1. Introduction
Additive technology enables the manufacture of industrial parts, consumer components, and medical products by the addition of material in horizontal layers according to the part geometry. This process makes it possible to obtain a solid model whose surface faithfully reproduces the topology of the designed CAD model. This manufacturing process has multiple advantages over traditional processes such as injection molding or casting [
1,
2,
3], since it manufactures parts impossible to obtain with other conventional technologies. The additive manufacturing process minimizes the waste, thereby reducing the amount of material needed to manufacture the component. The increased use of additive manufacturing technology is essentially due to its adaptability to design changes in product development, to the possibility of product customization according to the customer’s requirements and to the manufacturing of parts with a short delivery time.
There are currently several additive manufacturing processes characterized by using different materials and technologies for material layering. According to the raw materials used for part manufacturing, Additive Manufacturing (AM) processes could be classified as: liquid-based, solid-based and powder-based [
4]. The most representative additive processes are material extrusion, vat photo polymerization, sheet lamination, powder bed fusion, binder jetting, material jetting and directed energy deposition [
5,
6] (see also [
7,
8,
9]). Fused Deposition Modeling technology (FDM) is currently the most widespread manufacturing additive process due to the advantages it offers in terms of manufacturing costs and ease of use [
10,
11]. Specifically, in the FDM process, components are manufactured from the fusion, extrusion and deposition of plastic material in layers. This process has the advantage of manufacturing complex topologies, although an inappropriate choice of parameters can cause failures in meeting the mechanical and functional requirements of the manufactured part [
12].This fact highlights the need to carry out research work in this area and more specifically in the analysis of the plastic material deposition process due to the mechanical requirements and operational specifications of the product [
13].
Advanced technologies commonly used in the industrial manufacturing sector [
14], are being progressively transferred to the field of architecture and construction. The particularities of the construction field constitute a challenge in the process of adapting technologies from the industrial area. Digital transformation in the construction sector, and in particular the potential of additive manufacturing technologies, can become a key technology for Construction 4.0 [
15].
Materials are a very important part of the 3D printing technology as they have to meet the stiffness and strength requirements of the additive manufacturing process. Polymers are optimal for additive manufacturing in construction applications [
16,
17]. They present as main features low price and low density, it being possible to store them in controlled tanks unlike other materials such as cement.
In the FDM manufacturing process, thermoplastic materials such as PC, ABS and PLA are mainly used due to their low melting temperature [
18,
19,
20]. However, recently, new plastic materials widely used in traditional processes such as injection molding have been introduced into the additive manufacturing process [
21,
22]. Among these materials, Polyethylene Terephthalate Glycol (PETG) is a polyester thermoplastic, derivative polymer of the material Polyethylene Terephthalate (PET), used for commercial applications such as manufacturing bottles, containers, packaging materials and medical implants [
23,
24,
25]. PETG has excellent formability, durability, chemical resistance and low forming temperature, being an appropriate material for fused deposition modeling, thermoforming and extruding [
26,
27,
28,
29,
30]. Its main features are resistance against thermal variations, low moisture absorption, resistance to gamma radiation and oxidizing agents, non-slip surface finishing, recyclability and sustainability. All these features make this plastic material suitable for structural and architectural designs located in indoor areas. In terms of manufacturing, PETG is a versatile material with low printing requirements. Its extrusion temperature reaches 235 °C. The recommended temperature of the 3D printer hot bed is 70 °C. Several authors have analyzed the mechanical properties of the PETG material, studying the influence of the printing parameters on the FDM manufacturing process. Guessasma et al. [
31] presented an analysis of the manufacturability and performance of FDM 3D printed PETG material in tensile tests. Khan et al. [
32] analyzed the influence of the filling pattern on the tensile behavior of the PETG material manufactured with FDM, finding that the concentric manufacturing pattern produced a better elongation compared to the rectilinear pattern, which presented more strength. Dev Singh et al. [
33] studied the tensile behavior for FDM printed PETG material in comparison with glass fiber loaded PETG material, obtaining better results for the loaded material. Hanon et al. [
34] carried out research with PETG material printed in FDM, analyzing the performance of the PETG material in comparison with previous results in elongation for break tests.
Large-scale construction processes are particularly vulnerable to the lack of accuracy, and for this reason plastic materials have been appropriately considered for additive construction [
16]. Recycled plastic materials are widely used in the AM process. Waste plastic filaments, misprints and undesired outputs can be reclaimed and reused. This could be an enabler and a driving force for improved construction sustainability [
17]. Although in recent years the application of plastic materials in additive manufacturing has had a conceptual character, at the present moment, FDM technology evolves from rapid prototyping towards a rapid manufacturing method, changing the main purpose in producing finished components [
35]. There are several approaches to the use of plastic materials in additive architectural construction [
36,
37]. Unfortunately, despite the advantages of the use of plastic materials in additive manufacturing for architectural purposes, they have been used in very few applications [
16].
The numerical validation of the mechanical behavior of polymeric components manufactured with FDM implies knowing in advance the anisotropic behavior of the printed polymer according to the manufacturing specifications and to the final design requirements. This research information is highly important for companies and researchers but currently it is not available because suppliers provide data sheets that only include technical specifications of standard filaments. The FDM manufacturing process transforms considerably the elastic and mechanical properties of the polymer due to the heat treatments and the external stresses that occurs during the process. To obtain the mechanical behavior of FDM manufactured polymers for numerical simulations, it is required to perform several experimental tests using a set of specimens manufactured according to the requirements of the standard. The results of the experimental tests for characterizing polymers are expensive in terms of time and money. Additionally, to complete the numerical simulation once the experimental information has been obtained, it is necessary to find the best way to treat and configure the experimental information in the FEM software in order to obtain simulation results that perfectly match the material experimental behavior. For the case of the PETG polymer subject to uniaxial compression tests, there are no specific scientific or industrial data that allow characterizing the material in the FDM process for specific manufacturing requirements from technical product specifications.
The research level most of the studies that have been carried out so far with other polymers analyzes the relation between FDM process parameters and the mechanical behavior only for test specimens. However, for industrial and construction uses, it is necessary to know if the mechanical behavior obtained from experimental tests using 3D printed specimens could be used for predicting the mechanical behavior of the FDM end-parts. According to Popescu et al. [
38], there are very few research papers that study and demonstrate a mechanical characterization of polymers manufactured with FDM with test specimens and parts, and at the same time configure a real and accurate behavior of the anisotropic manufactured polymer for numerical simulations. This area of research is considered as a new line of research in polymers.
Numerical simulation programs do not have updated mechanical characterization models of the materials used with FDM technology [
39]; they only include information regarding the mechanical parameters of the plastic material filaments. This does not properly represent the mechanical behavior of the final printed plastic part. The usual ways that Finite Element Analysis (FEA) is employed may not be applicable in FDM processes due to the inherent anisotropy and uncertain qualities of 3D-printed parts. FEA can no longer accurately predict the behavior of 3D-FDM printed parts in the same way it estimates the behavior of parts produced by traditional methods. What adds to the complexity are the different additive manufacturing (3D printing) methods and the lack of test results of using these printing methods, and therefore the existence of very few data regarding strength [
39].
Additionally, the use of FDM additive manufacturing in construction and specifically using new materials such as polymers is presented as a key pillar in the field of construction 4.0 in the coming years [
16,
17].
However, despite their impact and imminent demand in the construction field for more complex designs manufactured with polymers in FDM additive environments, there is no methodology currently capable of characterizing the mechanical behavior of the PETG polymer subjected to uniaxial compression loads and FDM additive technology for numerical 4.0 environments.
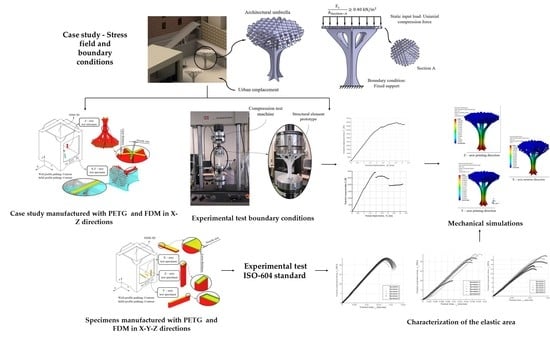
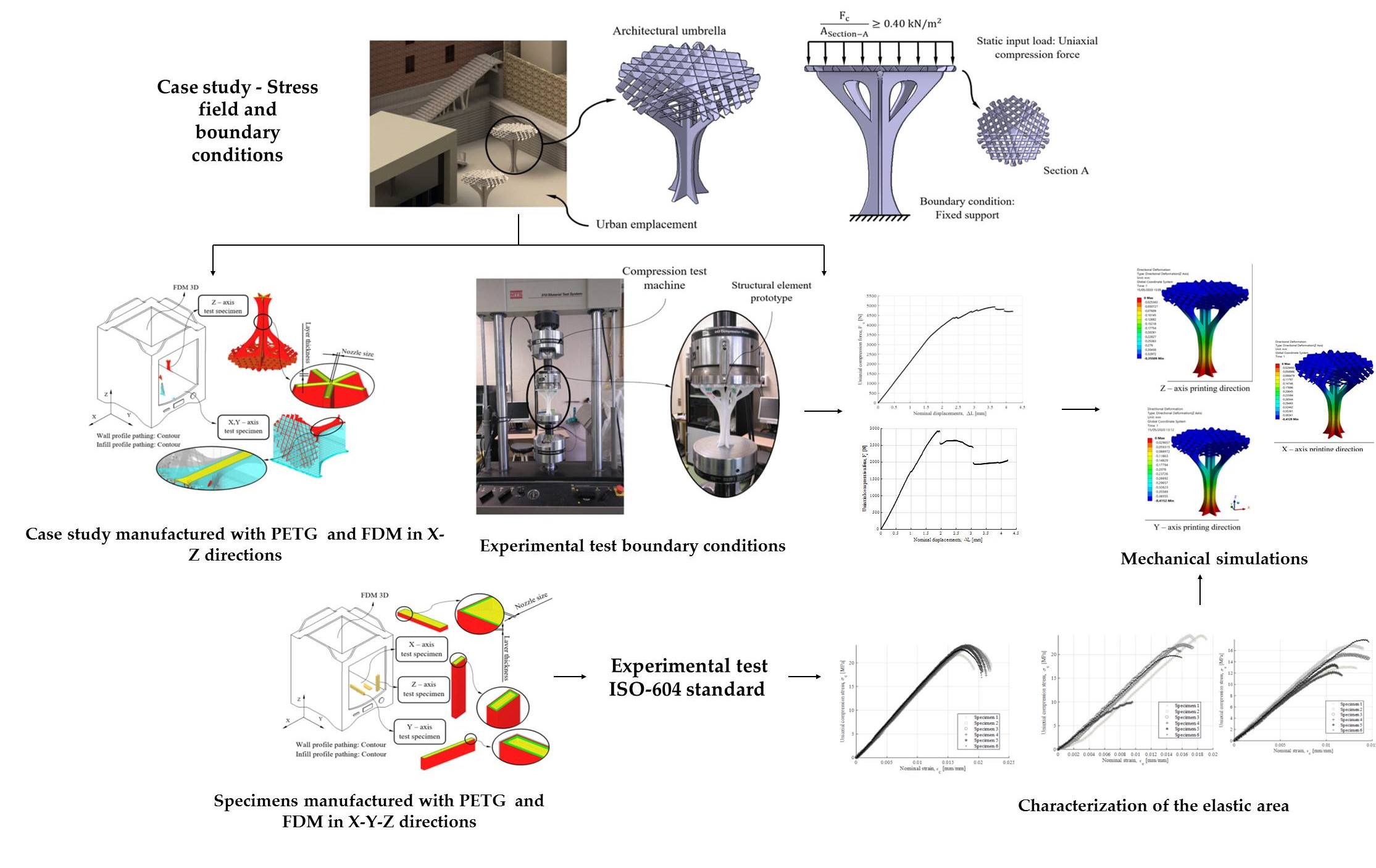
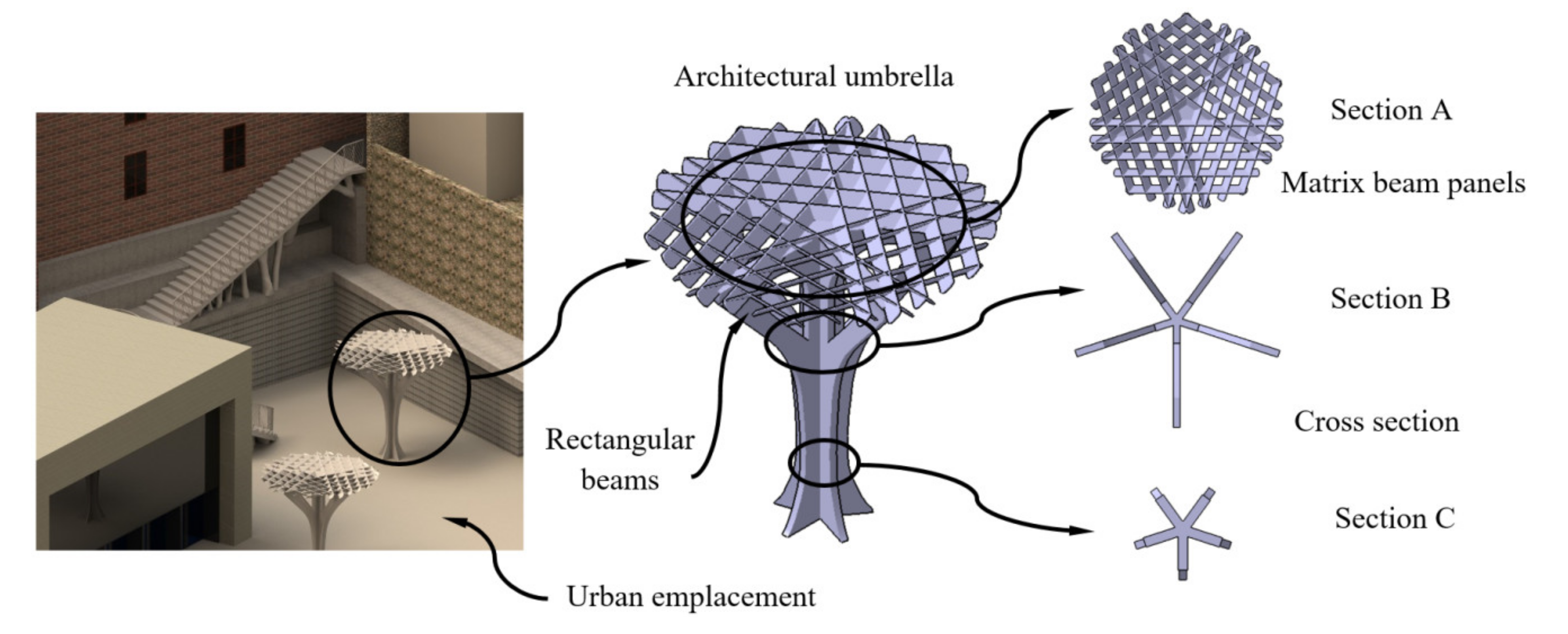
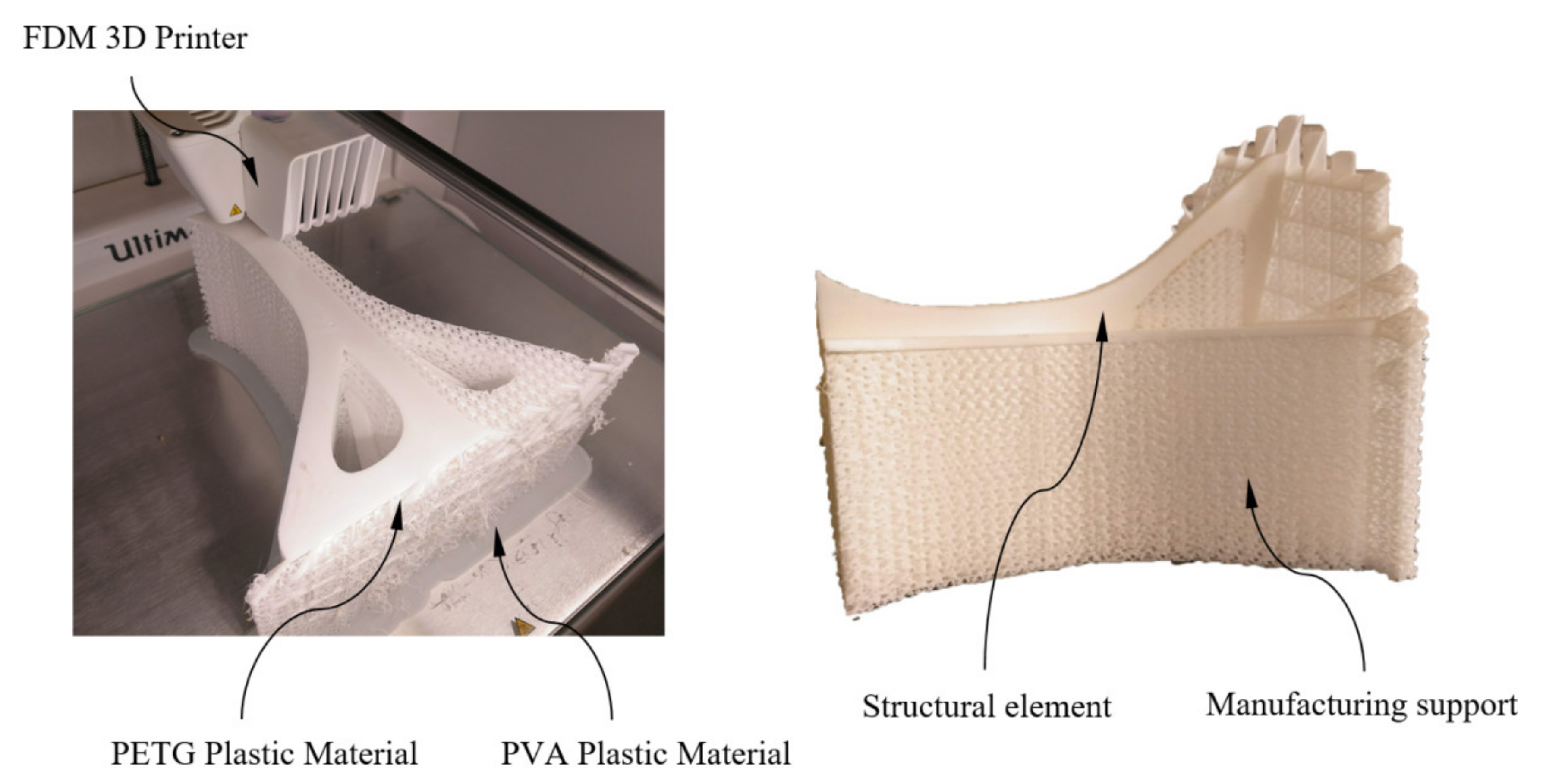
To solve these problems, this paper presents an experimental and numerical analysis whose objective was to obtain the elastic and mechanical properties of PETG plastic material manufactured with FDM technology in three main manufacturing directions and under states of pure uniaxial compression stress. Additionally, the research presented here validates the mechanical characterization of the PETG material on a free-form structural element manufactured with FDM technology in two main manufacturing directions and according to the design requirements of the real environment in which it will be located. This presented research is of great help to researchers who work with polymers and FDM technology or companies that might need to numerically simulate new designs with the PETG polymer and FDM technology. The methodology presented in this paper is currently capable of characterizing the mechanical behavior of the PETG polymer subjected to uniaxial compression loads and FDM additive technology for numerical 4.0 environments as an isotropic material in the numerical simulation software without modifying the material modeling equations in the data software. These results allow us to reach conclusions which very few research papers can emulate, since most of the research presented shows only general results in the test samples [
39]. The results of our research point to the use of PETG material as promising in FDM manufacturing processes and especially for architectural applications.
3. Results and Discussion
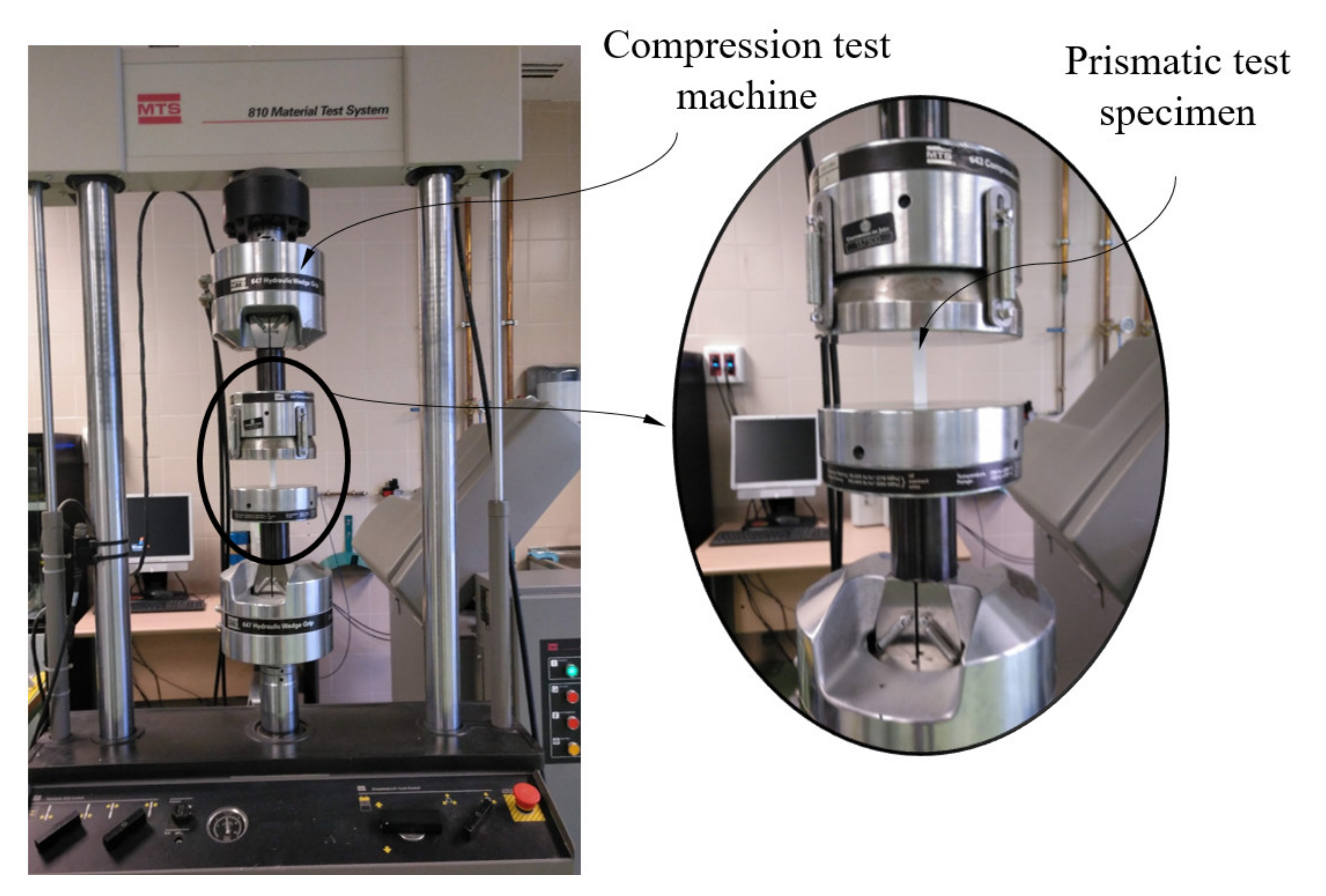
3.1. Experimental Results and Discussion of the Prismatic Specimen Compression Tests
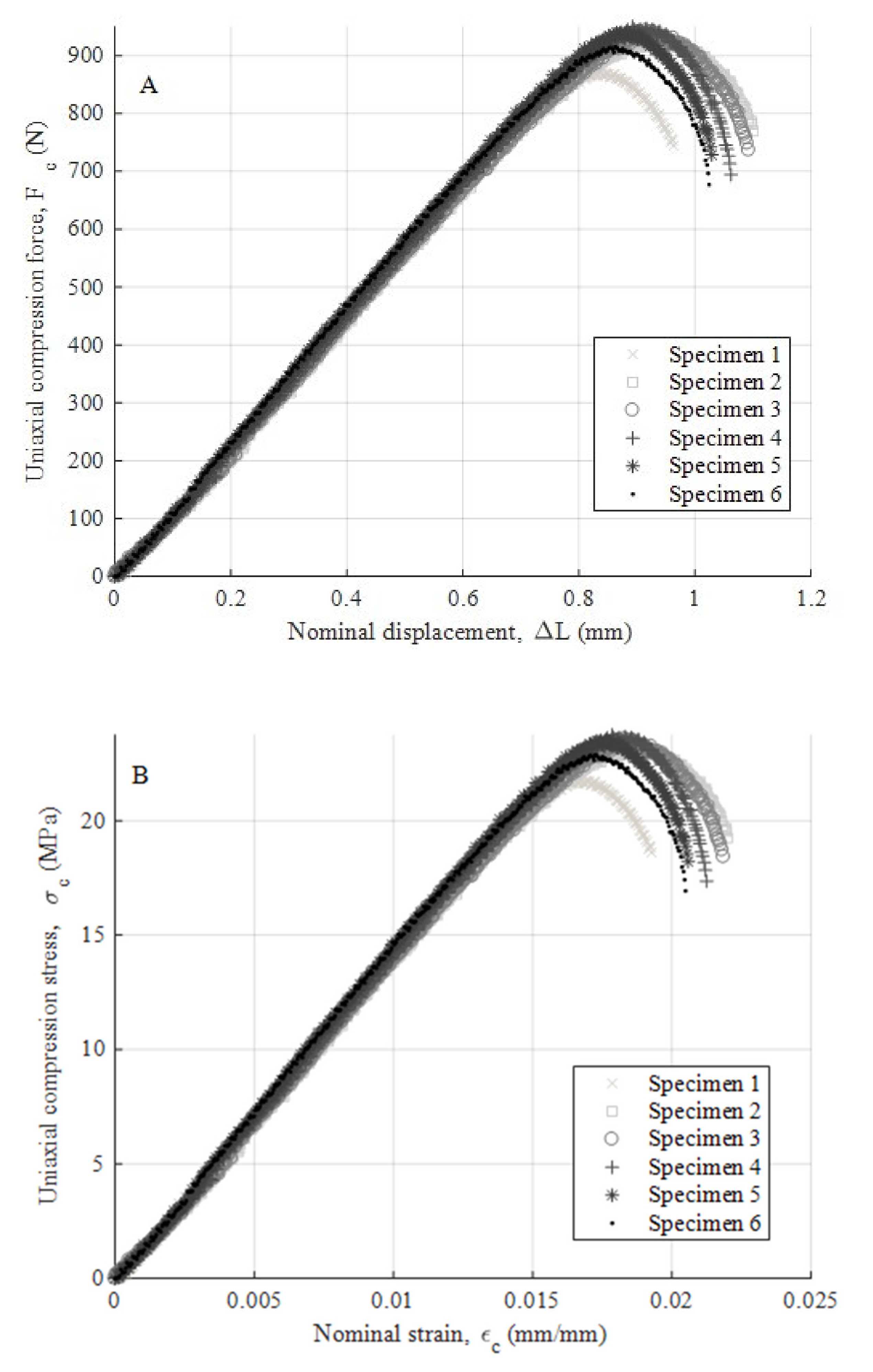
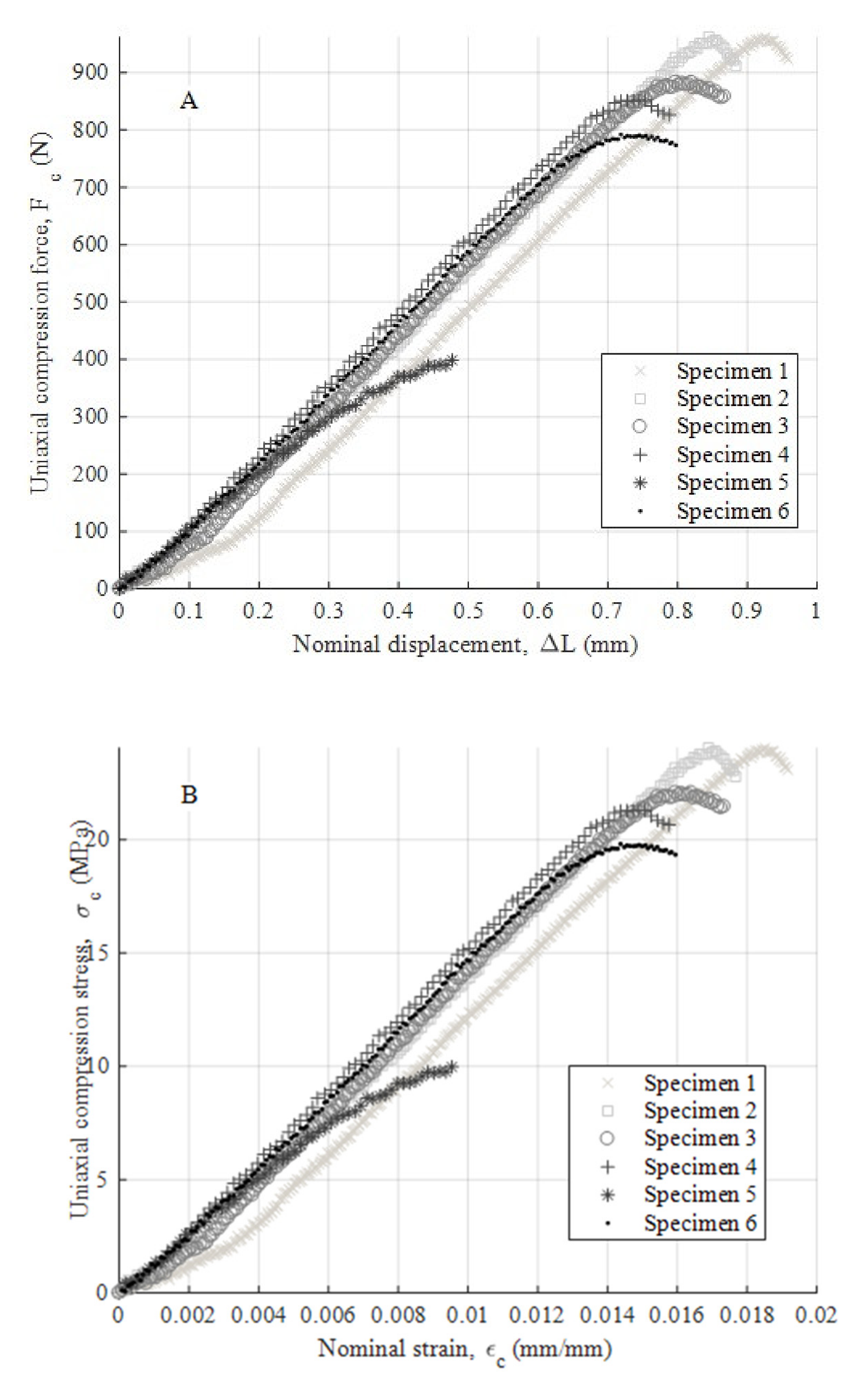
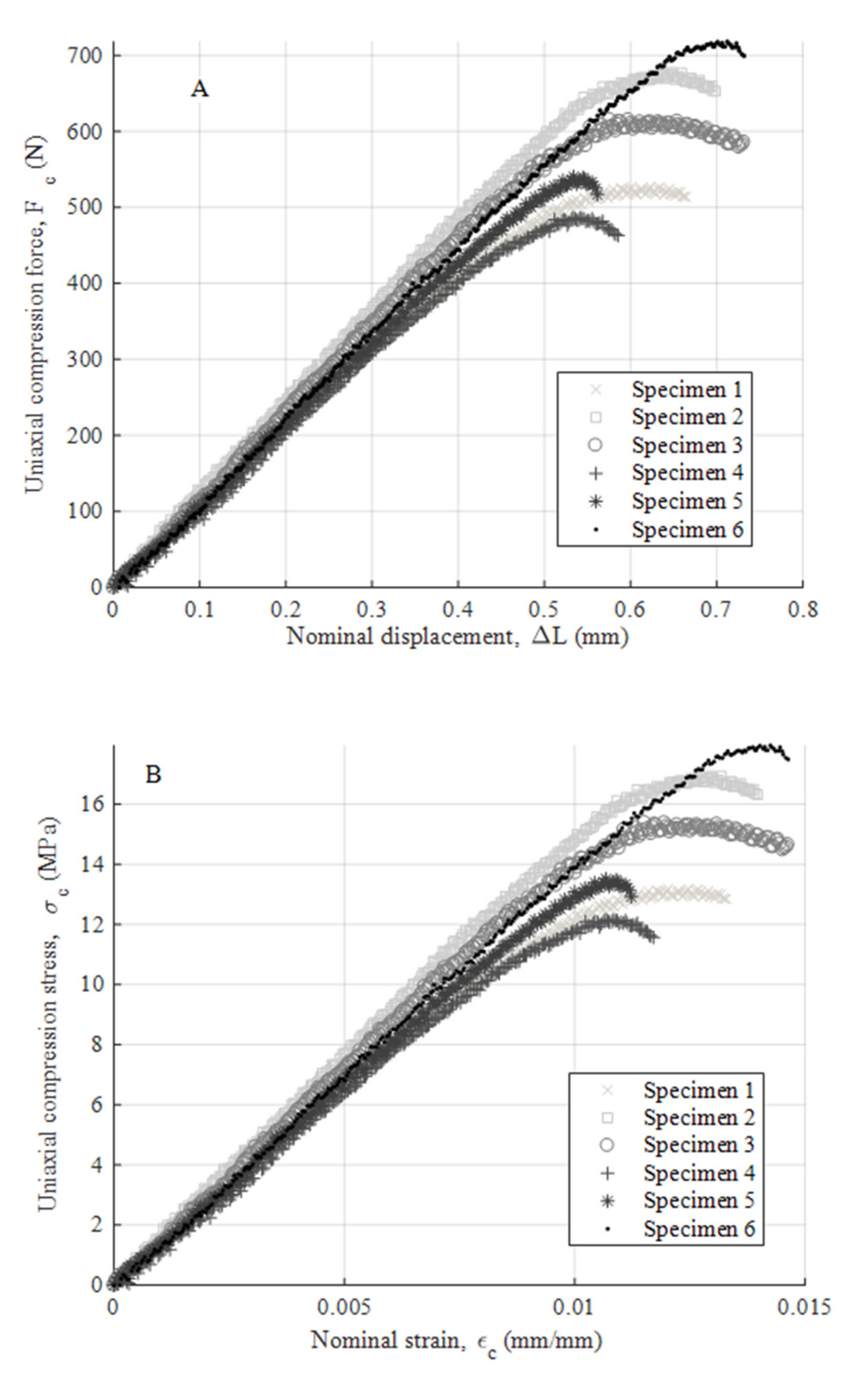
After performing the experimental mechanical test,
Figure 8a,b,
Figure 9a,b and
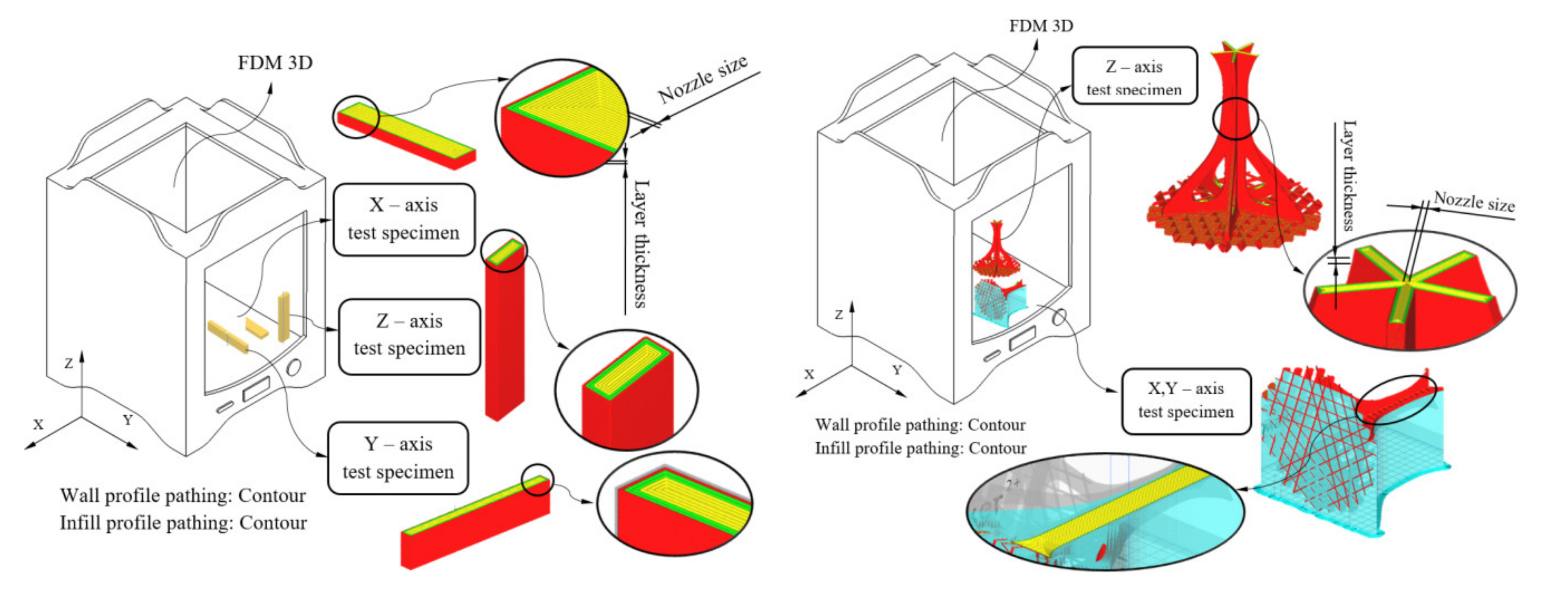
Figure 10a,b show the experimental results obtained from the uniaxial compression forces versus the displacements field along the load direction for the test specimens manufactured in the three main directions, the X-, Y- and Z-axis, respectively. These experimental results cover the whole test, that is from the beginning of the test to the moment of breakage or mechanical failure of each test specimen. From these experimental results, the field of uniaxial compression stresses and nominal strains can be determined, according to the methodology described in the ISO-604 standard (see Equations (3) and (4)).
where σ
c (MPa) represents the field of uniaxial compression stresses on the test specimens, F
c (N) represents the field of uniaxial compression forces on the test specimens, A
cross (mm
2) represents the cross-sectional area of the test specimens (this parameter is considered constant during the compression test), ε
c (mm/mm) represents the nominal compression strain on the test specimens along the load application direction and ΔL (mm) represents the field of displacement on the test specimens along the load application direction.
As shown in the stress–nominal strain curves (σ
c–ε
c) (see
Figure 8,
Figure 9 and
Figure 10), the mechanical behavior of the PETG used for the manufacture of test specimens in the directions X, Y and Z is completely linear from the beginning of the curve until it reaches the yield strength at a compression value σ
y (MPa) (see
Table 7,
Table 8 and
Table 9). For this magnitude of stress, the process of plasticizing the test specimens begins until they reach the moment of breakage or fracture stress σ
f (MPa). The structural failure is characteristic and varies depending on the main direction in which the specimens have been manufactured. On the one hand, for manufacturing direction Z, the fracture process is caused by a delamination of adjacent welded layers beside a brittle fracture of polymer filaments. This is caused by the field of flexural stresses to which the specimens are subjected during the deformation and plasticization hardening phase. On the other hand, for manufacturing directions X and Y, the specimens undergo a permanent plastic deformation that produces the collapse and structural failure of the material. The specimens do not undergo a crack growth process due to the flexibility and lower structural stiffness of the material. This behavior causes an elastic and plastic deformation up to the moment of structural failure without generating an apparent fracture in the outer layers of the plastic material. Furthermore, for these cases, the fracture point is located in the central cross sections of each specimen and the stress corresponding to the fracture point is considered as the yield stress fracture. According to the ISO-604 standard, the compression Young’s modulus has been defined from two values of the nominal stress–strain curve (σ
c–ε
c). As Equation (5) shows, these values are established for a nominal strain magnitude equal to 0.0025 and 0.0005, respectively.
where E
c (MPa) represents the Young’s modulus of compression of the PETG plastic material.
Table 7,
Table 8 and
Table 9 show the magnitude of the Young’s modulus obtained for each direction of analysis (X, Y and Z, respectively). These values were determined as the arithmetic mean of the elastic modulus obtained from the test specimens. In addition,
Table 7,
Table 8 and
Table 9 show the magnitude of the yield stress (stress that determines the yield limit) and fracture stress (stress that determines the moment of collapse or structural failure) for each direction (X, Y and Z, respectively).
The test specimens manufactured in the Z direction show a brittle fracture with similar elastic and fracture limits. These values indicate that the point at which the plastic material begins to plasticize is close to the breaking moment with a very short plasticizing process. The fracturing process is mainly determined by the manufacturing process causing delamination between adjacent layers of welded material. On the other hand, test specimens manufactured in the X and Y directions present a structural failure when the uniaxial compression stress is greater than the elastic limit. There is a ductile process of plastic hardening of the material and permanent deformation of the same. However, in both cases, the structural collapse of the material occurs in the central sections of the specimens, which is caused by a field of bending stresses during the structural failure process.
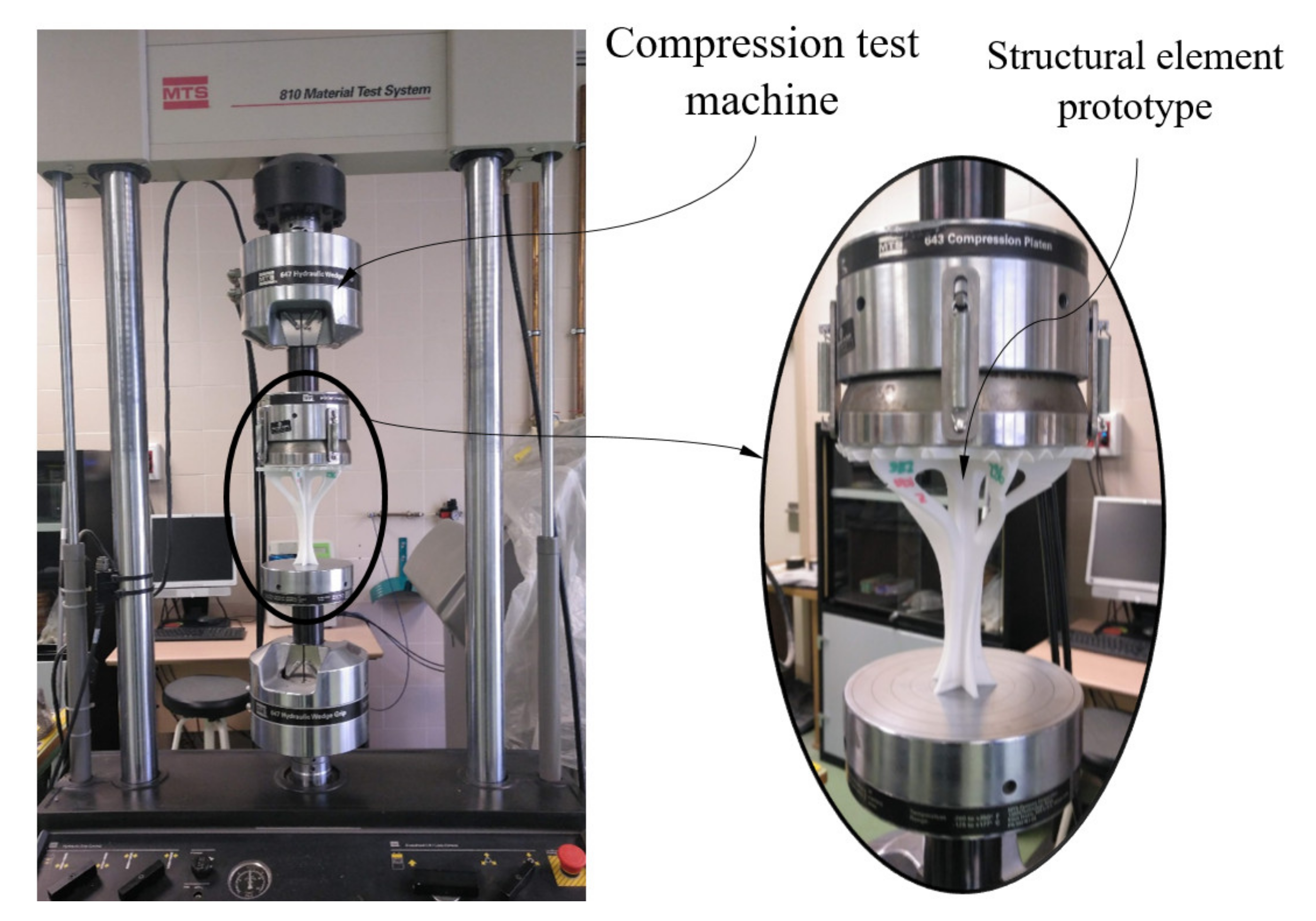
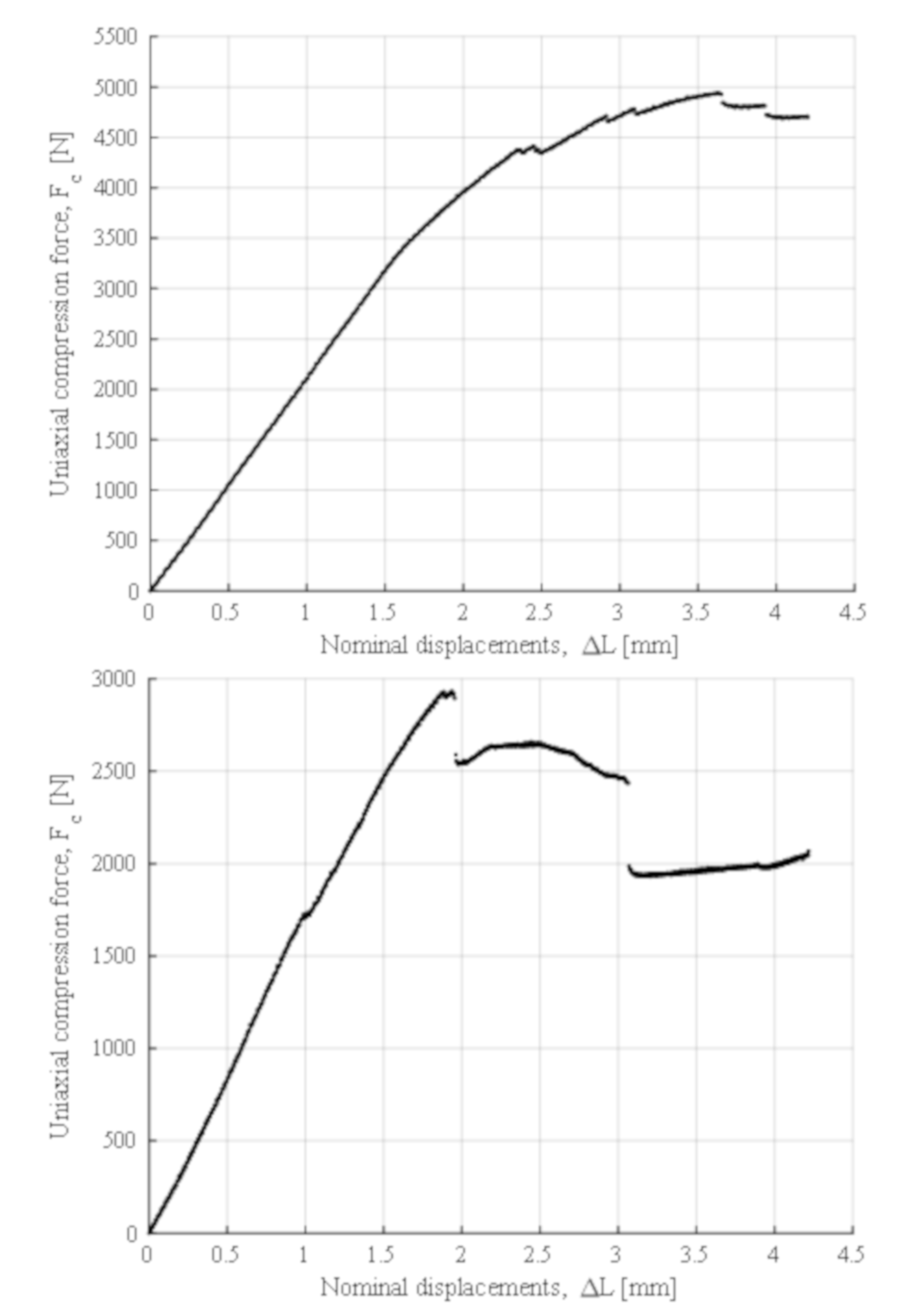
3.2. Experimental Results and Discussion of the Structural Element under Study Compression Tests
Furthermore, since the aim of the present manuscript is to evaluate the mechanical behavior of the structural element under study,
Figure 11 shows the plots of uniaxial compression force against the nominal field of displacement (F
c–ΔL
c) obtained from the experimental tests of the structural element manufactured in directions Z and X/Y, respectively. The plots represent the elastic and mechanical behavior of the structural element from the experimental tests results until the structural failure point of the geometry.
Table 10 and
Table 11 show the maximum uniaxial compression force and its corresponding nominal displacement for the fracture point. Considering the curves of uniaxial compression forces versus nominal displacements (F
c–ΔL
c) (see
Figure 11), it can be seen that the structural failure of the element under study is different both in the magnitude of the maximum values and in the mechanical fracture typology.
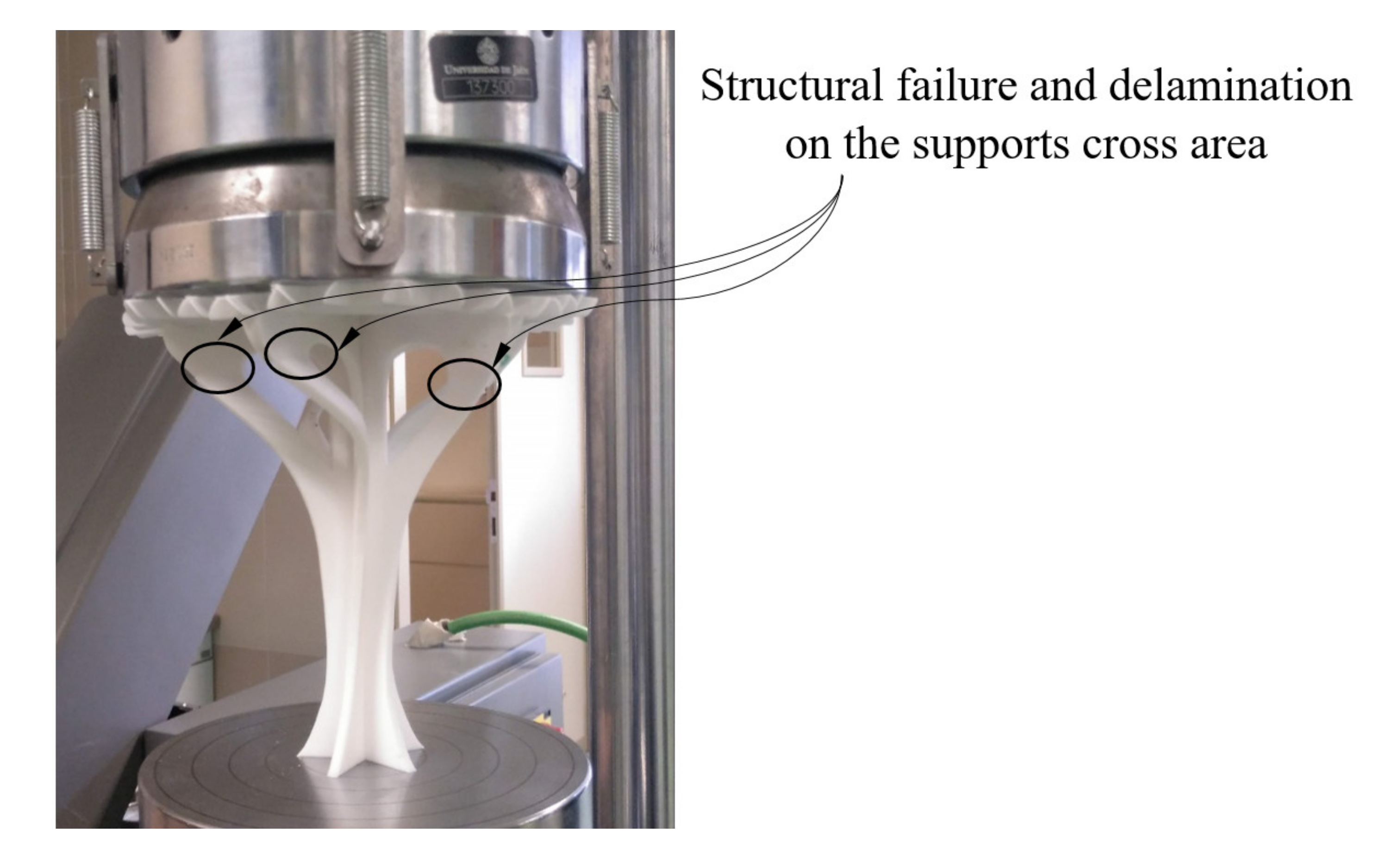
The fracture process of the structural element manufactured in the Z direction (see
Figure 12) is given by the delamination and breakage of the plastic filaments of adjacent layers located in the supports (see
Figure 4). This type of fracture is not completely brittle; the plastic material undergoes a hardening process by plasticization in the areas where fractures propagate (see
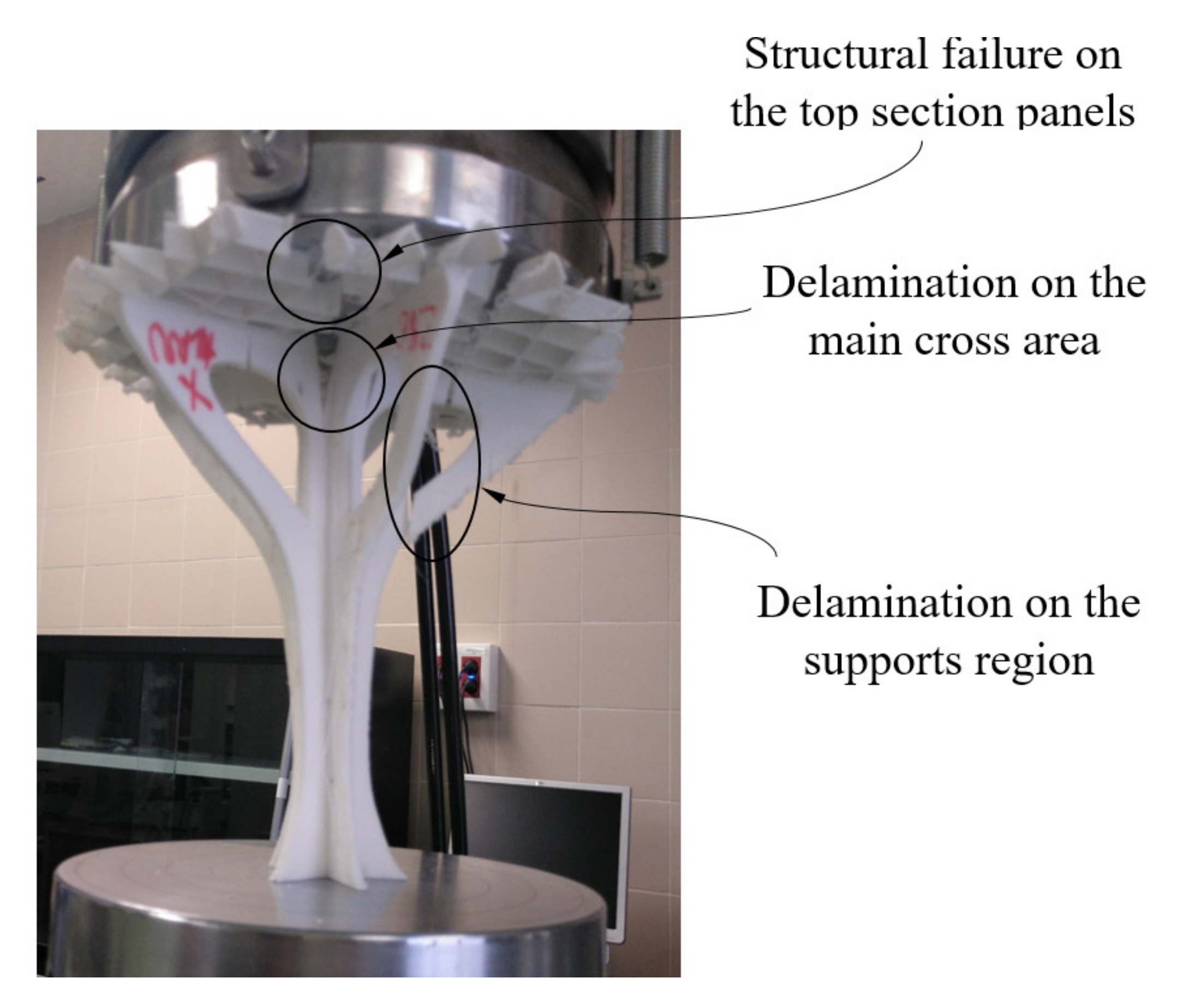
Figure 12). In this way, it can be verified that the elastic and mechanical behavior of the prototype printed in the main Z direction is linear, until reaching both a uniaxial compression force of 3300 N and a nominal displacement of 1 mm. From this point, the material plasticization begins in the support area until it breaks under a uniaxial compression force of 4700 N and with a nominal displacement of 4 mm. The fracture process for the prototype printed in the X direction is sequential and linked to the different areas of the structural element (see
Figure 13). Firstly, the elastic and mechanical behavior of the structural element is linear until reaching a uniaxial compression force of 2900 N and a nominal displacement of 1.9 mm. At this magnitude, the top panels collapse, causing the structural failure of the geometry under study. From these values, and despite the loss of mechanical strength, the fracture is transmitted through the central area of the structure. This fracture produces delamination between adjacent layers, causing separation in the five supports of the structural element (see
Figure 13) and an ultimate structural failure of the geometry.
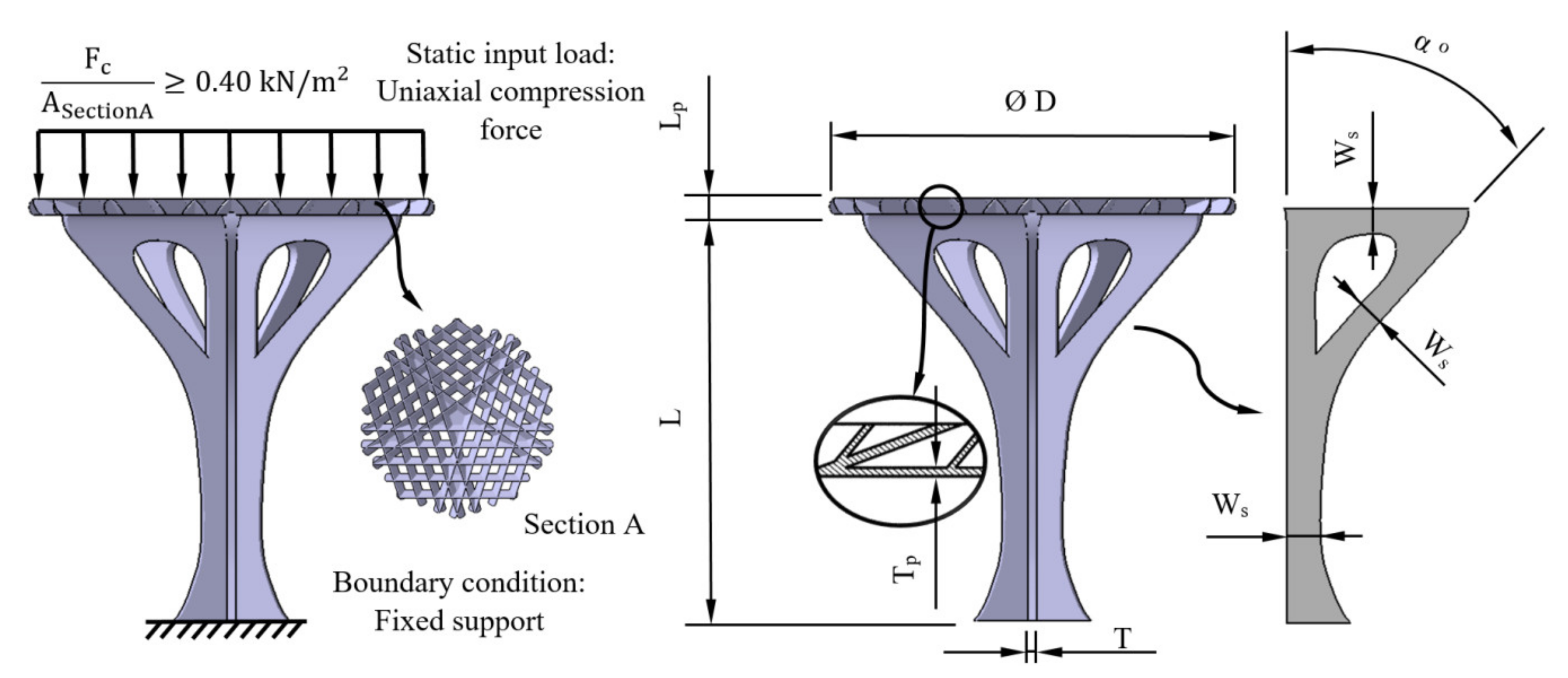
The structural element under study must resist mechanically a uniaxial compression pressure on its upper surface of at least 0.4 kN/m
2 according to the of the Spanish CTE technical building code. From the required pressure and its application area, it is possible to obtain the total uniaxial compression force in order to validate the structural element, this value being 780.4 N. From the experimental results (see
Table 10,
Table 11 and
Figure 11), it is possible to assure that the structural safety of the element will not be engaged in any case for the boundary requirements and mechanical forces to which it will be subjected. This is due to the fact that the maximum uniaxial compressive forces that the prototype supports are 4942.0 and 2930.0 N in Z and X–Y manufacturing directions, respectively, far above the value required by the of the Spanish CTE technical building code. This fact validates the use of the PETG material manufactured through the FDM process according to the operating requirements presented.
3.3. Comparison between Experimental and Numerical Results of the Structural Element under Study
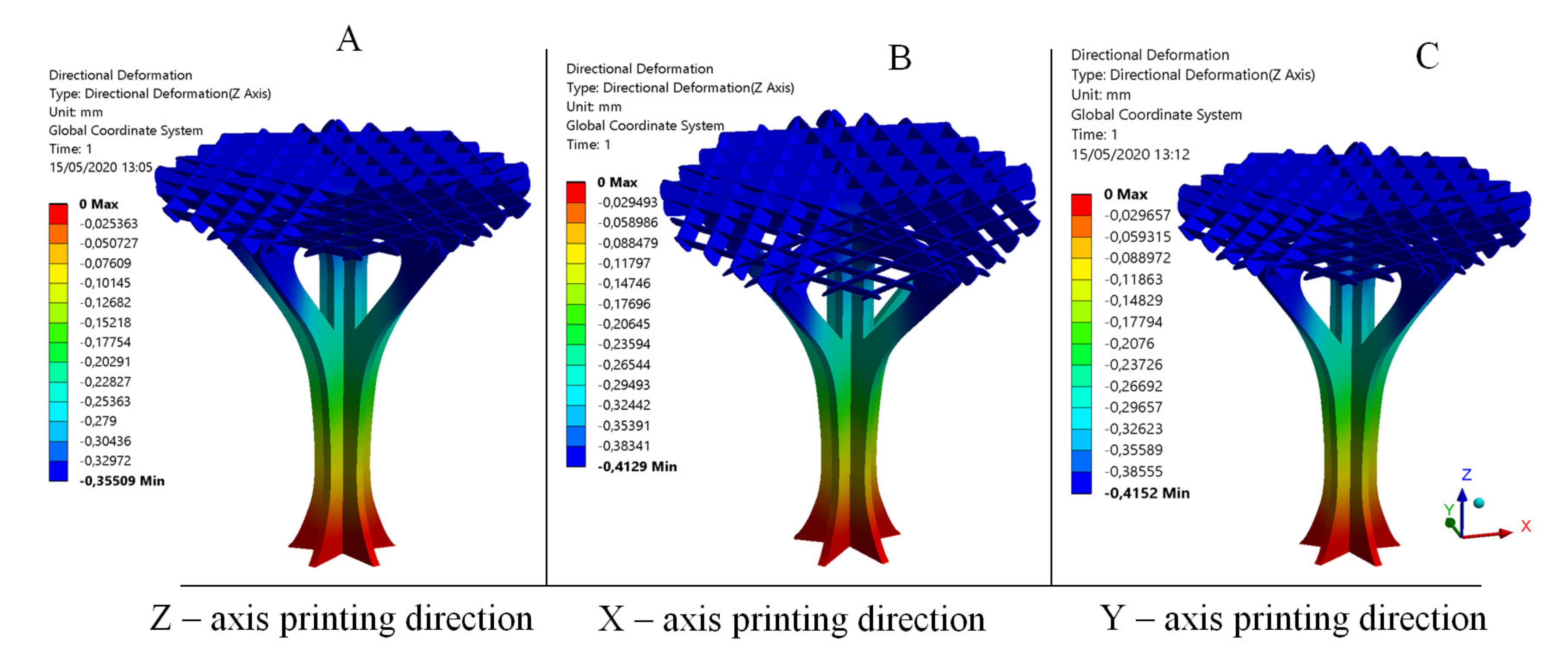
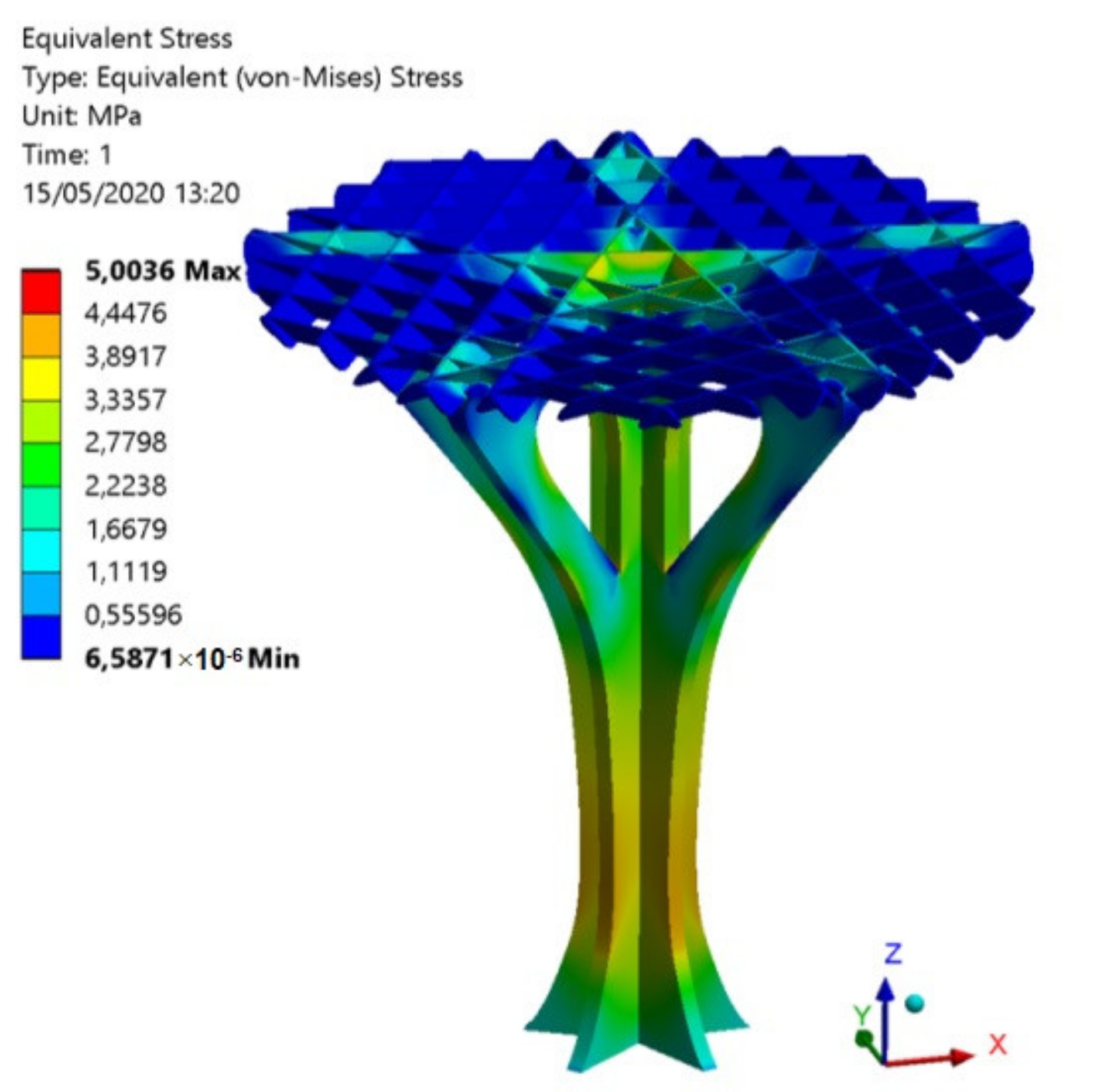
The comparison between the experimental and numerical results is one of the objectives proposed in this manuscript as well as the validation of the numerical modeling used to define the elastic and mechanical properties of the PETG for FDM additive manufacturing. As shown in the numerical results (see
Figure 14 and
Figure 15), the structural element manufactured in the Z direction presents a nominal displacement of 0.354 mm and a stress state of 5.00 MPa for a uniaxial compression force of magnitude 780.4 N using the elastic and mechanical properties for PETG manufactured in Z direction. Secondly, the structural element manufactured in the X direction presents a nominal displacement of 0.412 mm and a stress state of 5.00 MPa for a uniaxial compression force of magnitude 780.4 N using the elastic and mechanical properties for PETG manufactured in the X direction (see
Figure 14 and
Figure 15). Finally, the structural element manufactured in the X direction presents a nominal displacement of 0.414 mm and a stress state of 5.00 MPa for a uniaxial compression force of magnitude 780.4 N using the elastic and mechanical properties for PETG manufactured in the Y direction. Thus, it can be said that the structural behavior of the structural element prototypes under the boundary stress conditions to which they will be subjected is far from collapse or fracture.
Figure 14 shows the nominal displacement field from the numerical simulations using the elastic and mechanical properties for PETG manufactured in the Z, X and Y directions. The numerical analysis using the parameters from characterization of the PETG material manufactured in Z presents a maximum nominal displacement in the direction of load application of 0.354 mm. In the second numerical simulation performed using the PETG characterization for elements manufactured along the X manufacturing direction, the maximum displacement (in the direction where the load is applied) was 0.412 mm. The third numerical simulation, where the PETG plastic material was characterized along the Y manufacturing direction, presented a maximum displacement (in the direction where the load is applied) of 0.414 mm. The relation between numerical and experimental results presents a percentage of relative error of 2.80% (Z-axis), 3.98% (X-axis) and 3.46% (Y-axis), respectively (see
Table 12). These results validate the numerical model presented as a useful evaluation tool for PETG plastic material, as well as for the structural behavior of the printed structural element.
Based on the elastic properties resulting from the tests based on the ISO-604 standard, it can be stated that the PETG material manufactured using FDM processes can be characterized as an isotropic material for the structural simulation of parts under uniaxial compression loads. The numerical analysis of isotropic polymers does not present complexities in the FEM software since it does not require changes in the characterization of the material properties in the data base. Finally, it does not require information on the positioning of the material in the simulation model. For simulations of the material outside the elastic behavior zone, the material is anisotropic, and the incorporation of these characteristics into the software is necessary.
Finally, according to the ISO-604 standard, and in order to validate the experimental test performed with plastic material test specimens, the maximal value of nominal deformation to characterize the elastic properties of PETG material under compression loads should accomplish Equation (6).
The geometrical features of the specimens used for characterizing the PETG material are presented in Equation (6), where Ts (mm) makes reference to the specimen thickness, to the nominal maximum deformation for obtaining the elastic properties of PETG and Ls (mm) to the specimen length. The ISO-604 standard requirements were fulfilled since the maximum nominal deformation that characterizes the compression Young’s modulus was 0.0025, less than the 0.0026 value of deformation presented in the inequality of the Equation (6).
3.4. Fractography
To analyze the mechanical fractography of the test specimens, a high-resolution scanning microscope (FESEM) was used. The microscope model was Carl Zeiss (Merlin- Carl Zeiss, Oberkochen, Germany) with analytical capacity EDX and WDX Oxford, a hot-tip laser cannon for the emission of the electron field, secondary electron detectors of high resolution located in the sampling chambers (SE Everhart-Tornley and SE in lens), high-resolution back-triggered electron detectors located in the sampling chambers (4-quadrant solid state AsB integrated into the lens of the GEMINI II column and EsB in lens) and cathodoluminescence detectors (CL). This microscopy device offers maximum imaging resolutions of 0.8 nm at 15 kV, 1.4 nm at 1 kV and 2.4 nm at 0.2 kV. Furthermore, the magnitude of the potential acceleration range is between 0.02 V and 30 kV, and the current of the electron beam is between 10 pA and 300 nA.
The chemical microanalysis mechanism consists of an EDX X-ray detector (Oxford Inca Energy 350X-MAX 50, Oxford Instruments, Abingdon, Oxfordshire, UK) with a linear resolution of 127 eV in Mn Kα from 1 to 100,000 cps. This is complemented, in turn, with a WDX spectrometer, Oxford Inca Wave 500 (Oxford Instruments, Abingdon, Oxfordshire, UK), with a Rowland circle of 210 mm and 2θ range from 33° to 135°, including four analyzer crystals with six interchangeable positions for any position. The measurement system covers a wide range of analyses, including O and N. Furthermore, the detection and quantification of elements is performed from atomic number 4 (Beryllium). Finally, the electron microscope (FESEM) has a nitrogen injection charge compensation system. This system allows the observation of uncoated insulating samples using high vacuum electron detectors. The specimens analyzed by microscopy were covered with a thin layer of gold to give them conductive properties. In this way, it is possible to generate a beam of backscattered (e1) and secondary (e2) electrons.
To analyze the mechanics of the fracture produced in the test specimens, two specimens were selected (one for Z printing direction and the other for Y direction).
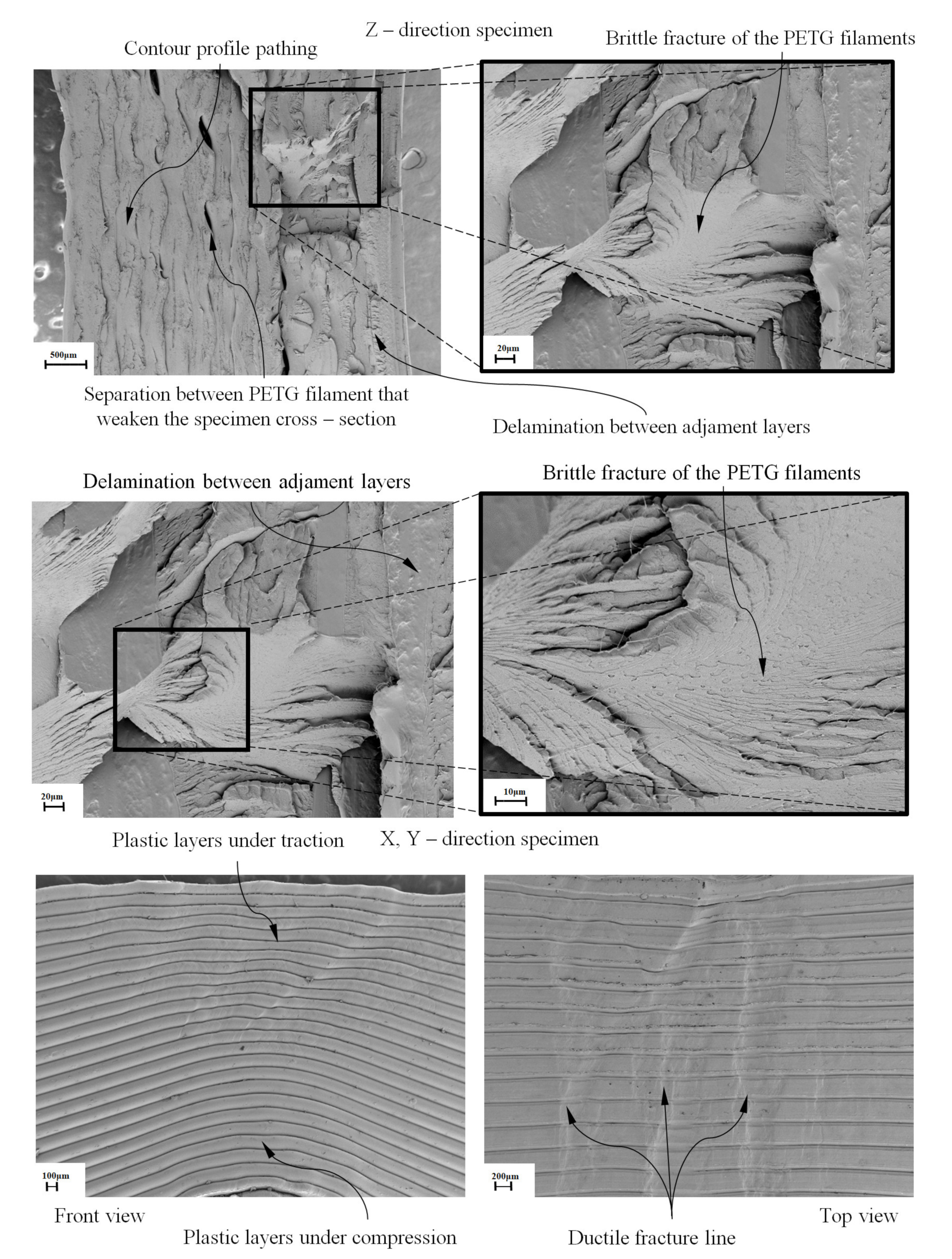
Figure 16 (100–20, 20–10 and 100–200 μm) shows the results of two brittle fractures in a specimen manufactured in the Z direction. As can be seen, in both cases, the fracture mechanics are brittle, free, smooth and mainly produced by delamination between contiguous layers of welded filaments. The transverse and longitudinal fracture of the PETG filaments divides the original layers into several sub-layers that remain adhered to the adjacent layers after the fracture. The progress of the fracture progressively weakens the cross sections of the specimens, causing shear and bending stresses that affect the PETG filaments of the adjacent layers during the delamination process. As shown in
Figure 16 (100–20, 20–10 and 100–200 μm), the longitudinal fracture of the PETG filament generates some very thin and long polymeric fibrils over the fractured surfaces. This could originate from a plastic fracture mechanism, causing the material to yield and form long PETG fibrils. Finally, the fibrils break and remain attached to the fractured surfaces.
Figure 16 (100–20, 20–10 and 100–200 μm) presents the permanent plastic deformation that occurs in the specimens printed in the X and Y directions after the experimental test. As can be seen in the profile view, during the plasticizing hardening process, the specimen undergoes a plastic deformation and a twist caused by a stress field due to a displacement which results in a specimen eccentricity. This fact causes uneven mechanical behavior between the layers of plastic material, since the upper layers (see
Figure 16) are subjected to tensile stresses and the lower layers to compressive stresses. In this way, it is justified that the elastic behavior of the specimens printed in the X and Y direction is linear. When material reaches the yield stress point in a state of compression in the indicated directions of manufacture, PETG deforms in a plastic way, reaching a combined stress field between compression and flexion. The plan view for the X and Y printed specimens shows the perpendicular direction between the ductile rupture bands and the plastic strands under tension (see
Figure 16). Specimens manufactured in X and Y are more flexible and less rigid, so they deform elastically and plastically until structural failure without fracturing the outer layers of material.
4. Conclusions
This paper presents the numerical and experimental analysis performed on the polymeric material PETG manufactured with FDM technology aiming at obtaining its mechanical characterization under uniaxial compression loads. Firstly, to evaluate the printing direction that presents the greatest mechanical strength, eighteen test specimens with prismatic geometry and rectangular cross section were manufactured according to the requirements of the ISO-604 standard. The mechanical behavior of the PETG plastic material for the test specimens manufactured in the X, Y and Z directions is completely linear until reaching the elastic limit at a compression value σc, a point from which the plasticization process begins until the stress of fracture σf. SEM micrographs showed different structural failures linked to the specimen manufacturing directions. For test specimens manufactured along the Z direction, the fracture was brittle, mainly caused by a delamination of adjacent layers and by a breakage of filaments. Conversely the specimens manufactured along the X and Y directions showed permanent plastic deformations due to material collapses presenting less strength compared to the specimens manufactured in Z.
A second experimental test analyzed the mechanical behavior of an innovative structural design manufactured in Z and X–Y directions under uniaxial compression loads according to the requirements of the Spanish CTE standard. The experimental curves of uniaxial compression forces versus nominal displacements showed different structural failures with regard to the manufacturing direction of the structural element. The structural element supported maximum uniaxial compression forces of 4942.0 N in Z and 2930.0 N in the X–Y manufacturing directions, these being admissible magnitudes considering the 780.4 N required by the Spanish CTE standard. The results ensure the structural safety of the element, validating the use of PETG material manufactured with FDM under the operational requirements presented.
A numerical validation of the structural part in both the Z and X–Y manufacturing directions according to the guidelines of the analytical model of the ISO-604 standard was performed. The compression Young’s modulus from the specimen tests were defined constant with values of 1329.5, 1117.9 and 1124.0 MPa, for the X, Y and Z manufacturing directions, respectively. Using the elastic and mechanical properties of the PETG material manufactured in the Z, X and Y directions and the requirements of the Spanish CTE standard, the numerical displacements for the structural element were 0.354, 0.412 and 0.414 mm in Z, X and Y, respectively. Thus, it can be said that the structural behavior of the structural element prototypes under the boundary stress conditions to which they will be subjected is far from collapse or fracture, validating the presented numerical model for PETG plastic material. The comparison between numerical and experimental results presented a percentage of relative error of 2.80% (Z-axis), 3.98% (X-axis) and 3.46% (Y-axis), which allows the characterization of the PETG plastic material manufactured with FDM as an isotropic material in the numerical simulation software without modifying the material modeling equations in the data software, thus validating the numerical model for the PETG plastic material presented in this paper.
The mechanical characterization of the polymer PETG and FDM technology presented by the authors was validated with a deviation of less than 4% between experimental and virtual results for all analyzed structural cases and according to the requirements of the ISO and CTE standards. This research is of great help to researchers working with polymers and FDM technology or companies that might need to numerically simulate new designs with PETG polymer and FDM technology since it is not currently possible to perform numerical simulations for geometries manufactured with PETG material using FDM technology requirements and subjected to pure compression loads due to the software being configured with mechanical behaviors of a standard isotropic and homogeneous PETG material. The research results indicate that the FDM process using PETG is encouraging for architectural applications, utilizing the advantages of the mechanical plastic properties and the freedom of building provided by the manufacturing process.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}