
Effect of Accumulative High-Pressure Torsion on Structure and Electrochemical Behavior of Biodegradable Fe-30Mn-5Si (wt.%) Alloy

 , , , , , ,
, , , , , ,
Abstract
1. Introduction
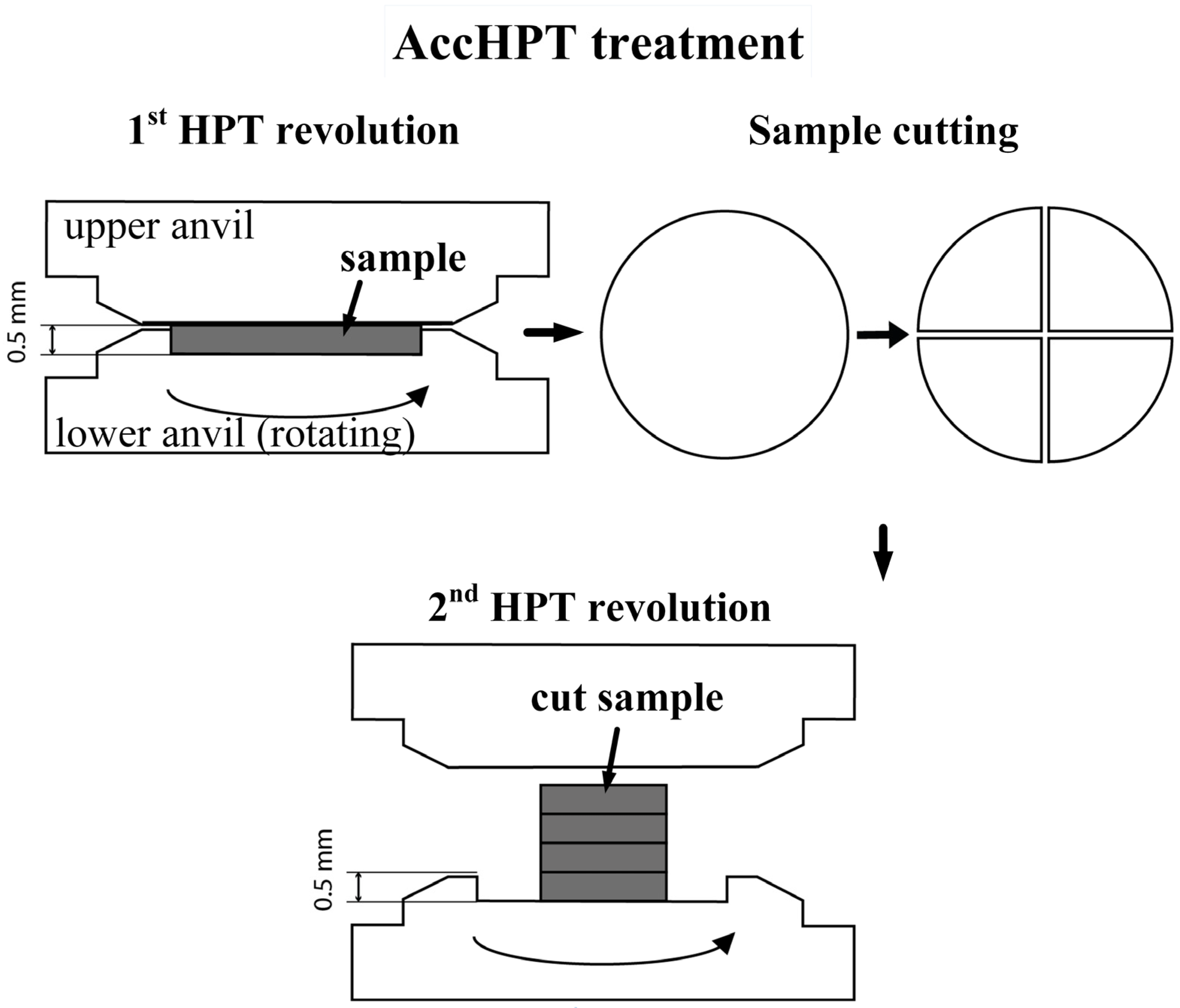
2. Materials and Methods
3. Results and Discussion
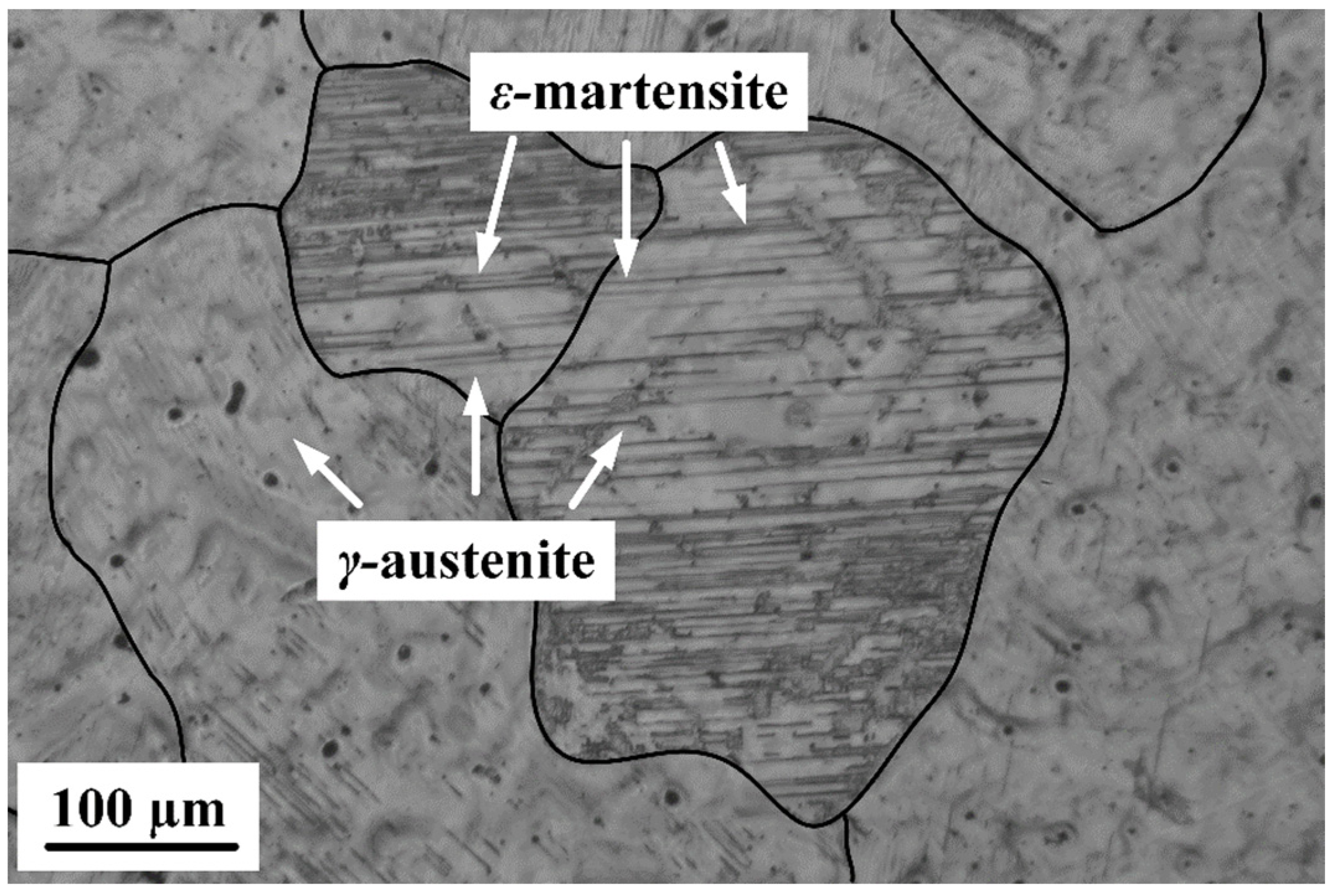
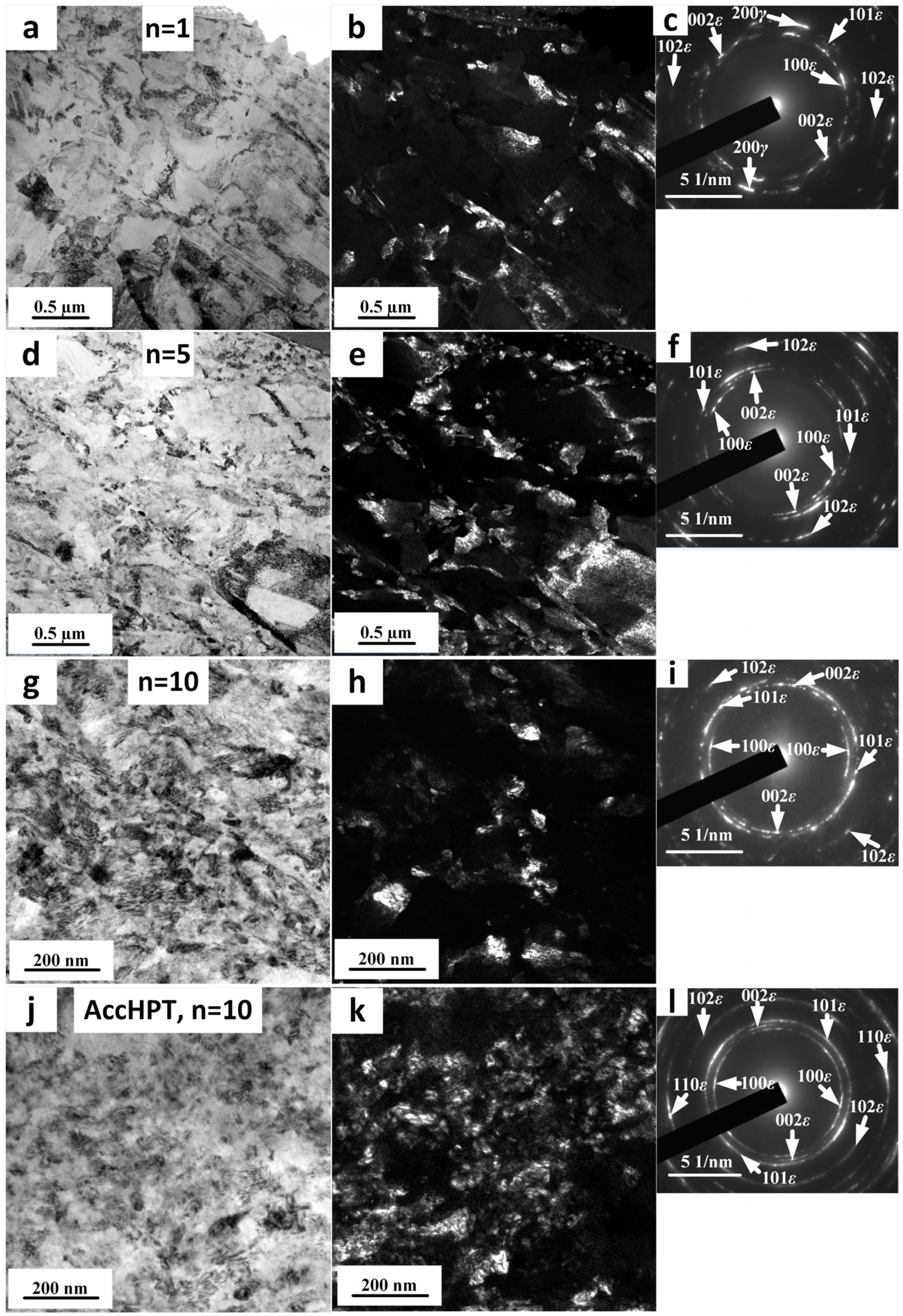
3.1. Microstructure Features
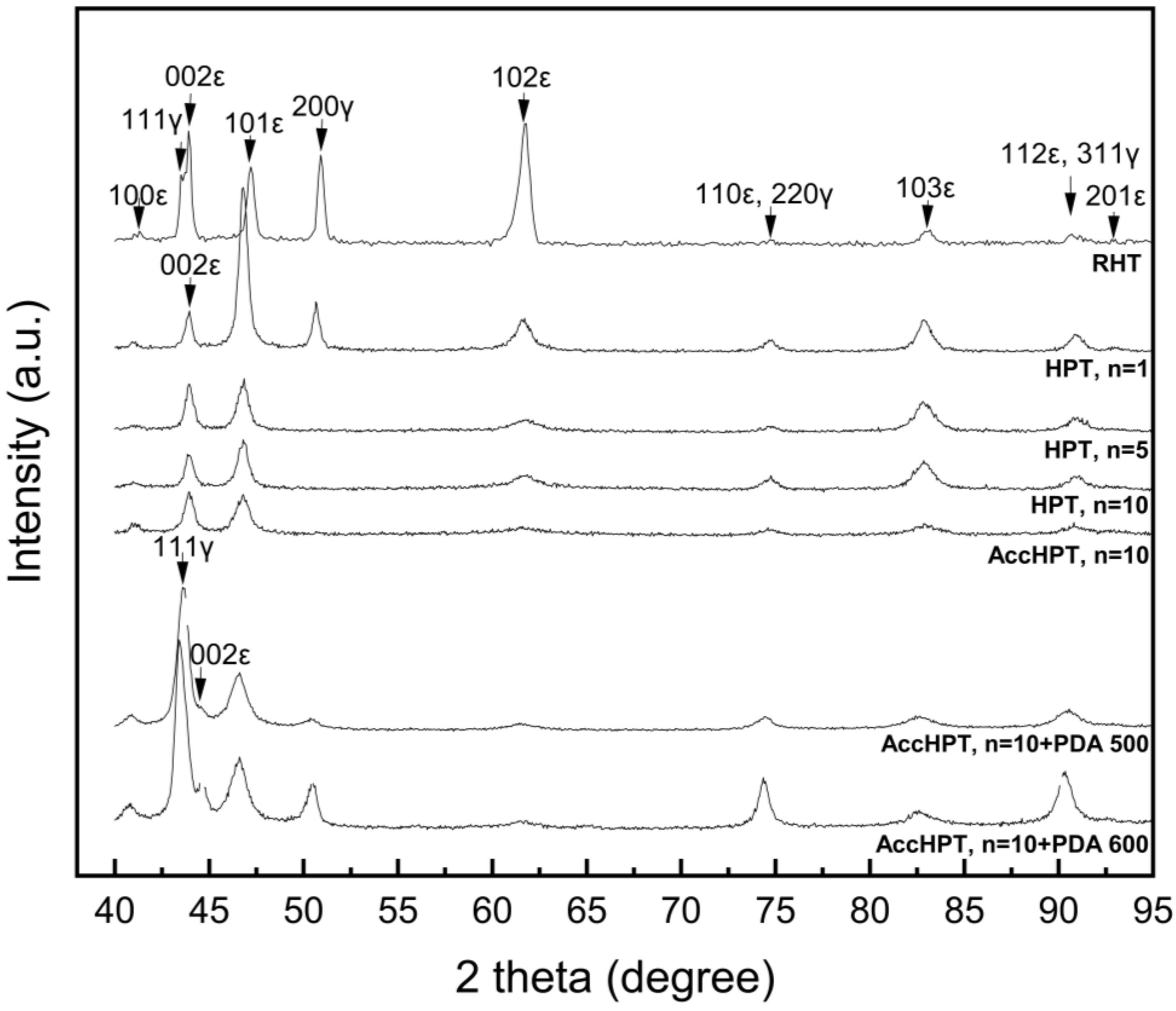
3.2. X-Ray Diffraction Analysis
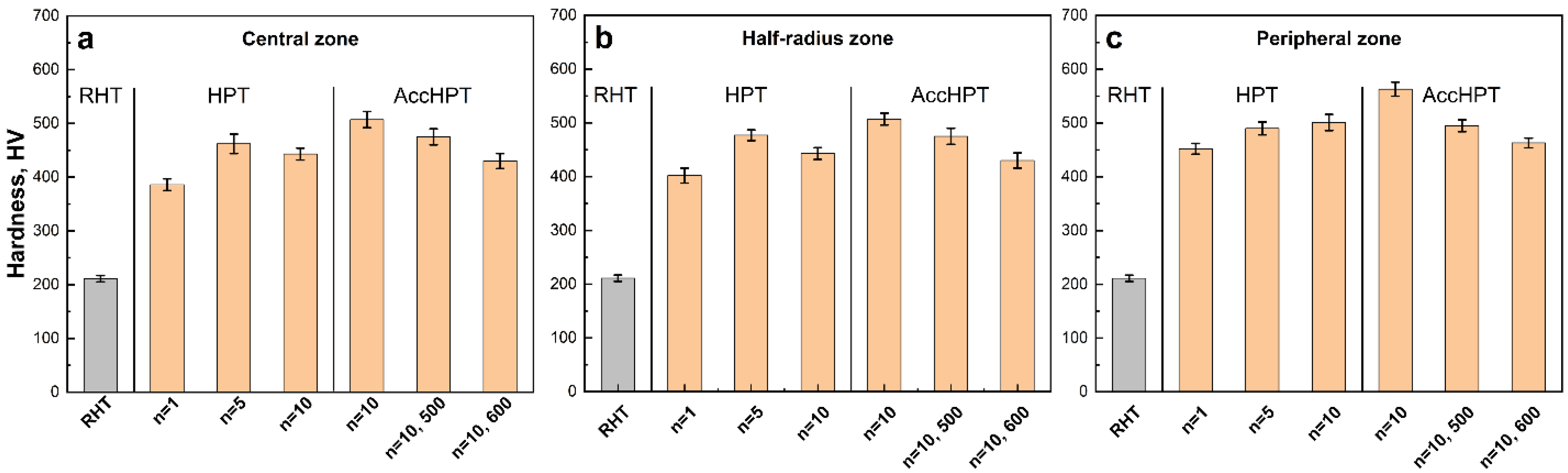
3.3. Hardness Measurements
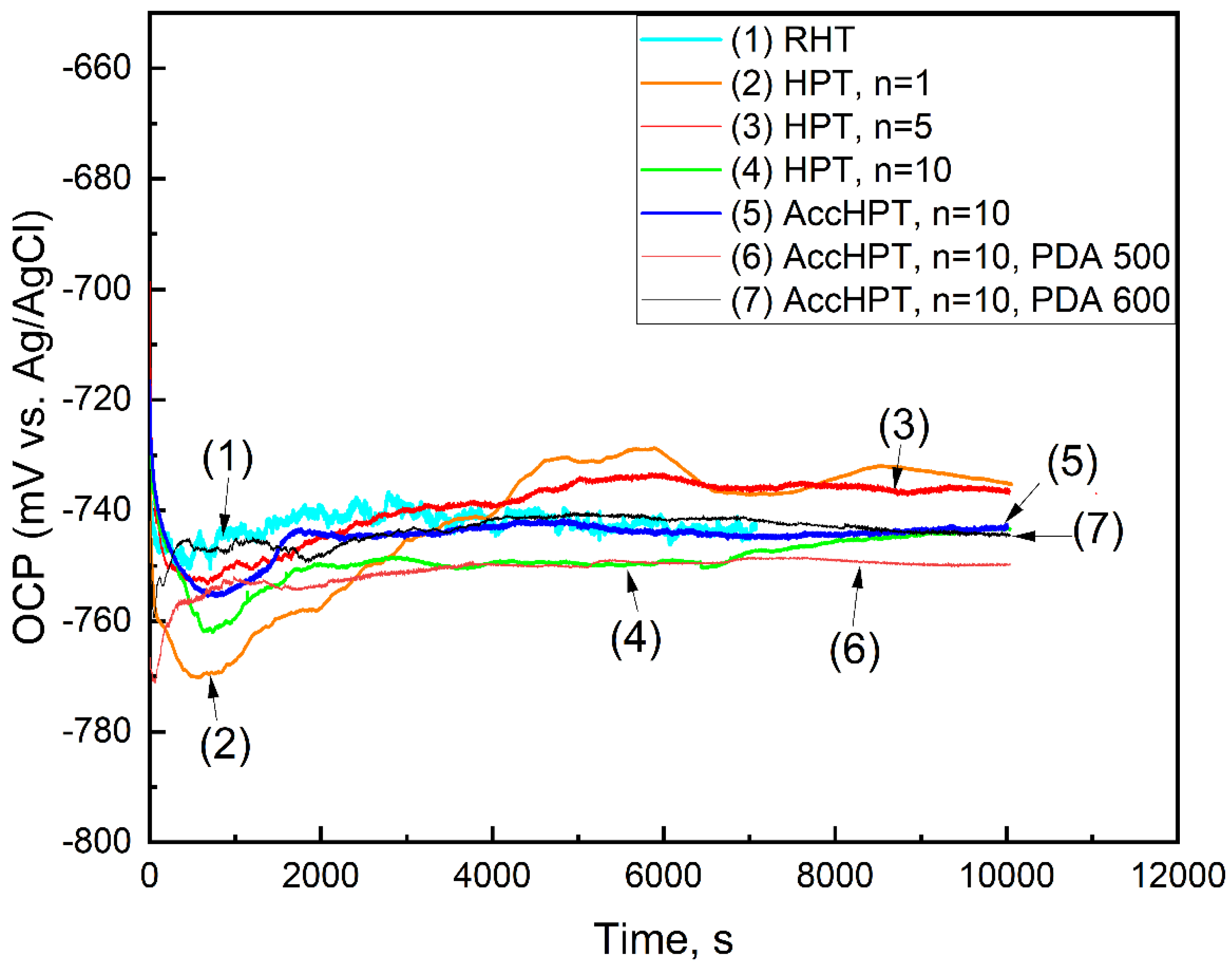
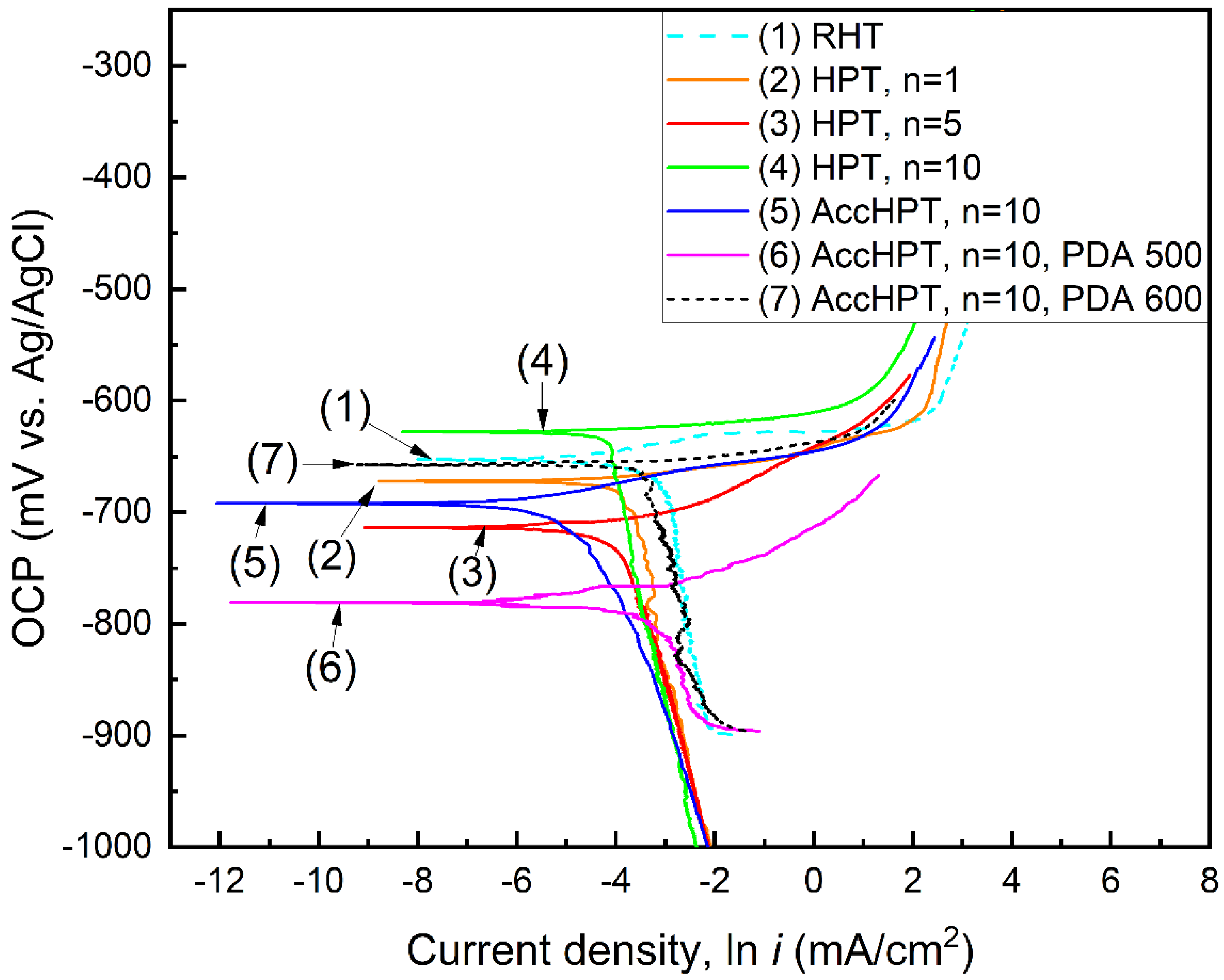
3.4. Electrochemical Characterization
3.5. Biodegradation Rate: Contributing Factors
4. Conclusions
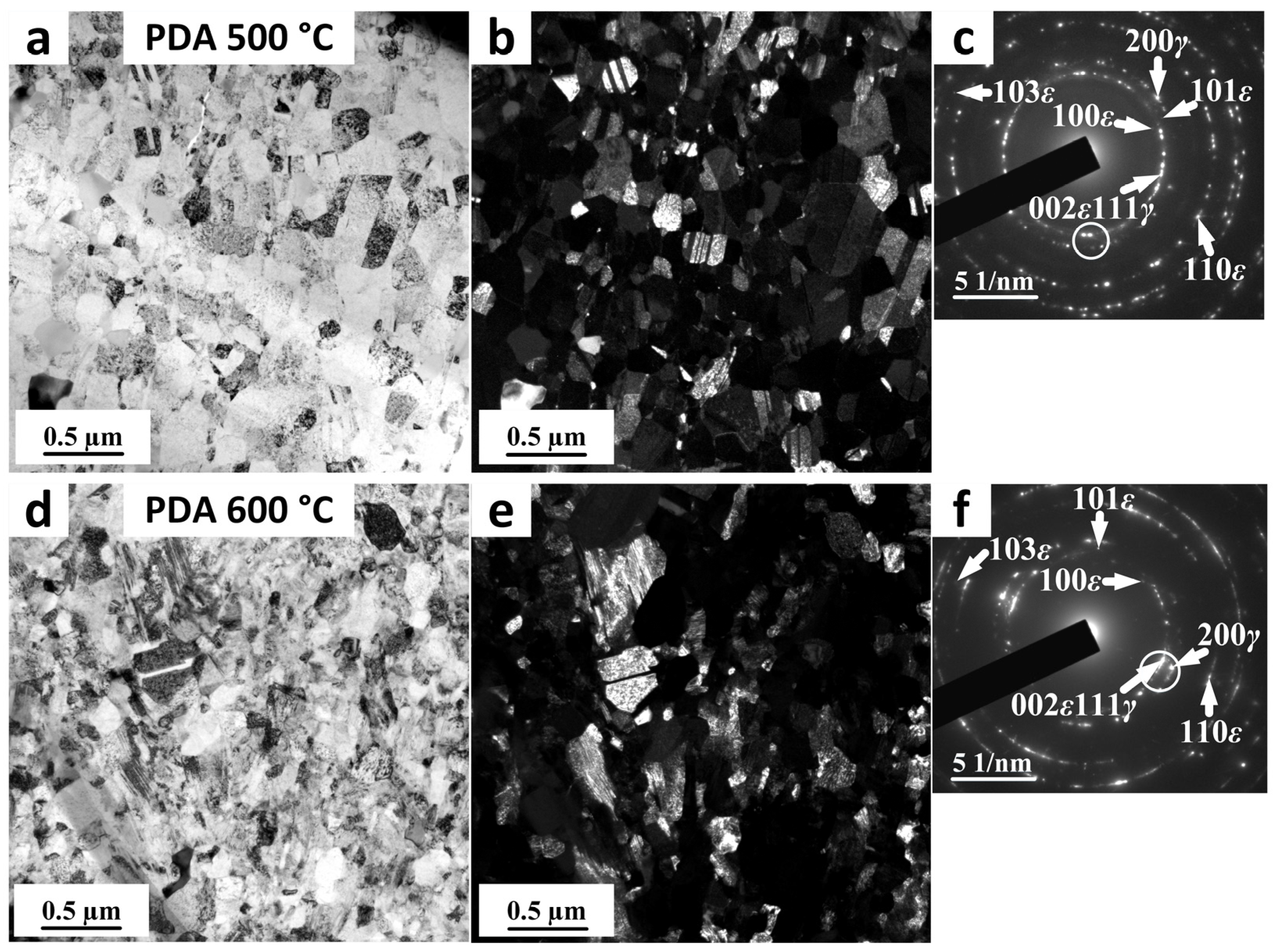
- The HPT, n = 1 and 5 forms the mixture of submicrocrystalline (SMCS) and nanocrystalline (NCS) structures along with deformed remnants of initial coarse-grained structure. The HPT, n = 10, and AccHPT, n = 10 result in a transition of grain/subgrain size from the submicrometer to the nanometer scale after AccHPT at a greater extent (grain/subgrain size of 5–40 nm), than after HPT (grain/subgrain size of 15–100 nm). The subsequent PDA at 500 and 600 °C for 15 min after AccHPT, n = 10 results in formation of predominant SMCS alongside the NCS with grain/subgrain size of 160 ± 35 and 195 ± 40 nm, respectively.
- The HPT and AccHPT treatments result in the formation a single-phase state (except for HPT, n = 1) of stress-induced ε-martensite due to stress-induced γ → ε martensitic transformation. The AccHPT, n = 10 with subsequent PDA at 500 and 600 °C results in the two-phase state of γ-austenite and cooling-induced ε-martensite due to ε → γ transformation upon heating and γ → ε martensitic transformation during subsequent water cooling, respectively. With the increase in the number of HPT revolutions and transition to AccHPT, the width of the X-ray diffraction lines and the microhardness increase. Subsequent PDA after AccHPT is accompanied by some reduction in these parameters.
- The single-phase state of the stress-induced ε-martensite formed after HPT and AccHPT results in lowering of the biodegradation rate down to 0.14 mm/year due to the decrease (HPT, n = 1) and disappearance of the cathodic structural component (γ-austenite), thereby inhibiting the cathodic process, increasing its overvoltage, and thus decreasing the overall corrosion reaction rate.
- Subsequent PDA after the AccHPT increases the biodegradation rate by up to 0.47 mm/year due to formation a two-phase state of γ-austenite and cooling-induced ε-martensite through the reverse martensitic transformation ε → γ upon heating, and then partial forward martensitic transformation γ → ε upon cooling, respectively. This accelerating effect of the two-phase state on the biodegradation rate is weakened in the presence of high lattice distortion level in the severely deformed alloy. Evidenced by TEM study, XRD line width and microhardness values, PDA after AccHPT does not lead to the significant softening effect while significantly increasing the biodegradation rate.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R.; Feyerabend, F. Degradable biomaterials based on magnesium corrosion. Curr. Opin. Solid State Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef]
- Yang, H.; Jia, B.; Zhang, Z.; Qu, X.; Li, G.; Lin, W.; Zhu, D.; Dai, K.; Zheng, Y. Alloying design of biodegradable zinc as promising bone implants for load-bearing applications. Nat. Commun. 2020, 11, 401. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Shi, Z.; Zhang, J.; Zhou, C.; Wang, L. 380 MPa-30% grade biodegradable Zn-Mn-Mg-Ca alloy: Bimodal grain structure, large work-hardening strain, and enhanced biocompatibility. Acta Biomater. 2025, 193, 584–603. [Google Scholar] [CrossRef]
- Koch, C.; Ovidko, I.; Seal, S.; Veprek, S. Structural Nanocrystalline Materials: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2007; 380p. [Google Scholar]
- Kraus, T.; Moszner, F.; Fischerauer, S.; Fiedler, M.; Martinelli, E.; Eichler, J.; Witte, F.; Willbold, E.; Schinhammer, M.; Meischel, M.; et al. Biodegradable Fe-based alloys for use in osteosynthesis: Outcome of an in vivo study after 52 weeks. Acta Biomater. 2014, 10, 3346–3353. [Google Scholar] [CrossRef] [PubMed]
- Hermawan, H.; Purnama, A.; Dube, D.; Couet, J.; Mantovani, D. Fe-Mn alloys for metallic biodegradable stents: Degradation and cell viability studies. Acta Biomater. 2010, 6, 1852–1860. [Google Scholar] [CrossRef]
- Drevet, R.; Zhukova, Y.; Malikova, P.; Dubinskiy, S.; Korotitskiy, A.; Pustov, Y.; Prokoshkin, S. Martensitic Transformations and Mechanical and Corrosion Properties of Fe-Mn-Si Alloys for Biodegradable Medical Implants. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 1006–1013. [Google Scholar] [CrossRef]
- Prokoshkin, S.; Pustov, Y.; Zhukova, Y.; Kadirov, P.; Dubinskiy, S.; Sheremetyev, V.; Karavaeva, M. Effect of Thermomechanical Treatment on Functional Properties of Biodegradable Fe-30Mn-5Si Shape Memory Alloy. Metall. Mater. Trans. A 2021, 52, 2024–2032. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Kadirov, P.; Sheremetyev, V.; Pustov, Y.; Karavaeva, M.; Zhukova, Y.; Cheverikin, V.; Galkin, S.; Prokoshkin, S. Effect of combined thermomechanical treatment on structure, mechanical properties, electrochemical behavior and functional corrosion fatigue of biodegradable Fe-30Mn-5Si alloy. J. Alloys Compd. 2024, 1008, 176635. [Google Scholar] [CrossRef]
- Kadirov, P.; Karavaeva, M.; Zhukova, Y.; Gunderov, D.; Teplyakova, T.; Bazlov, A.; Tabachkova, N.; Prokoshkin, S. Effect of high-pressure torsion on the structure and microhardness of biodegradable Fe-30Mn-5Si (wt.%) alloy. Mater. Lett. 2024, 363, 136318. [Google Scholar] [CrossRef]
- Valiev, R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef] [PubMed]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Estrin, Y.; Davydenko, O.; Kulagin, R. Gripping Prospective of Non-Shear Flows under High-Pressure Torsion. Materials 2023, 16, 823. [Google Scholar] [CrossRef] [PubMed]
- Jang, G.; Kim, J.; Lee, H.; Lee, T.; Enikeev, N.; Abramova, M.; Valiev, R.; Kim, H.; Lee, C. Microstructural evolution and mechanical properties of nanocrystalline Fe–Mn–Al–C steel processed by high-pressure torsion. Mater. Sci. Eng. A 2021, 827, 142073. [Google Scholar] [CrossRef]
- Schiøtz, J.; Di Tolla, F.D.; Jacobsen, K.W. Softening of nanocrystalline metals at very small grain sizes. Nature 1998, 391, 561–563. [Google Scholar] [CrossRef]
- Conrad, H.; Narayan, J. On the grain size softening in nanocrystalline materials. Scr. Mater. 2000, 42, 1025–1030. [Google Scholar] [CrossRef]
- Kalahroudi, F.J.; Koohdar, H.; Jafarian, H.R.; Huang, Y.; Langdon, T.G.; Nili-Ahmadabadi, M. On the microstructure and mechanical properties of an Fe-10Ni-7Mn martensitic steel processed by high-pressure torsion. J. Mater. Sci. Eng. A 2019, 749, 27–34. [Google Scholar] [CrossRef]
- Kovács, Z.; Schafler, E.; Szommer, P.; Révész, Á. Localization of plastic deformation along shear bands in Vitreloy bulk metallic glass during high pressure torsion. J. Alloys Compd. 2014, 593, 207–212. [Google Scholar] [CrossRef]
- Dmowski, W.; Yokoyama, Y.; Chuang, A.; Ren, Y.; Umemoto, M.; Tsuchiya, K.; Inoue, A.; Egami, T. Structural rejuvenation in a bulk metallic glass induced by severe plastic deformation. Acta Mater. 2010, 58, 429–438. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z.; Langdon, T.G. The significance of slippage in processing by high-pressure torsion. Scr. Mater. 2009, 60, 9–12. [Google Scholar] [CrossRef]
- Kadirov, P.; Pustov, Y.; Zhukova, Y.; Karavaeva, M.; Sheremetyev, V.; Korotitskiy, A.; Baranova, A.; Prokoshkin, S. Dependence of electrochemical characteristics of a biodegradable Fe-30Mn-5Si wt% alloy on compressive deformation in a wide temperature range. Metals 2023, 13, 1830. [Google Scholar] [CrossRef]
- Winston Revie, R. (Ed.) Uhlig’s Corrosion Handbook, 3rd ed.; John Wiley & Sons, Inc.: Hoboken, NJ USA, 2011. [Google Scholar] [CrossRef]
- Kadirov, P.; Zhukova, Y.; Pustov, Y.; Karavaeva, M.; Sheremetyev, V.; Korotitskiy, A.; Shcherbakova, E.; Baranova, A.; Komarov, V.; Prokoshkin, S. Effect of plastic deformation in various temperature-rate conditions on structure and mechanical properties of biodegradable Fe–30Mn–5Si alloy. Met. Mater. Trans. A 2024, 55, 895–909. [Google Scholar] [CrossRef]
- Prokoshkin, S.; Dubinskiy, S.; Brailovski, V. Features of a Nanosubgrained Structure in Deformed and Annealed Ti–Ni SMA: A Brief Review. Shape Mem. Superelasticity 2019, 5, 336–345. [Google Scholar] [CrossRef]
- Sheremetyev, V.; Dubinskiy, S.; Kudryashova, A.; Prokoshkin, S.; Brailovski, V. In situ XRD study of stress- and cooling-induced martensitic transformations in ultrafine and nano-grained superelastic Ti-18Zr-14Nb alloy. J. Alloys Compd. 2022, 902, 163704. [Google Scholar] [CrossRef]
- Sadovnikov, S.I. Thermal stability and recrystallization of semiconductor nanostructured sulfides and sulfide solid solutions. J. Alloys Compd. 2019, 788, 586–599. [Google Scholar] [CrossRef]
- Dubinskiy, S.; Prokoshkin, S.; Brailovski, V.; Inaekyan, K.; Korotitskiy, A. In situ X-ray diffraction strain-controlled study of Ti–Nb–Zr and Ti–Nb–Ta shape memory alloys: Crystal lattice and transformation features. Mater. Charact. 2014, 88, 127–142. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Venezuela, J.; Dargusch, M.S. Addressing the slow corrosion rate of biodegradable Fe-Mn: Current approaches and future trends. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100822. [Google Scholar] [CrossRef]
- Shuai, C.; He, C.; Dong, Z.; Yang, Y.; Peng, S.; Tan, W. Galvanic corrosion induced by heterogeneous bimodal grain structures in Fe-Mn implant. Mater. Charact. 2021, 180, 111445. [Google Scholar] [CrossRef]
- Gąsior, G.; Szczepański, J.; Radtke, A. Biodegradable Iron-Based Materials—What Was Done and What More Can Be Done? Materials 2021, 12, 3381. [Google Scholar] [CrossRef]
- Muhammad Rabeeh, V.P.; Hanas, T. Biodegradable Iron Implants: Development, Processing and Applications; Springer Nature: Berlin, Germany, 2025. [Google Scholar] [CrossRef]
- Rybalchenko, O.; Anisimova, N.; Martynenko, N.; Rybalchenko, G.; Belyakov, A.; Shchetinin, I.; Lukyanova, E.; Chernogorova, O.; Raab, A.; Pashintseva, N.; et al. Biocompatibility and Degradation of Fe-Mn-5Si Alloy after Equal-Channel Angular Pressing: In vitro and in vivo Study. Appl. Sci. 2023, 13, 9628. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | B101ε | B200γ | B103ε |
|---|---|---|---|
| RHT | 0.50 ± 0.03 | 0.38 ± 0.02 | 0.76 ± 0.04 |
| HPT (n = 1) | 0.58 ± 0.03 | 0.47 ± 0.03 | 0.87 ± 0.04 |
| HPT (n = 5) | 0.65 ± 0.03 | - | 1.09 ± 0.05 |
| HPT (n = 10) | 0.65 ± 0.03 | - | 1.15 ± 0.05 |
| AccHPT (n = 10) | 0.90 ± 0.03 | - | 1.45 ± 0.10 |
| AccHPT (n = 10) + PDA500 | 0.82 ± 0.02 | 0.74 ± 0.05 | 1.32 ± 0.08 |
| AccHPT (n = 10) + PDA600 | 0.82 ± 0.03 | 0.64 ± 0.03 | 0.98 ± 0.05 |
| Treatment | Corrosion Potential Ecorr, mV | Current Density icorr·105 (A/cm2) | Biodegradation Rate, Cr mm/year |
|---|---|---|---|
| RHT | −743 ± 3 | 5.11 ± 0.26 | 0.60 ± 0.02 |
| HPT (n = 1) | −730 ± 8 | 2.30 ± 0.10 | 0.27 ± 0.01 |
| HPT (n = 5) | −735 ± 5 | 1.75 ± 0.15 | 0.20 ± 0.02 |
| HPT (n = 10) | −743 ± 3 | 1.50 ± 0.10 | 0.18 ± 0.01 |
| AccHPT (n = 10) | −743 ± 3 | 1.30 ± 0.10 | 0.15 ± 0.02 |
| AccHPT (n = 10) + PDA500 | −745 ± 3 | 3.60 ± 0.05 | 0.42 ± 0.01 |
| AccHPT (n = 10) + PDA600 | −749 ± 3 | 4.00 ± 0.05 | 0.47 ± 0.01 |
| Treatment | Phases | Grain Scale | Overall Distraction Level | Biodegradation Rate, Cr mm/year |
|---|---|---|---|---|
| RHT | Recrystallized γ-austenite + cooling induced ε-martensite | Coarse Grained structure (200–300 µm) | Low | 0.60 ± 0.02 |
| HPT (n = 1) | Plastically deformed γ-austenite + Plastically deformed cooling-induced and stress-induced ε-martensite | Predominant SMCS alongside NCS | High | 0.27 ± 0.01 |
| HPT (n = 5) | Plastically deformed cooling-induced and stress-induced ε-martensite | Predominant SMCS alongside NCS | High | 0.20 ± 0.02 |
| HPT (n = 10) | Plastically deformed cooling-induced and stress-induced ε-martensite | Predominant NCS | Very high | 0.18 ± 0.01 |
| AccHPT (n = 10) | Plastically deformed cooling-induced and stress-induced ε-martensite | Predominant NCS | Very high | 0.15 ± 0.02 |
| AccHPT (n = 10) + PDA500 | Recrystallized γ-austenite + cooling induced ε-martensite | Predominant SMCS alongside NCS | Moderate; relief state | 0.42 ± 0.01 |
| AccHPT (n = 10) + PDA600 | Recrystallized γ-austenite + cooling induced ε-martensite | Predominant SMCS alongside NCS | Moderate; relief state | 0.47 ± 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kadirov, P.; Zhukova, Y.; Gunderov, D.; Antipina, M.; Teplyakova, T.; Tabachkova, N.; Baranova, A.; Gunderova, S.; Pustov, Y.; Prokoshkin, S. Effect of Accumulative High-Pressure Torsion on Structure and Electrochemical Behavior of Biodegradable Fe-30Mn-5Si (wt.%) Alloy. Crystals 2025, 15, 351. https://doi.org/10.3390/cryst15040351
Kadirov P, Zhukova Y, Gunderov D, Antipina M, Teplyakova T, Tabachkova N, Baranova A, Gunderova S, Pustov Y, Prokoshkin S. Effect of Accumulative High-Pressure Torsion on Structure and Electrochemical Behavior of Biodegradable Fe-30Mn-5Si (wt.%) Alloy. Crystals. 2025; 15(4):351. https://doi.org/10.3390/cryst15040351
Chicago/Turabian StyleKadirov, Pulat, Yulia Zhukova, Dmitry Gunderov, Maria Antipina, Tatyana Teplyakova, Natalia Tabachkova, Alexandra Baranova, Sofia Gunderova, Yury Pustov, and Sergey Prokoshkin. 2025. "Effect of Accumulative High-Pressure Torsion on Structure and Electrochemical Behavior of Biodegradable Fe-30Mn-5Si (wt.%) Alloy" Crystals 15, no. 4: 351. https://doi.org/10.3390/cryst15040351
APA StyleKadirov, P., Zhukova, Y., Gunderov, D., Antipina, M., Teplyakova, T., Tabachkova, N., Baranova, A., Gunderova, S., Pustov, Y., & Prokoshkin, S. (2025). Effect of Accumulative High-Pressure Torsion on Structure and Electrochemical Behavior of Biodegradable Fe-30Mn-5Si (wt.%) Alloy. Crystals, 15(4), 351. https://doi.org/10.3390/cryst15040351