Recent Progress in Isotropic Magnetorheological Elastomers and Their Properties: A Review




Abstract
:
1. Introduction
2. Fabrication of Isotropic Magnetorheological Elastomers
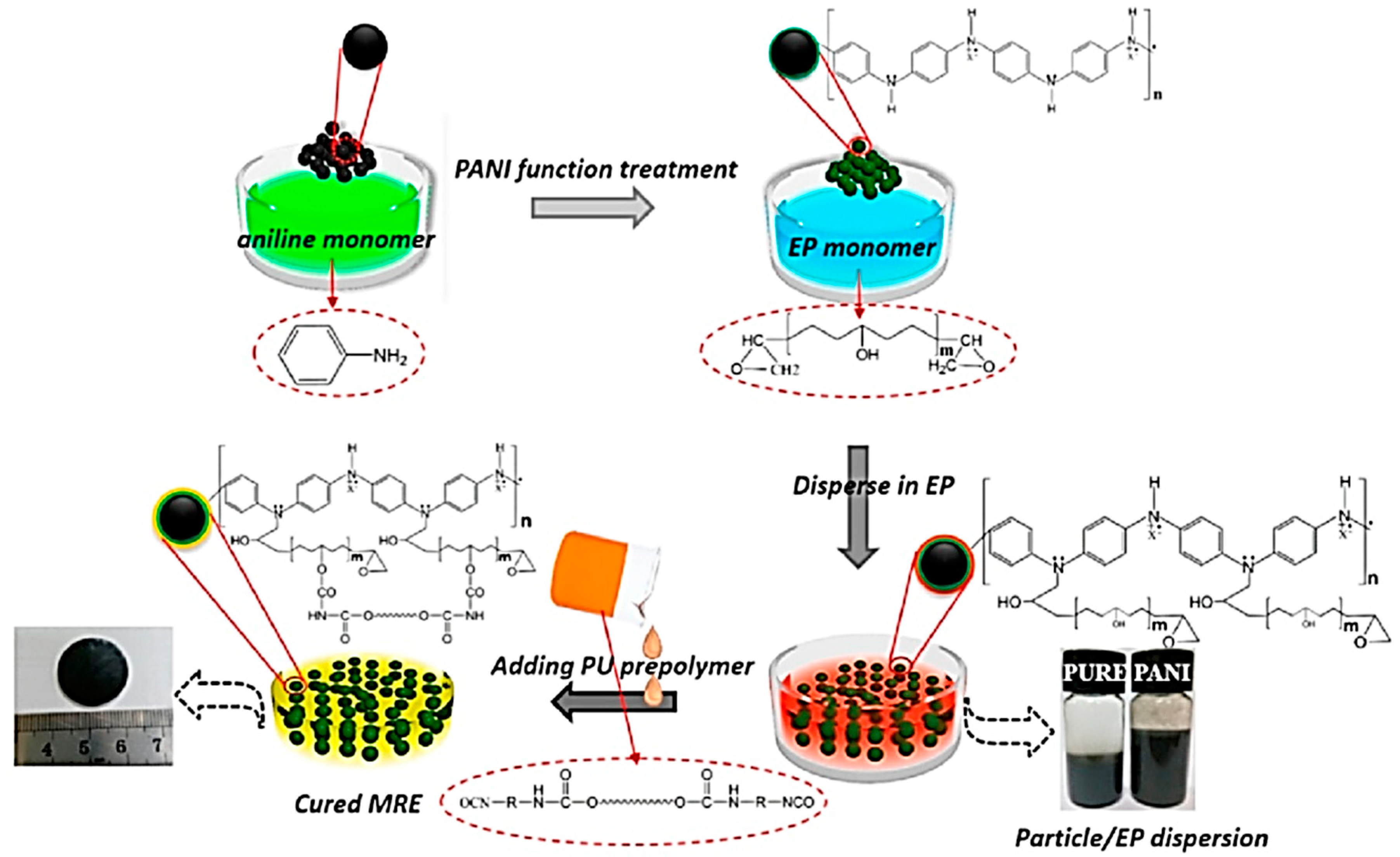
2.1. Preparation of Magnetic Filler Particles
2.2. Fabrication of Isotropic Magnetorheological Elastomer
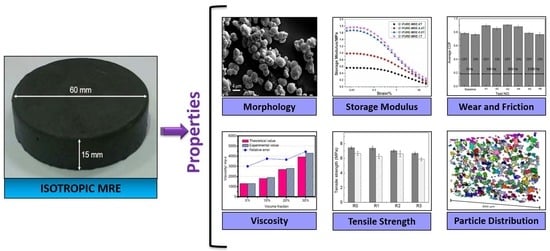
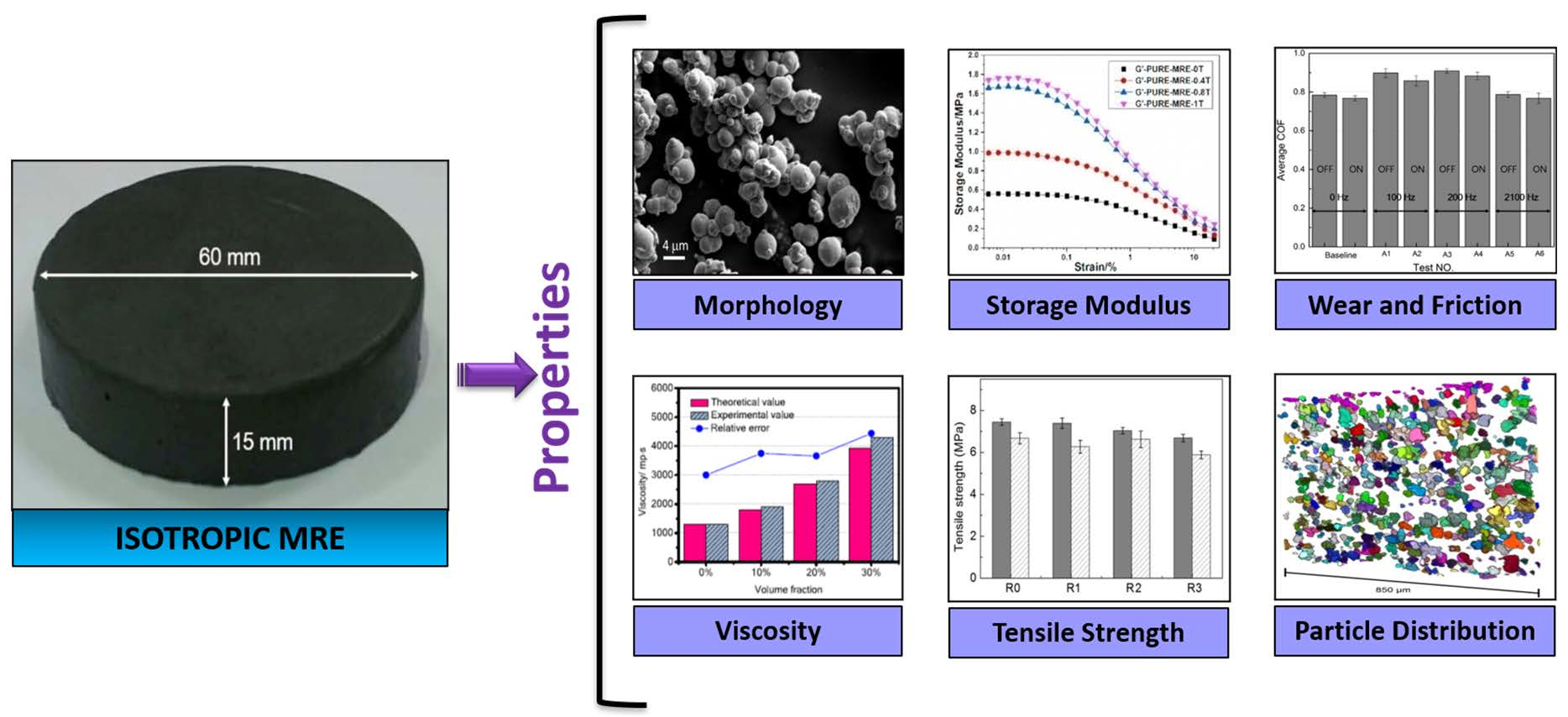
3. Properties of Isotropic Magnetorheological Elastomers
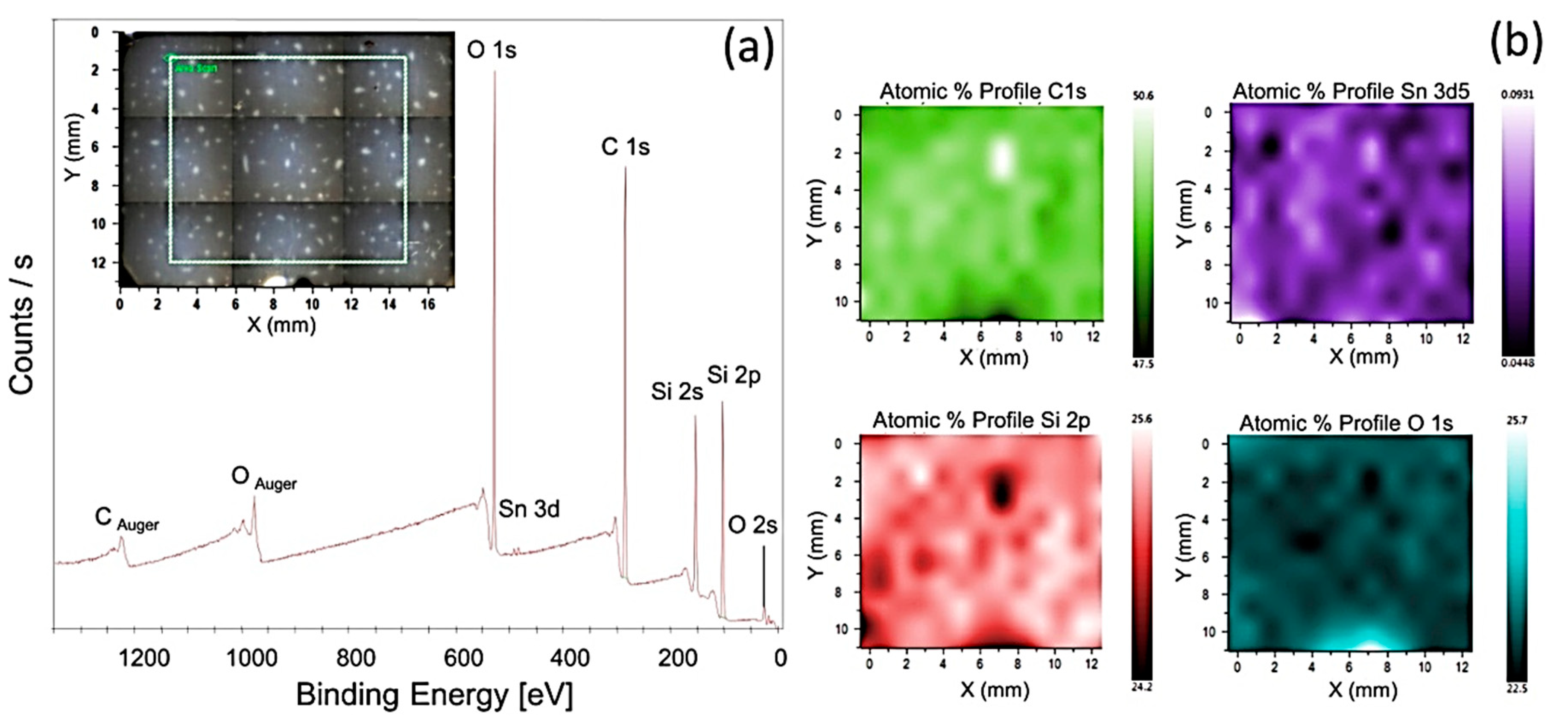
3.1. Morphological Properties
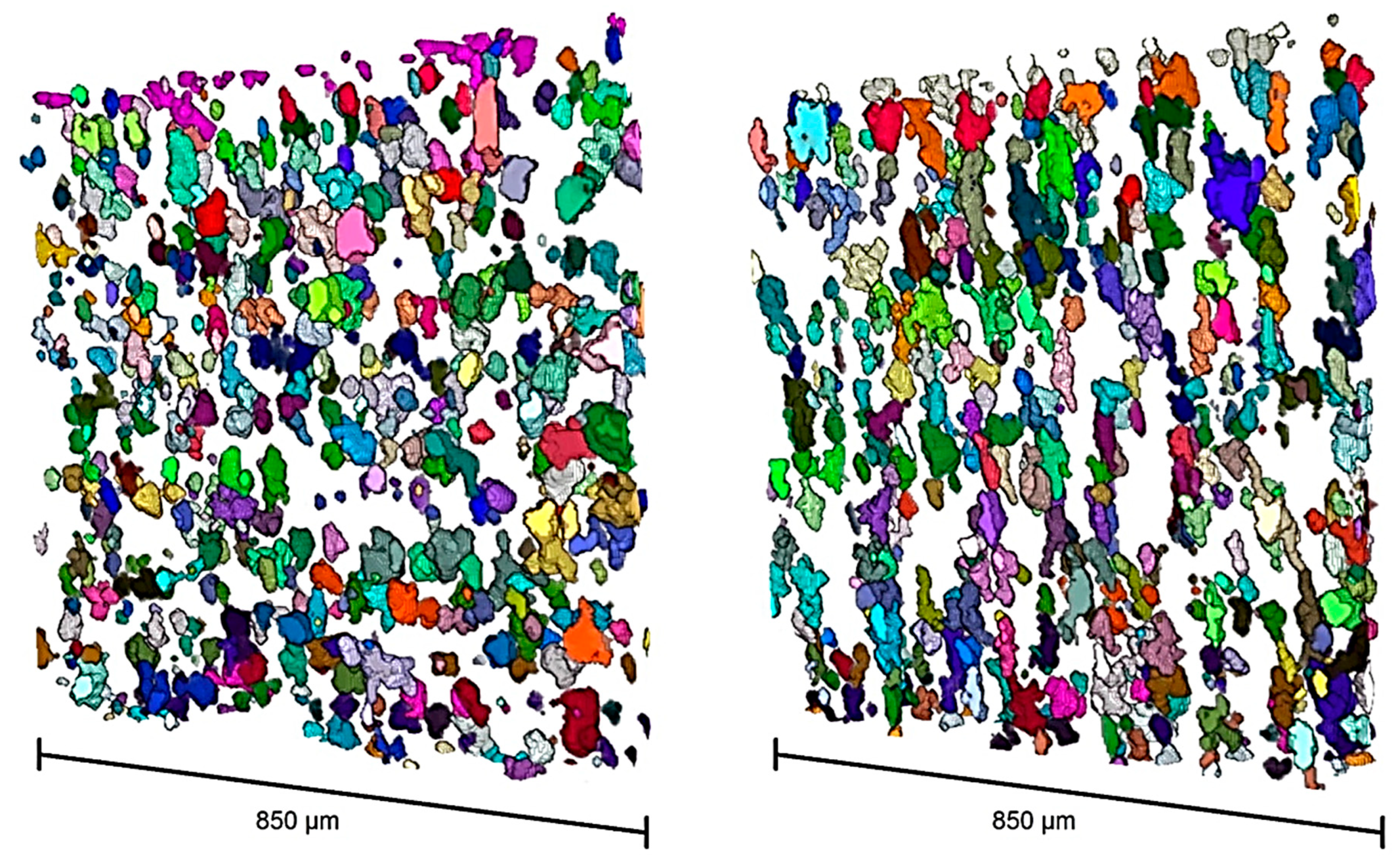
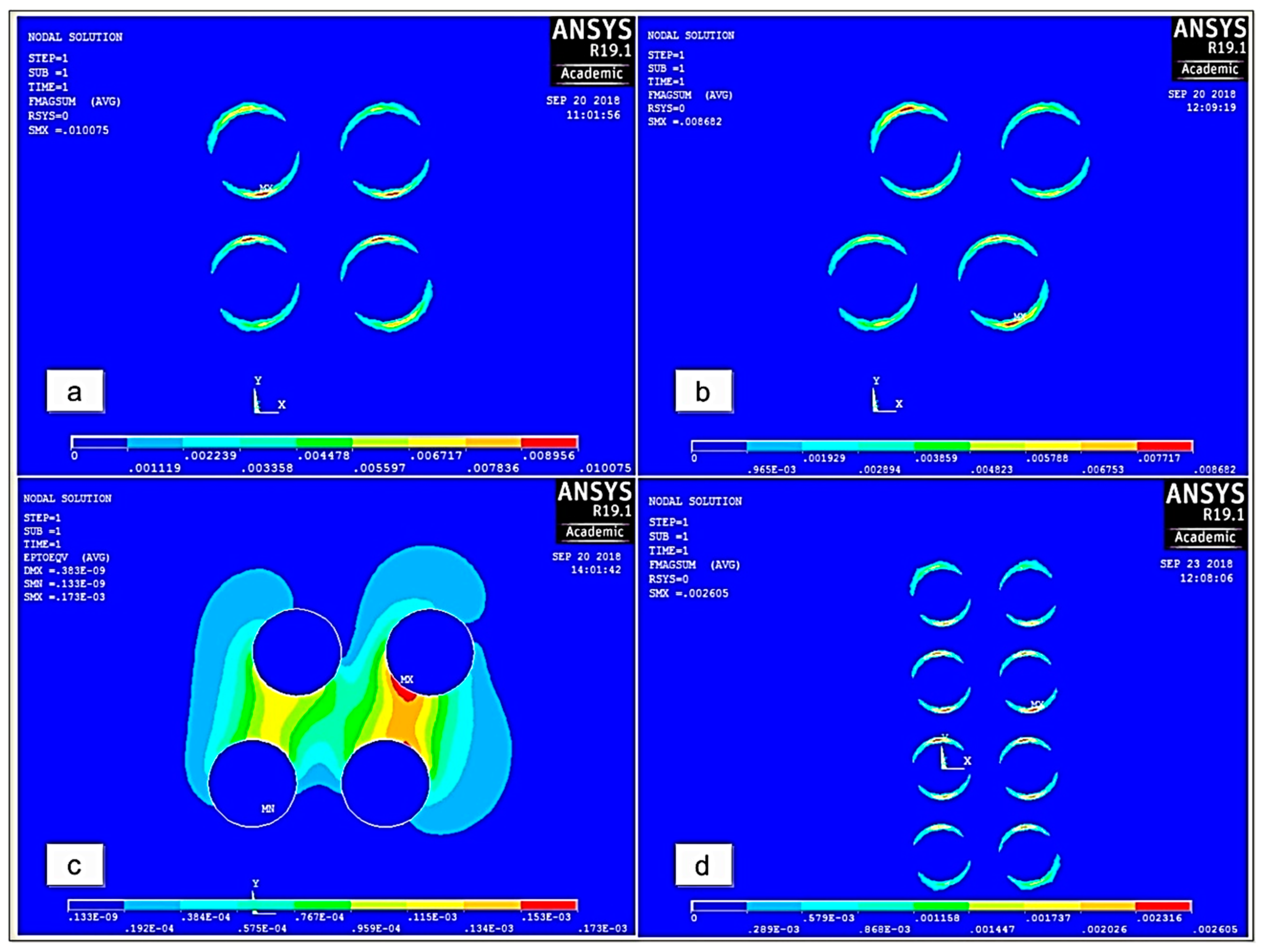
3.2. Particle Distribution
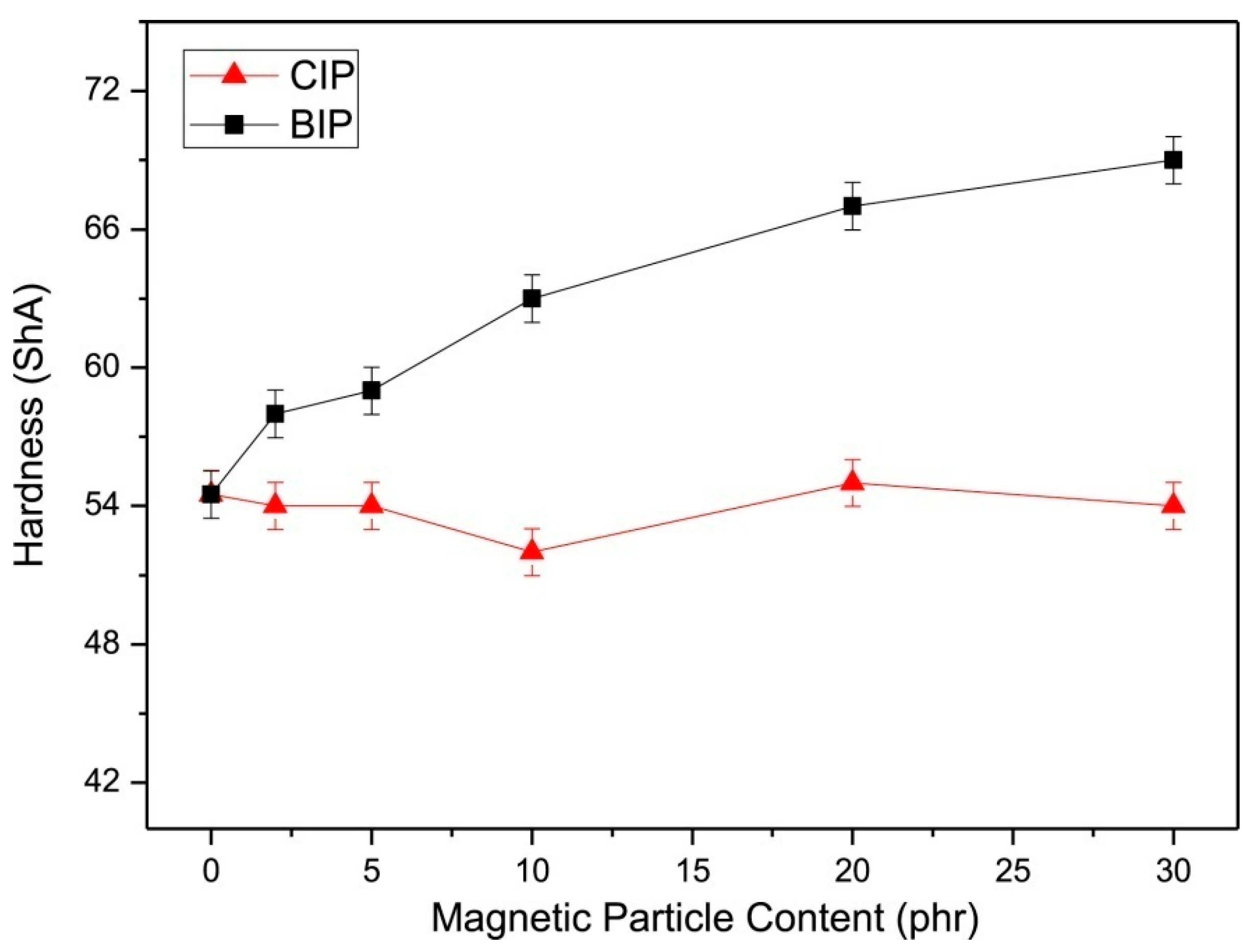
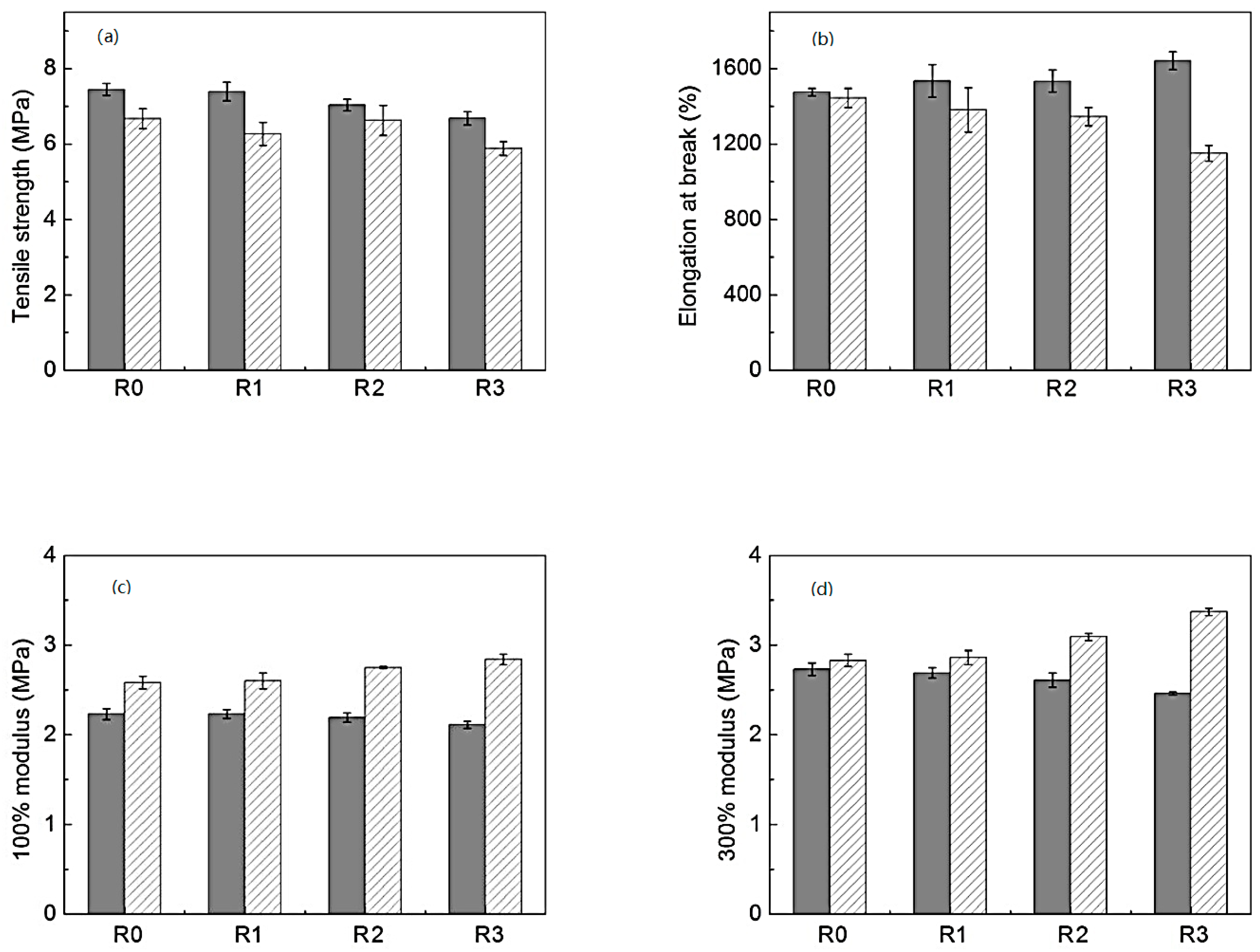
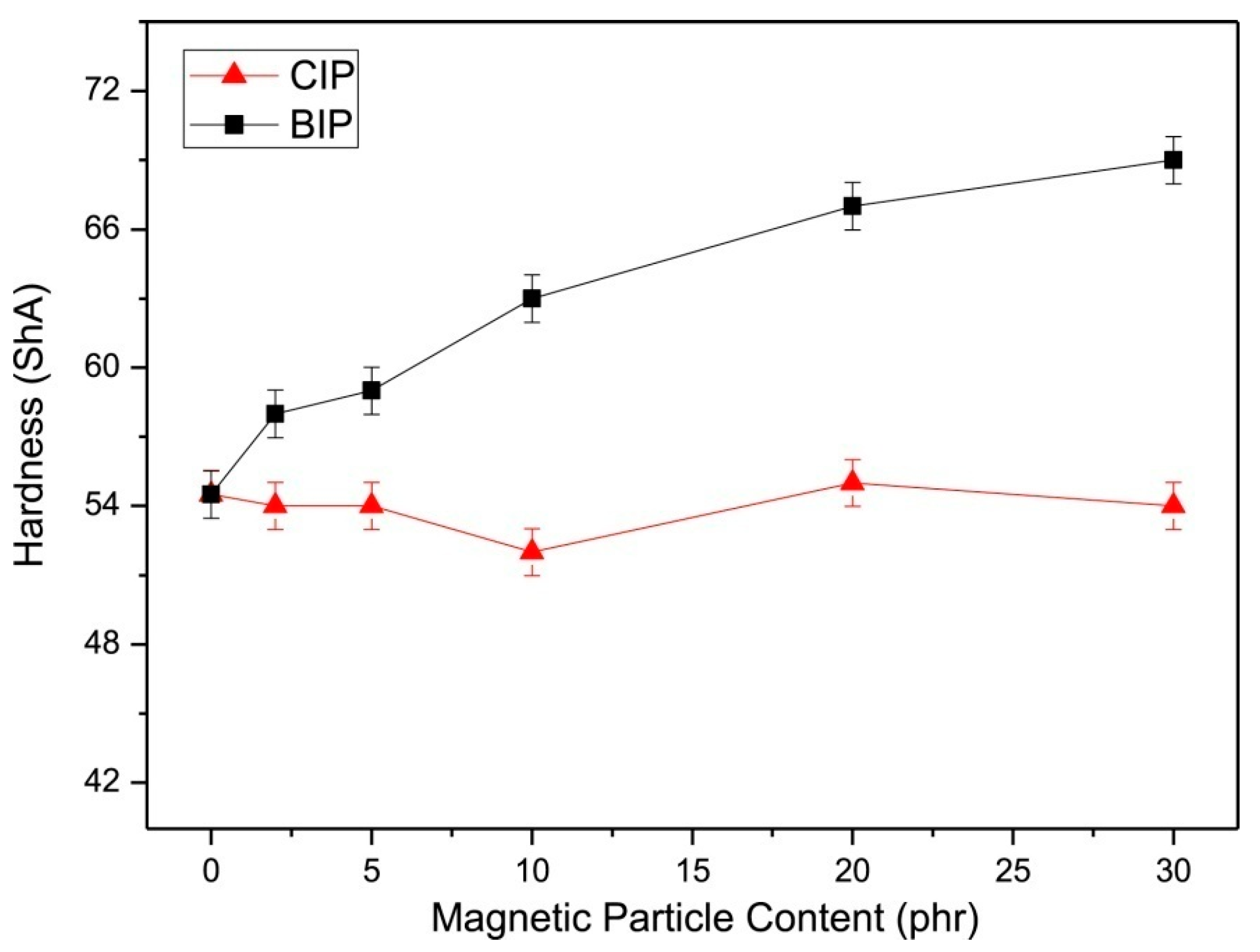
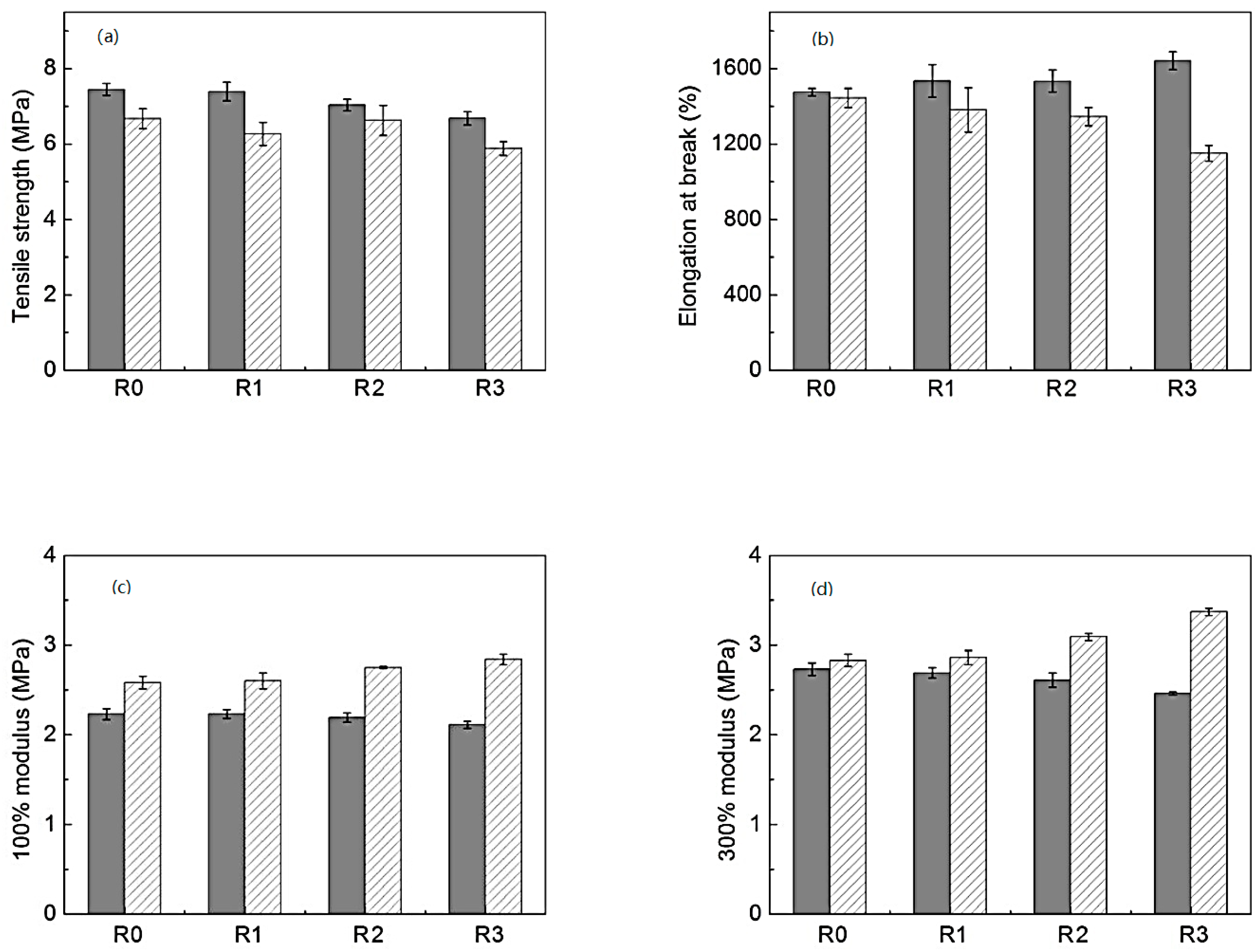
3.3. Mechanical Properties
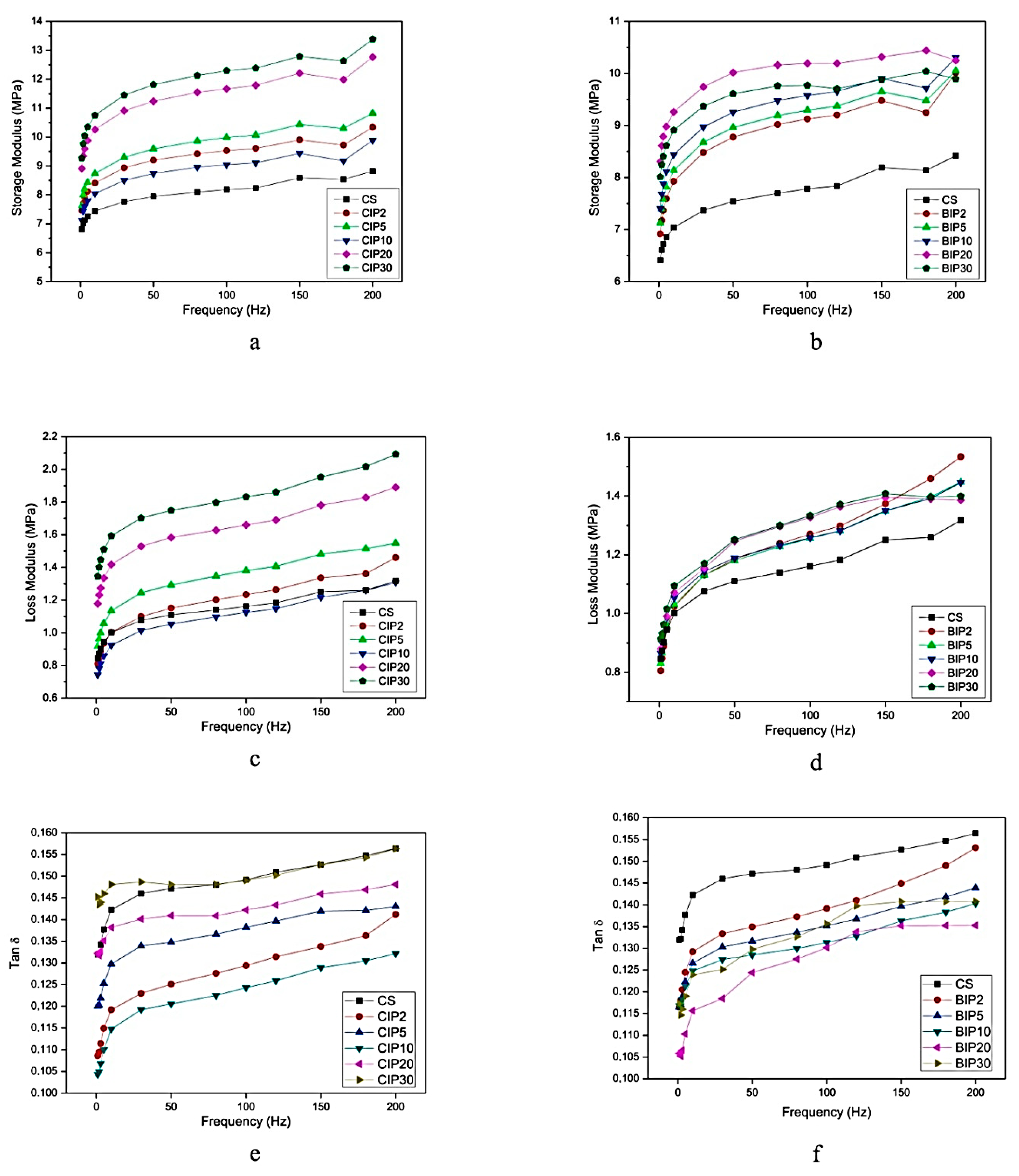
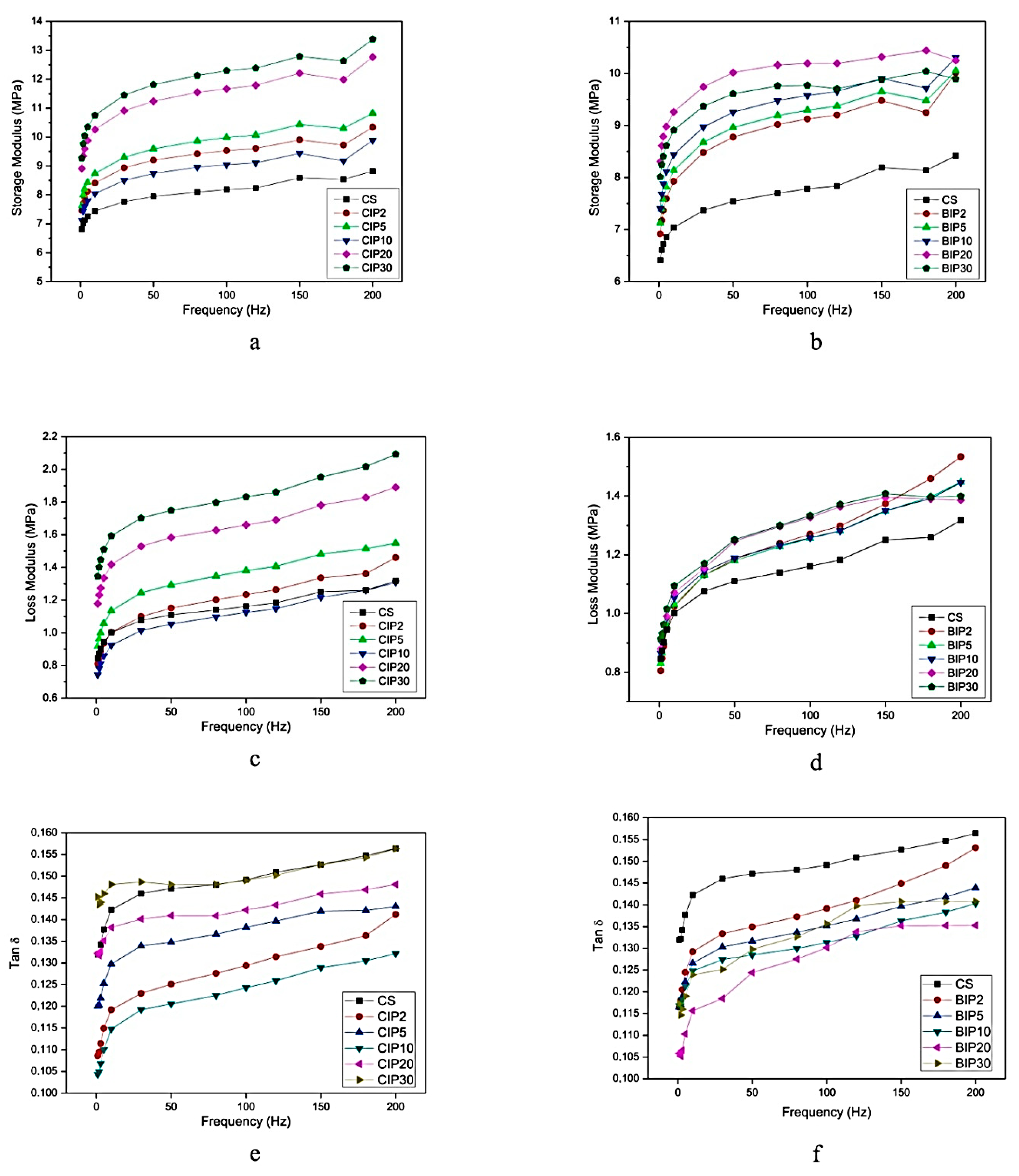
3.4. Dynamic Mechanical Properties
3.5. Thermal Properties
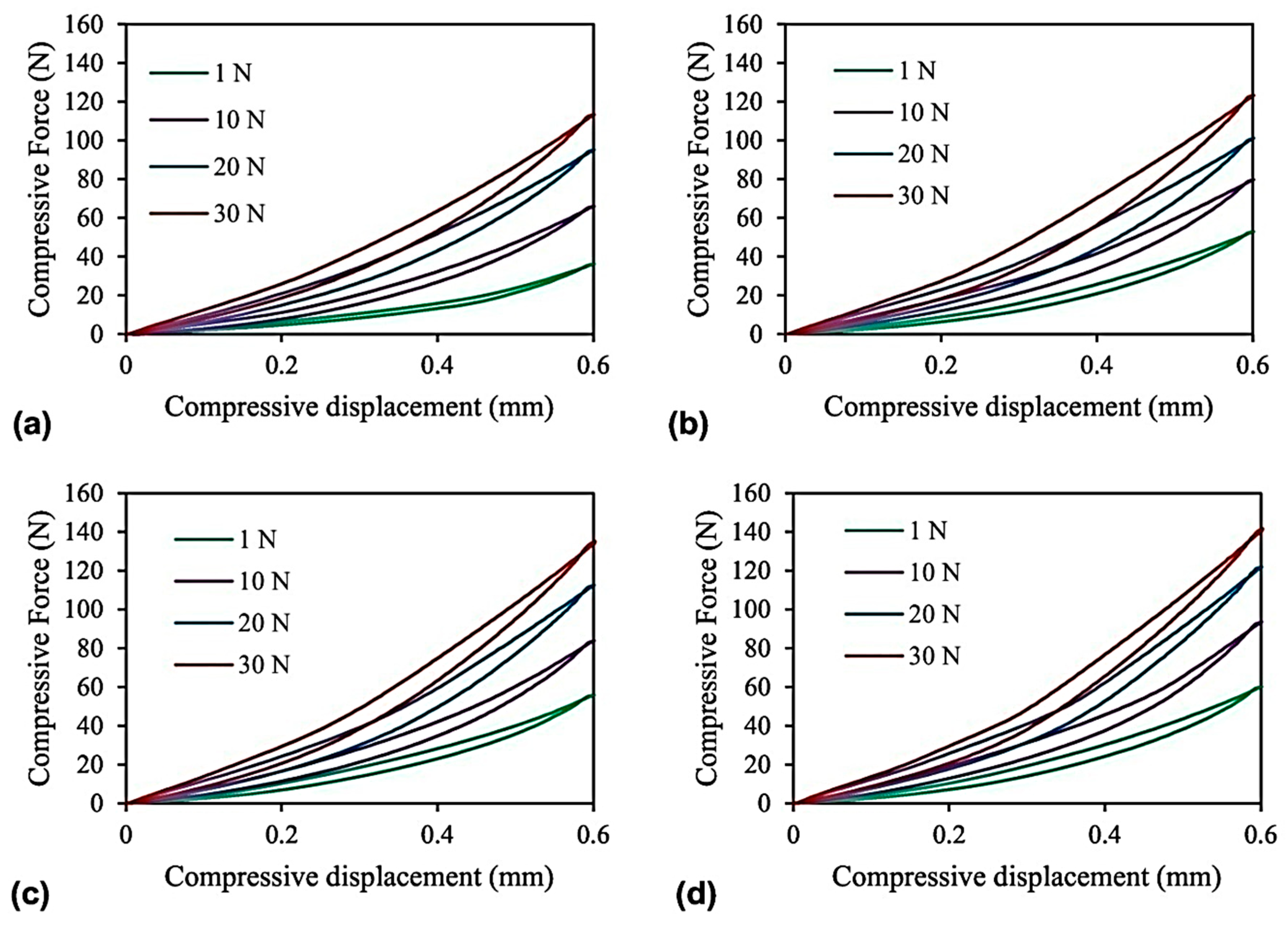
3.6. Magneto-Mechanical Properties
Magneto-Shear Properties
3.7. Rheological Properties
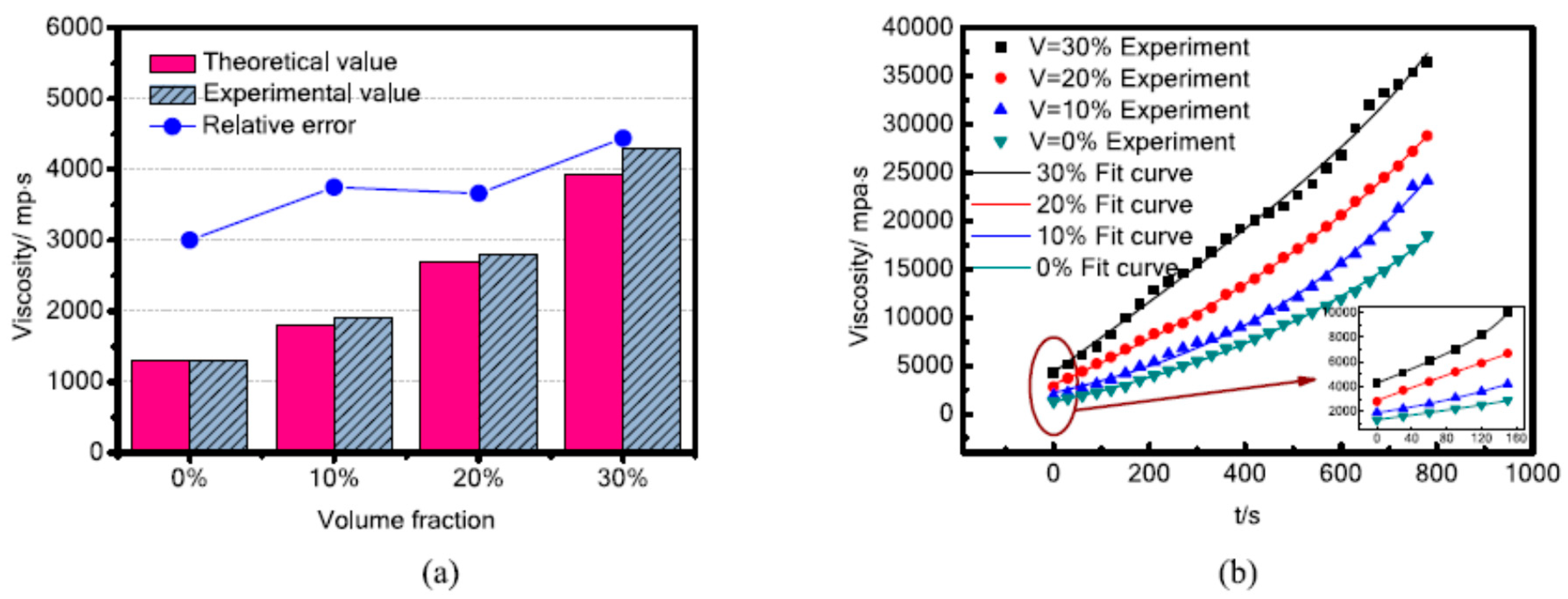
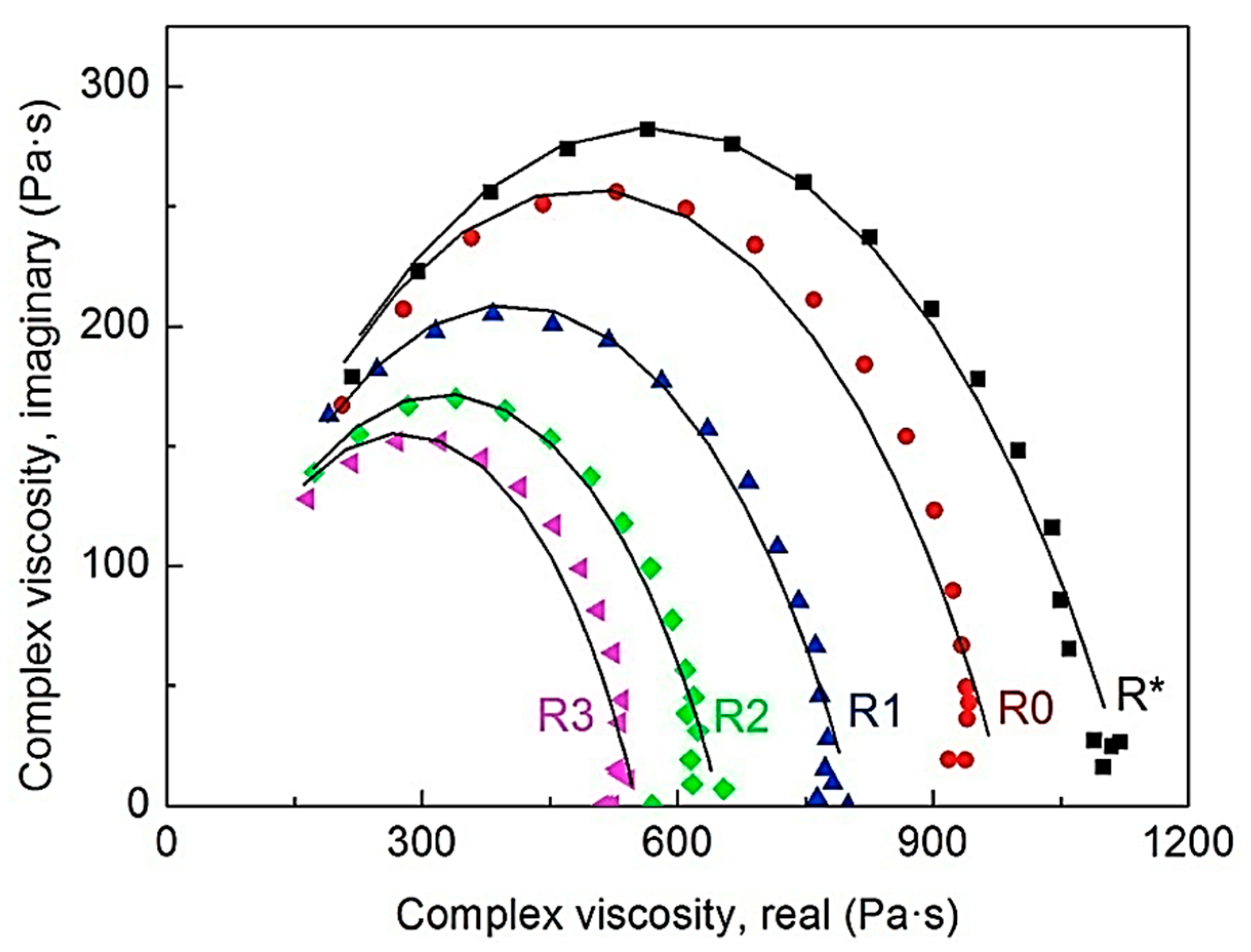
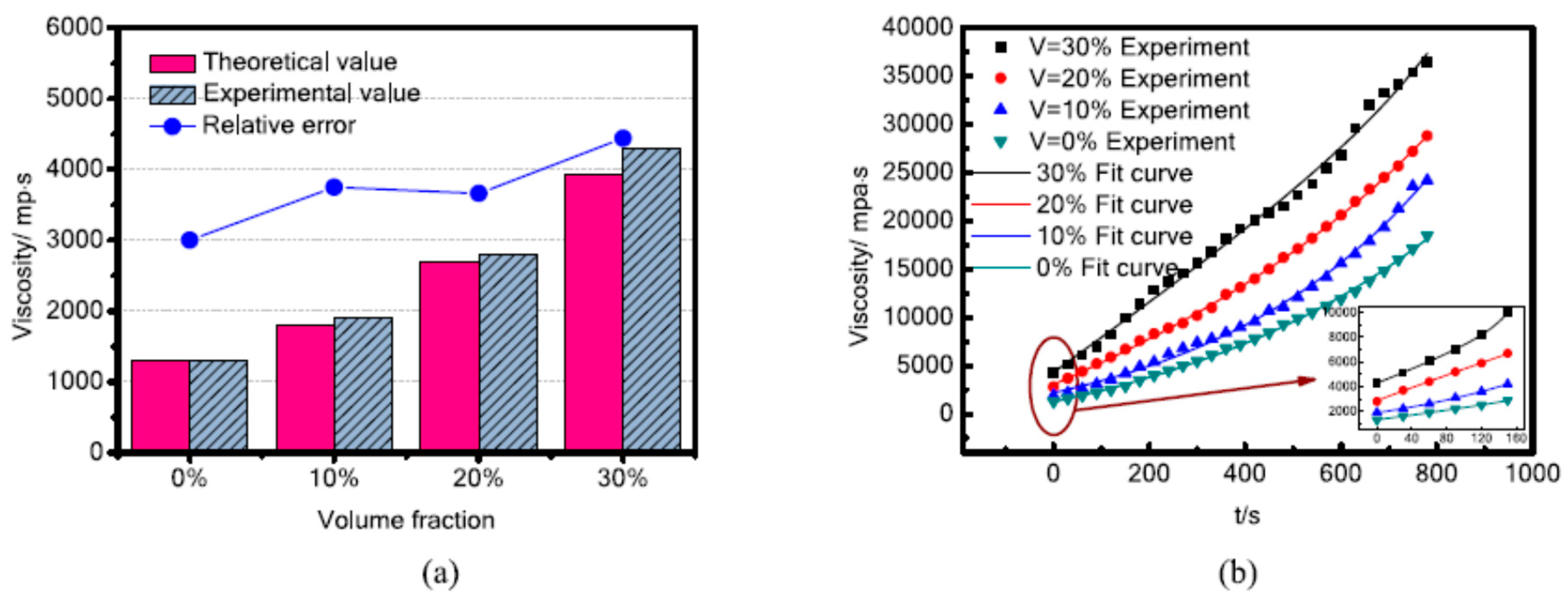
3.8. Viscosity
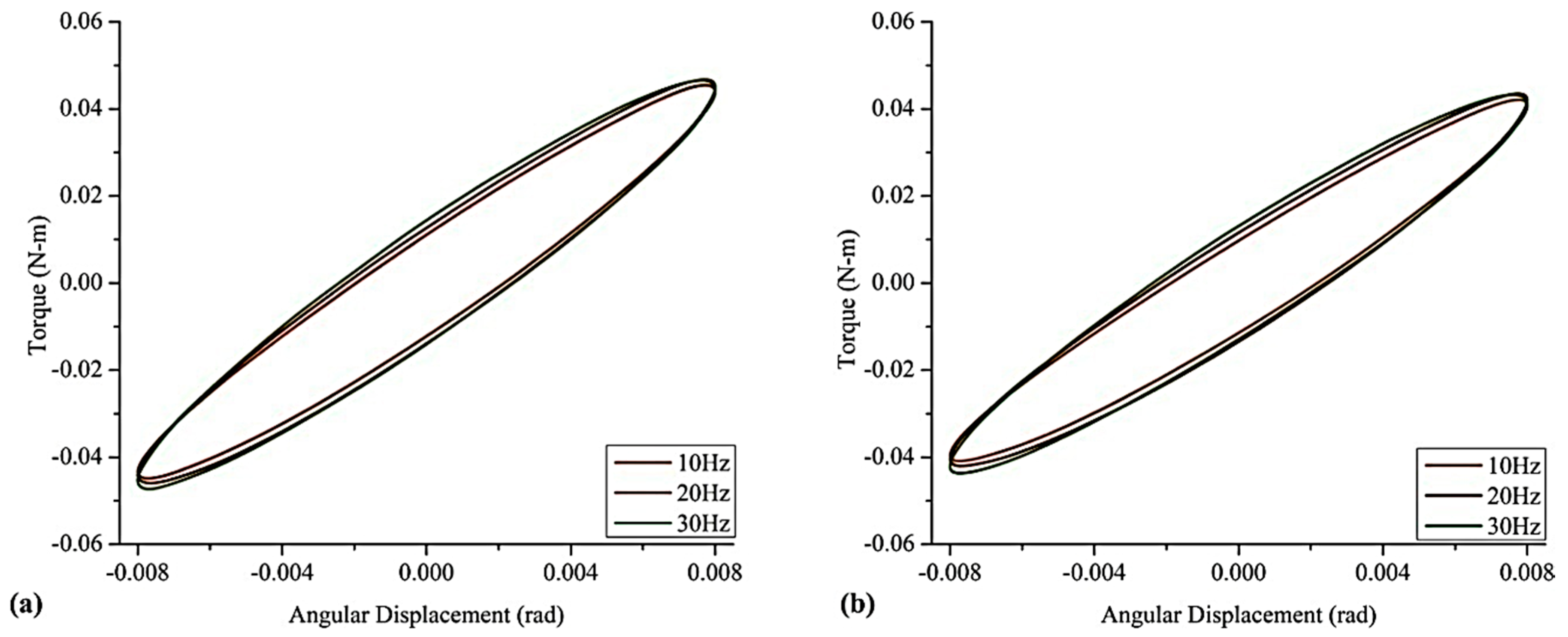
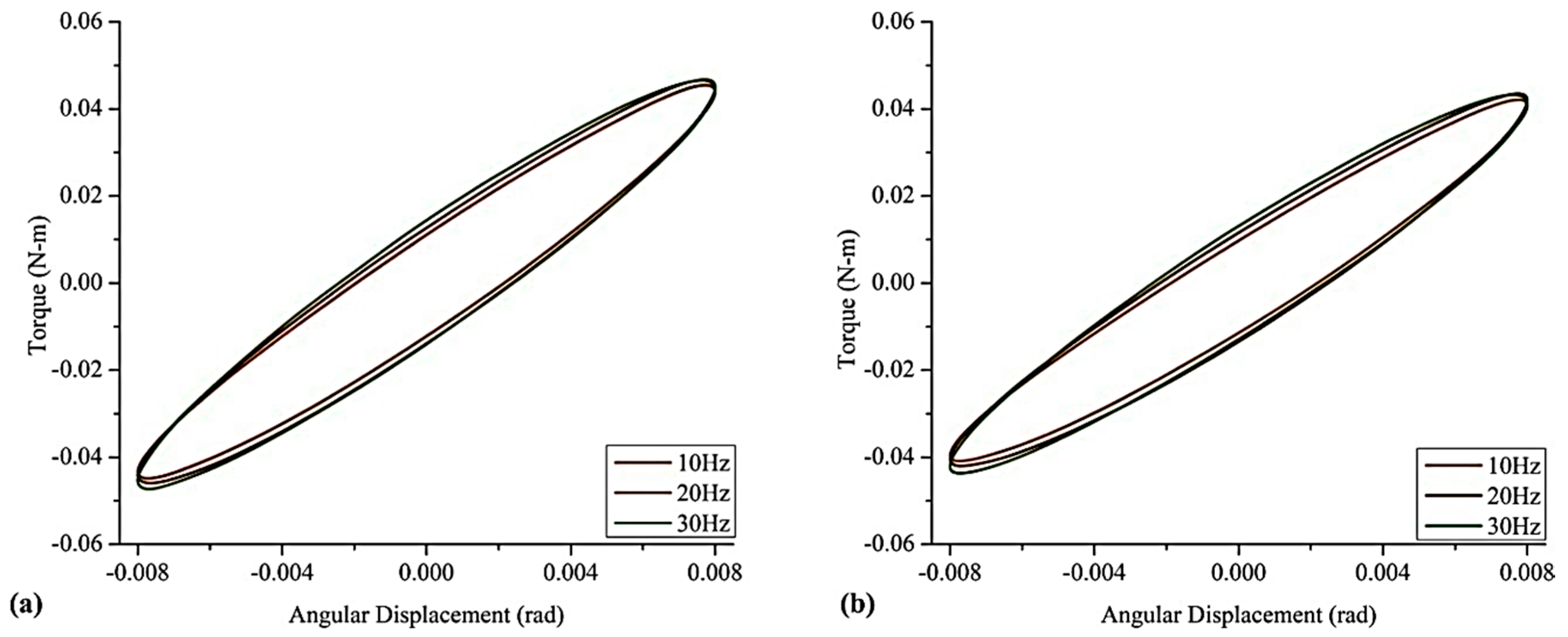
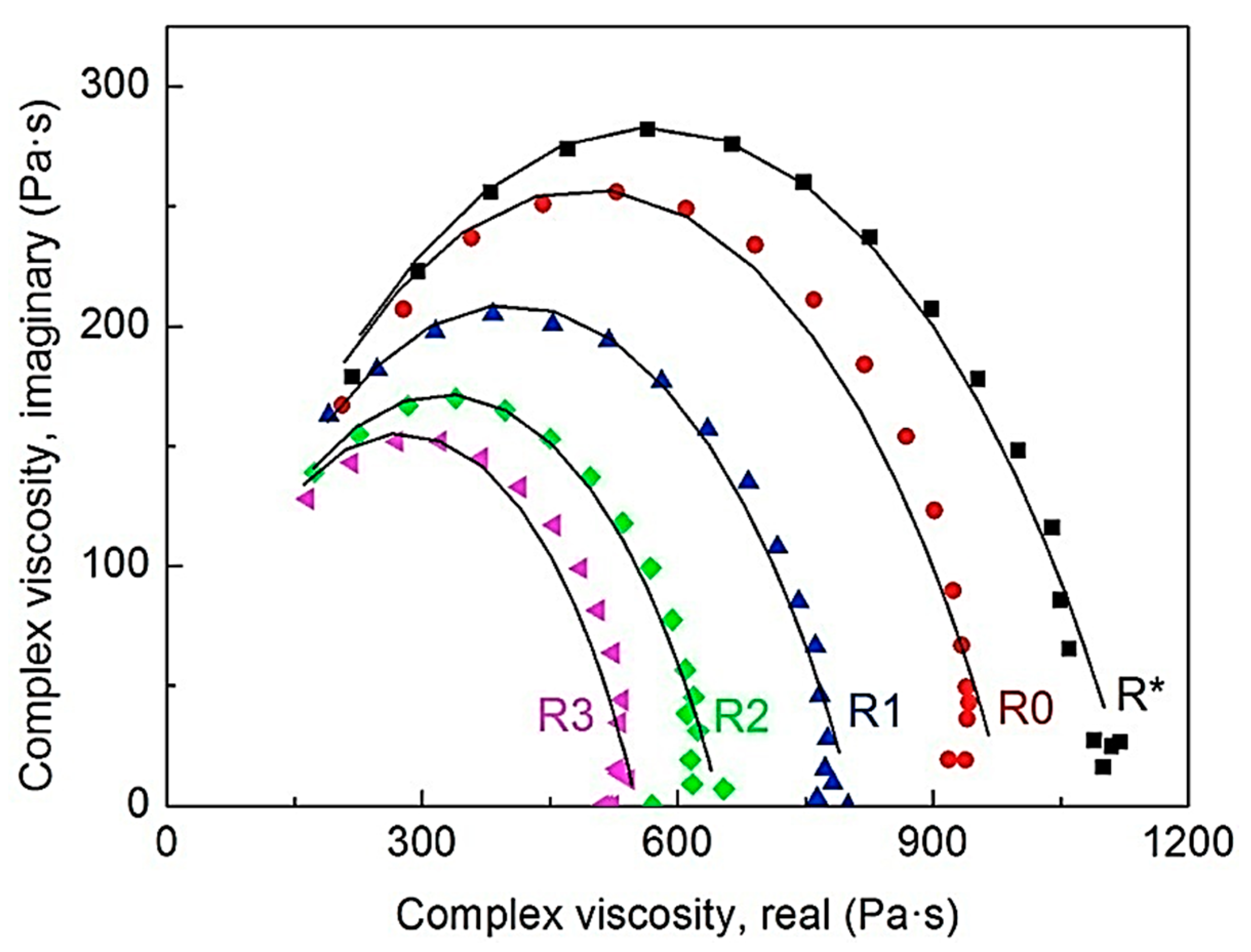
3.9. Complex Torsional Stiffness
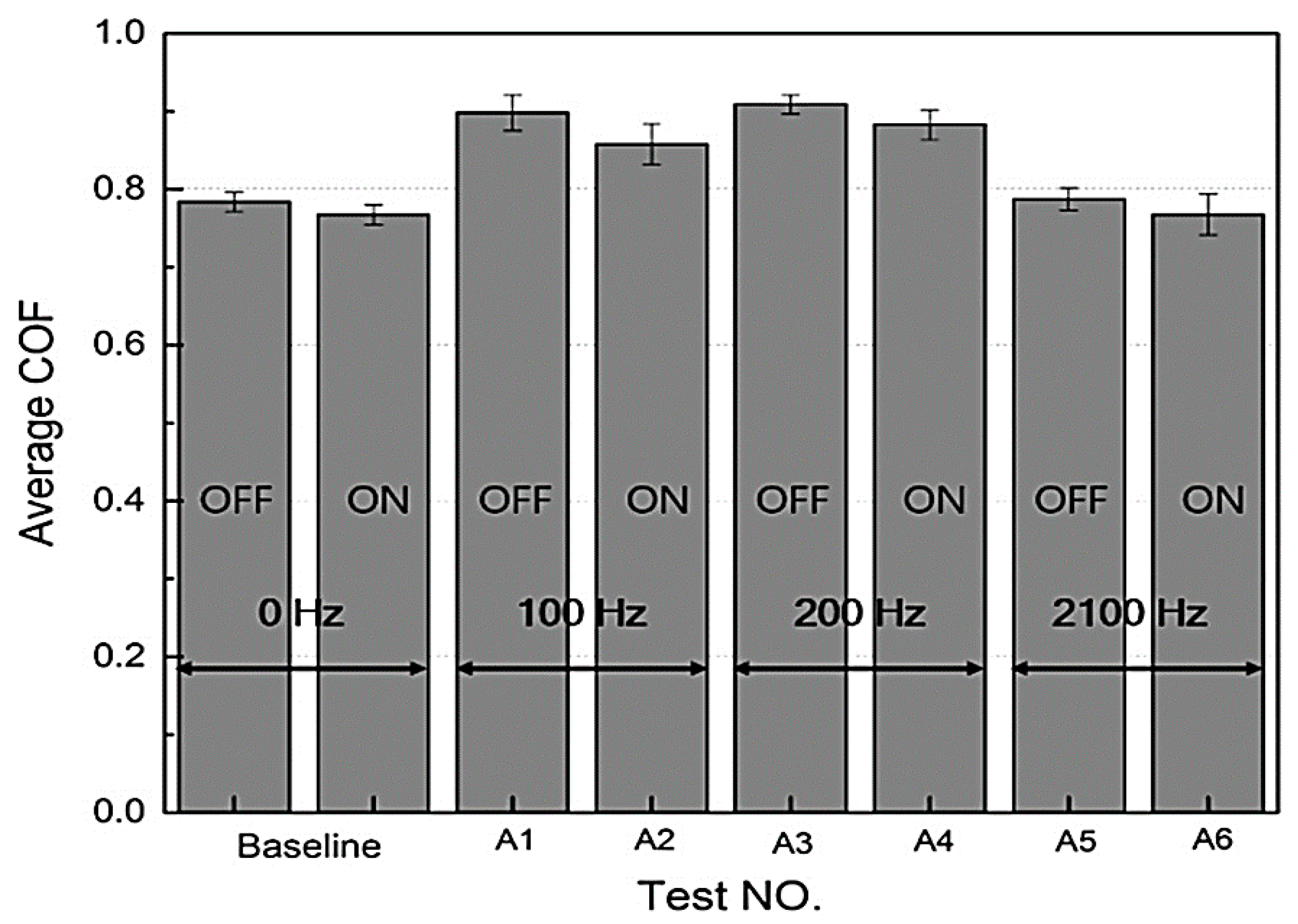
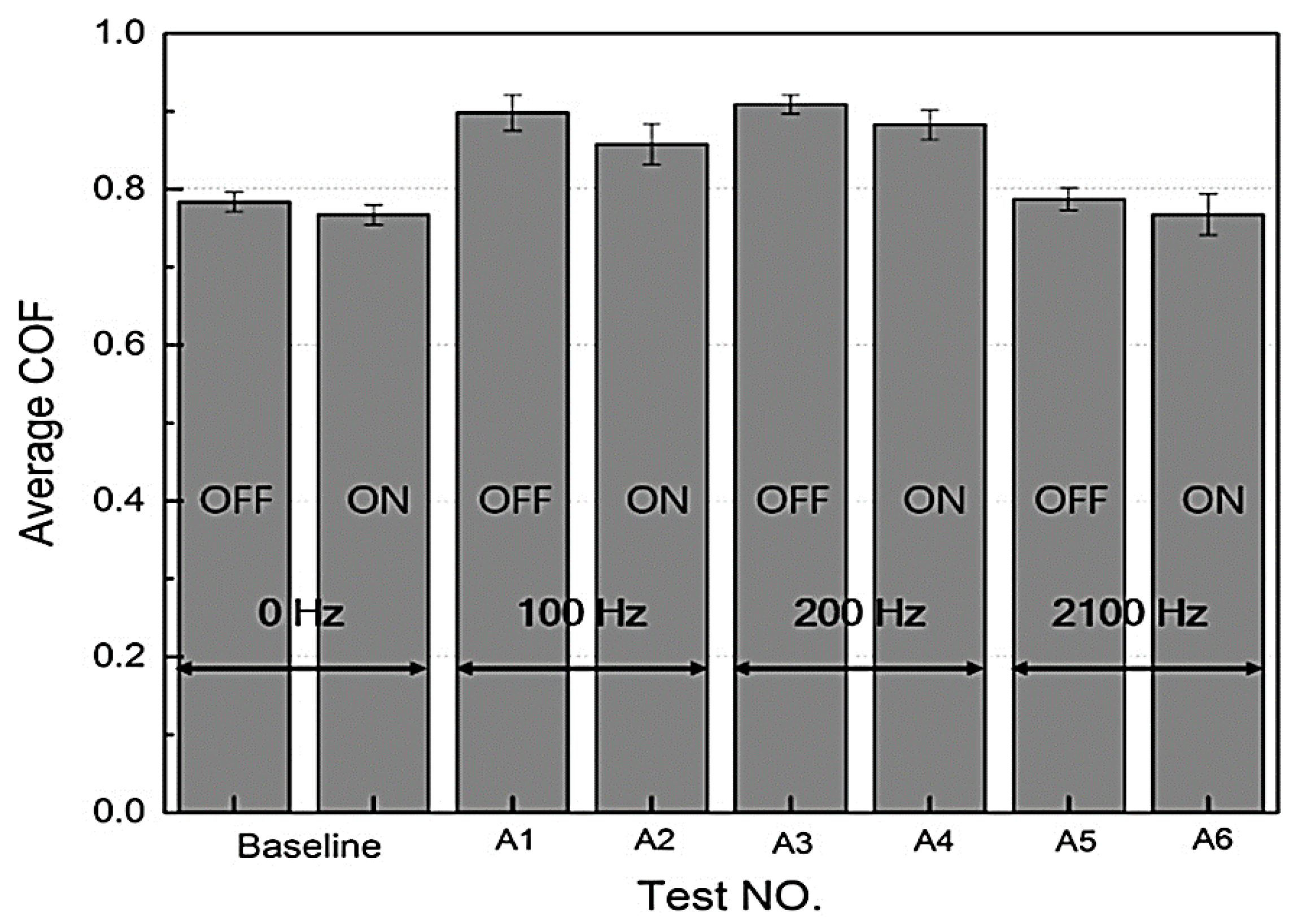
3.10. Frictional Properties
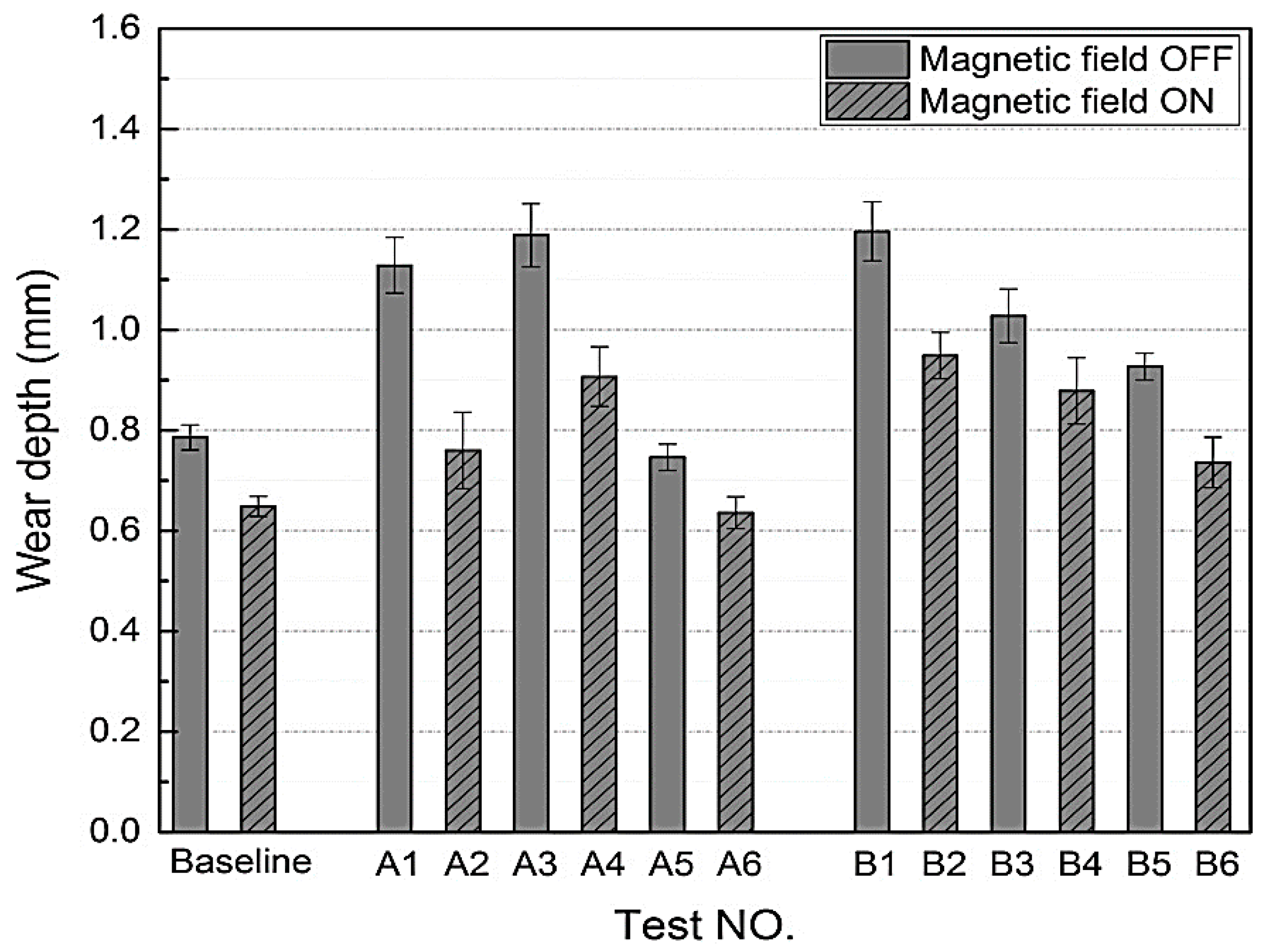
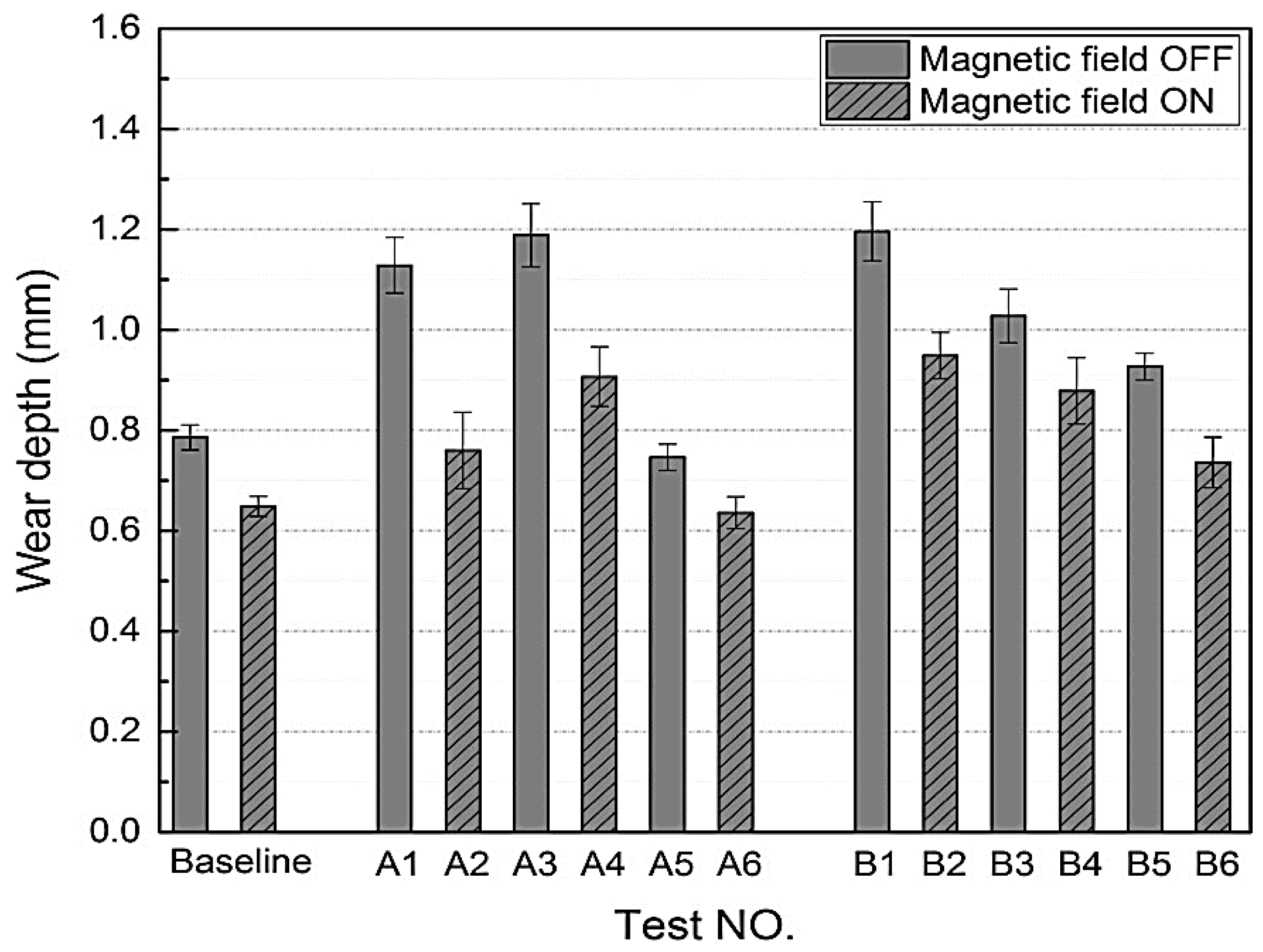
3.11. Wear Properties
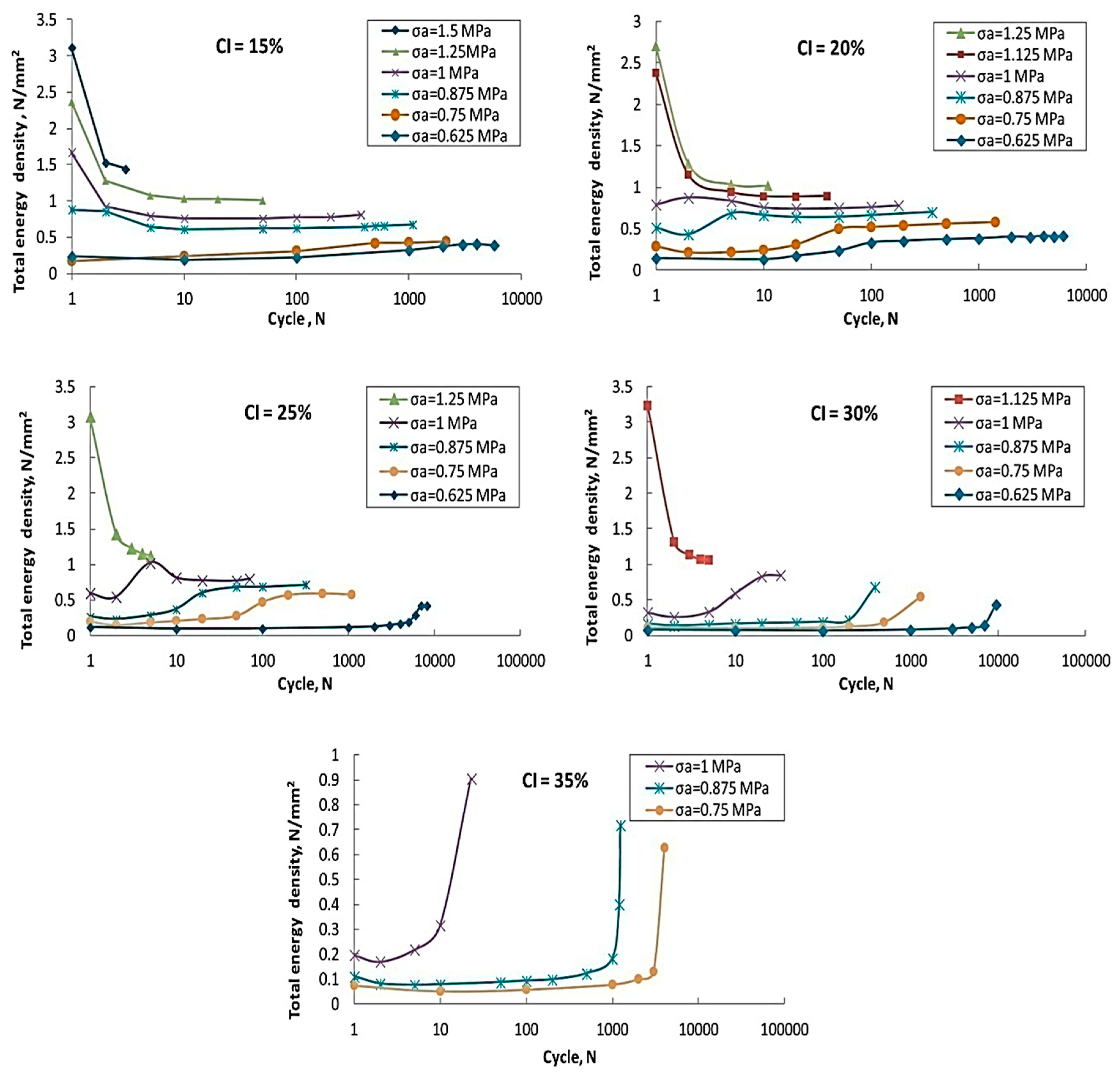
3.12. Fatigue Life of MREs
3.13. Degradation of MREs
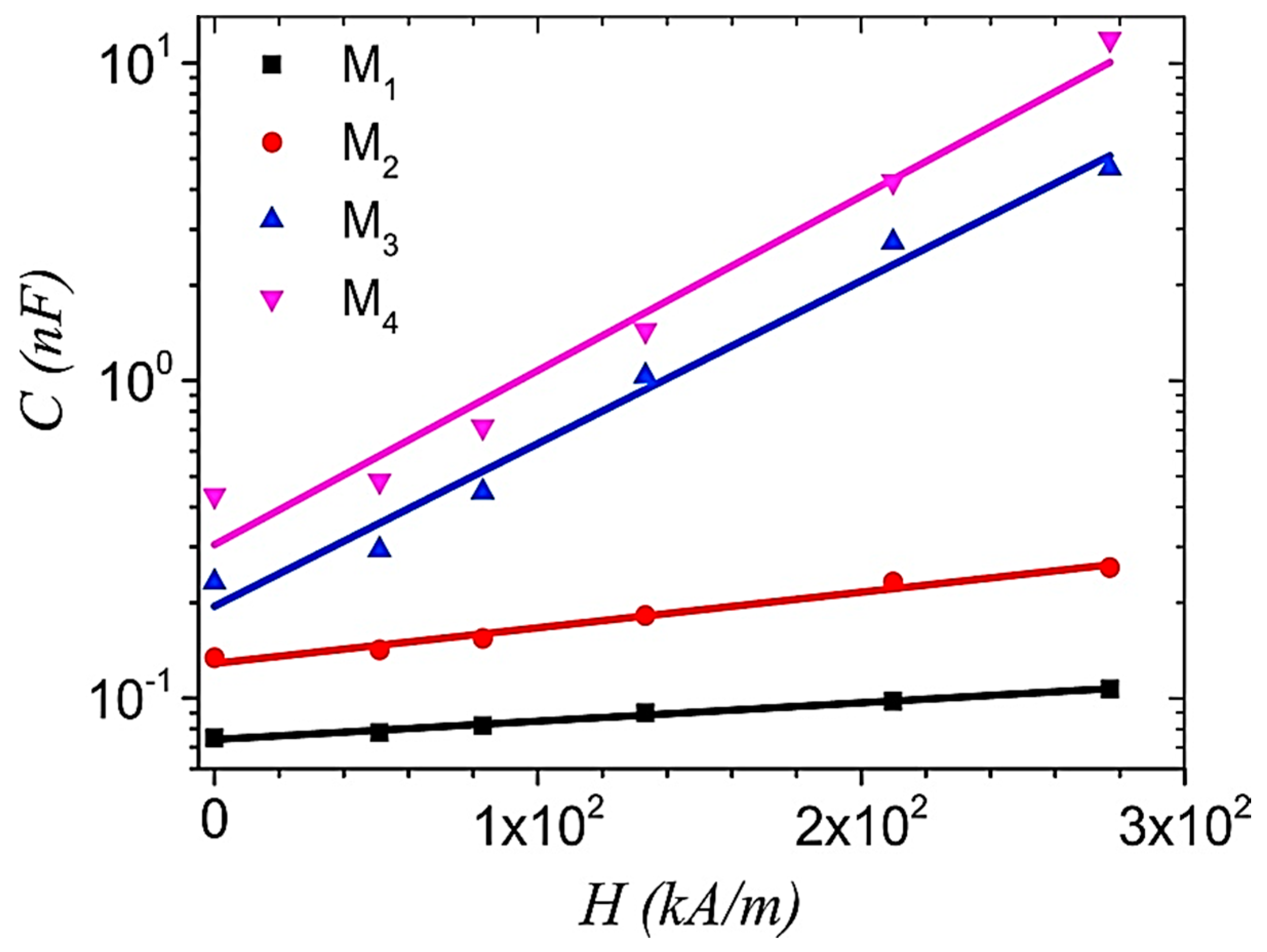
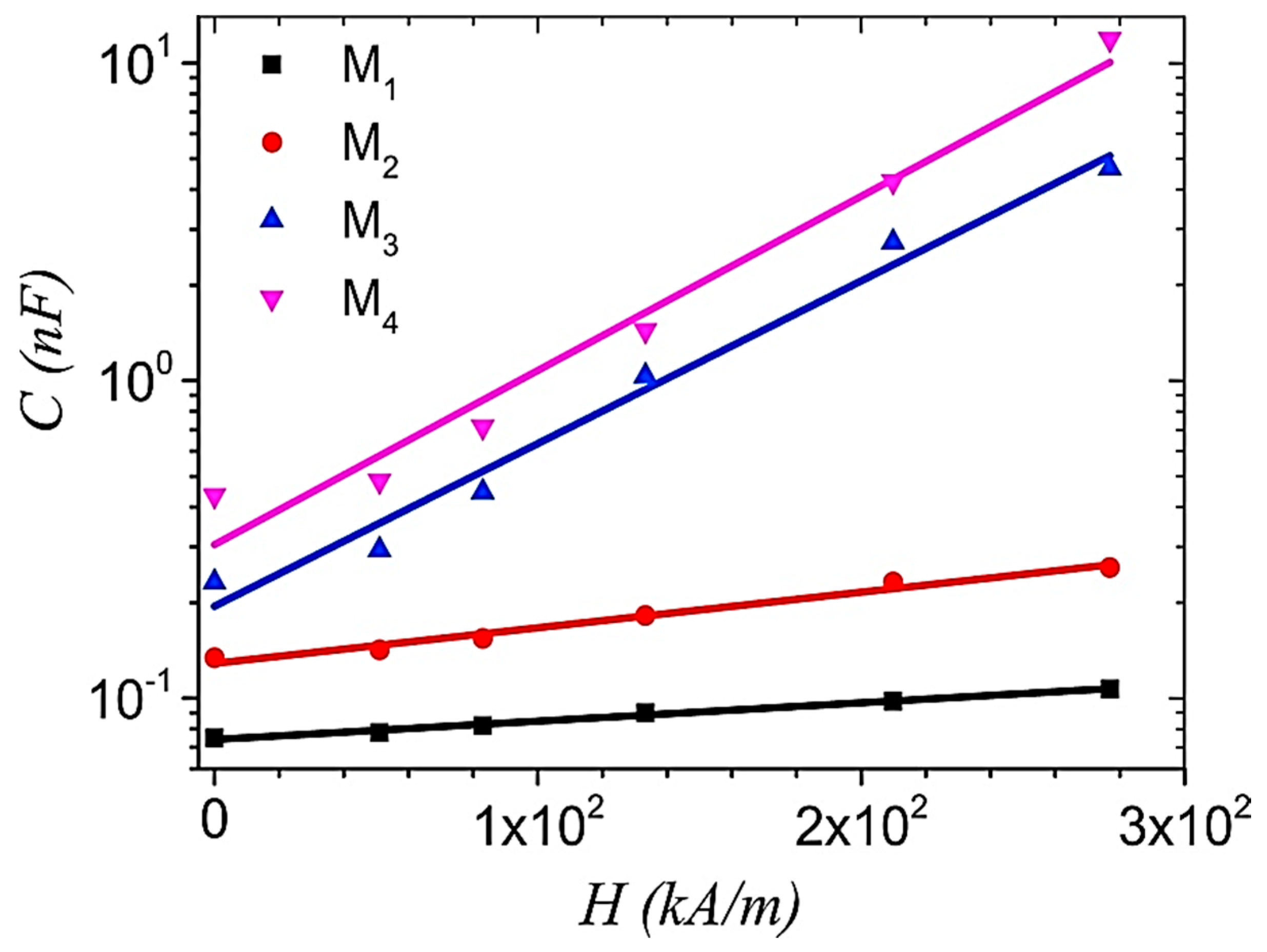
3.14. Capacitance of hybrid-MRE(hMRE)-Based Capacitor
4. Modern Applications of Isotropic Magnetorheological Elastomers
4.1. Sensors and Electrical Circuits
4.2. Soft Robotics
5. Conclusions and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Surbhi; Sukesha. Response of piezoelectric materials to the external temperature, electric field and humidity. Mater. Today Proc. 2020, 28, 1951–1954. [Google Scholar] [CrossRef]
- Usman, M.; Hanif, A.; Kim, I.H.; Jung, H.J. Experimental validation of a novel piezoelectric energy harvesting system employing wake galloping phenomenon for a broad wind spectrum. Energy 2018, 153, 882–889. [Google Scholar] [CrossRef]
- Bahmani, A.; Li, G.; Willett, T.L.; Montesano, J. Generating realistic representative microstructure of biomimetic composite materials for computational assessment of mechanical properties. Mater. Today Proc. 2019, 7, 373–381. [Google Scholar] [CrossRef]
- Carotenuto, G.; La Peruta, G.; Nicolais, L. Thermo-chromic materials based on polymer-embedded silver clusters. Sensors Actuators B 2006, 114, 1092–1095. [Google Scholar] [CrossRef]
- Yuan, X.; Zhou, X.; Liang, Y.; Wang, L.; Chen, R.; Zhang, M.; Pu, H.; Xuan, S.; Wu, J.; Wen, W. A stable high-performance isotropic electrorheological elastomer towards controllable and reversible circular motion. Compos. Part B 2020, 193, 107988. [Google Scholar] [CrossRef]
- Usman, M.; Kim, I.H.; Jung, H.J. Improving thermoelectric energy harvesting efficiency by using graphene. AIP Adv. 2016, 6. [Google Scholar] [CrossRef] [Green Version]
- Jiang, S.; Ichihashi, J.; Monobe, H.; Fujihira, M.; Ohtsu, M. Highly localized photochemical processes in LB films of photo chromic material by using a photon scanning tunneling microscope. Opt. Commun. 1994, 106, 173–177. [Google Scholar] [CrossRef]
- Wang, B.; Kari, L. A visco-elastic-plastic constitutive model of isotropic magneto-sensitive rubber with amplitude, frequency and magnetic dependency. Int. J. Plast. 2020, 102756. [Google Scholar] [CrossRef]
- Vaganov, M.V.; Borin, D.Y.; Odenbach, S.; Raikher, Y.L. Training effect in magnetoactive elastomers due to undermagnetization of magnetically hard filler. Phys. B Phys. Condens. Matter 2020, 578, 411866. [Google Scholar] [CrossRef]
- Khayam, S.U.; Usman, M.; Umer, M.A.; Rafique, A. Development and characterization of a novel hybrid magnetorheological elastomer incorporating micro and nano size iron fillers. Mater. Des. 2020, 192. [Google Scholar] [CrossRef]
- Velmurugan, C.; Senthilkumar, V.; Kesavan, J.; Ramya, K. Effects of sintering temperature on grain growth of NiTiCu shape memory alloy. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Bica, I.; Anitas, E.M.; Marina, L.; Averis, E.; Hyuk, S.; Jin, H. Magnetostrictive and viscoelastic characteristics of polyurethane-based magnetorheological elastomer. J. Ind. Eng. Chem. 2019, 73, 128–133. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Li, W.; Du, H. A state-of-the-art review on magnetorheological elastomer devices. Smart Mater. Struct. 2014, 23, 123001. [Google Scholar] [CrossRef]
- Fu, J.; Bai, J.; Lai, J.; Li, P.; Yu, M.; Lam, H. Adaptive fuzzy control of a magnetorheological elastomer vibration isolation system with time-varying sinusoidal excitations. J. Sound Vib. 2019, 456, 386–406. [Google Scholar] [CrossRef]
- Akhavan, H.; Ghadiri, M.; Zajkani, A. A new model for the cantilever MEMS actuator in magnetorheological elastomer cored sandwich form considering the fringing field and Casimir effects. Mech. Syst. Signal Process. 2019, 121, 551–561. [Google Scholar] [CrossRef]
- Eshaghi, M. The effect of magnetorheological fluid and aerodynamic damping on the flutter boundaries of MR fluid sandwich plates in supersonic airflow. Eur. J. Mech./A Solids 2020, 82, 103997. [Google Scholar] [CrossRef]
- Kumar, J.S.; Alex, D.G.; Paul, P.S. Synthesis of Magnetorheological fluid Compositions for Valve Mode Operation. Mater. Today Proc. 2020, 22, 1870–1877. [Google Scholar] [CrossRef]
- Wang, N.; Liu, X.; Sun, S.; Królczyk, G.; Li, Z.; Li, W. Microscopic characteristics of magnetorheological fl uids subjected to magnetic fi elds. J. Magn. Magn. Mater. 2020, 501, 166443. [Google Scholar] [CrossRef]
- Vatandoost, H.; Hemmatian, M.; Sedaghati, R.; Rakheja, S. Dynamic characterization of isotropic and anisotropic magnetorheological elastomers in the oscillatory squeeze mode superimposed on large static pre-strain. Compos. Part B Eng. 2020, 182, 107648. [Google Scholar] [CrossRef]
- Wen, Q.; Shen, L.; Li, J.; Xuan, S.; Li, Z.; Fan, X.; Li, B. Temperature dependent magneto-mechanical properties of magnetorheological elastomers. J. Magn. Magn. Mater. 2020, 497, 165998. [Google Scholar] [CrossRef]
- Hegde, S.; Poojary, U.R.; Gangadharan, K.V. Experimental investigation of effect of ingredient particle size on dynamic damping of RTV silicon base magnetorheological elastomer. Procedia Mater. Sci. 2014, 5, 2301–2309. [Google Scholar] [CrossRef] [Green Version]
- Schümann, M.; Odenbach, S. In-situ observation of the particle microstructure of magnetorheological elastomers in presence of mechanical strain and magnetic fields. J. Magn. Magn. Mater. 2017, 441, 88–92. [Google Scholar] [CrossRef]
- Perales-Martínez, I.A.; Palacios-Pineda, L.M.; Lozano-Sánchez, L.M.; Martínez-Romero, O.; Puente-Cordova, J.G.; Elías-Zúñiga, A. Enhancement of a magnetorheological PDMS elastomer with carbonyl iron particles. Polym. Test. 2017, 57, 78–86. [Google Scholar] [CrossRef]
- Burgaz, E.; Goksuzoglu, M. Effects of magnetic particles and carbon black on structure and properties of magnetorheological elastomers. Polym. Test. 2020, 81, 106233. [Google Scholar] [CrossRef]
- Chikh, N. Dynamic Analysis of the Non-Linear Behavior of a Composite Sandwich Beam with a Magnetorheological. Acta Mech. Solida Sin. 2016, 29, 271–283. [Google Scholar] [CrossRef]
- Usman, M.; Jang, D.-D.; Kim, I.; Jung, H.-J.; Koo, J. Dynamic testing and modeling of magneto-rheological elastomers. In Proceedings of the ASME 2009 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, Oxnard, CA, USA, 21–23 September 2009; ASME: New York, NY, USA, 2009; Volume 48968, pp. 495–500. [Google Scholar]
- Agirre-Olabide, I.; Elejabarrieta, M.J. A new magneto-dynamic compression technique for magnetorheological elastomers at high frequencies. Polym. Test. 2018, 66, 114–121. [Google Scholar] [CrossRef]
- Kumbhar, S.B.; Chavan, S.P.; Gawade, S.S. Two Way Stiffness Tuning Of Magnetorheological Elastomer- Shape Memory Alloy Composite. Mater. Today Proc. 2018, 5, 13211–13219. [Google Scholar] [CrossRef]
- Gao, W.; Wang, X. Experimental and theoretical investigations on magnetoelastic shear behavior of isotropic MR elastomers under gradient magnetic fi elds. J. Magn. Magn. Mater. 2019, 483, 196–204. [Google Scholar] [CrossRef]
- Cvek, M.; Kracalik, M.; Sedlacik, M.; Mrlik, M.; Sedlarik, V. Reprocessing of injection-molded magnetorheological elastomers based on TPE matrix. Compos. Part B 2019, 172, 253–261. [Google Scholar] [CrossRef]
- Shenoy, K.P.; Poojary, U.; Gangadharan, K.V. A novel approach to characterize the magnetic field and frequency dependent dynamic properties of magnetorheological elastomer for torsional loading conditions. J. Magn. Magn. Mater. 2020, 498, 166169. [Google Scholar] [CrossRef]
- Mazlan, S.A.; Sutrisno, J.; Yahya, I.; Imaduddin, F. Physicochemical properties and stress-strain compression behaviors of a ground tire rubber based magnetorheological elastomers. Sci. Iran. Trans. C Chem. Chem. Eng. 2016, 23, 1144–1159. [Google Scholar]
- Imaduddin, F.; Li, Y.; Mazlan, S.A.; Sutrisno, J.; Koga, T.; Yahya, I.; Choi, S.B. A new class of magnetorheological elastomers based on waste tire rubber and the characterization of their properties. Smart Mater. Struct. 2016, 25, 115002. [Google Scholar]
- Lian, C.; Lee, K.; Lee, C. Friction and wear characteristics of magnetorheological elastomer under vibration conditions. Tribiology Int. 2016, 98, 292–298. [Google Scholar] [CrossRef]
- Zhou, Y.; Jiang, L.; Chen, S.; Ma, J.; Betts, A.; Jerrams, S. Determination of reliable fatigue life predictors for magnetorheological elastomers under dynamic equi-biaxial loading. Polym. Test. 2017, 61, 177–184. [Google Scholar] [CrossRef] [Green Version]
- Jang, D.-D.; Usman, M.; Sung, S.-H.; Moon, Y.-J.; Jung, H.-J. Feasibility Study of MR Elastomer-based Base Isolation System. J. Comput. Struct. Eng. Inst. Korea 2008, 21, 597–605. [Google Scholar]
- Usman, M.; Jung, H.J. Recent Developments of Magneto-Rheological Elastomers for Civil Engineering Applications; NOVA Science Publishers: Hauppauge, NY, USA, 2015; ISBN 9781634825740. [Google Scholar]
- Shu, Q.; Ding, L.; Gong, X.; Hu, T.; Xuan, S. High performance magnetorheological elastomers strengthened by perpendicularly interacted flax fiber and carbonyl iron chains. Smart Mater. Struct. 2020, 29, 25010. [Google Scholar] [CrossRef]
- Bao, X.; Komatsuzaki, T.; Zhang, N. A nonlinear magnetorheological elastomer model based on fractional viscoelasticity, magnetic dipole interactions, and adaptive smooth Coulomb friction. Mech. Syst. Signal Process. 2019, 141, 106438. [Google Scholar]
- Xu, Z.; Tong, J.; Wu, F. Magnetorheological elastomer vibration isolation of tunable three-dimensional locally resonant acoustic metamaterial. Solid State Commun. 2018, 271, 51–55. [Google Scholar] [CrossRef]
- Komatsuzaki, T.; Inoue, T.; Terashima, O. Broadband vibration control of a structure by using a magnetorheological elastomer-base d tuned dynamic absorber. Mechatronics 2016, 40, 128–136. [Google Scholar] [CrossRef]
- Ausanio, G.; Iannotti, V.; Ricciardi, E.; Lanotte, L.; Lanotte, L. Magneto-piezoresistance in Magnetorheological elastomers for magnetic induction gradient or position sensors. Sensors Actuators A Phys. 2014, 205, 235–239. [Google Scholar] [CrossRef] [Green Version]
- Bajkowski, J.M.; Bajer, I. Semi-active control of a sandwich beam partially filled with magnetorheological elastomer. Mech. Syst. Signal Process. 2015, 61, 695–705. [Google Scholar]
- Ladipo, I.L.; Fadly, J.D.; Faris, W.F. Characterization of Magnetorheological Elastomer (MRE) Engine mounts. Mater. Today Proc. 2016, 3, 411–418. [Google Scholar] [CrossRef]
- Xu, Z.; Wu, H.; Wang, Q.; Jiang, S.; Yi, L.; Wang, J. Study on movement mechanism of magnetic particles in silicone rubber- based magnetorheological elastomers with viscosity change. J. Magn. Magn. Mater. 2020, 494, 165793. [Google Scholar] [CrossRef]
- Gu, X.; Li, J.; Li, Y. Experimental realisation of the real-time controlled smart magnetorheological elastomer seismic isolation system with shake table. Struct. Control Heal. Monit. 2020, 27, 1–24. [Google Scholar] [CrossRef]
- Yu, Y.; Li, Y.; Li, J.; Gu, X. Self-adaptive step fruit fly algorithm optimized support vector regression model for dynamic response prediction of magnetorheological elastomer base isolator. Neurocomputing 2016, 211, 41–52. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.; Yu, Y.; Li, Y.; Li, J.; Askari, M.; Samali, B. Experimental study of semi-active magnetorheological elastomer base isolation system using optimal neuro fuzzy logic control. Mech. Syst. Signal Process. 2019, 119, 380–398. [Google Scholar] [CrossRef]
- Bao, X.; Komatsuzaki, T.; Iwata, Y.; Asanuma, H. Modeling and semi-active fuzzy control of magnetorheological elastomer-based isolator for seismic response reduction. Mech. Syst. Signal Process. 2018, 101, 449–466. [Google Scholar]
- Tao, Y.; Rui, X.; Yang, F.; Hao, B. Development of a MRE isolation system for strapdown inertial measurement unit. Mech. Syst. Signal Process. 2019, 117, 553–568. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Tian, T.; Li, W.; Du, H. Development of a novel multi-layer MRE isolator for suppression of building vibrations under seismic events. Mech. Syst. Signal Process. 2016, 70–71, 811–820. [Google Scholar] [CrossRef] [Green Version]
- Barman, H.; Hegde, S. Comprehensive review of parameters influencing the performance of magnetorheological elastomers embedded in beams. Mater. Today Proc. 2020, 26, 2130–2135. [Google Scholar] [CrossRef]
- Tong, Y.; Dong, X.; Qi, M. Payne effect and damping properties of flower-like cobalt particles-based magnetorheological elastomers. Compos. Commun. 2019, 15, 120–128. [Google Scholar] [CrossRef]
- Praveen, T.; Dwivedy, S.K. Dynamic analysis of MRE embedded sandwich plate using FEM. Procedia Eng. 2016, 144, 721–728. [Google Scholar]
- Bornassi, S.; Navazi, H.M.; Haddadpour, H. Thin-Walled Structures Aeroelastic instability analysis of a turbomachinery cascade with magnetorheological elastomer based adaptive blades. Thin Walled Struct. 2018, 130, 71–84. [Google Scholar] [CrossRef]
- Mikhailov, V.P.; Bazinenkov, A.M. Active vibration isolation platform on base of magnetorheological elastomers. J. Magn. Magn. Mater. 2017, 431, 266–268. [Google Scholar] [CrossRef]
- Usman, M.; Sung, S.H.; Jang, D.D.; Jung, H.J.; Koo, J.H. Numerical investigation of smart base isolation system employing MR elastomer. J. Phys. Conf. Ser. 2009, 149, 012099. [Google Scholar] [CrossRef]
- Koo, J.H.; Jang, D.D.; Usman, M.; Jung, H.J. A feasibility study on smart base isolation systems using magneto-rheological elastomers. Struct. Eng. Mech. 2009, 32, 755–770. [Google Scholar] [CrossRef]
- Bocian, M.; Kaleta, J.; Lewandowski, D.; Przybylski, M. Tunable Absorption System based on magnetorheological elastomers and Halbach array: Design and testing. J. Magn. Magn. Mater. 2017, 435, 46–57. [Google Scholar] [CrossRef]
- Sun, S.S.; Yang, J.; Li, W.H.; Du, H.; Alici, G.; Yan, T.H.; Nakano, M. Development of an isolator working with magnetorheological elastomers and fluids. Mech. Syst. Signal Process. 2017, 83, 371–384. [Google Scholar] [CrossRef]
- Balasoiu, M.; Bica, I. Composite magnetorheological elastomers as dielectrics for plane capacitors: Effects of magnetic field intensity. Results Phys. 2016, 6, 199–202. [Google Scholar] [CrossRef] [Green Version]
- Babu, R.; Rajamohan, V.; Sudhagar, P.E. Structural optimization of tapered composite sandwich plates partially treated with magnetorheological elastomers. Compos. Struct. 2018, 200, 258–276. [Google Scholar]
- Yuan, L.; Sun, S.; Pan, Z.; Ding, D.; Gienke, O.; Li, W. Mode coupling chatter suppression for robotic machining using semi-active magnetorheological elastomers absorber. Mech. Syst. Signal Process. 2019, 117, 221–237. [Google Scholar] [CrossRef]
- Hooshiar, A.; Alkhalaf, A.; Dargahi, J. Development and assessment of a stiffness display system for minimally invasive surgery based on smart magneto-rheological elastomers. Mater. Sci. Eng. C 2020, 108, 110409. [Google Scholar] [CrossRef] [PubMed]
- Keip, M.; Rambausek, M. Computational and analytical investigations of shape effects in the experimental characterization of magnetorheological elastomers. Int. J. Solids Struct. 2017, 121, 1–20. [Google Scholar] [CrossRef]
- Gu, X.; Yu, Y.; Li, J.; Li, Y. Semi-active control of magnetorheological elastomer base isolation system utilising learning-based inverse model. J. Sound Vib. 2017, 406, 346–362. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, D.; Bodelot, L.; Danas, K. Microstructurally-guided explicit continuum models for isotropic magnetorheological elastomers with iron particles. Int. J. Non. Linear. Mech. 2020, 120, 103380. [Google Scholar] [CrossRef] [Green Version]
- Usman, M.; Ahmed, S.; Jung, H.-J. State-Switched Control Algorithm fo Multi Degree of Freedom Smart Base Isolation System Employing MR Elastomer. In Proceedings of the International Conference on Earthquake Engineering ans Seismology, Islamabad, Pakistan, 25–26 April 2011. [Google Scholar]
- Yu, M.; Ju, B.; Fu, J.; Liu, X.; Yang, Q. Influence of composition of carbonyl iron particles on dynamic mechanical properties of magnetorheological elastomers. J. Magn. Magn. Mater. 2012, 324, 2147–2152. [Google Scholar] [CrossRef]
- Boczkowska, A.; Awietjan, S.F.; Pietrzko, S.; Kurzydłowski, K.J. Mechanical properties of magnetorheological elastomers under shear deformation. Compos. Part B 2012, 43, 636–640. [Google Scholar] [CrossRef]
- de Souza Eloy, F.; Gomes, G.F.; Ancelotti, A.C., Jr.; da Cunha, S.S., Jr.; Bombard, A.J.; Junqueira, D.M. A numerical-experimental dynamic analysis of composite sandwich beam with magnetorheological elastomer honeycomb core. Compos. Struct. 2019, 209, 242–257. [Google Scholar] [CrossRef]
- Bao, X.; Komatsuzaki, T.; Iwata, Y. Robust adaptive controller for semi-active control of uncertain structures using a magnetorheological elastomer-based isolator. J. Sound Vib. 2018, 434, 192–212. [Google Scholar]
- Marvalov, B. Experimental characterization and viscoelastic modeling of isotropic and anisotropic magnetorheological elastomers. Polym. Test. 2020, 81, 106272. [Google Scholar]
- Bica, I. The influence of the magnetic field on the elastic properties of anisotropic magnetorheological elastomers. J. Ind. Eng. Chem. 2012, 18, 1666–1669. [Google Scholar] [CrossRef]
- Khimi, S.R.; Pickering, K.L. The effect of silane coupling agent on the dynamic mechanical properties of iron sand/natural rubber magnetorheological elastomers. Compos. Part B 2016, 90, 115–125. [Google Scholar] [CrossRef]
- Ge, L.; Gong, X.; Wang, Y.; Xuan, S. The conductive three dimensional topological structure enhanced magnetorheological elastomer towards a strain sensor. Compos. Sci. Technol. 2016, 135, 92–99. [Google Scholar] [CrossRef]
- Winger, J.; Schümann, M.; Kupka, A.; Odenbach, S. Influence of the particle size on the magnetorheological effect of magnetorheological elastomers. J. Magn. Magn. Mater. 2019, 481, 176–182. [Google Scholar] [CrossRef]
- Hapipi, N.; Aishah, S.; Aziz, A.; Amri, S.; Bok, S.; Mohamad, N.; Hana, M.; Khairi, A.; Yasser, A.; Fatah, A.; et al. The field-dependent rheological properties of plate-like carbonyl iron particle-based magnetorheological elastomers. Results Phys. 2019, 12, 2146–2154. [Google Scholar] [CrossRef]
- Bunoiu, M.; Bica, I. Magnetorheological elastomer based on silicone rubber, carbonyl iron and Rochelle salt: Effects of alternating electric and static magnetic fields intensities. J. Ind. Eng. Chem. 2016, 37, 312–318. [Google Scholar] [CrossRef]
- Bocian, M.; Kaleta, J.; Lewandowski, D.; Przybylski, M. Test setup for examination of magneto-mechanical properties of magnetorheological elastomers with use of a novel approach. Arch. Civ. Mech. Eng. 2016, 16, 294–303. [Google Scholar] [CrossRef]
- Borin, D.; David, G.; Hintze, C.; Heinrich, G.; Odenbach, S. The level of cross-linking and the structure of anisotropic magnetorheological elastomers. J. Magn. Magn. Mater. 2012, 324, 3452–3454. [Google Scholar] [CrossRef]
- Khimi, S.R.; Pickering, K.L. Comparison of dynamic properties of magnetorheological elastomers with existing antivibration rubbers. Compos. Part B 2015, 83, 175–183. [Google Scholar] [CrossRef]
- Khanouki, M.A.; Sedaghati, R.; Hemmatian, M. Experimental characterization and microscale modeling of isotropic and anisotropic magnetorheological elastomers. Compos. Part B 2019, 176, 107311. [Google Scholar] [CrossRef]
- Gorman, D.; Murphy, N.; Ekins, R.; Jerrams, S. The evaluation of the effect of strain limits on the physical properties of Magnetorheological Elastomers subjected to uniaxial and biaxial cyclic testing. Int. J. Fatigue 2017, 103, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Masbowski, M.; Miedzianowska, J.; Strzelec, K. Reinforced, extruded, isotropic magnetic elastomer composites: Fabrication and properties. Adv. Polym. Technol. 2019, 2019, 3517430. [Google Scholar]
- Alkhalaf, A.; Hooshiar, A.; Dargahi, J. Composite magnetorheological elastomers for tactile displays: Enhanced MR-effect through bi-layer composition. Compos. Part B 2020, 190, 107888. [Google Scholar] [CrossRef]
- Rudykh, S.; Bertoldi, K. Stability of anisotropic magnetorheological elastomers in finite deformations: A micromechanical approach. J. Mech. Phys. Solids 2013, 61, 949–967. [Google Scholar] [CrossRef]
- Liao, G.; Gong, X.; Xuan, S. In fluence of shear deformation on the normal force of magnetorheological elastomer. Mater. Lett. 2013, 106, 270–272. [Google Scholar] [CrossRef]
- Bastola, A.K.; Li, L. A new type of vibration isolator based on magnetorheological elastomer. Mater. Des. 2018, 157, 431–436. [Google Scholar] [CrossRef]
- Gorman, D.; Murphy, N.; Ekins, R.; Jerrams, S. The evaluation and implementation of magnetic fields for large strain uniaxial and biaxial cyclic testing of Magnetorheological Elastomers. Polym. Test. 2016, 51, 74–81. [Google Scholar] [CrossRef] [Green Version]
- Yu, M.; Qi, S.; Fu, J.; Zhu, M.; Chen, D. Understanding the reinforcing behaviors of polyaniline-modified carbonyl iron particles in magnetorheological elastomer based on polyurethane/epoxy resin IPNs matrix. Compos. Sci. Technol. 2017, 139, 36–46. [Google Scholar] [CrossRef]
- Choi, H.J.; Mazlan, S.A.; Imaduddin, F. Fabrication and viscoelastic characteristics of waste tire rubber based magnetorheological elastomer. Smart Mater. Struct. 2016, 25, 115026. [Google Scholar]
- Stepanov, G.V.; Chertovich, A.V.; Kramarenko, E.Y. Magnetorheological and deformation properties of magnetically controlled elastomers with hard magnetic filler. J. Magn. Magn. Mater. 2012, 324, 3448–3451. [Google Scholar] [CrossRef]
- Qian, D.Y.; Hussain, M.; Zheng, Z.G.; Zhong, X.C.; Gao, X.X.; Liu, Z.W. Compositional optimization for nanocrystalline hard magnetic MRE–Fe–B–Zr alloys via modifying RE and B contents. J. Magn. Magn. Mater. 2015, 384, 87–92. [Google Scholar] [CrossRef]
- Dargahi, A.; Sedaghati, R.; Rakheja, S. On the properties of magnetorheological elastomers in shear mode: Design, fabrication and characterization. Compos. Part B Eng. 2019, 159, 269–283. [Google Scholar] [CrossRef]
- Tong, Y.; Dong, X.; Qi, M. High performance magnetorheological fluids with flower-like cobalt particles. Smart Mater. Struct. 2017, 26, 025023. [Google Scholar] [CrossRef]
- Bica, I.; Anitas, E.M.; Chirigiu, L. Magnetic field intensity effect on plane capacitors based on hybrid magnetorheological elastomers with graphene nanoparticles. J. Ind. Eng. Chem. 2017, 56, 407–412. [Google Scholar] [CrossRef]
- Kukla, M.; Górecki, J.; Malujda, I.; Talaśka, K.; Tarkowski, P. The Determination of Mechanical Properties of Magnetorheological Elastomers (MREs). Procedia Eng. 2017, 177, 324–330. [Google Scholar] [CrossRef]
- Moksin, N.; Ismail, H.; Abdullah, M.K.; Shuib, R.K. Magnetorheological elastomer composites based on industrial waste nickel zinc ferrite and natural rubber. Rubber Chem. Technol. 2019, 92, 749–762. [Google Scholar] [CrossRef]
- Filipcsei, G.; Csetneki, I.; Szilágyi, A.; Zrínyi, M. Magnetic Field-Responsive Smart Polymer Composites. Adv. Polym. Sci. 2007, 206, 137–189. [Google Scholar]
- Kallio, M. The Elastic and Damping Properties The Elastic and Damping Properties; VTT: Espoo, Finland, 2005; ISBN 4567890123456. [Google Scholar]
- Günther, D.; Borin, D.Y.; Günther, S.; Odenbach, S. X-ray micro-tomographic characterization of field-structured magnetorheological elastomers. Smart Mater. Struct. 2012, 21, 015005. [Google Scholar]
- Borb’ath, T.; Günther, S.; Borin, D.Y.; Gundermann, T.; Odenbach, S. X µ CT analysis of magnetic field-induced phase transitions in magnetorheological elastomers. Smart Mater. Struct. 2012, 21, 105018. [Google Scholar]
- Zingg, T. Beitrag zur Schotteranalyse. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 1935. [Google Scholar]
- Krumbein, W.C. Measurement and geological significance of shape and roundness of sedimentary particles. J. Sediment. Petrol. 1941, 11, 64–72. [Google Scholar] [CrossRef]
- Park, J.E.; Jeon, J.; Cho, J.H.; Won, S.; Jin, H.J.; Lee, K.H.; Wie, J.J. Magnetomotility of untethered helical soft robots. RSC Adv. 2019, 9, 11272–11280. [Google Scholar] [CrossRef] [Green Version]
- Farshad, M.; Benine, A. Magnetoactive elastomer composites. Mater. Prop. 2004, 23, 347–353. [Google Scholar] [CrossRef]
- Grigoryeva, O.P.; Fainleb, A.M.; Shumskii, V.F.; Vilenskii, V.A.; Kozak, N.V.; Babkina, N.V. The Effect of Multi-Reprocessing on the Structure and Characteristics of Thermoplastic Elastomers Based on Recycled Polymers. Polym. Sci. 2009, 51, 216–225. [Google Scholar] [CrossRef]
- Kallio, M.; Lindroos, T.; Aalto, S.; Järvinen, E.; Kärn, T.; Meinander, T. Dynamic compression testing of a tunable spring element consisting of a magnetorheological elastomer. Smart Mater. Struct. 2007, 16, 506–514. [Google Scholar] [CrossRef]
- Kim, K.D.; Pernecker, T.; Saddow, T. SBR latex polymers with improved auto-adhesion; Rubber and Plastic News, 15 August 2012; Crain Communications, Inc: Rubber and Plastic New, OH, USA; pp. 2010–2013.
- Aloui, S.; Klüppel, M. Magneto-rheological response of elastomer composites with hybrid-magnetic fi llers. Smart Mater. Struct. 2015, 24, 25016. [Google Scholar] [CrossRef]
- Khimi, S.R.; Pickering, K.L.; Mace, B.R. Dynamic Properties of Magnetorheological Elastomers Based on Iron Sand and Natural Rubber. J. Appl. Polym. Sci. 2015, 41506, 5–10. [Google Scholar]
- Ju, B.; Tang, R.; Zhang, D.; Yang, B.; Yu, M.; Liao, C. Temperature-dependent dynamic mechanical properties of magnetorheological elastomers under magnetic field. J. Magn. Magn. Mater. 2015, 374, 283–288. [Google Scholar] [CrossRef]
- Pickering, K.L.; Khimi, S.R.; Ilanko, S. The effect of silane coupling agent on iron sand for use in magnetorheological elastomers Part 1: Surface chemical modification and characterization. Compos. Part A 2015, 68, 377–386. [Google Scholar] [CrossRef]
- Schubert, G.; Harrison, P. Large-strain behaviour of Magneto-Rheological Elastomers tested under uniaxial compression and tension, and pure shear deformations. Polym. Test. 2015, 42, 122–134. [Google Scholar] [CrossRef]
- Seung, H.; Hyuk, S.; Jin, H.; Heum, J.; Gil, Y. Magnetic carbonyl iron/natural rubber composite elastomer and its magnetorheology. Compos. Struct. 2016, 136, 106–112. [Google Scholar]
- Yunus, N.A.; Mazlan, S.A.; Choi, S.; Imaduddin, F.; Aishah, S.; Aziz, A.; Hana, M.; Khairi, A. Rheological properties of isotropic magnetorheological elastomers featuring an epoxidized natural rubber. Smart Mater. Struct. 2016, 25, 107001. [Google Scholar] [CrossRef]
- Sorokin, V.V.; Stepanov, G.V.; Shamonin, M.; Monkman, G.J.; Khokhlov, A.R.; Yu, E. Hysteresis of the viscoelastic properties and the normal force in magnetically and mechanically soft magnetoactive elastomers: Effects of fi ller composition, strain amplitude and magnetic field. Polymer (Guildf) 2015, 76, 191–202. [Google Scholar] [CrossRef]
- Fu, S.; Feng, X.; Lauke, B.; Mai, Y. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate-polymer composites. Compos. Part B 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Li, W.; Samali, B. Development and characterization of a magnetorheological elastomer based adaptive seismic isolator. Smart Mater. Struct. 2013, 22, 035005. [Google Scholar] [CrossRef]
- Shen, Y.; Golnaraghi, M.F.; Heppler, G.R. Experimental Research and Modeling of Magnetorheological Elastomers. J. Intell. Mater. Syst. Struct. 2004, 15, 27–35. [Google Scholar] [CrossRef]
- Li, W.H.; Zhou, Y.; Tian, T.F. Viscoelastic properties of MR elastomers under harmonic loading. Rheol Acta 2010, 49, 733–740. [Google Scholar] [CrossRef]
- Yang, J.; Du, H.; Li, W.; Li, Y.; Li, J. Experimental study and modeling of a novel magnetorheological elastomer isolator. Smart Mater. Struct. 2013, 22, 117001. [Google Scholar] [CrossRef]
- Vatandoost, H.; Norouzi, M.; Lehashem, S.M.S.; Smoukov, S.K. A novel phenomenological model for dynamic behavior of magnetorheological elastomers in tension-compression mode. Smart Mater. Struct. 2017, 26, 065011. [Google Scholar] [CrossRef] [Green Version]
- Besdo, D.; Ihlemann, J. Properties of rubberlike materials under large deformations explained by self-organizing linkage patterns. Int. J. Plast. 2003, 19, 1001–1018. [Google Scholar] [CrossRef]
- Jolly, M.R.; Carlson, J.D.; Mu, B.C. A model of the behaviour of magnetorheological materials. Smart Mater. Struct. 1996, 5, 607–614. [Google Scholar] [CrossRef]
- Chen, L.; Gong, X.L.; Li, W.H. Effect of carbon black on the mechanical performances of magnetorheological elastomers. Polym. Test. 2008, 27, 340–345. [Google Scholar] [CrossRef] [Green Version]
- Gong, X.L.; Chen, L.; Li, J.F. Study of utilizable magnetorheological elastomers. Int. J. Mod. Phys. B 2007, 21, 4875–4882. [Google Scholar] [CrossRef]
- Chertovich, A.V.; Stepanov, G.V.; Kramarenko, E.Y.; Khokhlov, A.R. New Composite Elastomers with Giant Magnetic Response. Macromol. Mater. Eng. 2010, 295, 336–341. [Google Scholar] [CrossRef]
- Cvek, M.; Mrlík, M.; Ilčíková, M.; Mosnáček, J.; Münster, L.; Pavlínek, V. Synthesis of Silicone Elastomers Containing Silyl-Based Polymer- Grafted Carbonyl Iron Particles: An Efficient Way To Improve Magnetorheological, Damping, and Sensing Performances. Macromolecules 2017, 50, 2189–2200. [Google Scholar] [CrossRef]
- Niu, C.; Dong, X.; Qi, M. Enhanced electrorheological properties of elastomers containing TiO2/urea core-shell particles. Appl. Mater. Interfaces 2015, 7, 1–27. [Google Scholar] [CrossRef]
- Kumar, K.; Ponnamma, D.; Kumar, B.; Strankowski, M.; Cardinaels, R.; Moldenaers, P.; Thomas, S.; Grohens, Y. Dielectric properties of modified graphene oxide filled polyurethane nanocomposites and its correlation with rheology. Compos. Sci. Technol. 2014, 104, 18–25. [Google Scholar]
- Zhang, X.; Loo, L.S. Study of Glass Transition and Reinforcement Mechanism in Polymer/Layered Silicate Nanocomposites. Macromolecules 2009, 42, 5196–5207. [Google Scholar] [CrossRef]
- Sorokin, V.V.; Ecker, E.; Stepanov, G.V.; Shamonin, M.; Monkman, G.J.; Kramarenko, Y.; Khokhlov, A.R. Experimental study of the magnetic fi eld enhanced Payne e ff ect in magnetorheological elastomers. Soft Matter 2014, 10, 8765–8776. [Google Scholar] [CrossRef]
- Shah, K.; Upadhyay, R.V.; Aswal, V.K. Influence of large size magnetic particles on the magneto-viscous properties of ferrofluid. Smart Mater. Struct. 2012, 21, 075005. [Google Scholar] [CrossRef]
- Chatterjee, B.K.; Roy, S.C.A. Viscosity divergence and gelation. Radiat. Phys. Chem. 2005, 74, 419–425. [Google Scholar] [CrossRef]
- Jung, I.D.; Kim, M.; Jin, S. A comprehensive viscosity model for micro magnetic particle dispersed in silicone oil. J. Magn. Magn. Mater. 2016, 404, 40–44. [Google Scholar] [CrossRef]
- Poojary, U.R.; Hegde, S.; Gangadharan, K.V. Dynamic deformation-dependent magnetic field-induced force transmissibility characteristics of magnetorheological elastomer. J. Intell. Mater. Syst. Struct. 2017, 28, 1491–1500. [Google Scholar] [CrossRef]
- Tian, T.F.; Li, W.H.; Alici, G.; Du, H.; Deng, Y.M. Microstructure and magnetorheology of graphite-based MR elastomers. Rheol Acta 2011, 50, 825–836. [Google Scholar] [CrossRef]
- Lee, D.; Lee, C.; Kim, C.; Cho, W. A Study on the Tribological Characteristics of a Magneto- Rheological Elastomer. J. Tribol. 2013, 135, 014501. [Google Scholar] [CrossRef]
- Lian, C.; Lee, K.; Lee, C.-H. Friction and Wear Characteristics of Magneto- Rheological Elastomers Based on Silicone/Polyurethane Hybrid. J. Tribol. 2015, 137, 031607. [Google Scholar] [CrossRef]
- Chowdhurya, M.A.; Helalib, M.M. The effect of amplitude of vibration on the coefficient of friction for different materials. Tribol. Int. 2008, 41, 307–314. [Google Scholar] [CrossRef]
- Schmiederer, D.; Gardocki, A.; Ku, I.; Schmachtenberg, E. Local Thermo-Oxidative Degradation in Injection Molding. Polym. Eng. Sci. 2008, 48, 171–722. [Google Scholar] [CrossRef]
- de Carvalho, C.L.; Silveira, A.F.; dos Santos Rosa, D. A study of the controlled degradation of polypropylene containing pro-oxidant agents. Springer Plus 2013, 2, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Kósa, C.; Sedlačík, M.; Fiedlerová, A.; Chmela, Š.; Borská, K.; Mosnáček, J. Photochemically cross-linked poly(e-caprolactone) with accelerated hydrolytic degradation. Eur. Polym. J. 2015, 68, 601–608. [Google Scholar] [CrossRef]
- Zanetti, M.; Bracco, P.; Costa, L. Thermal degradation behaviour of PE/clay nanocomposites. Polym. Degrad. Stab. 2004, 85, 657–665. [Google Scholar] [CrossRef]
- Stloukal, P.; Verney, V.; Commereuc, S.; Rychly, J.; Matisova-rychlá, L.; Pis, V.; Koutny, M. Assessment of the interrelation between photooxidation and biodegradation of selected polyesters after artificial weathering. Chemosphere 2012, 88, 1214–1219. [Google Scholar] [CrossRef] [PubMed]
- Bird, R.B.; Giacomin, A.J. Who conceived the “ complex viscosity ”? Rheol Acta 2012, 51, 481–486. [Google Scholar] [CrossRef]
- Bica, I. Magnetoresistor sensor with magnetorheological elastomers. J. Ind. Eng. Chem. 2011, 17, 83–89. [Google Scholar] [CrossRef]
- Bica, I.; Anitas, E.M.; Bunoiu, M.; Vatzulik, B.; Juganaru, I. Hybrid magnetorheological elastomer: Influence of magnetic field and compression pressure on its electrical conductivity. J. Ind. Eng. Chem. 2014, 20, 3994–3999. [Google Scholar] [CrossRef]
- Bica, I. Magnetorheological elastomer-based quadrupolar element of electric circuits. Mater. Sci. Eng. B Solid-State Mater. Adv. Technol. 2010, 166, 94–98. [Google Scholar] [CrossRef]
- Kim, J.G.; Park, J.E.; Won, S.; Jeon, J.; Wie, J.J. Contactless manipulation of soft robots. Materials (Basel) 2019, 12, 3065. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.; Park, J.E.; Wie, J.J.; Yang, S.G.; Lee, D.H.; Jin, Y.J. Effects of helix geometry on magnetic guiding of helical polymer composites on a gastric cancer model: A feasibility study. Materials (Basel) 2020, 13, 1014. [Google Scholar] [CrossRef] [Green Version]
- Park, B.J.; Fang, F.F.; Choi, H.J. Magnetorheology: Materials and application. Soft Matter 2010, 6, 5246–5253. [Google Scholar] [CrossRef]
- Won, S.; Kim, S.; Park, J.E.; Jeon, J.; Wie, J.J. On-demand orbital maneuver of multiple soft robots via hierarchical magnetomotility. Nat. Commun. 2019, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Bira, N.; Dhagat, P.; Davidson, J.R. A Review of Magnetic Elastomers and Their Role in Soft Robotics. Front. Robot. AI 2020, 7, 1–9. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix | Filler Particles | Particles Size (µm) | Particles Content | Additives | Curing Temp (°C) | Curing Time (min) | Ref. |
|---|---|---|---|---|---|---|---|
| SR | CIPs | 2–5 | 27 vol% | Catalyst | RT | 1440 | [73] |
| SR | CIPs | 5 | 27 vol% | Silicone oil | RT | 1440 | [31] |
| SR | CIPs | 3–5 | 0–30 vol% | PDMS | 25 | 10 | [45] |
| SR | CIPs | 3.9–5 | 30 vol% | – | RT | 1440 | [19] |
| SR | CIPs | 3.9–5 | 12.5–40 vol% | Slacker, Silicone thinner | 65 | 20 | [95] |
| SR | CIPs | 3.9–5 | 5–40 vol% | – | RT | 1440 | [83] |
| SR | CIPs | 4.5–5.4 | 20 vol% | Silicone oil, Graphene nano powder, | RT | [97] | |
| SR | CIPs | 5.89 | 20 vol% | Silicone oil | 60 | 120 | [29] |
| SR | CIPs | 6–7 | 15–35 vol% | Catalyst | RT | 2880 | [35] |
| SR | CIPs | 5–9 | 10–40 wt% | Dimethyl silicone oil, | RT | 720 | [23] |
| SR | CIPs | 1−10 | 70 wt% | Ethanol, Curing Agent | RT | 120 | [78] |
| SR | CIPs | 40 | 40 wt% | 1,3-divinyl-1,1,3-Tetramethyldisiloxane | – | – | [22] |
| SR Resin | CIPs | 3–5 | 70 wt% | – | 25 | 1440 | [89] |
| NR | IPs | – | 18.3 vol% | Carbon Black | – | – | [90] |
| NR | IPs | – | 18.3 vol% | Carbon Black | – | – | [84] |
| NR | CIPs | 1.25 | 0–30 vol% | – | 180 | 10 | [27] |
| PUR | CIPs | 4.9 | – | Silicone oil | – | – | [12] |
| SR, PUR | TiO2, CIPs | 5 | 10 vol% | – | – | – | [61] |
| PUR | CIPs | 1–8 | 60 wt% | Aniline, Ammonium, Peroxodisulfate, p-toluenesulfonic Acid, 2,4,6-Tri(dimethylaminomethyl)phenol, Di-butyl phthalate, | – | – | [91] |
| PUR | CIPs | 6–9 | 33 vol% | – | – | – | [98] |
| Propylene- Rub | CIPs | 6.5–8 | 31 vol% | – | – | – | [30] |
| EPDM | CIPs, IPs | 5−16 | 2–30 phr | Carbon Black, Sulfur, Processing oil, Activators, Antidegradants, Accelerators | 180 | 10 | [24] |
| PDMS | IPs | 20–80 | 7.66 vol% | – | RT | – | [77] |
| Waste Tire Rubber | Penta-CIPs | 6 | 10–40 wt% | Carbon black, Rubber additives, Minerals, Sulfur | 200 | 60 | [92] |
| Scrub Tire Rub | IPs | 16.99 | 10–40 wt% | – | 200 | 17–20 | [32] |
| Scrap Tire Rub | Magnetite (Fe3O4) | – | 10–40 wt% | – | 200 | 17–20 | [33] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arslan Hafeez, M.; Usman, M.; Umer, M.A.; Hanif, A. Recent Progress in Isotropic Magnetorheological Elastomers and Their Properties: A Review. Polymers 2020, 12, 3023. https://doi.org/10.3390/polym12123023
Arslan Hafeez M, Usman M, Umer MA, Hanif A. Recent Progress in Isotropic Magnetorheological Elastomers and Their Properties: A Review. Polymers. 2020; 12(12):3023. https://doi.org/10.3390/polym12123023
Chicago/Turabian StyleArslan Hafeez, Muhammad, Muhammad Usman, Malik Adeel Umer, and Asad Hanif. 2020. "Recent Progress in Isotropic Magnetorheological Elastomers and Their Properties: A Review" Polymers 12, no. 12: 3023. https://doi.org/10.3390/polym12123023
APA StyleArslan Hafeez, M., Usman, M., Umer, M. A., & Hanif, A. (2020). Recent Progress in Isotropic Magnetorheological Elastomers and Their Properties: A Review. Polymers, 12(12), 3023. https://doi.org/10.3390/polym12123023