characterisation of rigid polyurethane foams using a rapeseed oil-based polyol. Ind. Crops Prod. 2015, 74, 887–897. [Google Scholar] [CrossRef]
- Kurańska, M.; Prociak, A. The influence of rapeseed oil-based polyols on the foaming process of rigid polyurethane foams. Ind. Crops Prod. 2016, 89, 182–187. [Google Scholar] [CrossRef]
- Zając, T.; Klimek-Kopyra, A.; Andrzej, O.; Lorenc-Kozik, A.; Ratajczak, K. Analysis of yield and plant traits of oilseed rape (Brassica napus L.) cultivated in temperate region in light of the possibilities of sowing in arid areas. Acta Agrobotan. 2016, 69, 1696. [Google Scholar]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M.; Czupryński, B.; Apiecionek, Ł. The Use of Waste from the Production of Rapeseed Oil for Obtaining of New Polyurethane Composites. Polymers 2019, 11, 1431. [Google Scholar] [CrossRef] [PubMed]
- Kurańska, M.; Prociak, A.; Kirpluks, M.; Cabulis, U. Polyurethane–polyisocyanurate foams modified with hydroxyl derivatives of rapeseed oil. Ind. Crops Prod. 2015, 74, 849–857. [Google Scholar] [CrossRef]
- Yakushin, V.; Stirna, U.; Bikovens, O.; Misane, M.; Sevastyanova, I.; Vilsone, D. Synthesis and Characterization of Novel Polyurethanes Basedon Vegetable Oils Amide and Ester Polyols. Mater. Sci. 2014, 20, 277–282. [Google Scholar]
- Oprea, S. Effect of Composition and Hard-segment Content on Thermo-mechanical Properties of Cross-linked Polyurethane Copolymers. High Perform. Polym. 2008, 21, 353–370. [Google Scholar] [CrossRef]
- Badri, K.H.; Mohd Dawi, L.I.; Abd Aziz, N.A. Rigid polyurethane foam from glycolysed polyethylene terephthalate dissolved in palm-based polyol. Sains Malaysiana 2013, 42, 449–457. [Google Scholar]
- Ivdre, A.; Fridrihsone-Girone, A.; Abolins, A.; Cabulis, U. Effect of different concentration of rapeseed oil and recycled poly (ethylene terephthalate) in polyols for rigid polyurethane foams. J. Cell. Plast. 2018, 54, 161–177. [Google Scholar] [CrossRef]
- Roy, P.K.; Mathur, R.; Kumar, D.; Rajagopal, C. Tertiary recycling of poly(ethylene terephthalate) wastes for production of polyurethane-polyisocyanurate foams. J. Environ. Chem. Eng. 2013, 1, 1062–1069. [Google Scholar] [CrossRef]
- Pingale, N.D.; Shukla, S.R. Microwave assisted ecofriendly recycling of poly (ethylene terephthalate) bottle waste. Eur. Polym. J. 2008, 44, 4151–4156. [Google Scholar] [CrossRef]
- De Mello, D.; Pezzin, S.H.; Amico, S.C. The effect of post-consumer PET particles on the performance of flexible polyurethane foams. Polym. Test. 2009, 28, 702–708. [Google Scholar] [CrossRef]
- Sinha, V.; Patel, M.R.; Patel, J.V. Pet waste management by chemical recycling: A review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Scheirs, J. Recycling of PET, Polymer Recycling; Science, Technology and Applications; Wiley Series in Polymer Science; Wiley & Sons: Chichester, UK, 1998; pp. 119–182. [Google Scholar]
- Mosadeghzad, Z.; Ahmad, I.; Daik, R.; Ramli, A.; Jalaludin, Z. Preparation and properties of acacia sawdust / UPR composite based on recycled PET. Malaysian Polym. J. 2009, 4, 30–41. [Google Scholar]
- Pardal, F.; Tersac, G. Comparative reactivity of glycols in PET glycolysis. Polym. Degrad. Stab. 2006, 91, 2567–2578. [Google Scholar] [CrossRef]
- Pardal, F.; Tersac, G. Kinetics of poly(ethylene terephthalate) glycolysis by diethylene glycol. Part II: Effect of temperature, catalyst and polymer morphology. Polym. Degrad. Stab. 2007, 92, 611–616. [Google Scholar] [CrossRef]
- Cata, A.; Bandur, G.; Balcu, I.; Buzatu, D.; Tanasie, C.; Rosu, D. Preliminary studies about PET degradation. Rheological determinations on glycolysis products obtained with propylene glycol. Chem. Bull. POLITEHNICA Univ. (Timişoara) 2007, 52, 143–146. [Google Scholar]
- Vitkauskiene, I.; Makuska, R.; Stirna, U.; Cabulis, U. Synthesis and physical- mechanical properties of polyurethane-polyisocyanurate foams based on PET-waste-derived modified polyols. J. Cell Plast. 2011, 47, 467e82. [Google Scholar] [CrossRef]
- Paberza, A.; Fridrihsone-Girone, A.; Abolins, A.; Cabulis, U. Polyols from recycled poly (ethylene terephthalate) flakes and rapeseed oil for polyurethane foams. Polimery 2015, 60, 572–578. [Google Scholar] [CrossRef]
- Ivdre, A.; Soto, G.D.; Cabulis, U. Polyols Based on Poly(ethylene terephthalate) and Tall Oil: Perspectives for Synthesis and Production of Rigid Polyurethane Foams. J. Renew. Mater. 2016, 4, 285–293. [Google Scholar] [CrossRef]
- Linul, E.; Marşavina, L.; Vălean, C.; Bănică, R. Static and dynamic mode I fracture toughness of rigid PUR foams under room and cryogenic temperatures. Eng. Fract. Mech. 2018, 106274, 2020. [Google Scholar] [CrossRef]
- Romero, R.R. A Study of the Reaction Kinetics of Polyisocyanurate Foam Formulations using Real-time FTIR. J. Cell. Plast. 2005, 41, 339–359. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, B.K.; Lim, H. Effect of isocyanate index on the properties of rigid polyurethane foams blown by HFC 365mfc. Macromol. Res. 2008, 16, 467–472. [Google Scholar] [CrossRef]
- Kapps, M.; Buschkamp, S. The Production of Polyurethane Foams; Bayers Material Science: Leverkusen, Germany, 2004; p. 10. [Google Scholar]
- Szycher, M. Handbook of Polyurethanes; CRC Press: Boca Raton, FL, USA, 2012; p. 262. [Google Scholar]
- Abdel Hakim, A.A.; Nassar, M.; Emam, A.; Sultan, M. Preparation and characterization of rigid polyurethane foam prepared from sugar-cane bagasse polyol. Mater. Chem. Phys. 2011, 129, 301–307. [Google Scholar] [CrossRef]
- Ionescu, M. Chemistry and Technology of Polyols for Polyurethanes; Smithers Rapra Publishing: Shawbury, UK, 2005; p. 17. [Google Scholar]
- Hawkins, M.C. Cell Morphology and Mechanical Properties of Rigid Polyurethane Foam. J. Cell Plast. 2005, 41, 267–285. [Google Scholar] [CrossRef]
- Javni, I.; Zhang, W.; Petrovic, Z.S. Soybean-oil-based polyisocyanurate rigid foams. J. Polym. Environ. 2004, 12, 123–129. [Google Scholar] [CrossRef]
- Stirna, U.; Cabulis, U.; Beverte, I. Water-Blown Polyisocyanurate Foams From Vegetable Oil Polyols. J. Cell. Plast. 2008, 44, 139–160. [Google Scholar] [CrossRef]
- Septevani, A.A.; Evans, D.A.C.; Chaleat, C.; Martin, D.J.; Annamalai, P.K. A systematic study substituting polyether polyol with palm kernel oil based polyester polyol in rigid polyurethane foam. Ind. Crop. Prod. 2015, 66, 16–26. [Google Scholar] [CrossRef]
- Galakhova, A.; Santiago-Calvo, M.; Tirado-Mediavilla, J.; Villafañe, F.; Rodríguez-Pérez, M.Á.; Riess, G. Identification and quantification of cell gas evolution in rigid polyurethane foams by novel GCMS methodology. Polymers 2019, 11, 7. [Google Scholar] [CrossRef] [PubMed]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Isbrandt, M. Effect of evening primrose oil-based polyol on the properties of rigid polyurethane-polyisocyanurate foams for thermal insulation. Polymers 2018, 10, 12. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Application | Amount, pbw 1 |
|---|---|---|
| Rapeseed oil/PET (RO/PET) or reference polyol | Base polyol | 75 |
| Lupranol 3422 | Crosslinking agent | 25 |
| Levagard PP | Flame retardant | 20 |
| NIAX Silicone L6915 | Surfactant | 2.0 |
| 30 wt% potassium acetate (KAc) solution in diethylene glycol | Catalyst | 1.0–1.5 2 |
| PC CAT NP-10 | Catalyst | 1.6–4.0 3 |
| Water | Blowing agent | 2.2 |
| Solkane 365/227 | Blowing agent | 16 |
| Sample | Apparent Density, kg/m3 | Closed-Cell Content, vol.% |
|---|---|---|
| RO/PET II = 110 | 39.1 ± 0.4 | 95.2 ± 0.2 |
| RO/PET II = 120 | 38.5 ± 0.1 | 98.0 ± 0.4 |
| RO/PET II = 130 | 44.3 ± 1.3 | 97.6 ± 0.3 |
| RO/PET II = 150 | 39.1 ± 0.4 | 98.7 ± 0.2 |
| RO/PET II = 180 | 41.7 ± 0.1 | 97.4 ± 0.4 |
| Time, s | |||
|---|---|---|---|
| Sample | Cream | Gel | Tack-Free |
| RO/PET II = 110 | 22 | 52 | 75 |
| RO/PET II = 120 | 22 | 52 | 75 |
| RO/PET II = 130 | 23 | 54 | 90 |
| RO/PET II = 150 | 25 | 54 | 93 |
| RO/PET II = 180 | 25 | 56 | 108 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ivdre, A.; Abolins, A.; Sevastyanova, I.; Kirpluks, M.; Cabulis, U.; Merijs-Meri, R. Rigid Polyurethane Foams with Various Isocyanate Indices Based on Polyols from Rapeseed Oil and Waste PET. Polymers 2020, 12, 738. https://doi.org/10.3390/polym12040738
Ivdre A, Abolins A, Sevastyanova I, Kirpluks M, Cabulis U, Merijs-Meri R. Rigid Polyurethane Foams with Various Isocyanate Indices Based on Polyols from Rapeseed Oil and Waste PET. Polymers. 2020; 12(4):738. https://doi.org/10.3390/polym12040738
Chicago/Turabian StyleIvdre, Aiga, Arnis Abolins, Irina Sevastyanova, Mikelis Kirpluks, Ugis Cabulis, and Remo Merijs-Meri. 2020. "Rigid Polyurethane Foams with Various Isocyanate Indices Based on Polyols from Rapeseed Oil and Waste PET" Polymers 12, no. 4: 738. https://doi.org/10.3390/polym12040738
APA StyleIvdre, A., Abolins, A., Sevastyanova, I., Kirpluks, M., Cabulis, U., & Merijs-Meri, R. (2020). Rigid Polyurethane Foams with Various Isocyanate Indices Based on Polyols from Rapeseed Oil and Waste PET. Polymers, 12(4), 738. https://doi.org/10.3390/polym12040738