1. Introduction
The word noise is derived from the Latin word “nausea” which means the sensation of discomfort. Noise is the unwanted sound, it may be loud, distracting or annoying. Noise pollution refers to the unwanted sound waves in the environment produced by humans that becomes a threat to the health of both human and animals. Noise has become the third largest source of pollution which causes diverse environmental effects on the economy and human health [
1]. Advancement in technology and lifestyle has, in many ways, caused an increase in air, soil, water and noise pollution [
2]. Sound absorption takes place when sound waves strike the surface of any porous material. Some of the sound is reflected back while some waves or energy are absorbed by the material [
3]. Vehicular transportation is one of the major sources for producing noise pollution. Various types of materials are used to prevent noise pollution like wall cladding, acoustic barriers and acoustic ceilings which cover a wide range of applications [
4]. Verma et al. described that composites, ceramics and plastics are vastly used for acoustic panels as compared to other materials. Traditionally, carbon and glass fiber-reinforced composites were used for acoustic absorbance. The advantage of synthetic fiber-reinforced composite is its high strength and mechanical properties which are more suitable to use in structural applications. The main problems associated with synthetic fiber-reinforced composites are the environmental aspects, e.g., production process, application and afterlife disposal. It is harmful to the environment because it is not biodegradable and made from nonrenewable resources [
5].
The most important thing is to protect our environment from pollution, and it can be achieved without compromising the performance and quality of the product. The solution is to use biodegradable materials which are obtained from natural and renewable sources. Due to environmental concern, plant fiber-reinforced composites are receiving greater attention of researchers and industrialists because they are biodegradable, combustible and lightweight [
6].
Traditionally, noise is controlled by non-biodegradable and expensive materials such as polymer fibers, glass wool, fabric fillers and polymer foams. Mineral fibers like mineral wool and glass fibers are widely used for the manufacturing of soundproofing materials in buildings and industries but both of them are harmful to the environment and risky to human health [
7]. In the 1970s, public health regulations banned the use of carcinogenic materials, which enabled the transition of soundproofing materials from asbestos to synthetic fibers. These fibers are non-biodegradable, cause heavy pollution and have a high carbon footprint which is harmful to the environment. Along with synthetic fibers, wood is the most desirable candidate for industries to manufacture sound-absorbing materials with relatively good physical and mechanical properties. Due to its diverse characteristics, wood has a huge demand for various industries, which causes shortages in the supply of wood. A large number of trees are being cut annually for the manufacturing of acoustic panels causing unrecoverable damage to our ecosystem. In such scenarios, different industries, especially acoustic material industries, must begin to search for a suitable and environmentally friendly substitute that can fulfill the demand. Currently, the most commonly used materials for sound absorption are fiber-reinforced polymer composites, e.g., glass fibers composites. In addition, polystyrene, poly(vinyl chloride), polyurethane and poly(acrylic ester)s are some polymers that are widely used by the acoustic industries. These materials are either expensive or hazardous during normal use [
8,
9,
10]. Sound absorption performance can be divided into several classes based on the sound absorption coefficients as shown in
Table 1.
Recently, natural fiber-reinforced composites have received great attention from researchers and industrialists as a replacement of synthetic fiber-reinforced composite. They have relatively good mechanical and physical characteristics that can be used in various applications. Natural fibers are bio-degradable, nonabrasive, nonhazardous, lightweight and renewable materials. The most commonly used natural fibers as a reinforcement in composites are hemp, flax, luffa, banana, jute, sisal, sugarcane, ramie, betel nut, etc. [
12]. Various studies show that natural fibers, e.g., tea leaf, rice-straw, coconut and kenaf fibers have a very good capability of sound absorption and are widely used in industries for manufacturing of sound-absorbing panels [
13,
14,
15,
16,
17].
A lot of work has been done on natural fiber-reinforced composites so far by different researchers. Chen et al. investigated the sound absorption coefficient of ramie fiber-reinforced polylactic acid composites. They found that the sound absorption coefficient is ranged between 0.089 and 0.353 in a frequency range of 250–1600 Hz [
18]. Wang established in his research that the sound absorption properties of rock wool are found to be similar to that of glass fibers [
19].
Khusairy et al. investigated the acoustic properties of banana fiber-reinforced epoxy composites in the frequency range of 500–6000 Hz. The sound absorption coefficient was found to be 0.11. They further described that by changing fiber diameter, flow resistivity changes hence it causes a significant change in sound absorption coefficient [
20]. Chen et al. described that the sound absorption coefficient of ramie fiber-reinforced polylactic acid is found to be 0.121 in the frequency range between 500 and 6000 Hz [
18]. Bratu et al. used different waste materials, e.g., steelworks slag, fiberglass waste, wood waste, waste ash from the burning shells of oil seeds from plants as reinforcement in formaldehyde composite. They found excellent results of sound absorption coefficient (SAC) 0.8–0.9 in the frequency range of 400–3200 Hz [
21]. Yang et al. investigated ramie, flax and jute reinforced epoxy composites. SAC of these fibers is found to be between 0.6 and 0.65 at a frequency range of 2000 Hz. They further described that multiscale surface structure and hollow lumen of natural fiber is mainly responsible for high SAC [
1]. Abdullah et al. investigated sugarcane bagasse fiber and banana fiber-reinforced polyester resin composites. They found that the banana fiber composite has SAC 0.6835 while bagasse fiber has SAC 0.6338 at 4000 Hz frequency. They also prepared hybrid composites from these fibers and found that SAC is greater than the individual fiber component [
22]. Jayamani et al. investigated the acoustic properties of rice-straw/polypropylene and kenaf/urea formaldehyde composites. They found that the SAC of rice-straw/polypropylene composite is 0.008 and kenaf/urea composite is 0.065, respectively, at 2000 Hz frequency [
23].
Moretti et al. in 2016 investigated the acoustic and thermal properties of mineral fiber basalt in order to use it in the application of building and construction. The sound reverberation method was used for checking the acoustic properties. They found that with increasing frequency of incident sound waves, sound absorption properties also tend to improve. Further, they found that basalt fibers exhibit relatively good sound absorption and thermal insulation properties, hence they are best-suited materials for panels in building and construction [
24].
In 2015, Jayamani et al. investigated the SAC of sisal fiber-reinforced polylactic acid composites. At a frequency of 2000 Hz, they show SAC of 0.085. They further found that by increasing fiber content, SAC also increases [
25]. The same researchers, in another work, investigated the acoustic behavior of different natural fiber-reinforced epoxy composites. They used coconut/coir, sugarcane bagasse and kenaf fibers as reinforcement and found that the SAC of the coconut/coir reinforced composite is 0.078, sugarcane bagasse reinforcement is 0.075 and kenaf reinforcement 0.078, respectively, at 6000 Hz frequency. Coconut/coir reinforced composite shows higher SAC than the sugarcane bagasse composite because coconut fiber is more porous as compared to sugarcane bagasse which causes increased SAC [
26].
Ricciardi et al. designed the acoustic panels manufactured from recycled materials like paper waste and textile fiber waste as reinforcement and bonded them with glue, making samples of 2–20 mm thickness. They measured SAC in frequency ranges of 100–6400 Hz through the transfer function impedance tube. They found that by increasing the thickness of samples, SAC also increases [
27].
Jiang et al. investigated the seven-hole hollow polyester fibers (SHPF) reinforced chlorinated polyethylene (CPE) composites. It has been observed that for 3 mm thickness of a sample, SAC was 0.695 at frequency 2500 Hz. Further by increasing the fiber content SAC also increases [
28]. Zhang et al. investigated different fibers, e.g., flax, carbon, glass, ramie and jute for reinforcement of epoxy (Bisphenol-A) composites. These fibers are used in the form of plain-woven fabric in the manufacturing of composites. It was found that the flax, ramie and jute reinforced composites have higher SAC than carbon and glass reinforced composite for a wider frequency range up to 10,000 Hz [
29]. Zhang et al. investigated the acoustic properties of flax and basala wood reinforced composites at 250–10,000 Hz range. They found that the SAC of the of flax reinforced composites is 0.96 and that of the basala wood reinforced composite is 0.58 [
30].
The use of wood and synthetic fiber/polymers composites for sound insulation applications is not environmentally friendly. Abundant cutting of trees is done for wood, whereas synthetic fibers/polymer composites have a non-degradability issue. Therefore, there is an urgent need to work in this area and develop relatively economic, biodegradable and environmentally friendly sound absorption material. It will greatly help the saving of trees and will reduce the use of non-biodegradable materials for acoustic applications. The overall impact will be to protect our environment from several pollution hazards including noise.
4. Conclusions
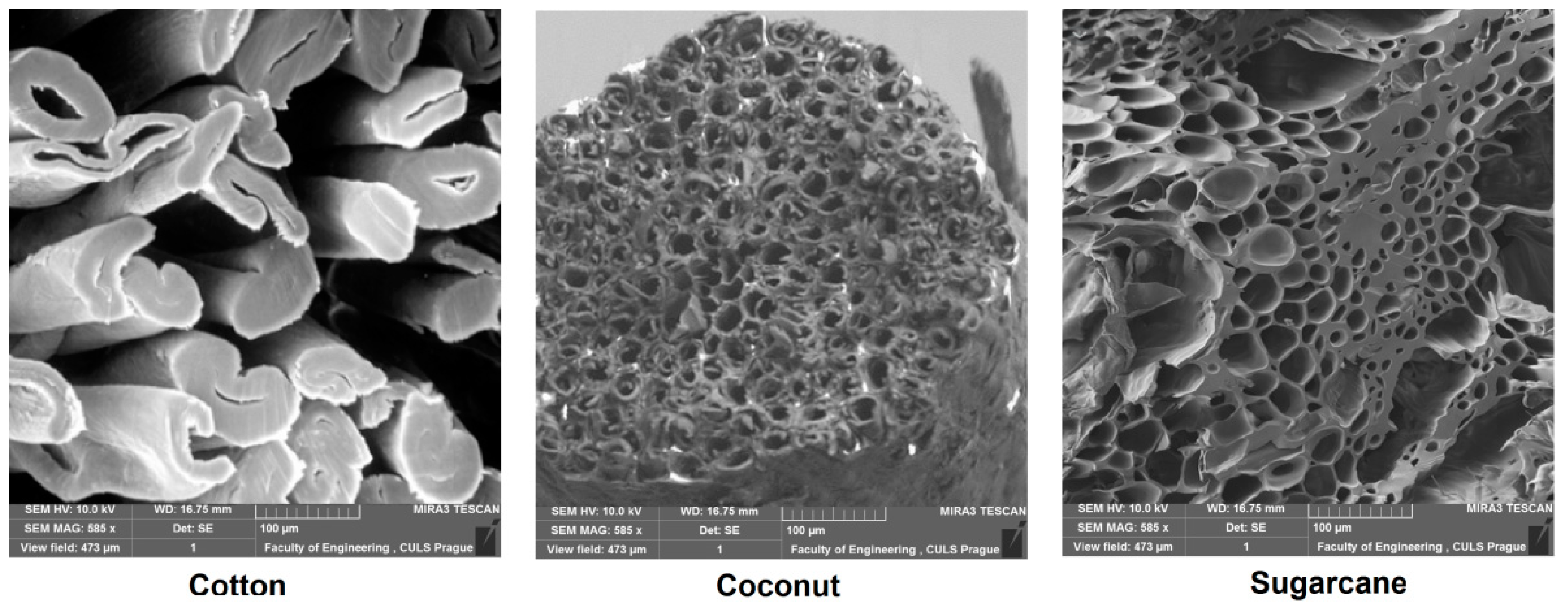
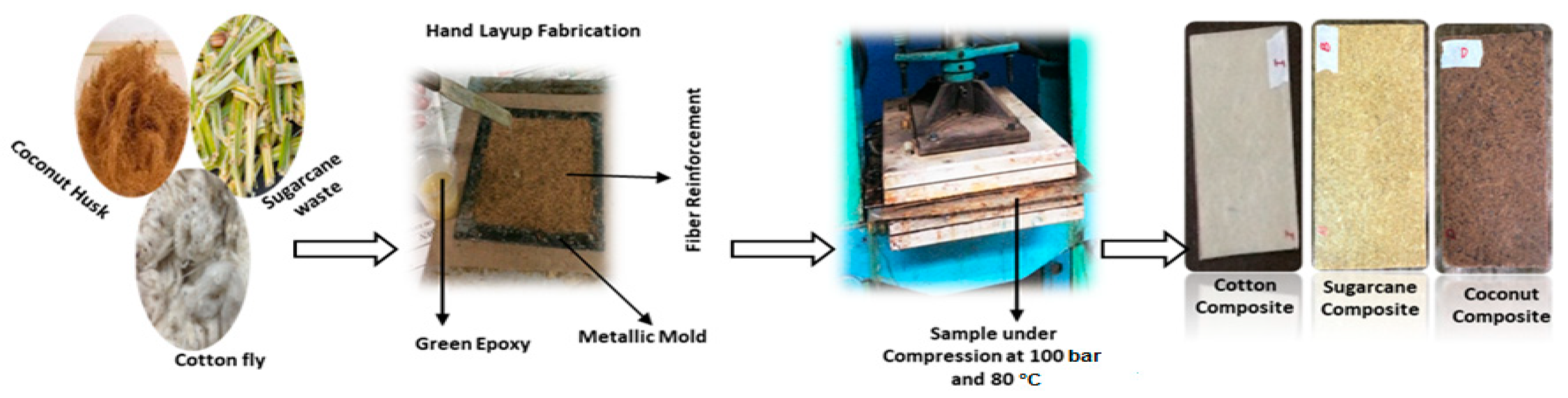
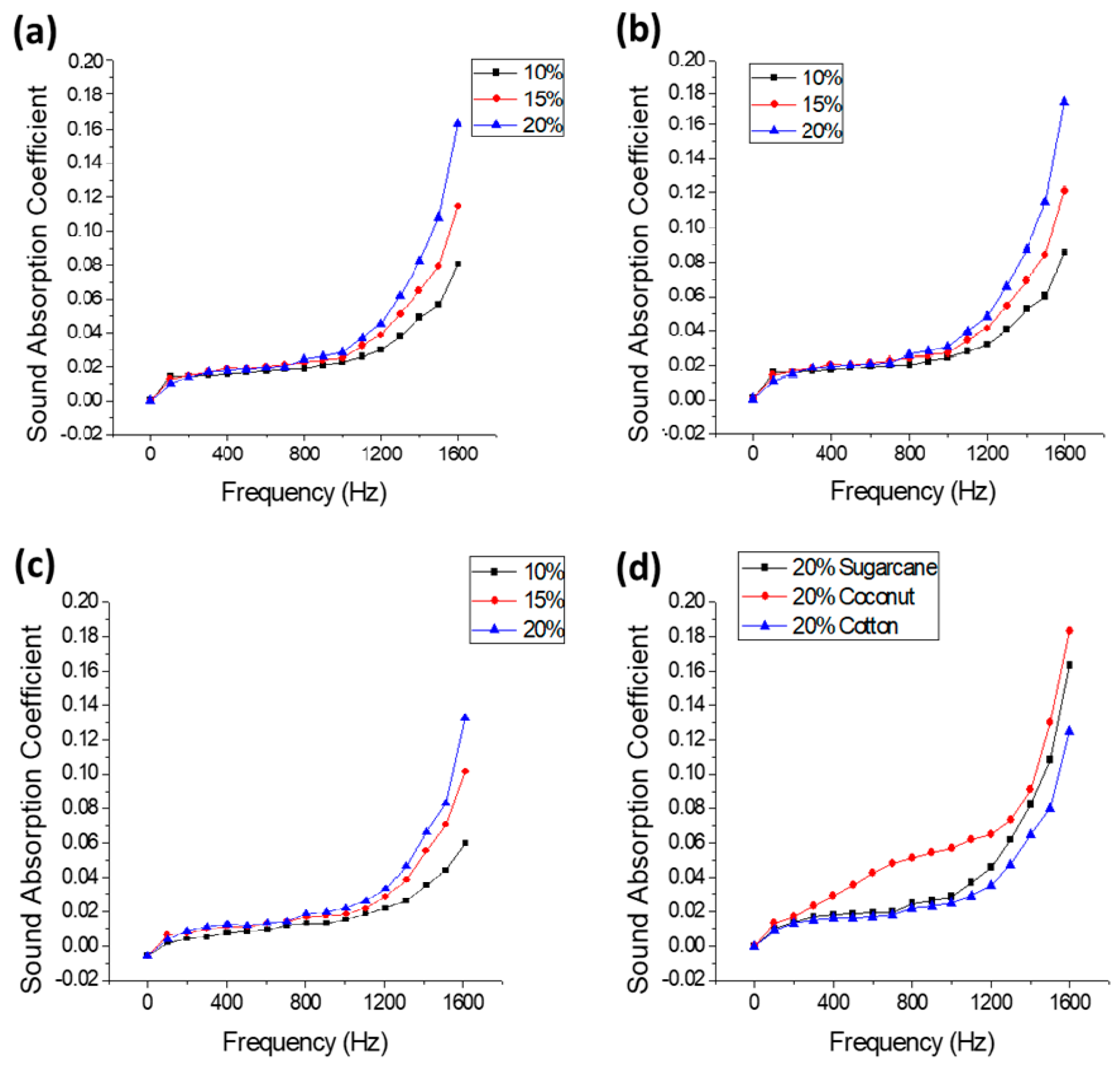
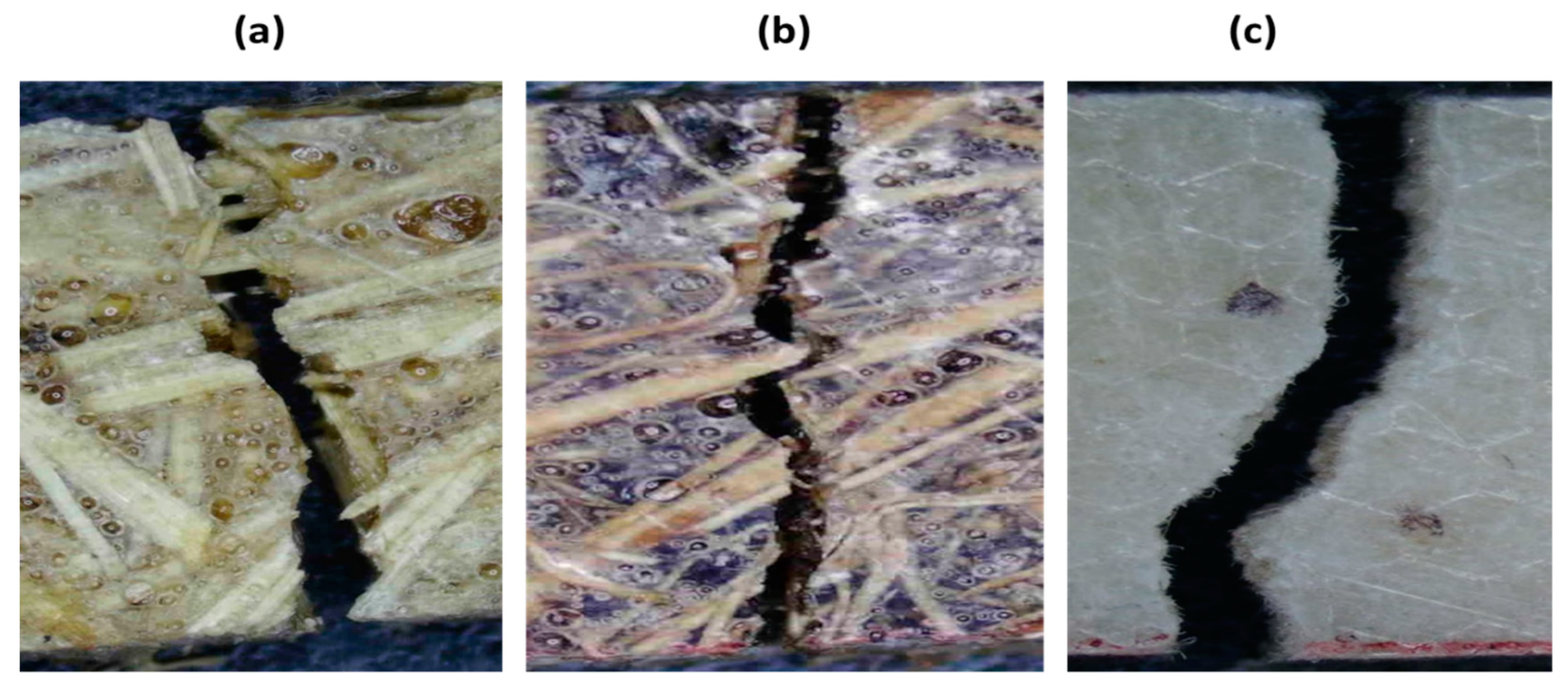
The effect of different cellulosic fibrous waste and their content (FVF) on acoustic, mechanical and thermal properties of green/bio epoxy composites has been investigated. The results reveal that an increase in fiber content tends to increase the sound absorption coefficient. Compared to pure epoxy resin, the SAC of the fiber-reinforced composites is higher. As most of the natural cellulosic fibers are highly porous in nature, they have much higher SAC compared to the matrix phase, therefore SAC increases with increasing fiber content. Among the samples investigated, coconut/coir fiber-reinforced composites show the highest sound absorption coefficient followed by sugarcane and cotton fiber-reinforced composites for 10%, 15% and 20% fiber content based on overall porosity of the constituent fibers. Fiber porosity has a direct relation with sound absorption.
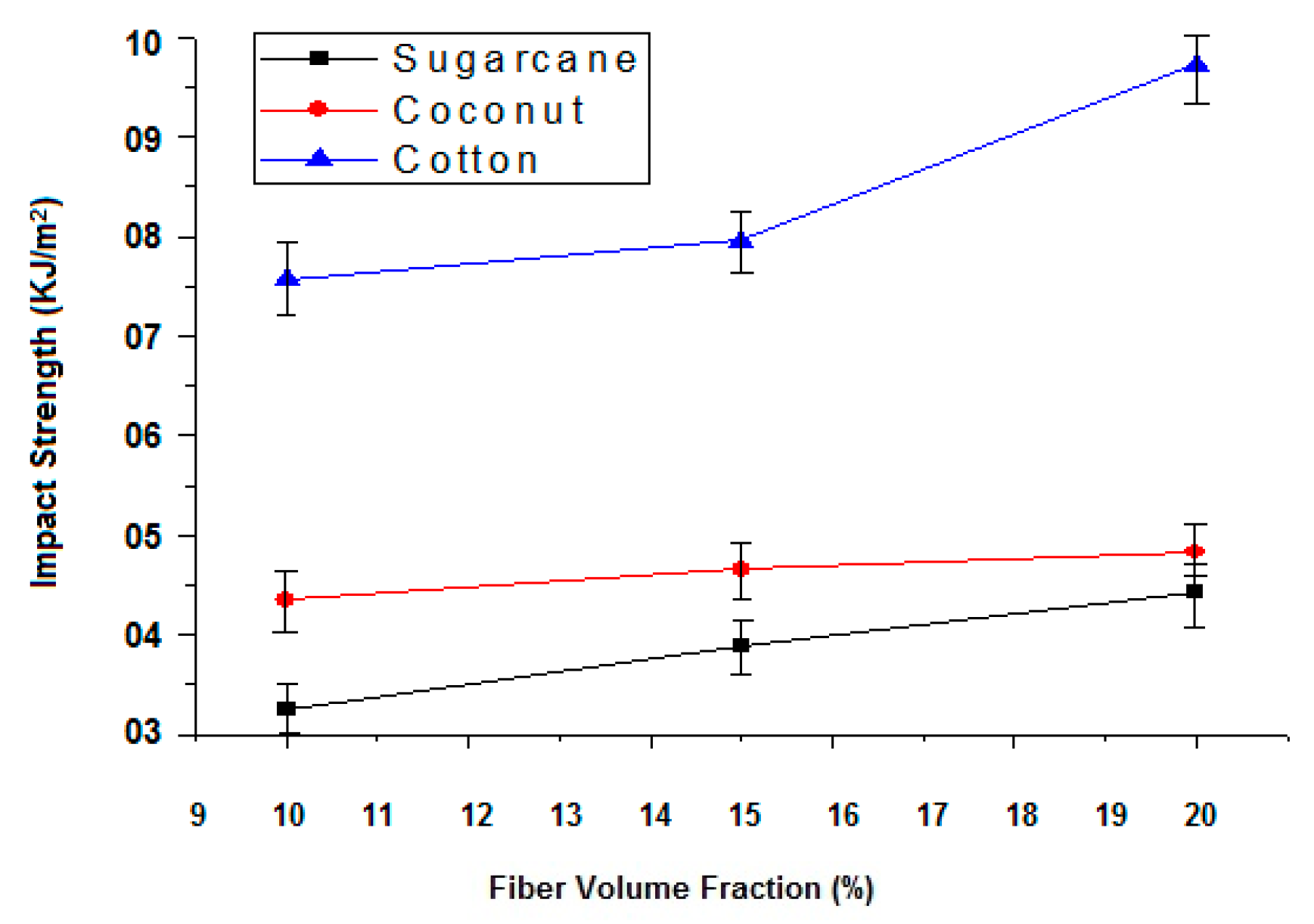
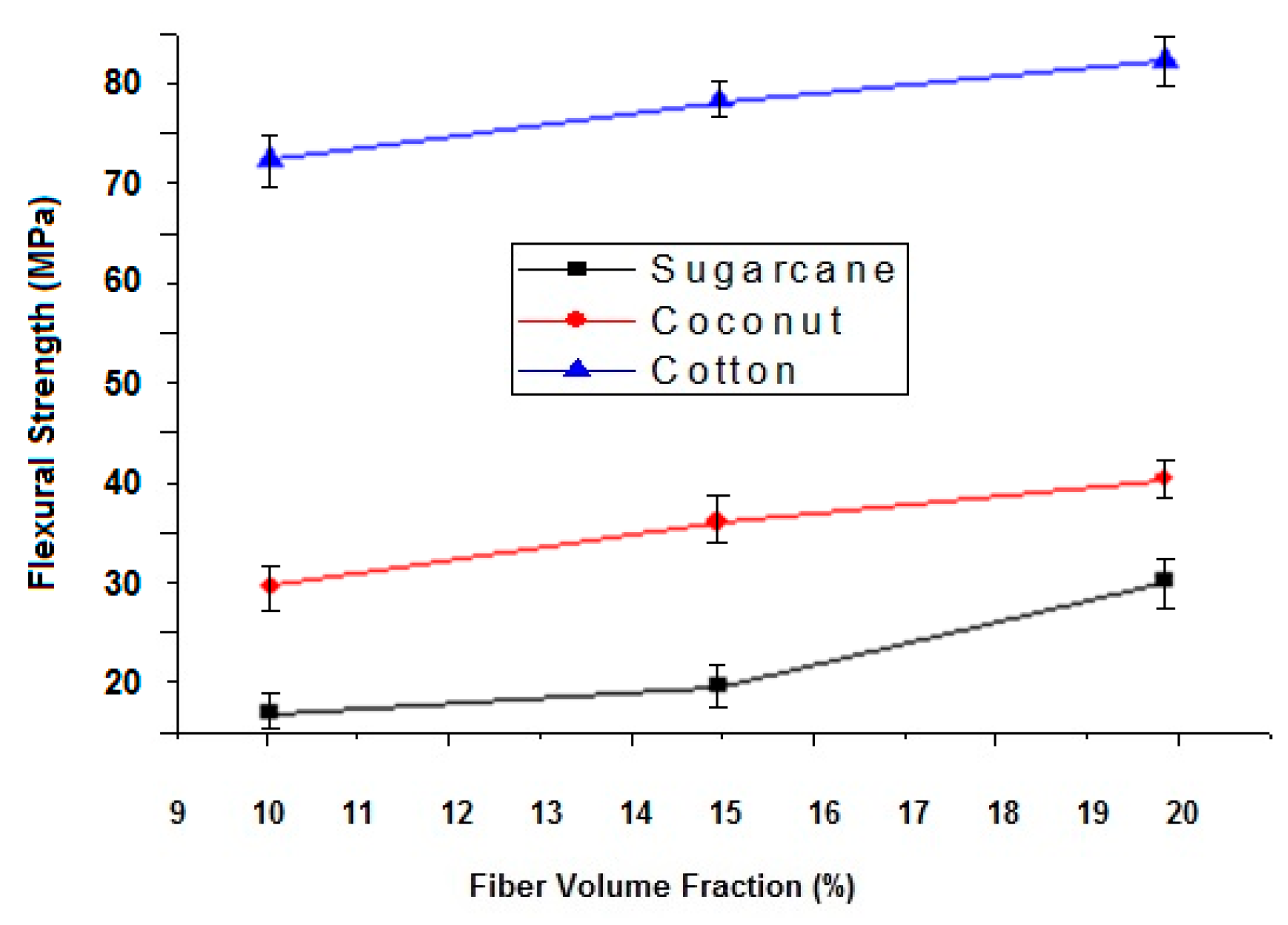
Impact strength, as well as flexural strength, increases by increasing fiber content in all the cellulosic fiber types because the fiber/reinforcement phase is the main load-bearing constituent in a composite system. Among the samples investigated, cotton fiber-reinforced composites have the highest impact and flexural strength followed by coconut and sugarcane fiber composites. It is due to higher tenacity of the cotton fiber as compared to both coconut fiber and sugarcane fiber.
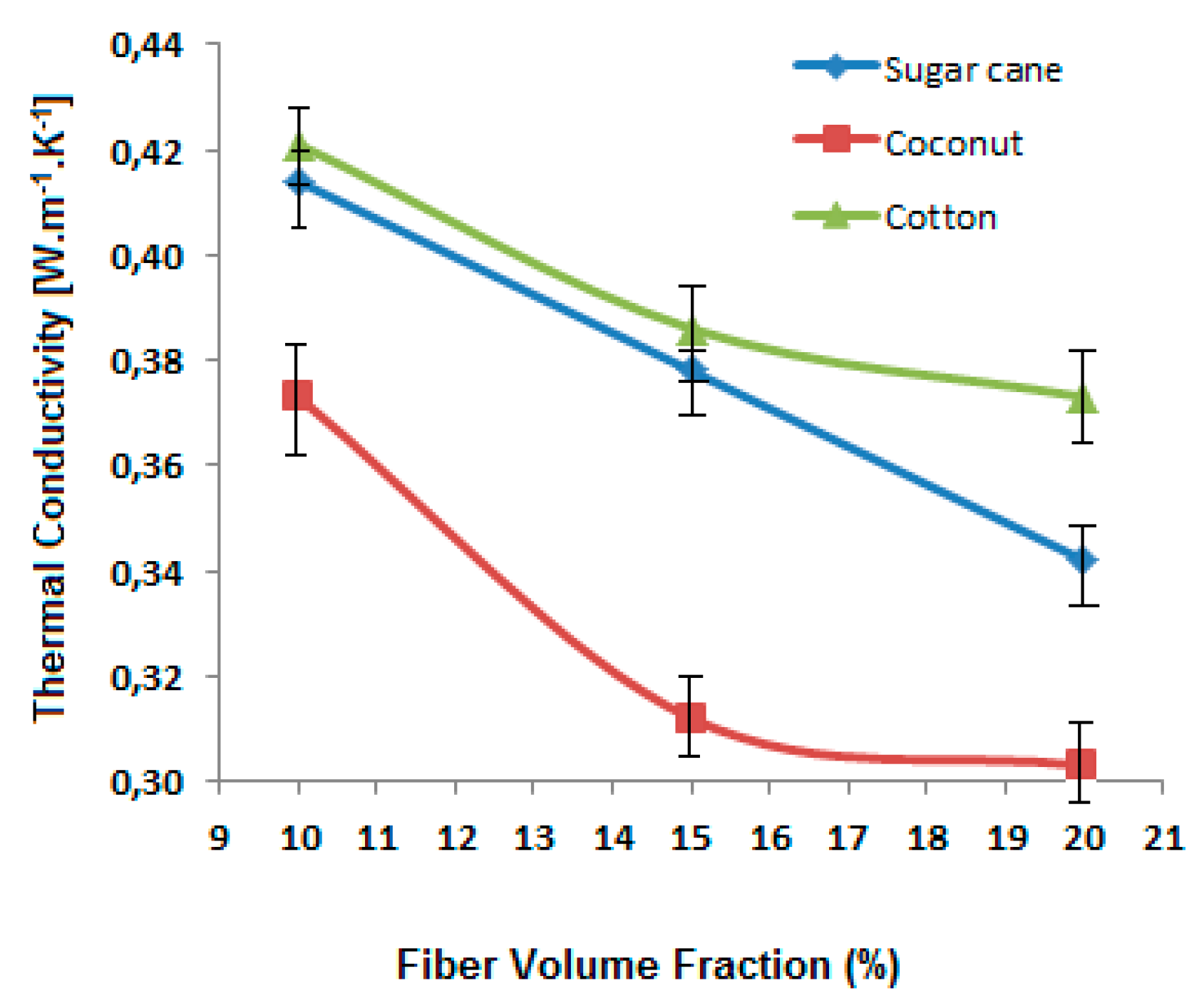
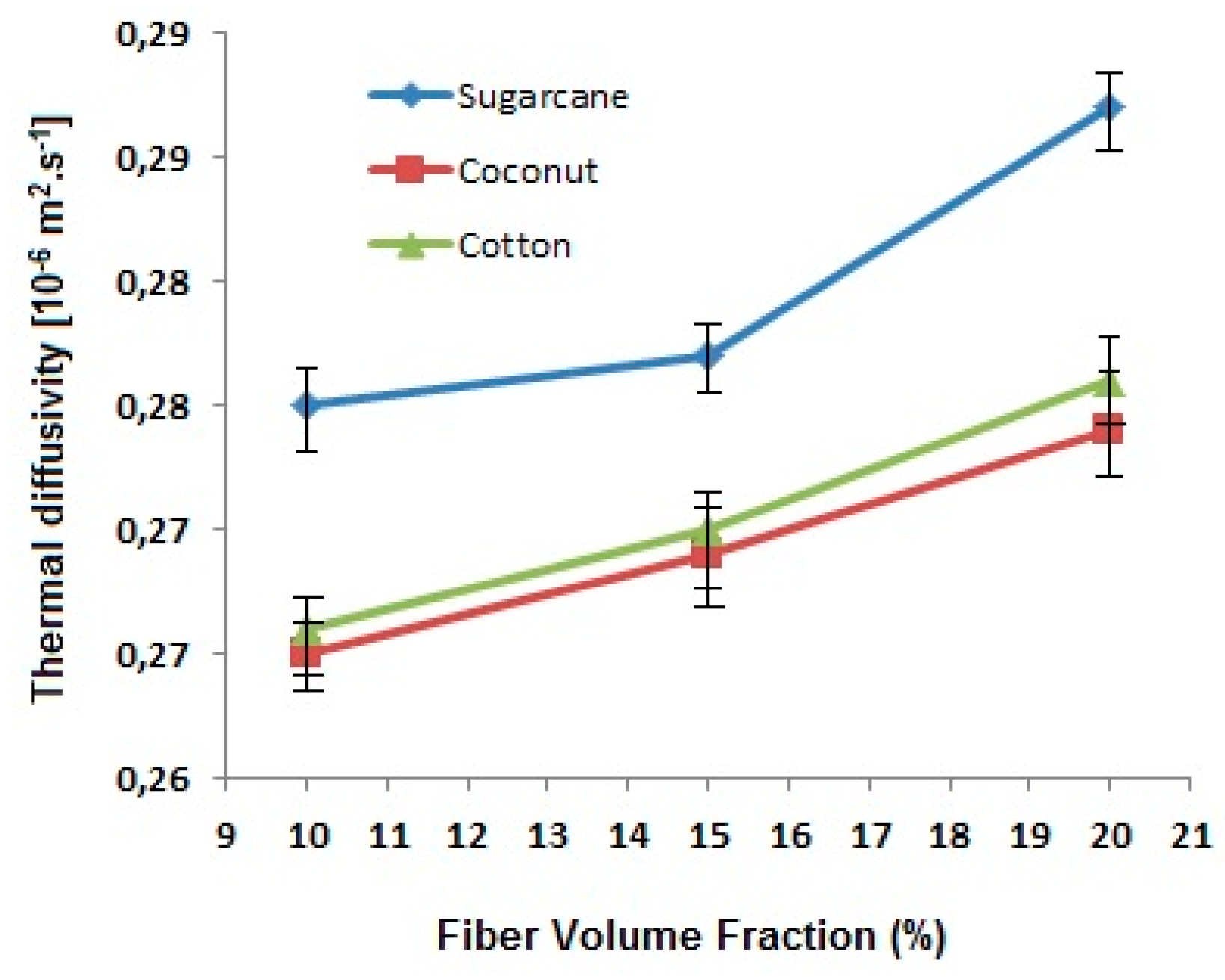
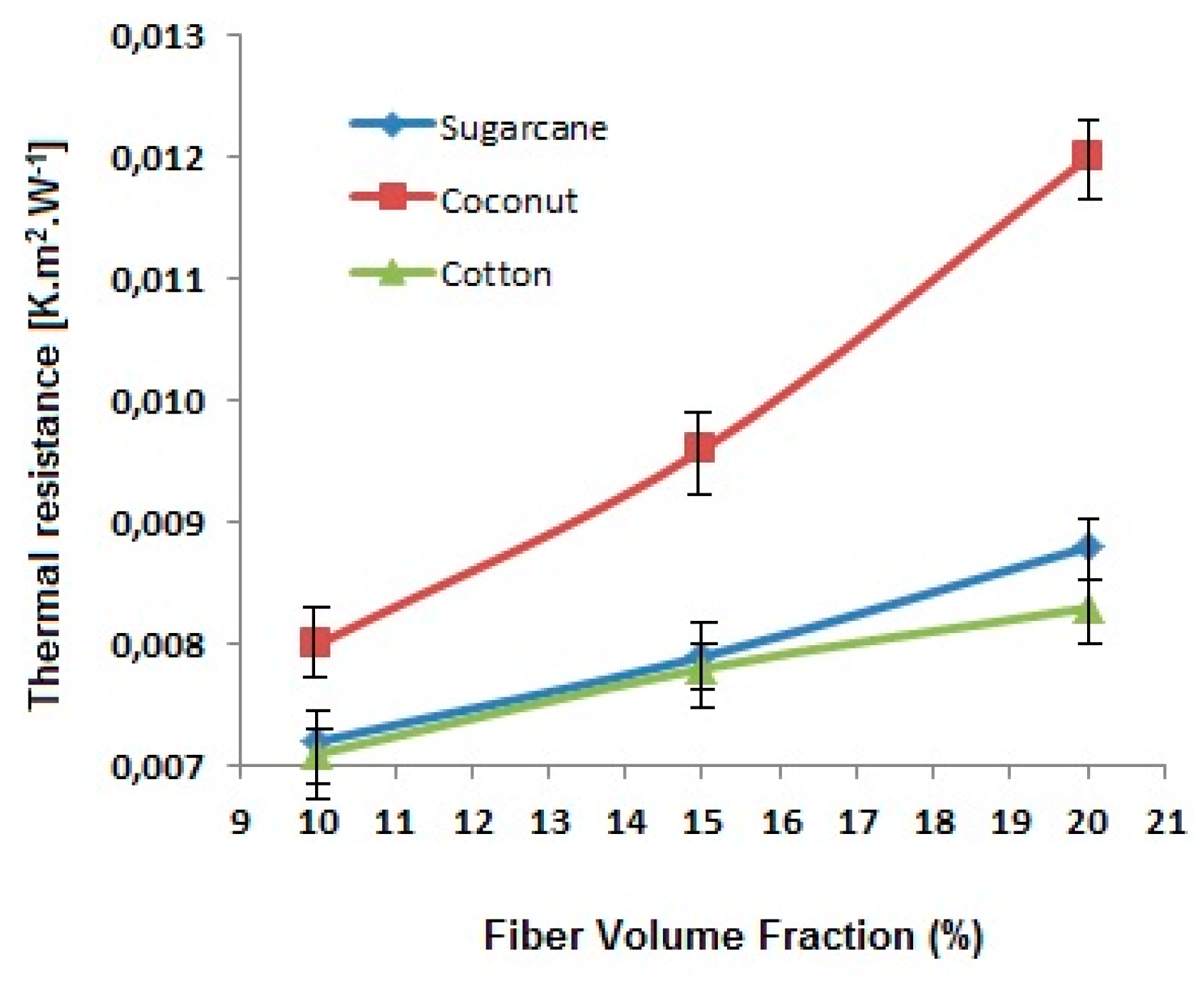
An increase in fiber content decreases the thermal conductivity and thus increases thermal resistance. It is because of the fact that the fibers have lower conductivity themselves in comparison with the matrix (green epoxy resin and hardener). Among the three types of fibers, cotton fiber-reinforced composites show higher conductivity due to higher fiber density and relatively lower porosity of the cotton fibers as compared to coconut and sugarcane. Further, the porosity in coconut fibers is much higher due to the overall lumen area which is responsible for the lowest thermal conductivity. It is found that the composites improve thermal diffusivity due to the fibrous reinforcement. A higher volume fraction of fibers leads to an increase in thermal diffusivity. Among the fiber types investigated, the sugarcane-based composite panels diffuse heat more significantly in comparison with coconut and cotton-based composites. This may be attributed to the chemical composition of sugarcane which is rich in hemicellulose and lignin.
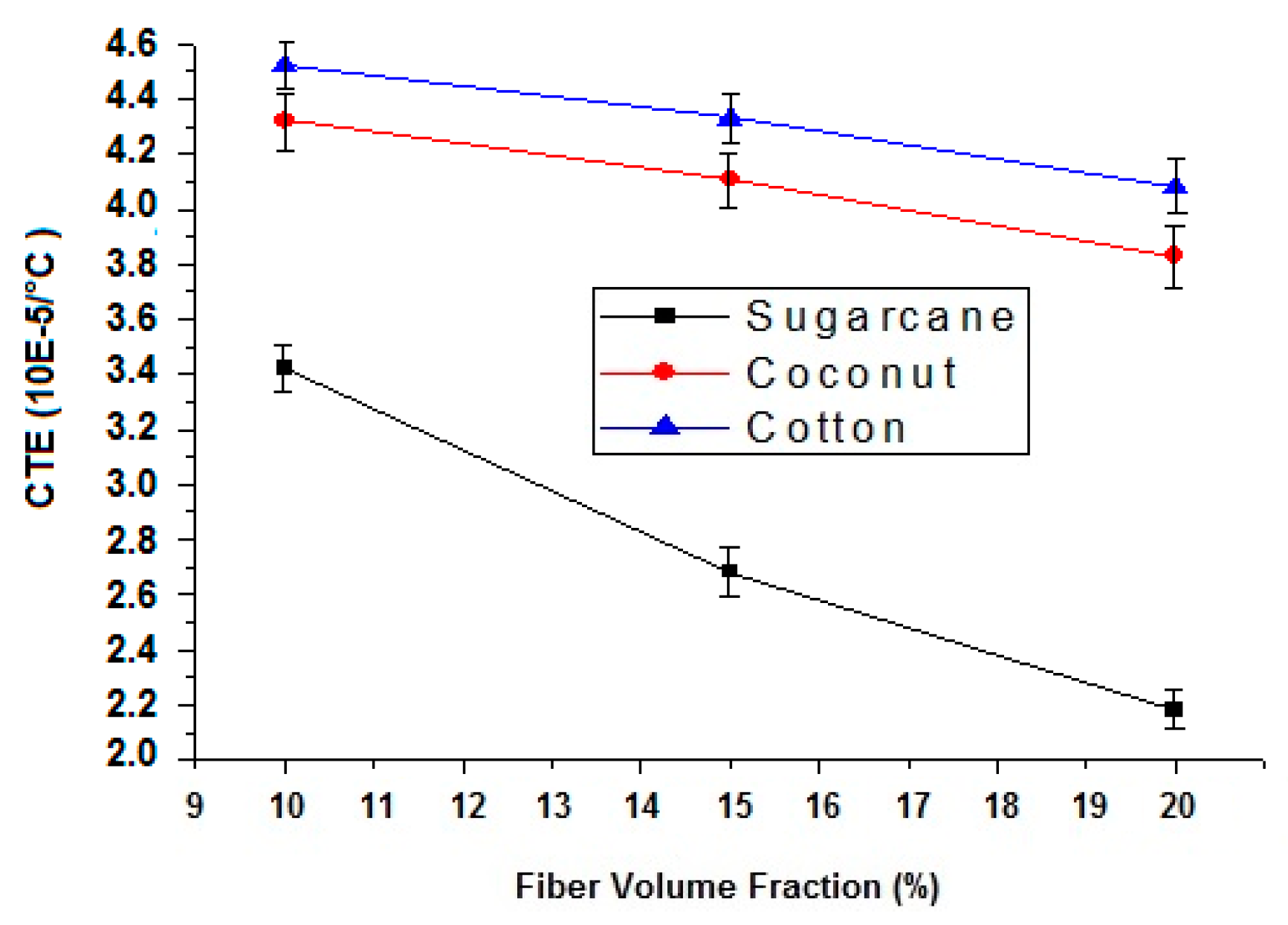
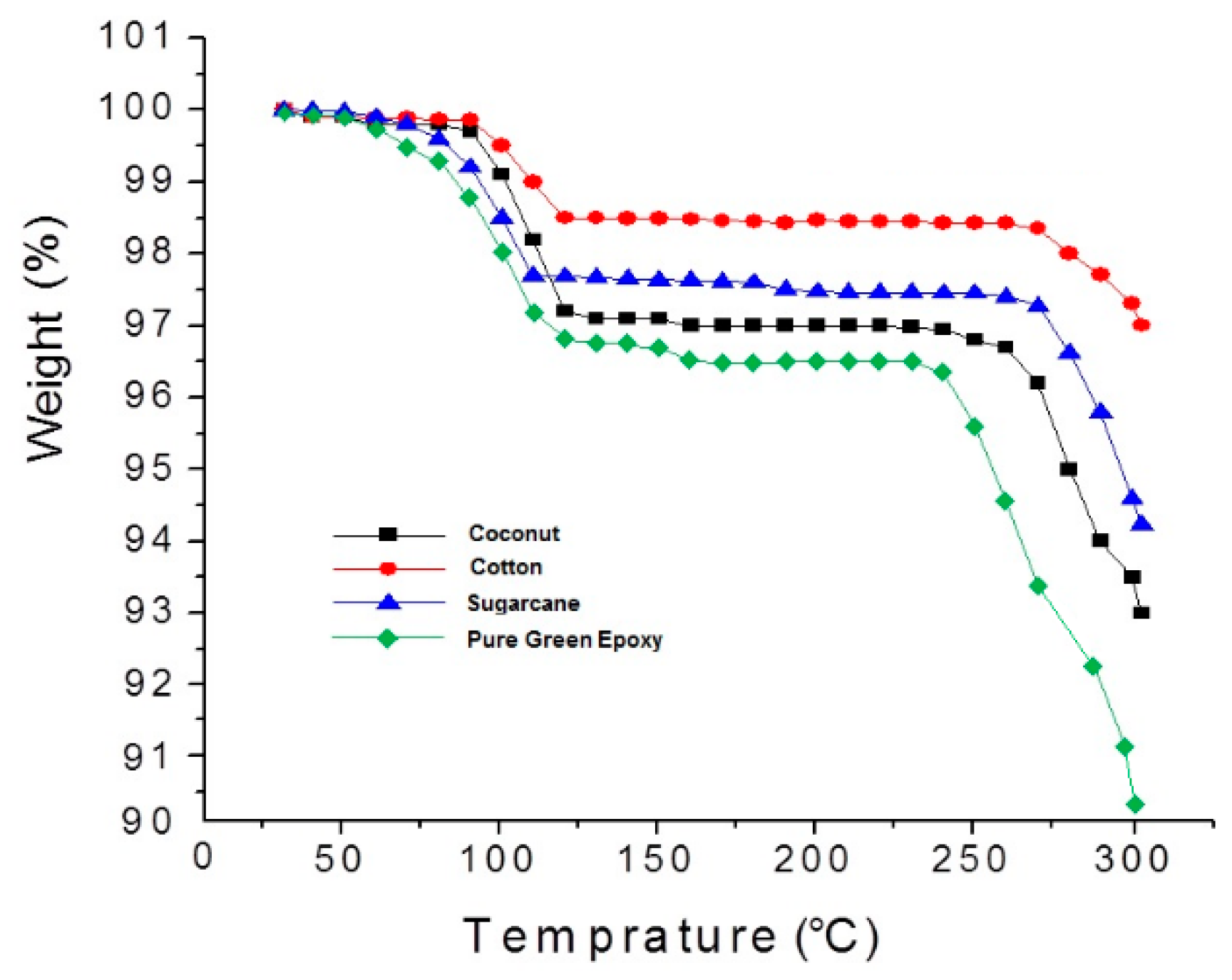
The coefficient of thermal expansion (CTE) decreases with an increase in fiber content because the CTE of epoxy resin is much higher than the reinforcing cellulosic fibers. Furthermore, cotton fiber-reinforced composites show higher CTE compared to coconut and sugarcane fibers due to high cellulose content. Cellulose is thermally more sensitive than hemicellulose and lignin. Thermogravimetric analysis reveals that the composite with 15% of the coconut, sugarcane and cotton fiber content show 7%, 5.8% and 3% weight loss, respectively, at 300 °C, while pure green epoxy shows a weight loss of 9.8%.
Based on the performance analysis of the samples in the current study, coconut fiber-reinforced composites are the most suitable materials among all the three types investigated as far as acoustic performance is concerned. On the other hand, higher tenacity of the cotton fiber enables it to be the best reinforcement when mechanical performance, e.g., impact strength and flexural strength are desired. Further, the higher cellulose content in the case of cotton proves to be thermally more stable (minimum weight loss) as compared to the coconut and sugarcane fiber-based counterparts, especially at elevated temperatures. However, cotton tends to expand more in the linear direction. The composites will change dimension but can survive hot conditions. The possible applications of proposed composites are in building construction, indoor panels, and automotive body parts with some sound insulation. For more effective and efficient sound insulation, the composite panels themselves are not sufficient and additional porous fibrous layers can be added on top of composite panels. They can be used as a separator and as a possible replacement of pure/virgin wood in household furniture, etc.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}