Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures

 ,
, 
 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Experimentation
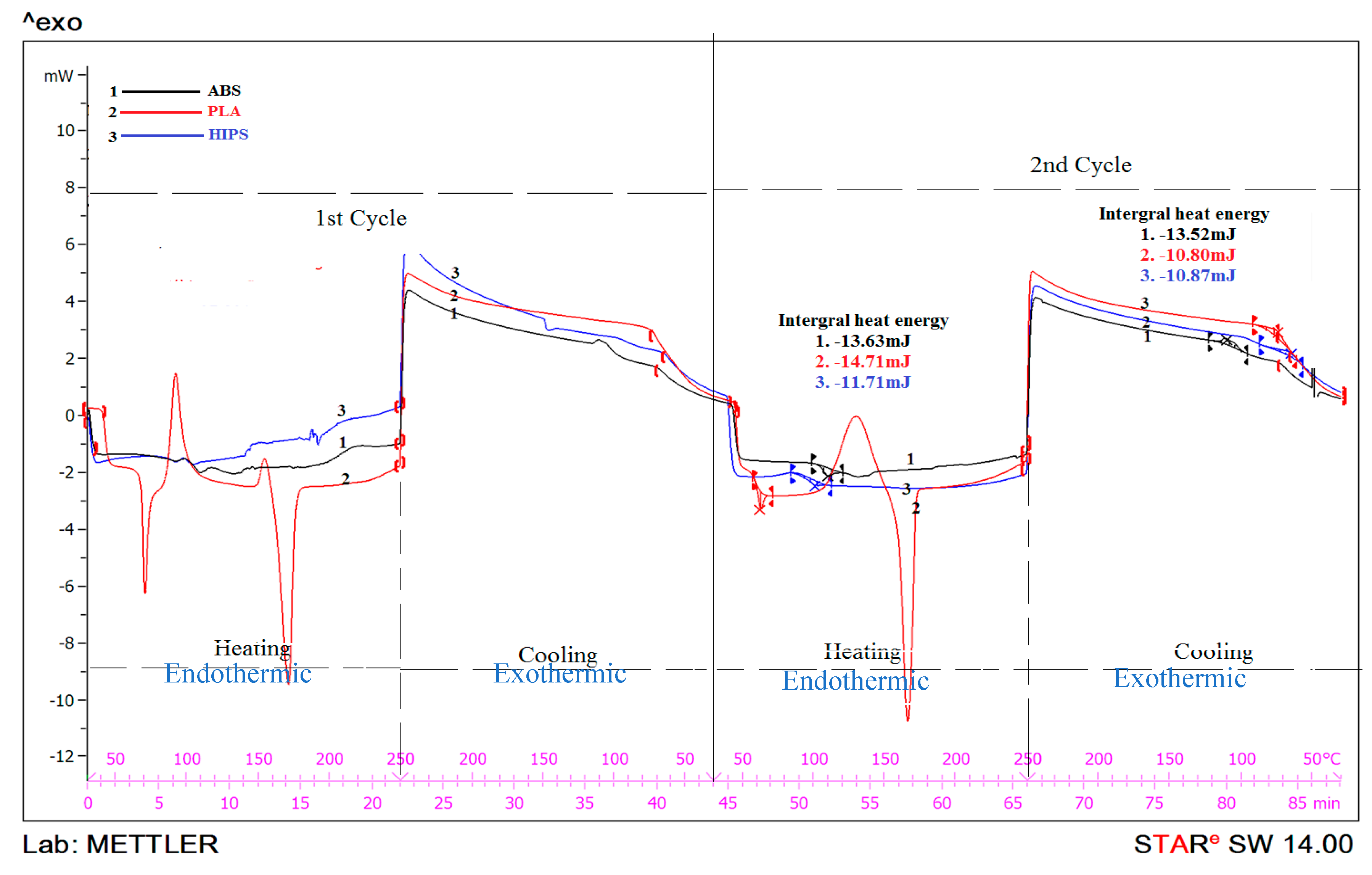
3.1. Differential Scanning Calorimetry (DSC)
3.2. Extrusion by Twin Screw Extrusion (TSE)
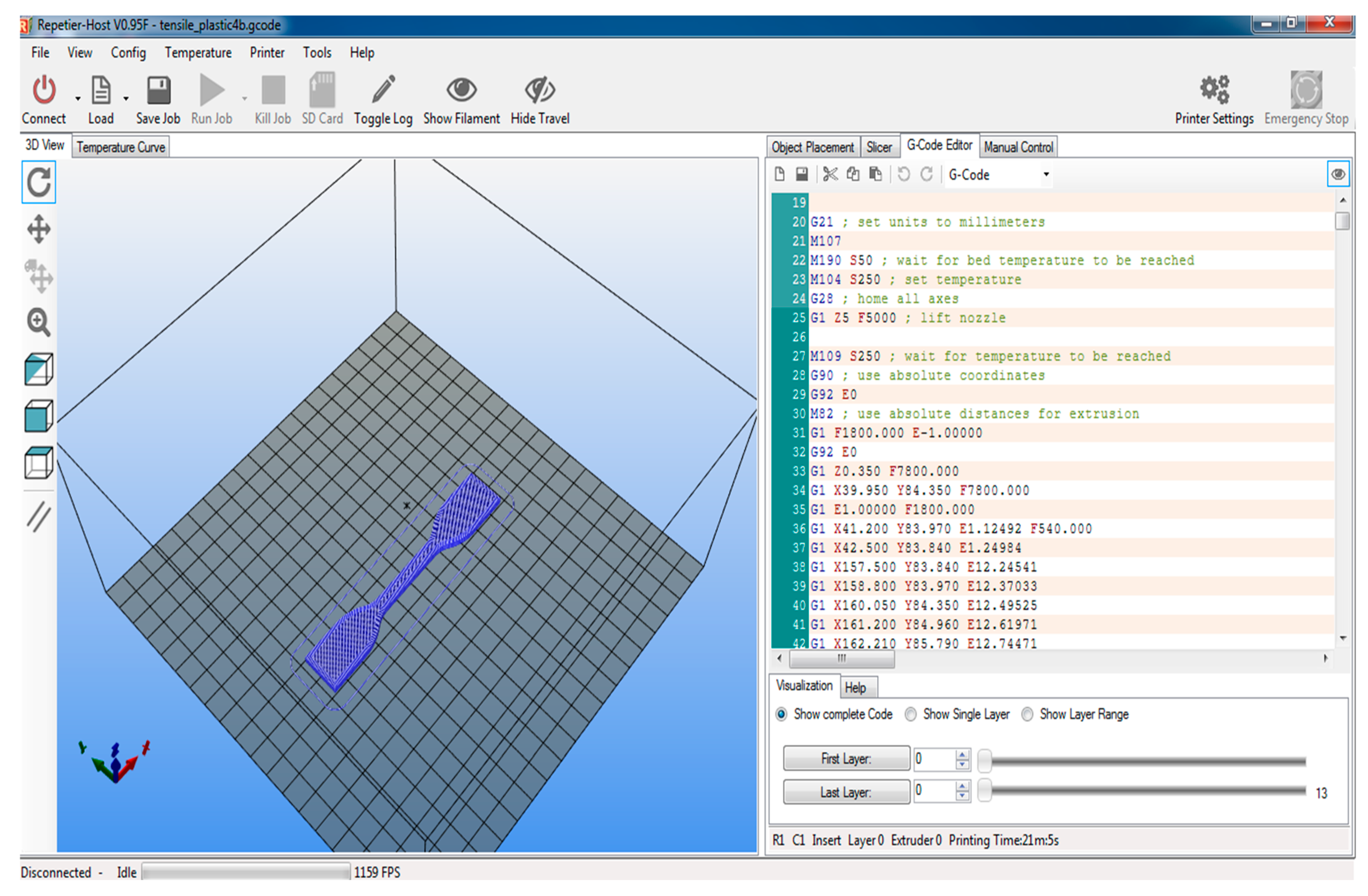
3.3. 3D Printing
- (i)
- Diameter of nozzle: Φ0.3 mm
- (ii)
- Diameter of filament: Φ1.75 ± 0.05 mm
- (iii)
- Height of layer: 0.27 mm
- (iv)
- Default printing layers on the outer periphery: 3 + 3 (by adjusting 3 top and 3 bottom layers)
- (v)
- Fill pattern: Rectilinear
- (vi)
- Perimeter speed: 30 mm/sec
- (vii)
- Travel speed: 130 mm/sec
- (viii)
- Extrusion temperature: 250 °C
- (ix)
- Print bed temperature: 55 °C
- (i)
- Infill percentage: 60, 80 and 100%
- (ii)
- Speed of printing: 50, 60 and 70 mm/sec.
- (iii)
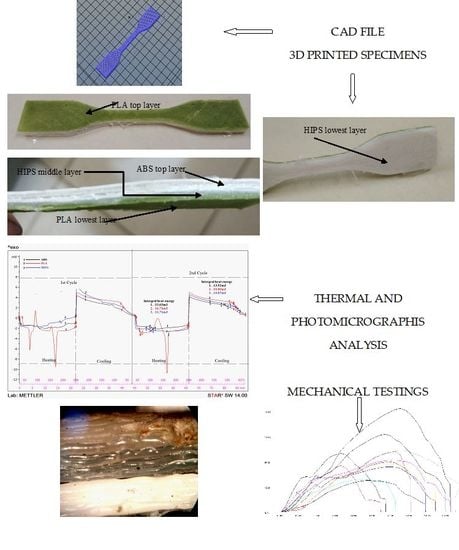
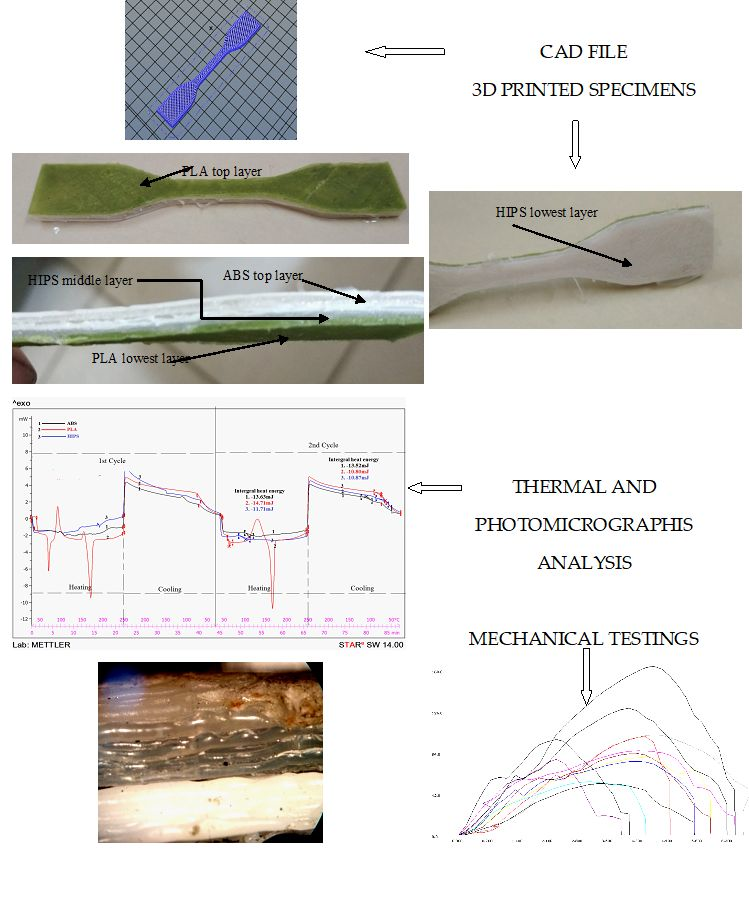
- Printing material configuration
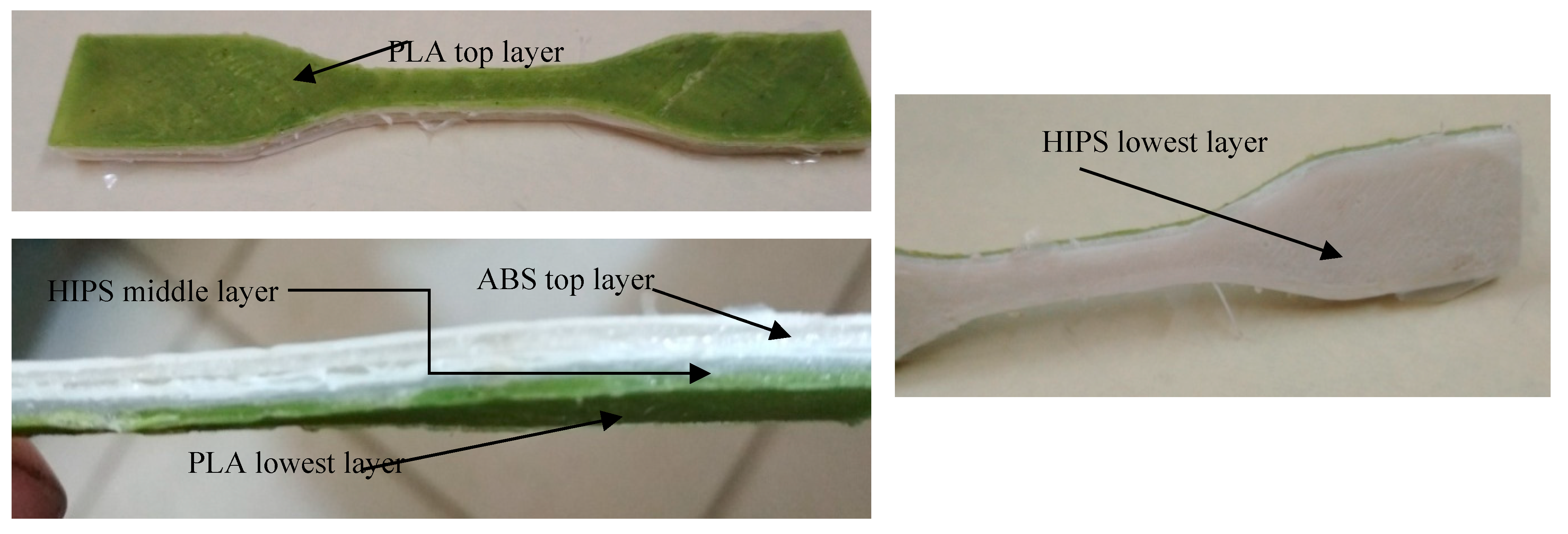
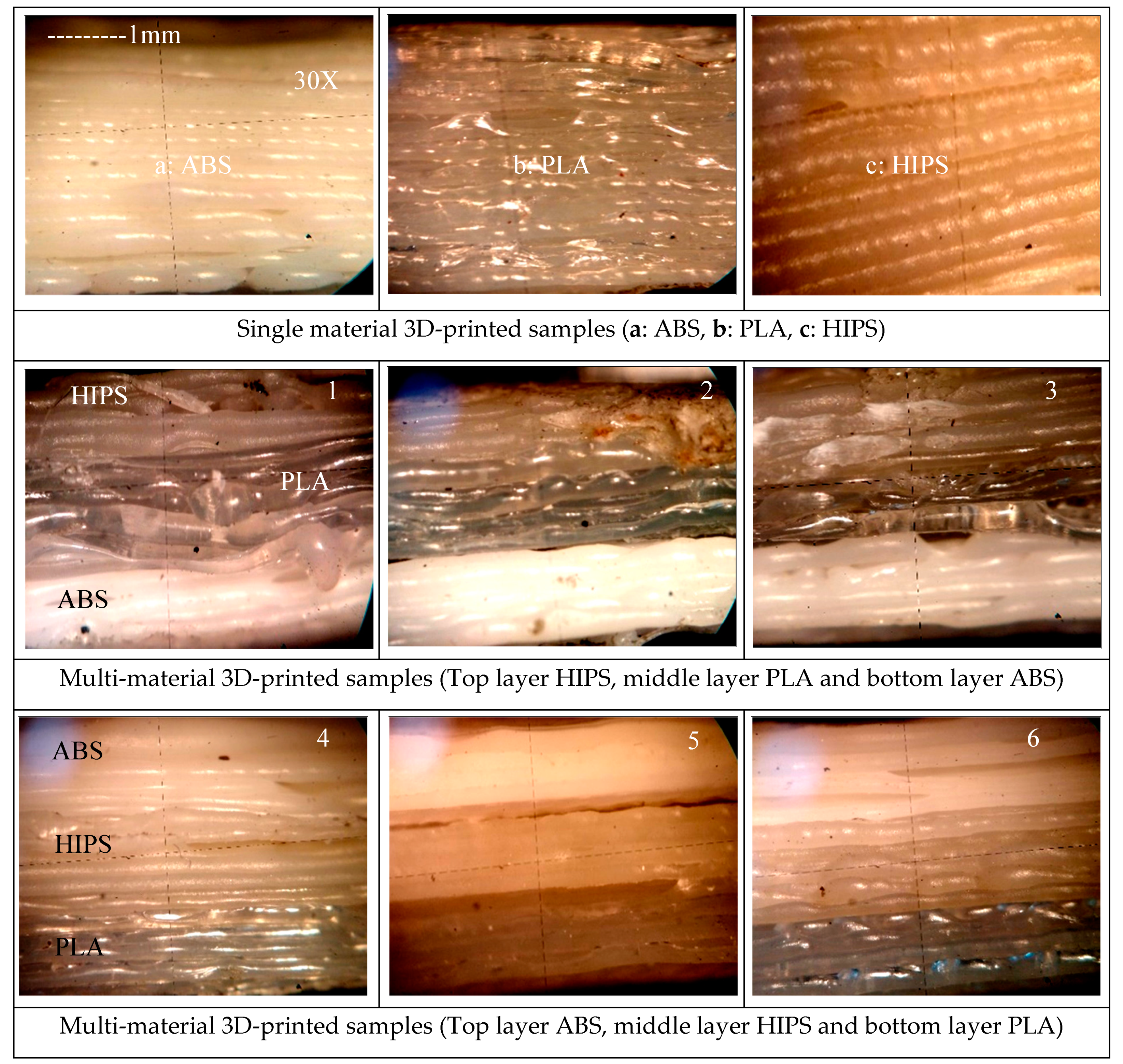
- APH: bottom 4 layers of ABS, middle 4 layers of PLA, and top 4 layers of HIPS
- PHA: bottom 4 layers of PLA, middle 4 layers of HIPS, and top 4 layers of ABS
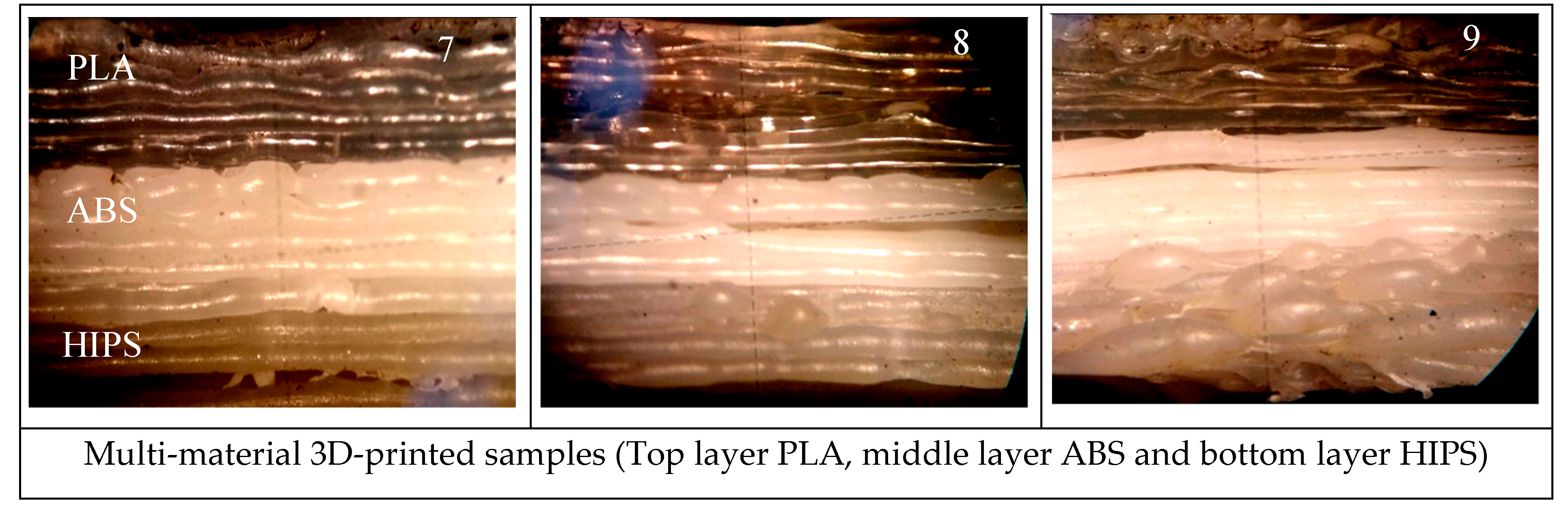
- HAP: bottom 4 layers of HIPS, middle 4 layers of ABS, and top 4 layers of PLA
4. Results and Discussion
4.1. Thermal Properties
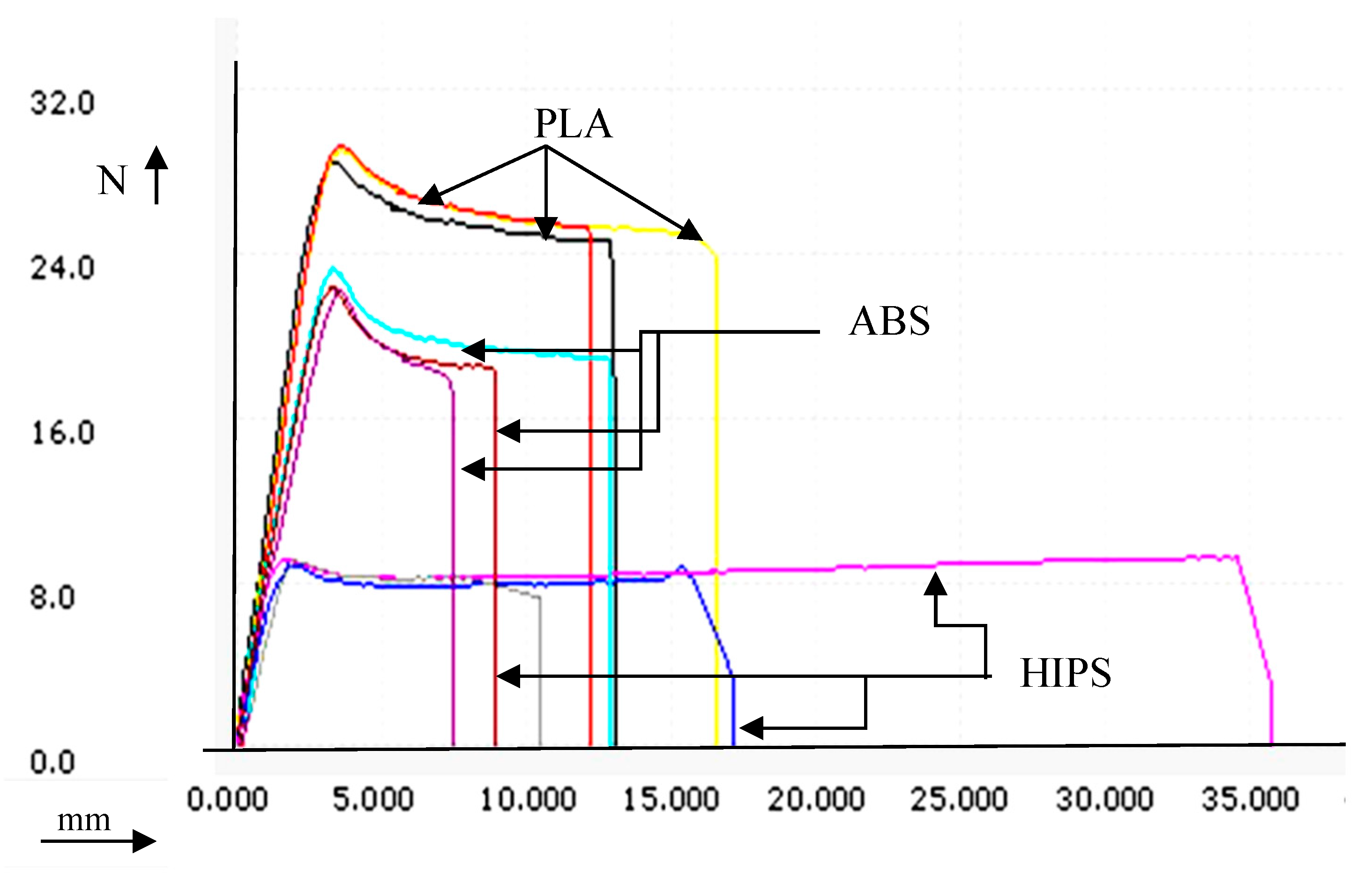
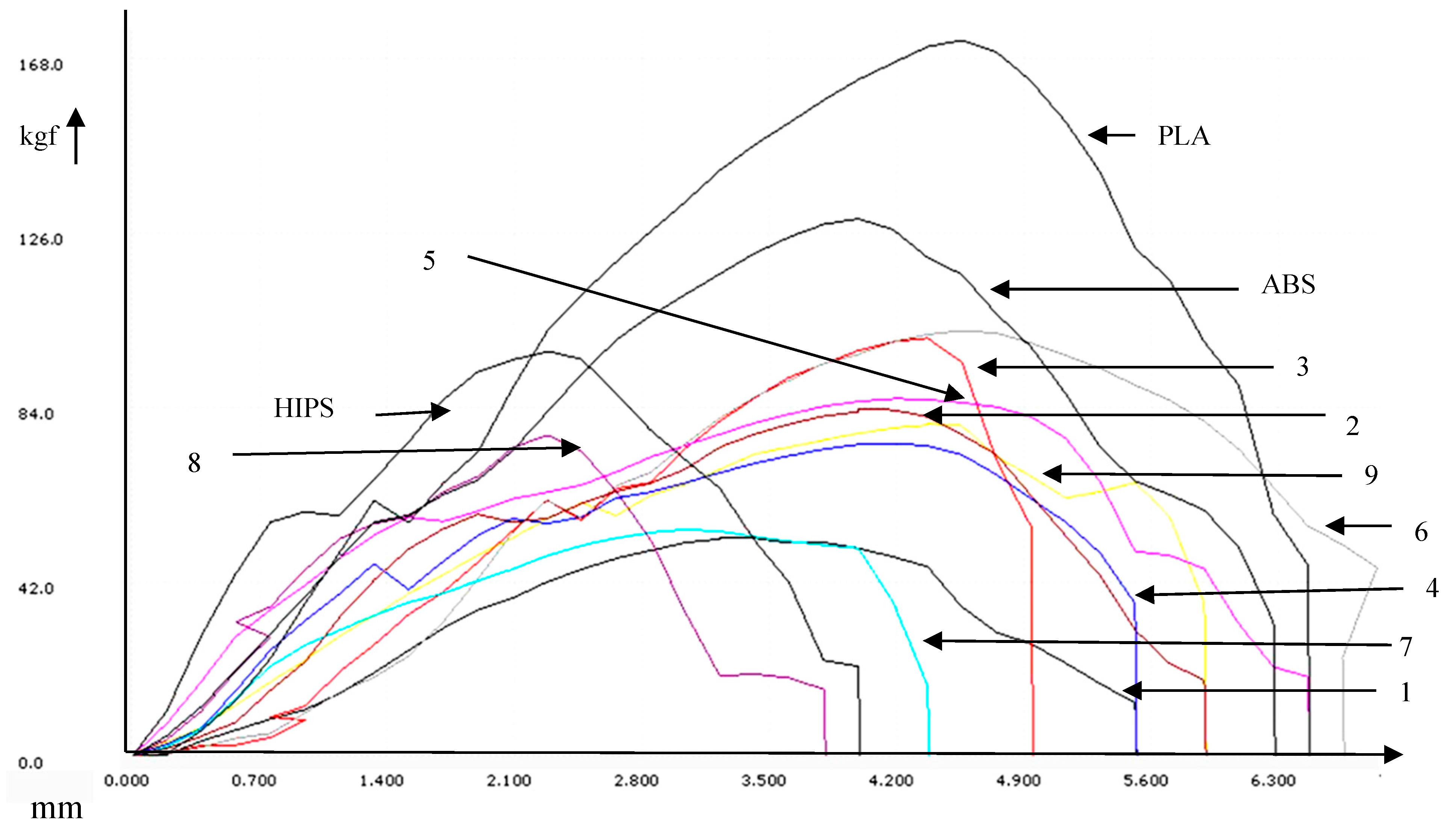
4.2. Tensile Properties
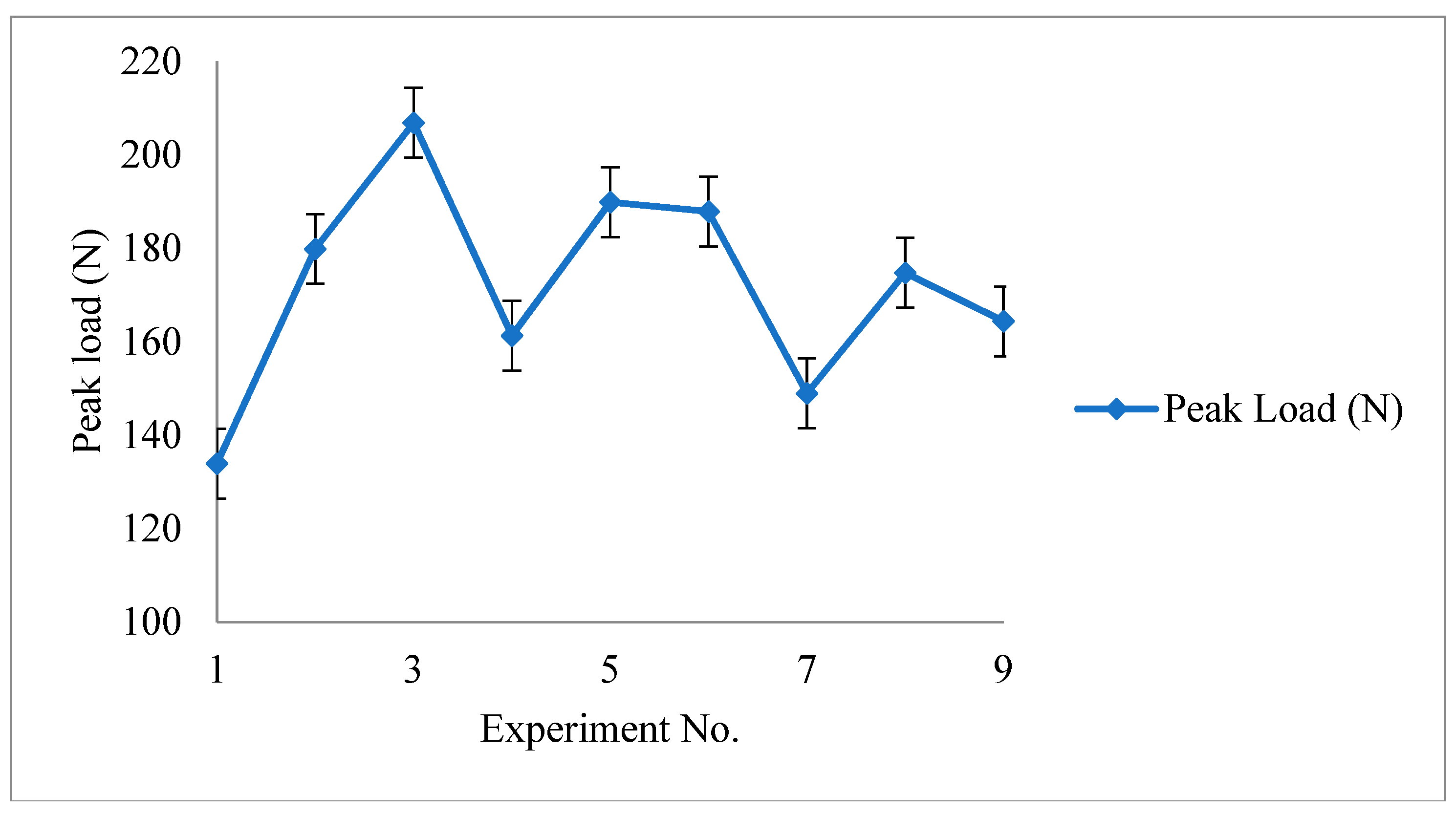
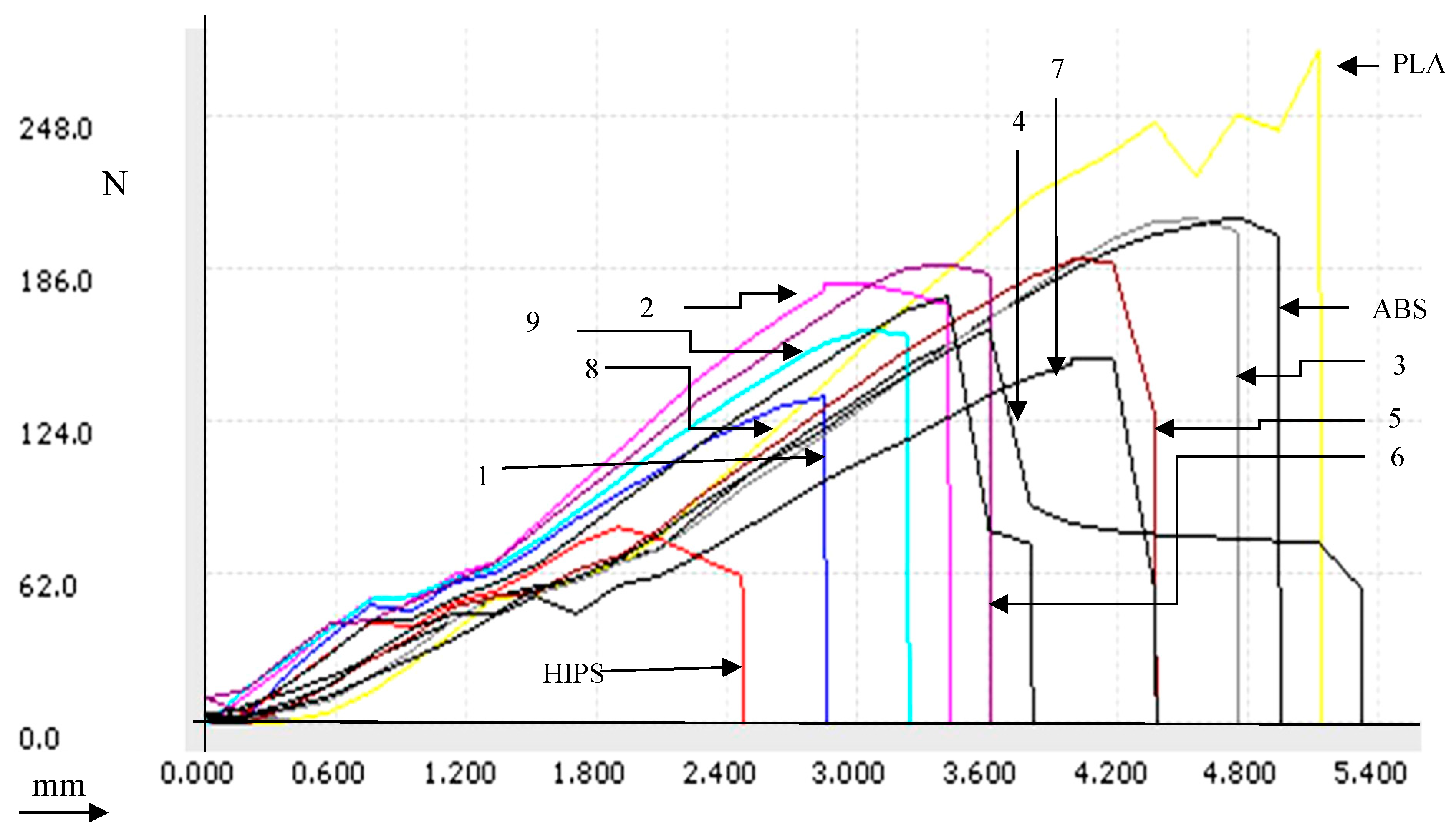
4.3. Pull-Out Test
5. Concluding Remarks
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Liu, C.; Huang, N.; Xu, F.; Tong, J.; Chen, Z.; Gui, X.; Fu, Y.; Lao, C. 3D printing technologies for flexible tactile sensors toward wearable electronics and electronic skin. Polymers 2018, 10, 629. [Google Scholar] [CrossRef]
- Wang, G.; Cheng, A.H.D.; Ostoja-Starzewski, M.; Al-Ostaz, A.; Radziszewski, P. Hybrid lattice particle modelling approach for polymeric materials subject to high strain rate loads. Polymers 2010, 2, 3–30. [Google Scholar] [CrossRef]
- Amendola, A.; Nava, E.H.; Goodall, R.; Todd, I.; Skelton, R.E.; Fraternali, F. On the additive manufacturing, post-tensioning and testing of bi-material tensegrity structures. Compos. Struct. 2015, 131, 66–71. [Google Scholar] [CrossRef]
- Amendola, A.; Smith, C.J.; Goodall, R.; Auricchio, F.; Feo, L.; Benzoni, G.; Fraternali, F. Experimental response of additively manufactured metallic pentamode materials confined between stiffening plates. Compos. Struct. 2016, 142, 254–262. [Google Scholar] [CrossRef]
- Kadic, M.; Bückmann, T.; Stenger, N.; Thiel, M.; Wegener, M. On the practicability of pentamode mechanical metamaterials. Appl. Phys. Lett. 2012, 100, 191901. [Google Scholar] [CrossRef]
- Mao, Y.; Miyazaki, T.; Sakai, K.; Gong, J.; Zhu, M.; Ito, H. A 3D Printable Thermal Energy Storage Crystalline Gel Using Mask-Projection Stereolithography. Polymers 2018, 10, 1117. [Google Scholar] [CrossRef]
- Meza, L.R.; Das, S.; Greer, J.R. Strong, lightweight, and recoverable three-dimensional ceramic nanolattices. Science 2014, 345, 1322–1326. [Google Scholar] [CrossRef]
- Schittny, M.; Bückmann, T.; Kadic, M.; Wegener, M. Elastic measurements on macroscopic three-dimensional pentamode metamaterials. Appl. Phys. Lett. 2013, 103, 231905. [Google Scholar] [CrossRef]
- Truby, R.L.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef]
- Yuan, S.; Bai, J.; Chua, C.K.; Wei, J.; Zhou, K. Material evaluation and process optimization of CNT-coated polymer powders for selective laser sintering. Polymers 2016, 8, 370. [Google Scholar] [CrossRef]
- Zheng, X.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A.; et al. Ultralight, ultrastiff mechanical metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [PubMed]
- Singh, R.; Kumar, R.; Ranjan, N. Sustainability of Recycled ABS and PA6 by Banana Fiber Reinforcement: Thermal, Mechanical and Morphological Properties. J. Inst. Eng. (India) Ser. C 2018, 1–10. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Feo, L.; Fraternali, F. Friction welding of dissimilar plastic/polymer materials with metal powder reinforcement for engineering applications. Compos. Part B Eng. 2016, 101, 77–86. [Google Scholar] [CrossRef]
- Fabbrocino, F.; Farina, I.; Amendola, A.; Feo LFraternali, F. Optimal design and additive manufacturing of novel reinforcing elements for composite materials. In Proceedings of the ECCOMAS Congress 2016—European Congress on Computational Methods in Applied Sciences and Engineering, Crete Island, Greece, 5–10 June 2016. [Google Scholar]
- Kumar, R.; Singh, R.; Ahuja, I.P.S.; Amendola, A.; Penna, R. Friction welding for the manufacturing of PA6 and ABS structures reinforced with Fe particles. Compos. Part B Eng. 2018, 132, 244–257. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Ahuja, I.P.S.; Penna, R.; Feo, L. Weldability of thermoplastic materials for friction stir welding-A state of art review and future applications. Compos. Part B Eng. 2017, 137, 1–15. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Hui, D.; Feo, L.; Fraternali, F. Graphene as biomedical sensing element: State of art review and potential engineering applications. Compos. Part B Eng. 2017, 134, 193–206. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Mascolo, I.; Modano, M. On the applicability of composite PA6-TiO2 filaments for the rapid prototyping of innovative materials and structures. Compos. Part B Eng. 2018, 143, 132–140. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Ranjan, N.; Penna, R.; Fraternali, F. On the recyclability of polyamide for sustainable composite structures in civil engineering. Compos. Struct. 2018, 184, 704–713. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Farina, I. On the multi-material 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res. Rev. 2018, 2, 115–137. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Guessasma, S.; Nouri, H.; Roger, F. Microstructural and mechanical implications of microscaled assembly in droplet-based multi-material additive manufacturing. Polymers 2017, 9, 372. [Google Scholar] [CrossRef]
- Muguruza, A.; Bo, J.B.; Gómez, A.; Minguella-Canela, J.; Fernandes, J.; Ramos, F.; Cirera, A. Development of a multi-material additive manufacturing process for electronic devices. Procedia Manuf. 2017, 13, 746–753. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Momeni, F.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Ma, R.R.; Belter, J.T.; Dollar, A.M. Hybrid deposition manufacturing: Design strategies for multi material mechanisms via three-dimensional printing and material deposition. J. Mech. Robot. 2015, 7, 021002. [Google Scholar] [CrossRef]
- Bittner, S.M.; Guo, J.L.; Melchiorri, A.; Mikos, A.G. Three-dimensional printing of multilayered tissue engineering scaffolds. Mater. Today 2018, 21, 861–874. [Google Scholar] [CrossRef]
- Mohammed, M.; Tatineni, J.; Cadd, B.; Peart, P.; Gibson, I. Applications of 3D topography scanning and multi-material additive manufacturing for facial prosthesis development and production. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016; pp. 1695–1707. [Google Scholar]
- Meisel, N.A. Design for Additive Manufacturing Considerations for Self-Actuating Compliant Mechanisms Created via Multi-Material PolyJet 3D Printing. Ph.D. Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2015; pp. 1–272. [Google Scholar]
- Vu, I.Q.; Bass, L.B.; Williams, C.B.; Dillard, D.A. Characterizing the effect of print orientation on interface integrity of multi-material jetting additive manufacturing. Addit. Manuf. 2018. [Google Scholar] [CrossRef]
- Rutkowski, J.V.; Levin, B.C. Acrylonitrile–butadiene–styrene copolymers (ABS): Pyrolysis and combustion products and their toxicity—A review of the literature. Fire Mater. 1986, 10, 93–105. [Google Scholar] [CrossRef]
- Singh, R.; Sandhu, G.S.; Penna, R.; Farina, I. Investigations for thermal and electrical conductivity of ABS-graphene blended prototypes. Materials 2017, 10, 881. [Google Scholar] [CrossRef]
- Martin, O.; Averous, L. Poly (lactic acid): Plasticization and properties of biodegradable multiphase systems. Polymer 2001, 42, 6209–6219. [Google Scholar] [CrossRef]
- Singh, D.; Singh, R.; Boparai, K.S.; Farina, I.; Feo, L.; Verma, A.K. In-vitro studies of SS 316 L biomedical implants prepared by FDM, vapor smoothing and investment casting. Compos. Part B Eng. 2018, 132, 107–114. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- Farbman, D.; McCoy, C. Materials Testing of 3D Printed ABS and PLA Samples to Guide Mechanical Design. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, Blacksburg, VA, USA, 27 June–1 July 2016; p. V002T01A015. [Google Scholar]
- Aw, Y.Y.; Yeoh, C.K.; Idris, M.A.; Teh, P.L.; Hamzah, K.A.; Sazali, S.A. Effect of printing parameters on tensile, dynamic mechanical and thermoelectric properties of FDM 3D printed CABS/ZnO composites. Materials 2018, 11, 466. [Google Scholar] [CrossRef] [PubMed]
- Ricciotti, L.; Roviello, G.; Tarallo, O.; Borbone, F.; Ferone, C.; Colangelo, F.; Cioffi, R. Synthesis and characterizations of melamine-based epoxy resins. Int. J. Mol. Sci. 2013, 14, 18200–18214. [Google Scholar] [CrossRef] [PubMed]
- Colangelo, F.; Petrillo, A.; Cioffi, R.; Borrelli, C.; Forcina, A. Life cycle assessment of recycled concretes: A case study in southern Italy. Sci. Total Environ. 2018, 615, 1506–1517. [Google Scholar] [CrossRef] [PubMed]
- Coppola, L.; Bellezze, T.; Belli, A.; Bignozzi, M.C.; Bolzoni, F.; Brenna, A.; Carsana, M. Binders alternative to Portland cement and waste management for sustainable construction—Part 1. J. Appl. Biomater. Funct. Mater. 2018, 16, 186–202. [Google Scholar]
- Migliaccio, M.; Ferrara, G.; Gifuni, A.; Sorrentino, A.; Colangelo, F.; Ferone, C.; Messina, F. Shielding effectiveness tests of low-cost civil engineering materials in a reverberating chamber. Prog. Electromagn. Res. 2013, 54, 227–243. [Google Scholar] [CrossRef]
- Colangelo, F.; Messina, F.; Di Palma, L.; Cioffi, R. Recycling of non-metallic automotive shredder residues and coal fly-ash in cold-bonded aggregates for sustainable concrete. Compos. Part B Eng. 2017, 116, 46–52. [Google Scholar] [CrossRef]
- Farina, I.; Fabbrocino, F.; Colangelo, F.; Feo, L.; Fraternali, F. Surface roughness effects on the reinforcement of cement mortars through 3D printed metallic fibers. Compos. Part B Eng. 2016, 99, 305–311. [Google Scholar] [CrossRef]
- Colangelo, F.; Messina, F.; Cioffi, R. Recycling of MSWI fly ash by means of cementitious double step cold bonding pelletization: Technological assessment for the production of lightweight artificial aggregates. J. Hazard. Mater. 2015, 299, 181–191. [Google Scholar] [CrossRef] [PubMed]
- Colangelo, F.; Cioffi, R.; Liguori, B.; Iucolano, F. Recycled polyolefins waste as aggregates for lightweight concrete. Compos. Part B Eng. 2016, 106, 234–241. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R. Mechanical properties and durability of mortar containing fine fraction of demolition wastes produced by selective demolition in South Italy. Compos. Part B Eng. 2017, 115, 43–50. [Google Scholar] [CrossRef]
- Messina, F.; Ferone, C.; Colangelo, F.; Cioffi, R. Low temperature alkaline activation of weathered fly ash: Influence of mineral admixtures on early age performance. Constr. Build. Mater. 2015, 86, 169–177. [Google Scholar] [CrossRef]
- Messina, F.; Ferone, C.; Molino, A.; Molino, B.; Cioffi, R. Synergistic recycling of calcined clayey sediments and water potabilization sludge as geopolymer precursors: Upscaling from binders to precast paving cement-free bricks. Constr. Build. Mater. 2017, 133, 14–26. [Google Scholar] [CrossRef]
- Roviello, G.; Menna, C.; Tarallo, O.; Ricciotti, L.; Messina, F.; Ferone, C.; Asprone, D.; Cioffi, R. Lightweight geopolymer-based hybrid materials. Compos. Part B Eng. 2017, 128, 225–237. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymers | HIPS | ABS | PLA | ||||||
|---|---|---|---|---|---|---|---|---|---|
| OV | SD | SE | OV | SD | SE | OV | SD | SE | |
| MFI (g/10 min) | 7.5 ± 0.20 | 0.16 | 0.11 | 8.76 ± 0.16 | 0.13 | 0.09 | 13.52 ± 0.11 | 0.09 | 0.06 |
| Young’s modulus (MPa) | 112.5 ± 0.12 | 0.09 | 0.06 | 175 ± 0.11 | 0.09 | 0.06 | 47.9 ± 0.10 | 0.08 | 0.05 |
| Yield stress (MPa) | 3.44 ± 0.21 | 0.17 | 0.12 | 0.49 ± 0.21 | 0.17 | 0.12 | 0.27 ± 0.16 | 0.13 | 0.09 |
| Glass transition temp (°C) | 100.41 ± 0.16 | 0.13 | 0.09 | 109.76 ± 0.2 | 0.16 | 0.11 | 62.57 ± 0.21 | 0.17 | 0.12 |
| Peak load (N) | 80.8 ± 0.11 | 0.08 | 0.06 | 207 ± 0.2 | 0.16 | 0.11 | 282.4 ± 0.20 | 0.16 | 0.11 |
| Peak strength (MPa) | 4.21 ± 0.16 | 0.13 | 0.09 | 10.78 ± 0.11 | 0.09 | 0.06 | 14.71 ± 0.16 | 0.13 | 0.09 |
| Peak elongation (mm) | 1.9 ± 0.20 | 0.16 | 0.11 | 4.75 ± 0.16 | 0.13 | 0.09 | 5.13 ± 0.16 | 0.13 | 0.09 |
| Percentage elongation at peak (%) | 3.0 ± 0.11 | 0.09 | 0.06 | 6.0 ± 0.15 | 0.12 | 0.08 | 7.0 ± 0.10 | 0.08 | 0.05 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Material Combination | APH | PHA | HAP |
| Infill percentage (%) | 60 | 50 | 100 |
| Printing Speed (mm/sec) | 50 | 60 | 70 |
| Exp No. | Material Combination | Infill (%) | Printing (mm/sec) | Peak Load (N) | Peak Strength (MPa) | Peak Elongation (mm) | Percentage Elongation at Peak (%) | Young’s Modulus (MPa) | Yield Stress (MPa) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OV | SD | SE | OV | SD | SE | OV | SD | SE | OV | SD | SE | OV | SD | SE | OV | SD | SE | ||||
| 1 | APH | 60 | 50 | 133.9 ± 0.16 | 0.13 | 0.09 | 6.97 ± 0.20 | 0.16 | 0.11 | 2.85 ± 0.11 | 0.08 | 0.06 | 4 ± 0.16 | 0.13 | 0.09 | 72.92 ± 0.22 | 0.18 | 0.13 | 2.73 ± 0.21 | 0.17 | 0.12 |
| 2 | APH | 50 | 60 | 179.9 ± 0.21 | 0.17 | 0.12 | 9.37 ± 0.11 | 0.08 | 0.06 | 2.85 ± 0.22 | 0.17 | 0.12 | 4 ± 0.16 | 0.13 | 0.09 | 264.58 ± 0.21 | 0.17 | 0.12 | 2.68 ± 0.16 | 0.13 | 0.09 |
| 3 | APH | 100 | 70 | 206.9 ± 0.11 | 0.08 | 0.06 | 10.78 ± 0.12 | 0.09 | 0.06 | 4.37 ± 0.17 | 0.14 | 0.10 | 6 ± 0.17 | 0.13 | 0.09 | 73.29 ± 0.11 | 0.08 | 0.06 | 0.21 ± 0.20 | 0.16 | 0.11 |
| 4 | PHA | 60 | 60 | 161.3 ± 0.21 | 0.17 | 0.12 | 8.40 ± 0.16 | 0.13 | 0.09 | 3.04 ± 0.20 | 0.16 | 0.11 | 4 ± 0.22 | 0.17 | 0.12 | 325.00 ± 0.12 | 0.09 | 0.06 | 1.00 ± 0.11 | 0.08 | 0.06 |
| 5 | PHA | 80 | 70 | 189.9 ± 0.20 | 0.16 | 0.11 | 9.89 ± 0.12 | 0.09 | 0.06 | 3.99 ± 0.13 | 0.09 | 0.06 | 5 ± 0.21 | 0.17 | 0.12 | 79.17 ± 0.05 | 0.04 | 0.02 | 4.54 ± 0.2 | 0.08 | 0.05 |
| 6 | PHA | 100 | 50 | 187.9 ± 0.11 | 0.08 | 0.06 | 9.79 ± 0.20 | 0.16 | 0.11 | 3.23 ± 0.12 | 0.09 | 0.06 | 4 ± 0.1 | 0.08 | 0.05 | 108.33 ± 0.12 | 0.09 | 0.06 | 5.13 ± 0.16 | 0.13 | 0.10 |
| 7 | HAP | 60 | 70 | 149.0 ± 0.11 | 0.08 | 0.06 | 7.76 ± 0.22 | 0.17 | 0.12 | 3.99 ± 0.16 | 0.13 | 0.09 | 5 ± 0.11 | 0.08 | 0.06 | 85.42 ± 0.18 | 0.14 | 0.10 | 0.28 ± 0.11 | 0.08 | 0.06 |
| 8 | HAP | 80 | 50 | 174.8 ± 0.16 | 0.13 | 0.09 | 9.10 ± 0.11 | 0.08 | 0.06 | 3.42 ± 0.12 | 0.08 | 0.06 | 5 ± 0.21 | 0.17 | 0.12 | 161.84 ± 0.12 | 0.08 | 0.06 | 0.17 ± 0.21 | 0.17 | 0.12 |
| 9 | HAP | 100 | 60 | 164.4 ± 0.11 | 0.08 | 0.06 | 8.56 ± 0.16 | 0.13 | 0.09 | 3.61 ± 0.13 | 0.10 | 0.07 | 5 ± 0.16 | 0.13 | 0.09 | 249.67 ± 0.13 | 0.10 | 0.07 | 0.16 ± 0.16 | 0.13 | 0.09 |
| Experiment no. | Peak Load (kgf) | Peak Strength (kg/mm2) | Peak Elongation (mm) | Percentage Elongation at Peak (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OV | SD | SE | OV | SD | SE | OV | SD | SE | OV | SD | SE | |
| 1 | 52.8 ± 0.15 | 14.83 ± 0.16 | 0.13 | 0.09 | 3.23 ± 0.10 | 2 ± 0.15 | 0.12 | 0.08 | ||||
| 2 | 80.1 ± 0.16 | 0.13 | 0.09 | 22.49 ± 0.12 | 0.09 | 0.06 | 4.37 ± 0.16 | 0.13 | 0.09 | 2 ± 0.15 | 0.12 | 0.08 |
| 3 | 100.7 ± 0.11 | 0.08 | 0.06 | 28.27 ± 0.12 | 0.09 | 0.06 | 4.18 ± 0.12 | 0.09 | 0.06 | 2 ± 0.10 | 0.08 | 0.06 |
| 4 | 75.4 ± 0.11 | 0.08 | 0.06 | 21.17 ± 0.21 | 0.17 | 0.12 | 4.18 ± 0.06 | 0.04 | 0.03 | 2 ± 0.20 | 0.16 | 0.11 |
| 5 | 86.2 ± 0.11 | 0.08 | 0.06 | 24.2 ± 0.21 | 0.17 | 0.12 | 4.18 ± 0.16 | 0.13 | 0.09 | 2 ± 0.10 | 0.08 | 0.06 |
| 6 | 102.6 ± 0.21 | 0.17 | 0.12 | 28.81 ± 0.11 | 0.08 | 0.06 | 4.56 ± 0.11 | 0.08 | 0.06 | 2 ± 0.10 | 0.08 | 0.06 |
| 7 | 54.7 ± 0.16 | 0.13 | 0.09 | 15.36 ± 0.17 | 0.14 | 0.09 | 2.85 ± 0.16 | 0.13 | 0.09 | 1 ± 0.20 | 0.16 | 0.12 |
| 8 | 83.6 ± 0.11 | 0.08 | 0.06 | 23.47 ± 0.21 | 0.17 | 0.12 | 3.99 ± 0.21 | 0.17 | 0.12 | 2 ± 0.10 | 0.08 | 0.06 |
| 9 | 77.4 ± 0.16 | 0.13 | 0.09 | 21.73 ± 0.22 | 0.18 | 0.13 | 2.28 ± 0.16 | 0.13 | 0.09 | 1 ± 0.15 | 0.12 | 0.08 |
| ABS | 129.5 ± 0.20 | 0.16 | 0.11 | 36.36 ± 0.17 | 0.14 | 0.09 | 3.99 ± 0.11 | 0.08 | 0.06 | 2 ± 0.15 | 0.12 | 0.08 |
| PLA | 172.6 ± 0.21 | 0.17 | 0.12 | 48.46 ± 0.22 | 0.18 | 0.13 | 4.37 ± 0.23 | 0.18 | 0.13 | 2 ± 0.20 | 0.16 | 0.11 |
| HIPs | 97.6 ± 0.12 | 0.09 | 0.06 | 27.4 ± 0.11 | 0.08 | 0.06 | 2.28 ± 0.23 | 0.18 | 0.13 | 1 ± 0.20 | 0.16 | 0.11 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers 2019, 11, 62. https://doi.org/10.3390/polym11010062
Singh R, Kumar R, Farina I, Colangelo F, Feo L, Fraternali F. Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers. 2019; 11(1):62. https://doi.org/10.3390/polym11010062
Chicago/Turabian StyleSingh, Rupinder, Ranvijay Kumar, Ilenia Farina, Francesco Colangelo, Luciano Feo, and Fernando Fraternali. 2019. "Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures" Polymers 11, no. 1: 62. https://doi.org/10.3390/polym11010062
APA StyleSingh, R., Kumar, R., Farina, I., Colangelo, F., Feo, L., & Fraternali, F. (2019). Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers, 11(1), 62. https://doi.org/10.3390/polym11010062