Influence of Optical Brightening Agent Concentration on Properties of Cotton Fabric Coated with Photochromic Microcapsules Using a Pad-Dry-Cure Process



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Fabric
2.2. Chemicals
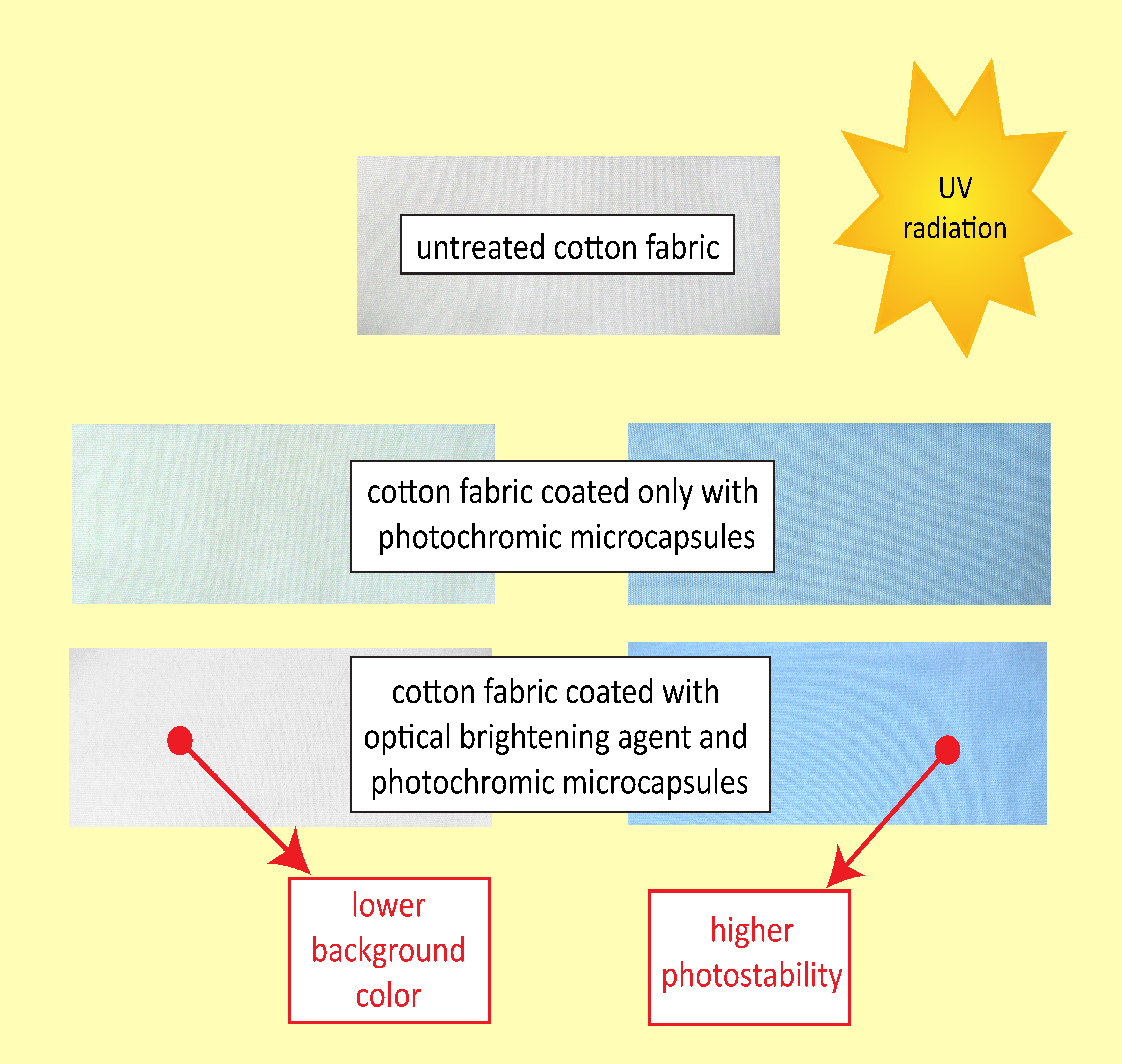
2.3. Textile Coating with Photochromic Microcapsules
2.4. Methods
2.4.1. Mass per Unit Area
2.4.2. Stiffness
2.4.3. Breaking Force and Elongation
2.4.4. Air Permeability of the Textile
2.4.5. Spectrophotometric Measurements
2.4.6. Colorfastness to Rubbing
2.4.7. Colorfastness to Domestic and Commercial Laundering
2.4.8. Colorfastness to Light
2.4.9. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Physical-Mechanical Properties of Samples
3.1.1. Mass per Unit Area
3.1.2. Stiffness
3.1.3. Breaking Force and Elongation
3.1.4. Air Permeability
3.2. Reflectance, Color and Colorfastness Properties of Tested Samples
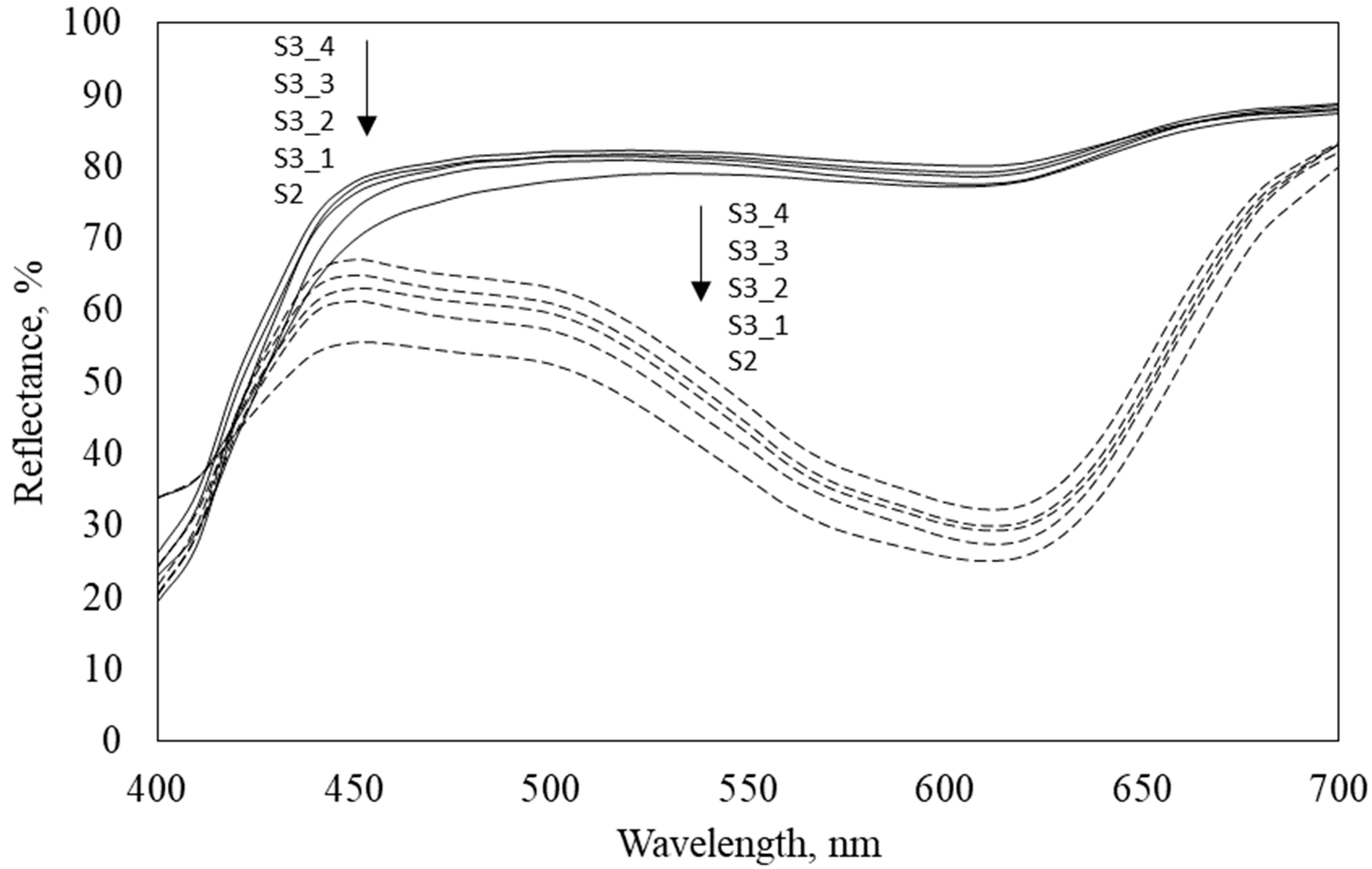
3.2.1. Reflectance
3.2.2. Color of Tested Samples
3.2.3. Colorfastness to Rubbing
3.3.4. Colorfastness to Domestic and Commercial Laundering
3.3.5. Colorfastness to Light
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shore, J. Colorants and Auxiliaries, Organic Chemistry and Application Properties, 2nd ed.; Society of Dyers and Colourists: Bradford, UK, 2002; Volume 2, pp. 761–781. [Google Scholar]
- Crano, J.C.; Guglielmetti, R.J. Organic Photochromic and Thermochromic Compunds Main Photochromic Families; Plenum Press: New York, NY, USA, 1999; Volume 1, pp. 1–9. [Google Scholar]
- Chowdhury, M.A.; Joshi, M.; Butola, B.S. Photochromic and Thermochromic Colorants in Textile Application. J. Eng. Fiber Fabr. 2014, 9, 107–123. [Google Scholar] [CrossRef]
- Lee, S.-J.; Son, Y.-A.; Suh, H.-J.; Lee, D.-N.; Kim, S.-H. Preliminary exhaustion studies of spiroxazine of dye on polyamide fibers and their photochromic properties. Dyes Pigments 2006, 69, 18–21. [Google Scholar] [CrossRef]
- Son, Y.-A.; Park, Y.-M.; Park, S.-Y.; Shin, C.-J.; Kim, S.-H. Exhaustion studies of spiroxazine dye having ractive anchor on polyamide fibers and its photochromic properties. Dyes Pigments 2007, 73, 76–80. [Google Scholar] [CrossRef]
- Reduwan Billah, S.M.; Christie, R.M.; Shamey, R. Direct coloration of the photochromic dyes. Part 1, Application of spiroindolinonaphthoxazines as disperse dyes to polyester, nylon and acrylic fabrics. Color. Technol. 2008, 124, 223–228. [Google Scholar] [CrossRef]
- Reduwan Billah, S.M.; Christie, R.M.; Morgan, K.M. Direct coloration of textiles with photochromic dyes. Part 2: The effect of solvents on the colour change of photochromic textiles. Color. Technol. 2008, 124, 229–233. [Google Scholar] [CrossRef]
- Reduwan Billah, S.M.; Christie, R.M.; Shamey, R. Direct coloration of textiles with photochromic dyes. Part 3: Dyeing of wool with photochromic acid dye. Color. Technol. 2012, 128, 488–492. [Google Scholar] [CrossRef]
- Aldib, M.; Christie, R.M. Textile applications of phtochromic dyes. Part 4: Application of commercial photchromic dyes as disperse dyes to polyester by exhaust dyeing. Color. Technol. 2011, 127, 282–287. [Google Scholar] [CrossRef]
- Aldib, M.; Christie, R.M. Textile applications of phtochromic dyes. Part 5: Application of commercial photchromic dyes to polyester fabric by a slovent-based dyeing method. Color. Technol. 2013, 127, 131–143. [Google Scholar] [CrossRef]
- Aldib, M. Photochromic ink formulation for digital inkjet printing and colour measurement of printed polyester fabrics. Color. Technol. 2015, 131, 172–182. [Google Scholar] [CrossRef]
- Feczko, T.; Samu, K.; Wenzel, K.; Neral, B.; Voncina, B. Textiles screen-printed with photochromic tehyl cellulose-spirooxazine composite nanoparticles. Color. Technol. 2012, 129, 18–23. [Google Scholar] [CrossRef]
- Little, A.F.; Christie, R.M. Textile applications of photochromic dyes. Part 1: Establishment of a methodology for evaluation of photochromic textiles using traditional colour measurement instrumentation. Color. Technol. 2010, 127, 157–163. [Google Scholar] [CrossRef]
- Little, A.F.; Christie, R.M. Textile applications of photochromic dyes. Part 2: Factors affecting the photocoloration of textiles screen-printed wtih commercial photochromic dyes. Color. Technol. 2010, 126, 164–170. [Google Scholar] [CrossRef]
- Little, A.F.; Christie, R.M. Textile applications of photochromic dyes. Part 3: Factors affecting the technical performance of textiles screen-printed wtih commercial photochromic dyes. Color. Technol. 2011, 127, 275–281. [Google Scholar] [CrossRef]
- Reduwan Billah, S.M.; Christie, R.M.; Morgan, K.M. A Molecular Moddeling Approach Applied to a Study of the Photochromic Behaviour of Screen Printed Protein and Polyamide Substrates. Fiber Polyments 2011, 12, 701–705. [Google Scholar] [CrossRef]
- Zhou, Y.; Yan, Y.; Du, Y.; Chen, J.; Hou, X.; Meng, J. Preparation and applicatio of melamine-formaldehyde photochromic microcapsules. Sens. Actuators B Chem. 2013, 188, 502–512. [Google Scholar] [CrossRef]
- Chen, T.; Lin, T.; Brady, R.; Wang, X. Fast Response Photochromic Textiles from Hybrid Silica Surface Coating. Fiber Polyments 2008, 9, 301–306. [Google Scholar] [CrossRef]
- Hou, L. Effect of Heat Treatment and additives on the Photochromic and Mechanical Properties of Sol-Gel Derived Photochromic Coatings Containing Spirooxazine. J. Sol-Gel Sci. Technol. 1997, 8, 923–926. [Google Scholar] [CrossRef]
- Hori, T.; Tagaya, H.; Nagaoka, T.; Kaokawa, J.; Chiba, K. Photochromism of sulfonated spiropyran in a silica matrix. Appl. Surf. Sci. 1997, 121–122, 530–533. [Google Scholar] [CrossRef]
- Hou, L. Enhancement of the Photochromic Performance of Spirooxazine in Sol-Gel Derived Organic-Inorganic Hybrid Matrices by Additives. J. Sol-Gel Sci. Technol. 1997, 8, 927–929. [Google Scholar] [CrossRef]
- Little, A.F.; Christie, R.M. Textile applications of commercial photochromic dyes. Part 6: Photochromic polypropylene fibres. Color. Technol. 2016, 132, 304–309. [Google Scholar] [CrossRef]
- Younes, B.; Ward, S.C.; Christie, R.M.; Vettese, S. Textile applications of commercial photochromic dyes. Part 7: A statistical investigation of the influence of photochromic dyes on the mechanical properties of thermoplastic fibres. J. Text. Inst. 2019, 110, 780–790. [Google Scholar] [CrossRef]
- Nelson, G. Microencapsulation in textile finishing. Rev. Prog. Color. 2001, 31, 57–64. [Google Scholar] [CrossRef]
- Fan, F.; Zhang, W.; Wang, C. Covalent bonding and photochromic properties of double-shell polyurethane-chitosan microcapsules crosslinked onto cotton fabric. Cellulose 2015, 22, 1427–1438. [Google Scholar] [CrossRef]
- Kert, M.; Gorjanc, M. The study of colour fastness of commercial microencapsulated photoresponsive dye applied on cotton, cotton/polyester and polyester fabric using pad-dry-cure process. Color. Tehnol. 2017, 133, 491–497. [Google Scholar] [CrossRef]
- Gorjanc, M.; Mozetič, M.; Primc, G.; Vesel, A.; Spasić, K.; Puač, N.; Petrović, Z.L.; Kert, M. Plasma treated polyethylene terephthalate for increased embedment of UV-responsive microcapsules. Appl. Surf. Sci. 2017, 419, 224–234. [Google Scholar] [CrossRef]
- Oda, H. A novel approach for improving the light fatique resistance of spiropyrans. J. Soc. Dyers Colour. 1998, 114, 363–367. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Padding Bath | Concentration (g/L) | ||
|---|---|---|---|---|
| Itofinish UV Blue | Itobinder AG | Ultraphor CK | ||
| S1 | - | - | - | - |
| S2 | B1 | 100 | 50 | 0 |
| S3_1 | B2 | 100 | 50 | 0.2 |
| S3_2 | B3 | 100 | 50 | 0.4 |
| S3_3 | B4 | 100 | 50 | 0.6 |
| S3_4 | B5 | 100 | 50 | 0.8 |
| S4 | B6 | 100 | 0 | 0 |
| S5 | B7 | 0 | 50 | 0 |
| Sample | T [g/m2] | Uo [mg·cm] | Uv [mg·cm] | Uk [mg·cm] | Fpr [N] | ɛpr [%] | ||
|---|---|---|---|---|---|---|---|---|
| Warp | Weft | Warp | Weft | |||||
| S1 | 119.79 | 307.53 | 110.94 | 184.71 | 302.44 | 216.10 | 13.23 | 16.70 |
| S2 | 131.49 | 430.54 | 205.30 | 297.30 | 380.31 | 235.46 | 19.33 | 17.47 |
| S3_1 | 131.78 | 431.82 | 171.02 | 271.75 | 326.29 | 226.41 | 18.60 | 20.93 |
| S3_2 | 131.63 | 451.86 | 218.26 | 314.04 | 371.46 | 224.18 | 19.83 | 15.97 |
| S3_3 | 129.16 | 443.38 | 178.55 | 281.36 | 342.36 | 212.24 | 17.80 | 18.60 |
| S3_4 | 127.94 | 439.19 | 188.15 | 287.46 | 357.23 | 244.33 | 18.87 | 18.00 |
| Sample | R [mm/s] | |
|---|---|---|
| S1 | 91.0 | 303.8 |
| S2 | 53.1 | 177.3 |
| S3_1 | 53.6 | 179.0 |
| S3_2 | 53.7 | 179.2 |
| S3_3 | 68.3 | 228.1 |
| S3_4 | 71.8 | 239.7 |
| S4 | 52.6 | 175.7 |
| S5 | 78.2 | 261.2 |
| Sample | L* | a* | b* | C*ab | hab (°) |
|---|---|---|---|---|---|
| S1 | 94.21 | −0.33 | 3.17 | 3.19 | 95.96 |
| S2 | 91.60 | −5.24 | 8.37 | 9.87 | 122.08 |
| S3_1 | 91.96 | −5.43 | 7.64 | 9.37 | 125.40 |
| S3_2 | 91.83 | −5.26 | 7.16 | 8.89 | 126.31 |
| S3_3 | 92.26 | −4.81 | 6.40 | 8.01 | 126.89 |
| S3_4 | 92.24 | −4.97 | 6.63 | 8.29 | 126.85 |
| Sample | L* | a* | b* | C*ab | hab (°) |
|---|---|---|---|---|---|
| S2 | 71.41 | −11.76 | −15.31 | 19.31 | 232.49 |
| S3_1 | 72.73 | −12.63 | −15.32 | 19.86 | 230.47 |
| S4_2 | 74.33 | −11.93 | −14.25 | 18.59 | 230.05 |
| S5_3 | 76.13 | −11.82 | −13.07 | 17.62 | 227.84 |
| S3_4 | 77.28 | −11.90 | −12.39 | 17.19 | 226.13 |
| Sample | ΔE*ab | ||
|---|---|---|---|
| Without Rubbing | Wet Rubbing | Dry Rubbing | |
| S2 | 31.79 | 31.55 | 31.22 |
| S3_1 | 30.80 | 28.69 | 27.88 |
| S3_2 | 28.44 | 24.69 | 24.40 |
| S3_3 | 26.24 | 24.51 | 23.38 |
| S3_4 | 25.18 | 22.98 | 21.98 |
| Sample | ΔE*ab | ||
|---|---|---|---|
| Unwashed | After One Washing Cycle | After Ten Washing Cycles | |
| S2 | 31.79 | 30.96 | 28.50 |
| S3_1 | 30.80 | 29.58 | 26.96 |
| S3_2 | 28.44 | 27.35 | 25.82 |
| S3_3 | 26.24 | 25.31 | 24.55 |
| S3_4 | 25.18 | 24.64 | 23.48 |
| S4 | 26.65 | 24.41 | 16.40 |
| Sample | ΔE*abo | ΔE*ab | |||
|---|---|---|---|---|---|
| 0 h | 1 h | 6 h | 12 h | 24 h | |
| S2 | 31.79 | 31.85 | 28.15 | 23.20 | 16.10 |
| S3_1 | 30.80 | 28.66 | 27.19 | 24.49 | 18.32 |
| S3_2 | 28.44 | 25.87 | 25.39 | 22.50 | 17.18 |
| S3_3 | 26.24 | 23.93 | 23.50 | 20.00 | 16.86 |
| S3_4 | 25.18 | 23.42 | 23.15 | 21.86 | 18.89 |
| S4 | 26.65 | 26.64 | 26.15 | 23.53 | 17.95 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kert, M.; Krkoč, V.; Gorjanc, M. Influence of Optical Brightening Agent Concentration on Properties of Cotton Fabric Coated with Photochromic Microcapsules Using a Pad-Dry-Cure Process. Polymers 2019, 11, 1919. https://doi.org/10.3390/polym11121919
Kert M, Krkoč V, Gorjanc M. Influence of Optical Brightening Agent Concentration on Properties of Cotton Fabric Coated with Photochromic Microcapsules Using a Pad-Dry-Cure Process. Polymers. 2019; 11(12):1919. https://doi.org/10.3390/polym11121919
Chicago/Turabian StyleKert, Mateja, Vida Krkoč, and Marija Gorjanc. 2019. "Influence of Optical Brightening Agent Concentration on Properties of Cotton Fabric Coated with Photochromic Microcapsules Using a Pad-Dry-Cure Process" Polymers 11, no. 12: 1919. https://doi.org/10.3390/polym11121919
APA StyleKert, M., Krkoč, V., & Gorjanc, M. (2019). Influence of Optical Brightening Agent Concentration on Properties of Cotton Fabric Coated with Photochromic Microcapsules Using a Pad-Dry-Cure Process. Polymers, 11(12), 1919. https://doi.org/10.3390/polym11121919