
Effect of Interstitial Oxygen on the Microstructure and Mechanical Properties of Titanium Alloys: A Review


Abstract
1. Introduction
2. The Influence of Interstitial Oxygen on Conventionally Manufactured and PT Titanium Alloys
2.1. Influence of Interstitial Oxygen on α-Type Titanium Alloys
2.2. The Influence of Interstitial Oxygen on β-Type Titanium Alloys
2.3. The Influence of Interstitial Oxygen on α+β Dual-Phase Titanium Alloys
3. The Effect of Interstitial Oxygen on LAM of Titanium Alloys
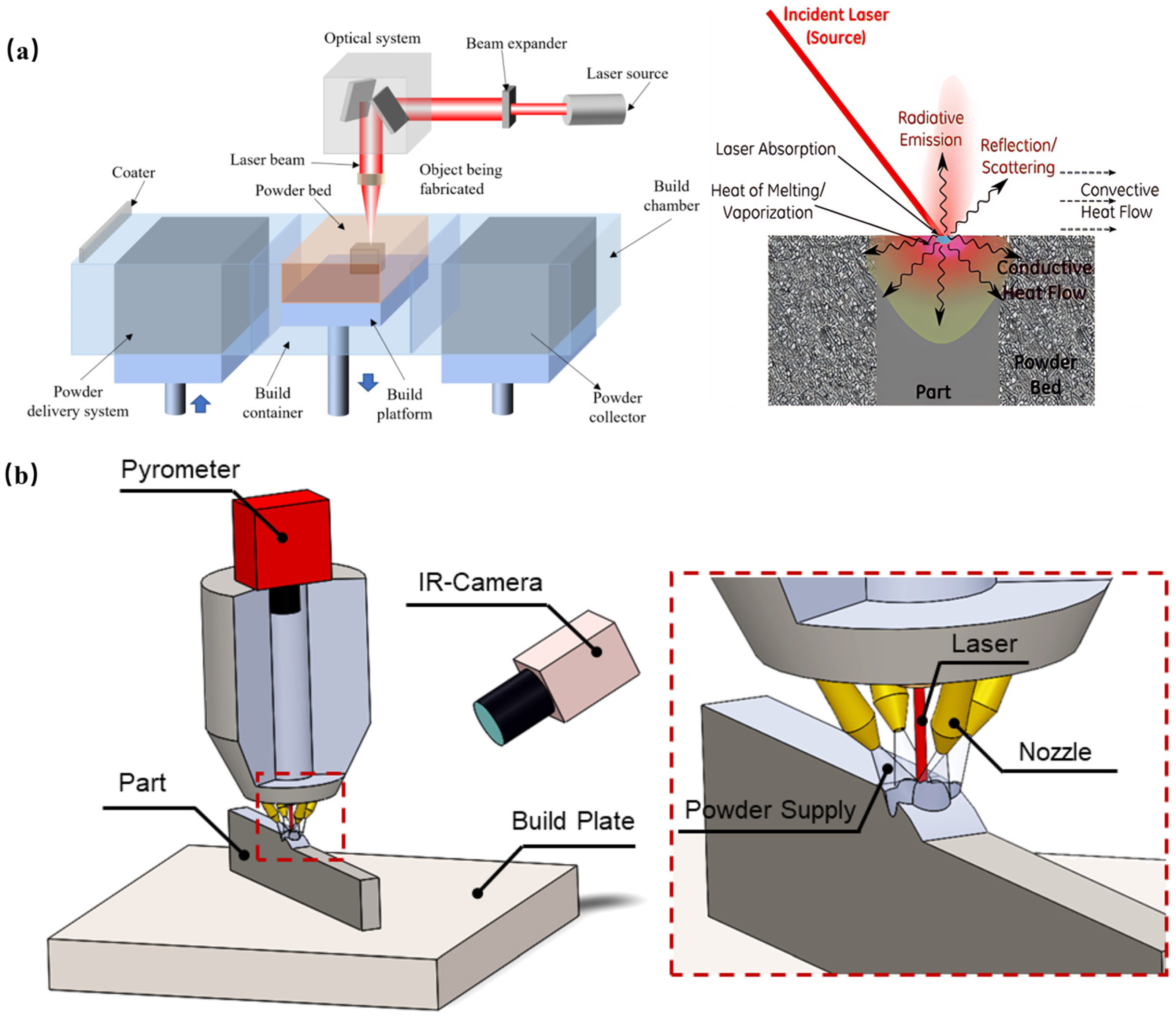
3.1. LAM Technology
3.2. The Effect of Interstitial Oxygen on L-PBF Prepared Titanium Alloys
3.3. The Effect of Interstitial Oxygen on L-DED Prepared Titanium Alloys
4. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Zhao, S.T.; Zhang, R.P.; Yu, Q.; Ell, J.; Ritchie, R.O.; Minor, A.M. Cryoforged nanotwinned titanium with ultrahigh strength and ductility. Science 2021, 373, 1363–1368. [Google Scholar] [CrossRef] [PubMed]
- Ren, Y.; Wu, H.; Agbedor, S.-O.; Lu, Y.; Zhang, Y.; Fang, Q.; Li, J.; Tian, Y.; Baker, I. Microstructure, mechanical and tribological properties of a Ti-5Cu alloy and a B4C/Ti-5Cu in situ composite fabricated by laser powder bed fusion. Mater. Charact. 2022, 192, 112217. [Google Scholar] [CrossRef]
- Yu, Q.; Qi, L.; Tsuru, T.; Traylor, R.; Rugg, D.; Morris, J.W.; Asta, M.; Chrzan, D.C.; Minor, A.M. Origin of dramatic oxygen solute strengthening effect in titanium. Science 2015, 347, 635–639. [Google Scholar] [CrossRef]
- Yan, M.; Xu, W.; Dargusch, M.S.; Tang, H.P.; Brandt, M.; Qian, M. Review of effect of oxygen on room temperature ductility of titanium and titanium alloys. Powder Metall. 2014, 57, 251–257. [Google Scholar] [CrossRef]
- Pan, Y.; Yang, Y.; Zhou, Q.; Qu, X.; Cao, P.; Lu, X. Achieving synergy of strength and ductility in powder metallurgy commercially pure titanium by a unique oxygen scavenger. Acta Mater. 2024, 263, 119485. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, J.; Sun, J.; Liu, Y.; Zhang, C.; Li, R.; Kuang, F.; Wu, X.; Lu, X. Enhanced strength and ductility in a powder metallurgy Ti material by the oxygen scavenger of CaB6. J. Mater. Sci. Technol. 2023, 137, 132–142. [Google Scholar] [CrossRef]
- Yang, Y.F.; Li, S.F.; Qian, M.; Zhu, Q.S.; Hu, C.Q.; Shi, Y. Enabling the development of ductile powder metallurgy titanium alloys by a unique scavenger of oxygen and chlorine. J. Alloys Compd. 2018, 764, 467–475. [Google Scholar] [CrossRef]
- Okabe, T.H.; Zheng, C.; Taninouchi, Y.-k. Thermodynamic Considerations of Direct Oxygen Removal from Titanium by Utilizing the Deoxidation Capability of Rare Earth Metals. Metall. Mater. Trans. B 2018, 49, 1056–1066. [Google Scholar] [CrossRef]
- Yang, Y.F.; Luo, S.D.; Qian, M. The effect of lanthanum boride on the sintering, sintered microstructure and mechanical properties of titanium and titanium alloys. Mater. Sci. Eng. A 2014, 618, 447–455. [Google Scholar] [CrossRef]
- Liu, Y.; Yong, L.; Bin, W.; Jingwen, Q.; Bin, L.; Tang, H. Microstructures Evolution and Mechanical Properties of a Powder Metallurgical Titanium Alloy with Yttrium Addition. Mater. Manuf. Process. 2010, 25, 735–739. [Google Scholar] [CrossRef]
- Yang, Y.F.; Luo, S.D.; Schaffer, G.B.; Qian, M. Impurity scavenging, microstructural refinement and mechanical properties of powder metallurgy titanium and titanium alloys by a small addition of cerium silicide. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 573, 166–174. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, F.; Guo, Z.; Wang, H.; Lu, B. Oxygen scavenging, grain refinement and mechanical properties improvement in powder metallurgy titanium and titanium alloys with CaB6. Powder Technol. 2018, 340, 362–369. [Google Scholar] [CrossRef]
- Chong, Y.; Zhang, R.; Hooshmand, M.S.; Zhao, S.; Chrzan, D.C.; Asta, M.; Morris, J.W.; Minor, A.M. Elimination of oxygen sensitivity in α-titanium by substitutional alloying with Al. Nat. Commun. 2021, 12, 6158. [Google Scholar] [CrossRef]
- Ghazisaeidi, M.; Trinkle, D.R. Interaction of oxygen interstitials with lattice faults in Ti. Acta Mater. 2014, 76, 82–86. [Google Scholar] [CrossRef]
- Feng, X.; Liang, Y.L.; Sun, H.; Wang, S. Effect of Dislocation Slip Mechanism under the Control of Oxygen Concentration in Alpha-Case on Strength and Ductility of TC4 Alloy. Metals 2021, 11, 1057. [Google Scholar] [CrossRef]
- Ueki, S.; Mine, Y.; Chiu, Y.-L.; Bowen, P.; Takashima, K. Effects of crystallographic orientation and lamellar configuration on fatigue crack propagation in single-colony structures of Ti–6Al–4V alloy: Alternating shear crack growth vs. damage accumulation crack propagation. Mater. Sci. Eng. A 2024, 890, 145885. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, F.; Chen, C.; Shao, Y.; Lu, B.; Lu, T.; Sui, Y.; Guo, Z. Mechanical property enhancement of high-plasticity powder metallurgy titanium with a high oxygen concentration. J. Alloys Compd. 2021, 885, 161006. [Google Scholar] [CrossRef]
- Sun, B.; Li, S.; Imai, H.; Mimoto, T.; Umeda, J.; Kondoh, K. Fabrication of high-strength Ti materials by in-process solid solution strengthening of oxygen via P/M methods. Mater. Sci. Eng. A 2013, 563, 95–100. [Google Scholar] [CrossRef]
- Sinha, P.K. Influence of an oxygen-enriched layer on the tensile properties of an alpha titanium alloy. Mater. Today Commun. 2024, 38, 107698. [Google Scholar] [CrossRef]
- Zhang, H.R.; Niu, H.Z.; Zhang, Y.H.; Zang, M.C.; Zhang, D.L. Achieving a high strength and tensile ductility synergy of a high-oxygen powder metallurgy near alpha titanium alloy by importing βt domains into lamellar structures. J. Alloys Compd. 2022, 894, 162517. [Google Scholar] [CrossRef]
- Kang, D.S.; Lee, K.J.; Kwon, E.P.; Tsuchiyama, T.; Takaki, S. Variation of work hardening rate by oxygen contents in pure titanium alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 632, 120–126. [Google Scholar] [CrossRef]
- Wei, Q.Q.; Wang, L.Q.; Fu, Y.F.; Qin, J.N.; Lu, W.J.; Zhang, D. Influence of oxygen content on microstructure and mechanical properties of Ti-Nb-Ta-Zr alloy. Mater. Des. 2011, 32, 2934–2939. [Google Scholar] [CrossRef]
- Xiang, W.; Wang, T.; Miao, R.j.; Fei, Y. Influence of oxygen on microstructures and tensile properties of hot-rolled Ti-4Zr-xO alloys. Mater. Charact. 2021, 171, 110681. [Google Scholar] [CrossRef]
- Chong, Y.; Gholizadeh, R.; Tsuru, T.; Zhang, R.; Inoue, K.; Gao, W.; Godfrey, A.; Mitsuhara, M.; Morris, J.W.; Minor, A.M.; et al. Grain refinement in titanium prevents low temperature oxygen embrittlement. Nat. Commun. 2023, 14, 404. [Google Scholar] [CrossRef]
- Cai, Z.Y.; Cheng, X.; Chen, J.Y.; Xiang, T.; Xie, G.Q. Optimized mechanical properties of titanium-oxygen alloys by powder metallurgy. J. Mater. Res. Technol.-JMRT 2022, 21, 4151–4163. [Google Scholar] [CrossRef]
- Amann, F.; Poulain, R.; Delannoy, S.; Couzinié, J.P.; Clouet, E.; Guillot, I.; Prima, F. An improved combination of tensile strength and ductility in titanium alloys via oxygen ordering. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2023, 867, 144720. [Google Scholar] [CrossRef]
- Chong, Y.; Poschmann, M.; Zhang, R.P.; Zhao, S.T.; Hooshmand, M.S.; Rothchild, E.; Olmsted, D.L.; Morris, J.W.; Chrzan, D.C.; Asta, M.; et al. Mechanistic basis of oxygen sensitivity in titanium. Sci. Adv. 2020, 6, eabc4060. [Google Scholar] [CrossRef]
- Sarraf, M.; Ghomi, E.R.; Alipour, S.; Ramakrishna, S.; Sukiman, N.L. A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications. Bio-Des. Manuf. 2022, 5, 371–395. [Google Scholar] [CrossRef]
- Özcan, M.; Hämmerle, C. Titanium as a Reconstruction and Implant Material in Dentistry: Advantages and Pitfalls. Materials 2012, 5, 1528–1545. [Google Scholar] [CrossRef]
- Xu, Z.; Huang, C.; Tan, C.; Wan, M.; Zhao, Y.; Ye, J.; Zeng, W. Influence of microstructure on cyclic deformation response and micromechanics of Ti–55531 alloy. Mater. Sci. Eng. A 2021, 803, 140505. [Google Scholar] [CrossRef]
- Haghighi, S.E.; Lu, H.B.; Jian, G.Y.; Cao, G.H.; Habibi, D.; Zhang, L.C. Effect of α” martensite on the microstructure and mechanical properties of beta-type Ti-Fe-Ta alloys. Mater. Des. 2015, 76, 47–54. [Google Scholar] [CrossRef]
- Zhang, L.C.; Klemm, D.; Eckert, J.; Hao, Y.L.; Sercombe, T.B. Manufacture by selective laser melting and mechanical behavior of a biomedical Ti-24Nb-4Zr-8Sn alloy. Scr. Mater. 2011, 65, 21–24. [Google Scholar] [CrossRef]
- Kanayama, M.; Cunningham, B.W.; Haggerty, C.J.; Abumi, K.; Kaneda, K.; McAfee, P.C. In vitro biomechanical investigation of the stability and stress-shielding effect of lumbar interbody fusion devices. J. Neurosurg. 2000, 93, 259–265. [Google Scholar] [CrossRef]
- Engh, C.A.; Bobyn, J.D.; Glassman, A.H. Porous-coated hip replacement. The factors governing bone ingrowth, stress shielding, and clinical results. J. Bone Jt. Surg. Br. Vol. 1987, 69, 45–55. [Google Scholar] [CrossRef]
- Liu, J.; Wang, K.; Li, X.; Zhang, X.; Gong, X.; Zhu, Y.; Ren, Z.; Zhang, B.; Cheng, J. Biocompatibility and osseointegration properties of a novel high strength and low modulus β- Ti10Mo6Zr4Sn3Nb alloy. Front. Bioeng. Biotechnol. 2023, 11, 1127929. [Google Scholar] [CrossRef]
- Geng, F.; Niinomi, M.; Nakai, M. Observation of yielding and strain hardening in a titanium alloy having high oxygen content. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 528, 5435–5445. [Google Scholar] [CrossRef]
- Kang, L.M.; Yang, C. A Review on High-Strength Titanium Alloys: Microstructure, Strengthening, and Properties. Adv. Eng. Mater. 2019, 21, 1801359. [Google Scholar] [CrossRef]
- Lei, Z.; Liu, X.; Wu, Y.; Wang, H.; Jiang, S.; Wang, S.; Hui, X.; Wu, Y.; Gault, B.; Kontis, P.; et al. Enhanced strength and ductility in a high-entropy alloy via ordered oxygen complexes. Nature 2018, 563, 546–550. [Google Scholar] [CrossRef]
- Bartáková, S.; Málek, J.; Prachár, P. The Effect of Oxygen Addition on Microstructure and Mechanical Properties of Various Beta-Titanium Alloys. JOM 2020, 72, 1656–1663. [Google Scholar] [CrossRef]
- Chong, Y.; Gholizadeh, R.; Guo, B.; Tsuru, T.; Zhao, G.; Yoshida, S.; Mitsuhara, M.; Godfrey, A.; Tsuji, N. Oxygen interstitials make metastable β titanium alloys strong and ductile. Acta Mater. 2023, 257, 119165. [Google Scholar] [CrossRef]
- Han, C.-B.; Lee, D.-G. Effect of Oxygen on Static Recrystallization Behaviors of Biomedical Ti-Nb-Zr Alloys. Metals 2024, 14, 333. [Google Scholar] [CrossRef]
- Qazi, J.I.; Rack, H.J.; Marquardt, B. High-strength metastable beta-titanium alloys for biomedical applications. JOM 2004, 56, 49–51. [Google Scholar] [CrossRef]
- Stráský, J.; Harcuba, P.; Václavová, K.; Horváth, K.; Landa, M.; Srba, O.; Janeček, M. Increasing strength of a biomedical Ti-Nb-Ta-Zr alloy by alloying with Fe, Si and O. J. Mech. Behav. Biomed. Mater. 2017, 71, 329–336. [Google Scholar] [CrossRef]
- Kozlík, J.; Preisler, D.; Stráský, J.; Košutová, T.; Corrêa, C.A.; Veselý, J.; Bodnárová, L.; Lukáč, F.; Chráska, T.; Janeček, M. Manufacturing of biomedical Ti alloys with controlled oxygen content by blended elemental powder metallurgy. J. Alloys Compd. 2022, 905, 164259. [Google Scholar] [CrossRef]
- Yokota, K.; Bahador, A.; Shitara, K.; Umeda, J.; Kondoh, K. Mechanisms of tensile strengthening and oxygen solid solution in single β-phase Ti-35 at.%Ta+O alloys. Mater. Sci. Eng. A 2021, 802, 140677. [Google Scholar] [CrossRef]
- Wang, X.-Q.; Zhang, Y.-S.; Han, W.-Z. Design of high strength and wear-resistance β-Ti alloy via oxygen-charging. Acta Mater. 2022, 227, 117686. [Google Scholar] [CrossRef]
- Gao, Y.; Xiao, W.L.; Kent, D.; Wang, J.S.; Jiang, W.T.; Meng, F.Q.; Peng, Z.L.; Fu, Y.; Ma, C.L. Manipulating TWIP/TRIP via oxygen-doping to synergistically enhance strength and ductility of metastable beta titanium alloys. J. Mater. Sci. Technol. 2025, 215, 58–70. [Google Scholar] [CrossRef]
- Yang, P.J.; Li, Q.J.; Tsuru, T.; Ogata, S.; Zhang, J.W.; Sheng, H.W.; Shan, Z.W.; Sha, G.; Han, W.Z.; Li, J.; et al. Mechanism of hardening and damage initiation in oxygen embrittlement of body-centred-cubic niobium. Acta Mater. 2019, 168, 331–342. [Google Scholar] [CrossRef]
- Yang, P.J.; Li, Q.J.; Han, W.Z.; Li, J.; Ma, E. Designing solid solution hardening to retain uniform ductility while quadrupling yield strength. Acta Mater. 2019, 179, 107–118. [Google Scholar] [CrossRef]
- Zhang, J.; Han, W.Z. Oxygen solutes induced anomalous hardening, toughening and embrittlement in body-centered cubic vanadium. Acta Mater. 2020, 196, 122–132. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, Z.B.; Liu, J.R.; Wang, L.; Yang, G.; Gong, S.L.; Wang, Q.J.; Yang, R. Effect of α texture on the tensile deformation behavior of Ti-6Al-4V alloy produced via electron beam rapid manufacturing. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 742, 508–516. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.; Li, S.; Zhang, J.; Li, J.; Liu, G.; Sun, J. Oxygen-dislocation interaction-mediated nanotwinned nanomartensites in ultra-strong and ductile titanium alloys. Mater. Today 2024, 75, 85–96. [Google Scholar] [CrossRef]
- Gao, S.; Pan, K.; Chen, D.; Wang, B.; Wu, S.; Luo, X.; Sun, M.; Zhao, C.; Li, N. Mechanism of oxygen content on impact toughness of α + β powder metallurgy titanium alloy. J. Mater. Res. Technol. 2024, 33, 318–334. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Mishin, I.P.; Ratochka, I.V.; Lykova, O.N.; Zabudchenko, O.V. The effect of alpha-case formation on plastic deformation and fracture of near β titanium alloy. Mater. Sci. Eng. A 2020, 769, 138495. [Google Scholar] [CrossRef]
- Fu, Y.; Xiao, W.; Zhao, S.; Ren, L.; Wang, J.; Rong, J.; Li, J.; Zhao, X.; Ma, C. Substantially strengthening a dual-phase titanium alloy by moderate oxygen doping. Scr. Mater. 2023, 226, 115236. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, J.Y.; Hou, J.P.; Zhang, D.D.; Yue, Y.H.; Liu, G.; Sun, J. Making a low-cost duplex titanium alloy ultra-strong and ductile via interstitial solutes. Acta Mater. 2022, 241, 118411. [Google Scholar] [CrossRef]
- Zhang, H.R.; Niu, H.Z.; Liu, S.; Zang, M.C.; Zhang, D.L. Significantly enhanced tensile ductility and its origin of a <0001> micro-textured extrusion bar of a powder metallurgy near alpha titanium alloy. Scr. Mater. 2022, 213, 114633. [Google Scholar] [CrossRef]
- Gong, G.H.; Ye, J.J.; Chi, Y.M.; Zhao, Z.H.; Wang, Z.F.; Xia, G.; Du, X.Y.; Tian, H.F.; Yu, H.J.; Chen, C.Z. Research status of laser additive manufacturing for metal: A review. J. Mater. Res. Technol.-JMRT 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Zhao, D.D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.W.; Lu, J.; Lu, Z.P. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Su, E.P.; Justin, D.E.; Pratt, C.R.; Sarin, V.K.; Nguyen, V.S.; Oh, S.; Jin, S. Effects of titanium nanotubes on the osseointegration, cell differentiation, mineralisation and antibacterial properties of orthopaedic implant surfaces. Bone Jt. J. 2018, 100B, 9–16. [Google Scholar] [CrossRef] [PubMed]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Bremer, S.J.L.; Luckabauer, M.; Römer, G.-w.R.B.E. Laser intensity profile as a means to steer microstructure of deposited tracks in Directed Energy Deposition. Mater. Des. 2023, 227, 111725. [Google Scholar] [CrossRef]
- Zhu, Z.; Hu, Z.; Seet, H.L.; Liu, T.; Liao, W.; Ramamurty, U.; Ling Nai, S.M. Recent progress on the additive manufacturing of aluminum alloys and aluminum matrix composites: Microstructure, properties, and applications. Int. J. Mach. Tools Manuf. 2023, 190, 104047. [Google Scholar] [CrossRef]
- Kranz, J.; Herzog, D.; Emmelmann, C. Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 2015, 27, S14001. [Google Scholar] [CrossRef]
- Tan, C.; Weng, F.; Sui, S.; Chew, Y.; Bi, G. Progress and perspectives in laser additive manufacturing of key aeroengine materials. Int. J. Mach. Tools Manuf. 2021, 170, 103804. [Google Scholar] [CrossRef]
- Ren, Y.; Han, B.; Wu, H.; Wang, J.; Liu, B.; Wei, B.; Jiao, Z.; Baker, I. Copper segregation-mediated formation of nanotwins and 9R phase in titanium alloys produced by laser powder bed fusion. Scr. Mater. 2023, 224, 115115. [Google Scholar] [CrossRef]
- Ren, Y.; Li, Z.; Wang, Q.; Liu, J.; Zhang, L.; Song, M.; Liu, S.; Guo, S.; Jiao, Z.; Baker, I.; et al. Effect of Nb content on microstructural evolution, mechanical and tribological properties of in situ alloyed copper-modified titanium produced using laser powder bed fusion. J. Mater. Sci. Technol. 2025, 219, 257–270. [Google Scholar] [CrossRef]
- Alrbaey, K.; Wimpenny, D.; Tosi, R.; Manning, W.; Moroz, A. On Optimization of Surface Roughness of Selective Laser Melted Stainless Steel Parts: A Statistical Study. J. Mater. Eng. Perform. 2014, 23, 2139–2148. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Gradl, P.; Tinker, D.C.; Park, A.; Mireles, O.R.; Garcia, M.; Wilkerson, R.; McKinney, C. Robust Metal Additive Manufacturing Process Selection and Development for Aerospace Components. J. Mater. Eng. Perform. 2022, 31, 6013–6044. [Google Scholar] [CrossRef]
- Ladani, L.; Sadeghilaridjani, M. Review of Powder Bed Fusion Additive Manufacturing for Metals. Metals 2021, 11, 1391. [Google Scholar] [CrossRef]
- Spierings, A.B.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2011, 17, 195–202. [Google Scholar] [CrossRef]
- Yang, T.; Liu, T.T.; Liao, W.H.; MacDonald, E.; Wei, H.L.; Chen, X.Y.; Jiang, L.Y. The influence of process parameters on vertical surface roughness of the AlSi10Mg parts fabricated by selective laser melting. J. Mater. Process. Technol. 2019, 266, 26–36. [Google Scholar] [CrossRef]
- Zhao, R.; Chen, C.; Wang, W.; Cao, T.; Shuai, S.; Xu, S.; Hu, T.; Liao, H.; Wang, J.; Ren, Z. On the role of volumetric energy density in the microstructure and mechanical properties of laser powder bed fusion Ti-6Al-4V alloy. Addit. Manuf. 2022, 51, 102605. [Google Scholar] [CrossRef]
- Gordon, J.V.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Beuth, J.L.; Rollett, A.D. Defect structure process maps for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Svetlizky, D.; Zheng, B.; Vyatskikh, A.; Das, M.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Laser-based directed energy deposition (DED-LB) of advanced materials. Mater. Sci. Eng. A 2022, 840, 142967. [Google Scholar] [CrossRef]
- Fu, R.; Liang, Y.; Han, Q.; Guo, Y.; Lei, H.; Liu, C. Strengthening and fracturing mechanisms of laser-directed energy deposited Al-7075 alloy. Mater. Sci. Eng. A 2023, 881, 145433. [Google Scholar] [CrossRef]
- Tan, C.; Chew, Y.; Weng, F.; Sui, S.; Ng, F.L.; Liu, T.; Bi, G. Laser aided additive manufacturing of spatially heterostructured steels. Int. J. Mach. Tools Manuf. 2022, 172, 103817. [Google Scholar] [CrossRef]
- Yue, W.; Zhang, Y.; Zheng, Z.; Lai, Y. Hybrid Laser Additive Manufacturing of Metals: A Review. Coatings 2024, 14, 315. [Google Scholar] [CrossRef]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 16–40. [Google Scholar] [CrossRef]
- Razavykia, A.; Brusa, E.; Delprete, C.; Yavari, R. An Overview of Additive Manufacturing Technologies—A Review to Technical Synthesis in Numerical Study of Selective Laser Melting. Materials 2020, 13, 3895. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Zhang, K.; Qiu, D.; Niu, W. Additive manufacturing of high-strength commercially pure titanium through lanthanum oxide addition. Mater. Charact. 2021, 176, 111074. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Wanjara, P.; Medraj, M. Oxide films in laser additive manufactured Inconel 718. Acta Mater. 2013, 61, 6562–6576. [Google Scholar] [CrossRef]
- Kondoh, K.; Ichikawa, E.; Issariyapat, A.; Shitara, K.; Umeda, J.; Chen, B.; Li, S. Tensile property enhancement by oxygen solutes in selectively laser melted titanium materials fabricated from pre-mixed pure Ti and TiO2 powder. Mater. Sci. Eng. A 2020, 795, 139983. [Google Scholar] [CrossRef]
- Ding, W.; Tao, Q.; Liu, C.; Chen, G.; Yoo, S.; Cai, W.; Cao, P.; Jia, B.; Wu, H.; Zhang, D.; et al. Lean design of a strong and ductile dual-phase titanium–oxygen alloy. Nat. Mater. 2025, 24, 506–512. [Google Scholar] [CrossRef]
- Quintana, O.A.; Tong, W. Effects of Oxygen Content on Tensile and Fatigue Performance of Ti-6Al-4 V Manufactured by Selective Laser Melting. JOM 2017, 69, 2693–2697. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, J.; Bi, X.; Chen, J.; Chen, W.; Ren, Y.; Niu, Y.; Li, C.; Qiu, W.; Yuan, T. Effect of scanning strategies on the microstructure and mechanical properties of Ti–15Mo alloy fabricated by selective laser melting. Vacuum 2022, 205, 111454. [Google Scholar] [CrossRef]
- Prandi, G.V.; Rodrigues, J.F.Q.; Valentim, M.; Sangali, M.; Starck, L.F.; Soyama, J.; Caram, R. HYbrid Titanium Alloys produced by laser powder bed Fusion using Ti-5553 and Ti–42Nb powder recycling. J. Mater. Res. Technol. 2023, 27, 8281–8291. [Google Scholar] [CrossRef]
- Dong, Y.P.; Wang, D.W.; Li, Q.Z.; Luo, X.P.; Zhang, J.; Prashanth, K.G.; Wang, P.; Eckert, J.; Mädler, L.; Okulov, I.V.; et al. Strong and ductile titanium via additive manufacturing under a reactive atmosphere. Mater. Today Adv. 2023, 17, 100347. [Google Scholar] [CrossRef]
- Zhang, X.; Ran, X.; Wang, Z.; Xu, W.; Zhu, X.; Du, Z.; Zhang, J.; Li, R.; Li, Y.; Lu, X. Designing laser powder bed fusion low-alloyed titanium with superior strength-ductility trade-off via machine learning. J. Mater. Sci. Technol. 2025, 237, 323–330. [Google Scholar] [CrossRef]
- Song, T.; Chen, Z.; Cui, X.; Lu, S.; Chen, H.; Wang, H.; Dong, T.; Qin, B.; Chan, K.C.; Brandt, M.; et al. Strong and ductile titanium–oxygen–iron alloys by additive manufacturing. Nature 2023, 618, 63–68. [Google Scholar] [CrossRef] [PubMed]
- Yang, K.V.; Looze, G.R.d.; Nguyen, V.; Wilson, R.S. Directed-energy deposition of Ti-6Al-4V alloy using fresh and recycled feedstock powders under reactive atmosphere. Addit. Manuf. 2022, 58, 103043. [Google Scholar] [CrossRef]
- Kariya, S.; Issariyapat, A.; Bahador, A.; Umeda, J.; Shen, J.; Yamanaka, K.; Chiba, A.; Kondoh, K. Novel tensile deformation mode in laser powder bed fusion prepared Ti–O alloy. Mater. Sci. Eng. A 2024, 892, 146057. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef]
- Wang, H.; Chao, Q.; Cui, X.Y.; Chen, Z.B.; Breen, A.J.; Cabral, M.; Haghdadi, N.; Huang, Q.W.; Niu, R.; Chen, H.S.; et al. Introducing C phase in additively manufactured Ti-6Al-4V: A new oxygen-stabilized face-centred cubic solid solution with improved mechanical properties. Mater. Today 2022, 61, 11–21. [Google Scholar] [CrossRef]
- Cao, S.; Chu, R.K.; Zhou, X.G.; Yang, K.; Jia, Q.B.; Lim, C.V.S.; Huang, A.J.; Wu, X.H. Role of martensite decomposition in tensile properties of selective laser melted Ti-6Al-4V. J. Alloys Compd. 2018, 744, 357–363. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturing Method | PT | Materials | O (wt.%) | YS (MPa) | UTS (MPa) | El (%) | HV | Ref. |
|---|---|---|---|---|---|---|---|---|
| Arc melting | R + ST | Ti | 0.6 | - | 800 | 29 | - | [18] |
| Ti-4.5Zr | 0.8 | - | 1075 | 28 | - | |||
| Vacuum sintering | R | Ti-Zr | 0.3006 | 520.8 ± 18.1 | 675.6 ± 4.0 | 23.5 ± 1.3 | - | [19] |
| 0.4306 | 570.6 ± 12.3 | 736.8 ± 13.0 | 28.0 ± 3.8 | - | ||||
| 0.5606 | 635.1 ± 24.7 | 823.8 ± 21.5 | 14.8 ± 3.7 | - | ||||
| 0.6906 | 697.2 ± 9.6 | 892.3 ± 6.3 | 9.0 ± 3.1 | - | ||||
| 0.8206 | 833.1 ± 18.2 | 964.6 ± 21.6 | 1.6 ± 0.2 | - | ||||
| SPS | HT | Ti | 0.23 | 479.2 ± 8.07 | 622.2 ± 6.56 | 28.7 ± 1.7 | 265 | [20] |
| Cold pressing + S + Hot pressing | HT | 0.26 | 524.7 ± 5.33 | 693.9 ± 6.2 | 31.8 ± 1.26 | 280 | ||
| Hot pressing | HT | 0.64 | 832.8 ± 7.99 | 973.7 ± 5.6 | 26.0 ± 4.13 | 390 | ||
| Long-term preheating + hot-pressing bonding | HT | 774.6 ± 13.32 | 914.7 ± 15.43 | 24.5 ± 2.7 | 382 | |||
| Arc melting | HT | Ti-Al-Zr | 0.130 | 439 ± 5 | 578 ± 13 | 16.7 ± 3.56 | - | [21] |
| 0.780 | 394 ± 6 | 497 ± 5 | 2.3 ± 0.63 | - | ||||
| Powder metallurgy | AN + AC | Ti-3Al-2Zr-2Mo | 0.430 | 825 ± 5 | 880 ± 10 | 15.0 ± 1.8 | - | [22] |
| Manufacturing Method | PT | Materials | O (wt.%) | YS (MPa) | UTS (MPa) | El (%) | HV | Ref. |
|---|---|---|---|---|---|---|---|---|
| Argon arc smelting | HF + ST | Ti-35Nb-2Zr | 0.400 | 1170 | 1125 | 8 | - | [40] |
| Argon arc smelting | HF + Homogenization + AN + WQ | Ti-12Mo | 0.114 | 645.0 ± 3.0 | 762.5 ± 3.5 | 48.5 ± 2.5 | - | [41] |
| 0.300 | 826.5 ± 4.5 | 1065.5 ± 4.5 | 40.0 ± 2.0 | - | ||||
| Vacuum arc remelting | F + HT | Ti-39Nb-6Zr | 0.16 | 734 ± 4 | 737 ± 5 | 10.2 ± 2.2 | 220 | [42] |
| 0.26 | 775 ± 3 | 777 ± 10 | 18.6 ± 1.4 | 247 | ||||
| 0.16 | 764 ± 8 | 773 ± 3 | 15.8 ± 1.5 | 225 | ||||
| 0.26 | 741 ± 6 | 755 ± 7 | 17.4 ± 1.2 | 242 | ||||
| Vacuum arc remelting | ST | Ti-35Nb-7Zr-5Ta | 0.06 | 530 | 590 | 21 | - | [43] |
| 0.46 | 937 | 1014 | 19 | - | ||||
| 0.68 | 1081 | 1097 | 21 | - | ||||
| Arc remelting | HT + F | Ti-35.3Nb-5.7Ta-7.3Zr | 0.4 | 860 | 903 | 16 | 270 | [44] |
| 0.7 | 1017 | 1217 | 21 | 335 | ||||
| Ti-35.3Nb-5.7Ta-7.3Zr-0.25Si | 0.4 | 885 | 1099 | 22 | 294 | |||
| 0.7 | 1085 | 1373 | 24 | 337 | ||||
| FAST/SPS | HT | Ti-23Nb-7Zr | 0.2 | - | - | - | 361 ± 16 | [45] |
| HT + WQ | - | - | - | 287 ± 5 | ||||
| 0.7 | - | - | - | 432 ± 10 | ||||
| 384 ± 9 | ||||||||
| SPS | Homogenization + F + WQ | Ti-35at.%Ta | 0.26 | 788 | - | 8 | - | [46] |
| 0.62 | 1054 | - | 11 | - | ||||
| Casting | ST | Ti-5Al-4Mo-4V-4Cr-3Zr | 0.049 1 | 727 | - | - | 284 2 | [47] |
| ST + OCT | 0.887 1 | 914 | - | - | 560 2 | |||
| 3.4 1 | 1065 | - | - | 1125 2 | ||||
| Arc remelting | HT + AN | Ti-32Nb | 0.036 | 325 | 545 | ~20 | - | [48] |
| 0.2 | 478 | 715 | ~47 | - | ||||
| 0.3 | 632 | 887 | ~52 | - | ||||
| 0.5 | 682 | 958 | ~25 | - |
| Manufacturing Method | PT | Materials | O (wt.%) | YS (MPa) | UTS (MPa) | El (%) | HV | Ref. |
|---|---|---|---|---|---|---|---|---|
| Vacuum consumable arc melting | R + ST | Ti-2.8Cr-4.5Zr-5.2Al | 0.500 | 1406 ± 20 | 1645 ± 34 | 11.5 ± 0.8 | - | [53] |
| Powder metallurgy | HT + AC | Ti-3Al-5Mo-4.5V | 0.150 | 819.3 ± 0.9 | 826.3 ± 3.1 | 20.8 ± 1.3 | - | [54] |
| 0.300 | 880.7 ± 2.6 | 898.1 ± 3.7 | 16.8 ± 1.1 | - | ||||
| 0.500 | 974.2 ± 12.8 | 991.6 ± 10.4 | 12.9 ± 2.6 | - | ||||
| R | AN | Ti-5Al-5V-5Mo-1Cr-1Fe | 3.300 (Oxygen-rich layer) | 1420 | 1480 | 4.5 | - | [55] |
| Vacuum arc melting | HT + R | Ti-8Nb-2Fe | 0.66 | 1386 ± 5 | 1407 ± 7 | 10.8 ± 0.6 | - | [56] |
| Vacuum arc remelting | HT + F + ST | Ti-4.1Al-2.5Zr-2.5Cr-6.8Mo-0.1N | 0.17 | 1020 | 8.5 | - | [57] | |
| HT + F + ST + AT | 1780 | 5.0 | - |
| Manufacturing Method | Materials | O (wt.%) | YS (MPa) | UTS (MPa) | El (%) | HV | Ref. |
|---|---|---|---|---|---|---|---|
| L-PBF | Ti | 1.97 | 962 | 1025 | 15.3 | - | [85] |
| L-PBF | Ti | 0.67 | 1003.5 ± 34.5 | 1119.3 ± 29.2 | 23.3 ± 1.9 | - | [86] |
| L-PBF | Ti-6Al-4V | 0.118 | 1167.1 ± 4.5 | 1295.8 ± 3.5 | 4.6 ± 0.7 | - | [87] |
| 0.162 | 1225.7 ± 7.2 | 1360.9 ± 5.5 | 3.1 ± 1.0 | - | |||
| L-PBF | Ti-15Mo | 2.08 | 913 | 1001 ± 10 | 11.9 ± 0.4 | - | [88] |
| 2.80 | 759 | 908 ± 3 | 22.3 ± 0.5 | - | |||
| 2.87 | 626 | 839 ± 7 | 18.2 ± 0.3 | - | |||
| 2.94 | 669 | 867 ± 5 | 26.6 ± 0.4 | - | |||
| L-PBF | Ti-42Nb | 0.239 | 481 ± 9 | 615.7 ± 12.9 | 29.8 ± 1.8 | 290 ± 23 | [89] |
| Ti-5Al-5Mo-5V-3Cr-0.5Fe | 0.156 | 613 ± 12 | 711.8 ± 19.1 | 26.2 ± 2.6 | 344 ± 23 | ||
| L-PBF | Ti | 0.42 | 979 ± 2 | 1058 ± 2 | 12.3 ± 1.6 | 333 ± 4 | [90] |
| L-PBF | Ti | 0.22 | 795.6 | 19.9 | - | [91] | |
| 0.49 | 1005.9 | 20.5 | - | ||||
| L-DED | Ti-3Fe | 0.14 | 744 ± 19 | 886 ± 19 | 14.3 ± 1.7 | - | [92] |
| 0.34 | 1066 ± 4 | 1157 ± 3 | 9.0 ± 0.8 | - | |||
| 0.5 | 1124 ± 7 | 1194 ± 8 | 9.0 ± 0.5 | - | |||
| 0.67 | 1235 ± 4 | 1271 ± 6 | 3.0 ± 0.8 | - | |||
| L-DED | Ti-6Al-4V | 0.16 | 921 | 1006 | 18.6 | - | [93] |
| 0.29 | 1019 | 1117 | ~14 | - | |||
| 0.48 | 1138 | 1234 | 6.5 | - | |||
| 0.49 | 1142 | - | 3.4 | - | |||
| 0.55 | 1247 | - | ~6 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, Y.; Xu, J.; Wei, Y.; Liu, Y.; Zhu, J.; Liu, S. Effect of Interstitial Oxygen on the Microstructure and Mechanical Properties of Titanium Alloys: A Review. Crystals 2025, 15, 618. https://doi.org/10.3390/cryst15070618
Ren Y, Xu J, Wei Y, Liu Y, Zhu J, Liu S. Effect of Interstitial Oxygen on the Microstructure and Mechanical Properties of Titanium Alloys: A Review. Crystals. 2025; 15(7):618. https://doi.org/10.3390/cryst15070618
Chicago/Turabian StyleRen, Yaojia, Jiajun Xu, Yingkang Wei, Yingying Liu, Jilei Zhu, and Shifeng Liu. 2025. "Effect of Interstitial Oxygen on the Microstructure and Mechanical Properties of Titanium Alloys: A Review" Crystals 15, no. 7: 618. https://doi.org/10.3390/cryst15070618
APA StyleRen, Y., Xu, J., Wei, Y., Liu, Y., Zhu, J., & Liu, S. (2025). Effect of Interstitial Oxygen on the Microstructure and Mechanical Properties of Titanium Alloys: A Review. Crystals, 15(7), 618. https://doi.org/10.3390/cryst15070618