
Effects of the Number of Layers and Thickness Ratio on the Impact Fracture Behavior of AA6061/AA7075 Laminated Metal Composites




Abstract
:1. Introduction
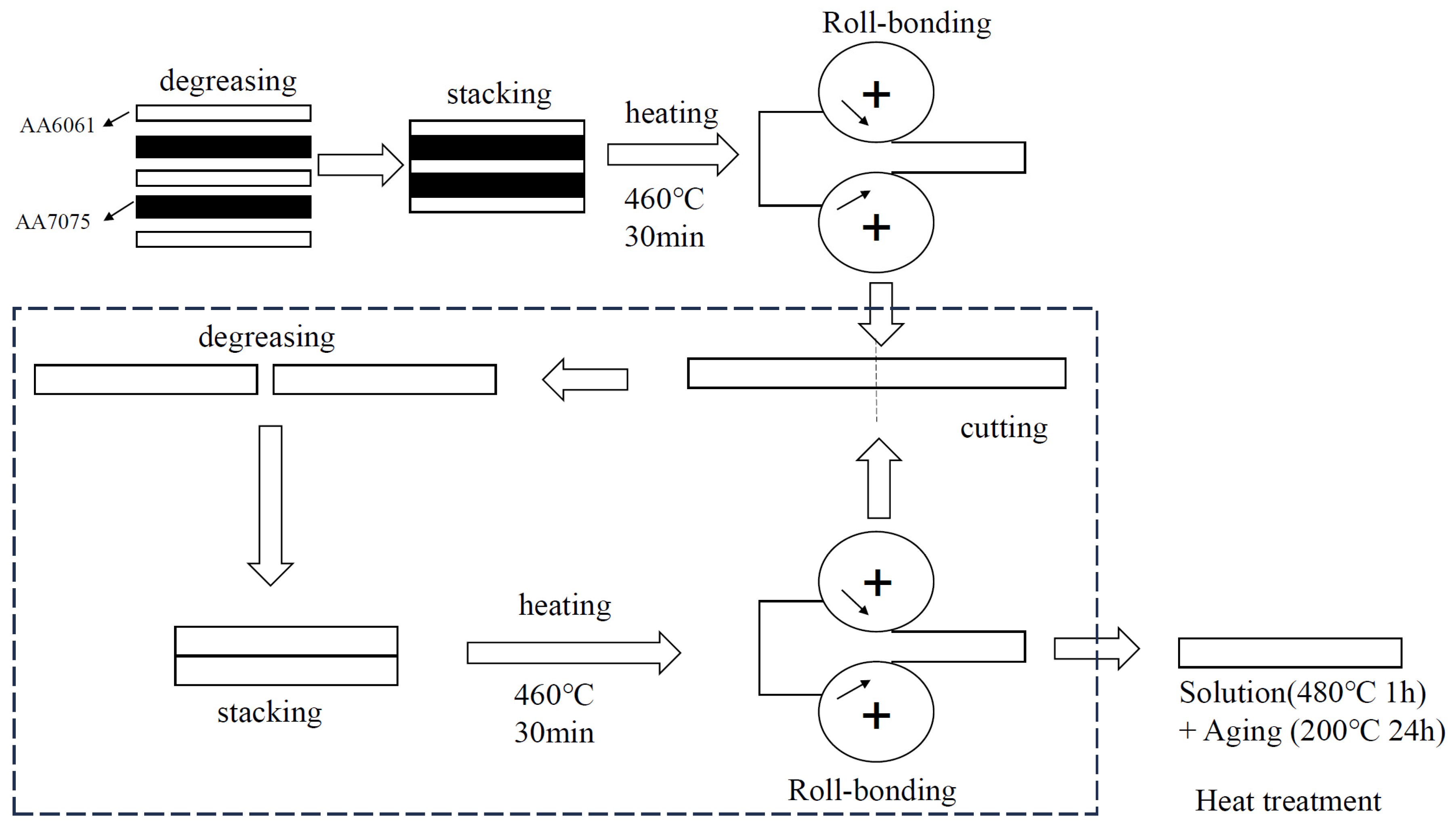
2. Experimental Materials and Methods
3. Results and Discussion
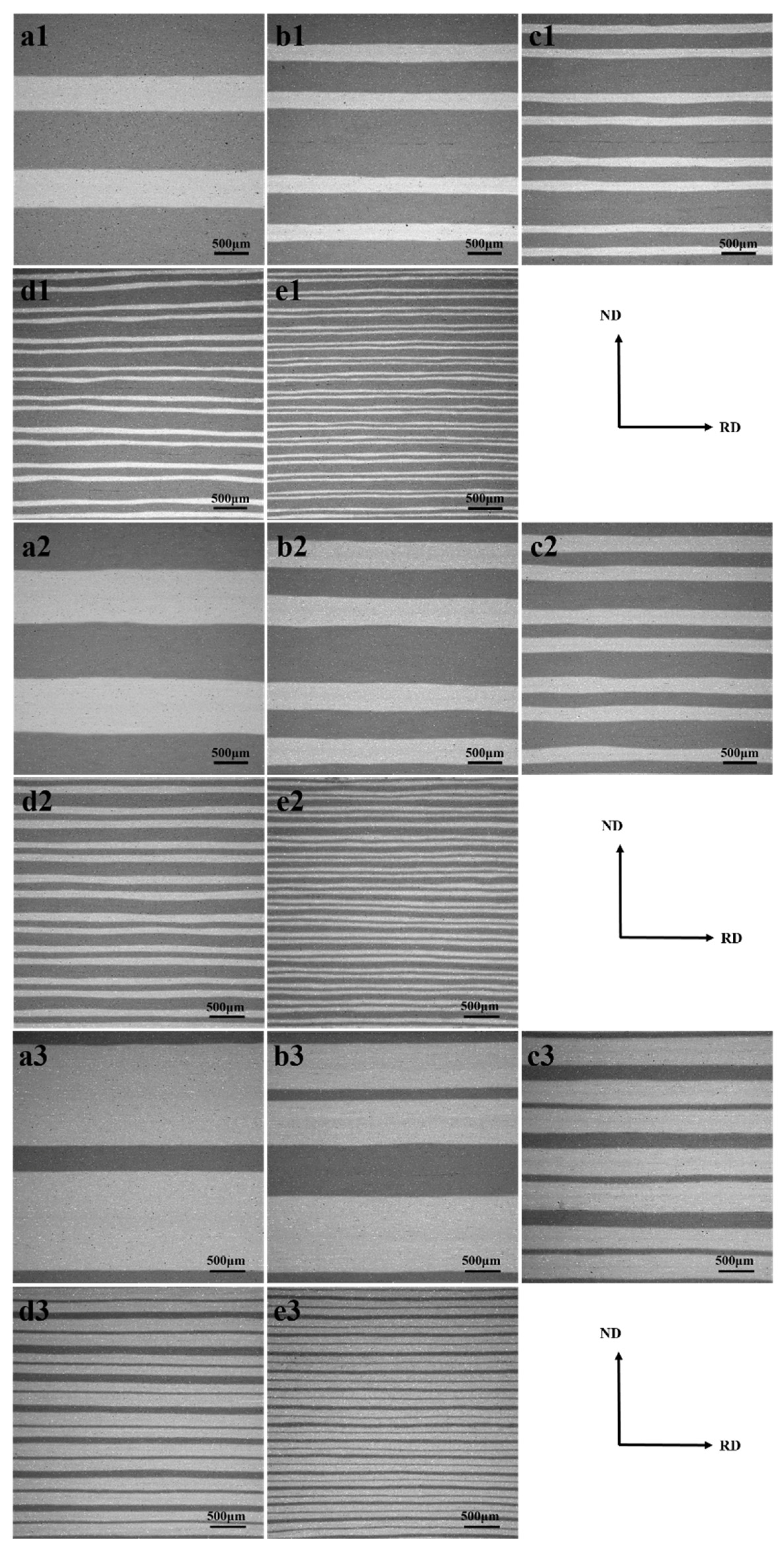
3.1. Effect on the Interface Structure of Composite Sheet
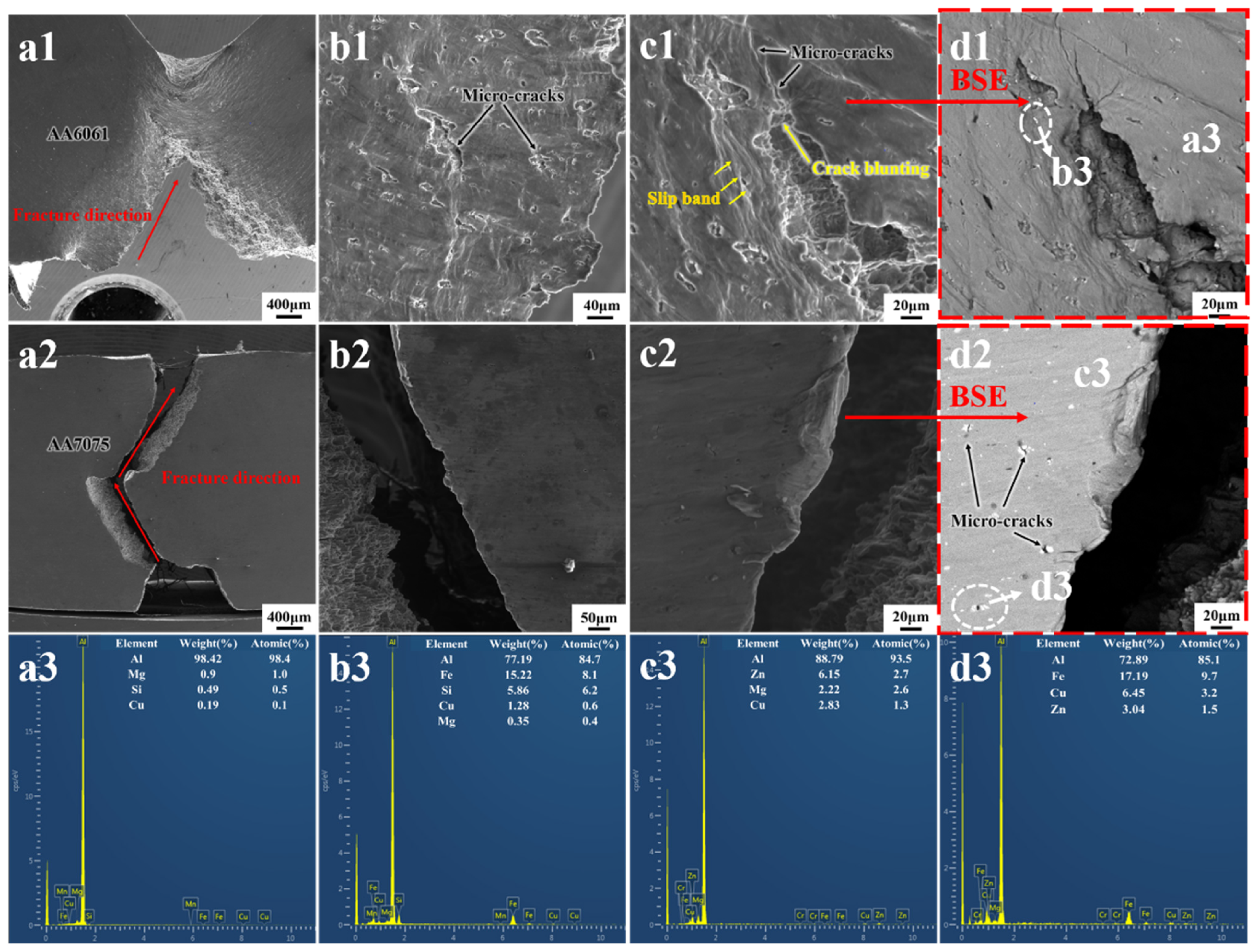
3.2. Effect on Microstructure of Composite Sheet
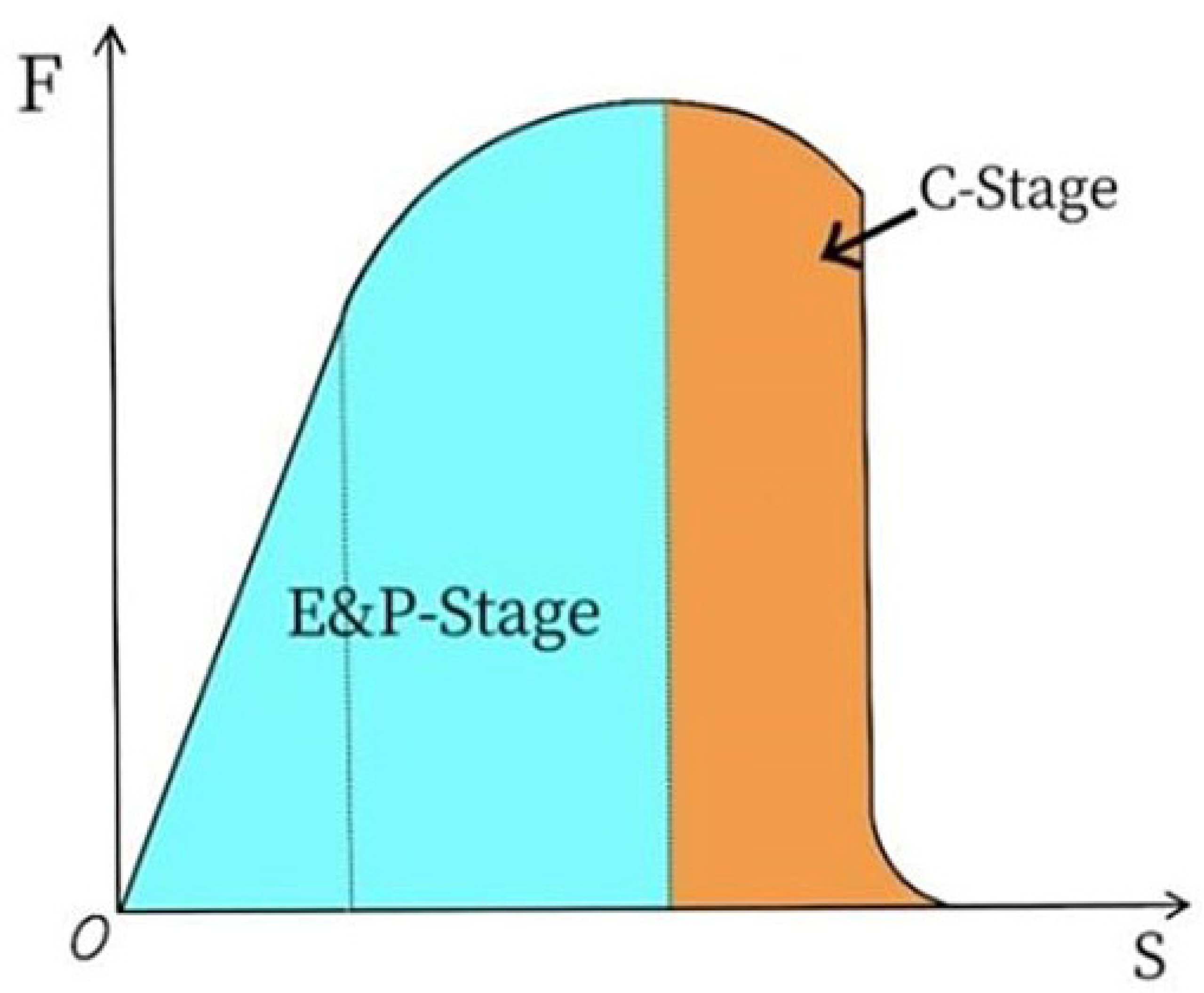
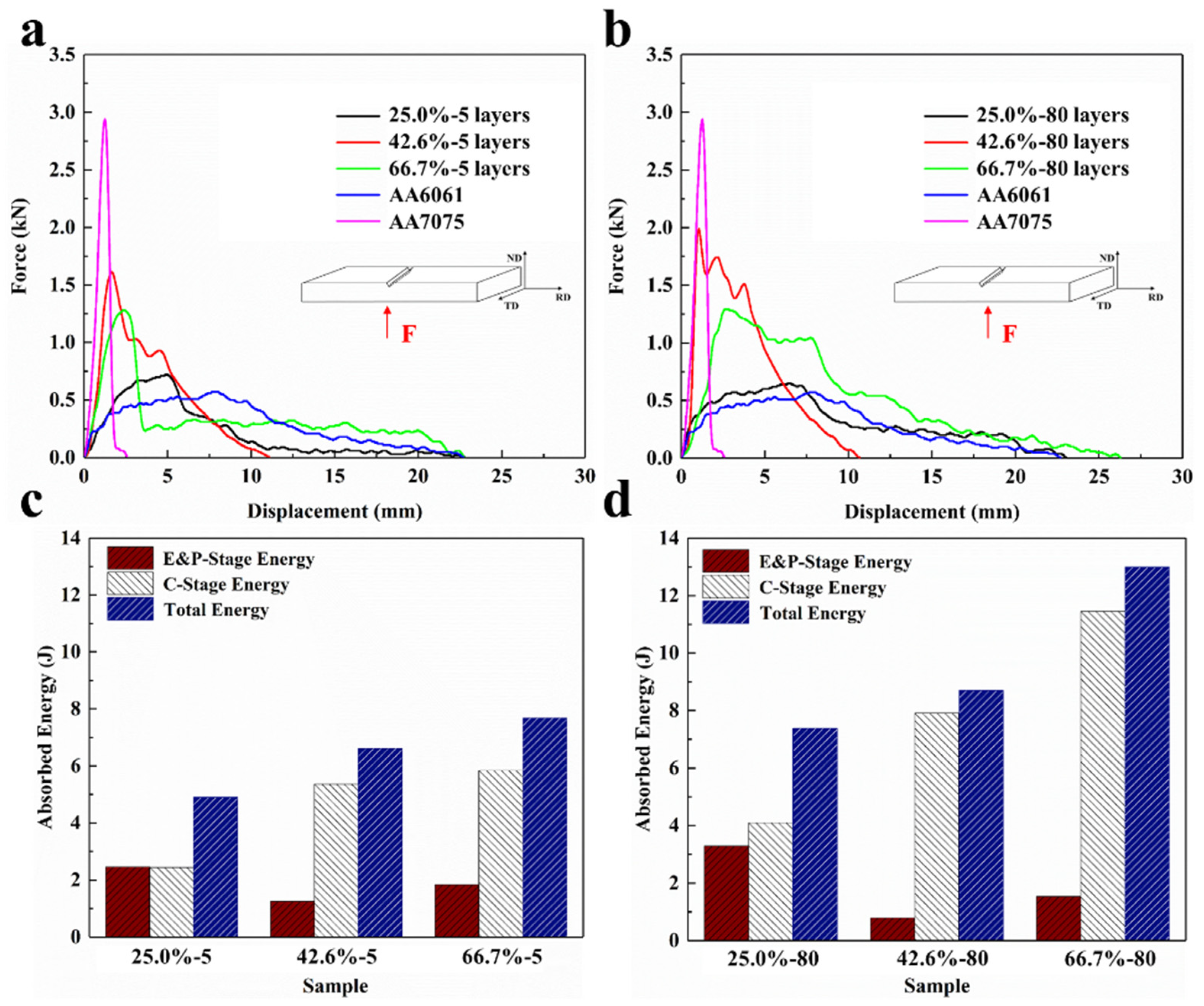
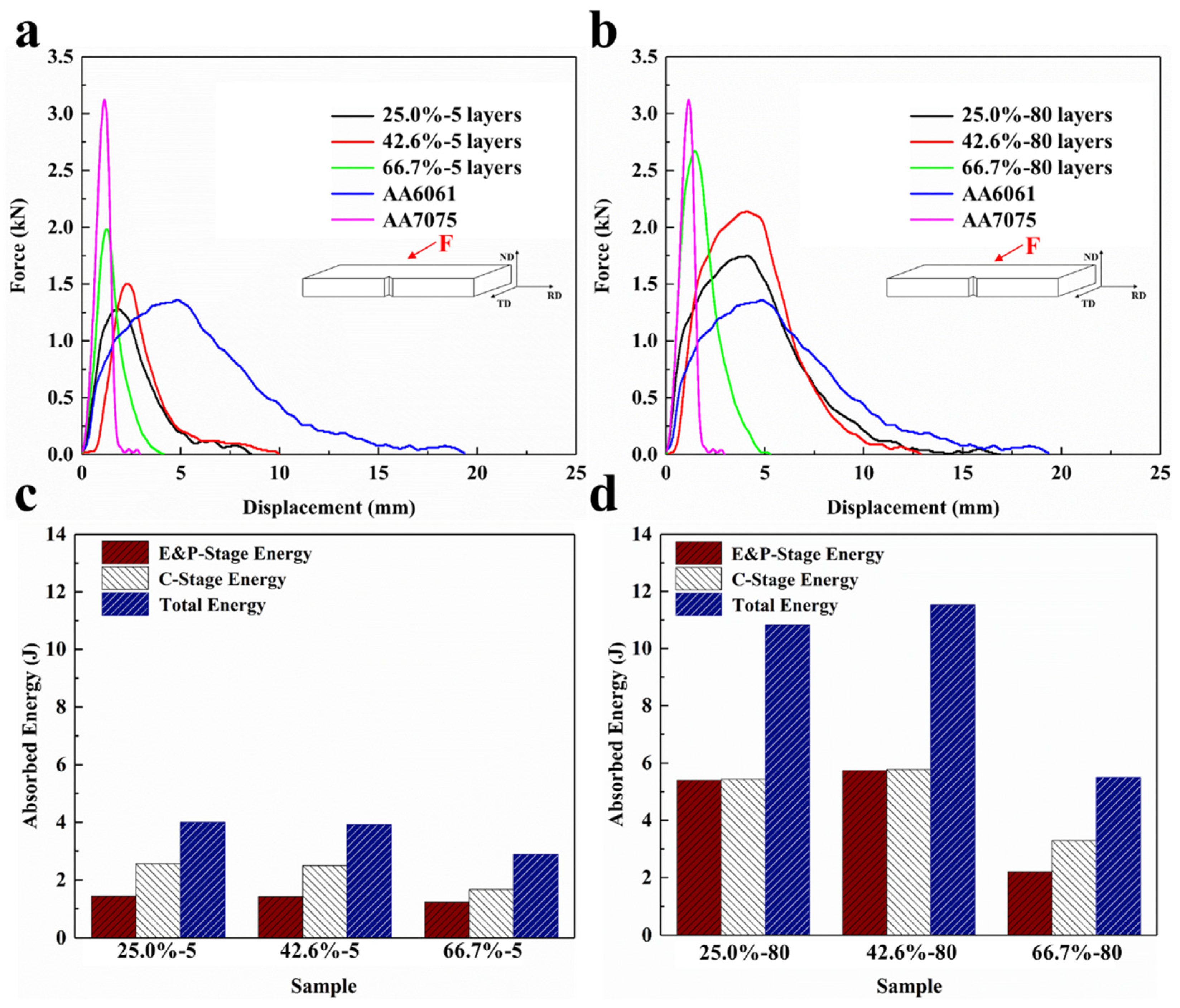
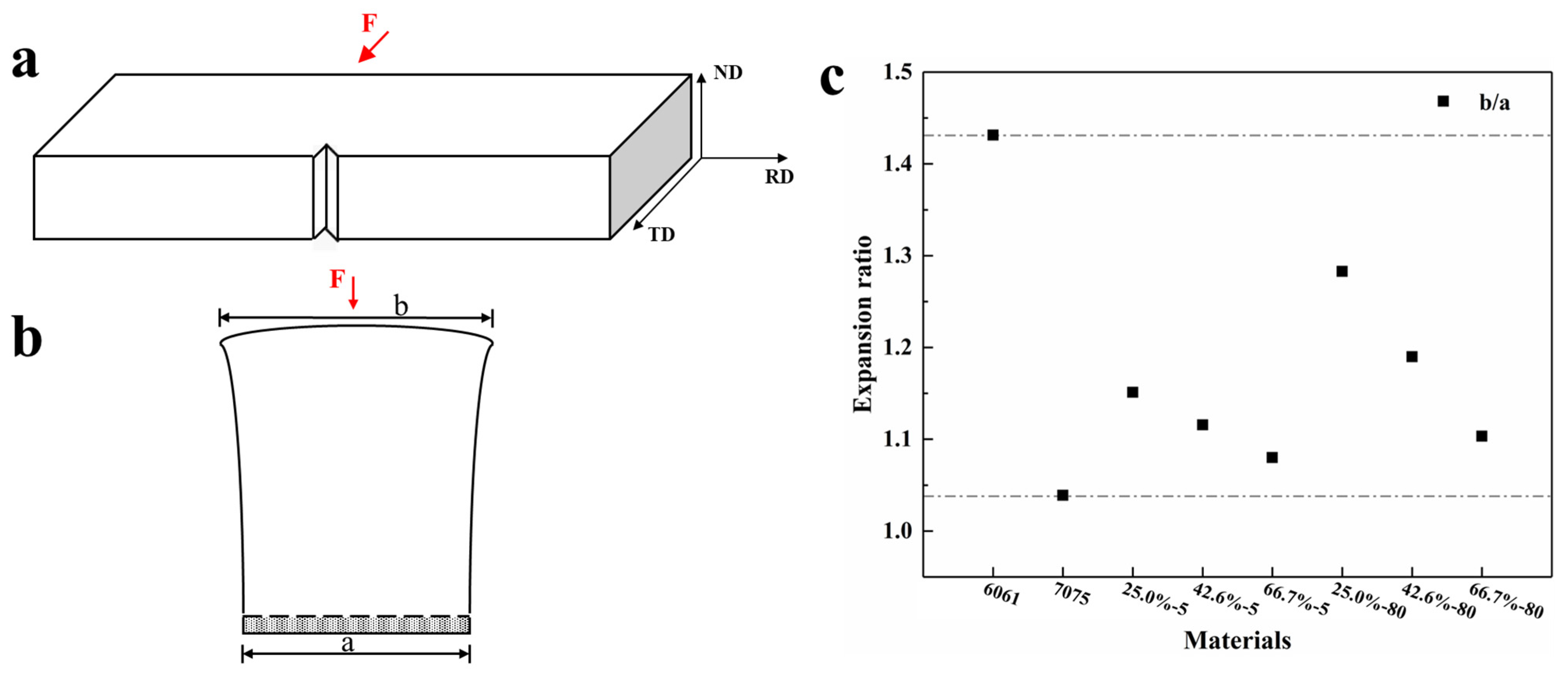
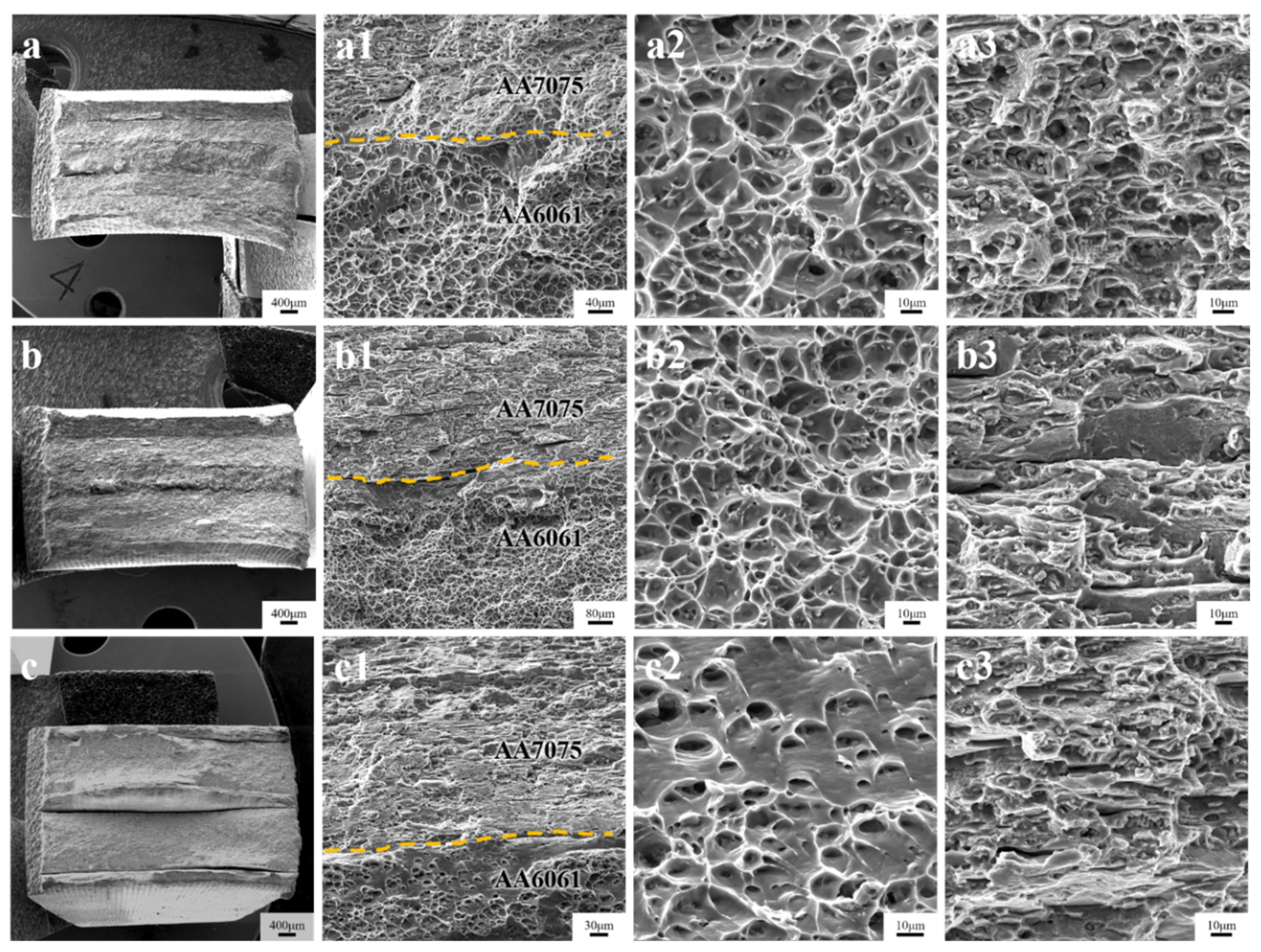
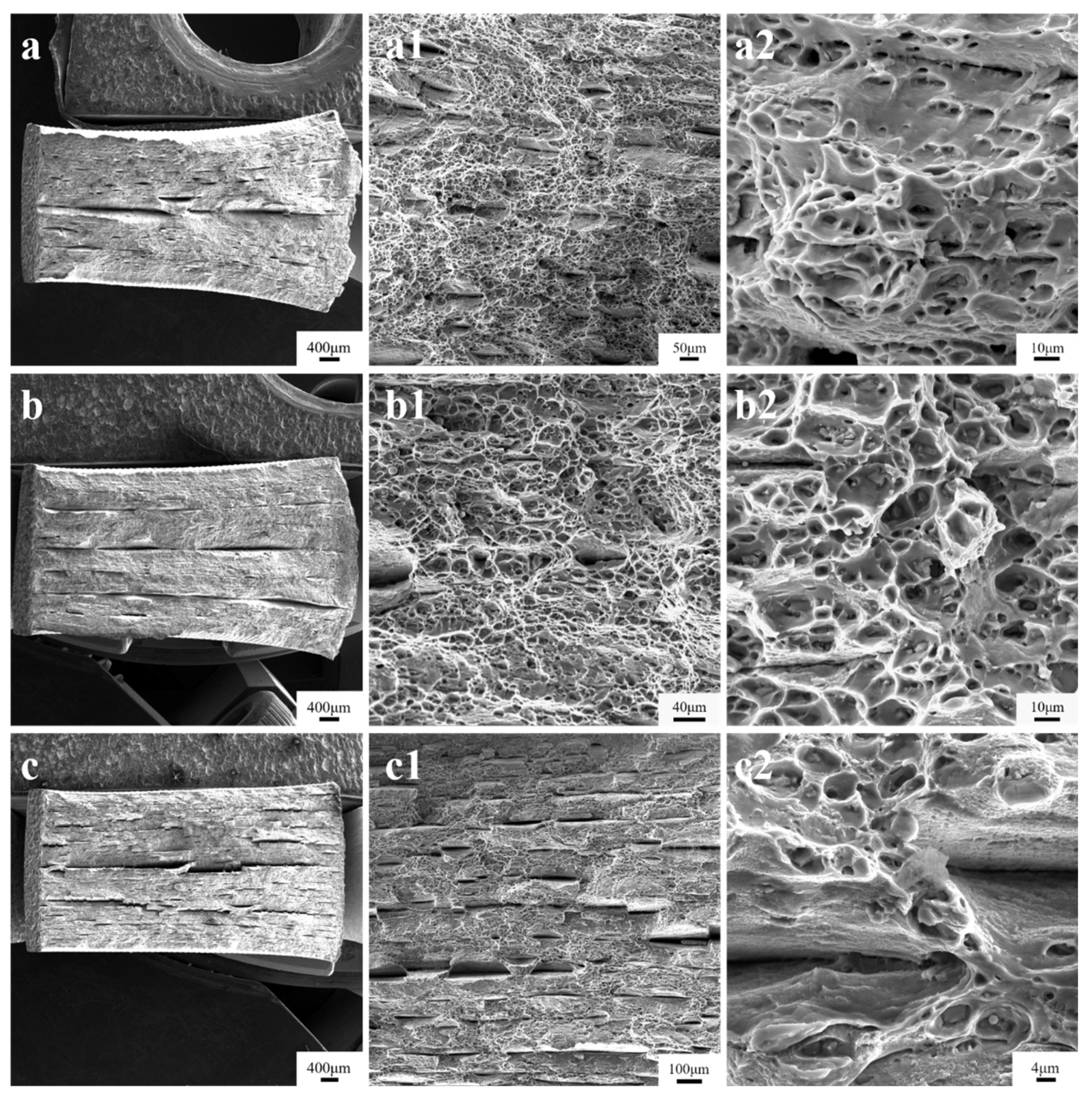
3.3. Effect on Impact Performance
4. Conclusions
- (1)
- In the 5-layer composite sheet, the thickness ratio of the 1.35:1 samples can withstand a greater impact load than the thickness ratio of the 1:2 samples; this is because in the rapid impact load, the hard metal thickness of a high percentage of the 5-layer composite sheet in the crack is more likely to expand along the interface. In other words, the higher the proportion of AA7075, the higher the flexural strength of the AA6061/AA7075 laminated composite sheet.
- (2)
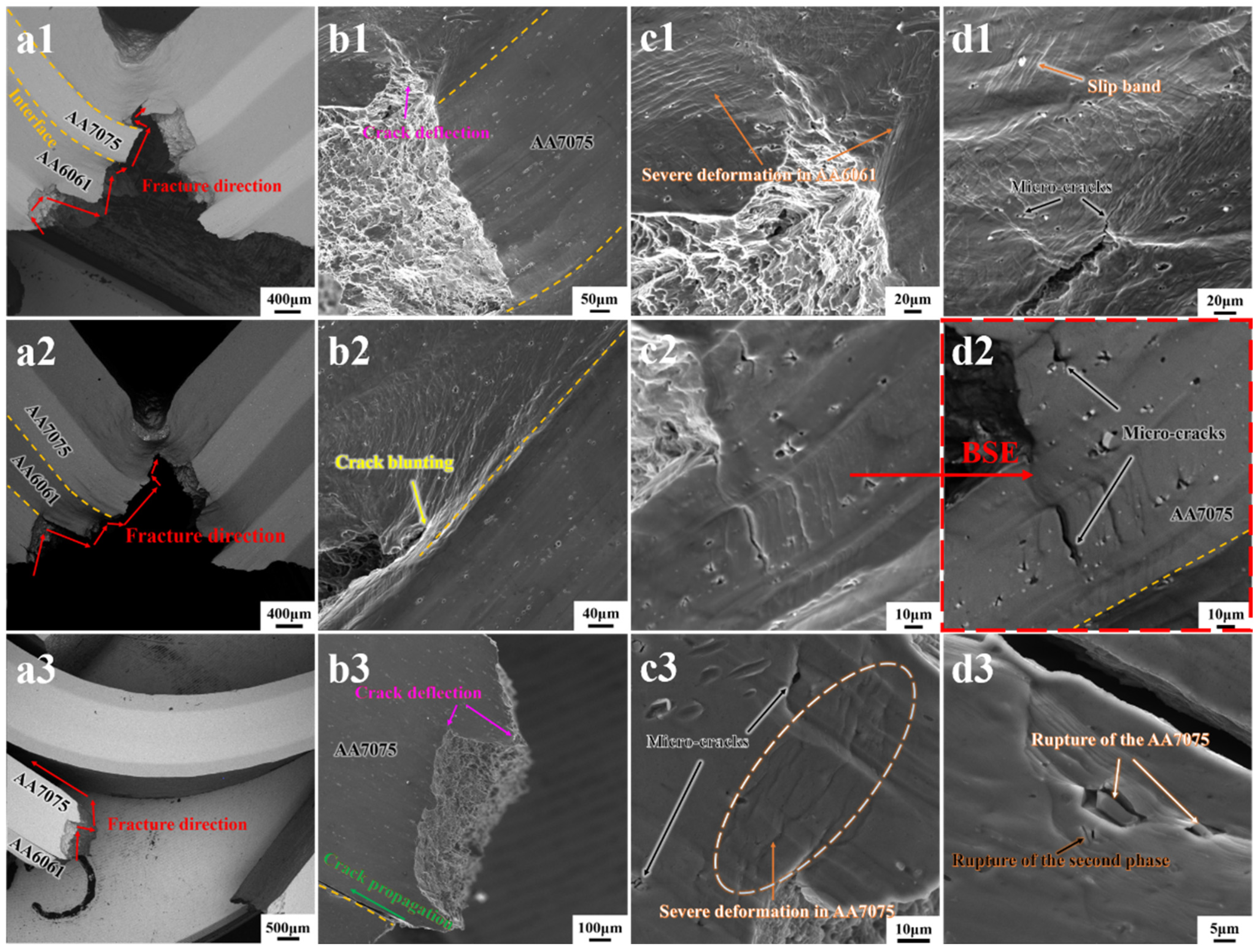
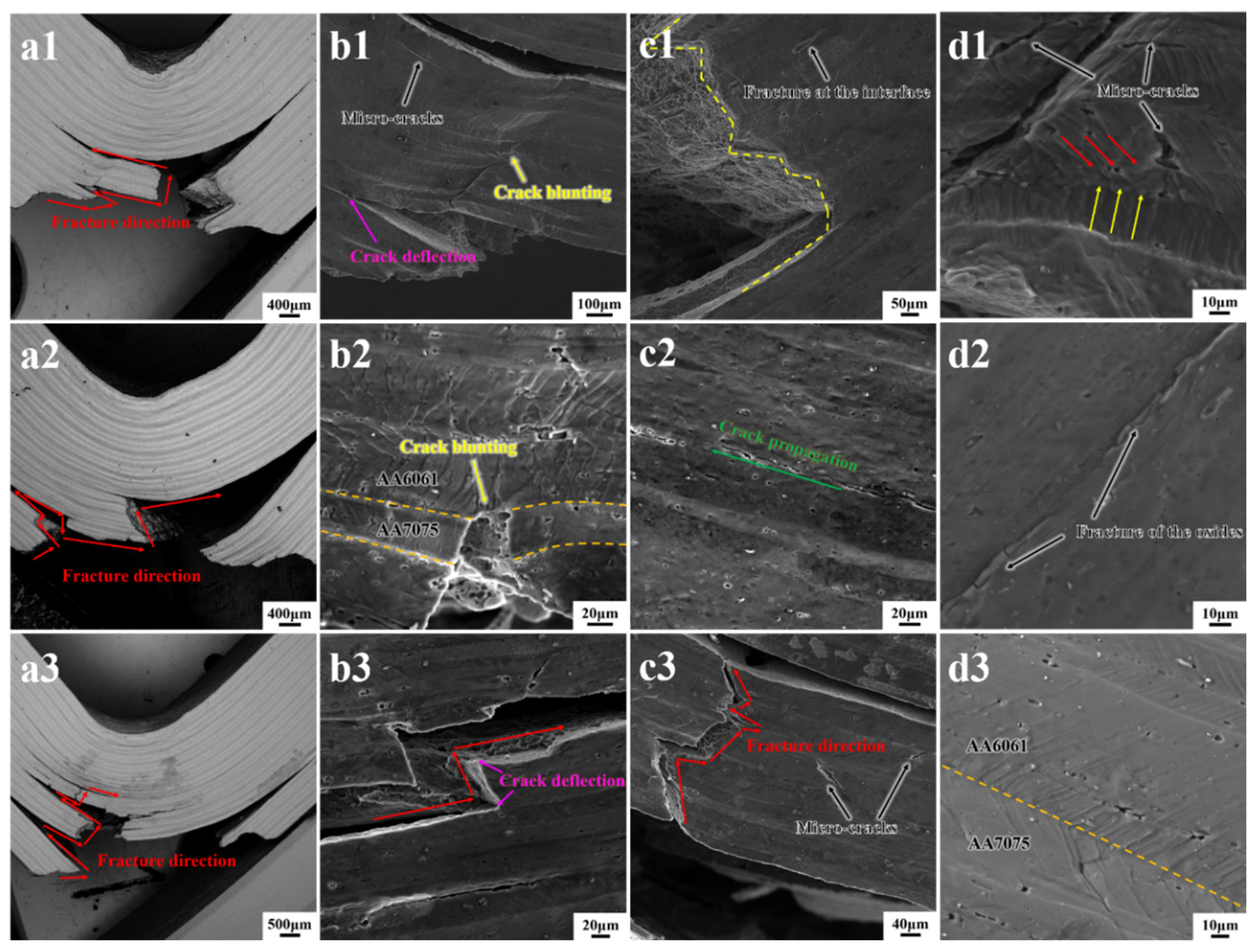
- Compared with the 5-layer composite sheet, the toughening mechanism of the 80-layer composite sheet is mainly that the cracks deflect more frequently with the increase in the number of layers. In addition, the increase in the total crack length along the interface direction also promotes the change in the toughness of the composite sheet. The impact energy absorbed by the composite sheet increases with the increase in the number of layers, which is the same as the toughening effect of the sheet caused by the bending interface structure.
- (3)
- The increase in the number of layers significantly improves the side impact performance of the composite sheet. Fine crystal and interface strengthening effects work together to increase the impact strength and the energy absorbed at the crack germination and crack expansion stages of the 80-layer composite sheet relative to the 5-layer composite sheet.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shirvanimoghaddam, K.; Hamim, S.U.; Akbari, M.K.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Compos. Part A-Appl. 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Chawla, N.; Shen, Y.L. Mechanical behavior of particle reinforced metal matrix composites. Adv. Eng. Mater. 2001, 3, 357–370. [Google Scholar] [CrossRef]
- Barabash, R.I.; Barabash, O.M.; Ojima, M.; Yu, Z.; Inoue, J.; Nambu, S.; Koseki, T.; Xu, R.; Feng, Z. Interphase strain gradients in multilayered steel composite from microdiffraction. Metall. Mater. Trans. A 2014, 45, 98–108. [Google Scholar] [CrossRef]
- Huang, M.; Xu, C.; Fan, G.; Maawad, E.; Gan, W.; Geng, L.; Lin, F.; Tang, G.; Wu, H.; Du, Y.; et al. Role of layered structure in ductility improvement of layered Ti-Al metal composite. Acta Mater. 2018, 153, 235–249. [Google Scholar] [CrossRef]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef]
- Wang, S.; Huang, L.; Jiang, S.; Zhang, R.; Sun, F.B.; An, Q.; Geng, L. Multiplied bending ductility and toughness of titanium matrix composites by laminated structure manipulation. Mater. Des. 2021, 197, 109237. [Google Scholar] [CrossRef]
- Alireza, A.; Iman, E.; Mehdi, R.; Navid, S. Laminated steel/aluminum composites: Improvement of mechanical properties by annealing treatment. Mater. Today Commun. 2021, 102866, 2352–4928. [Google Scholar]
- Kim, W.; Lee, T.; Han, S. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Rohatgi, A.; Vecchio, K.S.; Gray, G.T. The influence of stacking fault energy on the mechanical behavior of Cu and Cu-Al alloys: Deformation twinning, work hardening, and dynamic recovery. Metall. Mater. Trans. A 2001, 32, 135–145. [Google Scholar] [CrossRef]
- Kim, I.K.; Hong, S.I. Effect of heat treatment on the bending behavior of tri-layered Cu/Al/Cu composite plates. Mater. Des. 2013, 47, 590–598. [Google Scholar] [CrossRef]
- Liu, J.; Wu, J.; Liu, Q.; Ji, S.; Zheng, X.; Wang, F.; Wang, J. Effect of the strength of initial aluminium on the bonding properties and deformation coordination of Ti/Al composite sheets by the cold roll bonding process. Crystals 2022, 12, 1665. [Google Scholar] [CrossRef]
- Chen, W.; He, W.; Chen, Z.; Jiang, B.; Liu, Q. Extraordinary room temperature tensile ductility of laminated Ti/Al composite: Roles of anisotropy and strain rate sensitivity. Int. J. Plast. 2020, 133, 102806. [Google Scholar] [CrossRef]
- Chen, W.; He, W.; Luo, N.; Tang, Y.; Chen, Z.; Jiang, B. Effect of layer thickness on the enhanced strength and ductility of laminated Ti/Al composite. Mater. Sci. Eng. A 2022, 859, 144230. [Google Scholar] [CrossRef]
- Luo, J.; Khattinejad, R.; Assari, A.; Tayyebi, M.; Hamawandi, B. Microstructure, mechanical and thermal properties of Al/Cu/Sic laminated composites, fabricated by the ARB and CARB processes. Crystals 2023, 13, 354. [Google Scholar] [CrossRef]
- Shabani, A.; Toroghinejad, M.R.; Shafyei, A. Fabrication of Al/Ni/Cu composite by accumulative roll bonding and electroplating processes and investigation of its microstructure and mechanical properties. Mater. Sci. Eng. A 2012, 558, 386–393. [Google Scholar] [CrossRef]
- Demkowicz, M.; Hoagland, R.; Hirth, J. Interface structure and radiation damage resistance in Cu-Nb multilayer nanocomposites. Phys. Rev. Lett. 2008, 100, 136102. [Google Scholar] [CrossRef] [PubMed]
- Shirakata, Y.; Hidaka, N.; Ishitsuka, M.; Teramoto, A.; Ohmi, T. High permeability and low loss Ni–Fe composite material for high-frequency applications. IEEE Trans. Magn. 2008, 44, 2100–2106. [Google Scholar] [CrossRef]
- Reddy, M.; Sharma, N.; Adams, S.; Rao, R.P.; Peterson, V.K.; Chowdari, B.V.R. Evaluation of undoped and M-doped TiO2, where M = Sn, Fe, Ni/Nb, Zr, V, and Mn, for lithium-ion battery applications prepared by the molten-salt method. Rsc Adv. 2015, 5, 29535–29544. [Google Scholar] [CrossRef]
- Mo, T.; Chen, Z.; Huang, H.; Lin, J.; Liu, Q. Effect of two-step annealing on recrystallized structure and mechanical properties in AA7075/AA1100 laminated metal composites processed by accumulative roll bonding. Mater. Charact. 2019, 158, 109951. [Google Scholar] [CrossRef]
- Woodward, R.L.; Cimpoeru, S.J. A study of the perforation of aluminium laminate targets. Int. J. Impact Eng. 1998, 21, 117–131. [Google Scholar] [CrossRef]
- Flores-Johnson, E.A.; Saleh, M.; Edwards, L. Ballistic performance of multi-layered metallic plates impacted by a 7.62-mm APM2 projectile. Int. J. Impact Eng. 2011, 38, 1022–1032. [Google Scholar] [CrossRef]
- Mo, T.; Chen, Z.; Zhou, D.; Lu, G.; Huang, Y.; Liu, Q. Effect of lamellar structural parameters on the bending fracture behavior of AA1100/AA7075 laminated metal composites. J. Mater. Sci. Technol. 2022, 99, 28–38. [Google Scholar] [CrossRef]
- Gomez, X.; Echeberria, J. Microstructure and mechanical properties of carbon steel A210–superalloy Sanicro 28 bimetallic tubes. Mater. Sci. Eng. A 2003, 348, 180–191. [Google Scholar] [CrossRef]
- Knight, S.P.; Birbilis, N.; Muddle, B.C.; Trueman, A.R.; Lynch, S.P. Correlations between intergranular stress corrosion cracking, grain-boundary microchemistry, and grain-boundary electrochemistry for Al–Zn–Mg–Cu alloys. Corros. Sci. 2010, 52, 4073–4080. [Google Scholar] [CrossRef]
- Ma, G.Y.; Luo, X.Z.; Liu, D.H.; Jia, C.; Niu, F.Y.; Wu, D.J. 7075 Aluminum alloy welded by laser-TIG hybrid with homogeneous filler wire: Microstructure evaluation and molten pool behavior. Opt. Laser Technol. 2024, 169, 110059. [Google Scholar] [CrossRef]
- Harsha, V.T.; Varikuppala, P.K.; Yadav, G.T.; Bandhavi, C. Experimental investigation and optimization of Aluminium 6061 by using various welding process—A review. Mater. Today Proc. 2023, 95, 2214–7853. [Google Scholar]
- Frutos, J.A.; Ambriz, R.R.; García, C.J.; Jaramillo, D. Orthogonal impact load in 6061-T651 and 7075-T651 aluminum alloy plates. J. Mater. Res. Technol. 2023, 26, 4245–4262. [Google Scholar] [CrossRef]
- Yazar, Ö.; Ediz, T.; Öztürk, T. Control of macrostructure in deformation processing of metal/metal laminates. Acta Mater. 2005, 53, 375–381. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, B.R.; Kang, S.B. Control of layer continuity in metallic multilayers produced by deformation synthesis method. Mater. Sci. Eng. A 2005, 406, 95–101. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Wang, Q. Accumulative roll-bonding of aluminum alloys and composites: An overview of properties and performance. J. Mater. Res. Technol. 2002, 19, 4381–4403. [Google Scholar] [CrossRef]
- Chen, Z.J.; Liu, Q.; Wang, G.J. Deformation inhomogeneities of Mg–Al laminated metal composites fabricated by accumulative roll bonding. Mater. Res. Innov. 2015, 19, S147–S151. [Google Scholar] [CrossRef]
- Kılıçaslan, C.; Güden, M.; Odacı, İ.K. Experimental and numerical studies on the quasi-static and dynamic crushing responses of multi-layer trapezoidal aluminum corrugated sandwiches. Thin-Walled Struct. 2014, 78, 70–78. [Google Scholar] [CrossRef]
- Cepeda, J.C.; Hidalgo, P.; Pozuelo, M.; Ruano, O.A.; Carreño, F. Influence of constituent materials on the impact toughness and fracture mechanisms of hot-roll-bonded aluminum multilayer laminates. Metall. Mater. Trans. A 2010, 41, 61–72. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.; Pozuelo, M.; García-Infanta, J.; Ruano, O.A.; Carreño, F. Interface effects on the fracture mechanism of a high-toughness aluminum-composite laminate. Metall. Mater. Trans. A 2009, 40, 69–79. [Google Scholar] [CrossRef]
- Ibrahim, M.F.; Samuel, E.; Samuel, A.M. Impact toughness and fractography of Al–Si–Cu–Mg base alloys. Mater. Des. 2011, 32, 3900–3910. [Google Scholar] [CrossRef]
- Huang, C.; Wang, Y.; Ma, X.; Yin, S.; Höppel, H.W.; Göken, M.; Wu, X.L.; Gao, H.J.; Zhu, Y.T. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef]
- Sun, S.; Liu, P.; Hu, J.; Hong, C.; Qiao, X.; Liu, S.; Zhang, R.; Wu, C. Effect of solid solution plus double aging on microstructural characterization of 7075 Al alloys fabricated by selective laser melting (SLM). Opt. Laser Technol. 2019, 114, 158–163. [Google Scholar] [CrossRef]
- Reihanian, M.; Naseri, M. An analytical approach for necking and fracture of hard layer during accumulative roll bonding (ARB) of metallic multilayer. Mater. Des. 2016, 89, 1213–1222. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T. Influence of ECAP on precipitate distributions in a spray-cast aluminum alloy. Acta Mater. 2005, 53, 749–758. [Google Scholar] [CrossRef]
- Roven, H.J.; Liu, M.; Werenskiold, J.C. Dynamic precipitation during severe plastic deformation of an Al–Mg–Si aluminium alloy. Mater. Sci. Eng. A 2008, 483, 54–58. [Google Scholar] [CrossRef]
- Clinch, M.; Harris, S.; Hepples, W.; Holroyd, N.J.H.; Lawday, M.J.; Noble, B. Influence of zinc to magnesium ratio and total solute content on the strength and toughness of 7xxx series alloys. Mater. Sci. Forum. 2006, 519–521, 339–344. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; Pozuelo, M.; Ruano, O.A.; Carreño, F. Influence of the thermomechanical processing on the fracture mechanisms of high strength aluminium/pure aluminium multilayer laminate materials. Mater. Sci. Eng. A 2008, 490, 319–327. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Zn | Mg | Cu | Si | Fe | Mn | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA6061 | <0.20 | 1.05 | 0.21 | 0.62 | 0.41 | <0.15 | 0.17 | ≤0.10 | Bal. |
| AA7075 | 5.5 | 2.4 | 1.7 | 1.4 | 0.2 | 0.05 | 0.07 | — | Bal. |
| Total Thickness Ratio (AA6061:AA7075) | 3:1 | 1.35:1 | 1:2 | |
|---|---|---|---|---|
| Single-layer thickness × Number of layers = Component thickness (mm) | AA6061 | 2 × 3 = 6 | 1.8 × 3 = 5.4 | 1 × 3 = 3 |
| AA7075 | 1 × 2 = 2 | 2 × 2 = 4 | 3 × 2 = 6 | |
| Volume proportion of AA7075 (%) | 25.0 | 42.6 | 66.7 | |
| Material | Hardening Index | Strength Coefficient (MPa) | Tensile Strength (MPa) | Elongation |
|---|---|---|---|---|
| AA6061 | 0.28 | 492.75 | 254.78 | 0.25 |
| AA7075 | 0.38 | 982.40 | 370.88 | 0.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Lu, G.; Zhou, D.; Huang, G.; Cao, Y. Effects of the Number of Layers and Thickness Ratio on the Impact Fracture Behavior of AA6061/AA7075 Laminated Metal Composites. Crystals 2024, 14, 44. https://doi.org/10.3390/cryst14010044
Chen Z, Lu G, Zhou D, Huang G, Cao Y. Effects of the Number of Layers and Thickness Ratio on the Impact Fracture Behavior of AA6061/AA7075 Laminated Metal Composites. Crystals. 2024; 14(1):44. https://doi.org/10.3390/cryst14010044
Chicago/Turabian StyleChen, Zejun, Guangming Lu, Dayu Zhou, Guangjie Huang, and Yu Cao. 2024. "Effects of the Number of Layers and Thickness Ratio on the Impact Fracture Behavior of AA6061/AA7075 Laminated Metal Composites" Crystals 14, no. 1: 44. https://doi.org/10.3390/cryst14010044
APA StyleChen, Z., Lu, G., Zhou, D., Huang, G., & Cao, Y. (2024). Effects of the Number of Layers and Thickness Ratio on the Impact Fracture Behavior of AA6061/AA7075 Laminated Metal Composites. Crystals, 14(1), 44. https://doi.org/10.3390/cryst14010044